Токарный станок иж 1и611п технические характеристики: 1И611П Станок токарно-винторезный повышенной точности универсальный. Паспорт, схемы, характеристики, описание
Содержание
Токарный станок ИЖ 1И611П: технические характеристики
Токарный станок ИЖ 1И611П – устройство, выпускаемое еще в 60-х годах прошлого столетия, за более чем полувековую историю показал высокую эффективность. Аппарат предназначен для выполнения токарно-винторезных работ в центре или патронах. На нем легко проводить обработку как черных, так и цветных металлов.
Технические характеристики этого станка дают ему долгое время оставаться популярным, так как он имеет возможность точной обработки деталей.
Дополнительно он зарекомендовал себя надежностью и универсальностью.
Конструктивные особенности
Токарно-винторезный станок 1И611П обладает следующими характеристиками особенностями конструкции:
- Возможность запрограммировать автоматический режим.
- Отсутствие зазора между креплением резцовой головки, придающее жесткость устройству.
- Механизм защиты, предохраняющий от перегрузки в процессе использования.

- Точность расположения суппорта во время движения, благодаря присутствию верньеры.
- При формировании резьбы имеется возможность смазки деталей специальной жидкостью, поступающей из емкости, находящейся в задней части прибора.
- Присутствие множества скоростей и режимов, которые подходят разным видам работ.
- Конструкция станка предусматривает контейнер для охлаждения и электрики.
- Имеется специальная емкость для сбора стружки.
- Станина изготовлена из особого сплава, а ее движущие части закалены.
- Встроенная коробка переключения скоростей.

Коробка скоростей токарного станка 1и611п
Обработка деталей проводится только с тыльной стороны, что дает возможность его эксплуатации в небольших помещениях без изменения качества работы станка.
Токарный станок иж 1и611п более пятидесяти лет используется в производстве металлических деталей, но, несмотря на это, сегодня он считается эффективным механизмом, качественно производящим обработку различных деталей.
Устройство станка – основные узлы и механизмы
Паспорт и схема станка предусматривает следующие важные узлы и механизмы.
Станина
Станина является основным базовым узлом и служит основанием для установки на ней отдельных узлов и механизмов. Для станков 1И611П паспорт и технология регламентирует изготовление станины из хромоникелевого чугуна. На станине установлены направляющие, две из которых имеют призматические, а две плоские формы. Они закаляются высокочастотными токами и тщательно отшлифовываются. Сама станина монтируется на монолитной трубе. В передней части расположена полка, которая служит защитой ходового винта от попадания на него эмульсии и стружки. Во внутренней части станины расположен электродвигатель и редуктор главного хода, а также механизмы систем охлаждения и смазки. В тумбе станины размещена емкость для сбора смазочно-охлаждающей жидкости. В правой части станины смонтирована панель, на которой расположены аппараты электрического управления.
Передняя бабка.
Она предназначена для закрепления и поддержания заготовок при их обработках. Кинематическая схема станка состоит из перебора, клиновых ремней и зубчатой муфты. Внутри передней бабки располагается коробка скоростей, управление которой осуществляется рукоятками, смонтированными на ее внешней стороне. Этими рукоятками осуществляется регулировка числа оборотов шпиндельного узла.
На корпусе бабки прикреплена табличка, на которой нанесена схема положений рукоятки выбора скорости. Шпиндель 1И611П вращается в корпусе бабки. Для вращения шпинделя применяются подшипники шпинделя 1И611П. Подшипники шпинделя 1И611П могут применяться как качения, так и скольжения. На конце шпинделя закреплен патрон. С целью предотвращения преждевременного износа, подшипники шпинделя 1И611П периодически должны осматриваться и очищаться от старой смазки. Их промывают, просушивают и заполняют свежей смазкой. Промывают подшипники бензином.
Передаточный момент на шпиндель передается клиноременной передачей состоящей из четырех ремней. Шпиндель может вращаться с 12 окружными скоростями. Вращение передается от приемного шкива и зубчатой муфты.
Шпиндель может вращаться с 12 окружными скоростями. Вращение передается от приемного шкива и зубчатой муфты.
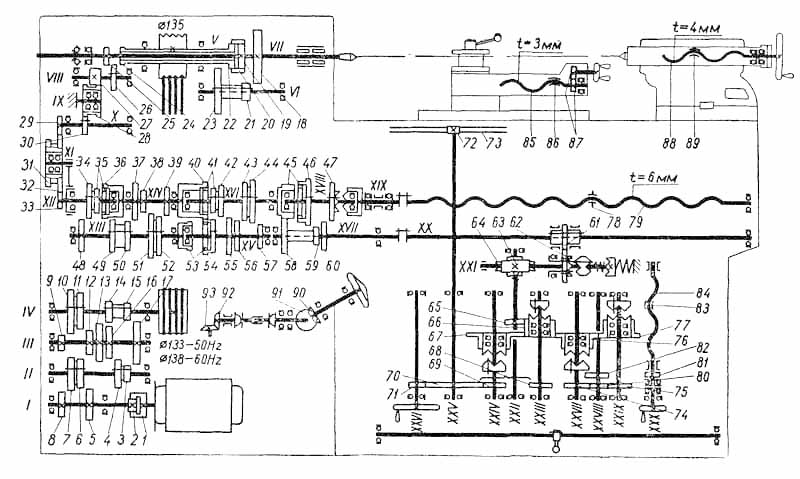
Кинематическая схема станка 1И611
Задняя бабка
На станке ИЖ 1И611П задняя бабка предназначена для фиксации длинных деталей, если их необходимо располагать в обрабатывающем центре. В станке 1И611П задняя бабка служит также для того, чтобы на ней крепить различные инструменты и приспособления, такие как метчики, развертки, плашки, сверла и другие зенкерные инструменты. Если на станке 1И611П схема предусматривает всегда одинаковую по конструкции переднюю бабку, то задняя бабка, обычно имеет несколько модификаций. Конструкции их могут предусматривать обычные или встроенные вращающие центры. Например, вращающими центрами может комплектоваться токарный станок ИЖ 1И611П, технические характеристики которого позволяют скоростную обработку деталей. Для таких станков применяется несколько другая кинематическая схема.
Задняя бабка станка 1И611
Шпиндель
Шпиндель представляет собой полый вал, отверстие которого имеет коническую форму. Шпиндельный узел считается главным узлом станка, так как все основные механизмы необходимы для того, чтобы работал шпиндель. Он предназначен для закрепления в нем различных инструментов. Паспорт станка и инструкция по эксплуатации дает полный перечень применяемого инструмента и приспособлений, которые могут закрепиться в шпинделе данной модели станка. Шпиндель имеет резьбу, посредством которой на нем закрепляется планшайба.
Шпиндельный узел считается главным узлом станка, так как все основные механизмы необходимы для того, чтобы работал шпиндель. Он предназначен для закрепления в нем различных инструментов. Паспорт станка и инструкция по эксплуатации дает полный перечень применяемого инструмента и приспособлений, которые могут закрепиться в шпинделе данной модели станка. Шпиндель имеет резьбу, посредством которой на нем закрепляется планшайба.
Обработка металлов на станке возможна только при условии надежной работы шпинделя. Очень важно, чтобы подшипники шпинделя 1И611П не имели люфта и слабины. В обратном случае это может привести к тому, что резцедержатель 1И611П и инструмент, закрепленный в нем, будет дрожать, а это приведет к нарушению точности обработки.
Суппорт и фартук
Суппорт – это устройство, служащее для закрепления и перемещения различного инструмента и приспособлений, применяемых при обработке деталей. Конструкция суппорта позволяет перемещать инструмент в любом направлении. Продольное перемещение обеспечивает каретка, а поперечное — салазки. Все эти детали установлены на суппорте. На суппорте также расположен резцедержатель 1И611П, который перемещается вместе с ним. Режущий инструмент помещается в резцедержку и закрепляется сверху болтами. Резцедержатель 1И611П имеет форму цилиндра. Для установки инструмента в резцедержатель 1И611П предусмотрена боковая прорезь.
Продольное перемещение обеспечивает каретка, а поперечное — салазки. Все эти детали установлены на суппорте. На суппорте также расположен резцедержатель 1И611П, который перемещается вместе с ним. Режущий инструмент помещается в резцедержку и закрепляется сверху болтами. Резцедержатель 1И611П имеет форму цилиндра. Для установки инструмента в резцедержатель 1И611П предусмотрена боковая прорезь.
Нижнюю часть суппорта токарного станка ИЖ 1И611П занимает устройство фартука. Фартук связан с ходовым винтом и валом и обеспечивает поступательное движение суппорта. С помощью винта происходит продольное перемещение каретки суппорта. Ходовой вал придает суппорту поступательное движение при других видах обработки деталей.
На наружной стороне фартука размещена панель управления подачами. С помощью фартука осуществляются продольная и поперечная подача суппорта.
Движение суппорта может осуществляться в ручном режиме или автоматическом, коробкой передач. В фартуке размещены муфты, обеспечивающие подачу суппорта, как в прямом, так и в реверсном направлении. Для предотвращения одновременного включения винта и ходового вала, предусматривается блокировочное устройство. В фартуке смонтирован и механизм, защищающий коробку передач от перегрузок.
Для предотвращения одновременного включения винта и ходового вала, предусматривается блокировочное устройство. В фартуке смонтирован и механизм, защищающий коробку передач от перегрузок.
Коробка подач
Коробка подач является промежуточным узлом между гитарой станка и его ходовым винтом и валом. Именно ею передается крутящий момент на винт и вал. Гитара размещена в левой торцевой части коробки подач. Эти все механизмы предназначены для изменения шага при нарезании резьбы. Настройки механизма содержит руководство по эксплуатации станка (паспорт). Изменение шага подач осуществляется вручную, механическим переключателем. Рабочие положения переключателя приведены в таблице, которая размещена на наружной части станка.
Коробка подач станка
Коробка скоростей
С помощью коробки скоростей происходит регулировка вращения шпинделя. Она является связующим узлом для передачи вращения от двигателя главного хода к шпинделю. Коробка расположена во внутренней части передней бабки. Передача движения может происходить с разными вращающими моментами. Паспорт станка предусматривает трехступенчатое изменение скорости шпинделя. Для управления вращательным движением шпинделя на станке предусмотрена фрикционная муфта. Для такого управления предусмотрены две рукоятки, одна рабочая, другая ее дублирует. С помощью этих рукояток шпиндель можно запустить, остановить или сменить направление его вращения.
Передача движения может происходить с разными вращающими моментами. Паспорт станка предусматривает трехступенчатое изменение скорости шпинделя. Для управления вращательным движением шпинделя на станке предусмотрена фрикционная муфта. Для такого управления предусмотрены две рукоятки, одна рабочая, другая ее дублирует. С помощью этих рукояток шпиндель можно запустить, остановить или сменить направление его вращения.
Назначение
Качественное производство и многие другие достоинства токарного аппарата ИЖ 1И611П, позволяют использовать его сегодня для выполнения различных операций:
- токарные работы в цангах, кулачках и центрах;
- наружные и внутренние шлифовальные работы;
- фрезерная обработка изделий;
- обработка с помощью сверлильного патрона с концевым механизмом.
Сверлильный патрон с концевым механизмом
Конструктивные особенности винторезного станка ИЖ 1И611П дают возможность производить на нем работы с металлическими деталями, имеющими разнообразную форму: цилиндр, конус.
А также производить модульную, метрическую и дюймовую резьбу.
Технические характеристики
Чтобы детально рассмотреть и оценить возможности оборудования, оценить его недостатки и достоинства, необходимо детально изучить отдельные его составляющие, описанные в руководстве по эксплуатации токарного станка.
Редуктор – он контролирует скорость кручения шпинделя. Он включает четырехосную коробку передач, с установленными шестеренками, разных размеров.
Его привод – это основная движущая часть станка, приходящая в работу с помощью электричества, он соединен с редуктором при помощи фланцев.Эта часть конструкции движется по тумбе, прикрепляясь к ней болтами.
Токарный редуктор оснащен переселективным агрегатом, управляемым маховиком и отвечающим за переключение скоростей. Оператор способен установить необходимое число оборотов, включив определенный режим работы станка 1И611П.
Размер обрабатываемой детали не должен превышать 25 см, над суппортом этот параметр снижается до 12,5 см, а ее длина должна быть равна или меньше 0,5 м.
Шпиндель имеет следующие особенности:
- Отверстие диаметром 2,5 см.
- Ход вращения изменяется с 20 до 2 тыс. оборотов в минуту.
- Крепление конусовидного инструмента имеет размер морзе.
Коробка подачи – закрытая часть станка, позволяет производить нарезку длиной от 0,02 до 4,8 см, не приводя в действие дополнительные шестеренки. А также имеет максимальный ход каретки – 50 см. И скорость продольно – 0,01–1,8 оборота, поперечно – 0,005–0,9 оборота в минуту.
Особенности дополнительных деталей
Передняя бабка 1И611П смонтирована следующим образом:
- Шкиф, установленный по центру.
- Шпиндельный узел, имеющий 20 типов оборотов.
- Рукоятка для переключения муфты и шестерни.
- Трензель с приспособлениями для повышения размера шага.
- Задняя бабка обеспечивает зажатие длинной детали, способствуя высокоточной ее обработке.
- Задняя бабка может сдвигаться на 1 см в обе стороны от центра, манипуляция позволяет использовать более широкий радиус обработки деталей.

- Конусная линейка обеспечивает возможность обработки конусных деталей.
- Гитара – располагается с левой стороны коробки передач, для изготовления резьбы, требует установки шестеренок.
- Фартук – обеспечивает перемещение суппорта. Состоит из ходового валика и винта, обеспеченными блокирующим механизмом.
Инструкцию для этого процесса можно найти в паспорте устройства.
Недостатком токарного винторезного устройства следует считать отсутствие возможности создания питчевой резьбы на нем. Но учитывая то, что применяется она очень редко, стоит упустить этот момент.
Перед началом работы на токарном станке требуется тщательно изучить инструкцию и соблюдать все правила эксплуатации механизма.
Особенности токарного станка ИЖ 1И611П
Чтобы определить сферу применения этой техники, стоит выделить ряд ее ключевых особенностей, среди которых:
- Большой выбор скоростей и подач, что позволяет мастеру выбрать наиболее подходящий метод обработки конкретной заготовки.

- Возможность производить фрезеровку, обработку концевым инструментом, внутреннее и наружное шлифование.
- Коробка скоростей ИЖ 1И611П по своей конструкции напоминает коробку, используемую во фрезерных станках. Также модель оснащена удобной рукоятью переключения подач.
- Передняя бабка имеет закругленные углы, что типично для агрегатов, производимых в 1960-е годы на советских мощностях.
- Направляющие станка отличаются высокой прочностью и могут похвастаться предельной точностью и долговечностью. И все это благодаря тщательной шлифовке и закалке. Агрегат также укомплектован независимой системой смазки направляющих, которую питает электрическая гидростанция.
- Встроенная коробка подач позволяет производить нарезание резьбы различного формата, будь то дюймовая, метрическая или модульная резьба. Мастеру нет необходимости каждый раз заменять шестерни.
- Преселективная коробка передач обеспечивает мягкое и более быстрое переключение.
- Конструкция станка такова, что необходимость сервисного обслуживания машины с задней ее части отсутствует, что особенно удобно в ограниченных по площади цехах.

- Наличие контейнера, укомплектованного электрическим оборудованием и резервуаром для смазочно-охлаждающей жидкости.
- Наличие встроенного сборника для металлической стружки, который при необходимости быстро опустошается.
- Наличие предохранителя, препятствующего перегрузкам механизма подач.
- Встроенный верньер, позволяющий предельно точно определять смещение суппорта в поперечном направлении.
- Мнемоническое управление подачами агрегата.
- Резцовая головка, которая фиксируется без малейших зазоров, что гарантируем мастеру необходимую жесткость и точность в работе.
- Система автоматической смазки ходового винта в процессе создания резьбы.
- Шпиндельный узел, который спроектирован таким образом, что его не нужно разбирать в случае необходимости сменить ремни привода.
Электрическая схема
Особенностью электрической схемы станка ИЖ 1И611П является использование трех видов электродвигателей. Главный работает при помощи силовой установки, имеющей мощность 3 кВт.
Электродвигатель 3 кВт
Другие обеспечивают работу электростанции и системы охлаждения. Подключить его необходимо в сеть с напряжением – 380В, требуется установка дополнительных источников освещения.
Все три двигателя работают самостоятельно, не синхронно, являются трехфазными. Смазывающий двигатель запускается магнитным устройством.
Только после его включения стоит начинать использование двигателя станка. Он управляется при помощи рукояти, снабженной двумя положениями: вперед или назад.
Когда двигатель включен, начинается автоматическая работа счетчика времени, отвечающего за динамическое торможение цепи, используя второй пускатель. Он о, запускается только тогда, когда рукоять находится в нейтральном положении.
Охлаждающий насос включается, когда работает смазывающий двигатель.
Охлаждающий насос токарного станка
Маркировка на нем – «BH». Освещение включается с помощью переключателя «BO». Приостановить ход двигателя можно посредством тумблера «KT».
Электрооборудование токарно-винторезного станка 1И611П
Электродвигатели и аппаратура рассчитаны на включение в сеть напряжением 380 В и с частотой 50 Гц. Напряжение местного освещения 36 В и цепи управления 110 В. Для динамического торможения напряжение 60 В постоянного тока.
На станке установлены три трехфазных асинхронных электродвигателя:
- Электродвигатель главного привода М1, мощность 3 кВт, 1430 об/мин, тип 4А100S4 асинхронный трехфазный
- Электродвигатель насоса смазки М2, мощность 0,08 кВт, 1390 об/мин, тип АОЛ012-4
- Электродвигатель насоса охлаждения М3, мощность 0,125 кВт, 2800 об/мин, насос ПА-22
Электрическая схема токарного станка 1и611п (1968 год)
Электрические схемы ранних и поздних модификаций станков имеют незначительные отличия, которые обусловлены применением более современных комплектующих: см. схему 1968 года и схему 1975 года.
Электрическая схема токарного станка 1и611п (1975 год)
Расположение электрооборудования на токарном станке 1и611п
Перечень элементов электросхемы токарно-винторезного станка 1и611п
Описание работы электросхемы станка 1и611п 1975 года
Подключение электрической части станка (Фиг. 15—16) к сети осуществляется выключателем ВС. При нажатии кнопки Кн2 происходит включение магнитного пускателя КМ, которым включается электродвигатель смазки М2.
15—16) к сети осуществляется выключателем ВС. При нажатии кнопки Кн2 происходит включение магнитного пускателя КМ, которым включается электродвигатель смазки М2.
Затем переводом в верхнее положение рукоятки валика управления нажимается выключатель ВК1, включая пускатель KB (вперед). Последний включит электродвигатель M1 главного привода. При переводе рукоятки валика в нижнее положение нажимается выключатель ВК2, который включит пускатель КН (назад), при этом электродвигателю Ml будет обеспечено обратное вращение.
При установке валика управления из верхнего или нижнего положения в нейтральное через нормально закрытые контакты 3—21, 21—23, 23—25, 25—27 включится реле времени РВ. Реле времени своим нормально открытым контактом включит пускатель тормоза КТ, а другой закрытый контакт РВ с выдержкой времени разомкнет цепь этого пускателя. Величина выдержки настраивается на время, необходимое для полного останова электродвигателя главного привода Ml, но не более 2,5 сек., так как настройка на более длительное время может привести к выходу из строя селенового выпрямителя и трансформатора. Электродинамическое торможение происходит путем подачи постоянного тока от селенового выпрямителя СВ в обмотку статора электродвигателя. Конечный выключатель ВК3 служит для притормаживания электродвигателя M1 в момент переключения шестерен редуктора на ходу. Включение электронасоса охлаждения производится выключателем ВН при работающем электродвигателе смазки М2. Включение освещения осуществляется выключателем ВО.
Электродинамическое торможение происходит путем подачи постоянного тока от селенового выпрямителя СВ в обмотку статора электродвигателя. Конечный выключатель ВК3 служит для притормаживания электродвигателя M1 в момент переключения шестерен редуктора на ходу. Включение электронасоса охлаждения производится выключателем ВН при работающем электродвигателе смазки М2. Включение освещения осуществляется выключателем ВО.
Защита и блокировка
- Защита электрооборудования станка от коротких замыканий обеспечивается плавкими предохранителями Пр1, Пр2. ПрЗ, Пр4.
- Защита электродвигателей M1 и М2 от перегрузки осуществляется тепловыми реле РТ1 и РТ2.
- Нулевая защита схемы обеспечивается пускателем КМ. В схеме предусмотрены электрические блокировки магнитных пускателей с целью исключения возможности одновременного их включения.
Указания по монтажу и эксплуатации электрооборудования
При установке станок должен быть надежно заземлен, т. е. подключен к общей системе заземления цеха. Болт заземления и ввод для электропитания находятся позади станка в нижней части тумбы.
Болт заземления и ввод для электропитания находятся позади станка в нижней части тумбы.
Перед пуском в ход электродвигателей следует:
- Измерить сопротивление изоляции, измерение производить мегомметром на напряжении 500 волы. Допустимое сопротивление изоляции обмоток статора должно составлять не менее 0,5 МОм. Электродвигатель, имеющий сопротивление изоляции обмоток ниже 0,5 МОм, должен быть подвергнут сушке.
- Проверить правильность вращения электродвигателей: при включении рукоятки 19 (фиг. 7) вверх должно быть прямое вращение шпинделя. При его неправильном вращении необходимо поменять местами любые две фазы электропитания станка.
Для обеспечения нормальной работы электродвигателя частота включения не должна превышать четырех в минуту, частота реверсирования не более двух в минуту.
При эксплуатации электродвигателей необходимо обращать внимание на их смазку. Не реже двух раз в год проверять шарикоподшипники и заменять старую смазку новой. Промывать подшипники следует бензином, употребление керосина не допускается. В случае сильного износа шарикоподшипники должны быть заменены новыми.
В случае сильного износа шарикоподшипники должны быть заменены новыми.
Электродвигатели и аппаратуру необходимо регулярно очищать от пыли и грязи сухой тряпкой. Во избежание разъедания слоя изоляции не допускается промывать обмотки электродвигателей бензином или керосином.
Не реже одного раза в декаду следует проверять состояние контактных соединений и проводов, подводящих ток к электродвигателям.
Необходимо также проверять плотность контакта болта заземления. Следить за исправностью магнитных пускателей, своевременно подчищать подгоревшие контакты наждачным полотном или бархатным напильником. Смазывать контакты нельзя. Износившиеся контакты должны быть своевременно заменены новыми.
Коррозия на магнитопроводах электроаппаратов вызывает усиленное гудение, поэтому их рабочие поверхности периодически должны смазываться машинным маслом и затем протираться насухо.
Не рекомендуется выключать станок пакетным выключателем ВС во время его работы.
В случае отключения электродвигателя тепловым реле необходимо выявить причину и после 15-мннутного перерыва кнопкой возврата включить тепловое реле. Только после этого можно продолжать работу.
Только после этого можно продолжать работу.
Тепловые реле имеют регулировку в пределах 25% от номинального тока.
При осмотре или ремонте электроаппаратуры выключатель ВС должен быть выключен.
Примечание. При работе станка с частыми пусками или реверсами необходимо регулятор тока уставки теплового реле РТ1 поставить в плюс до максимума или зашунтировать нагревательные элементы.
Система управления
Для правильной работы на токарном станке 1И611П требуется изучить его характеристики, особенности и управление при помощи технического паспорта устройства. Следует знать такие детали:
- Смазка деталей, в том числе ходового винта производится автоматически.
- Прежде чем начать обработку детали, необходимо выставить режим и скорость вращения шпинделя.
- Ремни привода меняются без разборки шпиндельного модуля.
- Траектория движения суппорта обусловлена направлением рукоятки управления по мнемоническому принципу действия.
- Верньер придает большую точность суппорту, требующему установки специального механизма для фрезерной работы.

Важно и удобно в конструкции отсутствие модулей и рычагов для управления станком на тыльной стороне. Это способствует более удобному расположению оборудования на площадках небольшого размера, а также повышает его эксплуатационные характеристики.
Благодаря своим особенностям с течением времени 1И611П не потерял популярность и до сих пор используется на производстве.
Токарный станок 1И611П: технические характеристики
Краткие сведения о производителе
Команда конструкторов Одесского станкостроительного завода разработала новый токарно-винторезный станок. От аналогов он отличался высокой точностью обработки. В 1968 году модель 1П611 была запущена в производство.
Проектно-конструкторская документация была передана на Саратовский станкостроительный завод. Станки выпускались одновременно и отличались фактически только табличкой на передней бабке. На ней указывалось название завода-производителя.
После 1995 года станкостроительные заводы в Одессе были приватизированы, производство сократилось. В настоящее время работает только часть цехов. В них делают прессы для изготовления кирпича, выпускают деревообрабатывающие станки.
В настоящее время работает только часть цехов. В них делают прессы для изготовления кирпича, выпускают деревообрабатывающие станки.
Саратовский завод продолжает выпускать токарные станки и другое металлообрабатывающее оборудование высокой точности под маркой Samat. Простые модели с ручным управлением ушли в прошлое. Теперь на СВСЗ – Средневолжском заводе, производят станки с ЧПУ, автоматизированные линии.
Назначение и область применения
Токарно-винторезный станок 1П611 проектировался для работы в помещениях, не имеющих под оборудованием прочных залитых фундаментов. Его используют в многоэтажных производственных помещениях, устанавливают в передвижных мастерских, включая пароходы. Конструкция станины гасит вибрацию. Технологическая точность не зависит от положения оборудования. Станок стабильно работает при крене пола.
Справка. Модель токарно-винторезного станка 1П611 выпускается в разных климатических вариантах: тропики, север, стандартный.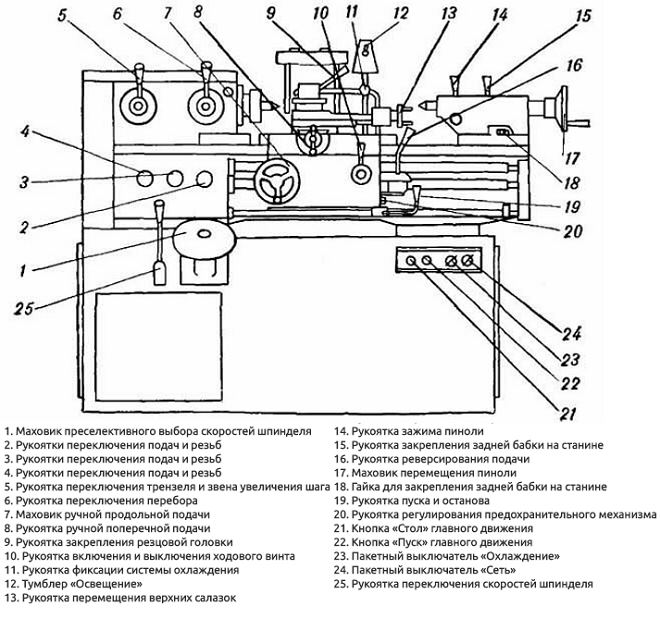
Назначение 1П611 – изготовление мелких серий и единичных деталей из стали, чугуна, цветных металлов и их сплавов. На станке производится обдирка заготовок и чистовая обработка деталей с высокой точностью и чистотой.
Обработка поверхностей
На станке производится обработка резанием цилиндрических и конических поверхностей, обработка торцов и нарезка резьбы. Используются резцы и многолезвийный инструмент:
- резцы;
- сверла;
- зенкера;
- метчики и плашки.
При необходимости упрочнить поверхность и придать ей высокий класс чистоты, возможна обкатка роликом, зачистка напильником и наждачной бумагой. Для выполнения этих операций используют простые приспособления.
Нарезание резьбы
На гитаре устанавливается нужное передаточное число для нарезки резьбы. Каждый набор шестерен соответствует определенному шагу. Форма нити обеспечивается заточкой резца по шаблону.
На модели 1П611 нарезаются резьбы:
- метрические;
- модульные;
- дюймовые.

Трубные – конические, выполняются с помощью специального инструмента.
Резьбы с диаметром до 24 мм, расположенные от торца, нарезаются многолезвийным слесарным инструментом:
- метчик для внутренней поверхности, детали типа гайка;
- плашка для наружной резьбы: болты, шпильки.
Для их нарезки инструмент крепится на задней бабке.
На участках, где невозможно использовать слесарный инструмент, резьба нарезается резцом. Для вывода инструмента в чертеже предусматривают канавку.
Важно!
Резец отводится вручную. От токаря требуется высокая квалификация для выполнения операции: одновременно вращается ручка салазок, и выключаются обороты и подача рычагом на фартуке.
Сверление
На токарно-винторезном станке 1П611 сверление производится в оси вращения детали в торце со стороны задней бабки.
- Сверло вставляется в конус пиноли.
- Инструмент подводится к детали. Задняя бабка фиксируется неподвижно.
- Включаются обратные обороты.

- Вращением ручки пиноль перемещается, сверло врезается в деталь.
При обработке тонких длинных валов для жесткости ставится люнет. Сверловка больших отверстий может проходить в 2 этапа: сначала сверло меньшего диаметра, затем требуемого.
Отрезка
На модели 1П611 нет поперечной механической подачи резца. Салазки перемещаются вручную, ручкой. Резец выставляется режущей кромкой точно по оси детали. Включается вращение шпинделя и подводится режущий инструмент. Отрезка прямым резцом производится на обратных оборотах.
Развертывание отверстий
Отверстия разворачиваются в коротких деталях большого диаметра, типа шайб, колец, после сверловки.
- Резец крепится в резцедержателе стеблем вдоль оси детали.
- Включается вращение.
- Движением суппорта вдоль направляющих обрабатывается деталь.
Важно!
Тонкие детали обрабатываются на ручном ходу. На механической подаче большая вероятность не успеть остановить суппорт и инструмент врежется в кулачки.
Зенкерование
Длинные заготовки типа вал зажимаются одним концом в кулачках. Со стороны задней бабки ставится люнет, для предотвращения биения. В пиноль устанавливается зенкер. Он врезается центр торца при вращении на заданную глубину. Конфигурация – тип, отверстия под центровку, задается формой зенкера.
Эксплуатационные характеристики
Наличие соответствующих технических характеристик 1И611П позволяет проводить обработку заготовки диаметром до 250 мм над станиной, до 125 мм – над суппортом. Максимальная длина элемента, который возможно обрабатывать, равняется 500 мм. Узел шпинделя способен крутиться с частотой 20-2000 об/мин. Диаметр сквозного шпиндельного отверстия – 25 мм, конус посадки относится к категории Морзе 5.
Ключевые характеристики:
- класс точности – П;
- максимальный диаметр детали над основанием – 25 см;
- максимальный диаметр детали над суппортом – 12,5 см;
- максимальная длина детали – 50 см.
Шпиндель:
- радиус сквозного отверстия – 1,25 см;
- максимальный радиус прутка – 1,2 см;
- частота прямого кручения – 20-2000 оборотов в минуту;
- величина внутреннего конуса – Морзе 4.
Коробка скоростей:
- максимальная длина хода каретки – 50 см;
- пределы продольных рабочих подач – 0,001-0,18 см/об;
- пределы поперечных рабочих подач – 0,0005-0,09 см/об;
- пределы шагов создаваемых метрических нарезок – 0,02-4,8 см;
- пределы шагов создаваемых дюймовых нарезок – 0,05-2,4 см;
- пределы шагов создаваемых модульных нарезок – 0,02-3 см.
Электрическое оснащение:
- число электромоторов – 3;
- мощность электромотора основного привода – 3000 Вт;
- вид электромотора основного привода – АОЛ2-32-4;
- мощность электромотора гидростанции – 80 Вт;
- вид электромотора гидростанции – АОЛ-012-4;
- мощность электродвижка охлаждающего насосного устройства – 50 Вт;
- вид охлаждающего насосного устройства – ПА-22.
Токарный станок ИЖ 1И611П имеет такие габариты – 177 x 97 x 130 см. Весит устройство 1,12 т.
Подобные параметры геометрии и веса дают возможность применять этот станочный аппарат для оборудования маленьких мастерских, производственных цехов, ремонтных отделений. Главное назначение станка – выполнять получистовую и чистовую обработку деталей на единичном и мелкосерийном производстве.
Главное назначение станка – выполнять получистовую и чистовую обработку деталей на единичном и мелкосерийном производстве.
Кинематическая схема
Конструкция токарно-винторезного станка
На станине неподвижно закреплены:
- передняя бабка;
- коробка подач;
- гитара;
- электродвигатели.
По направляющим перемещается суппорт с резцедержателем и фартуком. Справа стоит задняя бабка.
Передняя бабка
Передняя бабка – самый сложный и массивный узел токарного станка 1П611. Она расположена на станине слева, выше линии направляющих.
В нее вмонтировано несколько узлов:
- шпиндель с подшипниками;
- привод подачи;
- переборные шестерни;
- механизм управления.
Упорные и радиальные подшипники принимают на себя нагрузки на шпиндель и делают вращение равномерным. Снаружи передней бабки, в рабочей зоне, на шпиндель крепится патрон с кулачками для фиксации детали.
Гитара
Без гитары станок может работать, но резьбы нарезать не получится. Набором шестерен с определенным количеством зубьев, регулируется шаг – перемещение резца за определенный размер за один оборот шпинделя – детали.
Набором шестерен с определенным количеством зубьев, регулируется шаг – перемещение резца за определенный размер за один оборот шпинделя – детали.
Приклон гитары поворачивается, изменяя межцентровое расстояние между шестернями. Это обеспечивает качественное зубчатое зацепление колес с разным количеством зубьев. В рабочем положении конец приклона зажимается болтом.
Суппорт
Подвижный узел суппорт перемещает режущий инструмент по направляющим вдоль станка. На нем установлены:
- фартук с механизмом управления подачи;
- салазки с резцедержателем.
Через фартук проходят ходовой винт и вал. Внутри стоят зубчатые муфты. Перемещение режущего инструмента перпендикулярно оси станка осуществляется движением, резцедержателя по поперечным направляющим в верхней части салазок.
Задняя бабка
Стоящая справа на направляющих задняя бабка используется для выполнения операций:
- фиксации в центрах длинных деталей;
- сверловки;
- зенкерования;
- нарезки внутренней резьбы метчиком.
Горизонтальное смещение пиноли с центром, позволяет точить конусные валы с малым углом. Корпус перемещается 2 винтами, расположенными у основания узла.
Задняя бабка стоит на направляющих станины и перемещается по ним. Фиксируется прижимными планками, расположенными снизу. Пиноль с инструментом приводится в движение ручкой, выступающей справа из корпуса. Рычаг в верхней части впереди корпуса зажимает пиноль в рабочем положении.
Электрооборудование
Устройство электрической схемы станка 1П611 позволяет приводу, системе охлаждения и освещения включаться и работать независимо.
Электродвигатель привода
Приводной асинхронный электродвигатель имеет мощность 1,7 кВт, скорость вращения 3000 об/мин. Он установлен внизу, внутри левой стойки станины и через клиноременную передачу передает вращение на вал привода.
Электронасос охлаждения
Электронасос СОЖ мощностью 0,12 кВт располагается на правой стойке. Там же на передней стороне корпуса находятся кнопки его запуска и остановки. Включается система охлаждения независимо от работы привода станка.
Включается система охлаждения независимо от работы привода станка.
Переключатель управления
Вводным выключателем подается и отключается напряжение силовых и управляющих цепей. Переключатель запускает шпиндельную бабку и задает направление:
- вращение шпинделя прямое или обратное;
- отключение вращения патрона и торможение.
Отключение вращения и срабатывание тормоза происходит при возврате рукоятки в нейтральное положение.
Местное освещение
Лампочка местного освещения установлена сзади на корпусе суппорта и движется синхронно с инструментом. Светильник представляет собой плафон на гибкой стойке. Он работает от постоянного тока 36 В.
Тормозное сопротивление
Торможение двигателя происходит за счет включения обратного тока и сопротивления при нажатии на кнопку «Стоп».
Пусковая и защитная аппаратура
На передней панели правой станины расположен входной выключатель. Ниже него кнопки включения освещения и охлаждения.
На левой стойке ниже передней бабки изменяется направление и скорость вращения шпинделя.
Для защиты рабочего от поражения током и предупреждения аварийных ситуаций, электросхема станка, кроме заземления имеет:
- предохранители от коротких замыканий;
- тепловые реле от перегрузок;
- магнитный пускатель.
Вся защитная аппаратура указана в электрической схеме оборудования.
Принцип работы
С двигателя через ременную передачу вращение передается на перебор. Зубчатая муфта соединена с шестерней на шпинделе. Она вращает его и патрон с зажатой в кулачках деталью со скоростью 33,5–3000 об/мин.
Ведущий вал, получающий обороты от коробки подач, проходит ниже направляющих через фартук. В нем зубчатые муфты превращают вращательное движение в поступательное. Вместе с суппортом перемещается режущий инструмент вдоль детали.
Технические характеристики
Модель 1П611 – прецизионный токарно-винторезный станок. Он предназначен для обработки резанием металлических заготовок и изготовления деталей сложной конфигурации с высокой точностью.
Основные параметры
Максимальные размеры обрабатываемых на станке деталей:
- длина заготовки 500 мм;
- длина рабочего хода резца 450 мм;
- диаметр над станиной 250 мм;
- диаметр над суппортом 145 мм.
Класс точности обработки резанием П.
Шпиндель. Детали при обработке фиксируются в патроне и цанге. Размеры шпинделя:
- внутренний конус Морзе 4;
- число ступеней вращения 14;
- частота вращений 33,5–3000 об/мин;
- диаметр отверстия 26,5 мм;
- диаметр обрабатываемого прутка 25 мм.
При обработке прокатной заготовки в цанге, ее максимальный диаметр меньше – 16 мм.
Суппорт. Суппорт не имеет быстрых продольных и поперечных передач. Питчевые резьбы на станке не нарезаются. Характеристики узла:
- максимальное продольное перемещение 580 мм;
- диаметр ходового вала 20 мм;
- ходовой винт диаметр и шаг – 30×6 мм;
- число ступеней подач – 24.

Метрические резьбы нарезаются с шагом 0,25 – 3,5 мм.
Верхние салазки. Салазки перемещаются максимально на 150 мм. Угол поворота до 45⁰. Резец устанавливается с державкой до 16 мм.
Задняя бабка. Конус пиноли задней бабки Морзе 3 с диаметром 40 мм. Она перемещается максимально на 70 мм. Наибольшее горизонтальное смещение верхней части корпуса относительно оси вращения шпинделя 10 мм с каждую сторону.
Электрооборудование. На станке 1П611 установлены 2 независимых двигателя: приводной и СОЖ.
Габариты и масса. Чистый вес станка 560 кг. Габариты 1510×700×1360 мм.
Ключевые характеристики
Характеристики станка позволяют работать с деталями размером до 25 сантиметров над станиной и до 12, 5 сантиметров над суппортом. Установка может работать с деталями, длина которых не превышает 50 сантиметров. Частота вращения шпинделя у данного токарного станка колеблется от 20 до двух тысяч оборотов в минуту, при этом размер сквозного отверстия составляет 25 миллиметров.
Отдельно стоит рассказать о характеристиках отдельных узлов этого станка:
- Продольные и поперечные подачи суппорта осуществляются на интервалах 0,01-1,8 мм/об и 0,005-0,9 мм/об соответственно.
- Каретка токарно-винторезного станка иж 1и611п имеет ход до 50 сантиметров.
Габариты станка отличаются относительной компактностью. Длина установки – 1, 77 м; высота – 0, 97 м; ширина – 1,3 м. Вес устройства – 1120 кг. Эти показатели значительно расширяют область применения данного механизма. Установку этого типа одинаково успешно используют в небольших мастерских и на внушительных предприятиях.
Детальные технические характеристики данного устройства предоставлены в следующей таблице:
Документация
В комплект поставки станка входит паспорт. В нем содержится:
- руководство по эксплуатации;
- комплектация приспособлениями, инструментом;
- схема монтажа;
- электрическая принципиальная схема;
- кинематическая схема;
- чертежи сборочные всех узлов;
- график замены смазки.

В руководстве имеется отдельный раздел по технике безопасности.
Паспорт токарного станка можно бесплатно скачать по ссылке — Паспорт токарного станка 1П611.
Паспорт станка 1П611
Данное руководство по эксплуатации (Паспорт станка 1П611) содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта.
СОДЕРЖАНИЕ
Назначение и область применения станка
Техническая характеристика
Распаковка и транспортировка станка
Фундамент станка, монтаж и установка
Подготовка станка к первоначальному пуску
Паспорт токарного станка
- Основные данные
- Дополнительные данные
- Привод
- Спецификация основных узлов станка
- Спецификация органов управления
- Спецификация зубчатых и червячных колес, червяков, винтов и гаек
- Набор зубчатых колес при нарезке резьб прямым включением ходового винта
- Спецификация шарико- и роликоподшипников
- Ведомость комплектации принадлежностей
Описание конструкции станка
- Станина
- Тумба
- Редуктор
- Механизм управления
- Передняя бабка
- Гитара
- Коробка подач
- Фартук
- Суппорт
- Задняя бабка
- Конусная линейка
- Охлаждение
- Ограждение
Описание электрооборудования
- Работа схемы
- Защита
- Спецификация покупного электрооборудования
- Спецификация к принципиальной электросхеме
Спецификация к схеме смазки станка 1П611
- Указания по обслуживанию смазочной системы станка
Первоначальный пуск станка
- Указания по технике безопасности
Наладка станка
- Обслуживание и регулирование станка
- Схема транспортировки станка
- Установочный чертеж
- Общий вид
- Схема органов управления
- Кинематическая схема станка
- Таблица чисел оборотов шпинделя через редуктор и перебор
- Таблица настройки станка для нарезания резьб
- Настройка станка для резьб
- Схема расположения подшипников
- Станина
- Тумба
- Редуктор
- Механизм управления
- Передняя бабка
- Гитара
- Коробка подач
- Фартук
- Суппорт
- Задняя бабка
- Конусная линейка
- Охлаждение
- Ограждение
- Принципиальная электросхема
- Монтажная электросхема
- Схема смазки
- Натяжение ремней
Скачать паспорт токарно-винторезного станка 1П611 в хорошем качестве можно по ссылкам расположенным ниже.
