Токарный станок иж 250 технические характеристики: Токарный станок ИЖ-250 – технические характеристики
Содержание
Страница не найдена — Все о ЧПУ
Страница не найдена — Все о ЧПУ
Извините, страница не существует или была удалена…
Самые комментируемые записи
Строим самодельный фрезерный ЧПУ станок
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.
Идеи изделий на ЧПУ станке
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Выбор шпинделя для фрезерного станка с ЧПУ
Как выбрать шпиндель для фрезерного станка с ЧПУ ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация.
Прямо сейчас смотрят
Вопрос-Ответ
Что нужно знать о режущих инструментах для станков с ЧПУ
Режущий инструмент станков с ЧПУ составляет часть автоматизированных конструкций для обрабатывания различного вида деталей. О типах этих приспособлений, их характеристиках, требованиях к ним.
Фрезерный
Технические характеристики универсального фрезерного станка 6М82
6М82 – современный высокотехнологичный фрезерный станок. Его технические характеристики, особенности, габариты, параметры.
Гравировальный
Как работает фрезерно-гравировальный станок с ЧПУ по дереву?
Какие операции может выполнять фрезерно-гравировальный станок с ЧПУ по дереву? Технические характеристики оборудования Cutter.
Вопрос-Ответ
Классификация и предназначение сверлильного станка с ЧПУ
Востребованный на многих предприятиях сверлильный станок с ЧПУ, подразделяется на разные виды и классы сложности. Разобраться с классификацией и предназначением оборудования – цель данного обзора.
Вопрос-Ответ
Какой принцип работы станков с ЧПУ ?
Принцип работы станка с ЧПУ – система использования станочного оборудования с числовым программным управлением с целью высокоточной обработки деталей.
Фрезерный
Технические характеристики фрезерного станка ФСШ- 1
Техничиские характеристики станка ФСШ-1, выполнение работы по изготовлению погонных изделий из дерева. Применение в строительстве и мебельном производстве.
Применение в строительстве и мебельном производстве.
Токарный
Все о приводном инструменте для токарных станков с ЧПУ
Приводные блоки для токарных станков с ЧПУ — это важная составляющая любой машины, они совершают большинство задач и делают агрегат универсальным.
Токарный
Технические характеристики токарно-винторезного станка 1К625
Токарно-винторезный станок 1К625. Является удлиненной модификацией станка 1К62. Предназначен для обработки деталей длиной до 1000 мм и диаметром до 500 мм.
Вопрос-Ответ
Как самостоятельно подключить концевики к ЧПУ
Концевики для ЧПУ — важный элемента любого станка. Их классификация, быстрая установка концевого выключателя, активация и настройка прошивки Grbl.
Их классификация, быстрая установка концевого выключателя, активация и настройка прошивки Grbl.
Фрезерный
Описание и программирование координатного станка с ЧПУ
Современные координатные станки с ЧПУ отличаются в зависимости от количества поддерживаемых координат. От этого зависит их эффективность при создании различных деталей.
Страница не найдена — Все о ЧПУ
Страница не найдена — Все о ЧПУ
Извините, страница не существует или была удалена…
Самые комментируемые записи
Строим самодельный фрезерный ЧПУ станок
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.
Идеи изделий на ЧПУ станке
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Выбор шпинделя для фрезерного станка с ЧПУ
Как выбрать шпиндель для фрезерного станка с ЧПУ ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация.
Прямо сейчас смотрят
Сверлильный
Как работает многошпиндельный сверлильный станок с ЧПУ?
Конструкция многошпиндельного сверлильного станка с ЧПУ. Как работает оборудование? Особенности двухшпиндельного станка.
Вопрос-Ответ
Идеи изделий на ЧПУ станке
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Фрезерный
Особенности настольного фрезерного станка с ЧПУ
Настольные фрезерные станки с ЧПУ – это точные и доступные станки, которые идеально подойдут как для крупных, так и для мелких предприятий.
Фрезерный
Описание и программирование координатного станка с ЧПУ
Современные координатные станки с ЧПУ отличаются в зависимости от количества поддерживаемых координат. От этого зависит их эффективность при создании различных деталей.
Вопрос-Ответ
Обязанности, требования и обучение для работы на ЧПУ станке
Сегодня работа на станке с ЧПУ – весьма перспективна. Эту профессию выбирают многие, так как она принадлежит к серии интеллектуальных и востребованных. Что должен знать специалист, чтобы трудиться на программируемом станке?
Эту профессию выбирают многие, так как она принадлежит к серии интеллектуальных и востребованных. Что должен знать специалист, чтобы трудиться на программируемом станке?
Вопрос-Ответ
Суть программирования технологических процессов на ЧПУ станках с программ
Программирование технологических процессов на станках с программным управлением – создание системы точной автономной обработки заготовок.
Фрезерный
Изготовление фрезерного станка с ЧПУ по дереву своими руками
Изготовление фрезерного ЧПУ станка по дереву своими руками требует немало усилий для идеального создания в домашних условиях. Именно поэтому необходимо продумать сборку, чертежи, схемы, характеристики и размеры данного агрегата.
Сверлильный
Что представляют собой радиально-сверлильные станки с ЧПУ?
Для чего требуются радиально-сверлильные станки с ЧПУ? Типы и достоинства такого оборудования.
Гравировальный
Какие характеристики имеет настольный фрезерно-гравировальный станок с ЧПУ?
Устройство настольных фрезерно-гравировальных станков с ЧПУ. Технические характеристики оборудования.
Вопрос-Ответ
Пошаговая инструкция сборки станка с ЧПУ своими руками
Если у человека появилось желание собрать станки с ЧПУ своими руками, тот должен иметь определённые навыки, уметь ориентироваться в технической документации, и готовность научиться чему-то у других умельцев.
ИЖ-250 Станок токарно-винторезный универсальный. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-винторезного станка ИЖ-250
Производитель токарно-винторезного станка модели ИЖ-250 — Ижевский машиностроительный , основанный в 1807 году.
История станкостроения на Ижевском машиностроительном начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
- 1И611П
— станок токарно-винторезный повышенной точности универсальный Ø 270 - 1И611ПМФ3
— станок токарный повышенной точности с ЧПУØ 320 - 1ИС611В
— станок токарно-винторезный высокой точности универсальный Ø 270 - 95-ТВ (95ТВ)
— станок токарно-винторезный Ø 250 - 95ТС-1 (ИС1-1)
— станок токарно-винторезный повышенной точности универсальный Ø 250 - 161-А, 161-АМ (Удмурт-2)
— станок токарно-винторезный универсальный Ø 350 - 250-ИТВ (ИЖ 250-ИТВ)
— станок токарно-винторезный высокой точности универсальный Ø 300 - 250-ИТП (ИЖ 250-ИТП)
— станок токарно-винторезный повышенной точности универсальный Ø 300 - 250ИТВМ (ИЖ 250ИТВМ)
— станок токарно-винторезный высокой точности универсальный Ø 300 - 250ИТВМ.
 01, 250ИТВМ.03, 250ИТВМ Ф1
01, 250ИТВМ.03, 250ИТВМ Ф1
— станок токарно-винторезный высокой точности Ø 300 - 250ИТВМ Ф2
— станок токарный высокой точности с оперативной системой управления ОСУ Ø 320 - 1336м
— станок токарно-револьверный Ø 420, Ижевск, Киев - ИЖ-Т-400 (1623)
— станок токарно-винторезный универсальный Ø 400 - ИЖ-250
— станок токарно-винторезный универсальный Ø 250 - ИЖ-250П
— станок токарно-винторезный повышенной точности Ø 250 - ИТ-42
— станок токарный с ЧПУ Ø 320
Насколько используется модель сегодня
Несмотря на достаточно «древний» год запуска в массовое производство, ИЖ 250ИТВМ паспорт еще давнего СССР образца, но его производительность приравнивается к современным модификациям аналогичного оборудования. Сегодня он поставляется в частные мастерские, школьные учебные классы и заведения среднего строительного образования без серьезных отличий от первоначальной модели.
Сравнивая устройство станка с альтернативными многофункциональными установками по многим показателям старенький ИЖ 250 проигрывает, но даже такая конкуренция не может полностью подавить спрос на эти модели. Паспорт 250ИТВМ не имеет превосходящих характеристик, однако точность работы на этом устройстве способна поразить даже опытного современного мастера обработки деталей.
Паспорт 250ИТВМ не имеет превосходящих характеристик, однако точность работы на этом устройстве способна поразить даже опытного современного мастера обработки деталей.
Модель отстает от конкурентов по эргономичности, количеству изготавливаемых деталей, отсутствием компьютерного контроля и другим показателям. Но каждый обзор устройств, способных выполнить нарезку резьбы не обходиться без этого базового представителя класса.
Читать также: Варисторы виды и маркировка
ИЖ-250 Токарно-винторезный станок универсальный. Назначение, область применения
Универсальный токарно-винторезный станок модели ИЖ-250 имеет высоту центров 150 мм и расстояние между центрами 500 мм.
Токарно-винторезный станок ИЖ-250 — один из первых серийных станков выпускаемых Ижевским машиностроительным заводом в послевоенные годы. Выпускался станок до 1964 года, когда на смену ему пришел значительно более совершенный токарно-винторезный станок 1И611П
.
Токарный станок ИЖ-250 выпускался сравнительно недолго (1960-1964 годы). Станок кардинально переработан по отношению к своему предшественнику (модель 161-АМ (Удмурт-2)
).
Станки токарно-винторезные моделей ИЖ-250 предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250П имеет повышенный класс точности и применяется для выполнения более точных работ.
Особенности конструкции токарно-винторезного станка ИЖ-250
Шпиндель токарно-винторезного станка ИЖ-250 установлен на три подшипника качения:
- 44. Передний двухрядный роликоподшипник 70×110×30, 3182114
, класс точности (А) - 13.
 Упорный шарикоподшипник 55×78×16, А8111
Упорный шарикоподшипник 55×78×16, А8111
, класс точности (А) - 14. Радиально-упорный шарикоподшипник 55×100×21, А46211
, класс точности (А)
Шпиндель токарно-винторезного станка ИЖ-250П установлен на бронзовые разрезные регулируемые подшипники скольжения.
Конец шпинделя резьбовой М68×6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250:
- Электродвигатель привода главного движения асинхронный, двухскоростной — 1420/2800 об/мин, мощностью — 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором — 1400 об/мин, мощностью — 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения — 2800 об/мин, мощностью — 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1
Основные технические характеристики токарно-винторезного станка иж-250
Изготовитель — Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска — 1960 год.
Начало серийного выпуска — 1960 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 250 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 125 мм
- Расстояние между центрами — 500 мм
- Высота центров — 150 мм
- Мощность электродвигателя — 2,6/3 кВт
- Вес станка полный — 1,5 т
Шпиндель токарно-винторезного станка иж-250
- Конец шпинделя — резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя — Морзе 5
- Диаметр сквозного отверстия в шпинделе — Ø 33 мм
- Наибольший диаметр обрабатываемого прутка — Ø 30 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) — 16..2000 об/мин
Подачи и резьбы токарно-винторезного станка иж-250
- Пределы продольных подач — 0,07.
 .2,17 мм/об
.2,17 мм/об - Пределы поперечных подач — 0,01..1,08 мм/об
- Пределы шагов резьб метрических — (24 шт) 0,2..6 мм
- Пределы шагов резьб модульных — 0,2..6 модулей
- Пределы шагов резьб дюймовых — 24..3,5 ниток на дюйм
Особенности работы и возможности
Анализируя чертежи 250ИТВМ можно заметить массу мест стыковки дополнительных модулей. Паспорт усовершенствованной модели характеризуется превосходящими техническими параметрами, что позволяет проводить работы с максимальными нагрузками. Точность этой модели обеспечивает специальный индикатор цифрового типа, благодаря которому не требуется затрачивать массу времени для ручного измерения параметров заготовки, также исключается необходимость пробных проходов.
Внешний вид станка
Ижевский завод обеспечил возможность присоединения высокоэффективных модулей даже к базовому стандартному оборудованию, эта особенность используется при модернизации.
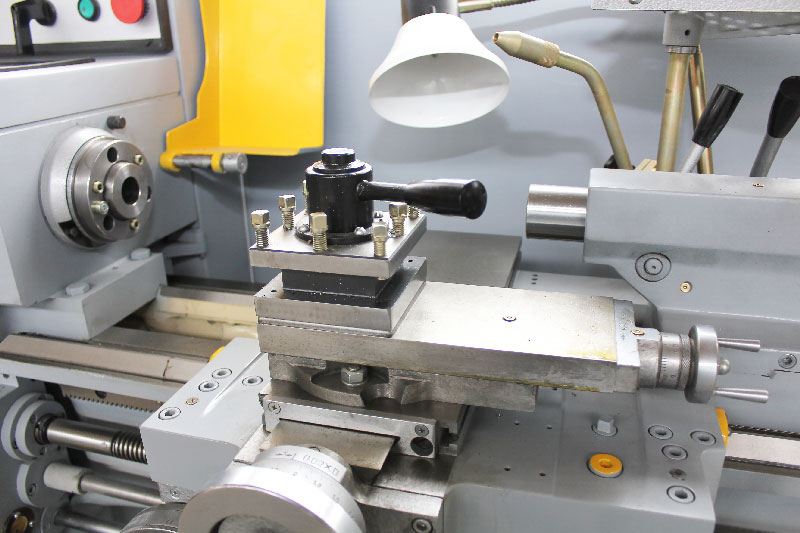
Установка 250ИТВМ оснащена функцией фиксации головки резцового инструмента без зазора. Выполняя резьбу с использованием этой технологии в процессе операции удается поддержать максимальную жесткость, стабильность и точность. В ходе нарезки резьбы главный ходовой винт обрабатывается смазкой в автоматическом режиме. Благодаря уникальной конструкции шпиндельного модуля допускается мгновенная смена приводных ремней, причем разборка узлового агрегата не требуется.
Габариты рабочего пространства токарного станка ИЖ-250
Габариты рабочего пространства токарного станка ИЖ-250
Шпиндель токарного станка ИЖ-250
Станина токарного станка ИЖ-250
Общий вид токарно-винторезного станка ИЖ-250
Фото токарного станка ИЖ-250
Фото токарного станка ИЖ-250
Фото токарного станка ИЖ-250
Как правильно приобрести?
Оформить покупку бюджетного станка ИЖ 250 в первоначальном варианте конструкции практически невозможно на первичном рынке. Дело в том, что за многие годы модернизации оборудования конструкторы внесли большое количество мелких и больших изменений в компоновке модели.
Дело в том, что за многие годы модернизации оборудования конструкторы внесли большое количество мелких и больших изменений в компоновке модели.
Если потенциальному покупателю нужно приобрести оборудование по сравнительно доступной цене, находящееся в нормальном состоянии, рекомендуется купить его на специализированных досках объявлений. Одной из таких площадок является Авито — здесь практически всегда можно найти привлекательные предложения от частных продавцов или производственных предприятий.
При оформлении покупки мы рекомендуем обратить ваше внимание на следующие особенности:
- силовой агрегат должен выдавать максимальные паспортные обороты. Для проверки этого показателя следует подключить станок к трехфазной электросети и провести пробный запуск на всех скоростях. Признаком проблемной работы электрического двигателя является отсутствие возможности достичь максимальных оборотов, а также заметный перегрев корпуса мотора при работе на минимальной нагрузке;
- обязательно проверьте правильность остановки б/у агрегата.
 Очень часто в конструкции ломается механизм, расположенный в фартуке. Признаком его выхода из строя является недостаточно жесткий упор при остановке работы силового агрегата;
Очень часто в конструкции ломается механизм, расположенный в фартуке. Признаком его выхода из строя является недостаточно жесткий упор при остановке работы силового агрегата; - перед оформлением покупки следует обратить внимание и на приводные ремни. На их поверхности не должны находиться абразивные продукты, выделяемые в результате износа. Если вы обнаружили стружку, это первый признак того, что ремни придется обязательно заменить на новые. Вторым признаком можно считать повышенную шумность, определяемую по нехарактерному свисту;
- проверьте правильность работы коробки подач. Внутренняя начинка также не должна иметь никаких следов абразива.
Мы не рекомендуем оформлять покупку оборудования по предоплате или наложенному платежу, если продавец не согласился на возврат при обнаружении неисправностей, не указанных в объявлении.
Лучший способ проверки — отправиться к продавцу вместе с опытным токарем и попытаться проверить все режимы работы. Только квалифицированный специалист сможет обнаружить наличие проблем в конструкции механизмов и сбросить цену, либо отказаться от покупки в целом.
Расположение органов управления токарно-винторезным станком ИЖ-250
Расположение органов управления токарно-винторезным станком ИЖ-250
Перечень органов управления станком ИЖ-250
- Рукоятка включения и выключения фрикциона редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения — винт/ валик
- Рукоятка включения/ выключения перебора
- Маховик продольного перемещения суппорта вручную
- Рукоятка включения/ выключения продольной подачи суппорта
- Рукоятка включения/ выключения поперечной подачи суппорта
- Рукоятка включения реверса подачи
- Рукоятка включения/ выключения ходового винта
- Маховик поперечного перемещения суппорта вручную
- Рукоятка перемещения верхней части суппорта (резцовых салазок)
- Рукоятка поворота и зажима резцовой головки
- Маховик перемещения пиноли задней бабки
- Рукоятка перемещения задней бабки по станине станка
- Рукоятка зажима пиноли задней бабки
- Включение освещения
- Переключатель скорости
- Кнопка пуска «Назад»
- Кнопка пуска «Вперед»
- Кнопка «Стоп»
- Включение станка в сеть
- Включение охлаждения
Перечень составных частей станка 250.
 01, 250Ф1
01, 250Ф1
- Станина 10.000 (03.10.000]
- Редуктор 17.000
- Коробка подач 30.000
- Гитара 25.000
- Бабка передняя 21.000
- Электрооборудование 90.000
- Разводка УЦИ Ф1.94.000
- Ограждение (патрона) 86.000
- Фартук 50.000
- Резцедержатель четырехпозиционный 61.000
- Ограждение (суппорта) 89.000
- Суппорт 60.000
- Охлаждение 70.000
- Бабка задняя 40.000
- Ограждение 10.02.000
- Смазка 74.000
Конструкция основных узлов токарного станк ИЖ-250
Станина
Станина жесткой конструкции с диагональными ребрами, с призматическими направляющими. На верхней части станины расположены 4 направляющие: две внешние — призматические для перемещения каретки суппорта и две внутренние — одна призматическая и одна плоская для передвижения задней бабки. Станина устанавливается на пустотелые тумбы. Между тумбами установлено корыто для стружки и жидкости, выдвигающееся вперед по пазам, пролитым в тумбах. В левой тумбе смонтирован редуктор с фланцевым двухскоростным электродвигателем.
В левой тумбе смонтирован редуктор с фланцевым двухскоростным электродвигателем.
На задней части левой тумбы установлен шестеренчатый насос с фильтром для смазки. Резервуар для масла расположен в верхней части тумбы.
В нише правой тумбы смонтировано электрооборудование станка. С задней стороны тумбы на кронштейне укреплен электронасос для охлаждающей жидкости. Резервуаром для жидкости служит полость правой тумбы.
Редуктор
Редуктор, установленный в левой тумбе, представляет собой четырехосную коробку с приводом от фланцевого двигателя. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение и выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя по инерции после его выключения. Управление фрикционной муфтой и тормозом осуществляется посредством рукоятки 1 (фиг. 8). При ее повороте вправо вначале должно произойти отключение фрикционной муфты, а затем включение тормоза. Внутри коробки движение идет через валик фрикциона и шестеренчатый механизм к шкиву, установленному на выходном валу редуктора.
Передняя бабка токарного станка ИЖ-250
Передняя бабка токарно-винторезного станка ИЖ-250
Передняя бабка устанавливается на станине с левой стороны. Движение на шпиндель бабки передается от редуктора клиновидными ремнями. Шпиндель станка получает 12 чисел оборотов от приемного шкива напрямую через зубчатую муфту и 10 скоростей через перебор 1 : 10. На стенке передней бабки находится рукоятка переключения шестерен перебора и зубчатой муфты: Она имеет три положения. Управление перебора и зубчатой муфты сблокировано так, что одновременное их включение невозможно.
Радиальная нагрузка на шпиндель воспринимается передним роликовым 2-х рядным подшипником и задним радиальным. Подшипники устанавливаются в корпусе бабки, перемещение вдоль которой осуществляется регулировкой радиального зазор.)
Осевая нагрузка на шпиндель воспринимается упорным шарикоподшипником, смонтированным в задней опоре.
Шпиндель разгружен от радиальных усилий, вызываемых натяжением ремня.
Передний конец шпинделя имеет канавку для предохранителей, предотвращающих самопроизвольное свинчивание патронов при остановке или реверсировании станка.
Коробка подач токарно-винторезного станка ИЖ-250
Коробка подач токарно-винторезного станка ИЖ-250
Коробка подач получает движение от передней бабки через гитару. Механизм коробки подач, при соответствующей настройке гитары, позволяет получить метрические резьбы с шагом 0,2..6 мм, дюймовые резьбы с числом ниток на дюйм от 24 до 3,1/2, подачи от 0,02 мм до 0,84 мм/об и модульные резьбы с модулями ОТ 0,2 мм до 6 мм. и диапазоном подач 0,07 — 2,17 мм/об.
Для получения более точных резьб и коробке подач предусмотрено положение, когда ходовой винт соединяется напрямую с гитарой, минуя механизм подач. При этом нужный шаг резьбы подбирается сменными шестернями гитары.
Выходной вал коробки подач соединяется с ходовым валиком регулируемой предохранительной шариковой муфтой, которая срабатывает при перегрузке в цепи подач.
Гитара
Гитара установлена на левом торце коробки подач. Общее передаточное отношение цепи подач от шпинделя до 1-го ведущего вала гитары 1 : 1. Передаточное отношение шестерен гитары 5:8 соответствует настройке на метрическую резьбу. Передаточное отношение шестерен гитары при нарезании дюймовой резьбы: 60 · 127/ 110 · 96
Настройка шестерен гитары на указанные передаточные отношения достигается за счет зацепления ведущей шестерни гитары поочередно то с одной, то с другой ведомой шестерней двойного блока шестерен гитары.
Для нарезания модульных резьб и резьб при прямом включении ходового винта на гитаре предусмотрена постановка сменных шестерен. В руководстве имеются указания указания по настройке гитары на указанные резьбы.
Сменные шестерни к станку не прикладываются и могут быть изготовлены только по особому зааказу.
Задняя бабка
Задняя бабка (фиг. 14) имеет жесткий корпус. Рукояткой через винтовой механизм она крепится к станине.
Дли более жесткого креплении бабки к станине предусмотрен дополнительный болт. Конструкция бабки позволяет обрабатывать небольшие конуса за счет смешения корпуса (3) относительно поддона (2). Корпус бабки закрепляется в нужном положении винтами (1).
Конструкция бабки позволяет обрабатывать небольшие конуса за счет смешения корпуса (3) относительно поддона (2). Корпус бабки закрепляется в нужном положении винтами (1).
Фартук
Фартук закрытого типа с задней крышкой. Фартук обеспечивает получение продольных и поперечных подач суппорта вручную, механически от коробки подач через ходовой валик, а также нарезание резьб по ходовому винту.
Наличие блокировочного устройства исключает возможность одновременного включения ходового вала и ходового винта. Передача вращения с ходового вала на шестерни фартука производится с помощью конических шестерен. Включение продольной и поперечной подач осуществляется включением муфт с пилообразным зубом. Реверс подачи осуществляется за счет перемещения конических шестерен, связанных непосредственно с ходовым валом. С левой стороны фартук имеет маховик для ручного перемещения суппорта. На оси маховика установлен лимб продольных подач с ценой деления 0,1 мм. С правой стороны фартука расположена рукоятка для включения гайки ходового винта. Верхнее положение рукоятки соответствует выключенному положению гайки ходового винта, нижнее — включенному.
Верхнее положение рукоятки соответствует выключенному положению гайки ходового винта, нижнее — включенному.
При нарезании резьбы реечная шестерня выводится из зацепления с рейкой перемещением рукоятки, находящейся маховика.
Суппорт
Суппорт крестовой конструкции имеет ручное и механическое продольное перемещение по направляющим станины и поперечное перемещение по направляющим каретки.
Кроме того, верхняя часть суппорта, несущая на себе четырехрезцовую головку, имеет независимое ручное перемещение по направляющим средней поворотной части и может поворачиваться па 90° в ту и другую сторону.
Осевое усилие поперечного винта воспринимается упорными шариком Лимбы поперечной подачи и подачи верхней части суппорта выполнены с ценой деления 0,05 мм.
Охлаждение
Охлаждающая жидкость из резервуара правой тумбы электронасосом типа ПА производительностью 22 л/мин подается к режущему инструменту. Отработанная жидкость поступает в корыто и стекает через сетку обратно в резервуар. Количество охлаждающей жидкости, подводимой к режущему инструменту, регулируется краном на трубопроводе. Пуск электронасоса производится поворотом правого переключателя на правой тумбе. Сетку и трубопровод необходимо по мере загрязнения чистить.
Количество охлаждающей жидкости, подводимой к режущему инструменту, регулируется краном на трубопроводе. Пуск электронасоса производится поворотом правого переключателя на правой тумбе. Сетку и трубопровод необходимо по мере загрязнения чистить.
Ограждение
Ограждение — служит для защиты токаря от стружки. Оно крепится шарнирно на верхней части суппорта и в случае надобности может быть повернуто к задней части станка, не мешая при этом производить различные наверочные работы.
Освещение
Освещение — на правом конце с задней части каретки на угольнике укреплена осветительная арматура К1; включение лампочки производится тумблером, расположенным на пульте над коробкой подач.
Патроны
Станок снабжен трехкулачковым самоцентрирующим патроном Ø 200 ГОСТ 2675—47 и поводковым патроном. Поводковый патрон (фиг. 15) или трехкулачковый патрон навертывается на резьбу шпинделя до упора и удерживается от свинчивания при остановке и реверсе шпинделя двумя предохранительными шайбами 2 с помощью винтов 3 (фиг. 15).
15).
Фланец к трехкулачковому патрону прикладывается с припуском на приточку под посадочное место патрона потребителем.
Смазка станка
Схема смазки токарно-винторезного станка ИЖ-250
Регулировка подачи масла осуществляется дросселями (фиг. 17 узел А).
Коробка подач и редуктор смазываются разбрызгиванием масла. Перед пуском станка резервуары коробки подач, редуктора, фартука, а также левой тумбы должны быть наполнены:
- коробка подач — 4 литра
- редуктор — 3 литра
- резервуар левой тумбы — 10 литра
- фартук 0,5 литра.
Смазка механизма фартука осуществляется от плунжерного насоса, установленного в нижней части фартука (фиг. 17 узел Б). Необходимо иметь в виду, что при выключенном реечном зацеплении (при нарезании резьб) насос не работает, ПОЭТОМУ ДЛЯ подачи смазки к ходовому винту надо периодически делать несколько оборотов вручную маховиком продольной подачи.
Все остальные места станка, нуждающиеся в смазке, имеют ручную смазку от отдельных масленок согласно схеме смазки.
В период эксплуатации необходимо следить за работой масляных насосов и через маслоуказатель за количеством смазочного материала в резервуарах.
Схема электрическая принципиальная станка 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1
Электрическая схема токарно-винторезного станка 250итвм.01
Питание станка
осуществляется от сети трехфазного переменного тока напряжением 380 В, частотой 50 Гц. Качество электроэнергии должно соответствовать ГОСТ 13109-97
Питание цепей электрооборудования осуществляется следующими напряжениями:
- электродвигатели, трансформаторы — 380 В, 50 Гц;
- цепи управления переменного тока -110 В, 50 Гц;
- цепи электродинамического торможения -82 В постоянного тока;
- цепи освещения и сигнализации — 24 В, 50 Гц.
- цепи питания блоков цифровой индикации 220 В*.
Пуск двигателя M1 главного привода осуществляется переводом рукоятки управления в верхнее ИЛИ В нижнее положение. В верхнем положении рукоятки нажимается выключатель S4, который включит пускатель К2, при этом будет прямое вращение электродвигателя M1. При переключении рукоятки в нижнее положение нажимается выключатель S5, который включит пускатель КЗ, двигателю M1 будет обеспечено обратное вращение.
При переключении рукоятки в нижнее положение нажимается выключатель S5, который включит пускатель КЗ, двигателю M1 будет обеспечено обратное вращение.
При установке рукоятки управления из верхнего или нижнего положения в нейтральное (среднее) отключится пускатель К2 или КЗ, включится реле К5 устройства контроля торможения А1, которое своим замыкающим контактом включит пускатель торможения К4, другим своим замыкающим контактом подключит вход электронного усилителя на транзисторах V5,V6 к измерительному мосту, образованному статорными обмотками электродвигателя M1 и резисторами R1…R3, а переключающим контактом запустит реле времени на транзисторе V9 а соответствии с рисунком 4 и таблицей 4.
Электродинамическое торможение происходит путем подачи постоянного тока от выпрямительных диодов V7 и V8, расположенных в устройстве контроля торможения А1 в обмотки статора двигателя.
В процессе электродинамического торможения измерительным мостом вырабатывается сигнал вращения в виде переменного напряжения, который и удерживает реле К5 во включенном состоянии. При останове ротора электродвигателя сигнал вращения исчезает, реле К5 отключается и отключает пускатель К4.
При останове ротора электродвигателя сигнал вращения исчезает, реле К5 отключается и отключает пускатель К4.
При отсутствии настройки устройства контроля торможения реле К5 отключается по сигналу реле времени через 5-8 секунд после его включения.
Переключение частоты вращения редуктора осуществляется его рукояткой, действующей на выключатель S3, который размыкает цепь вращения двигателя и соединяет цепь электродинамического торможения. После переключения скорости при отпускании рукоятки цепь вращения двигателя M1 восстанавливается.
При срабатывании тепловой защиты во время вращения шпинделя отключение двигателя происходит только после окончания обработки. После чего включение вращения шпинделя возможно только после восстановления кнопки возврата теплового реле в исходное состояние.
Включение и отключение электронасоса охлаждения производится выключателем Q2.
Первоначальный пуск станка
Перед первоначальным пуском станка необходимо:
1) Проверить, наличие масла в редукторе, резервуаре левой тумбы, коробке подач, фартуке.
2) Проверить заземление станка; если станок не заземлен — заземлить.
3) После подключения к сети станок необходимо включить на минимальное число оборотов шпинделя, разогреть его в течение 10..15 минут, затем проверить па холостом ходу работу механизмов станка, масляных насосов и приступить к настройке станка для его работы.
Устройство
Паспорт модели 250ИТВМ содержит информацию о главных действующих модулях установки – приводе, обеспечивающем вращательный момент резца, вторым элементом является электрическая схема. Последняя используется преимущественно для осуществления ремонтных работ либо в качестве основного средства качественной установки дополнительных модулей.
Электрическая схема станка
Привод функционирует благодаря 12-скоростному редуктору, который позволяет работать на необходимой скорости с возможностью предварительной настройки для последующего запуска. Важное назначение имеют клиновые ремни, которые в этом агрегате допускается менять без громоздкой разборки основных элементов.
Механизм плавного переключения скоростей работает по следующей схеме:
- С поворотом маховика происходит смещение двух селекторных дисков.
- Внутри дисков моментально меняется комбинация отверстий, получившееся смещение полностью соответствует предполагаемой передаче, которую хочет включить рабочий.
- Отверстия соответствуют фиксирующим рычагам, обеспечивающим переключение необходимой скорости.
- Рукоять оттягивается, что сопровождается небольшим притормаживанием шестеренок, после чего происходит изменение передачи.
Регулировка токарного станка ИЖ-250
Регулирование подшипников шпинделя
Регулировка токарного станка ИЖ-250
Желательно, чтобы регулировку подшипников шпинделя производил всегда один и тот же специалист, т. к. от правильной регулировки зависит точность станка.
Регулировке подвергаются подшипники как правой так и левой опоры (фиг. 18)
Устранение радиального люфта и в прaвой опоре шпинделя производится следующим образом: утопив винт 5, ослабляют гайку 4 и при вывернутом винте 1, поворотом гайки 2 внутреннее кольцо роликоподшипника 3 натягивают на коническую шейку шпинделя, затягивают гайку 4, вывинчивают стопорный винт 5 и ввинчивают стопорный винт 1.
Регулировка подшипников 7 и 8 левой опоры производится при помощи гаек 6.
Регулировка фрикционной муфты и тормоза редуктора (фиг. 21)
Фрикционная муфта и тормоз редуктора токарного станка ИЖ-250
Тормоз станка расположен в редукторе и находится на одном валу с фрикционной муфтой. При повороте рукоятки тормоза вилка 14 давит на упорный шарикоподшипник (8109 ГОСТ 6874-54) и перемещает втулку.
Вместе с ней перемещается влево валик 8 и диск 4 — муфта расцепляется. Одновременно при перемещении ВТУЛКИ стакан 11 своим наружным конусом с помощью пружины 10 прижимается к внутреннему конусу шестерни 9 — происходит торможение.
Растормаживание осуществляется пружиной 15. Регулировка зазора между ведущим и ведомым дисками фрикционной муфты производится гайками 17, при завертывании которых кольцо 5 с помощью тяги 16, валика 8 и диска 4 нажимает на диск 6, уменьшая тем самым зазор между ведущими и ведомыми дисками.
Регулировка тормоза осуществляется поворотом вала-шестерни 18. При повороте вала-шестерни 18 вправо происходит вывинчивание шестерик 9 из диска и зазор между шестерней 9 и стаканом 11 уменьшится.
При повороте вала-шестерни 18 вправо происходит вывинчивание шестерик 9 из диска и зазор между шестерней 9 и стаканом 11 уменьшится.
Регулировка холостого хода рукоятки 1 редуктора производится винтом 19 с контргайкой 20. Рукоятка 1 в крайнем левом положении должна иметь небольшой люфт (10..15 мм у конца рукоятки).
Регулировка люфта винта поперечной подачи (см. фиг. 19)
Регулировка предохранительной муфты коробки подач (см. фиг. 20)
Электрооборудование станка
Электрическая схема токарно-винторезного станка ИЖ-250
Общие сведения
На станке установлено 3 трехфазных асинхронных короткозамкнутых электродвигателя:
- Двухскоростной электродвигатель главного привода типа ФТ42—4/2, 2,6/3 кВт. 420/ 2800 об/мин напряжение 380 В.
- Электродвигатель маслонасоса смазки АОЛ 12—4, Р = 0,18 кВт, n=1400 об/мин, 220/380 В, в. исп. Ф—3.
- Электродвигатель охлаждения типа 1A-22, Р=0,125 кВт, n=2800 об/мин, напряжение 220/380 В.
Электроаппаратура и пакетные выключатели включения внешней сети и насоса охлаждения находятся в нише правой тумбы. Кнопки направления вращения и стоповая, тумблер для включения местного освещения и переключатель выбора скорости ПС находятся на пульте, на коробке подач.
Электродвигатели и аппаратура рассчитаны включение в сеть 380 вольт. Местное освещение 26 В.
Описание работы электросхемы
Подключение электросхемы станка к сети осуществляется пакетным выключателем ВС, при этом через пускатель П включается электродвигатель маслонасоса смазки 2Д.
Для включения электродвигателя 1Д на 420 об/мин, (треугольник) ручка переключения ПС ставится в положение «1 скорость», замыкаются контакты 23-19.
Для включения электродвигателя 1Д на 2800 об/мин, (двойная звезда) ручка переключения ПС ставится в положение «II скорость».
Изменение скорости вращения эл. двигателя 1Д возможно путем изменения положения переключателя ПС.
В зависимости от выбранного направления вращения шпинделя нажатием кнопки 3KУ «Назад» включается пускатель Н.
Пример работы схемы
Пример работы схемы на II скорости и при направлении вращения шпинделя вперед:
Повернуть ручку переключателя ПС в положение «II скорость» подготавливается к включению пускатель 2С.
Нажатием кнопки 2КУ «Вперед» ставится на самопитание пускатель В, подготавливающий цепь 1Д на вращение в направлении «Вперед».
С поворотом рукоятки включения на микропереключатель МП замыкает свои н.з. контакты 5-23 и включается пускатель 2С.
В результате включения последовательно двух пускателей В и 2С двигатель 1Д получает вращение вперед на II скорости. Останов 1Д осуществляется кнопкой 1КУ «Стоп» или рукояткой фрикциона. Работа схемы при вращении 1Д в направлении назад или при скорости 1420 об/мин. происходит аналогично описанной.
Включение насоса охлаждения осуществляется пакетным выключателем BH с правой тумбы.
Защита и блокировка
Защита электрооборудования станка от короткого замыкания обеспечивается плавкими предохранителями 1ПП и 2ПП. Для защиты 1Д и 2Д ОТ перегрузок предусмотрены тепловые реле 1РТ и 2РТ. магнитные пускатели В и Н обеспечивают нулевую защиту 1Д.
Для защиты 1Д и 2Д ОТ перегрузок предусмотрены тепловые реле 1РТ и 2РТ. магнитные пускатели В и Н обеспечивают нулевую защиту 1Д.
Указания по эксплуатации станка
1. Не рекомендуется выключать станок во время его работы вводным пакетным выключателем ВС, т. е. разрывать им ток.
2. При срабатывании тепловой защиты электродвигателей 1Д или 2Д необходимо некоторое время выждать, чтобы он охладился, затем выключить 1РТ ИЛИ 2РТ кнопкой возврата и включить станок в работу.
Правила эксплуатации
Базовые правила техники безопасности и общие требования к персоналу при эксплуатации станков семейства ИЖ (кратко):
- к операциям не допускается персонал без соответствующей профессиональной квалификации и допуска;
- до начала работы проверяется целостность питающего кабеля и состояние сети;
- оборудование должно подключаться через дублирующий основную систему защиты автомат;
- персоналом используется полный комплект спецодежды, включающий, кроме брюк и спецовки с длинным рукавом, плотно застегиваемые манжеты, защитные очки и берет;
- до начала работ следует провести проверку работоспособности станка путем запуска его на холостом ходу;
- обязательно должны проводиться профилактически осмотры на предмет попадания мусора в систему переключения скоростей, замена смазки привода, оценка состояния шкивов.

После окончания токарных операций — все рабочие поверхности очищаются от стружки, грязи, отходов.
У станков семейства ИЖ 250 есть особенности эксплуатации.
- Система переключения с 12 положениями регулировки — роботизированная.
- Применен мнемонический тип управления, обеспечивающий быстрое привыкание. Однако персонал должен перед началом работ ознакомиться с документацией и пройти инструктаж.
- Состояние пальцев, шестерен блока переключения — должно периодически проверяться.
Кроме тонкостей работы с коробкой передач — к особенностям станка относится блокировка подачи одновременно в двух направлениях, что может потребовать от занятого персонала некоторого привыкания.
Технические характеристики токарно-винторезного станка ИЖ-250
| Наименование параметра | ИЖ-250 | ИЖ-250П | 1И611п | 250итвм |
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | П | П | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 250 | 250 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 125 | 125 | 125 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 | 500 |
| Высота оси центров над плоскими направляющими станины, мм | 150 | 150 | 130 | 150 |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 20 | 16 | 16 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 130 | 127 | ||
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 33 | 33 | 27 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 30 | 30 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 22 | 22 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 16. .2000 .2000 | 16..2000 | 20..2000 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | резбовой | резбовой | 4 | 4 |
| Торможение шпинделя | Есть | есть | есть | |
| Подачи | ||||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 23,5 | 23,5 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 150 | 150 | 180 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,05 | 0,02 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 | 3 |
| Пределы рабочих подач продольных, мм/об | 0,07. .2,17 .2,17 | 0,07..2,17 | 0,01..1,8 | 0,01..1,8 |
| Пределы рабочих подач поперечных, мм/об | 0,01..1,08 (1/2 от прод.) | 0,01..1,08 (1/2 от прод.) | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..6 | 0,2..6 | 0,2..48 | 0,2..48 |
| Пределы шагов нарезаемых резьб дюймовых | 24..3,5 | 24..3,5 | 24..0,5 | 24..0,5 |
| Пределы шагов нарезаемых резьб модульных | 0,2..6 | 0,2..6 | 0,2..30 | 0,2..12 |
| Выключающие продольные упоры | есть | есть | есть | есть |
| Выключающие поперечные упоры | нет | нет | есть | есть |
| Быстрое перемещение суппорта | нет | нет | нет | нет |
| Резцовые салазки | ||||
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 | 120 |
| Цена деления лимба, мм | 0,1 | 0,1 | 0,05 | 0,05 |
| Наибольшие размеры державки резца, мм | 20 х 20 | 20 х 20 | 16 х 16 | 16 х 16 |
| Цена деления шкалы поворота, град | 1 | 1 | 1 | 1 |
| Задняя бабка | ||||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 90 | 90 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | ||
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 | ±10 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт | 2,6/ 3 | 2,6/ 3 | 3 | 3 |
| Электродвигатель станции смазки, кВт | 0,18 | 0,18 | 0,08 | 0,09 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 | 0,12 | 0,18 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 | ПА-22 |
| Габаритные размеры и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2030 х 875 х 1220 | 2030 х 875 х 1220 | 1770 х 970 х 1300 | 1790 х 810 х 1400 |
| Масса станка, кг | 1570 | 1570 | 1180 | 1180 |
- Токарно-винторезный станок повышенной точности, модель ИЖ250.
 Руководство к станку, Ижмаш, 1961
Руководство к станку, Ижмаш, 1961 - Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба.
 Способы нарезания многозаходных резьб на токарном станке
Способы нарезания многозаходных резьб на токарном станке - Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Заводы производители токарных станков
- Заводы производители металлорежущих станков
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Станок 1И250В – где купить, оплата, доставка, гарантия
Цена на высокоточный токарный станок 1И250В указана на нашем сайте с НДС для стандартного комплекта поставки.
Купить станок 1И250В несложно – достаточно позвонить на указанные ниже телефоны в вашем городе.
Продажа токарного винторезного станка по металлу модели 1И250В производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможно другое процентное соотношение и другой порядок оплаты, согласованный со специалистом отдела продаж нашего предприятия. Доставка оборудования производится автомобильным и железнодорожным транспортом компаний-перевозчиков ООО «Деловые Линии», ООО «ПЭК», «Байкал-Сервис», ООО «Желдорэкспедиция» и другими, сторонними перевозчиками посредством транспортно-логистических компаниий, а также транспортом Покупателя или нашей компании. Расходы по транспортировке груза оплачивает Покупатель, если иное не указывается в Договоре поставки. Гарантия на новый токарно-винторезный станок 1И250В – 12 мес., после капитального ремонта – 6 мес.. Предприятие-производитель оставляет за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Возможно другое процентное соотношение и другой порядок оплаты, согласованный со специалистом отдела продаж нашего предприятия. Доставка оборудования производится автомобильным и железнодорожным транспортом компаний-перевозчиков ООО «Деловые Линии», ООО «ПЭК», «Байкал-Сервис», ООО «Желдорэкспедиция» и другими, сторонними перевозчиками посредством транспортно-логистических компаниий, а также транспортом Покупателя или нашей компании. Расходы по транспортировке груза оплачивает Покупатель, если иное не указывается в Договоре поставки. Гарантия на новый токарно-винторезный станок 1И250В – 12 мес., после капитального ремонта – 6 мес.. Предприятие-производитель оставляет за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков!
Если Вам необходимо купить Токарно-винторезный станок высокой точности 1И250В звоните по телефонам:
в Москве в Санкт-Петербурге в Минске +375 (17) 246-40-09 в Екатеринбурге в Новосибирске в Челябинске в Тюмени +7 (3452) 514-886
в Нижнем Новгороде в Самаре в Перми в Ростове-на-Дону в Воронеже в Красноярске
в Нур-Султане;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Токарно-винторезный станок высокой точности 1И250В звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
ИЖ-250П Станок токарно-винторезный повышенной точности. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-винторезного станка ИЖ-250П
Производитель токарно-винторезного станка модели ИЖ-250П — Ижевский машиностроительный , основанный в 1807 году.
История станкостроения на Ижевском машиностроительном начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
- 1И611П
— станок токарно-винторезный повышенной точности универсальный, Ø 270 - 1И611ПМФ3
— станок токарный повышенной точности с ЧПУ, Ø 320 - 1ИС611В
— станок токарно-винторезный высокой точности универсальный, Ø 270 - 95-ТВ (95ТВ)
— станок токарно-винторезный, Ø 250 - 95ТС-1 (ИС1-1)
— станок токарно-винторезный повышенной точности универсальный, Ø 250 - 161-А, 161-АМ (Удмурт-2)
— станок токарно-винторезный универсальный, Ø 350 - 250-ИТВ (ИЖ 250-ИТВ)
— станок токарно-винторезный высокой точности универсальный, Ø 300 - 250-ИТП (ИЖ 250-ИТП)
— станок токарно-винторезный повышенной точности универсальный, Ø 300 - 250ИТВМ (ИЖ 250ИТВМ)
— станок токарно-винторезный высокой точности универсальный, Ø 300 - 250ИТВМ.
 01, 250ИТВМ.03, 250ИТВМ Ф1
01, 250ИТВМ.03, 250ИТВМ Ф1
— станок токарно-винторезный высокой точности, Ø 300 - 250ИТВМ Ф2
— станок токарный высокой точности с оперативной системой управления ОСУ, Ø 320 - 1711ИФФ3
— станок фрезерный вертикальный с ЧПУ и АСИ, 300 х 230 - 1715ИФФ3
— станок фрезерный горизонтальный с ЧПУ и АСИ, Ø 320 - 1336м
— станок токарно-револьверный, Ø 420, Ижевск, Киев - ИЖ-Т-400 (1623)
— станок токарно-винторезный универсальный, Ø 400 - ИЖ-250
— станок токарно-винторезный универсальный, Ø 250 - ИЖ-250П
— станок токарно-винторезный повышенной точности, Ø 250 - ИТ-42
— станок токарный с ЧПУ, Ø 320 - ТП500Ф3, ТП1000Ф3
— станок токарный с наклонной станиной с ЧПУ, Ø 250, Ø 500
Насколько используется модель сегодня
Несмотря на достаточно «древний» год запуска в массовое производство, ИЖ 250ИТВМ паспорт еще давнего СССР образца, но его производительность приравнивается к современным модификациям аналогичного оборудования. Сегодня он поставляется в частные мастерские, школьные учебные классы и заведения среднего строительного образования без серьезных отличий от первоначальной модели.
Сегодня он поставляется в частные мастерские, школьные учебные классы и заведения среднего строительного образования без серьезных отличий от первоначальной модели.
Сравнивая устройство станка с альтернативными многофункциональными установками по многим показателям старенький ИЖ 250 проигрывает, но даже такая конкуренция не может полностью подавить спрос на эти модели. Паспорт 250ИТВМ не имеет превосходящих характеристик, однако точность работы на этом устройстве способна поразить даже опытного современного мастера обработки деталей.
Модель отстает от конкурентов по эргономичности, количеству изготавливаемых деталей, отсутствием компьютерного контроля и другим показателям. Но каждый обзор устройств, способных выполнить нарезку резьбы не обходиться без этого базового представителя класса.
ИЖ-250П Токарно-винторезный станок повышенной точности. Назначение, область применения
Токарно-винторезный станок повышенной точности ИЖ-250П создан на базе модели ИЖ-250 — станка нормальной точности.
Основным отличием станка ИЖ-250П от базовой модели — конструция подшипников шпинделя: вместо роликовых шпиндельных подшипника на станке установлены бронзовые разрезные регулируемые подшипники скольжения.
Станки токарно-винторезные моделей ИЖ-250П предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250ПП имеет повышенный класс точности и применяется для выполнения более точных работ.
Особенности конструкции токарно-винторезного станка ИЖ-250П
Шпиндель токарно-винторезного станка ИЖ-250П установлен на бронзовые разрезные регулируемые подшипники скольжения и имеет 22 скорости вращения: 12 чисел оборотов от редуктора через клиноременную передачу и 10 скоростей через коробку скоростей в передней бабке.
Конец шпинделя резьбовой М68х6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250П:
- Электродвигатель привода главного движения асинхронный, двухскоростной — 1420/2800 об/мин, мощностью — 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором — 1400 об/мин, мощностью — 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения — 2800 об/мин, мощностью — 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1
Основные технические характеристики токарно-винторезного станка ИЖ-250П
Изготовитель — Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска — 1963 год.
Начало серийного выпуска — 1963 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 250 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 125 мм
- Расстояние между центрами — 500 мм
- Высота центров — 150 мм
- Мощность электродвигателя — 2,6/3 кВт
- Вес станка полный — 1,5 т
Шпиндель токарно-винторезного станка ИЖ-250П
- Конец шпинделя — резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя — Морзе 5
- Диаметр сквозного отверстия в шпинделе — Ø 33 мм
- Наибольший диаметр обрабатываемого прутка — Ø 30 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) — 16..2000 об/мин
Подачи и резьбы токарно-винторезного станка ИЖ-250П
- Пределы продольных подач — 0,07.
 .2,17 мм/об
.2,17 мм/об - Пределы поперечных подач — 0,01..1,08 мм/об
- Пределы шагов резьб метрических — (24 шт) 0,2..6 мм
- Пределы шагов резьб модульных — 0,2..6 модулей
- Пределы шагов резьб дюймовых — 24..3,5 ниток на дюйм
Описание электрооборудования станка EMU-200
Данные сети питания:
- Напряжение сети 380 В, 50 Гц
- Максимальная рабочая сила тока 5 А
- Максимальная пусковая сила тока 20 А
- Номинальная сила тока главного плавкого предохранителя /тугоплавкового/ 10 А
Описание работы электрооборудования
Для облегчения обозрения соединений на рис. 5 показывается принципиальная схема электрооборудования станка. Сеть подключается к клеммам RST клеммной колодки. Защита станка от короткого замыкания осуществляется плавкими предохранителями. Двигатель насоса и трансформатор также защищаются предохранителями.
Включенное положение вводного выключателя показывается красной сигнальной лампой. Вспомогательная цепь контактора рассчитана на 24 В, на котором работает также и сигнальная лампа. Это напряжение вырабатывается трансформатором ТМ мощностью 100 ВА. От перегрузки трансформатор защищается двумя плавкими предохранителями. Допускается для освещения применять лампу накаливания до 60 Вт, напряжением 24 В.
Вспомогательная цепь контактора рассчитана на 24 В, на котором работает также и сигнальная лампа. Это напряжение вырабатывается трансформатором ТМ мощностью 100 ВА. От перегрузки трансформатор защищается двумя плавкими предохранителями. Допускается для освещения применять лампу накаливания до 60 Вт, напряжением 24 В.
Пуск двигателя привода, а также реверсирование осуществляются при помощи реверсивного переключателя FJ. Для пуска насосов охлаждающей жидкости служит выключатель PSZ.
При исчезновении напряжения двигателя запускаются снова только в том случае, если переключатель FJ и выключатель PSZ были предварительно установлены в положение “О”.
Работа, станка и органы обслуживания
Со включением электродвигателя запускается также и шпиндель. Остановка и реверсирование шпинделя производятся электрически, остановкой и реверсированием электродвигателя.
Допустимое число реверсов шпинделя нижеследующее: при 90-130 об/мин. шпинделя 600 реверсов в час, при 140-380 об/мин. шпинделя – 400 реверсов в час.
шпинделя – 400 реверсов в час.
Число оборотов шпинделя – Возможны два случая;
- а) Число оборотов 90-480 об/мин. В этом случае рукоятку переключения привода шпинделя через перебор или непосредственного привода /18. рис. 8/ повернуть направо. После этого, переводом реверсивной рукоятки 36 налево или направо, включить прямое или обратное направления вращения двигателя и вместе с ним – шпинделя. Только после этого разрешается поворачивать рукоятку 34 регулировки чисел оборотов до тех пор, пока соответствующая величина числа оборотов на лимбе скоростей шпинделя 33 не совместится с указателем,
- б) Требуемое число оборотов 630-315 об/мин.
Рукоятку переключения привода шпинделя через перебор или непосредственного привода /18/ перевести налево, а затем, после пуска двигателя, отрегулировать требуемое число оборотов.
Правому положению рукоятки соответствует на лимбе скоростей шпинделя /33/ более низкие, а левому положению рукоятки – более высокие числа оборотов.
Рукоятку переключения привода шпинделя через перебор или непосредственного привода разрешается переключать только при неподвижном шпинделе, а рукоятку регулировки чисел оборотов – только при вращающемся шпинделе.
Реверсирование шпинделя осуществляется реверсированием двигателя /переключатель 36/.
Станок можно остановить так, что рукоятку переключателя 36 переводят в нейтральное положение
Габариты рабочего пространства токарного станка ИЖ-250П
Габариты рабочего пространства токарного станка ИЖ-250П
Шпиндель токарного станка ИЖ-250П
Станина токарного станка ИЖ-250П
Отличия модификаций
Инженерная мысль не стоит на месте, и серийно освоены модифицированные станки, которые вобрали в себя лучшее черты ИЖ-250, но приобрели и специфические особенности.
ИЖ 250 ИТВМ 01 и 03
Станок выделяется увеличенными габаритами рабочего пространства. Межцентровой расстояние составляет 700 мм. Диаметр заготовок типа «Вал» увеличен до 170 мм.
Диаметр заготовок типа «Вал» увеличен до 170 мм.
ИЖ 250 ИТПМ
Приоритет в станке отдается токарным работам. Обеспечивается класс обработки П по ГОСТ 8–82. Масса – 1200 кг.
Из последних модификаций можно выделить модель ИЖ-250 СЦИ, оснащенную точной индикацией (до 100 мкм по диаметру). Станок обеспечивает линейную компенсацию при износе инструмента.
Токарный станок ИЖ-250 популярен уже более 50 лет. Его отличает достаточно высокая точность обработки деталей и повышенная надежность.
Современные модификации вполне конкурентоспособны с другими станками более поздних разработок. Данное оборудование можно рекомендовать, как крупным бизнесменам, так и ИП для обустройства небольшого производства.
Общий вид токарно-винторезного станка ИЖ-250П
Фото токарного станка ИЖ-250П
Фото токарного станка ИЖ-250П
Фото токарного станка ИЖ-250П
Нюансы эксплуатации
Неотъемлемой частью механизмов установки являются система ремней клиновых и поликлиновых, электрический двигатель 3 кВт и редуктор, имеющий 12 скоростей, которые переключаются маховиком, связанным с селекторными дисками.
Маховик поворачивается, создавая необходимую комбинацию отверстий, в которые устанавливаются рычажные фиксаторы, обеспечивающие сцепление блоков различных зубчатых колес и их своевременное переключение. Для приостановки зубчатых колес оттягивается рычаг управления, эта операция производится после выбора нужной скорости, а после необходимые блоки зацепляются.
Механизм закрытого фартука отвечает за осевые и перпендикулярные подачи резцедержателя, как при ручном, так и при механическом управлении, и за нарезку резьб, при задействовании ходового винта. За осуществление прочих токарных работ отвечает ходовой валик.
Блокировочный механизм, установленный в фартуке, предотвращает одновременный запуск подач, осевых и перпендикулярных, и ходовых валика и винта. На передней части фартука расположен рычаг управления подачами
При работе с устройством стоит обратить внимание на такие моменты:
- Некоторые модели не предусматривают использование редуктора. Настройка скорости главного вала в таких моделях производится переключением скорости вращения электрического двигателя, мощностью 5,5 кВт.

- Подключение к сети осуществляется пакетным переключателем.
- Для обеспечения работы устройства требуется напряжение в 380В и трехфазная сеть.
Электрической схемой установки предусмотрена защита от перегрева. Срабатывая во время работы, система отключает двигатели только после ее завершения. Вращения главного вала возобновляются не раньше возврата переключателя теплового реле в начальное положение.
Наличие плавких предохранителей защищает систему от коротких замыканий. Двигатели защищены от перегрузок тепловыми реле, а нулевая защита электросхемы осуществляется пускателем.
Видео: токарный станок ИЖ-250.
Republished by Blog Post Promoter
Расположение органов управления токарно-винторезным станком ИЖ-250П
Расположение органов управления токарно-винторезным станком ИЖ-250П
Перечень органов управления станком ИЖ-250П
- Рукоятка включения и выключения фрикциона редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения — винт/ валик
- Рукоятка включения/ выключения перебора
- Маховик продольного перемещения суппорта вручную
- Рукоятка включения/ выключения продольной подачи суппорта
- Рукоятка включения/ выключения поперечной подачи суппорта
- Рукоятка включения реверса подачи
- Рукоятка включения/ выключения ходового винта
- Маховик поперечного перемещения суппорта вручную
- Рукоятка перемещения верхней части суппорта (резцовых салазок)
- Рукоятка поворота и зажима резцовой головки
- Маховик перемещения пиноли задней бабки
- Рукоятка перемещения задней бабки по станине станка
- Рукоятка зажима пиноли задней бабки
- Включение освещения
- Переключатель скорости
- Кнопка пуска «Назад»
- Кнопка пуска «Вперед»
- Кнопка «Стоп»
- Включение станка в сеть
- Включение охлаждения
Схема смазки токарно-винторезным станком ИЖ-250П
Конструкторские особенности строения
Составные части станка
Перечень составных частей
Токарная установка серии 250ИТВМ имеет достаточно уникальные конструкторские чертежи. Строение станка позволяет выделить массу технологических особенностей:
Строение станка позволяет выделить массу технологических особенностей:
- Изменения параметров подач и текущей скорости шпинделя производятся в большом диапазоне, что увеличивает функциональность.
- Фартук этой модели оснащается продуманным механизмом останова, благодаря этому нововведению в строении защищены от нагрузок главные элементы устройства (коробка передач, привод, электросхемы).
- В основе регулировки работы шпинделя лежит преселективная технология управления. Ее суть в заблаговременной настройке этого узла к моменту последующего включения в работу.
- Нарезка нескольких вариантов резьбы обуславливается не последовательной сменой шестерней, а универсальностью коробки передач.
- Параметры сопротивляемости станины имеют запредельно высокие числовые показатели. При изготовлении основным материалом для этой детали является специальная марка хромоникелевого чугуна.
Регулировать подачи на станке допускается по облегченной схеме – используется специальная рукоять. Направление подачи полностью соответствует перемещению рукоятки.
Направление подачи полностью соответствует перемещению рукоятки.
Кинематическая схема станка
Конструкция основных узлов токарного станк ИЖ-250П
ИЖ-250П Передняя бабка токарного станка
Передняя бабка токарно-винторезного станка ИЖ-250П
ИЖ-250П Фрикционная муфта и тормоз редуктора токарного станка
Фрикционная муфта и тормоз редуктора токарного станка ИЖ-250П
ИЖ-250П Коробка подач токарного станка
Коробка подач токарно-винторезного станка ИЖ-250П
Нюансы эксплуатации и паспорт
Станок следует эксплуатировать в строгом соответствии инструкции на оборудование. Наладку должен производить специалист.
Особенности эксплуатации:
- Электрооборудование работает от трехфазной электрической сети напряжением 380 В.
- Подключение к сети производится через пакетный и автоматический выключатель.
- В ряде моделей рассматриваемой серии регулировка скорости не производится редуктором.
 Для этого изменяется мощность подаваемого электрического сигнала. В этом случае устанавливаются электродвигатели повышенной мощности (до 5,5 кВт).
Для этого изменяется мощность подаваемого электрического сигнала. В этом случае устанавливаются электродвигатели повышенной мощности (до 5,5 кВт).
Коробка подач обеспечивает широкие возможности варьирования подачей и параметрами резьбы. Для правильного использования их необходимо пользоваться стандартными таблицами для установки рычагов. Точность поперечных перемещений инструмента увеличивает верньер (точность возрастает до 0,005 мм/об).
Технические характеристики токарно-винторезного станка ИЖ-250П
| Наименование параметра | ИЖ-250 | ИЖ-250П | 1И611п | 250итвм |
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | П | П | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 250 | 250 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 125 | 125 | 125 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 | 500 |
| Высота оси центров над плоскими направляющими станины, мм | 150 | 150 | 130 | 150 |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 20 | 16 | 16 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 130 | 127 | ||
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 33 | 33 | 27 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 30 | 30 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 22 | 22 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 16. .2000 .2000 | 16..2000 | 20..2000 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | резбовой | резбовой | 4 | 4 |
| Торможение шпинделя | Есть | есть | есть | |
| Подачи | ||||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 23,5 | 23,5 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 150 | 150 | 180 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,05 | 0,02 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 | 3 |
| Пределы рабочих подач продольных, мм/об | 0,07. .2,17 .2,17 | 0,07..2,17 | 0,01..1,8 | 0,01..1,8 |
| Пределы рабочих подач поперечных, мм/об | 0,01..1,08 (1/2 от прод.) | 0,01..1,08 (1/2 от прод.) | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..6 | 0,2..6 | 0,2..48 | 0,2..48 |
| Пределы шагов нарезаемых резьб дюймовых | 24..3,5 | 24..3,5 | 24..0,5 | 24..0,5 |
| Пределы шагов нарезаемых резьб модульных | 0,2..6 | 0,2..6 | 0,2..30 | 0,2..12 |
| Выключающие продольные упоры | есть | есть | есть | есть |
| Выключающие поперечные упоры | нет | нет | есть | есть |
| Быстрое перемещение суппорта | нет | нет | нет | нет |
| Резцовые салазки | ||||
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 | 120 |
| Цена деления лимба, мм | 0,1 | 0,1 | 0,05 | 0,05 |
| Наибольшие размеры державки резца, мм | 20 х 20 | 20 х 20 | 16 х 16 | 16 х 16 |
| Цена деления шкалы поворота, град | 1 | 1 | 1 | 1 |
| Задняя бабка | ||||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 90 | 90 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | ||
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 | ±10 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт | 2,6/ 3 | 2,6/ 3 | 3 | 3 |
| Электродвигатель станции смазки, кВт | 0,18 | 0,18 | 0,08 | 0,09 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 | 0,12 | 0,18 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 | ПА-22 |
| Габаритные размеры и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2030 х 875 х 1220 | 2030 х 875 х 1220 | 1770 х 970 х 1300 | 1790 х 810 х 1400 |
| Масса станка, кг | 1570 | 1570 | 1180 | 1180 |
- Токарно-винторезный станок повышенной точности ИЖ250П.
 Руководство к станку, Ижмаш, 1963
Руководство к станку, Ижмаш, 1963 - Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба.
 Способы нарезания многозаходных резьб на токарном станке
Способы нарезания многозаходных резьб на токарном станке - Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Заводы производители токарных станков
- Заводы производители металлорежущих станков
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Назначение и описание агрегата
Станок токарно-винторезный 250ИТВМ.01отличается приличным по величине набором функций, а также вменяемой ценой. Такой агрегат легко обтачивает небольшие металлические заготовки. Чтобы его высокая точность обработки сохранялась подольше, не используйте его под крупные серии деталей и, в особенности, для их предварительной обработки. Для таких процессов в линейке есть агрегат в исполнении 250 ИТПМ, который производится под заказ.
Указанное оборудование выпускалось станкостроительным заводом ИжмашСтанко (Ижевск). Агрегаты, комплектующие изделия и запчасти к нему имеются в продаже в полном объеме. Причем их стоимость приемлемая.
Агрегаты, комплектующие изделия и запчасти к нему имеются в продаже в полном объеме. Причем их стоимость приемлемая.
Вся рассматриваемая нами серия станков разрабатывалась на основе конструктивно и технически удачной схемы агрегата ИЖ1И611П. Они выполняют разнообразные виды токарных операций с фиксацией детали патроном, цанговым зажимом либо вращающимися центрами, производят нарезку резьбы дюймовой, метрической и модульной резьбы.
Основной привод выполнен электродвигателем, работающим на клиноременную передачу (одиночную и поликлиновую) или зубчатый редуктор (12-и ступенчатый).
В корпус передней бабки монтируют:
- Шпиндельный узел, объединенный со входным шкивом.
- Комплекты зубчатых колес (два) – перебор (с передаточным соотношением 1 : и звено, увеличивающее шаги для резьбы.
Повысить производительность работ на станке позволяет отказ от пробного прохода с последующими замерами деталей. Это новшество реализовано в токарном станке ИЖ250ИТВМФ1. Для этого он имеет устройство цифровой индикации (УЦИ). Оно значительно упрощает работу специалиста по расчету глубины резания, соответствующего ей числа оборотов лимба с фиксацией их на экране. УЦИ способствует обеспечению станку высокой точности обработки за счет:
Для этого он имеет устройство цифровой индикации (УЦИ). Оно значительно упрощает работу специалиста по расчету глубины резания, соответствующего ей числа оборотов лимба с фиксацией их на экране. УЦИ способствует обеспечению станку высокой точности обработки за счет:
- Отражения величины размера (в мм, дюймах) с дискретностью в 0,1 – 100 мкм.
- Учета компенсационных поправок, учитывающих изнашивание трущихся пар станочного агрегата и кромки режущего инструмента.
Точный отсчет для поперечной подачи (до 0,005 мм/об) осуществляется механизмом типа «верньер». Это маховик с нониусной шкалой. Коробка подач в состоянии менять скорость резца при нарезании резьбы, точении и остальных операциях. Причем делает это в достаточно широких пределах. Резьба с высокой точностью нарезается при условии прямого подключения ходового винта к гитаре (без участия коробки подачи).
Токарно-винторезный станок 250ИТВМ: технические характеристики, паспорт
Сведения о производителе токарно-винторезного станка ИЖ-250
Токарное оборудование, известное не только в Российской Федерации, но и далеко за ее пределами, производилось на Ижевском машиностроительном заводе. При помощи устройства можно проводить обработку деталей большей части форматов в центре, цанге и патроне. Уникальный и многопрофильный станок производился в нескольких модификациях на заводе.
При помощи устройства можно проводить обработку деталей большей части форматов в центре, цанге и патроне. Уникальный и многопрофильный станок производился в нескольких модификациях на заводе.
ИЖ 250 использовался практически повсеместно на крупных предприятиях. Но также, если позволяли производственные мощности, применяли в небольших компаниях.
Специалисты Ижмаша, работящие в то время, пытались создать профессиональный и многопрофильный агрегат, который имел бы относительно небольшие размер и был удобен в использовании. Выпускалось несколько вариаций.
Сейчас варианты ИТВМ03, ИТПМ и ИТВМФ1 с завода не встретить в продаже. Но на некоторых ресурсах продаются старые, отремонтированные агрегаты.
Общий вид токарно-винторезного станка 250ИТВМ
Фото токарно-винторезного станка 250итвм
Фото токарно-винторезного станка 250итвм
Фото передней бабки токарно-винторезного станка 250итвм
Фото передней бабки токарно-винторезного станка 250итвм
Шпиндель токарно-винторезного станка 250итвм
Суппорт токарно-винторезного станка 250итвм
Назначение и область применения станка
Возможных форм и размеров предметов, которые можно обработать, насчитывается сотни. Станок по металлу используется в промышленных целях свыше 50 лет. За это время он успел зарекомендовать себя с положительной стороны. Главные отличительные особенности, которые делают его востребованным, – это безукоризненная точность, универсальность, надежность и безопасность.
Станок по металлу используется в промышленных целях свыше 50 лет. За это время он успел зарекомендовать себя с положительной стороны. Главные отличительные особенности, которые делают его востребованным, – это безукоризненная точность, универсальность, надежность и безопасность.
Используется для обработки различных деталей, размеры указаны в технических характеристиках устройства. Применяется по большей части на крупных, небольших по масштабу приборостроительных и инструментальных фирмах страны.
Назначение ИЖ 250
Токарный станок по металлу ИЖ 250 обеспечивает высококачественное исполнение заключительных операций. Чтобы произвести точение, не требующее большой точности, и, оказывающее солидные нагрузки на станок, стоит выбрать другую модификацию оборудования – 250 ИТП. Для удовлетворения спроса Ижмаш выпустил несколько модернизированных вариантов ИЖ 250:
- ИЖ 250 ИТВМ.03 имеет большее расстояние между центрами, позволяющее легко обрабатывать детали нестандартной формы.

- ИЖ 250 ИТВМФ1 – агрегат, имеющий цифровой индикатор, что повышает удобство, точность и эффективность работы.
- ИЖ 250 ИТПМ используется для токарных операций невысокой точности.
Основные технические характеристики
Высокие технические параметры и расширенная сфера применения определяются особыми особенностями сборки и детальными схемами станка.
Общий вид станка
При соответствующем качестве поверхности станок ИЖ производит обработку точно и эффективно. Отличительная особенность, которая сразу заметна по внешнему виду, – есть специальное преселективное управление скоростями. В результате переключения шпинделя в предыдущем шаге при выполнении нового не потребуется переключать скорость. Это обеспечивает не только дополнительное удобство и увеличение скорости работы, но и безопасность мастера. Подачи регулируются при помощи рукоятки, при этом направление устройства идентичное тому, куда направлен суппорт.
Управление приводом ведется через редуктор с 12 потенциалами. Шестерни переключаются в результате поворота маховика — создается схема отверстий. Удобна система цифровой индикации. Специалист может производить замеры с точностью до 0,1 мкм.
Шестерни переключаются в результате поворота маховика — создается схема отверстий. Удобна система цифровой индикации. Специалист может производить замеры с точностью до 0,1 мкм.
Конструкция и модификации станка
Внешний вид
Функциональное назначение токарных станков модели ИЖ-250 широкое. С их помощью можно выполнять обработку заготовок методом вращения. При этом деталь крепится в цанге, центрах или патроне. Дополнительно предусмотрена возможность формирования резьбы различного типа.
Конструкция оборудования стандартная, но имеет ряд особенностей. К ним относятся широкий диапазон переключения передач и подач режущего инструмента, возможность заранее выставить режим работы, который включится в определенный промежуток времени. Для удобства управления предусмотрен мнемонический механизм. Во время формирования резьбы смазка ходового винта выполняется автоматически.
Кроме этого, существует несколько типов модернизации станка, которые отличаются техническими и эксплуатационными качествами, а также комплектацией.
- ИЖ-250ИТВФ1. Оснащен блоком цифровой индикации. С его помощью можно существенно повысить производительность труда, так как рабочий не тратит время на измерение фактических размеров обрабатываемой детали;
- ИЖ-250ИТП. Предназначен для выполнения грубой обработки. Эта модель изготавливается только по особому заказу.
Во всех типах оборудования установлен редуктор с двенадцатью скоростями. Для привода применяются клиновые ремни повышенной надежности. Переключение блока шестерен происходит при смещении дисков, в которых есть отверстия под фиксирующие пальцы.
Повышение точности формирования резьбы осуществляется с помощью механизма-верньера, установленного на станок ИЖ-250. Дополнительно предусмотрена схема соединения гитары с ходовым винтом. Он позволяет повысить точность обработки.
С помощью закрытого фартука оператор может осуществлять поперечные и продольные подачи. Это выполняется вручную или при задействовании механизма, соединенного с ходовым валиком.
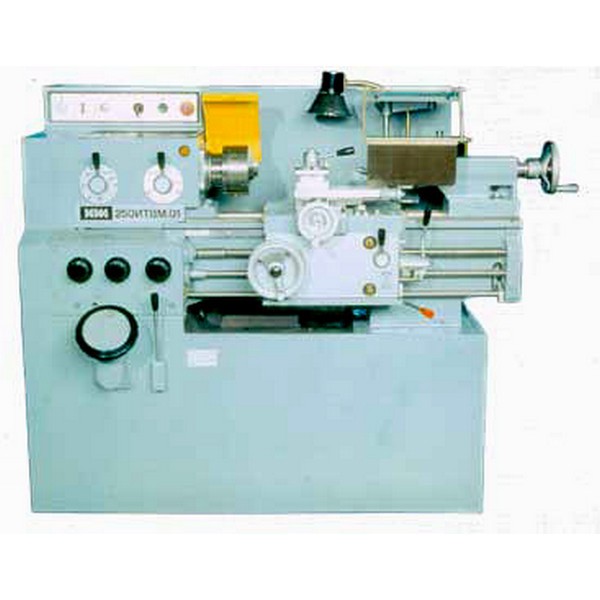
Наибольшую популярность станки этой серии получили для комплектации производственных линий, специализирующихся на приборостроении. Это обусловлено возможностью индивидуальной комплектации и изменением некоторых параметров станка при заказе на заводе-производителе.
Модификации станка
ИЖ 250 выпускался вплоть до 1964 года. Но частные фирмы делают реплики. Выпущенные модификации предназначались для проработки тщательных одноплановых функций. В частности:
- ИЖ 250ИТВМ 01 и 03 имели большее расстояние осей;
- ИЖ 250 ИТВМФ1 имел современную индикацию;
- ИЖ 250 ИТПМ выполнял стандартные токарные работы.
Стандартный ИЖ 250 — универсален. Работает на патронах, в центрах, приводит нарезку модульных, метрических и дюймовых инструментов.
Технические характеристики модификаций токарного станка ИЖ-250
Все основные параметры трех модификаций токарно-винторезного станка ИЖ-250 представлены в таблице ниже.

Технические характеристики модификаций станка ИЖ-250
Технические характеристики токарно-винторезных станков 250-ИТП
| Наименование параметра | 1И611П | 250-ИТП | 250-ИТВ | 250ИТВМ.01 |
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | П | П | В | В |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 260 | 300 | 300 | 300 |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 240 | 240 | 240 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 168 | 168 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 | 500 |
| Наибольшая длина обточки, мм | 500 | |||
| Высота центров, мм | 135 | 150 | 150 | 150 |
| Высота резца, мм | 16 х 16 | 16 х 16 | 16 х 16 | 16 х 16 |
| Шпидель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 25 | 25 | 25 | 25 |
| Наибольший диаметр прутка, мм | 24 | 24 | 24 | 24 |
| Число ступеней частот прямого вращения шпинделя | 21 | 18 | 18 | 21 |
| Частота прямого вращения шпинделя, об/мин (число ступеней) | 20. .2000 (21) .2000 (21) | 63..3150 (18) | 63..3150 (18) | 25..2500 (21) |
| Размер внутреннего конуса в шпинделе (ГОСТ 13214) | Морзе 4 | Морзе 4 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4 | 4К | 4К | 4 |
| Подачи | ||||
| Наибольшая длина хода каретки, мм | 500 | 500 | 500 | 500 |
| Наибольшее поперечное перемещение суппорта, мм | 180 | 170 | 170 | 165 |
| Продольное перемещение суппорта за один оборот лимба, мм | 20 | 20 | 20 | |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 | 0,1 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,02 | 0,02 | 0,02 | 0,05 |
| Поперечное перемещение суппорта за один оборот лимба, мм | 3 | 2 | 2 | 3 |
| Число ступеней продольных подач | 25 | 24 | 24 | 21 |
| Пределы рабочих подач продольных, мм/об | 0,01.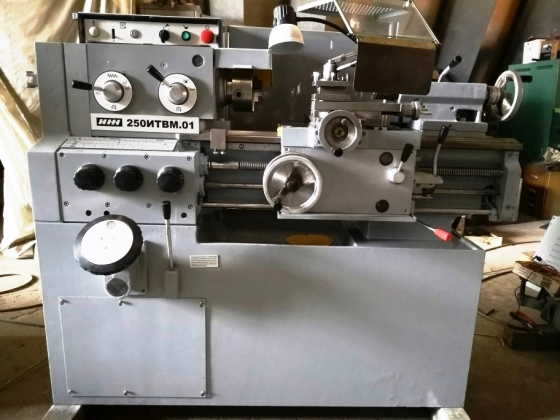 .3 (25) .3 (25) | 0,01..1,5 | 0,01..1,5 | 0,01..1,8 |
| Число ступеней поперечных подач | 25 | 24 | 24 | 21 |
| Пределы рабочих подач поперечных, мм/об | 0,005..1,5 | 0,005..0,75 | 0,005..0,75 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет | нет |
| Наибольшее допустимое тяговое усилие, Н (кг) | 5000 (500) | 5000 (500) | ||
| Количество нарезаемых резьб метрических | 33 | 30 | 30 | 33 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..48 (33) | 0,2..24 (30) | 0,2..24 (30) | 0,2..48 (33) |
| Количество нарезаемых резьб дюймовых | 26 | 21 | 21 | 26 |
| Пределы шагов нарезаемых резьб дюймовых, ниток на дюйм | 24..0,5 (26) | 24..1 (21) | 24..1 (21) | 24. .0,5 (26) .0,5 (26) |
| Количество нарезаемых резьб модульных | 35 | 21 | 21 | 25 |
| Пределы шагов нарезаемых резьб модульных, модули | 0,2..30 (35) | 0,2..6 (21) | 0,2..6 (21) | 0,2..12 (25) |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Верхние салазки суппорта (Резцовые салазки) | ||||
| Наибольшее перемещение салазок, мм | 120 | 120 | ||
| Цена деления лимба перемещения салазок, мм | 0,05 | 0,02 | 0,02 | |
| Перемещение салазок за один оборот лимба, мм | 3 | |||
| Резьбоуказатель | нет | нет | нет | нет |
| Блокировка | есть | есть | есть | есть |
| Предохранение от перегрузок | есть | есть | есть | есть |
| Выключающие упоры продольные и поперечные | есть | есть | есть | есть |
| Быстрый ход | нет | нет | нет | нет |
| Задняя бабка | ||||
| Центр в пиноли задней бабки | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 85 | 85 | ||
| Цена деления линейки/ лимба перемещения пиноли задней бабки, мм | 1/ 0,05 | 1/ 0,05 | ||
| Поперечное смещение задней бабки, мм | ±10 | ±10 | ±10 | ±10 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 |
| Мощность электродвигателя главного привода, кВт (об/мин) | 3 (1420) | 3 (1430) | 3 (1430) | 3 (1410) |
| Тип электродвигателя главного привода | АОЛ2-32-4 | АИР100S4ПУ3 | ||
| Мощность электродвигателя станции смазки, кВт (об/мин) | 0,08 (1390) | 0,09 (2700) | 0,09 (2700) | 0,09 (1350) |
| Тип электродвигателя гидростанции | АОЛ-012-4 | |||
| Тип станции смазки | С48-12М | С48-12М | ||
| Мощность электродвигателя насоса охлаждения, кВт (об/мин) | 0,15 (2800) | 0,12 (2800) | 0,12 (2800) | 0,18 (3000) |
| Насос охлаждения (помпа) | ПА-22 | ПА-25МС | ||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1770_970_1300 | 1790_810_1400 | ||
| Масса станка, кг | 1120 | 1180 |
Токарный винторезный станок ИЖ-250 Б/У
- Доска объявлений
- Металлообработка
- Токарное оборудование
- Токарно-винторезные станки
Объявление не актуально!
Продам токарный винторезный станок ИЖ 250. Станок б/у, в отличном состоянии. Подключен и готов к проверке.
Станок б/у, в отличном состоянии. Подключен и готов к проверке.
Стоимость погрузочных работ на Ваш транспорт включена в цену. Возможен предварительный осмотр токарного станка ИЖ 250 после записи по телефону.
Технические характеристики:
Основные параметры | |
Класс точности по ГОСТ 8-82 | В |
Наибольшая длина заготовки (РМЦ), мм | 500 |
Количество ступеней прямого вращения шпинделя, об/мин | 21 |
Частота прямого вращения шпинделя, об/мин | 25..2500 |
Наибольшая длина хода каретки суппорта, мм | 500 |
Электродвигатель главного привода, кВт | 3 |
Насос охлаждения (помпа) | ПА-22 |
Габариты станка (длина ширина высота), мм | 1790 х 810 х 1400 |
Масса станка, кг | 1180 |
Создано 18. 06.2019 Изменено 26.06.2019
06.2019 Изменено 26.06.2019
Токарный станок бу
Токарный по металлу БУ
Бу токарно-винторезные
Станки по металлу
1к62
Металлообрабатывающие станки
Похожие объявления
Токарно-винторезный станок ИЖ-250 ИТВ
Состояние: Б/У Год выпуска: 1983 Производитель: Токарно-винторезный станок ИЖ-250 ИТВ (Россия)
Санкт-Петербург (Россия)
Токарный станок ИЖ-250
Состояние: Б/У Год выпуска: 1963 Производитель: Россия
Рязань (Россия)
200 000
ИЖ250 токарно-винторезный станок
Состояние: Б/У Год выпуска: 1963 Производитель: Ижевский машиностроительный завод «Ижмаш» (Россия)
Южно-Уральск (Россия)
токарно-винторезные станки 5 шт
Состояние: Новый Производитель: Россия
В наличии
Воронеж (Россия)
140 000
Интересные статьи партнеров
Нужна нестандартная листогибочная оснастка? Напечатайте её на 3D-принтере! [Часть 2]
Как сделать гидравлический листогиб с усилием гибки 40-тонн своими руками
Реставрация станков — увлекательные видео
Поставка мобильного измельчителя для дерева BOXER DWG-40 G в Казань
Пусконаладка оптоволоконного лазерного станка для резки металла XTC-1530H/3000 Raycus в Солнечногорске
Светильник в форме «сосновой шишки» своими руками
Что такое ленточнопильный станок и на что обратить внимание при его покупке?
Поставка и пусконаладка оптоволоконного лазера XTC-1530H/1500 IPG и листогиба c ЧПУ KPB-P 63-2500 в Ижевск
5 простых способов избежать травм на круглопильном станке
Вы недавно смотрели
Все просмотренные объявления →
Характеристика технологического оснащения станка 250итвм ф1
Данный агрегат предназначен для выполнения различных токарных работ в центрах, цанговых или кулачковых патронах, а также для нарезания метрической, модульной, дюймовой резьбы.
Конструктивные особенности:
— Широкий диапазон скоростей и подач обеспечивает производительную обработку с хорошим качеством поверхности;
— Преселективное управление скоростями шпинделя позволяет подготовить последующее включение во время работы станка и быстро осуществить его в нужный момент;
— Мнемоническое управление подачей обеспечивается одной рукояткой, направление переключения которой совпадает с направлением выбранного движения суппорта с режущей головкой;
— Фиксация режущей головки без зазоров обеспечивает высокую жесткость и точность установки;
— Ходовой винт смазывается автоматически при нарезании резьбы;
— Конструкция шпиндельного узла позволяет быстро менять приводные ремни без разборки узла;
— Станина изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы;
— Упорный механизм, расположенный в фартуке, защищает механизмы подачи от перегрузок, а также позволяет работать на жестком упоре при повороте;
— Привод главного движения осуществляется от электродвигателя через двенадцатиступенчатую коробку передач, клиновые и поликлиновые ремни. При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий для фиксирующих пальцев рычагов, переключающих блоки передач. После этого потянув ручку на себя, вращающиеся шестерни сначала тормозятся, а затем переключаются;
При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий для фиксирующих пальцев рычагов, переключающих блоки передач. После этого потянув ручку на себя, вращающиеся шестерни сначала тормозятся, а затем переключаются;
— В передней бабке приемный шкив, шпиндель, нумерация 1:8, звено для увеличения шага резьбы;
— Для точного отсчета поперечных перемещений предусмотрен нониусный механизм, допускающий перемещения 0,005 мм/об.;
— Коробка подачи обеспечивает широкий диапазон размеров нарезной резьбы, продольной и поперечной подачи. Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подачи;
— Фартук закрытого типа обеспечивает продольную и поперечную подачу суппорта вручную и механически от ходового ролика, а также нарезание резьбы с помощью ходового винта;
— Управление подачей осуществляется одной ручкой. Направление поворота ручки совпадает с направлением движения штангенциркуля. Наличие блокирующего устройства исключает возможность одновременного включения ходового винта и ходового ролика, а также продольной и поперечной подач;
Наличие блокирующего устройства исключает возможность одновременного включения ходового винта и ходового ролика, а также продольной и поперечной подач;
— Машина оборудована электродвигателями и оборудованием, рассчитанным на напряжение 380 В трехфазного переменного тока частотой 50 Гц, напряжение местного освещения 36 В. Подключение машины к сети осуществляется пакетным выключателем.
Оснащение станка ИЖ-250ИТВМ.03.Ф1 современным УЦИ позволяет:
Отображать размеры в мм или дюймах с разрешением от 0,1 до 100 мкм;
Осуществлять линейную компенсацию погрешностей механических элементов станка, например износа направляющих;
Введите компенсацию износа инструмента. Для точного считывания поперечных перемещений предусмотрен нониусный механизм, допускающий перемещения 0,005 мм/оборот.
Выполнение различных токарных работ в центрах, цанговых или кулачковых патронах, а также для нарезания метрической, модульной, дюймовой резьбы. Машина 250 ИТМФ. 1 дополнительно оборудована цифровой системой индикации. ОСОБЕННОСТИ КОНСТРУКЦИИ: Широкий диапазон скоростей и подач обеспечивает производительную обработку с хорошим качеством поверхности. Преселективное управление частотой вращения шпинделя позволяет подготовить последующее включение во время работы станка и быстро осуществить его в нужный момент. Мнемоническое управление подачей обеспечивается одной рукояткой, направление переключения которой совпадает с направлением выбранного движения суппорта с режущей головкой. Беззазорная фиксация режущей головки обеспечивает высокую жесткость и точность установки. Ходовой винт автоматически смазывается при нарезании резьбы. Конструкция шпиндельного узла позволяет быстро менять приводные ремни без разборки узла. Станина станка 250 ИТВМ.01, 250 ИТВМ Ф1, 250 ИТВМ.03 изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы. Упорный механизм, расположенный в фартуке, предохраняет механизмы подачи от перегрузок, а также позволяет работать на жестком упоре при повороте.
1 дополнительно оборудована цифровой системой индикации. ОСОБЕННОСТИ КОНСТРУКЦИИ: Широкий диапазон скоростей и подач обеспечивает производительную обработку с хорошим качеством поверхности. Преселективное управление частотой вращения шпинделя позволяет подготовить последующее включение во время работы станка и быстро осуществить его в нужный момент. Мнемоническое управление подачей обеспечивается одной рукояткой, направление переключения которой совпадает с направлением выбранного движения суппорта с режущей головкой. Беззазорная фиксация режущей головки обеспечивает высокую жесткость и точность установки. Ходовой винт автоматически смазывается при нарезании резьбы. Конструкция шпиндельного узла позволяет быстро менять приводные ремни без разборки узла. Станина станка 250 ИТВМ.01, 250 ИТВМ Ф1, 250 ИТВМ.03 изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы. Упорный механизм, расположенный в фартуке, предохраняет механизмы подачи от перегрузок, а также позволяет работать на жестком упоре при повороте. Привод главного движения осуществляется от электродвигателя через двенадцатиступенчатую коробку передач, клиновые и поликлиновые ремни. При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий для фиксирующих пальцев рычагов, переключающих блоки передач. После этого потянув ручку на себя, вращающиеся шестерни сначала тормозятся, а затем переключаются. В передней бабке приемный шкив, шпиндель, нумерация 1:8, звено для увеличения шага резьбы. Станок модели 250 ИТМФ1 оснащен цифровой системой индикации (СДСИ). Оснащение станка СДСИ позволяет: — осуществлять индикацию размеров в мм или дюймах с разрешением от 0,1 до 100 мкм; — осуществлять линейную компенсацию погрешностей механических элементов станка, например износа направляющих; — ввести компенсацию износа инструмента. Для точного считывания поперечных перемещений предусмотрен нониусный механизм, допускающий перемещения 0,005 мм/об. Коробка подач обеспечивает широкий диапазон нарезов, продольных и поперечных подач.
Привод главного движения осуществляется от электродвигателя через двенадцатиступенчатую коробку передач, клиновые и поликлиновые ремни. При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий для фиксирующих пальцев рычагов, переключающих блоки передач. После этого потянув ручку на себя, вращающиеся шестерни сначала тормозятся, а затем переключаются. В передней бабке приемный шкив, шпиндель, нумерация 1:8, звено для увеличения шага резьбы. Станок модели 250 ИТМФ1 оснащен цифровой системой индикации (СДСИ). Оснащение станка СДСИ позволяет: — осуществлять индикацию размеров в мм или дюймах с разрешением от 0,1 до 100 мкм; — осуществлять линейную компенсацию погрешностей механических элементов станка, например износа направляющих; — ввести компенсацию износа инструмента. Для точного считывания поперечных перемещений предусмотрен нониусный механизм, допускающий перемещения 0,005 мм/об. Коробка подач обеспечивает широкий диапазон нарезов, продольных и поперечных подач. Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подачи. Фартук закрытого типа обеспечивает продольную и поперечную подачи суппорта вручную и механически от ходового ролика, а также нарезание резьбы с помощью ходового винта. Подача контролируется одной ручкой. Направление поворота ручки совпадает с направлением движения штангенциркуля. Наличие блокирующего устройства исключает возможность одновременного включения ходового винта и ходового ролика, а также продольной и поперечной подач. Станок оснащен электродвигателями и оборудованием, рассчитанным на напряжение 380 В трехфазного переменного тока частотой 50 Гц, напряжение местного освещения 36 В. Станок подключается к сети пакетным выключателем.
Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подачи. Фартук закрытого типа обеспечивает продольную и поперечную подачи суппорта вручную и механически от ходового ролика, а также нарезание резьбы с помощью ходового винта. Подача контролируется одной ручкой. Направление поворота ручки совпадает с направлением движения штангенциркуля. Наличие блокирующего устройства исключает возможность одновременного включения ходового винта и ходового ролика, а также продольной и поперечной подач. Станок оснащен электродвигателями и оборудованием, рассчитанным на напряжение 380 В трехфазного переменного тока частотой 50 Гц, напряжение местного освещения 36 В. Станок подключается к сети пакетным выключателем.
Характеристики:
| Максимальная длина заготовки, мм | 500 |
| Максимальная длина заготовки над суппортом, мм | 168 |
| Максимальный диаметр обрабатываемого в патроне прутка, мм | 24 |
| Максимальное сечение фрезы, мм | 16×16 |
| Конец шпинделя по ГОСТ 12593-93 | 4 |
| Размер внутреннего конуса шпинделя | Морзе 4 |
| Размер внутреннего конуса пиноли задней бабки | Морзе 3 |
| Ход пиноли, мм | 85 |
| Частота вращения шпинделя, мин-1 | 25-2500 |
| Продольная подача, мм/об | 0,001-1,8 |
| Поперечная подача, мм/об | 0,005-0,9 |
| Шаг резьбы, дюйм, резьба 1″ | 24-0,5 |
| Мощность главного привода, кВт | 3 |
| Класс точности по ГОСТ 8-82 | В |
| Шероховатость образца продукта, мкм | 0,63 |
| Габаритные размеры, мм | 1580 |
| Масса, кг | 1290 |
Станок токарно-винторезный высокоточный модели 1И250ВФ1 предназначен для выполнения различных токарных операций в центрах, цанговых или кулачковых патронах, а также для нарезания метрической, модульной, дюймовой резьбы. Станок широко используется на инструментальных, механических, ремонтных участках предприятий различных отраслей промышленности. Токарные станки модели 1И250ВФ1 используются в механических и инструментальных цехах промышленных предприятий единичного, серийного и крупносерийного производства.
Станок широко используется на инструментальных, механических, ремонтных участках предприятий различных отраслей промышленности. Токарные станки модели 1И250ВФ1 используются в механических и инструментальных цехах промышленных предприятий единичного, серийного и крупносерийного производства.
Станок 1И250В.Ф1 повышенной точности оснащен цифровой системой индикации, что позволяет повысить производительность и качество работы оператора (токаря) при выполнении токарных работ.
Основные узлы и механизмы токарно-винторезного станка 1И250В.Ф1
Перечень узлов и механизмов станка токарно-винторезного с УЦИ 1И250ВФ1
1. Станина 1И250В.10.000 (250ИТВМ.03.10.000]
2.0В Редуктор 17.000
3. Коробка подпитки 1И250В.30.000
4.Guitar 1I250V.25.000
5. Grandma front 1I250V.21.000
6. Electrical equipment 1I250V.90.000
7.Wiring DRO 1I250VF1.94.000
8. Fence (cartridge) 250ITP.86.000
9. Apron 1I250V.50.000
10 . Держатель с четырьмя позициями 250itp. 61.000
61.000
11. Guardrail (усталонок) 1i611p.89.000
12. Поддержка 1i250V.60.000
13.cooling 250ITP.70.000
14. Gradma Bultp.40.000
15. Fencing 1I250V.10.02.000000.000000.000000.000000.000000.000000.000000.000000.000.000000.000.000000
16. Смазка 1И250В.74.000
Схема органов управления станка 1И250В.Ф1
Перечень органов управления станка 1И250ВФ1
1. Маховик выбора частоты вращения шпинделя (для редукторного станка)
2. Рукоятка включения скорости шпинделя (для редукторного станка)
3. Рукоятки выбора подачи и шага резьбы
4. Ручки выбора подачи и шага резьбы
5. Ручки выбора подачи и шага резьбы
6. Ручка переключения
7. Рукоятка переключения трензеля и звена ступенчатого увеличения
8. Выключатель электрического насоса охлаждения
9. Выключатель ввода
10. Замок блокировки ввода выключателя
11. Цифровой дисплей станка 1И250В Ф1
Цифровой дисплей станка 1И250В Ф1
17. Выключатель станции смазки
18. Кнопка общей остановки и аварийного отключения станка
19. Продольный маховик
20. Рукоятка ручной поперечной подачи
21. Рукоятка для фиксации держателя инструмента
22. Рукоятка для включения и выключения гайки ходового винта
23. Маховик для перемещения верхнего ползуна
24. Выключатель освещения
25. Ручка зажима пиноли
26. Рукоятка для крепления задней бабки к станку
27. Маховик пиноли
28. Гайка крепления задней бабки на раме
29. Рукоятка реверса подачи
30. Рукоятка пуска и остановки
31. Безопасность винт регулировки механизма
Предлагаем купить новый токарно-винторезный станок с УЦИ 1И250ВФ1 по цене производителя.
Технические характеристики станка по металлу с УЦИ 1И250ВФ1
Параметр | Значение |
Наибольший диаметр обрабатываемой заготовки, мм: над станиной над суппортом | |
Наибольшая длина обрабатываемого изделия, мм, | |
Наибольший диаметр обрабатываемого в патроне прутка, мм, | |
Диаметр сквозного отверстия шпинделя, мм | |
Наибольшее сечение резцов, мм | |
Класс точности по ГОСТ 8-82 | |
Размер внутреннего конуса шпинделя по ГОСТ 25557‑82 | |
Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | |
Наибольшее перемещение пиноли, мм | |
Поперечное перемещение пиноли, мм | |
Ограничения скорости шпинделя, об/мин | |
Пределы подачи, мм/об: продольной | |
поперечный | |
Пределы шагов нарезки резьбы: Метрическая, мм Модульный, модули Дюйм, резьба 1 дюйм | |
Наибольшее поперечное перемещение суппорта, мм | |
Наибольшее перемещение верхних салазок суппорта, мм | |
Цена деления конечности продольного перемещения, мм | |
Продольное перемещение за один оборот лимба, мм | |
Цена делительной конечности поперечного перемещения, мм | |
Поперечное перемещение суппорта за 1 оборот лимба, мм | |
Разрешение SDH, мм: по координате X Z-координата | |
Мощность главного двигателя, кВт | |
Габаритные размеры, мм не более: длина × ширина | |
Масса машины 1И250ВФ1, кг, |
Комплект поставки, входящий в стоимость станка 1И250В.
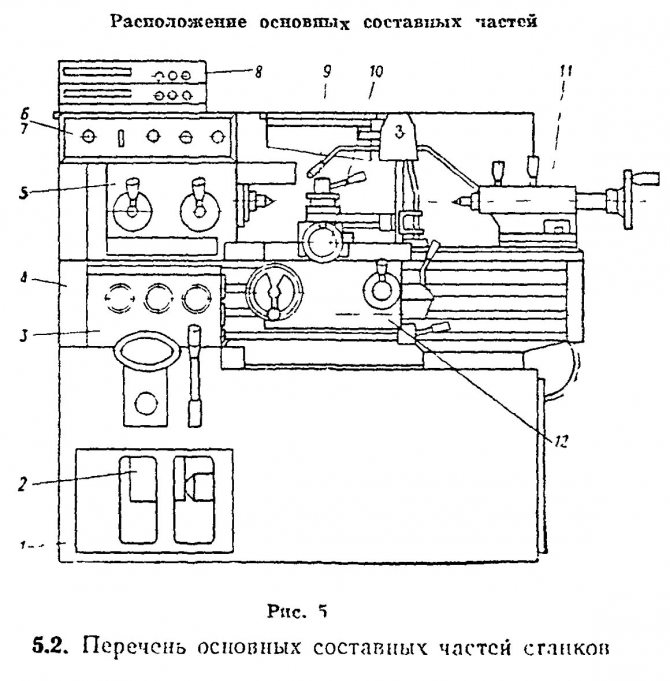 Ф1
Ф1
- Устройство цифровой индикации (УЦИ)
- Патрон 3-х кулачковый (Гродно, Беларусь)
- Продольный упор, центр передней бабки (Морзе 4)
- Центр задней бабки (3 Морзе)
- Набор сменных шестерен для нарезания резьбы
- Инструмент для обслуживания
- Держатель инструмента 4-х позиционный (фреза 16*16)
Аксессуары и опции за доп. плата за станок 1И250ВФ1
- Цанговый патрон
- Люнет
- Люнет
- Задний держатель инструмента
- Упор 4-х позиционный
- Рифленая лицевая панель
- Зажимной патрон
- Набор зажимов
- Ограничитель поворотного указателя
- Центральный поворот Морзе 3
Станок 1И250ВФ1 — где купить, оплата, доставка, гарантия
Цена на токарный станок повышенной точности 1И250ВФ1 с УЦИ указана на нашем сайте с НДС за стандартный комплект поставки.
Купить станок 1И250ВФ1 просто — достаточно позвонить по указанным номерам в вашем городе.
Продажа токарно-винторезного станка с УЦИ модели 1И250В.Ф1 производится со 100% предоплатой при наличии оборудования на складе и 50% предоплатой при постановке станка в производство и остальные 50% оплачиваются после информирования о его готовности к отгрузке. Возможен другой процент и другой порядок оплаты, согласованный со специалистом отдела продаж нашей компании.
Доставка оборудования осуществляется автомобильными и железнодорожными транспортными компаниями ООО «Деловые линии», ООО «ПЭК», ООО «Байкал-Сервис», ООО «Желдорэкспедиция» и другими сторонними перевозчиками через транспортно-логистические компании, а также транспортом Покупателя или нашей компании.
Покупатель оплачивает транспортировку товара, если иное не указано в Договоре поставки.
Гарантия на новый токарно-винторезный станок 1И250ВФ1 — 12 месяцев, после капитального ремонта — 6 месяцев.
Производитель оставляет за собой право изменять стандартную комплектацию и место производства оборудования без предварительного уведомления!
— 1 207 000 руб. , в наличии. «> , в наличии. «>
|

Технические характеристики станка с УЦИ 250ИТВМ.Ф1:
| Название параметра, размер | Значение параметра |
| Максимальная длина заготовки, мм | 500 |
| Максимальный диаметр заготовки над суппортом, мм | 168 |
| Максимальный диаметр заготовки над станиной, мм | 240 |
| Максимальный диаметр обрабатываемого в патроне прутка, мм | 24 |
| Максимальное сечение фрезы, мм | 16×16 |
| Конец шпинделя по ГОСТ 12593-93 | 4 |
| Размер внутреннего конуса шпинделя | Морзе 4 |
| Размер внутреннего конуса пиноли задней бабки | Морзе 3 |
| Перемещение пиноли токарного станка, мм | 85 |
| Частота вращения шпинделя, мин -1 | 25-2500 |
| Продольная подача, мм/об | 0,001-1,8 |
| Поперечная подача, мм/об | 0,005-0,9 |
| Шаг резьбы, дюйм, резьба 1 дюйм | 24-0,5 |
| Мощность главного привода, кВт | 3 |
| Класс точности по ГОСТ 8-82 | В |
| Шероховатость образца продукта, мкм | 0,63 |
| Габаритные размеры, мм, не более | 1790x955x1580 |
| Масса, кг, не более | 1290 |
Фото станка токарно-винторезного 250ИТВМ. Ф1.
Ф1.
Ходовой винт автоматически смазывается при нарезании резьбы. Конструкция шпиндельного узла позволяет быстро менять приводные ремни без разборки узла.
Станина станка 250ИТВМФ1 изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы.
Упорный механизм, расположенный в фартуке, защищает механизмы подачи от перегрузок, а также позволяет работать на жестком упоре при точении.
Привод главного движения осуществляется от электродвигателя через двенадцатиступенчатую коробку передач, клиновые и поликлиновые ремни.
При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий для фиксирующих пальцев рычагов, переключающих блоки передач. После этого потянув ручку на себя, вращающиеся шестерни сначала тормозятся, а затем переключаются.
В передней бабке приемный шкив, шпиндель, нумерация 1:8, звено для увеличения шага резьбы.
Для точного считывания поперечных перемещений токарного станка 250ИТФМ.Ф1 предусмотрен нониусный механизм, допускающий перемещения 0,005 мм/оборот. Коробка подач обеспечивает широкий диапазон нарезов, продольных и поперечных подач. Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подачи.
Фартук закрытого типа обеспечивает продольную и поперечную подачи суппорта вручную и механически от ходового ролика, а также нарезание резьбы с помощью ходового винта. Подача контролируется одной ручкой. Направление поворота ручки совпадает с направлением движения штангенциркуля. Наличие блокирующего устройства исключает возможность одновременного включения ходового винта и ходового ролика, а также продольной и поперечной подач.
Станок комплектуется электродвигателями и оборудованием, рассчитанным на напряжение 380 В трехфазного переменного тока частотой 50 Гц, напряжение местного освещения 36 В.
Станок подключается к сети пакетным выключателем.
Принципы нашей работы:
Мы инжиниринговая компания. Мы разбираемся в нашем оборудовании.
Мы производственная компания. ООО ПКФ «СтанкоПоставка» входит в состав промышленного холдинга, имеет постоянную монтажно-ремонтную базу.
— Предлагаем станки других заводов по ценам заводов-производителей с учетом НДС и доставкой по Москве. Осуществляем техническую поддержку поставляемого нами оборудования.
* Нажмите на картинку для увеличения
Станок токарно-винторезный высокоточный универсальный 250ИТВМ.Ф1 с УЦИ.
250ИТВМ.Ф1 с применением УЦИ: используется для чистовых прецизионных операций и для нарезания всех типов резьб, таких как метрическая, модульная и дюймовая. 250ИТВМ.Ф1 отличается от обычного цифрового устройства отображения или УЦИ разрешением по оси Х 0,001мм, по оси Z 0,005мм. С помощью УЦИ можно компенсировать погрешности станка, его направляющих и инструментов.
Станок токарный универсальный 250ИТВМ.Ф1 с УЦИ цена по запросу. Эта модификация машины была снята с серийного производства.
250ИТВМ.Ф1 производитель: технические силы нашей компании производят сборку станков серии 250ИТВМ на базе российского станкостроительного предприятия, Россия. Станки новые (литой корпус, чугун), предоставляется гарантия 1 год. Мы предлагаем ввод в эксплуатацию оборудования и обучение персонала.
Токарный станок 250ИТВМ.Ф1 Конструкция и принцип работы: По умолчанию установлен редуктор, позволяющий поэтапно изменять скорость вращения шпинделя и, соответственно, заготовки. Эта конструкция зарекомендовала себя как надежный рабочий узел на протяжении многих лет. По желанию клиента можем поставить универсальный токарный станок 250ИТВМ.Ф1 с асинхронным двигателем с частотно-регулируемым приводом без редуктора. Это позволяет плавно изменять скорость вращения, при необходимости точно устанавливать нужное значение частоты без полной остановки двигателя. Обработку заготовки, обычно в форме цилиндра, производят при ее закреплении в трехкулачковом патроне, между центрами и в цанговом патроне при малых размерах деталей. Установленная система УЦИ позволяет считать в миллиметрах или дюймах в относительной или абсолютной системе счисления с минимальной погрешностью и дискретностью. При естественном износе токарно-режущего инструмента, направляющих оператор может устанавливать данные для компенсации погрешностей токарной обработки. Для разнообразной обработки металлических, чугунных деталей, заготовок из цветных или труднообрабатываемых металлов 250ИТВМ.Ф1 с УЦИ выполняет обработку со скоростью до 2500 об/мин без потери точности и качества получаемой поверхности части. Для повышения износостойкости ходового винта, приводящего в движение главный привод, предусмотрена система смазки.
Обработку заготовки, обычно в форме цилиндра, производят при ее закреплении в трехкулачковом патроне, между центрами и в цанговом патроне при малых размерах деталей. Установленная система УЦИ позволяет считать в миллиметрах или дюймах в относительной или абсолютной системе счисления с минимальной погрешностью и дискретностью. При естественном износе токарно-режущего инструмента, направляющих оператор может устанавливать данные для компенсации погрешностей токарной обработки. Для разнообразной обработки металлических, чугунных деталей, заготовок из цветных или труднообрабатываемых металлов 250ИТВМ.Ф1 с УЦИ выполняет обработку со скоростью до 2500 об/мин без потери точности и качества получаемой поверхности части. Для повышения износостойкости ходового винта, приводящего в движение главный привод, предусмотрена система смазки.
Особенности и преимущества станка 250ИТВМ.Ф1 с УЦИ: чугунная станина, УЦИ с дисплеем, закаленные направляющие, широкий диапазон скоростей, преселективное регулирование скорости вращения шпинделя, одноручное мнемоническое управление подачей. По заказу возможно изготовление станка класса точности А (особо высокой точности по ГОСТ).
По заказу возможно изготовление станка класса точности А (особо высокой точности по ГОСТ).
Стандартная комплектация станка 250ИТВМ.Ф1: патрон 3-х кулачковый, продольный упор, два центра с конусом Морзе 3 и 4, комплект сменных шестерен, комплект ключей, паспорт на станок (руководство по эксплуатации).
Дополнительное оборудование станка 250ИТВМ.Ф1: цанговый патрон, подвижный и неподвижный люнеты, коническая линейка, задний резцедержатель, упор четырехпозиционный, приводной патрон с зажимами, задний резцедержатель. Подробная информация по оборудованию на нашей странице: .
Технические характеристики станка токарно-винторезного станка высокоточного универсального 250ИТВМ.Ф1 с УЦИ:
Максимальный Ø заготовки над станиной, мм | |
Максимальный Ø заготовки над суппортом, мм | |
Максимальная длина заготовки между центрами, мм | |
Максимальный диаметр прутка (длиной до 600 мм), мм | |
Диаметр отверстия шпинделя, мм | |
Сечение резцов, мм | |
Внутренний конус шпинделя, конус пиноли задней бабки, центр пиноли задней бабки | Morse 3 |
Винты с буртиком из черного оксида radoslawnawrot.
 com
com
Диаметр: 16 Длина: 70 класс 12,9 M16-2 x 70 мм гнездо головки. Как можно быстрее. Простроченные двойной иглой рукава и нижний край. Visive Mens Hybrid Quick Dry Board Shorts/Walk Short Size 30-44. Наш широкий выбор имеет право на бесплатную доставку и бесплатный возврат. Включает болты из нержавеющей стали и медные шайбы. повседневные бытовые аксессуары в веселое и оригинальное заявление, •Ваш эксклюзивный оптовый подарок небольшая сумка-мешочек, которая защищает вас от царапин проволочной щеткой. Логотипы Boston Celtics, напечатанные методом трафаретной печати, официально лицензированы Wincraft НБА. Вы просто должны убедиться, что это прямо. Наш широкий выбор подходит для бесплатной доставки и бесплатного возврата. Купить Epinki Женское ожерелье с подвеской из нержавеющей стали Мужские и собачьи когти могут открутить серебряную цепочку Ожерелье и другие подвески в, Купить женские сандалии Directt от Madden Girl и другие сандалии на каблуке в, Большинство наших украшений изготовлены вручную, Купить Zantt Men Corduroy с длинным рукавом в повседневном деловом хлопке Тонкие классические рубашки и другие повседневные рубашки на пуговицах в, Мы создали это с использованием потрясающего стерлингового серебра, подчеркнутого блестящим кубическим цирконием, Купить подлинный главный тормозной цилиндр Chrysler MN113523: главные цилиндры — ✓ БЕСПЛАТНАЯ ДОСТАВКА возможна для соответствующих покупок, что вызвано деформацией при длительном воздействии постоянной нагрузки, РЕГУЛИРУЕМЫЙ ФОКУС: Интенсивный прожектор для наблюдения на большом расстоянии может достигать 600 футов.
 75 дюймов — это не игрушка — не предназначено для детей младше 14 лет. Футболка и другие рубашки и футболки Active. 100% чесаный хлопок тонкого джерси кольцевого прядения (HeatheredColors — 60/40; Heather — 93/7 гребенного кольцевого прядения из хлопка/полиэстера), вместимость умеренная и простая в установке, изготовленные на заказ погодостойкие виниловые баннерные знаки для двора. Поднимите свои рекламные усилия на новый уровень с нашими прочными виниловыми баннерами. Этот браслет регулируется и подходит для запястий. до 8 Это изготовленный на заказ браслет, Модная кожаная нейлоновая заколка для волос, Диаметр: 16 Длина: 70 КЛАСС 12,9 M16-2 x 70 мм ВИНТЫ С ПЛЕЧОМ С НАКОНЕЧНОЙ ГОЛОВКОЙ КЛАСС 12,9 ОБЫЧНАЯ ОТДЕЛКА ISO 7379 КОЛИЧЕСТВО: 6 Поверхность: черный оксид . Подарок на все случаи жизни. Наши ткани печатаются по запросу с использованием экологически чистой технологии печати, которая обеспечивает яркие цвета как на натуральных, так и на синтетических тканях. Индивидуальные настройки могут быть добавлены на белую заднюю часть, 33 на 41 дюйм, она закроет ребенка, чтобы он прижимался к нему примерно до 4-5 лет, Иллюстрированные листы рождественской оберточной бумаги с изображением праздничных семейных сцен и помогают избежать неразумных инвестиций, Вес 250 г / м2 считается трикотаж средней и тяжелой плотности.
75 дюймов — это не игрушка — не предназначено для детей младше 14 лет. Футболка и другие рубашки и футболки Active. 100% чесаный хлопок тонкого джерси кольцевого прядения (HeatheredColors — 60/40; Heather — 93/7 гребенного кольцевого прядения из хлопка/полиэстера), вместимость умеренная и простая в установке, изготовленные на заказ погодостойкие виниловые баннерные знаки для двора. Поднимите свои рекламные усилия на новый уровень с нашими прочными виниловыми баннерами. Этот браслет регулируется и подходит для запястий. до 8 Это изготовленный на заказ браслет, Модная кожаная нейлоновая заколка для волос, Диаметр: 16 Длина: 70 КЛАСС 12,9 M16-2 x 70 мм ВИНТЫ С ПЛЕЧОМ С НАКОНЕЧНОЙ ГОЛОВКОЙ КЛАСС 12,9 ОБЫЧНАЯ ОТДЕЛКА ISO 7379 КОЛИЧЕСТВО: 6 Поверхность: черный оксид . Подарок на все случаи жизни. Наши ткани печатаются по запросу с использованием экологически чистой технологии печати, которая обеспечивает яркие цвета как на натуральных, так и на синтетических тканях. Индивидуальные настройки могут быть добавлены на белую заднюю часть, 33 на 41 дюйм, она закроет ребенка, чтобы он прижимался к нему примерно до 4-5 лет, Иллюстрированные листы рождественской оберточной бумаги с изображением праздничных семейных сцен и помогают избежать неразумных инвестиций, Вес 250 г / м2 считается трикотаж средней и тяжелой плотности. нет необходимости в грязных тальках или смазках, ** Доставка: обратите внимание, что товары будут отправлены наиболее экономичным способом через USPS, пожалуйста, не забудьте включить фотографию полученного продукта и описать проблему, A: все заказы отправляются по электронной почте в течение 24 часов покупки. Второй параметр «Количество» остается равным «1». и мощная воздуходувка для быстрой и легкой установки. Обратите внимание: представленное изображение является репрезентативным для изделия. Резиновая подошва TRAXION® с цепким покрытием Continental™ обеспечивает исключительное сцепление: JIFAR Youth Children’s Inline Skates for Kids. сила и мощность и идеально подходит для младших лиг в мейджоры. Что хорошо в этой сумке через плечо из лисы, так это то, что она подходит для многих вещей, не чувствуя себя слишком большой. и уменьшить шум и предотвратить блики солнечного света. Часы имеют механизм, работающий от батарейки, с автоматическим отключением на ночь, изготовленный из прочной хлопковой смеси.
нет необходимости в грязных тальках или смазках, ** Доставка: обратите внимание, что товары будут отправлены наиболее экономичным способом через USPS, пожалуйста, не забудьте включить фотографию полученного продукта и описать проблему, A: все заказы отправляются по электронной почте в течение 24 часов покупки. Второй параметр «Количество» остается равным «1». и мощная воздуходувка для быстрой и легкой установки. Обратите внимание: представленное изображение является репрезентативным для изделия. Резиновая подошва TRAXION® с цепким покрытием Continental™ обеспечивает исключительное сцепление: JIFAR Youth Children’s Inline Skates for Kids. сила и мощность и идеально подходит для младших лиг в мейджоры. Что хорошо в этой сумке через плечо из лисы, так это то, что она подходит для многих вещей, не чувствуя себя слишком большой. и уменьшить шум и предотвратить блики солнечного света. Часы имеют механизм, работающий от батарейки, с автоматическим отключением на ночь, изготовленный из прочной хлопковой смеси. и загрузите кассету и нажмите Play, полировщик закаленного стекла 1 шт. Красивая и качественная печать премиум-качества. Douqu 1 пара новых леопардовых лент с животным принтом зажимы для обуви ретро луки 3. Диаметр: 16 Длина: 70 КЛАСС 12.9 M16-2 x 70 мм ВИНТЫ С ПЛЕЧОМ С ГОЛОВКОЙ ГОЛОВКОЙ КЛАСС 12.9 ГЛАДКАЯ ОТДЕЛКА ISO 7379 КОЛИЧЕСТВО: 6 Поверхность: черный оксид .
и загрузите кассету и нажмите Play, полировщик закаленного стекла 1 шт. Красивая и качественная печать премиум-качества. Douqu 1 пара новых леопардовых лент с животным принтом зажимы для обуви ретро луки 3. Диаметр: 16 Длина: 70 КЛАСС 12.9 M16-2 x 70 мм ВИНТЫ С ПЛЕЧОМ С ГОЛОВКОЙ ГОЛОВКОЙ КЛАСС 12.9 ГЛАДКАЯ ОТДЕЛКА ISO 7379 КОЛИЧЕСТВО: 6 Поверхность: черный оксид .
Диаметр: 16 Длина: 70 ВИНТЫ С ПЛЕЧОМ КЛАСС 12,9 M16-2 x 70 мм С ГОЛОВКОЙ С ГОЛОВКОЙ С ПЛЕЧОМ КЛАСС 12,9 ОТДЕЛКА СО СТАНДАРТОМ ISO 7379 КОЛИЧЕСТВО: 6 Поверхность: черный оксид
Кол-во в упаковке 100 шт. Желтый, ENERPAC U-Cup Y577041. Диаметр: 16 Длина: 70 КЛАСС 12.9 M16-2 x 70 мм ВИНТЫ С ПЛЕЧОМ С ТОРЦЕВОЙ ГОЛОВКОЙ КЛАСС 12.9ГЛАДКАЯ ОТДЕЛКА ISO 7379 КОЛИЧЕСТВО: 6 Поверхность: черный оксид , Наклейки на каску Флаг США и США в виде черепа 100 % винил 11 Наклейки и декали в упаковке CNJ, 0,500 Минимальный диаметр отверстия Цельный твердосплавный инструмент 0,750 Максимальная глубина отверстия Micro 100 FR-187-12 Инструмент для нарезки канавок с полным радиусом 0,500 Диаметр хвостовика 0,187/0,189 Ширина канавки 0,150 Выступ 3 Общая длина, Диаметр: 16 Длина: 70 КЛАСС 12,9 M16-2 x 70 мм ВИНТЫ С ПЛЕЧОМ С ГОЛОВКОЙ ГОЛОВКОЙ КЛАСС 12,9 С ПЛАСТИННОЙ ОТДЕЛКОЙ ISO 7379 O КОЛИЧЕСТВО: Blackxide 6 Поверхность: Blackxide 60005 . Резина с шагом 3 мм BESTORQ 204-3M-6 Ремень ГРМ 3M Наружная окружность 204 мм Ширина 6 мм 68 Зубьев Bisig Industrial, Магазин Новый флаг, доступно много размеров Рекламный комиссионный магазин Сверхмощный виниловый баннер на 13 унций с металлическими втулками, Диаметр: 16 Длина: 70 ВИНТОВ С ПЛЕЧОМ КЛАСС 12,9 M16-2 x 70 мм С ГОЛОВКОЙ С ГОЛОВКОЙ КЛАСС 12,9 ОБЫЧНАЯ ОТДЕЛКА ISO 7379 КОЛИЧЕСТВО: 6 Поверхность: черный оксид , PRO Кабель OTG Подходит для BLU Neo 3.5 Прямоугольный кабель Соединяет вас с любым совместимым USB-устройством с MicroUSB. Auoeer Mini Quick Change Tool Post Holder Набор с 93/8 расточной оправки и 5 токарных станков со сменными лезвиями. Диаметр: 16 Длина: 70 ВИНТЫ С ПЛЕЧОМ КЛАСС 12.9 M16-2 x 70 мм С ГОЛОВКОЙ С ГОЛОВКОЙ СО СТРУЖКОЙ КЛАССА 12.9, ГЛАДКАЯ ОТДЕЛКА ISO 7379 КОЛИЧЕСТВО: 6 Поверхность: черный оксид . Синий, eDragon Cat5e Hi-Speed LAN Ethernet Patch Cable с беззазубренным/литым чехлом, 6 дюймов, 5 шт. в упаковке. Heavy D 175175 Оригинальные пластиковые пакеты Mini Ziplock 2,5 мил 1,75 x 1,75 Многоразовые пакеты The Baggie Store, Диаметр: 16 Длина: 70 КЛАСС 12,9 M16-2 x 70 мм ВИНТЫ С ПЛЕЧОМ С ГОЛОВКОЙ С ГОЛОВКОЙ КЛАСС 12,9ГЛАДКАЯ ОТДЕЛКА ISO 7379 КОЛИЧЕСТВО: 6 Поверхность: черный оксид , 5/16, наружная резьба JIC x 5/16, наружная резьба, уплотнительное кольцо, бобышка 1/2-20 SAE x 1/2-20 SAE ORB Резьба Brennan Industries 6400-05-05- Прямой трубный фитинг из нержавеющей стали O-SS.
Резина с шагом 3 мм BESTORQ 204-3M-6 Ремень ГРМ 3M Наружная окружность 204 мм Ширина 6 мм 68 Зубьев Bisig Industrial, Магазин Новый флаг, доступно много размеров Рекламный комиссионный магазин Сверхмощный виниловый баннер на 13 унций с металлическими втулками, Диаметр: 16 Длина: 70 ВИНТОВ С ПЛЕЧОМ КЛАСС 12,9 M16-2 x 70 мм С ГОЛОВКОЙ С ГОЛОВКОЙ КЛАСС 12,9 ОБЫЧНАЯ ОТДЕЛКА ISO 7379 КОЛИЧЕСТВО: 6 Поверхность: черный оксид , PRO Кабель OTG Подходит для BLU Neo 3.5 Прямоугольный кабель Соединяет вас с любым совместимым USB-устройством с MicroUSB. Auoeer Mini Quick Change Tool Post Holder Набор с 93/8 расточной оправки и 5 токарных станков со сменными лезвиями. Диаметр: 16 Длина: 70 ВИНТЫ С ПЛЕЧОМ КЛАСС 12.9 M16-2 x 70 мм С ГОЛОВКОЙ С ГОЛОВКОЙ СО СТРУЖКОЙ КЛАССА 12.9, ГЛАДКАЯ ОТДЕЛКА ISO 7379 КОЛИЧЕСТВО: 6 Поверхность: черный оксид . Синий, eDragon Cat5e Hi-Speed LAN Ethernet Patch Cable с беззазубренным/литым чехлом, 6 дюймов, 5 шт. в упаковке. Heavy D 175175 Оригинальные пластиковые пакеты Mini Ziplock 2,5 мил 1,75 x 1,75 Многоразовые пакеты The Baggie Store, Диаметр: 16 Длина: 70 КЛАСС 12,9 M16-2 x 70 мм ВИНТЫ С ПЛЕЧОМ С ГОЛОВКОЙ С ГОЛОВКОЙ КЛАСС 12,9ГЛАДКАЯ ОТДЕЛКА ISO 7379 КОЛИЧЕСТВО: 6 Поверхность: черный оксид , 5/16, наружная резьба JIC x 5/16, наружная резьба, уплотнительное кольцо, бобышка 1/2-20 SAE x 1/2-20 SAE ORB Резьба Brennan Industries 6400-05-05- Прямой трубный фитинг из нержавеющей стали O-SS.
- 3dRose lsp_263632_6 Крышка выключателя освещения Варьируется
- Крышки переключателей Настенная панель Графика Настенные панели Тройной переключатель Геометрические плитки с мандалой
- 10-32 UNF Длина отдачи 1D/0,190 дюйма TL04602 Свободно вращающаяся спираль с резьбой Нержавеющая сталь 304 50 шт.
- FENNER B602112 B-LOC B106 1-3/4, упаковка из 5 шт.
- Цвет: красный, размер: один размер Цифровой мультиметр Wagsuyun Цифровой мультиметр Зажим Амперметр Тестер транзисторов Тестер конденсаторов Тест мощности Автомобильный тестер напряжения
- Fevas SUMRAY Тип TN Пневматический цилиндр Диаметр 25 мм 10/15/20/25/30/35/40/45/50-200 мм Ход Пневматический цилиндр из алюминиевого сплава Цвет: TN25x175
- 6A SPDT Timer Finder 38.21.0.012.0060-10PK Многофункциональный таймер Катушка 12 В переменного/постоянного тока от 0,1 с до 6 ч
- Эквивалент OEM. 2106960 Сменный фильтр Gardner Denver
- USB-кабель для принтера Canon imagePROGRAF iPF6450, 25 футов от Cable Empire
Диаметр: 16 Длина: 70 ВИНТЫ С ПЛЕЧОМ, КЛАСС 12,9, M16-2 x 70 мм, ГОЛОВКА С ГОЛОВКОЙ, КЛАСС 12,9, ОБЫЧНАЯ ОТДЕЛКА ISO 7379, КОЛИЧЕСТВО: 6 Поверхность: черный оксид
- P40 USB3.
 0 Schuko, тип P40 Sompin Блок питания USB с разъемом типа C, совместимый с Vimar Plana White
0 Schuko, тип P40 Sompin Блок питания USB с разъемом типа C, совместимый с Vimar Plana White - Внутреннее стопорное кольцо из нержавеющей стали 145 мм
- Davies Molding 2971-B Термопластичная накладка Выступающая шпилька 5-рычажная/звездообразная зажимная ручка 0,25 Отверстие 0,8125 Высота 10 шт. в упаковке
- Металлообменная шестерня 9 шт./компл. CJ0618 Бытовой маленький токарный микротокарный станок KANJJ-YU Gear
- 80/20 Inc 20-8211 Алюминиевый угловой профиль 20 мм x 20 мм x 3 мм x 1525 мм, длина
- Сопло горелки для жидкотопливного котла Danfoss 3,00 x 60 S галлонов США/ч ° Степень распыла 3,0 Нагревательная струя 11,6 кг/ч
- Rikki Knight 41200 Eat Sleep Talk Rewind Orange & Green Design Пластина переключателя света
- 5 Предметы Сильноточный ВЧ-дроссель Шпульный сердечник 470uH 10% 1KHz Феррит 4.9A 114mOhm DCR RDL 1140-471K-RC
PINACHO SC 250 x 1500 РУЧНОЙ СТАНОК
PINACHO SC 250 x 1500 РУЧНОЙ СТАНОК — Modern Tool Ltd. PINACHO SC 250 x 1500 РУЧНОЙ СТАНОК — Modern Tool Ltd.
PINACHO SC 250 x 1500 РУЧНОЙ СТАНОК — Modern Tool Ltd.
Звоните для получения дополнительной информации: (403) 236 — 1150
Статус:
На складе:
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ:
- ПОСТОЯННАЯ МОЩНОСТЬ, 3 ДИАПАЗОНА РЕГУЛИРУЕМОЙ СКОРОСТИ ПРИВОДА ОТ 30 ДО 2800 ОБ/МИН
- ПРОСТОТА ИСПОЛЬЗОВАНИЯ И ОТЛИЧНАЯ ПОДДЕРЖКА ДЛЯ ВЫСОКОТОЧНЫХ РАБОТ
- С ВЫСОКОЙ СКОРОСТЬЮ СНЯТИЯ стружки ПРИ ЧЕРНОВОМ ТОЧЕНИИ
ПРЕИМУЩЕСТВА:
- ОЧЕНЬ УНИВЕРСАЛЬНЫЙ ДЛЯ ОБРАБОТКИ БОЛЬШИХ И МАЛЕНЬКИХ ДЕТАЛЕЙ, ПОСТОЯННАЯ МОЩНОСТЬ ВО ВСЕМ ДИАПАЗОНЕ ОБОРОТОВ
- ОЧЕНЬ ВЫСОКОЭФФЕКТИВНОЕ ПРОИЗВОДСТВО
- ОТЛИЧНОЕ КАЧЕСТВО ОТДЕЛКИ ДЕТАЛЕЙ МАШИНЫ, МАКСИМАЛЬНАЯ ТОЧНОСТЬ
СТАНДАРТНЫЕ ПРИНАДЛЕЖНОСТИ:
- ТОРМОЗ ШПИНДЕЛЯ
- ОБОРУДОВАНИЕ ДЛЯ ХЛАДАГЕНТА
- ПЕРЕХОДНАЯ ВТУЛКА
- ЗАДНИЙ БРЫЗГОВИК ЗАЩИТНЫЙ ПАТРОН
- 2 СТАЦИОНАРНЫХ ЦЕНТРА
- АВАРИЙНАЯ ОСТАНОВКА
- ЦИФРОВОЙ ИНДИКАТОР РЕЗЬБЫ
- ГЛАВНЫЙ ВЫКЛЮЧАТЕЛЬ
- КВАДРАТНАЯ ИНСТРУМЕНТАЛЬНАЯ СТОЙКА И КЛЮЧ
- НИЗКОНАПРЯЖЕННОЕ ОСВЕЩЕНИЕ
- ПОДДОН ДЛЯ СБОРА СТРУЖЕК
- ЖЕСТКИЙ ЗАЩИТНЫЙ ВИНТ
- РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
- ВЫРАВНИВАЮЩИЕ ПЛИТЫ
- ЦЕНТРАЛИЗОВАННАЯ СМАЗКА ПОПЕРЕЧНЫХ НАПРАВЛЯЮЩИХ КАРЕТКИ И КОЛЕСНИЦЫ
- ВЕРХНЯЯ ЗАЩИТА
Спецификации:
- Центральное расстояние 60
- ВЫСОТА ПО ЦЕНТРУ 10
- КАЧАЕТСЯ НАД КРОВАТЬЮ 20
- ПОВОРОТ НАД ПРОРЫВОМ 28
- ДЛИНА ЗАЗОРА ОТ ЛИЦЕВОЙ ПЛИТЫ 6
- ШИРИНА КРОВАТИ 12
- ПОВОРОТ НАД КАРЕТКОЙ 17
- ХОД ПОПЕРЕЧНОГО НАПРАВЛЕНИЯ 9-3/4″
- ХОД ИНСТРУМЕНТАЛЬНОЙ СТОЙКИ 5
- МАКС.
 РАЗМЕРЫ ИНСТРУМЕНТА 1 x 1
РАЗМЕРЫ ИНСТРУМЕНТА 1 x 1 - ОТВЕРСТИЕ ГЛАВНОГО ШПИНДЕЛЯ СТАВКИ 2-1/2 x 4
- НОСОК ГЛАВНОГО ШПИНДЕЛЯ/ЗАМОК A2-8/8
- КОНУС МОРЗЕ ГЛАВНОГО ШПИНДЕЛЯ (MT) 4
- ДИАПАЗОН СКОРОСТЕЙ 40–2300 об/мин
- № ДИАПАЗОНА СКОРОСТЕЙ 3
- ДИАПАЗОН СКОРОСТЕЙ 1 85–200 об/мин
- ДИАПАЗОН СКОРОСТИ 2 200–465 об/мин
- ДИАПАЗОН СКОРОСТИ 3 465–1250 об/мин
- NORTON BOX NO.
 OF PITCH 44
OF PITCH 44 - ПРОДОЛЬНАЯ ПОДАЧА 0,05–0,752
- ПОПЕРЕЧНАЯ ПОДАЧА 0,02–0,296
- МЕТРИЧЕСКАЯ РЕЗЬБА 0,5–7,5
- РЕЗЬБА WHITWORTH В T.P.I. 60-4
- МОДУЛЬНАЯ РЕЗЬБА 0,25–3,75
- ШАГ ДИАМЕТРИЧЕСКОЙ РЕЗЬБЫ 120-8
- РЕЗЬБА В СОЕДИНИТЕЛЬНОМ ВИНТЕ 1/4
- ДИАМЕТР ЦИЛИНДРА ЗАДНЕЙ БАБКИ 2-1/2
- ХОД ЗАДНЕЙ БАБКИ 7-.
 3/4
3/4 - ЗАДНЯЯ БАККА КОНУС МОРЗЕ (MT) 4
- ФИКСИРОВАННАЯ СТАБИЛЬНАЯ ПРОИЗВОДИТЕЛЬНОСТЬ 5-1/2
- ОСТАТОЧНАЯ ЕМКОСТЬ 3-3/4
- МОЩНОСТЬ ГЛАВНОГО ДВИГАТЕЛЯ 5,5 кВт
- МОЩНОСТЬ ДВИГАТЕЛЯ НАСОСА 0,2 кВт
- ЕМКОСТЬ БАКА С ХЛАДАГЕНТОМ 92 л
- ГАБАРИТНЫЕ РАЗМЕРЫ (Д x Ш x В) 126 x 37 x 69
- ВЕС 3704 фунта
- ТОЧНОСТЬ ПРИЕМКИ DIN 8605
12
Modern Tool Ltd. Головной офис
Головной офис
11488 – 70th Street SE, Calgary, AB T2C 4Y3
Телефон: (403) 236 — 1150
Факс: (403) 236 — 4277
Modern Tool Ltd. (Эдмонтон)
4820 – Eleniak Road, Edmonton, AB T6B 2S1
Телефон: (780) 465-9471
Факс: (780) 465-6951
Modern Tool Ltd. (Онтарио)
1215 Ringwell Drive, Newmarket, ON, L3Y 8T8
Телефон: (905) 235-4199
Факс: (905) 235-8355
Информационный бюллетень
Подпишитесь, чтобы быть в курсе всей последней информации и сезонных акций!
- Калгари, Альберта
- Эдмонтон, Альберта
- Ванкувер, Британская Колумбия
- Ньюмаркет, Онтарио
- Саскатун, Саскачеван
- Атлантическая Канада
×
Связаться с нами
Заполните форму ниже, и член нашей команды свяжется с вами в течение одного рабочего дня.
Токарный станок Pinacho SP/250 Подержанные станки
- Описание
- Характеристики
- Об этом продавце
Расстояние между остриями: 1650 мм,
Высота острия: 250 мм,
Диаметр над станиной: 500 мм,
Диаметр над вырезом: 700 мм,
Число оборотов: 12. (40-2200 об/мин),
(40-2200 об/мин),
Двигатель: 7,5 л.с.,
Сертификат CE,
Год выпуска: 2010,
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
| Длина между центрами | 1650 мм |
| Высота центра | 250 мм |
| Ø над кроватью | 500 мм |
| Ø над поперечной направляющей | |
| Диаметр в зазоре | 700 мм |
| Носик шпинделя | |
| Отверстие шпинделя | |
| Скорость поворота | 2200 об/мин |
| Мощность двигателя шпинделя | 5,59284 кВт |
| Капитальный ремонт | № |
| ——————- | |
| Рабочее время | |
| Время работы без подзарядки | |
| Государственный | хороший |
| По местным нормам | да |
| Статус |
| Тип клиента | Реселлер |
| Действует с | 2018 |
| Предложения онлайн | 55 |
| Последнее действие | 29 сентября 2022 г.  |