Токарный станок корвет 403 технические характеристики: КОРВЕТ 403 станок токарный по металлу Купить Цена Продажа Отзыв Скидка Описание Гарантия
Содержание
Корвет-403 Станок токарно-винторезный настольный. Паспорт, схема, описание, характеристики
Выбор токарного станка является индивидуальной задачей. При этом важно учитывать несколько факторов, например, назначение на производстве. От размеров заготовок, количества операций и длины обрабатываемых деталей будут зависеть вес и размеры станка. При его покупке для обработки крупных партий лучше предпочесть оборудование с ЧПУ и многошпиндельной головкой, что особенно важно, когда деталь должна обрабатываться несколькими резцами.
Для того чтобы сделать правильный выбор, следует рассмотреть несколько вариантов, начать нужно с одной из множества, которое представлено современным ассортиментом соответствующих магазинов. Среди прочих следует выделить «Корвет 403», о котором и пойдет речь в статье.
Сведения о производителе токарно-винторезного станка Корвет-403
Поставщиком настольного токарно-винторезного станка Корвет-403 является Энкор-Инструмент-Воронеж, ООО, основанное в 1992 году. Адрес сайта: https://www.enkor.ru/, сайт интернет-магазина www.enkor24.ru.
Адрес сайта: https://www.enkor.ru/, сайт интернет-магазина www.enkor24.ru.
Производитель — компания Shanghai Joye Import & Export Co., Ltd., Китай, г. Шанхай, основанная в июле 2003 года.
Станки, выпускаемые предприятием Энкор-Инструмент-Воронеж
- Корвет-10
— станок круглопильный деревообрабатывающий переносной - Корвет-21
— станок рейсмусовый деревообрабатывающий переносной - Корвет-24
— станок строгальный деревообрабатывающий переносной - Корвет-27
— станок рейсмусовый деревообрабатывающий переносной - Корвет-31
— станок ленточнопильный вертикальный по дереву переносной - Корвет-42
— станок сверлильный настольный Ø 6 х 60 - Корвет-51
— станок шлифовальный ленточный переносной - Корвет-71
— станок токарный по дереву Ø 250 х 420 - Корвет-82
— станок фрезерный деревообрабатывающий переносной - Корвет-88
— лобзик электрический - Корвет-320
— станок многофункциональный деревообрабатывающий переносной - Корвет 400
— станок токарно-винторезный настольный Ø 180 х 300 - Корвет 401
— станок токарно-винторезный настольный Ø 180 х 300 - Корвет 402
— станок токарно-винторезный настольный Ø 220 х 500 - Корвет 403
— станок токарно-винторезный настольный Ø 220 х 750 - Корвет 407
— станок токарно-фрезерный настольный Ø 220 х 750
Related Posts via Categories
- Характеристики 1К62 – особенности станка в цифрах
- 1М63 – солидный инструмент для токаря и мастера резьбы
- Школьный токарный станок – почему он популярен не только на уроках труда?
- Токарный мини-станок – незаменимое оборудование для миниатюрной обработки
- ДИП-500 – токарно-винторезный станок для единичных работ
- Токарный станок JET BD-7 – настольный агрегат для бытового использования
- Приспособления для токарного станка – как сделать агрегат более функциональным?
- ИЖ-250 – легендарный токарный станок Ижмаша
- TRENS SE 320 и другие станки известного европейского производителя
- Станок DIY 0714 – недорогой настольный токарник из Китая
Корвет-403 станок токарно-винторезный настольный. Назначение, область применения
Токарный станок по металлу Корвет 403 предназначен для обработки заготовок из металла, древесины, всех видов пластмассы методом точения.
Станок Корвет 403 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ:
- проточка и расточка цилиндрических, фасонных и конических поверхностей
- сверление, снятие фасок
- растачивание
- отрезка
- нарезание метрической резьбы
- нарезание дюймовой резьбы
- подрезка торцов
- для обработки заготовок большого диаметра возможна установка обратных кулачков в самоцентрирующийся патрон
- для обработки заготовок большой длины возможна установка подвижного и неподвижного люнета
- при установке планшайбы можно выполнять токарную операцию со смещением от центра вращения
- широкий диапазон регулировки частоты вращения и скорости продольной подачи увеличивает арсенал применяемого режущего инструмента
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками — он прост в эксплуатации, надежен и долговечен.
Токарный станок Корвет 403 работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
Станок Корвет 403 может эксплуатироваться в следующих условиях:
- температура окружающей среды от 1 до 35 °С
- относительная влажность воздуха до 80 % при температуре 25 °С
Особенности конструкции токарного станка по металлу Корвет 403:
- На станок установлен асинхронный двигатель
- Ременная передача делает работу станка малошумной и предохраняет двигатель от перегрузки
- Магнитный пускатель исключает самопроизвольный пуск после временного отключения электропитания
- Реверс вращения шпинделя
- Ступенчатая регулировка частоты вращения шпинделя
- Коробка передач для изменения скорости автоматической подачи суппорта
- Комплект сменных шестерен дает возможность нарезать метрическую и дюймовую резьбу практически с любым шагом
- Станок имеет таблицу для настройки станка при нарезании резьбы
- Для точного попадания резца в ручей предшествующего прохода при нарезании резьбы имеется индикатор нарезания резьбы
- Для точной подачи суппортов имеются лимбы с делением шкалы 0.
 025мм
025мм - Продольное и поперечное перемещение суппортов по салазкам типа «ласточкин хвост» с возможностью регулировки плавности хода и устранения люфта
- Поворотный суппорт для конического точения деталей небольшой длины
- Для конического точения деталей большой длины задняя бабка имеет боковое смещение, которое выставляется по шкале
- Станок комплектуется поддоном
- Для безопасной работы имеется защитный кожух с концевым выключателем
- Большой выбор оснастки
Техника безопасности
Перед включением станка важно убедиться в том, что все инструменты удалены с оборудования. Рабочее место следует содержать в чистоте, а во время эксплуатации оборудования следует огородить агрегат. Важно исключить загромождение рабочего пространства посторонними предметами. Не следует начинать эксплуатацию, если пол в помещении скользкий, например, засыпан натертым воском или опилками. Можно убедиться в том, что относительная влажность воздуха не более 80%, если вы планируете включить оборудование.
Важно позаботиться о хорошей освещенности рабочего места. Вокруг станка следует обеспечить свободу передвижения. Устройство не следует перегружать. Прочитав отзывы о «Корвет 403», вы поймете, что важно контролировать исправность деталей и правильность регулировки подвижных узлов, а также соединений. Неисправная деталь должна быть отремонтирована или заменена. Перед тем как начинать работы по настройке или техническому обслуживанию, следует отсоединить вилку питания от розетки электросети. Комплектующие должны быть рекомендованы производителем.
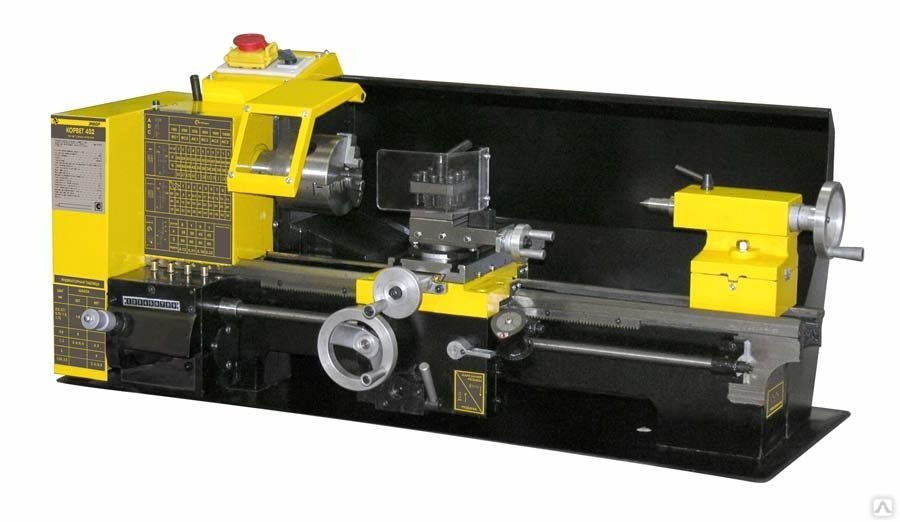
Расположение составных частей токарно-винторезного станка Корвет-403
Спецификация составных частей токарно-винторезного станка Корвет-403
- Ручка переключения направления автоматической подачи
- Кожух гитары
- Таблица настройки гитары
- Рычаг натяжения ремня
- Передняя бабка
- Переключатель направления вращения шпинделя
- Аварийный выключатель
- Кулачки трёхкулачкового патрона
- Трёхкулачковый самоцентрирующийся патрон
- Резцедержатель
- Ручка фиксации резцедержателя
- Суппорт поворотный
- Поперечный суппорт
- Центр задней бабки
- Пиноль задней бабки
- Ручка фиксации положения пиноли
- Задняя бабка
- Маховик перемещения пиноли
- Гайка фиксации положения задней бабки
- Станина
- Поддон для стружки
- Ходовой винт подачи каретки
- Индикатор нарезания резьбы
- Каретка
- Ручка управления разъёмной гайкой ходового винта
- Рычаг включения автоматической подачи
- Маховик подачи поворотного суппорта
- Маховик подачи поперечного суппорта
- Маховик ручной подачи каретки
- Шпиндель
- Защитный щиток
- Ручка переключения скорости автоматической подачи
- Таблица нарезания резьбы
Меры безопасности во время работы
Если в работе станка вам что-то показалось ненормальным, следует прекратить его эксплуатацию. Нужно оберегать шнур от нагревания и попадания воды и масла, а также его перетирания об острые кромки. Как только станок будет запущен, следует позволить ему поработать некоторое время на холостом ходу. Если в это время вы услышите посторонние шумы или почувствуете излишне сильную вибрацию, станок необходимо выключить, соединив вилку от розетки.
Нужно оберегать шнур от нагревания и попадания воды и масла, а также его перетирания об острые кромки. Как только станок будет запущен, следует позволить ему поработать некоторое время на холостом ходу. Если в это время вы услышите посторонние шумы или почувствуете излишне сильную вибрацию, станок необходимо выключить, соединив вилку от розетки.
Оборудование не следует включать до выявления и устранения причины неисправности. Инструкция для «Корвет 403» гласит, что выполнять токарные операции, если не установлены крышки вращающихся узлов или защитные кожухи, нельзя. За один проход нельзя осуществлять точение глубже чем 0,3 мм. Резцы в держателях должны быть хорошо закреплены. На резец не должна наматывается стружка, как и на обрабатываемую заготовку. Стружка не должна попадать на ходовой винт. Обрабатываемую деталь перед началом работы необходимо надежно укрепить. Станок нужно останавливать, чтобы проверить положение сопрягаемых деталей и состояние креплений, а также механизмов и узлов после 50 часов наработки.
Описание работы электрической схемы токарного станка Корвет-403
Станок подключается к розетке сети 220В, 50Гц с помощью вилки с заземляющим контактом. Перед подключением необходимо проверить надёжность соединения станка с заземляющим контактом вилки.
Для включения станка необходимо:
- установить защитный щиток в рабочее положение (в крайне нижнее) SB2
- освободить кнопку аварийного отключения станка SB1, сдвинув крышку в сторону
- выбрать направление вращения кулачкового патрона переключателем SA1
- включить станок нажатием зелёной кнопки SB
Выключить станок можно четырьмя способами:
- переключатель SA1 установить в нейтральное положение
- откинуть защитный щиток в верхнее положение
- нажать кнопку аварийного отключения
- отключить сетевую вилку из розетки
Монтаж и сборка
Характеристики «Корвет 403» — это еще не все, что следует знать перед началом работы. Например, устройство следует установить на тяжелом прочном верстаке, который имеет достаточную высоту. Оператор не должен наклоняться в процессе работы. Важно соблюдать осторожность, перемещая станок с учетом его массы. Оборудование должно быть хорошо закреплено на прочном верстаке. Это будет гарантировать безопасность и стабильность работы. На рабочей поверхности верстака необходимо просверлить 4 отверстия, осуществив крепление болтами с шайбами, которые не поставляются в комплекте. Станок крепится к верстаку с поддоном.
Например, устройство следует установить на тяжелом прочном верстаке, который имеет достаточную высоту. Оператор не должен наклоняться в процессе работы. Важно соблюдать осторожность, перемещая станок с учетом его массы. Оборудование должно быть хорошо закреплено на прочном верстаке. Это будет гарантировать безопасность и стабильность работы. На рабочей поверхности верстака необходимо просверлить 4 отверстия, осуществив крепление болтами с шайбами, которые не поставляются в комплекте. Станок крепится к верстаку с поддоном.
Технические характеристики станка Корвет-403
| Наименование параметра | Корвет-400 | Корвет-401 | Корвет-402 | Корвет-403 |
| Основные параметры станка | ||||
| Наибольший диаметр заготовки над станиной, мм | 180 | 180 | 220 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | ||||
| Наибольшая длина заготовки в центрах (РМЦ), мм | 300 | 300 | 500 | 750 |
| Рекомендуемая глубина точения за один проход, мм | 0,1 | 0,1 | 0,2 | 0,2 |
| Максимальная глубина точения за один проход, мм | 0,2 | 0,2 | 0,3 | 0,3 |
| Максимальный размер державки резца, мм | 8 х 8 | 10 х 10 | 13 х 13 | 13 х 13 |
| Максимальная масса заготовки обрабатываемой в патроне, мм | 123,5 | |||
| Максимальная масса заготовки обрабатываемой в центрах, мм | 120,5 | |||
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 20 | 20 | 20 | 20 |
| Конус Морзе шпинделя | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Число ступеней частот прямого вращения шпинделя | Б/с | Б/с | 6 | 6 |
| Частота прямого вращения шпинделя, об/мин | 0. .1100, 0..2500 .1100, 0..2500 | 0..1100, 0..2500 | 100, 250, 350, 500, 900, 1800 | 100, 250, 350, 500, 900, 1800 |
| Число ступеней частот обратного вращения шпинделя | Б/с | Б/с | 6 | 6 |
| Частота обратного вращения шпинделя, об/мин | 0..1100, 0..2500 | 0..1100, 0..2500 | 100, 250, 350, 500, 900, 1800 | 100, 250, 350, 500, 900, 1800 |
| Диаметр токарного патрона, мм | 80 | 80 | 100 | 100 |
| Наибольшее радиальное биение шпинделя, мм | 0,01 | 0,01 | 0,01 | 0,01 |
| Суппорт. Подачи | ||||
| Наибольшее продольное перемещение каретки суппорта, мм | 405 | |||
| Перемещение суппорта продольное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 |
| Наибольшее поперечное перемещение суппорта, мм | 65 | 65 | 110 | 110 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение верхних (резцовых) салазок (поворотного суппорта), мм | 35 | 35 | 50 | 50 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,25 | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±45° | ±45° |
| Число ступеней продольных подач суппорта | Б/с | Б/с | ||
| Пределы продольных рабочих подач суппорта, мм/об | Б/с | Б/с | 0,12. .0,33 .0,33 | 0,11..0,30 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет | нет |
| Количество нарезаемых резьб метрических | 9 | 9 | 12 | 12 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,4..2,0 | 0,5..2,5 | 0,5..3,0 | 0,5..3,0 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | 8..56 | 8..56 |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Задняя бабка | ||||
| Конус Морзе задней бабки | №2 | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 40 | 40 | 40 | 40 |
| Электрооборудование | ||||
| Номинальное напряжение питания, В | 220 в 50 Гц | 220 в 50 Гц | 220 в 50 Гц | 220 в 50 Гц |
| Электродвигатель главного привода, кВт | 0,4 коллекторный | 0,5 коллекторный | 0,75 | 0,75 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 770 х 330 х 330 | 850 х 305 х 320 | 1030 х 480 х 475 | 1250 х 480 х 475 |
| Масса станка, кг | 37 | 38 | 105 | 120 |
Корвет-402 Станок токарно-винторезный настольный.
 Паспорт, схема, описание, характеристики
Паспорт, схема, описание, характеристики
Сведения о производителе токарно-винторезного станка Корвет-402
Поставщиком настольного токарно-винторезного станка Корвет-402 является Энкор-Инструмент-Воронеж, ООО, основанное в 1992 году. Адрес сайта: https://www.enkor.ru/, сайт интернет-магазина www.enkor24.ru.
Производитель — компания Shanghai Joye Import & Export Co., Ltd., Китай, г. Шанхай, основанная в июле 2003 года.
Станки, выпускаемые предприятием Энкор-Инструмент-Воронеж
- Корвет-10
— станок круглопильный деревообрабатывающий переносной - Корвет-21
— станок рейсмусовый деревообрабатывающий переносной - Корвет-24
— станок строгальный деревообрабатывающий переносной - Корвет-27
— станок рейсмусовый деревообрабатывающий переносной - Корвет-31
— станок ленточнопильный вертикальный по дереву переносной - Корвет-42
— станок сверлильный настольный Ø 6 х 60 - Корвет-51
— станок шлифовальный ленточный переносной - Корвет-71
— станок токарный по дереву Ø 250 х 420 - Корвет-82
— станок фрезерный деревообрабатывающий переносной - Корвет-88
— лобзик электрический - Корвет-320
— станок многофункциональный деревообрабатывающий переносной - Корвет 400
— станок токарно-винторезный настольный Ø 180 х 300 - Корвет 401
— станок токарно-винторезный настольный Ø 180 х 300 - Корвет 402
— станок токарно-винторезный настольный Ø 220 х 500 - Корвет 403
— станок токарно-винторезный настольный Ø 220 х 750 - Корвет 407
— станок токарно-фрезерный настольный Ø 220 х 750
Стоит ли брать Корвет-402?
Поясните, может я чего-то не понял.
Ежели частота врашения регулируется реостатом, то соответственно, падает мощность. Значит, на малых оборотах будет большое падение мощности, которая необходима для точения стали, а на больших будет выдавать всю мощность, хотя она и не так нужна, например, для алюминиевой болванки. Или там какая-то особая регулировка без падения мощности?
Где-то на форуме уже писал про это, но повторюсь.
Мощность двигателя = произведение крутящего момента на скорость вращениия. Номинальная мощность — мощность двигателя на тех оборотах, под которые он рассчитан. Под управлением частотника происходит следующее. Крутящий момент от почти нулевых оборотов до номинальных остается постоянным, а дальше начинает падать. Мощность же растет от нуля до номинальных оборотов, а дальше остается постоянной. Теперь почему это так. Крутящии момент движка пропорционален току через обмотки и только ему. Обмотки двигателя и его железо (статор,ротор) рассчитаны на определенный ток. И больше в него в просто не вкачать -железо тупо уйдет в насыщение и ничего, кроме нагрева, не получите. Индуктивность обмотки мотора приводит к тому, что на штатной частоте ток в ней равен номинальному, при понижении частоты он увеличивается (и его приходится ограничивать на уровне номинального, чтобы не сжечь движок), а при ловышении — уменьшается, что и приводит к уменьшению крутящего момента.
Индуктивность обмотки мотора приводит к тому, что на штатной частоте ток в ней равен номинальному, при понижении частоты он увеличивается (и его приходится ограничивать на уровне номинального, чтобы не сжечь движок), а при ловышении — уменьшается, что и приводит к уменьшению крутящего момента.
С электротехникой вроде все, теперь с механикой.
Допустим, на станке стоит движок 1 квт с номинальным моментом 2Нм и 3000об. Обороты станка переключаются механически в пределах 100- 2000 об Те, без учета потерь в редукторе, имеем 60Нм на нижнем пределе и 3Нм на верхнем. Теперь вместо него ставим той-же мощности обычный асинхронник на 50 Гц с управлением от частотника . Получаем пределв регулирования примерно 300-5000 об/мин (если частотник с векторным управлением). При этом крутящий момент 2Нм в нижнем диапазоне и 1,2Нм в верхнем. Для сохранения диапазонов оборотов станка ставим редуктор (шкив) 2:5. Соответственно имеем 5Нм на нижнем пределе и 3Нм на верхнем. Дальше решайте сами, нужен ли Вам частотник. Для точила — штука, конечно, полезная, там момент не играет роли, но для станка….. Разве что, если сохранить и прежнюю систему переключения передач, но для меня основной смысл был в том, чтобы избавиться от нее.
Для точила — штука, конечно, полезная, там момент не играет роли, но для станка….. Разве что, если сохранить и прежнюю систему переключения передач, но для меня основной смысл был в том, чтобы избавиться от нее.
А насчет реостатов — там еще хуже. Если частотник поддерживает ток и момент на уровне номинального при уменьшении оборотов, то реостаты регулируют обороты именно за счет уменьшения тока, и, соответственно, момента.
Изменено 17 января, 2007 пользователем Давид
Корвет-402 станок токарно-винторезный настольный. Назначение, область применения
Токарный станок по металлу Корвет 402 предназначен для обработки заготовок из металла, древесины, всех видов пластмассы методом точения.
Станок Корвет 402 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ:
- проточка и расточка цилиндрических, фасонных и конических поверхностей
- сверление, снятие фасок
- растачивание
- отрезка
- нарезание метрической резьбы
- подрезка торцов
- Для обработки заготовок большого диаметра возможна установка обратных кулачков в самоцентрирующийся патрон
- Для обработки заготовок большой длины возможна установка подвижного и неподвижного люнета
- При установке планшайбы можно выполнять токарную операцию со смещением от центра вращения
- Широкий диапазон регулировки частоты вращения и скорости продольной подачи увеличивает арсенал применяемого режущего инструмента
Традиционная наглядная компоновка станка Корвет 402 в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками — он прост в эксплуатации, надежен и долговечен.
Токарный станок Корвет 402 работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
Станок Корвет 402 может эксплуатироваться в следующих условиях:
- температура окружающей среды от 1 до 35 °С
- относительная влажность воздуха до 80 % при температуре 25 °С
Особенности конструкции токарного станка по металлу Корвет 402:
- На станок установлен асинхронный двигатель
- Ременная передача делает работу станка малошумной и предохраняет двигатель от перегрузки
- Магнитный пускатель исключает самопроизвольный пуск после временного отключения электропитания
- Реверс вращения шпинделя
- Ступенчатая регулировка частоты вращения шпинделя
- Коробка передач для изменения скорости автоматической подачи суппорта
- Комплект сменных шестерен дает возможность нарезать метрическую и дюймовую резьбу практически с любым шагом
- Станок имеет таблицу для настройки станка при нарезании резьбы
- Для точного попадания резца в ручей предшествующего прохода при нарезании резьбы имеется индикатор нарезания резьбы
- Для точной подачи суппортов имеются лимбы с делением шкалы 0.
 025мм
025мм - Продольное и поперечное перемещение суппортов по салазкам типа «ласточкин хвост» с возможностью регулировки плавности хода и устранения люфта
- Поворотный суппорт для конического точения деталей небольшой длины
- Для конического точения деталей большой длины задняя бабка имеет боковое смещение, которое выставляется по шкале
- Станок комплектуется поддоном
- Для безопасной работы имеется защитный кожух с концевым выключателем
- Большой выбор оснастки
Краткая характеристика
Применение, которым обладает данная модель, является универсальным — с помощью устройства можно осуществлять расточку, фигурное точение, формирование фасонных изделий, нарезание резьбы, прочие аналогичные операции. Мощность привода, которым обладает токарный станок по металлу Энкор Корвет 402, относительно невысока — благодаря этому его обслуживание обходится очень недорого. Несмотря на это, характеристики агрегата позволяют проводить работу с заготовками, имеющими большие габариты, без угрозы возникновения поломок и перегрузок. Возможность точной настройки обеспечивает максимальную аккуратность работы с любыми объектами, фиксируемыми в стандартных креплениях.
Возможность точной настройки обеспечивает максимальную аккуратность работы с любыми объектами, фиксируемыми в стандартных креплениях.
Расположение составных частей токарно-винторезного станка Корвет-402
Спецификация составных частей токарно-винторезного станка Корвет-402
- Рычаг переключения скорости автоматической подачи
- Кожух гитары
- Таблица настройки скорости частоты вращения шпинделя
- Рычаг натяжения ремня
- Передняя бабка (шпиндельная бабка)
- Переключатель направления вращения шпинделя
- Аварийный выключатель
- Кулачки трёхкулачкового патрона
- Трёхкулачковый самоцентрирующийся патрон
- Резцедержатель
- Ручка фиксации резцедержателя
- Суппорт поворотный
- Поперечный суппорт
- Центр задней бабки
- Пиноль задней бабки
- Ручка фиксации положения пиноли
- Задняя бабка
- Маховик перемещения пиноли
- Гайка, фиксирующая положение задней бабки
- Станина
- Поддон для стружки
- Ходовой винт подачи каретки
- Индикатор нарезания резьбы
- Каретка
- Ручка управления разъёмной гайкой ходового винта
- Рычаг включения автоматической подачи
- Маховик подачи поворотного суппорта
- Маховик подачи поперечного суппорта
- Маховик ручной подачи каретки
- Шпиндель
- Защитный щиток
- Таблица настройки гитары
- Таблица индикатора нарезания резьбы
Привод и рабочая область
Агрегат заслужил хорошие отзывы от профессиональных мастерских, которым осуществляется продажа оборудования подобного класса — во многом благодаря тому, что в нем используется оптимально сбалансированная мощность, равная 0,75 кВт. Коробка передач, устанавливающаяся на токарный станок по металлу Энкор Корвет 402, использует ременной механизм, применение которого способствует уменьшению интенсивности шума и вибраций, снижающих комфортабельность рабочего места оператора. Кроме того, изготовитель подчеркивает, что такая компоновка способствует продлению срока эксплуатации оборудования — она исключает возможность нанесения обратного удара приводному узлу даже при возникновении опасных нештатных ситуаций.Крепление заготовок осуществляется с помощью стандартных патронов Морзе, назначение которых состоит в минимизации биений и вибраций даже при интенсивной эксплуатации — для шпинделя используется №2, а для задней бабки — №3. Доставка стандартной комплектации станка Энкор Корвет 402 включает люнет, с помощью которого можно устанавливать длинные заготовки. Кроме того, модель оснащается и планшайбой, которая позволяет работать с широкими объектами — в том числе и конусообразными.
Коробка передач, устанавливающаяся на токарный станок по металлу Энкор Корвет 402, использует ременной механизм, применение которого способствует уменьшению интенсивности шума и вибраций, снижающих комфортабельность рабочего места оператора. Кроме того, изготовитель подчеркивает, что такая компоновка способствует продлению срока эксплуатации оборудования — она исключает возможность нанесения обратного удара приводному узлу даже при возникновении опасных нештатных ситуаций.Крепление заготовок осуществляется с помощью стандартных патронов Морзе, назначение которых состоит в минимизации биений и вибраций даже при интенсивной эксплуатации — для шпинделя используется №2, а для задней бабки — №3. Доставка стандартной комплектации станка Энкор Корвет 402 включает люнет, с помощью которого можно устанавливать длинные заготовки. Кроме того, модель оснащается и планшайбой, которая позволяет работать с широкими объектами — в том числе и конусообразными.
Описание работы электрической схемы токарного станка Корвет-402
Станок подключается к розетке сети 220В, 50Гц с помощью вилки с заземляющим контактом. Перед подключением необходимо проверить надёжность соединения станка с заземляющим контактом вилки.
Перед подключением необходимо проверить надёжность соединения станка с заземляющим контактом вилки.
Для включения станка необходимо:
- установить защитный щиток в рабочее положение (в крайне нижнее) SB2
- освободить кнопку аварийного отключения станка SB1, сдвинув крышку в сторону
- выбрать направление вращения кулачкового патрона переключателем SA1
- включить станок нажатием зелёной кнопки SB
Выключить станок можно четырьмя способами:
- переключатель SA1 установить в нейтральное положение
- откинуть защитный щиток в верхнее положение
- нажать кнопку аварийного отключения
- отключить сетевую вилку из розетки
Характеристики работы
Ременной механизм коробки передач позволяет осуществлять быстрое переключение режимов работы — всего конструкция станка предусматривает 6 различных вариантов скорости вращения шпинделя. Они охватывают диапазон от 100 до 1800 оборотов в минуту, что позволяет оператору самостоятельно выбирать наиболее важный параметр эксплуатации оборудования — скорость или точность. Кроме того, с помощью переключения скоростей можно адаптировать станок к обработке различных материалов. Характеристики прибора включают возможность точения крупных металлических изделий — максимальное положение заготовки над станиной составляет 220 мм. Кроме того, допустимые габариты обрабатываемых изделий включают длину, равную 500 мм — станок Энкор Корвет 402 может выполнять срезание слоя до 0,3 мм за один проход. Удобное крепление с помощью патронов Морзе обеспечивает высокую точность — уровень радиального биения не превышает 0,01 мм.
Кроме того, с помощью переключения скоростей можно адаптировать станок к обработке различных материалов. Характеристики прибора включают возможность точения крупных металлических изделий — максимальное положение заготовки над станиной составляет 220 мм. Кроме того, допустимые габариты обрабатываемых изделий включают длину, равную 500 мм — станок Энкор Корвет 402 может выполнять срезание слоя до 0,3 мм за один проход. Удобное крепление с помощью патронов Морзе обеспечивает высокую точность — уровень радиального биения не превышает 0,01 мм.
Технические характеристики станка Корвет-402
| Наименование параметра | Корвет-400 | Корвет-401 | Корвет-402 | Корвет-403 |
| Основные параметры станка | ||||
| Наибольший диаметр заготовки над станиной, мм | 180 | 180 | 220 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | ||||
| Наибольшая длина заготовки в центрах (РМЦ), мм | 300 | 300 | 500 | 750 |
| Рекомендуемая глубина точения за один проход, мм | 0,1 | 0,1 | 0,2 | 0,2 |
| Максимальная глубина точения за один проход, мм | 0,2 | 0,2 | 0,3 | 0,3 |
| Максимальный размер державки резца, мм | 8 х 8 | 10 х 10 | 13 х 13 | 13 х 13 |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 20 | 20 | 20 | 20 |
| Конус Морзе шпинделя | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Число ступеней частот прямого вращения шпинделя | Б/с | Б/с | 6 | 6 |
| Частота прямого вращения шпинделя, об/мин | 0. .1100, 0..2500 .1100, 0..2500 | 0..1100, 0..2500 | 100, 250, 350, 500, 900, 1800 | 100, 250, 350, 500, 900, 1800 |
| Число ступеней частот обратного вращения шпинделя | Б/с | Б/с | 6 | 6 |
| Частота обратного вращения шпинделя, об/мин | 0..1100, 0..2500 | 0..1100, 0..2500 | 100, 250, 350, 500, 900, 1800 | 100, 250, 350, 500, 900, 1800 |
| Диаметр токарного патрона, мм | 80 | 80 | 100 | 100 |
| Наибольшее радиальное биение шпинделя, мм | 0,01 | 0,01 | 0,01 | 0,01 |
| Торможение шпинделя | нет | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет | нет |
| Суппорт. Подачи | ||||
| Наибольшее продольное перемещение каретки суппорта, мм | 405 | |||
| Перемещение суппорта продольное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 |
| Наибольшее поперечное перемещение суппорта, мм | 65 | 65 | 110 | 110 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение верхних (резцовых) салазок (поворотного суппорта), мм | 35 | 35 | 50 | 50 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,25 | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±45° | ±45° |
| Число ступеней продольных подач суппорта | Б/с | Б/с | ||
| Пределы продольных рабочих подач суппорта, мм/об | Б/с | Б/с | 0,12. .0,33 .0,33 | 0,11..0,30 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет | нет |
| Количество нарезаемых резьб метрических | 9 | 9 | 12 | 12 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,4..2,0 | 0,5..2,5 | 0,5..3,0 | 0,5..3,0 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | 8..56 | 8..56 |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Задняя бабка | ||||
| Конус Морзе задней бабки | №2 | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 40 | 40 | 40 | 40 |
| Электрооборудование | ||||
| Номинальное напряжение питания, В | 220 в 50 Гц | 220 в 50 Гц | 220 в 50 Гц | 220 в 50 Гц |
| Электродвигатель главного привода, кВт | 0,4 коллекторный | 0,5 коллекторный | 0,75 | 0,75 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 770 х 330 х 330 | 850 х 305 х 320 | 1030 х 480 х 475 | 1250 х 480 х 475 |
| Масса станка, кг | 37 | 38 | 105 | 120 |
Отзывы и обзоры
Смотрите видео (выше) и обзоры (ниже), они часто лучше текстовых отзывов. Прочитать больше отзывов или оставить свой вы можете в комментариях к этой странице. Спасибо за ваш отзыв или оценку!
Прочитать больше отзывов или оставить свой вы можете в комментариях к этой странице. Спасибо за ваш отзыв или оценку!
Пользовался этим токарным станком КОРВЕТ 402. В состоянии «из коробки» требует серьёзнейшей переделки и усиления подвижных узлов, так как всё кривое, люфтит и изобилует косяками на уровне самоучек-пионеров. Впрочем, для пластика и алюминия сойдёт.
Алексей 30.01.2019
Оцените эту модель:
Рейтинг модели: 4.2 / 5. Количество оценок: 13
ООО «ПРОМСЕРВИСМ»
-
Оснастка
Продажа оснастки для станков — это одно из направлений нашей компании.
В каталогах ПРОМСЕРВИСМ широко представлен ассортимент оснастки для станков с чпу, токарных, металлорежущих и сверлильных
-
Производственные решения
для многочисленных сфер применения: аэрокосмическая, автомобильная, энергетическая промышленность.

-
Гидравлика
Наша цель – оправдать ожидания каждого клиента. Сотрудничая с нами по любому направлению, будь то поставка гидравлического агрегата или запасных частей для него, муфты или комплекта уплотнений, вы обретаете независимого, сильного и стабильного партнера, мировые технологии и команду людей, готовых быстро и качественно решить вашу проблему.
-
Запчасти к станкам
Мы предлагаем Вам поставку запчастей к станкам и к любому другому технологическому оборудованию.
 Будем рады поставить Вам по вашему запросу в максимально сжатые сроки с нашего склада в Москве или из Европы необходимые запчасти, узлы и комплектующие ведущих мировых производителей станочных комплектующих.
Будем рады поставить Вам по вашему запросу в максимально сжатые сроки с нашего склада в Москве или из Европы необходимые запчасти, узлы и комплектующие ведущих мировых производителей станочных комплектующих.
-
Популярное
-
Универсальный токарный станок SPZ-700
Универсальный токарный станок SPZ-700
Популярный токарный станок SPZ-700 PROMA универсального типа. Это оборудование отличается от других станков тем, что имеет плавную регулировку скорости вращения шпинделя. Оно специально создано для того, чтобы проводить качественную обработку металлических заготовок. С помощью станка можно выполнять их подрезку, нарезать резьбу и производить обточку.
С помощью станка можно выполнять их подрезку, нарезать резьбу и производить обточку.
Популярный токарный станок SPZ-700 PROMA универсального типа. Это…
Открыть
-
235 000,00 руб
Головка автоматическая восьмипозиционная УГ8
Головка автоматическая восьмипозиционная УГ8
Головка автоматическая восьмипозиционная УГ8
Если вас интересует дополнительная информация о цене, сроках и условиях поставки УГ8, заполните, пожалуйста, форму внизу страницы. Также у нас вы можете купить запасные части: (привод, в сборе, шестерни, зубчатые колеса, узлы, комплектующие, оснастку) к УГ8
Также у нас вы можете купить запасные части: (привод, в сборе, шестерни, зубчатые колеса, узлы, комплектующие, оснастку) к УГ8
Головка автоматическая восьмипозиционная УГ8
Если вас интересует…
Открыть
-
-
токарный станок SPA-700P
токарный станок SPA-700P
Для обработки деталей цилиндрической или конической формы лучший вариант — токарный станок SPA-700P. Обтачка детали до нужных размеров происходит благодаря использованию режущего элемента, который сделан из высокопрочной стали.
Обтачка детали до нужных размеров происходит благодаря использованию режущего элемента, который сделан из высокопрочной стали.
Для обработки деталей цилиндрической или конической формы лучший…
Открыть
-
-
62 900,00 руб
Фартук 16К20 (16Б20П. 061.000)
061.000)
Фартук 16К20 (16Б20П.061.000)
Вал-шестерня привода фартука 16Б20П.061.070 Гайка маточная (полугайка)(бронза) 16Б20П.061.202 Копир 16Б20П.061.060 Маточная гайка (бронза) 16Б20П.061.202 Насос смазки до 1982 г.в. 16К20.061.100 РСБ Насос смазки с 1982 г.в. 16К20.061.150 РСБ
Вал-шестерня привода фартука 16Б20П.061.070 Гайка маточная…
Открыть
Станки по металлу Энкор Корвет|Обзор
Токарное оборудование позволяет решать ключевые производственные задачи на различных промышленных (и не только) объектах. Данный тип станков способен закрывать текущие потребности техники на высоком уровне, что снижает затрат и обеспечивает высокую рентабельность.
Содержание
- 1 Производитель
- 2 Модельный ряд
- 2.1 Станок «Корвет-401».
- 2.2 Станок «Корвет-402»
- 2.3 Станок «Корвет-403»
- 2.4 «Корвет-601».
- 3 Видео
- 4 Отзывы о продукции
- 5 Назначение
- 6 Технические характеристики
- 7 Устройство станка
Производитель
Производственная компания «Энкор» начинает свою историю с 1992 года. На современном этапе это — крупный объект производственно-торговой сферы деятельности, который имеет широкую сеть представительств. Также по всей стране разбросаны розничные торговые точки, что открывает возможность для потребителей приобрести качественное оборудование в непосредственной близости.
География сотрудничества компании с распространителями и поставщиками комплектующих охватывает множество стран Европы и Китая.
Компания «Энкор» владеет несколькими брендами, под которыми на рынок выходит множество разнотипной продукции. Профильными направлениями деятельности является выпуск переносных и промышленных станков.
3 года назад открылось мощное производство в Воронеже. Здесь налажен выпуск труб и фитингов для отопительных систем и для водоснабжения. Цеха оснащены современным оборудованием, а для работ используется только качественное сырье. Таким образом, производителю удалось создать крупное предприятие, поставляющее на рынок более 130 наименований продукции.
После продажи товара компания «Энкор» предлагает сопровождение каждого изделия после его реализации. Гарантия распространяется на каждый инструмент и оборудование. Для удобства пользователей представительства обслуживающих центров охватывает большинство регионов страны.
Модельный ряд
Компания «Энкор» поставляет на рынок широкий ассортимент различного промышленного оборудования. Токарные станки также представлены в нескольких популярных модификациях.
Станок «Корвет-401».
Станок токарный настольный Энкор Корвет 401.
Предназначен для работы с малыми и средними металлическими деталями. Мощность электродвигателя, приводящего систему в движение, составляет 500 Вт, а расстояние между центрами равно 300 мм. Предельный диаметр обработки над станиной равен 180 мм. Стоимость токарного станка примерно 1700 долл.
Предельный диаметр обработки над станиной равен 180 мм. Стоимость токарного станка примерно 1700 долл.
Станок «Корвет-402»
Токарный настольный Энкор Корвет 402
имеет повышенную мощность, которая составляет здесь 750 Вт.
При этом, расстояние между центрами и диаметр обработки также увеличены — 500 и 220 мм соответственно.
Стоимость оборудования существенно увеличивается — 3100 долл.
Станок «Корвет-403»
идентичен предыдущей модели, с тем отличием, что расстояние между центрами увеличено до 750 мм. Стоимость станка чуть увеличена до 3200 долл.
Расстояние между центрами составляет 1000 мм. Диаметр обработки равен 330 мм.
По своим возможностям данный станок предназначен для промышленного производства.
«Корвет-601».
Корвет 601
Наибольшие размеры и технические показатели имеет эта модель.
Оборудование имеет мощность двигателя в 1500 Вт.
Расстояние между центрами составляет 1000 мм. Диаметр обработки равен 330 мм.
Диаметр обработки равен 330 мм.
По своим возможностям данный станок предназначен для промышленного производства.
Видео
Отзывы о продукции
Пользователи сходятся в положительном мнении об оборудовании. Особенно выделяют низкую стоимость при приемлемом качестве работы. Для покупателей важным фактором выступает износостойкость станка и высокая производительность. Среди отзывов часто встречается положительное мнение о внешнем виде токарного инструмента. Простота управления и надежная работа всех узлов заслуживают положительных оценок пользователей.
Токарные станки «Энкор Корвет» становятся надежными помощниками при организации производственного процесса и заслуживают высоких оценок по результатам эксплуатации.
Назначение
Токарные станки для обработки металла серии «Корвет» ориентированы на качественную и глубокую работу с металлом разного типа и свойств, а также пригодны для работы с деревом, пластиком. При работе реализуется активное точение поверхности. Среди перечня возможных работ следует выделить следующие:
При работе реализуется активное точение поверхности. Среди перечня возможных работ следует выделить следующие:
- Точение различного вида.
- Торцевание заготовки.
- Нарезка метрической (дюймовой) резьбы.
- Сверление различной сложности и пр.
Сфера применения токарного оборудования от компании «Энкор Корвет» охватывает все промышленное производство и сервисное обслуживание техники различного назначения. Такая популярность основана на отличных эксплуатационных характеристиках оборудования и большому набору возможных операций. Универсальность станка и возможность работы от стандартной розетки открывают возможности для повсеместного применения.
Использование токарного станка просто: при необходимости изготовить деталь рассчитанных размеров, или расточить ее, нарезать резьбу — в таких задачах токарный станок становится лучшим решением.
Таким образом, токарный станок является неотъемлемой составной частью любой мастерской и сервисного центра. С его помощью можно выполнять множество текущих задач в кратчайшие сроки и с минимальными затратами.
С его помощью можно выполнять множество текущих задач в кратчайшие сроки и с минимальными затратами.
Технические характеристики
Токарное оборудование имеет как общетехнические характеристики, так и характерные только данному профилю особенности конструкции и работы. Множество моделей данного типа оборудования имеют отличия между собой, но есть некоторые особенности, которые встречаются у большинства моделей.
Питание от сети 220 В. Этот параметр представляет возможность использовать станок повсеместно без необходимости дополнительной подготовки места установки оборудования. Частота работы составляет 50 Гц. Иными словами, токарный станок может быть установлен не только на промышленном производстве, но и в домашних условиях.
Мощность станка является наиболее изменяемым параметром и служит отправной точкой для пользователей при выборе изделия. Электродвигатель, служащий силовым агрегатом системы, выдает мощность до 1500 Вт и выше, но для работы наиболее востребованной является мощность в 750 Вт. С помощью переключения скоростей этот показатель можно настраивать под конкретную задачу. Передач может быть около 6.
С помощью переключения скоростей этот показатель можно настраивать под конкретную задачу. Передач может быть около 6.
Также при выборе важно обращать внимание на такие показатели, как ход поперечного и поворотного суппортов — как правило, они составляют около 100 и 50 мм соответственно. С помощью настройки можно регулировать шаг нарезания резьбы в метрическом и дюймовом варианте.
Резец обеспечивает равномерное снятие металла с заготовки на глубину, которую устанавливает специалист.
Устройство станка
Устройство токарного станка претерпело некоторые доработки за время его активной эксплуатации, хотя технология базовых элементов не изменила главных принципов работы.
Одним из важнейших узлов системы является станина. Это неподвижная часть станка, состоящая из 2 ребер, расположенных вертикально. Между этими ребрами располагаются поперечные перекладины, которые обеспечивают жесткость и неколебимость статора.
Для прочной фиксации станка станина имеет ножки, количество которых определяется длиной станины.
Передняя бабка выполняет важную задачу в конструкции — здесь крепится сама заготовка и осуществляется равномерное вращение. В этом месте располагаются узлы, которые регулируют скорость вращения детали. Это такие элементы, как:
- Шпиндель.
- Подшипники.
- Шкив.
- Коробка скоростей.
Главный элемент передней бабки — это шпиндель. Справа на нем есть резьба, к которой прикрепляются специальные патроны, необходимые для фиксации детали. Шпиндель монтируется на 2 подшипника. От состояния, исправности и настройки шпинделя зависит точность работы станка.
Гитара с шестернями предназначена для передачи вращения. Также она работает для переноса крутящего момента на вал коробки передач. Этот процесс важен для нарезки резьбы с различными параметрами.
Сейчас токарное оборудование оснащается полыми моделями шпинделей. Этот тип конструкции пришел на смену монолитным изделиям. Корпус этого элемента оборудования должен обладать свойствами, которые способны выдерживать работу с большой массой деталей, при максимальном натяжении ремня, при большом нажиме резца.
Наладка системы токарного станка требует высокой точность и внимания к выполнению работы. Так, подшипники и шпиндель, а также ось, должны в работе создавать единый механизм. В процессе эксплуатации эта система не должна создавать биений в работе, которые могут возникать при ошибках в расточке отверстия в шпинделе.
Благодаря подшипникам удается гарантировать устойчивость шпинделю. Дополнительно эту задачу выполняет механизм регулировки тяги. С помощью особой расточенной втулки он крепится к правому подшипнику. С внешней стороны эта расточка полностью совпадает с гнездом на корпусе бабки.
Коробка скоростей служит важным элементом для управления работой всего станка. К шкиву также крепится зубчатая шестерня, которая насаживается на шпиндель.
Для обработки металла важно иметь возможность переключать передачу между основными на среднюю передачу — так удается подобрать оптимальный режим обработки. Перебор позволяет сделать на станке в 2 раза больше передач.
В наличии масляные шестеренные насосы Г11-24а 51,5л/мин, купить в ООО «ТКС», цена.
Обобщенно говоря, электродвигатель вырабатывает энергию, которая с помощью ременной передачи и коробки передач передается на шпиндель.
Важный элемент конструкции — суппорт.
Именно здесь располагается место для крепления резцов. Другое оборудование инструмента, которое применяется для обработки необходимых деталей, также фиксируется именно здесь. Суппорт обладает высокой подвижностью, что открывает возможности для резца активно перемещаться в установленном направлении для работы с заготовкой.
Особое внимание при работе с деталями повышенной длины следует уделять соответствию горизонтальной линии станка длине этой заготовки. С учетом данной потребности суппорт способен перемещаться в 4 направлениях от центральной точки станка.
Для продольных движений предназначены салазки. Это горизонтальные направляющие станины.
Также в конструкции предусмотрены нижние салазки, которые также называют поперечными. Это приспособление служит основой для поворотной части суппорта. Здесь задается угол расположения заготовки относительно фартука.
Здесь задается угол расположения заготовки относительно фартука.
Вместе с передней бабкой, фартук скрывает части механизма, которые связывают суппорт и зубчатую рейку, а также ходовой винт. Пульт управления станком и всеми комплектующими механизмами вынесен наружу и удобен для регулировки хода.
Задняя бабка имеет подвижную верхнюю часть, которая способна перемещаться по перпендикулярной оси, которая находится снизу. Такие возможности предназначены для работ по точению деталей в форме конуса. Вал проходит через стенку бабки. Для его регулировки предназначен рычаг на задней панели. Для крепления составных деталей токарного оборудования используются простые болты.
Технически конструкции токарных станков обладают высоким сходством. Отличия характерны для крупного промышленного оборудования, которое производится с учетом будущих условий эксплуатации.
Корвет-403 Станок токарно-винторезный настольный. Паспорт, схема, описание, характеристики
Выбор токарного станка является индивидуальной задачей. При этом важно учитывать несколько факторов, например, назначение на производстве. От размеров заготовок, количества операций и длины обрабатываемых деталей будут зависеть вес и размеры станка. При его покупке для обработки крупных партий лучше предпочесть оборудование с ЧПУ и многошпиндельной головкой, что особенно важно, когда деталь должна обрабатываться несколькими резцами.
При этом важно учитывать несколько факторов, например, назначение на производстве. От размеров заготовок, количества операций и длины обрабатываемых деталей будут зависеть вес и размеры станка. При его покупке для обработки крупных партий лучше предпочесть оборудование с ЧПУ и многошпиндельной головкой, что особенно важно, когда деталь должна обрабатываться несколькими резцами.
Для того чтобы сделать правильный выбор, следует рассмотреть несколько вариантов, начать нужно с одной из множества, которое представлено современным ассортиментом соответствующих магазинов. Среди прочих следует выделить «Корвет 403», о котором и пойдет речь в статье.
Сведения о производителе токарно-винторезного станка Корвет-403
Поставщиком настольного токарно-винторезного станка Корвет-403 является Энкор-Инструмент-Воронеж, ООО, основанное в 1992 году. Адрес сайта: https://www.enkor.ru/, сайт интернет-магазина www.enkor24.ru.
Производитель — компания Shanghai Joye Import & Export Co. , Ltd., Китай, г. Шанхай, основанная в июле 2003 года.
, Ltd., Китай, г. Шанхай, основанная в июле 2003 года.
Станки, выпускаемые предприятием Энкор-Инструмент-Воронеж
- Корвет-10
— станок круглопильный деревообрабатывающий переносной - Корвет-21
— станок рейсмусовый деревообрабатывающий переносной - Корвет-24
— станок строгальный деревообрабатывающий переносной - Корвет-27
— станок рейсмусовый деревообрабатывающий переносной - Корвет-31
— станок ленточнопильный вертикальный по дереву переносной - Корвет-42
— станок сверлильный настольный Ø 6 х 60 - Корвет-51
— станок шлифовальный ленточный переносной - Корвет-71
— станок токарный по дереву Ø 250 х 420 - Корвет-82
— станок фрезерный деревообрабатывающий переносной - Корвет-88
— лобзик электрический - Корвет-320
— станок многофункциональный деревообрабатывающий переносной - Корвет 400
— станок токарно-винторезный настольный Ø 180 х 300 - Корвет 401
— станок токарно-винторезный настольный Ø 180 х 300 - Корвет 402
— станок токарно-винторезный настольный Ø 220 х 500 - Корвет 403
— станок токарно-винторезный настольный Ø 220 х 750 - Корвет 407
— станок токарно-фрезерный настольный Ø 220 х 750
Related Posts via Categories
- Характеристики 1К62 – особенности станка в цифрах
- 1М63 – солидный инструмент для токаря и мастера резьбы
- Школьный токарный станок – почему он популярен не только на уроках труда?
- Токарный мини-станок – незаменимое оборудование для миниатюрной обработки
- ДИП-500 – токарно-винторезный станок для единичных работ
- Токарный станок JET BD-7 – настольный агрегат для бытового использования
- Приспособления для токарного станка – как сделать агрегат более функциональным?
- ИЖ-250 – легендарный токарный станок Ижмаша
- TRENS SE 320 и другие станки известного европейского производителя
- Станок DIY 0714 – недорогой настольный токарник из Китая
Корвет-403 станок токарно-винторезный настольный.
 Назначение, область применения
Назначение, область применения
Токарный станок по металлу Корвет 403 предназначен для обработки заготовок из металла, древесины, всех видов пластмассы методом точения.
Станок Корвет 403 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ:
- проточка и расточка цилиндрических, фасонных и конических поверхностей
- сверление, снятие фасок
- растачивание
- отрезка
- нарезание метрической резьбы
- нарезание дюймовой резьбы
- подрезка торцов
- для обработки заготовок большого диаметра возможна установка обратных кулачков в самоцентрирующийся патрон
- для обработки заготовок большой длины возможна установка подвижного и неподвижного люнета
- при установке планшайбы можно выполнять токарную операцию со смещением от центра вращения
- широкий диапазон регулировки частоты вращения и скорости продольной подачи увеличивает арсенал применяемого режущего инструмента
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками — он прост в эксплуатации, надежен и долговечен.
Токарный станок Корвет 403 работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
Станок Корвет 403 может эксплуатироваться в следующих условиях:
- температура окружающей среды от 1 до 35 °С
- относительная влажность воздуха до 80 % при температуре 25 °С
Особенности конструкции токарного станка по металлу Корвет 403:
- На станок установлен асинхронный двигатель
- Ременная передача делает работу станка малошумной и предохраняет двигатель от перегрузки
- Магнитный пускатель исключает самопроизвольный пуск после временного отключения электропитания
- Реверс вращения шпинделя
- Ступенчатая регулировка частоты вращения шпинделя
- Коробка передач для изменения скорости автоматической подачи суппорта
- Комплект сменных шестерен дает возможность нарезать метрическую и дюймовую резьбу практически с любым шагом
- Станок имеет таблицу для настройки станка при нарезании резьбы
- Для точного попадания резца в ручей предшествующего прохода при нарезании резьбы имеется индикатор нарезания резьбы
- Для точной подачи суппортов имеются лимбы с делением шкалы 0.
 025мм
025мм - Продольное и поперечное перемещение суппортов по салазкам типа «ласточкин хвост» с возможностью регулировки плавности хода и устранения люфта
- Поворотный суппорт для конического точения деталей небольшой длины
- Для конического точения деталей большой длины задняя бабка имеет боковое смещение, которое выставляется по шкале
- Станок комплектуется поддоном
- Для безопасной работы имеется защитный кожух с концевым выключателем
- Большой выбор оснастки
Техника безопасности
Перед включением станка важно убедиться в том, что все инструменты удалены с оборудования. Рабочее место следует содержать в чистоте, а во время эксплуатации оборудования следует огородить агрегат. Важно исключить загромождение рабочего пространства посторонними предметами. Не следует начинать эксплуатацию, если пол в помещении скользкий, например, засыпан натертым воском или опилками. Можно убедиться в том, что относительная влажность воздуха не более 80%, если вы планируете включить оборудование.
Важно позаботиться о хорошей освещенности рабочего места. Вокруг станка следует обеспечить свободу передвижения. Устройство не следует перегружать. Прочитав отзывы о «Корвет 403», вы поймете, что важно контролировать исправность деталей и правильность регулировки подвижных узлов, а также соединений. Неисправная деталь должна быть отремонтирована или заменена. Перед тем как начинать работы по настройке или техническому обслуживанию, следует отсоединить вилку питания от розетки электросети. Комплектующие должны быть рекомендованы производителем.
Расположение составных частей токарно-винторезного станка Корвет-403
Спецификация составных частей токарно-винторезного станка Корвет-403
- Ручка переключения направления автоматической подачи
- Кожух гитары
- Таблица настройки гитары
- Рычаг натяжения ремня
- Передняя бабка
- Переключатель направления вращения шпинделя
- Аварийный выключатель
- Кулачки трёхкулачкового патрона
- Трёхкулачковый самоцентрирующийся патрон
- Резцедержатель
- Ручка фиксации резцедержателя
- Суппорт поворотный
- Поперечный суппорт
- Центр задней бабки
- Пиноль задней бабки
- Ручка фиксации положения пиноли
- Задняя бабка
- Маховик перемещения пиноли
- Гайка фиксации положения задней бабки
- Станина
- Поддон для стружки
- Ходовой винт подачи каретки
- Индикатор нарезания резьбы
- Каретка
- Ручка управления разъёмной гайкой ходового винта
- Рычаг включения автоматической подачи
- Маховик подачи поворотного суппорта
- Маховик подачи поперечного суппорта
- Маховик ручной подачи каретки
- Шпиндель
- Защитный щиток
- Ручка переключения скорости автоматической подачи
- Таблица нарезания резьбы
Меры безопасности во время работы
Если в работе станка вам что-то показалось ненормальным, следует прекратить его эксплуатацию. Нужно оберегать шнур от нагревания и попадания воды и масла, а также его перетирания об острые кромки. Как только станок будет запущен, следует позволить ему поработать некоторое время на холостом ходу. Если в это время вы услышите посторонние шумы или почувствуете излишне сильную вибрацию, станок необходимо выключить, соединив вилку от розетки.
Нужно оберегать шнур от нагревания и попадания воды и масла, а также его перетирания об острые кромки. Как только станок будет запущен, следует позволить ему поработать некоторое время на холостом ходу. Если в это время вы услышите посторонние шумы или почувствуете излишне сильную вибрацию, станок необходимо выключить, соединив вилку от розетки.
Оборудование не следует включать до выявления и устранения причины неисправности. Инструкция для «Корвет 403» гласит, что выполнять токарные операции, если не установлены крышки вращающихся узлов или защитные кожухи, нельзя. За один проход нельзя осуществлять точение глубже чем 0,3 мм. Резцы в держателях должны быть хорошо закреплены. На резец не должна наматывается стружка, как и на обрабатываемую заготовку. Стружка не должна попадать на ходовой винт. Обрабатываемую деталь перед началом работы необходимо надежно укрепить. Станок нужно останавливать, чтобы проверить положение сопрягаемых деталей и состояние креплений, а также механизмов и узлов после 50 часов наработки.
Описание работы электрической схемы токарного станка Корвет-403
Станок подключается к розетке сети 220В, 50Гц с помощью вилки с заземляющим контактом. Перед подключением необходимо проверить надёжность соединения станка с заземляющим контактом вилки.
Для включения станка необходимо:
- установить защитный щиток в рабочее положение (в крайне нижнее) SB2
- освободить кнопку аварийного отключения станка SB1, сдвинув крышку в сторону
- выбрать направление вращения кулачкового патрона переключателем SA1
- включить станок нажатием зелёной кнопки SB
Выключить станок можно четырьмя способами:
- переключатель SA1 установить в нейтральное положение
- откинуть защитный щиток в верхнее положение
- нажать кнопку аварийного отключения
- отключить сетевую вилку из розетки
Монтаж и сборка
Характеристики «Корвет 403» — это еще не все, что следует знать перед началом работы. Например, устройство следует установить на тяжелом прочном верстаке, который имеет достаточную высоту. Оператор не должен наклоняться в процессе работы. Важно соблюдать осторожность, перемещая станок с учетом его массы. Оборудование должно быть хорошо закреплено на прочном верстаке. Это будет гарантировать безопасность и стабильность работы. На рабочей поверхности верстака необходимо просверлить 4 отверстия, осуществив крепление болтами с шайбами, которые не поставляются в комплекте. Станок крепится к верстаку с поддоном.
Например, устройство следует установить на тяжелом прочном верстаке, который имеет достаточную высоту. Оператор не должен наклоняться в процессе работы. Важно соблюдать осторожность, перемещая станок с учетом его массы. Оборудование должно быть хорошо закреплено на прочном верстаке. Это будет гарантировать безопасность и стабильность работы. На рабочей поверхности верстака необходимо просверлить 4 отверстия, осуществив крепление болтами с шайбами, которые не поставляются в комплекте. Станок крепится к верстаку с поддоном.
Технические характеристики станка Корвет-403
| Наименование параметра | Корвет-400 | Корвет-401 | Корвет-402 | Корвет-403 |
| Основные параметры станка | ||||
| Наибольший диаметр заготовки над станиной, мм | 180 | 180 | 220 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | ||||
| Наибольшая длина заготовки в центрах (РМЦ), мм | 300 | 300 | 500 | 750 |
| Рекомендуемая глубина точения за один проход, мм | 0,1 | 0,1 | 0,2 | 0,2 |
| Максимальная глубина точения за один проход, мм | 0,2 | 0,2 | 0,3 | 0,3 |
| Максимальный размер державки резца, мм | 8 х 8 | 10 х 10 | 13 х 13 | 13 х 13 |
| Максимальная масса заготовки обрабатываемой в патроне, мм | 123,5 | |||
| Максимальная масса заготовки обрабатываемой в центрах, мм | 120,5 | |||
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 20 | 20 | 20 | 20 |
| Конус Морзе шпинделя | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Число ступеней частот прямого вращения шпинделя | Б/с | Б/с | 6 | 6 |
| Частота прямого вращения шпинделя, об/мин | 0. .1100, 0..2500 .1100, 0..2500 | 0..1100, 0..2500 | 100, 250, 350, 500, 900, 1800 | 100, 250, 350, 500, 900, 1800 |
| Число ступеней частот обратного вращения шпинделя | Б/с | Б/с | 6 | 6 |
| Частота обратного вращения шпинделя, об/мин | 0..1100, 0..2500 | 0..1100, 0..2500 | 100, 250, 350, 500, 900, 1800 | 100, 250, 350, 500, 900, 1800 |
| Диаметр токарного патрона, мм | 80 | 80 | 100 | 100 |
| Наибольшее радиальное биение шпинделя, мм | 0,01 | 0,01 | 0,01 | 0,01 |
| Суппорт. Подачи | ||||
| Наибольшее продольное перемещение каретки суппорта, мм | 405 | |||
| Перемещение суппорта продольное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 |
| Наибольшее поперечное перемещение суппорта, мм | 65 | 65 | 110 | 110 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение верхних (резцовых) салазок (поворотного суппорта), мм | 35 | 35 | 50 | 50 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,25 | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±45° | ±45° |
| Число ступеней продольных подач суппорта | Б/с | Б/с | ||
| Пределы продольных рабочих подач суппорта, мм/об | Б/с | Б/с | 0,12. .0,33 .0,33 | 0,11..0,30 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет | нет |
| Количество нарезаемых резьб метрических | 9 | 9 | 12 | 12 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,4..2,0 | 0,5..2,5 | 0,5..3,0 | 0,5..3,0 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | 8..56 | 8..56 |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Задняя бабка | ||||
| Конус Морзе задней бабки | №2 | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 40 | 40 | 40 | 40 |
| Электрооборудование | ||||
| Номинальное напряжение питания, В | 220 в 50 Гц | 220 в 50 Гц | 220 в 50 Гц | 220 в 50 Гц |
| Электродвигатель главного привода, кВт | 0,4 коллекторный | 0,5 коллекторный | 0,75 | 0,75 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 770 х 330 х 330 | 850 х 305 х 320 | 1030 х 480 х 475 | 1250 х 480 х 475 |
| Масса станка, кг | 37 | 38 | 105 | 120 |
Сервисы для жителей г.
 Москва
Москва
заказать еду
| Компания | Предложение |
| Утконос |
«Утконос» – лидер в области интернет-торговли продуктами питания и сопутствующими товарами.
General Food – фудтех компания, занимающаяся производством и доставкой здорового питания на весь день (или рациона на 6 дней) в Москве.
Мы готовим и привозим вам домой ежедневный рацион правильного питания, разложенный по коробочкам, по доступной цене.
Токарно-винторезный станок 250ИТВМ: технические характеристики, паспорт
Ижевский машиностроительный завод на протяжении длительного времени своего существования успел выпустить на рынок большое количество моделей оборудования для обработки металлопродукции.
Одной из ключевых моделей такой аппаратуры является ИЖ 250 — токарный станок, которым пользуются и в наши дни. В этой статье мы рассмотрим главные конструктивные особенности, технические характеристики, а также ознакомимся с правильным подбором оборудования.
Назначение
Главной задачей, которую ставит перед собой токарный станок ИЖ 250, является выполнение широкого перечня токарных работ в кулачковых или цанговых патронах. Кроме того, его повсеместно используют для создания модульных, метрических и дюймовых резьб.
На протяжении нескольких десятков лет выпуска этой модели завод старался модернизировать собственную продукцию для решения еще большего спектра задач.
Так, например, модель ИТВМФ1 имеет в своей конструкции систему цифровой индикации. В модели ИТВМ.03 инженеры добились увеличения межцентрового расстояния. Ну а субмодель ИТПМ предназначается для успешного выполнения работ с меньшей степенью точности.
Сведения о производителе токарно-винторезного станка 250ИТВМ
Производитель токарного станка 250ИТВМ — Ижевский станкостроительный завод Ижмаш, основанный в 1807 году.
История станкостроения на Ижевском машиностроительном начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
- 1И611П
— станок токарно-винторезный повышенной точности универсальный Ø 270 - 1И611ПМФ3
— станок токарный с ЧПУØ 320 - 1ИС611В
— станок токарно-винторезный высокой точности универсальный Ø 270 - 95-ТВ (95ТВ)
— станок токарно-винторезный Ø 250 - 95ТС-1 (ИС1-1)
— станок токарно-винторезный повышенной точности универсальный Ø 250 - 161-А, 161-АМ (Удмурт-2)
— станок токарно-винторезный универсальный Ø 350 - 250-ИТВ (ИЖ 250-ИТВ)
— станок токарно-винторезный высокой точности универсальный Ø 300 - 250ИТВМ (ИЖ 250ИТВМ)
— станок токарно-винторезный высокой точности универсальный Ø 300 - 250ИТВМ.
 01, 250ИТВМ.03, 250ИТВМ Ф1
01, 250ИТВМ.03, 250ИТВМ Ф1
— станок токарно-винторезный высокой точности Ø 300 - 250ИТВМ Ф2
— станок токарный с оперативной системой управления ОСУ Ø 320 - 1336м
— станок токарно-револьверный Ø 420, Ижевск, Киев - ИЖ-Т-400 (1623)
— станок токарно-винторезный универсальныйØ 400 - ИЖ-250, ИЖ-250П
— станок токарно-винторезный повышенной точности универсальный Ø 250 - ИТ-42
— станок токарный с ЧПУ Ø 320
Выводы
ИЖ 250 — легендарный станок от ИЖМАШа, который на протяжении нескольких десятилетий все равно остается востребованным на любых производственных предприятиях. Он выпущен как в базовой версии, так и в трех модернизированных вариантах. Конструкция оптимизирована под выполнение работ по токарной обработке металлических деталей, имеющих небольшие размеры. Силовые агрегаты отличаются повышенной производительностью и хорошим ресурсом работы.
Конструкция имеет хорошую защиту от потенциального выхода из строя. Редуктор на 12 скоростей дает возможность оптимизировать временные затраты на обработку, гарантируя при этом экономию электроэнергии. При оформлении покупки следует обязательно обратить внимание на общее визуальное состояние, работу двигателя и коробки подач, а также убедиться в отсутствии абразива на приводных ремнях.
Редуктор на 12 скоростей дает возможность оптимизировать временные затраты на обработку, гарантируя при этом экономию электроэнергии. При оформлении покупки следует обязательно обратить внимание на общее визуальное состояние, работу двигателя и коробки подач, а также убедиться в отсутствии абразива на приводных ремнях.
При соблюдении всех требований, изложенных заводом-производителем, токарный станок ИЖ-250 обеспечит беспроблемную обработку металлических изделий на протяжении нескольких десятков лет.
Общий вид токарно-винторезного станка 250ИТВМ
Фото токарно-винторезного станка 250итвм
Фото токарно-винторезного станка 250итвм
Фото передней бабки токарно-винторезного станка 250итвм
Фото передней бабки токарно-винторезного станка 250итвм
Шпиндель токарно-винторезного станка 250итвм
Суппорт токарно-винторезного станка 250итвм
Преимущества 250 ИТВМФ1
Наиболее востребован в современных условиях 250 ИТВМФ1 благодаря дополнительному цифровому индикатору. Она гарантирует высокую продуктивность без потери качества. Индикатор позволяет ускорить измерение геометрии обрабатываемой детали и выполнить примерный проход.
Она гарантирует высокую продуктивность без потери качества. Индикатор позволяет ускорить измерение геометрии обрабатываемой детали и выполнить примерный проход.
Точность размеров составляет от 0,1 до 100 мкм. А также оператору не нужно помнить количество оборотов лимба, самостоятельно, и порой вручную, определять характеристики и параметр. Станок автоматически компенсирует небольшие проблемы взаимодействия собственных деталей, износ режущих частей.
Чтобы считать поперечные передвижения с высокой точностью – до 0,005 мм/об – станок оснащён механизмом-верньером. Ходовой винт соединяется напрямую с гитарой без участия коробки передач.
Модификации ИТВ соответствуют по ГОСТ 8-82 классу точности В, станки ИТП – П.
Строение ИЖ 250ИТВМФ1
Расположение составных частей станка 250ИТВМ
Расположение основных узлов токарного станка 250итвм
Перечень составных частей станка 250ИТВМ
- Станина 250ИТВМ.10.000 (250ИТВМ.03.10.000)
- Редуктор 250ИТВМ.
 17.000
17.000 - Коробка подач 250ИТВМ.30.000
- Гитара 250ИТВМ.25.000
- Бабка передняя 250ИТВМ.21.000
- Электрооборудование 250ИТВМ.90.000
- Разводка УЦИ 250ИТВМФ1.94.000
- Ограждение (патрона) 250ИТП.86.000
- Фартук 250ИТВМ.50.000
- Резцедержатель четырехпозиционный 250ИТП.61.000
- Ограждение (суппорта) 1И611П.89.000
- Суппорт 250ИТВМ.60.000
- Охлаждение 250ИТП.70.000
- Бабка задняя 250ИТП.40.000
- Ограждение 250ИТВМ.10.02.000
- Смазка 250ИТВМ.74.000
Конструктивные особенности
Токарная установка обладает следующими особенностями конструкции:
- ходовой винт, при произведении токарных работ, смазывается автоматически;
- подачи и обороты вала имеют большой интервал, что обеспечивает операции лучшей производительностью, а обработанную поверхность большим качеством;
- особый механизм остановки агрегата, установленный в фартуке, обеспечивает жестким упором оборудование при работе и защищает коробку подач от перегрузок;
- беззазорная сцепка, которой зафиксирована резцовая головка, повышает точность установки и жесткость;
- роботизированный принцип, управляющий скоростями главного вала, обеспечивает предварительную подготовку следующего запуска нового вида работ в определенный момент.
 Такая подготовка осуществляется еще во время работы;
Такая подготовка осуществляется еще во время работы; - особая конструкция механизмов главного вала позволяет легко производить замену приводных ремней;
- универсальность механизмов коробки подач позволяет производить нарезку любых резьб, не заменяя зубчатых колес гитары;
- рабочая поверхность основания станка изготовлена из хромоникелевого чугуна, направляющие закалены высокочастотными токами и отшлифованы;
- подачи управляются мнемоническим образом при помощи одной рукояти.
Расположение органов управления токарно-винторезным станком 250ИТВМ
Расположение органов управления токарным станком 250итвм
Перечень органов управления станком 250ИТВМ
- Маховик выбора частоты вращения шпинделя
- Рукоятка включения частоты вращения шпинделя
- Рукоятки выбора величины подач и шага резьбы
- Рукоятки выбора величины подач и шага резьбы
- Рукоятки выбора величины подач и шага резьбы
- Рукоятка переключения перебора
- Рукоятка переключения трензеля и звена увеличения шага
- Выключатель электронасоса охлаждения
- Вводной выключатель
- Замок запирания вводного выключателя
- Цифровое табло для станка 250ИТВМ Ф1
- Выключатель станции смазки
- Кнопка общего останова и аварийного отключения станка
- Маховик ручной продольной подачи
- Ручка ручной поперечной подачи
- Рукоятка закрепления резцедержателя
- Рукоятка включения и выключения гайки ходового винта
- Маховик перемещения верхних салазок
- Выключатель освещения
- Рукоятка зажима пиноли
- Рукоятка закрепления задней бабки на станке
- Маховик перемещения пиноли
- Гайка для закрепления задней бабки на станине
- Рукоятка реверсирования подачи
- Рукоятка пуска и останова
- Винт регулирования предохранительного механизма
Основные технические характеристики
Высокие технические параметры и расширенная сфера применения определяются особыми особенностями сборки и детальными схемами станка.
Общий вид станка
При соответствующем качестве поверхности станок ИЖ производит обработку точно и эффективно. Отличительная особенность, которая сразу заметна по внешнему виду, – есть специальное преселективное управление скоростями. В результате переключения шпинделя в предыдущем шаге при выполнении нового не потребуется переключать скорость. Это обеспечивает не только дополнительное удобство и увеличение скорости работы, но и безопасность мастера. Подачи регулируются при помощи рукоятки, при этом направление устройства идентичное тому, куда направлен суппорт.
Управление приводом ведется через редуктор с 12 потенциалами. Шестерни переключаются в результате поворота маховика — создается схема отверстий. Удобна система цифровой индикации. Специалист может производить замеры с точностью до 0,1 мкм.
Схема электрическая принципиальная станка 250ИТВМ
Электрическая схема токарно-винторезного станка 250итвм
Питание станка осуществляется от сети трехфазного переменного тока напряжением 380 В, частотой 50 Гц. Качество электроэнергии должно соответствовать ГОСТ 13109-97
Качество электроэнергии должно соответствовать ГОСТ 13109-97
Питание цепей электрооборудования осуществляется следующими напряжениями:
- электродвигатели, трансформаторы — 380 В, 50 Гц;
- цепи управления переменного тока -110 В, 50 Гц;
- цепи электродинамического торможения -82 В постоянного тока;
- цепи освещения и сигнализации — 24 В, 50 Гц.
- цепи питания блоков цифровой индикации 220 В*.
Пуск двигателя M1 главного привода осуществляется переводом рукоятки управления в верхнее ИЛИ В нижнее положение. В верхнем положении рукоятки нажимается выключатель S4, который включит пускатель К2, при этом будет прямое вращение электродвигателя M1. При переключении рукоятки в нижнее положение нажимается выключатель S5, который включит пускатель КЗ, двигателю M1 будет обеспечено обратное вращение.
При установке рукоятки управления из верхнего или нижнего положения в нейтральное (среднее) отключится пускатель К2 или КЗ, включится реле К5 устройства контроля торможения А1, которое своим замыкающим контактом включит пускатель торможения К4, другим своим замыкающим контактом подключит вход электронного усилителя на транзисторах V5,V6 к измерительному мосту, образованному статорными обмотками электродвигателя M1 и резисторами R1…R3, а переключающим контактом запустит реле времени на транзисторе V9 а соответствии с рисунком 4 и таблицей 4.
Электродинамическое торможение происходит путем подачи постоянного тока от выпрямительных диодов V7 и V8, расположенных в устройстве контроля торможения А1 в обмотки статора двигателя.
В процессе электродинамического торможения измерительным мостом вырабатывается сигнал вращения в виде переменного напряжения, который и удерживает реле К5 во включенном состоянии. При останове ротора электродвигателя сигнал вращения исчезает, реле К5 отключается и отключает пускатель К4.
При отсутствии настройки устройства контроля торможения реле К5 отключается по сигналу реле времени через 5-8 секунд после его включения.
Переключение частоты вращения редуктора осуществляется его рукояткой, действующей на выключатель S3, который размыкает цепь вращения двигателя и соединяет цепь электродинамического торможения. После переключения скорости при отпускании рукоятки цепь вращения двигателя M1 восстанавливается.
При срабатывании тепловой защиты во время вращения шпинделя отключение двигателя происходит только после окончания обработки. После чего включение вращения шпинделя возможно только после восстановления кнопки возврата теплового реле в исходное состояние.
После чего включение вращения шпинделя возможно только после восстановления кнопки возврата теплового реле в исходное состояние.
Включение и отключение электронасоса охлаждения производится выключателем Q2.
Назначение и область применения станка
Возможных форм и размеров предметов, которые можно обработать, насчитывается сотни. Станок по металлу используется в промышленных целях свыше 50 лет. За это время он успел зарекомендовать себя с положительной стороны. Главные отличительные особенности, которые делают его востребованным, – это безукоризненная точность, универсальность, надежность и безопасность.
Используется для обработки различных деталей, размеры указаны в технических характеристиках устройства. Применяется по большей части на крупных, небольших по масштабу приборостроительных и инструментальных фирмах страны.
Проблемы в эксплуатации и правила безопасности
Проблемы при эксплуатации токарного станка могут возникнуть в случае недостаточного ухода за оборудованием или неправильной работы с ним.

Факторами, которые влияют на качество точения, являются:
- некорректное затачивание режущих деталей станка;
- неправильный подбор режима эксплуатации;
- несоответствие осей центров в процессе работы в центрах в связи с отклонением задней бабки при поперечном перемещении;
- непрочная фиксация резца;
- плохое крепление шпинделя.
Токарным операциям с металлическими заготовками могут сопутствовать опасные явления и факторы:
- электричество;
- стружка и кусочки металла;
- нагревание обрабатываемых заготовок и оборудования;
- движущиеся детали и механизмы;
- недостаточное освещение рабочей зоны;
- возникновение отблесков.
Чтобы обеспечить безопасность на станке есть защитные кожухи и ограждения рабочей зоны, гитары, вращающихся частей. В момент выполнения токарных операций запрещено снимать защитные ограждения. Важно соблюдать чистоту рабочего места и оборудования. А также обязательно одевать спецодежду – костюм, закрывающий тело от возможного попадания металла, и защитные очки.
А также обязательно одевать спецодежду – костюм, закрывающий тело от возможного попадания металла, и защитные очки.
Перед началом работы обязательно нужно проверить чистоту рабочей зоны, надеть спецодежду и защитные аксессуары, проконтролировать наличие защитных устройств станка, смазку деталей и исправность оборудования. В том числе настроить освещение.
Двигатель Chevrolet L83: характеристики, области применения и многое другое
Содержание
- История L83
- L83 Технические характеристики и конфигурации
- Технические характеристики двигателя L83
- A Stifled Legacy
- Мощность: 205 л.с. при 4300 об/мин
- Крутящий момент: 290 фунто-футов при 2800 об/мин
- Коэффициент сжатия: 9:1
- Рабочий объем: 5,7 литра/350 куб.
 дюймов
дюймов - Диаметр цилиндра: 4,00 дюйма
- Ход: 3,48 дюйма
Серия моделей Vertical Mate и CVG
24 страницы
НОВИНКА: OPTOMET – правильно с первого раза
8 страниц
CTX 2500
30 страниц
CLX серии
46 страниц
Серия CMX V с управлением FANUC
32 страницы
Серия CMX U
28 страниц
Серия NRX
44 страницы
АДДИТИВНЫЕ ТЕХНОЛОГИИ
66 страниц
i 50
28 страниц
Robo2Go 2-го поколения
18 страниц
NH 4000 DCG
32 страницы
NV 4000 DCG
24 страницы
NVX 5000 2-го поколения
40 страниц
NMV5000 DCG
44 страницы
NZX4000 / NZX6000
36 страниц
NZX 1500 / NZX 2000
52 страницы
NTX 1000 2-го поколения
48 страниц
NLX 4000
48 страниц
Серия DMC V
7 страниц
Серия LASERTEC
64 страницы
DMG MORI TECHNOLOGY EXCELLENCE 01 — 2020
70 страниц
Серия DMC H linear
32 Страницы
DMG MORI TECHNOLOGY EXCELLENCE 02 — 2019
82 страницы
Целые вкладыши для медицинских изделий
28 страниц
СОВЕРШЕНСТВО ТЕХНОЛОГИЙ
70 страниц
Серия CTV
36 страниц
Серия NT
40 страниц
CTX TC
52 страницы
Серия CLX
36 страниц
NH 5000 DCG
32 страницы
NMV5000 DCG / NMV 8000
48 Стр.

Запасные части
8 страниц
DMG MORI Messenger
6 страниц
Программные решения
32 страницы
Услуги и аксессуары
54 страницы
NMV 3000 DCG
20 страниц
CELOS
16 страниц
i 50
28 страниц
Aerospace Excellence Center
8 страниц
MATRIS
12 страниц
Nh5000 DCG
32 страницы
MCC-LPS III
8 страниц
Машина 4.
 0
06 страниц
ROBO2GO
2 страницы
DMC 1850 В
16 страниц
FP 4 M Special Edition
4 страницы
34 эксклюзив DMG MORI
45 страниц
Серия DMU eVo
32 страницы
Учебные проекты по ЧПУ
6 страниц
Капитальный ремонт
6 страниц
NRX 2000
36 страниц
СИСТЕМА LPP
32 страницы
DMG MORI
24 страницы
DMU 60 / 80 / 100 monoBLOCK
24 страницы
DMU серии 50/70
20 страниц
I 30 В
32 страницы
Серия CTV 2-го поколения
50 страниц
Класс 1500 / Класс 2000
11 страниц
SPRINT linear серия
30 страниц
Серия J
4 страницы
NZX 4000 / NZX 6000
15 страниц
CTX бета 1250 TC 4A
10 страниц
Универсальные токарные станки CTX
36 страниц
ЗАКАЗЧИК ПЕРВЫЙ
6 страниц
Серия GMC / GMC ISM
38 страниц
SPRINT 50 / 65 Next Generation
42 страницы
Серия GM
16 страниц
СПРИНТ 20 | 5 СПРИНТ 32 | 5 СПРИНТ 32 | 8
18 страниц
NZX-S 2500
24 страницы
CLX 450
14 страниц
DMU 75 / 95 monoBLOCK®
6 страниц
УЛЬТРАЗВУКОВОЕ 2-е поколение
54 страницы
Серия NEF
22 страницы
NZX 1500 / NZX 2000
15 страниц
NT6600 DCG
14 страниц
NTX 1000 2-го поколения
15 страниц
NLX 6000 | 2000
21 страница
Серия UNO
6 страниц
ecoTurn
26 страниц
Серия ULTRASONIC
34 страницы
NZX-S 1500
11 страниц
Автомобильные технологии
26 страниц
Программирование ShopTurn 3G
6 страниц
6-сторонняя комплексная обработка
52 страницы
CTX beta 800 TC
26 страниц
автоматика
56 страниц
Системы DMG MORI
30 страниц
Предварительная настройка инструмента
24 страницы
SL-803
8 страниц
SL-603
15 страниц
SL-403
12 страниц
NLX3000
18 страниц
NLX1500 / NLX2000
21 страница
NLX2500
20 страниц
CL-253
9 страниц
Класс 1500 / Класс 2000
13 страниц
DMG / MORI SEIKI SYSTEMS
30 страниц
DMU 50 ecoline
16 страниц
CTX 310 ecoline
20 страниц
Микросет DMG
22 страницы
MILLTAP 700
18 страниц
Почтовая рассылка ECOLINE
17 страниц
CTV 160 / CTV 250, CTV 160 linear / CTV 250 linear
10 страниц
SPRINT 50
28 страниц
SPRINT linear Высокопроизводительная автоматическая токарная обработка с линейными прямыми приводами
30 страниц
Серия CTX TC ? Комплексная токарно-фрезерная обработка
34 страницы
NT 6600
8 страниц
NTX 1000
6 страниц
CTX альфа/бета/гамма 2012
50 страниц
pm1de12_DMUPDMCFDduoBLOCK
52 страницы
Многошпиндельные токарные автоматы
20 страниц
пятиосевые большие станки с интеллектуальным определением
40 страниц
Серия NT
27 страниц
Серия LASERTEC
54 страницы
Серия NL
36 страниц
Серия NT
36 страниц
NEF 400 / NEF 600
26 страниц
высокопроизводительный 4-осевой токарно-фрезерный станок
6 страниц
Токарная обработка с ЧПУ
24 страницы
Универсальные токарные станки с ЧПУ со встроенным двигателем шпинделя ISM
12 Страниц
Универсальные токарные станки с ЧПУ
38 страниц
Автоматические токарные станки с ЧПУ
20 страниц
токарные станки с двумя шпинделями
24 страницы
Универсальные фрезерные станки с ЧПУ
18 Стр.

GMX | Производственные токарно-фрезерные центры
24 страницы
- Высокое качество Экзотические характеристики спортивного автомобиля, с которым легко жить каждый день, высококачественная отделка салона предлагает первоклассный опыт.
- Минусы Механическая коробка передач не предлагается, не хватает высокотехнологичных систем помощи водителю, не всем нравится прямоугольный руль.
- Вердикт Шевроле-убийца суперкаров делает экзотические характеристики доступными для среднего Джо и Джоанн.
6 90 послужил своего рода испытательным стендом для всего нового и захватывающего в области проектирования и разработки двигателей GM. При этом моторный отсек культового американского спортивного автомобиля стал домом для множества легендарных силовых установок, а также нескольких двигателей, получивших более чем свою долю критики.
В случае малоблочного двигателя GM L83, 350 V8 последний звучит правдоподобно. Предлагавшийся всего два года (1982, 1984), L83 отличался новой системой впрыска топлива Cross-Fire, разработанной GM, и критики часто называют его одним из самых недостойных двигателей, когда-либо находившихся под капотом Corvette. Однако возникает вопрос, действительно ли L83 заслуживал насмешек, которые он часто получал.
Предлагавшийся всего два года (1982, 1984), L83 отличался новой системой впрыска топлива Cross-Fire, разработанной GM, и критики часто называют его одним из самых недостойных двигателей, когда-либо находившихся под капотом Corvette. Однако возникает вопрос, действительно ли L83 заслуживал насмешек, которые он часто получал.
История L83
Конец 1970-х и начало 80-х годов были постоянно меняющимся и часто трудным временем для производителей автомобилей. Это никогда не было более очевидным, чем в контексте автомобилей с высокими характеристиками. Быстрое ужесточение стандартов выбросов и строгий надзор Агентства по охране окружающей среды практически уничтожили последние американские автомобили с двигателями V8, а те, что остались, были лишь тенью того, чем они когда-то были.
Корвет не был исключением из этого правила и к 1970-е годы. Оснащенный стандартным двигателем V8 объемом 350 кубических дюймов, Corvette 1975 года выдавал всего лишь ужасные 165 л.
К началу 1980-х годов GM начала видеть надпись на стене. К этому времени GM начала интегрировать бортовые средства контроля выбросов в трансмиссию Corvette. Начиная с 1981 года, Corvette начал использовать технологию CCC (Computer Command Control), которая контролировала выбросы двигателя, а также расход топлива.
Карбюраторы с электронным управлением также стали стандартным рабочим оборудованием, чтобы повысить экономию топлива и обеспечить соответствие недавно введенным стандартам CAFE (Corporate Average Fuel Economy). Однако по мере того, как эти стандарты становились все более строгими, GM быстро осознала, что старой системы подачи топлива с карбюратором больше недостаточно и что использование системы впрыска топлива будет единственным жизнеспособным средством продвижения вперед.
В том, что оказалось первым использованием двигателя Corvette с впрыском топлива со времен «Fuelies» 50-х и 60-х годов, было принято решение оснастить 1962 Corvette V8 объемом 350 кубических дюймов с системой TBI (впрыск топлива через дроссельную заслонку).
Этот новый метод подачи топлива стал известен как перекрестный впрыск топлива, а двигателям, на которые были установлены эти системы, было присвоено обозначение RPO L83. Cross-Fire Injection V8 станет единственным двигателем Corvette, предлагаемым в 1982 и 1984 годах, при этом в 1983 году Corvette официально не производился. действительно привел к заметному увеличению мощности, мало кто смотрел на L83 с таким же благосклонностью, как на различные другие силовые установки Corvette на протяжении многих лет. За время своего короткого производственного цикла L83 Cross-Fire Injection V8 приобрел репутацию сложного в обслуживании и несколько ненадежного двигателя.
Хотя это, возможно, не было опытом каждого владельца Corvette 1982/1984 годов, опасения такого рода были достаточно заметными, чтобы оставить L83, казалось бы, непоколебимым отсутствием подтверждения. Впоследствии L83 был снят с производства после 1984 модельного года в пользу нового двигателя L98 V8 с системой впрыска топлива Tuned-Port Fuel Injection, который станет стандартной силовой установкой Corvette в 1985 году. L83 служил дальнейшим расширением печально известного семейства малоблочных двигателей Chevrolet объемом 350 кубических дюймов. После четкого осознания того, что постоянно строгие стандарты EPA и CAFE не могут быть соблюдены при постоянном использовании подачи топлива с карбюратором, внимание переключилось на стандартизацию впрыска топлива любыми доступными средствами.
L83 служил дальнейшим расширением печально известного семейства малоблочных двигателей Chevrolet объемом 350 кубических дюймов. После четкого осознания того, что постоянно строгие стандарты EPA и CAFE не могут быть соблюдены при постоянном использовании подачи топлива с карбюратором, внимание переключилось на стандартизацию впрыска топлива любыми доступными средствами.
В целях реализации этой программы было решено, что воздухозаборник L83 будет оснащен двойными 48-мм блоками Rochester TBI, каждый из которых содержит один топливный инжектор. Вместе блоки TBI L83 давали комбинированный поток 750 кубических футов в минуту.
Блоки двойного TBI L83 были расположены на каждой соответствующей стороне впуска двигателя, при этом правый корпус дроссельной заслонки питал левый ряд цилиндров двигателя, а левый TBI питал цилиндры правого ряда. Таким образом, появилось прозвище «Перекрестный огонь».
В дополнение к новой системе впрыска Cross-Fire в L83 команда инженеров GM также оснастила 5,7-литровый двигатель высокопроизводительным распределительным валом. Этот распределительный вал имел подъем кулачка 0,269 дюйма (впуск) / 0,276 дюйма (выпуск), подъем клапана 0,403 (впуск) / 0,415 (выпуск), продолжительность 202 градуса (впуск) / 206 градусов (выпуск). , а угол смещения лепестка 115 градусов.
Этот распределительный вал имел подъем кулачка 0,269 дюйма (впуск) / 0,276 дюйма (выпуск), подъем клапана 0,403 (впуск) / 0,415 (выпуск), продолжительность 202 градуса (впуск) / 206 градусов (выпуск). , а угол смещения лепестка 115 градусов.
L83 также получил высокопроизводительные чугунные головки блока цилиндров с литейным номером № 462624. Эти головки отличались 1,94-дюймовые впускные клапаны, 1,50-дюймовые выпускные клапаны и объем впускного отверстия 158 куб.
Примечательно, что эти особенности кажутся поверхностными, но большая часть потенциальной производительности L83 была подавлена из-за того, что GM использовала ограничительные малогабаритные порты для впуска Cross-Fire. Эти порты были всего в 2/3 раза меньше, чем на головках цилиндров Cross-Fire, и в результате максимальный поток ограничивался не более чем 475 куб. футами в минуту.
Из-за этого ограниченного потока на впуске крутящий момент L83 достиг пика только при 2800 об/мин, резко падая после достижения 4000 об/мин. По словам GM, этот уровень ограничения был специально разработан с целью обеспечения более полезного уличного крутящего момента. Однако многие предположили, что это было не более чем уловкой для увеличения экономии топлива в попытке выполнить требования CAFE.
По словам GM, этот уровень ограничения был специально разработан с целью обеспечения более полезного уличного крутящего момента. Однако многие предположили, что это было не более чем уловкой для увеличения экономии топлива в попытке выполнить требования CAFE.
Несмотря на свои ограничения, L83 производил 205 лошадиных сил при 4300 об/мин и 290 фунто-футах. крутящего момента при 2800 об/мин при степени сжатия 9:1. Corvette 1982 года, оборудованный L83, был способен разогнаться до 0–60 миль в час за 8,1 секунды и показал результат 15,9 секунды на четверть мили. Хотя многие считают эти цифры в лучшем случае посредственными, Corvette 1982 года по-прежнему считается одним из самых быстрых новых американских серийных автомобилей в течение данного года производства.
Технические характеристики двигателя L83
A Stifled Legacy
Помимо Corvette, система впрыска Cross-Fire также использовалась в Camaro 1982 и 1983 годов, хотя в этом приложении она была установлена на 5,0-литровый двигатель V8. В Corvette эта технология выдержала только два года производства, прежде чем была отправлена на свалку.
Интересно, что этот двухлетний цикл производства L83 носил раздельный характер. Из-за последующих задержек выпуск C4 Corvette был отложен более чем на год, и было принято решение отказаться от производства Corvette для модели 1983 года.
Заслуживает ли L83 своего сомнительного наследия? В то время как многие быстро осуждают 5,7-литровый V8 Cross-Fire, другие считают, что L83 был обречен на провал с самого начала, и ему так и не позволили полностью реализовать свой потенциал, поскольку он стал жертвой эпохи, в которой он был произведен. Независимо от того, по какую сторону забора вы окажетесь, L83 по-прежнему остается частью богатой истории Corvette, будь то в лучшую или в худшую сторону.
SL-403 — DMG MORI — Каталоги в формате PDF | Техническая документация
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
Диаметр сквозного отверстия шпинделя Расстояние между центрами 800 тип 2000 тип 800 тип 2000 тип : Стандартное фрезерование : Стандартное фрезерование : Стандартное фрезерование : Стандартное фрезерование
• На фотографии показан станок, оснащенный опции. • Фактическая паспортная табличка может отличаться от фотографии. Шпиндель/превосходная жесткость револьверная головка, подача Идеально подходит для обработки валов Высокая скорость обработки Периферийное оборудование MAPPS N Общий вид/Диаграммы крутящего момента/мощности скорости вращения шпинделя Система инструментов Стандартные и дополнительные функции Характеристики блока ЧПУ Технические характеристики станка MAPPS: Mori Advanced Programming Production System • Цифры в дюймах были преобразованы из метрических измерений.
Шпиндель В приводе шпинделя используется мощный двигатель переменного тока с высоким крутящим моментом, который может выполнять тяжелую и/или непрерывную резку различных заготовок. Смазка шпинделя Используется масляно-воздушная система смазки шпинделя, обеспечивающая стабильное вращение подшипника большого диаметра на высоких скоростях. 600 л/мин (158,4 галлона в минуту) C-тип: 300 л/мин (79,2 галлона в минуту) B-тип: Охлаждение шпинделя Маслоохладитель входит в стандартную комплектацию (C-тип) Для контроля нагрева шпиндель обернут масляной рубашкой, которая питается маслоохладителем. Диаметр сквозного шпинделя Превосходная жесткость Однокорпусная станина и ножки для…
Револьверная головка, подача ■ Время индексации револьверной головки ■ Скорость ускоренного перемещения Ось X: 20 м/мин (787,4 дюймов/мин) Ось Z: 24 м/мин (944,9 дюймов/мин) серводвигатель. Характеристики фрезерования ■ Держатели вращающихся инструментов Приемлемый размер вращающихся инструментов Для торцевого фрезерования Однократный зажим позволяет точить, фрезеровать, сверлить или нарезать резьбу. Держатели вращающихся инструментов могут быть установлены на всех станциях и использоваться для наружного диаметра. резка или фрезерование торца. ■ Функция синхронного нарезания резьбы (стандарт) Скорость вращения шпинделя вращающегося инструмента синхронизирована с подачей по осям X и Z. Максимум. скорость…
Держатели вращающихся инструментов могут быть установлены на всех станциях и использоваться для наружного диаметра. резка или фрезерование торца. ■ Функция синхронного нарезания резьбы (стандарт) Скорость вращения шпинделя вращающегося инструмента синхронизирована с подачей по осям X и Z. Максимум. скорость…
• На фотографии машина с опциями.
Для обеспечения высокоскоростной и высокоточной обработки длинных заготовок мы установили станину высокой жесткости и специальные функции и оборудование для прутковых заготовок. Это идеальная машина для работы в баре, устраняющая любые компромиссы. Для повышения удобства эксплуатации при использовании крана он оснащен широким дверным проемом. В зависимости от ситуации обработки оператор может сдвинуть панель управления для простоты и удобства. Перемещение панели управления Центральный упор Гидравлический люнет Болты затягиваются вручную, поддерживая заготовку. Люнет Гидравлический люнет можно установить за меньшие…
Перемещение панели управления Центральный упор Гидравлический люнет Болты затягиваются вручную, поддерживая заготовку. Люнет Гидравлический люнет можно установить за меньшие…
Периферийное оборудование \§p Опция OP Роботы делают загрузку и выгрузку заготовок более эффективной, что повышает производительность. Добавьте любой из следующих вариантов. <Требуется консультация> • Робот (интерфейс) • Заготовитель • Детектор удерживания заготовки • Ограждение и т.д. Внутристаночная система измерения заготовки Охладитель охлаждающей жидкости (отдельного типа) <Требуется консультация> Повышение температуры охлаждающей жидкости вызывает тепловое смещение в приспособлениях и заготовки, что влияет на точность обработки заготовки. Используйте это устройство для предотвращения нагрева охлаждающей жидкости. При использовании охлаждающей жидкости на масляной основе…
Усовершенствованное оборудование Высокопроизводительная операционная система Высокопроизводительная операционная система, которая обеспечивает простоту использования и сочетает в себе лучшее в отрасли оборудование с передовыми прикладными/сетевыми системами. k Исключительная работоспособность благодаря модернизированному аппаратному обеспечению k Новые функции для упрощения настройки и обслуживания k Различные типы мониторинга, включая внутренний мониторинг, возможны на экране (опция) k В случае неисправности удаленная служба технического обслуживания DMG MORI легко решает ее MORI- NET Global Edition Advance I op Вертикальные программные клавиши Вертикальные программные клавиши расположены слева и…
k Исключительная работоспособность благодаря модернизированному аппаратному обеспечению k Новые функции для упрощения настройки и обслуживания k Различные типы мониторинга, включая внутренний мониторинг, возможны на экране (опция) k В случае неисправности удаленная служба технического обслуживания DMG MORI легко решает ее MORI- NET Global Edition Advance I op Вертикальные программные клавиши Вертикальные программные клавиши расположены слева и…
[ ] Опция JIS: промышленный стандарт Японии • Макс. скорость вращения шпинделя: в зависимости от ограничений, налагаемых устройством зажима заготовки, приспособлением и используемым инструментом, может быть невозможно вращение на максимальной скорости шпинделя. • ANR: ANR относится к стандартному атмосферному состоянию; я. е., температура при 20 ° C (68 ° F), абсолютное давление при 101,3 кПа (14,7 фунтов на квадратный дюйм) и относительная влажность при 65%. • Источники питания, размер машины: фактические значения могут отличаться от указанных в каталоге в зависимости от дополнительных функций и периферийного оборудования. • Подача сжатого воздуха: обязательно подавайте чистый…
• Подача сжатого воздуха: обязательно подавайте чистый…
[ ] Опция JIS: промышленный стандарт Японии • Макс. скорость вращения шпинделя: в зависимости от ограничений, налагаемых устройством зажима заготовки, приспособлением и используемым инструментом, может быть невозможно вращение на максимальной скорости шпинделя. • ANR: ANR относится к стандартному атмосферному состоянию; я. е., температура при 20 ° C (68 ° F), абсолютное давление при 101,3 кПа (14,7 фунтов на квадратный дюйм) и относительная влажность при 65%. • Источники питания, размер машины: фактические значения могут отличаться от указанных в каталоге в зависимости от дополнительных функций и периферийного оборудования. • Подача сжатого воздуха: обязательно подавайте чистый…
< Меры предосторожности при перемещении машины > ЭКСПОРТ: Все контракты подлежат экспортному разрешению правительства Японии. Заказчик должен соблюдать законы и правила страны-экспортера, регулирующие экспорт или реэкспорт оборудования, включая, помимо прочего, Правила экспортного контроля. На Оборудование распространяются ограничения на экспорт, введенные Японией и другими странами-экспортерами, и Заказчик не будет экспортировать или разрешать экспорт Оборудования за пределы страны-экспортера без надлежащего разрешения правительства. Для предотвращения незаконного…
На Оборудование распространяются ограничения на экспорт, введенные Японией и другими странами-экспортерами, и Заказчик не будет экспортировать или разрешать экспорт Оборудования за пределы страны-экспортера без надлежащего разрешения правительства. Для предотвращения незаконного…
Все каталоги и технические брошюры DMG MORI
Архивные каталоги
Сравнить
Удалить все
Сравнить 10 товаров
2023 Chevrolet Corvette Обзор, цены и характеристики
10/10 C/D RATING
Marc Urbano|Car and Driver
10/10 C/D0 RATING
Выберите год выпуска
Обзор
Обладая характеристиками суперкара, доступной ценой и броским стилем, Chevrolet Corvette 2023 года удостоил своего шильдика многолетнего статуса автомобильной иконы, но с изюминкой в середине двигателя. Нынешний C8 является первым поколением, в котором атмосферный двигатель V-8 установлен за пассажирским салоном, что превращает ореол спортивного автомобиля Chevy в царство экзотических машин. Его острая управляемость и взрывное ускорение не уступают спортивным автомобилям, которые стоят на десятки тысяч дороже, но при этом он достаточно удобен и утончен, чтобы ездить по пересеченной местности. C8 предлагается как в кузове кабриолет, так и в кузове купе, а модель с жесткой крышей имеет панель крыши, которую можно снять, чтобы позволить солнцу заглянуть внутрь. Его салон уютный, но удобный, а в багажнике достаточно места для хранения продуктов или багажа. Corvette — это легкий спортивный автомобиль, с которым можно жить каждый день. Мы очарованы этим многолетним фаворитом, и мы думаем, что вы тоже.
Нынешний C8 является первым поколением, в котором атмосферный двигатель V-8 установлен за пассажирским салоном, что превращает ореол спортивного автомобиля Chevy в царство экзотических машин. Его острая управляемость и взрывное ускорение не уступают спортивным автомобилям, которые стоят на десятки тысяч дороже, но при этом он достаточно удобен и утончен, чтобы ездить по пересеченной местности. C8 предлагается как в кузове кабриолет, так и в кузове купе, а модель с жесткой крышей имеет панель крыши, которую можно снять, чтобы позволить солнцу заглянуть внутрь. Его салон уютный, но удобный, а в багажнике достаточно места для хранения продуктов или багажа. Corvette — это легкий спортивный автомобиль, с которым можно жить каждый день. Мы очарованы этим многолетним фаворитом, и мы думаем, что вы тоже.
Where This Vehicle Ranks
1
Chevrolet Corvette
STARTING AT: $65,895
2
Porsche 718 Cayman
STARTING AT: $61,850
3
Porsche 718 Boxster
STARTING AT: $63,950
4
Toyota GR Supra
ОТ 44 635 долларов
5
Nissan Z
ОТ 41 015 долларов
6
BMW Z4
ОТ 53 795 долларов
Что нового в 2023 году?
В этом году исполняется 70 лет модели Corvette , и в честь этого события Chevrolet предлагает специальную юбилейную серию. Модель 70th Anniversary будет доступна только в топовой комплектации 3LT, но ее можно заказать как в кузове купе, так и в кузове кабриолет. Внешние усовершенствования включают в себя специальные алюминиевые диски с темной отделкой 70th Anniversary центральные колпаки, красные тормозные суппорты и специальные внешние значки; Два цвета кузова — White Pearl Metallic или Carbon Flash Metallic, которые могут быть с гоночными полосами Satin Grey или Satin Black или без них. Кожаная обивка с красной строчкой и отделкой из микрофибры украшает сиденья 70th Anniversary edition, а также в комплект входит набор соответствующих чемоданов. Обработка 70th Anniversary также доступна для высокопроизводительной модели Z06, но мы рассматриваем этот автомобиль отдельно. Другие улучшения для модели 2023 года включают новый дизайн 20-дюймовых колес, дополнительные черные выхлопные трубы, новую внутреннюю отделку из алюминия Stealth и доступную тему салона Adrenaline Red Dipped, которая покрывает приборную панель и дверные панели красной обивкой.
Модель 70th Anniversary будет доступна только в топовой комплектации 3LT, но ее можно заказать как в кузове купе, так и в кузове кабриолет. Внешние усовершенствования включают в себя специальные алюминиевые диски с темной отделкой 70th Anniversary центральные колпаки, красные тормозные суппорты и специальные внешние значки; Два цвета кузова — White Pearl Metallic или Carbon Flash Metallic, которые могут быть с гоночными полосами Satin Grey или Satin Black или без них. Кожаная обивка с красной строчкой и отделкой из микрофибры украшает сиденья 70th Anniversary edition, а также в комплект входит набор соответствующих чемоданов. Обработка 70th Anniversary также доступна для высокопроизводительной модели Z06, но мы рассматриваем этот автомобиль отдельно. Другие улучшения для модели 2023 года включают новый дизайн 20-дюймовых колес, дополнительные черные выхлопные трубы, новую внутреннюю отделку из алюминия Stealth и доступную тему салона Adrenaline Red Dipped, которая покрывает приборную панель и дверные панели красной обивкой.
Ценообразование и какая купить
1LT
$ 63 195
$ 73,195
3LT
$ 77 845
70th Andersary
$ 80000 (EST)
9101
. жесткий верх. Поскольку крыша купе в любом случае поднимается для движения с открытым верхом, мы бы придерживались этого. Вместо этого мы бы потратили деньги на обновление до версии 2LT, которая добавляет ряд функций, включая проекционный дисплей, беспроводную зарядную панель для смартфона, сиденья с подогревом и вентиляцией, рулевое колесо с подогревом, стереосистему Bose с 14 динамиками. , мониторинг слепых зон и многое другое. Пакет производительности Z51 также является обязательным, поскольку он включает в себя все лучшее оборудование Corvette, ориентированное на производительность.
Двигатель, трансмиссия и производительность
Хотя двигатель находится в новом месте — теперь за пассажирским салоном, а не перед ним — он остается 6,2-литровым V-8 , хотя и мощностью 490 и 470 лошадиных сил. фунт-фут крутящего момента. С двухрежимным выхлопом, который является частью пакета Z51, он развивает мощность 495 лошадиных сил. Вариант Z51 также добавляет электронный задний дифференциал повышенного трения, более агрессивные тормоза и летние шины. Восьмиступенчатая автоматическая коробка передач с двойным сцеплением (впервые на Corvette) является единственной трансмиссией. Он управляется либо кнопочным селектором передач на центральной консоли, либо с помощью двух больших подрулевых лепестков переключения передач. Механическая коробка передач недоступна. В нашем тестировании мы записали от нуля до 60 миль в час за 2,8 секунды и четверть мили за 11,2 секунды на скорости 122 миль в час в автомобиле, оснащенном пакетом производительности Z51 и дополнительными магнитореологическими амортизаторами FE4. Мы преодолели тормозной путь в 149 футов со скорости 70 миль в час и зафиксировали 1,03 g на тормозной площадке. Однако даже в базовой комплектации новый Corvette способен на героическую управляемость и доставляет массу острых ощущений как на дороге, так и на трассе.
фунт-фут крутящего момента. С двухрежимным выхлопом, который является частью пакета Z51, он развивает мощность 495 лошадиных сил. Вариант Z51 также добавляет электронный задний дифференциал повышенного трения, более агрессивные тормоза и летние шины. Восьмиступенчатая автоматическая коробка передач с двойным сцеплением (впервые на Corvette) является единственной трансмиссией. Он управляется либо кнопочным селектором передач на центральной консоли, либо с помощью двух больших подрулевых лепестков переключения передач. Механическая коробка передач недоступна. В нашем тестировании мы записали от нуля до 60 миль в час за 2,8 секунды и четверть мили за 11,2 секунды на скорости 122 миль в час в автомобиле, оснащенном пакетом производительности Z51 и дополнительными магнитореологическими амортизаторами FE4. Мы преодолели тормозной путь в 149 футов со скорости 70 миль в час и зафиксировали 1,03 g на тормозной площадке. Однако даже в базовой комплектации новый Corvette способен на героическую управляемость и доставляет массу острых ощущений как на дороге, так и на трассе.
Подробнее о Corvette Coupe и Convertible
- Chevy Corvette 2023 года получает пакет к 70-летию
- 2023 Chevy Corvette получает повышение цен, новые опции
Экономия топлива и реальный расход топлива на галлон
Corvette получает рейтинги экономии топлива EPA: 15 миль на галлон по городу, 27 миль на галлон по шоссе и 19 миль на галлон вместе взятых. Мы подвергли его нашему собственному 200-мильному тесту на экономию топлива по шоссе и зафиксировали 26 миль на галлон, что на 1 милю на галлон меньше, чем ожидалось. Последнее поколение — помните Corvette с двигателем спереди? — показало результат в 27 миль на галлон в том же тесте. Для получения дополнительной информации об экономии топлива Corvette посетите страницу 9.1097 веб-сайт EPA .
Интерьер, комфорт и груз
Corvette остается чисто двухместным автомобилем, а его футуристический интерьер отделан такими материалами, как кожа, отделка из настоящего металла и имитация замши; у него даже есть причудливый сшитый хедлайнер. Если говорить о крыше, то на купе она съемная , как и на предыдущих Корветах, и помещается в багажник, который находится сразу за моторным отсеком. Задний багажник также может вместить две сумки для гольфа, а передний багажник предлагает место для багажа или груза, пока крыша сложена. Водитель сидит за прямоугольное рулевое колесо и 12,0-дюймовый реконфигурируемый приборный дисплей; большой сенсорный экран информационно-развлекательной системы повернут к водителю для простоты использования. Дизайн интерьера доводит концепцию, ориентированную на водителя, до максимума, разделяя кабину пополам высоким рядом переключателей системы климат-контроля автомобиля. В целом, салон Corvette довольно хорош. При обновлении до пакета 3LT вы получаете улучшенные материалы, такие как прошитая кожа на большинстве внутренних поверхностей, а также отделка из углеродного волокна. Новый Corvette предлагает два багажника, один перед пассажирским салоном и один за двигателем, в общей сложности 13 кубических футов места для хранения.
Если говорить о крыше, то на купе она съемная , как и на предыдущих Корветах, и помещается в багажник, который находится сразу за моторным отсеком. Задний багажник также может вместить две сумки для гольфа, а передний багажник предлагает место для багажа или груза, пока крыша сложена. Водитель сидит за прямоугольное рулевое колесо и 12,0-дюймовый реконфигурируемый приборный дисплей; большой сенсорный экран информационно-развлекательной системы повернут к водителю для простоты использования. Дизайн интерьера доводит концепцию, ориентированную на водителя, до максимума, разделяя кабину пополам высоким рядом переключателей системы климат-контроля автомобиля. В целом, салон Corvette довольно хорош. При обновлении до пакета 3LT вы получаете улучшенные материалы, такие как прошитая кожа на большинстве внутренних поверхностей, а также отделка из углеродного волокна. Новый Corvette предлагает два багажника, один перед пассажирским салоном и один за двигателем, в общей сложности 13 кубических футов места для хранения. Chevrolet говорит, что Corvette может вместить два комплекта клюшек для гольфа в задний отсек, когда они сложены друг на друга. При тестировании мы смогли легко установить наш набор клюшек, так что заявление Chevy кажется обоснованным. Когда пришло время посмотреть, есть ли место для наших чемоданов ручной клади, мы смогли разместить один в переднем багажнике Corvette и два в заднем отделении.
Chevrolet говорит, что Corvette может вместить два комплекта клюшек для гольфа в задний отсек, когда они сложены друг на друга. При тестировании мы смогли легко установить наш набор клюшек, так что заявление Chevy кажется обоснованным. Когда пришло время посмотреть, есть ли место для наших чемоданов ручной клади, мы смогли разместить один в переднем багажнике Corvette и два в заднем отделении.
Разница между автомобилем и водителем
- Объяснение наших комплексных испытаний автомобилей
- Почему мы тестируем: каждая цифра рассказывает историю
Информационно-развлекательная система и возможности подключения
В новом Corvette используется информационно-развлекательная система Chevrolet 3 Plus, которая оснащена 8-дюймовым сенсорным экраном с потоковой передачей аудио по Bluetooth, мобильной точкой доступа 4G LTE и беспроводной связью. Поддержка Apple CarPlay и Android Auto. Система проста в использовании и быстро реагирует на команды.
Как купить и обслуживать автомобиль
- Как купить или взять в аренду новый автомобиль
- Как купить подержанный автомобиль
- Как ремонтировать, обслуживать и ухаживать за автомобилем
Функции безопасности и помощи водителю
Corvette может иметь ограниченное количество функций помощи водителю , и ни одна из них не входит в стандартную комплектацию базовой модели . Для получения дополнительной информации о результатах краш-тестов Corvette посетите веб-сайты Национальной администрации безопасности дорожного движения ( NHTSA ) и Страхового института дорожной безопасности ( IIHS ). Основные функции безопасности включают в себя:
- Доступен мониторинг слепых зон и предупреждение о перекрестном движении сзади
Гарантия и техническое обслуживание
Несмотря на потрясающие характеристики, гарантийный срок Corvette строго средний. По крайней мере, первое техническое обслуживание покрывается бесплатно.
- Ограниченная гарантия распространяется на 3 года или 36 000 миль
- Гарантия на трансмиссию распространяется на 5 лет или 60 000 миль
- Бесплатное техническое обслуживание покрывается при первом посещении
Specifications
SPECIFICATIONS
2020 Chevrolet Corvette Stingray Z51
VEHICLE TYPE
mid-engine, rear-wheel-drive, 2-passenger, 2-door targa
PRICE AS TESTED
88 310 долл. США (базовая цена: 64 995 долл. США)
ТИП ДВИГАТЕЛЯ
толкатель, 16-клапанный V-8, алюминиевый блок и головки, непосредственный впрыск топлива
Объем двигателя
376 куб. дюймов, 6162 куб.см
Мощность
495 л.с. при 6450 об/мин
Крутящий момент
470 фунт-фут при 5150 об/мин
ТРАНСМИССИЯ
8-ступенчатая автоматическая коробка передач с двойным сцеплением
ШАССИ
Подвеска (передняя/правая): рычаги подвески/ рычаги подвески
Тормоза (передний/правый): 13. 6-invented диск/
6-invented диск/
13,8-дюймовый вентилируемый диск
Шины: Michelin Pilot Sport 4S ZP, F: 245/35ZR-19 (89Y) TPC Spec 3120 R: 305/30ZR-20 (99Y) TPC Spec 312
РАЗМЕРЫ
Колесная база: 107,2 в
Длина: 182,3 В
Ширина: 76,1 в
Высота: 48,6 в
Объем пассажира: 51 Cu FT
Объем груза: 13 Cu FT
Вес с бордюром: 3647 фунт
C/D
Результаты испытаний
C/D
. 1 фут: 0,2 с
Разгон до 60 миль/ч: 2,8 с
Разгон до 100 миль/ч: 7,2 с
Разгон до 130 миль/ч: 13,2 с
Разгон до 150 миль/ч: 19,4 с
Разгон с места, 5–60 миль/ч: 3,5 с
Высшая передача, 30–50 миль/ч: 1,9 с
Высшая передача, 50–70 миль/ч: 2,5 с
¼ мили стоя: 11,2 с при 122 миль/ч
Максимальная скорость (ограниченное лобовое сопротивление, заявление производителя): 184 миль/ч
Торможение, 70–0 миль/ч: 149 футов
Сцепление с дорогой, противоскользящая пластина диаметром 300 футов: 1,03 г
EPA FUEL ECONOMY ( C/D EST)
Комбинированный режим/город/шоссе: 19/16/26 миль на галлон
Дополнительные характеристики и характеристики
Начиная с $109 295
Рейтинг C/D
10/10
Chevrolet
2023 Silverado HD
, начиная с 42 295 долл.
