Трансформатор для контактной сварки своими руками: Трансформатор для сварки своими руками
Содержание
Изготовление контактной сварки своими руками
Загородный дом всегда требует особенных забот от хозяина. Их гораздо больше, чем в квартире. Ремонт и перестройка дома, сооружение декоративных мостиков и беседок, возведение фундаментов и перекрытий, все эти работы требуют умения работать не только с деревом, но и с металлом. Инструменты и приспособления для таких работ нужны соответствующие.
Мастерство и опыт, умение работать и придумывать интересные проекты порой упирается только в одно: не все работы хозяин может сделать самостоятельно. И это очень часто останавливает интересные творческие задумки. Как правило, так случается, если речь заходит о сварке. Считается, что сварить металлические конструкции без специалиста со специальным аппаратом невозможно. Да, конечно, аккуратный шов не всякий сварщик сделает. Безусловно, сварку мостовых конструкций и перекрытий зданий должны выполнять профессионалы. Но сделать из металлических прутов садовую калитку или каркас для декоративной композиции по силам и любителю. Если у него есть специальное приспособление.
Если у него есть специальное приспособление.
Оказывается, сделать такой самодельный сварочный агрегат достаточно просто и умельцы давно придумали конструкцию.
Контактная сварка своими руками изготавливается достаточно быстро при наличии у человека элементарных знаний и умений в электротехнике.
Для изготовления агрегата потребуются следующие материалы и приспособления:
- трансформатор силовой;
- выключатель;
- таймер времени;
- медный прут с диаметром 1,5 см;
- медный провод с диаметром один сантиметр.
Таймер времени при отсутствии навыков в радиотехнике лучше всего приобрести в специализированном магазине.
Изготовление трансформатора для контактной сварки
Важнейшей деталью аппарата предназначенного для проведения контактной сварки является трансформатор. Этот агрегат позволяет получить требуемое напряжение для проведения сварочных работ.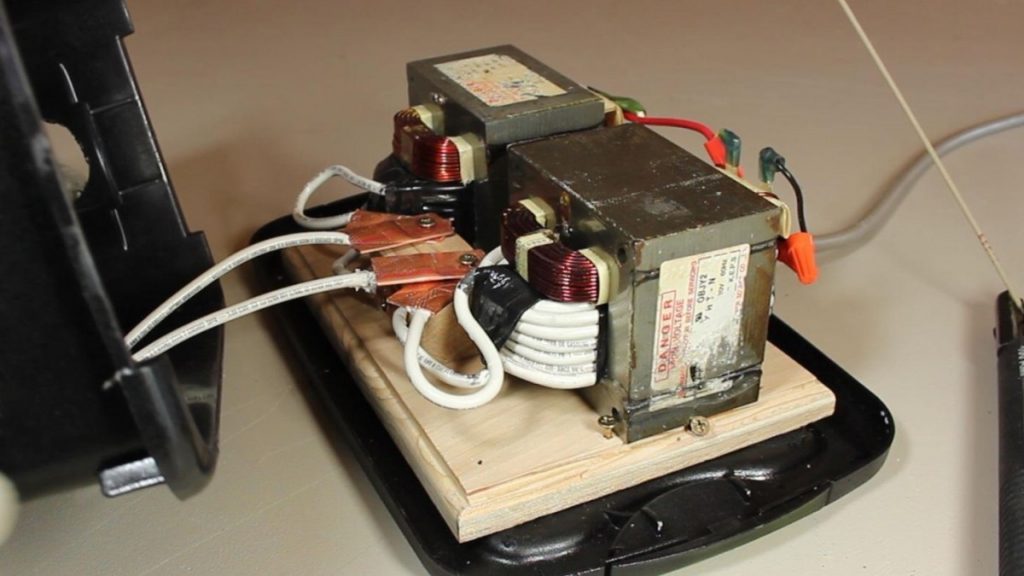 Коэффициент трансформации должен иметь высокое значение, по этой причине для изготовления этого элемента сварочного аппарата лучше всего использовать устройства, которые входят в комплектацию микроволновых печей. Мощность этого компонента агрегата должна быть не менее одного киловатта. В микроволновых печах, как правило, применяется агрегат с мощностью до 4 кВт.
Коэффициент трансформации должен иметь высокое значение, по этой причине для изготовления этого элемента сварочного аппарата лучше всего использовать устройства, которые входят в комплектацию микроволновых печей. Мощность этого компонента агрегата должна быть не менее одного киловатта. В микроволновых печах, как правило, применяется агрегат с мощностью до 4 кВт.
Трансформатор извлекается из микроволновки, с него снимается вторичная обмотка. Для изготовления сварочного трансформатора потребуется только первичная обмотка агрегата. При снятии провода все операции по разборке следует проводить очень аккуратно. Это требуется для того чтобы в процессе изготовления не повредить медный провод первичной обмотки и магнитопровод.
После проведение подготовительного этапа осуществляется изготовление вторичной обмотки. На выходе из агрегата нужно получить ток в 1000 А. Для этой цели применяется медный провод с диаметром 1 см. При изготовлении из такого медного провода получается 2-3 витка в устройстве. На выходе из силового устройства напряжение составляет около 2 вольт. Использование такого трансформатора в устройстве сварочного аппарата для контактной сварки позволяет работать с металлом толщиной до 5 мм. После наматывания медного провода проверяется направление обмоток, помимо этого на этом этапе изготовления проверяется наличие трансформаторе коротких замыканий. При отсутствии последних приступают к дальнейшему процессу изготовления. При использовании в конструкции сварочного устройства двух и более трансформаторов проверяется сила тока на выходе — она не должна быть более 2000 А. В случае превышения этого значения следует уменьшить силу тока, так как высокая сила тока провоцирует значительные перепады в бытовой электросети в период работы аппарата. После намотки медного провода и проверки параметров трансформатора он является готовым к использованию.
На выходе из силового устройства напряжение составляет около 2 вольт. Использование такого трансформатора в устройстве сварочного аппарата для контактной сварки позволяет работать с металлом толщиной до 5 мм. После наматывания медного провода проверяется направление обмоток, помимо этого на этом этапе изготовления проверяется наличие трансформаторе коротких замыканий. При отсутствии последних приступают к дальнейшему процессу изготовления. При использовании в конструкции сварочного устройства двух и более трансформаторов проверяется сила тока на выходе — она не должна быть более 2000 А. В случае превышения этого значения следует уменьшить силу тока, так как высокая сила тока провоцирует значительные перепады в бытовой электросети в период работы аппарата. После намотки медного провода и проверки параметров трансформатора он является готовым к использованию.
Изготовление электродов для аппарата контактной сварки
Изготовление электродов осуществляется из толстых медных прутиков, диаметр которых равен 1,5 см. При изготовлении электродов нужно придерживаться строго правила гласящего о том, что толщина электрода должна быть не меньше провода используемого во вторичной обмотке устройства. В случае использования трансформатора невысокой мощности в качестве сварочных электродов можно использовать жала от пары паяльников. Жала от паяльников обладают одним несомненным преимуществом — они являются стойкими и благодаря этому прослужат на протяжении длительного времени.
При изготовлении электродов нужно придерживаться строго правила гласящего о том, что толщина электрода должна быть не меньше провода используемого во вторичной обмотке устройства. В случае использования трансформатора невысокой мощности в качестве сварочных электродов можно использовать жала от пары паяльников. Жала от паяльников обладают одним несомненным преимуществом — они являются стойкими и благодаря этому прослужат на протяжении длительного времени.
Провода подключаемые к электродам должны иметь минимальную длину, это требуется для того чтобы уменьшить потери тока. Для подключения провода к электроду используется медный наконечник или отверстие в электроде, проделанное при помощи дрели. Провод крепится к электроду при помощи болтового соединения. Для лучшего контакта провод с наконечником лучше всего спаять, это будет препятствовать процессу окисления и потерям тока в процессе окисления.
Преимуществом болтового соединения является возможность быстрого удаления электродов. При осуществлении соединения путем пайки в случае необходимости замены электродов потребуется перепаивание стыков, что занимает большое количество времени.
При осуществлении соединения путем пайки в случае необходимости замены электродов потребуется перепаивание стыков, что занимает большое количество времени.
Управление сварочным процессом и инфраструктура сварочного аппарата
Контактная сварка своими руками изготовленная требует оснащения рычагом управления и выключателями. Качество сваривания металлических изделий обеспечивается не только силой тока, но и силой сжатия. Для этой цели аппарат оснащается рычагом. Сила сжатия, особенно огромную роль, играет при сваривании толстых листов металла. При осуществлении сваривания в домашних условиях сила сжатия должна быть не меньше 30 кг, по этой причине рычаг нужно сделать соответствующей длины. Это обеспечит удобство в работе со сварочным аппаратом и высокое качество сваривания деталей. Длина ручки рычага для обеспечения степени сжатия должна быть равна 60 см. Крепление рычага осуществляется на 3/4 снизу. Таким образом, соотношения плеча на зажим равно 1:10. При такой конструкции рычага, в случае оказания давления на рычаг в один килограмм, на металл осуществляется давление в десять килограмм.
Выключатель устанавливается на первичной обмотке трансформатора, так как во вторичной обмотке устройства циркулирует большой ток, а сопротивление выключателя в цепи вторичной обмотке будет приводить к потере тока. Для удобства работы выключатель выносится на рукоятку рычага, это позволяет осуществлять подачу электрической энергии на аппарат только после осуществления контакта металла с электродами устройства. Такое размещение выключателя позволяет в значительной мере осуществлять экономию электроэнергии за счет отсутствия холостой работы устройства.
При работе с тонким металлом лучше всего в цепь управления сварочным устройством вмонтировать таймер времени. Таймер времени позволяет регулировать время работы агрегата, для охлаждения устройства и компонентов, входящих в его состав, можно использовать кулер от старого стационарного компьютера.
После окончания сборки устройства следует провести его испытания.
Точечная сварка из трансформатора: как сделать своими руками
Сварочный трансформатор можно переделать во много полезных вещей. В любом сварочном оборудовании ключевой деталью является трансформатор.
В любом сварочном оборудовании ключевой деталью является трансформатор.
С ним электричество, которое поступает из розетки, может преобразовываться в необходимый для сварочной работы ток. Вид точечной сварки также входит в число возможных работ.
При выполнении такой сварки, которую ещё называют контактной, соединения могут быть очень прочными и аккуратными даже при работе на дому.
Для получение хорошего и простого аппарата для контактной сварки, вы можете преобразовать свой трансформатор. Единственным недостатком этого оборудования является невозможность регулирования тока.
Но, для домашних условий он довольно актуален. Мы даём вам подробную информацию о том, какие трансформаторы лучше подходят для сборки точечной сварки и как сделать это самостоятельно в своём доме.
Содержание статьиПоказать
- СБОРКА И ЕЁ АЛГОРИТМ
- УСТРОЙСТВО ТРАНСФОРМАТОРА
- ПОВЫШЕНИЕ МОЩНОСТИ
- ПАНЕЛЬ УПРАВЛЕНИЯ
- ЭЛЕКТРОДЫ
- ДЕТАЛИ ПРИ ИСПОЛЬЗОВАНИИ
- ФИНАЛЬНАЯ ЧАСТЬ
СБОРКА И ЕЁ АЛГОРИТМ
УСТРОЙСТВО ТРАНСФОРМАТОРА
Как преобразить трансформатор в аппарат для точечной сварки – главный вопрос, который мы сегодня разберём. Для примера мы взяли старую микроволновую печь и вынули из неё нужное нам оборудование.
Оно вполне подойдёт. Мощность трансформатора важный аспект при выборе аппарата для точечной сварки.
Чтобы изготовить сварочное оборудование для контактной сварки, нужна мощность от одного киловатта. Если брать трансформатор с такой мощностью, вы сможете работать с металлами, толщина которых не превышает один миллиметр.
Чтобы увеличить мощность вы можете преобразовать несколько трансформаторов.
Первым делом нужно отсоединить магнитный провод с первичной обмоткой от трансформатора. Такая обмотка обычно представляет собой несколько виточков проводов с большой толщиной.
Чтобы это сделать, сначала нужно снять вторичную обмотку, не снимая сам каркас. Для этого можно использовать ножовку и стамеску.
Если вторичная обмотка слишком крепко сидит, не бойтесь применять силу, при необходимости можно вырвать её полностью. Если не помог ни один способ, достаньте инструмент и высверлите её, это точно должно помочь.
Самое важно не тронуть первичную обмотку и магнитный провод, когда будете снимать «вторичку». При наличии шунтов в трансформаторе, можно убрать их совместно с вторичной обмоткой.
После удаления старой «вторички» нужно подумать о новой. Её можно сделать из медного провода, сечение у которого начинается от ста квадратных миллиметров. Сами провода могут быть толстыми, но обязательно с сечением.
ПОВЫШЕНИЕ МОЩНОСТИ
При работе с контактной сваркой возможно использование как одного трансформатора, так и двух. Если вам для работы нужно оборудование большей мощности, а соответственно и большего сварочного тока, свяжите два трансформатора.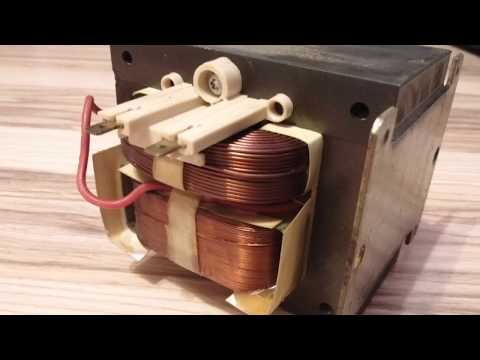
При такой связке двух аппаратов вы сможете заниматься варкой толстых металлов.
Возможно наличие нескольких витков на трансформаторе, только при этом окно сердечника будет вам мешать, из-за слишком толстых проводов. В такой ситуации можно связать окончания «вторичек» у первого и второго трансформатора.
Важно чтобы связь окончаний была последовательной. То есть при протягивании провода он должен проходить как через первый трансформатор, так и через второй. Витки должны быть одинакового количества.
Направление каждого витка должно быть под контролем. Противофаза недопустима в этот момент. Если мощности собранного оборудования недостаточно, вы можете подсоединить ещё несколько трансформаторов.
Этот процесс осуществляется, так же как и сборка первых двух.
Главное чтобы ваша электрическая сеть выдержала такую нагрузку. Поэтому лучше сразу убедиться и провести проверку. Для применения аппаратов такой мощности нужно предусмотреть все детали, чтобы не вылетали пробки и не жаловались соседи.
ПАНЕЛЬ УПРАВЛЕНИЯ
Аппарат, который вы сделаете самостоятельно, может быть простым и удобным, что касается как его внутренней части, так и основной системы управления.
Для эксплуатации оборудования вам нужно будет найти кнопку для включения и выключения, а ещё сделать рычаг для сварочных клещей.
В установке выключателя ничего сложного нет. Достаточно подобрать хорошую деталь, которая вам нравится, и связать её с первичной обмоткой, путём подключения к цепи.
Для связи трансформатора с выключателем не нужно использовать вторичную обмотку, так как это может навредить детали, из-за большого тока.
Для изготовления рычага нужно будет применить больше усилий. Во время работы с точечной сваркой нужно помнить, что это не только местное нагревание металлов, но и усиленное прижимание.
Чем больше толщина свариваемого металла, тем выше усилия в его прижимании. При варке небольших тонких заготовок используйте собственные силы.
Если вам нужно более универсальное оборудование, необходимо закрепить его на столе, а длину и тяжесть рычага подобрать побольше.
Чтобы избавиться от ненужной работы, можно заняться установкой винтовой стяжки. При её креплении, нужно чтобы с одной стороны было основание, а с другой сам рычаг. Это избавит вас от необходимости повышать усилия для сжатия своими руками.
Если исполнение рычага само по себе простое, то кнопка для включения может устанавливаться на его поверхность. Когда вы опустите рычаг, электричество начнёт подаваться автоматически. Для крепления заготовок можно использовать вторую руку.
ЭЛЕКТРОДЫ
Ещё один важный элемент – нужно помнить об электродах. При работе с контактной сваркой в электродах должна содержаться медь. Чем больше толщина электрода, тем лучше.
Вы сможете найти в магазине нужные вам детали, или изготовить их самостоятельно, используя станок. При этом помните, что покупка всегда легче. При сборке маленького аппарата с маленькой мощностью, можно использовать жало паяльника как электрод.
При этом помните, что покупка всегда легче. При сборке маленького аппарата с маленькой мощностью, можно использовать жало паяльника как электрод.
Электрод – сырьё расходное. Поэтому, чтобы он не терял форму, его необходимо точить. Когда электрод полностью потеряет свою изначальную форму, можно его выбрасывать и заняться установкой нового.
Подключение электродов нужно проводить, используя провода. Желательно чтобы они были не очень длинными.
Соединения также должны быть в малом количестве, ведь из-за каждого теряется мощность. Для лучшего контакта с электродами на провода можно надеть медные наконечники.
Медный наконечник нужно спаять с самим проводом, а не надеть поверх него. Это делается для того, чтобы во время работы не было никаких перебоев и сопротивления между наконечником и проводом.
Пайка наконечникам с проводом не самая легкая работа. Для облегчения задачи можно купить уже готовый луженый наконечник, который предназначен для паяния.
Умения некоторых знатоков позволяют им припаивать сам электрод, вместо мороки с наконечниками.![]() Хотя на самом деле, это лишь усложнение, так как, напомним, время от времени нужно заниматься сменой электродов.
Хотя на самом деле, это лишь усложнение, так как, напомним, время от времени нужно заниматься сменой электродов.
Поэтому пайка электродов ничем хорошим не закончится, лучший выход использование наконечников, так как их не нужно менять и можно чистить от окислителей.
ДЕТАЛИ ПРИ ИСПОЛЬЗОВАНИИ
Наше оборудование, которое сделано самостоятельно, очень простое в использовании и не привередливо. Но для ещё лучшей и долгой работы можно изучить несколько интересных деталей, которые могут вам помочь.
Включение и отключение оборудования нужно всегда проводить при сжатых электродах. Если этого не делать, электроды могут подгореть. Принудительное охлаждение аппарата также важно. Его можно осуществлять, пользуясь обычным вентилятором.
Если заранее не подумать об этом, то возникнет необходимость смотреть за температурой оборудования, чтобы избежать перегрева. При этом возникнет множество перерывов в работе.
Качественность выполненной работы и какими будут сварные точки зависят как от правильности сборки аппарата, так и от опытности мастера и времени на сжатие заготовки между электродов.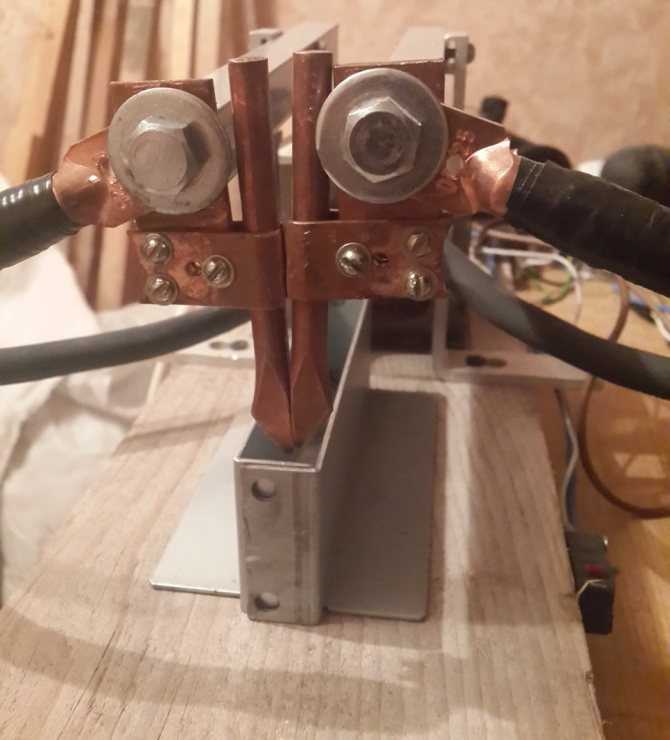
Рекомендации в этом случае отсутствуют, поэтому вам придётся самостоятельно проводить эксперименты, менять толщину заготовок и познавать всё опытным путём.
ФИНАЛЬНАЯ ЧАСТЬ
Как мы разобрались, для сборки контактной сварки самостоятельно не требуется никаких особо сложных работ. У знающего человека это займёт около двух часов. Но если вы новичок, лучше сначала ознакомиться с теорией и пройти несколько тренировок.
Аппарат для работы с контактной сваркой, который вы сделаете сами, обладает большим количеством достоинств. Надёжность и маленький бюджет для сборки – основные положительные стороны.
Для сборки сварочного оборудования на дому, нужно не так много деталей и инструментов. Всё нужное оборудование можно найти, зайдя в интернет или выкупить у знакомых.
При необходимости можно пересобрать своё оборудование для разных видов сварки. Но алгоритм такой сборки кардинально отличается. Пишите комментарии о том, какой опыт в сборке аппарата для точечной сварки есть у вас. Продуктивности в работе!
Трансформаторы для контактной точечной сварки
Сварка своими руками в данном случае значит не технология производства сварочных работ, а самодельное оборудование для электросварки. Рабочие навыки приобретаются производственной практикой. Безусловно, прежде чем идти в мастерскую, нужно усвоить теоретический курс. Но претворять его в практику можно только, имея на чем работать.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Самодельная точечная сварка
- Как рассчитать трансформатор для точечной сварки
- Как сделать аппарат для точечной контактной сварки своими руками? Принцип действия и устройство
- Как сделать аппарат точечной сварки своими руками
- Сварка своими руками (контактная, точечная): схемы, расчет, изготовление
- Сварка своими руками (контактная, точечная): схемы, расчет, изготовление
- Статьи по теме
- Машины контактной сварки
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Точечная сварка своими руками на базе трансформатора ОСМ-0. 63
63
Самодельная точечная сварка
В частном подворье или во время эксплуатации автомобиля нередко возникает потребность контактной точечной сварки металлических элементов. В серийном производстве для этого есть много устройств. Но при желании сварочный аппарат можно сконструировать своими руками.
Например, из трансформатора старой микроволновки. Содержание Технология контактной сварки: описание и применение Подготовка трансформатора Монтаж электродов контактной сварки Заключительный этап сборки точечной сварки Как сделать точечную сварку: видео.
Принцип работы подобного самодельного или фабричного устройства прост. Оно сжимает необходимые металлические части и одновременно нагревает их с помощью электрического тока. Материал плавится, а после охлаждения застывает в виде шва.
Эффективность точечной сварки зависит от теплопроводности самого материала, геометрии деталей, мощности сварочного инструмента. Подобная сварка эффективна, если усилие сжатия будет значительным.
Подобная сварка эффективна, если усилие сжатия будет значительным.
Оно измеряется в десятках или даже сотнях килограммов. Трансформатор — ключевой элемент контактной сварки. Он поднимает входное напряжение до нужного уровня. Подходящим для этого коэффициентом трансформации и мощностью Вт обладает устройство из большой микроволновки. Изготовленная из него сварка выдаёт 4 кВт напряжения и может соединить металлический лист толщиной до 5 мм.
Разобраться в деталях вам поможет видео. Из точечной сварки можно выжать ток большей силы. Для этого потребуется установить второй аналогичный трансформатор, объединив с первым в цепь. В этой процедуре особенно важно корректно соединить выводы разных обмоток двух трансформаторов используйте вольтметр , иначе получите короткое замыкание.
После сборки основы точечной сварки измерьте силу тока, которую она производит. Помните, больше А в домашних условиях генерировать нельзя из-за проводки. Эта пара элементов выполняет непосредственную сварку материала. Требование простое: соответствие диаметра толщине провода. Подойдут медные прутки или даже электроды от фабричных паяльников если мощность будет невелика. Монтаж и обслуживание этих элементов имеет такие нюансы:.
Требование простое: соответствие диаметра толщине провода. Подойдут медные прутки или даже электроды от фабричных паяльников если мощность будет невелика. Монтаж и обслуживание этих элементов имеет такие нюансы:.
Гайки, болты, другие крепёжные элементы желательно должны быть медными. Материал и его сплавы отличаются низким уровнем электрического сопротивления. Для полноценности сварки вам потребуются выключатель и система прижима.
Тумблер должен контролировать подачу электричества к первичной обмотке. Сила тока на ней существенно ниже, чем на вторичной, подключение к которой технически неправильно. Оно губительно для всего аппарата.
Для домашнего оборудования достаточно рычага длиною в 60 см. Он позволит преобразовать силу ваших рук в кратном размере. Для устройства нужно продумать способ фиксации на рабочем столе. Например, с помощью струбцины. Ведь в процессе сварки важно не сдвинуть детали в стороны, чтобы не испортить шов. Рычажный механизм отлично дополняют винтовые элементы, которые усиливают силу сжатия.
Справиться с созданием домашней сварки под силу любому столяру. Важно сделать прибор надёжным и безопасным. Если у провода толстая изоляция — снимите её, а жилу обмотайте изолентой на тканевой основе. Выключатель удобно располагать прямо на рукояти рычага, который обеспечивает сжатие свариваемых элементов.
Прижимать сварку и включать её в сеть вы сможете одной рукой, а вторую освободите для придерживания материала.
Как рассчитать трансформатор для точечной сварки
Интересуетесь, как сделать сварочный аппарат из микроволновки в домашних условиях на базе трансформатора устаревшей СВЧ печи без крупных вложений и специального оборудования по отработанной схеме? Самоделка в импульсном режиме даёт 5-кратное увеличение мощности, ампераж возрастает в раз. Контактная сварка из микроволновки без регулировки силы переменного тока с производственным аппаратом не сравнится, но в рамках бытовой надобности справится с работой не хуже. Базовый элемент устройства трансформатор. Поиск и приобретение фабричного изделия необязательны, если есть бывшая в употреблении микроволновая печь большой мощности.
Поиск и приобретение фабричного изделия необязательны, если есть бывшая в употреблении микроволновая печь большой мощности.
Быстрый просмотр. Трансформатор для контактной сварки КаВик ТКС УХЛ Быстрый просмотр. Аппарат контактной точечной сварки АДАМ
Как сделать аппарат для точечной контактной сварки своими руками? Принцип действия и устройство
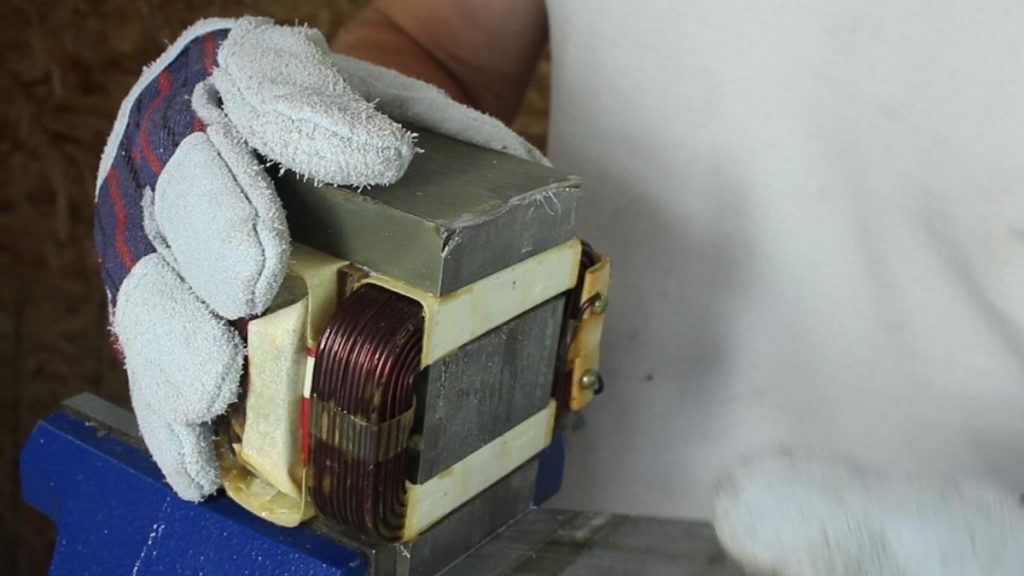
В данной статье описывается способ как сделать сварочный аппарат своими руками из деталей от старой микроволновой печи. Аппарат создавался для сварки никелевых выводов на аккумуляторах типа , но может использоваться и для сварки листового металла или других металлических предметов. Будьте осторожны! В микроволновой печи может быть высокое напряжение, которое сохраняется в течении некоторого времени после отключения печи от сети. При вскрытии печи необходимо найти большой конденсатор внутри микроволновки и разрядить его, прикоснувшись отверткой одновременно к обоим выводам конденсатора. Вскройте корпус микроволновой печи, разрядите конденсатор и найдите трансформатор.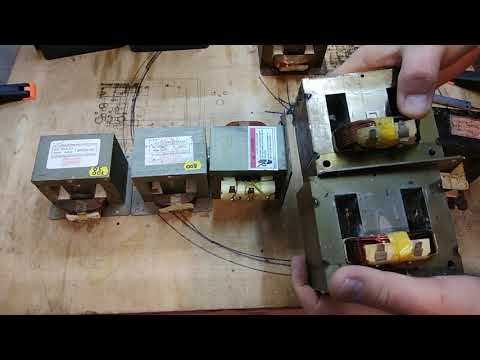 Он должен выглядеть так как на фото. Открутите гайки, которыми крепится трансформатор и выньте его.
Он должен выглядеть так как на фото. Открутите гайки, которыми крепится трансформатор и выньте его.
Как сделать аппарат точечной сварки своими руками
Контактная сварка, помимо технологических достоинств применения, обладает еще одним важным преимуществом — несложное оборудование для нее можно изготовить самостоятельно, а его эксплуатация не потребует специфических навыков и первоначального опыта. Контактная сварка, своими руками собранная, может быть использована для решения довольно широкого спектра задач несерийного и непромышленного характера по ремонту и изготовлению изделий, механизмов, оборудования из различных металлов как в домашних условиях, так и в небольших мастерских. Контактная сварка обеспечивает создание сварного соединения деталей за счет нагрева области их соприкосновения проходящим через них электрическим током при одновременном приложении сжимающего усилия к зоне соединения. В зависимости от материала его теплопроводности и геометрических размеров деталей, а также мощности используемого для их сваривания оборудования процесс контактной сварки должен протекать при следующих параметрах:.
Как рассчитать, намотка. Самодельный аппарат дуговой или контактной сварки.
Сварка своими руками (контактная, точечная): схемы, расчет, изготовление
У многих домашних мастеров возникают проблемы с проведением сварочных работ. Основной причиной является отсутствие практических навыков работы со сваркой, а также отсутствие сварочного аппарата. Наилучшим выходом из положения может стать контактная сварка своими руками, которую вполне возможно изготовить и освоить самостоятельно, без каких-либо особых теоретических знаний и навыков. С помощью контактной сварки можно соединять между собой стальные трубы, медные и алюминиевые провода, а также другие элементы и конструкции. Прежде чем приступать к непосредственному изготовлению аппарата, необходимо заранее уточнить, как можно самому сконструировать и собрать контактную сварку.
Сварка своими руками (контактная, точечная): схемы, расчет, изготовление
Машина предназначена для контактной точечной сварки постоянным выпрямленным током с частотой Гц крупногабаритных изделий из алюминиевых, титановых сплавов, нержавеющих и жаропрочных сталей. Точечная контактная сварка — сварочный процесс, при котором детали соединяются в одной или одновременно в нескольких точках. Прочность соединения определяется размером и структурой сварной точки, которые зависят от формы и размеров контактной поверхности электродов, силы сварочного тока, времени его протекания через заготовки, усилия сжатия и состояния поверхностей свариваемых деталей. С помощью точечной контактной сварки можно создавать до соединений за 1 минуту. Машины контактной точечной сварки применяются как для соединения тончайших деталей до 0,02 мкм электронных приборов микросварка , так и для сварки стальных конструкций из листов толщиной до 20 мм в автомобиле-, самолето-, и судостроении, в сельскохозяйственном машиностроении и других отраслях промышленности. При использовании машин точечной контактной сварки детали заготовки сначала сжимаются между электродами за счет усилия сжатия пневмоцилиндра. Сварочные электроды для контактной сварки токоподводами соединены со вторичной обмоткой сварочного трансформатора.
Точечная контактная сварка — сварочный процесс, при котором детали соединяются в одной или одновременно в нескольких точках. Прочность соединения определяется размером и структурой сварной точки, которые зависят от формы и размеров контактной поверхности электродов, силы сварочного тока, времени его протекания через заготовки, усилия сжатия и состояния поверхностей свариваемых деталей. С помощью точечной контактной сварки можно создавать до соединений за 1 минуту. Машины контактной точечной сварки применяются как для соединения тончайших деталей до 0,02 мкм электронных приборов микросварка , так и для сварки стальных конструкций из листов толщиной до 20 мм в автомобиле-, самолето-, и судостроении, в сельскохозяйственном машиностроении и других отраслях промышленности. При использовании машин точечной контактной сварки детали заготовки сначала сжимаются между электродами за счет усилия сжатия пневмоцилиндра. Сварочные электроды для контактной сварки токоподводами соединены со вторичной обмоткой сварочного трансформатора.
Сварка своими руками (контактная, точечная): схемы, расчет, изготовление Сварочный трансформатор работает в прерывистом режиме.
Статьи по теме
В домашних условиях иногда требуется надежно соединить две небольшие металлические детали. Лучше всего это сделать с помощью контактной точечной сварки КТС. Содержание 1 Принцип действия 2 Трансформатор 3 Устройство прижима 4 Управление 5 Электроды Принцип действия Соединение деталей с помощью КТС осуществляется за счет воздействия на материалы электрической энергии. Эта энергия, преобразуясь в тепло, расплавляет небольшой участок металла.
Машины контактной сварки
Контактная сварка — это разновидность электросварки, при котором сваривание деталей осуществляется разогревом контактируемых металлических поверхностей пропускаемым током большой величины. Неразъемное сварочное соединение образуется в результате пластической деформации разогретой до температуры плавления зоны контакта сжатых деталей. Сварочное оборудование для контактной сварки широко применяется как в небольших ремонтных мастерских, так и в серийном производстве, в частности при изготовлении изделий из листового металла и металлических кузовов автомобилей. Оно отличается большим разнообразием и классифицируется по:. В состав более сложных изделий могут входить два трансформатора, механизмы для перемещения деталей, водяная система охлаждения и микропроцессорное автоматическое управление током и временными параметрами.
Оно отличается большим разнообразием и классифицируется по:. В состав более сложных изделий могут входить два трансформатора, механизмы для перемещения деталей, водяная система охлаждения и микропроцессорное автоматическое управление током и временными параметрами.
При ремонте бытовых приборов, реконструкции часто возникает необходимость простой сварки деталей и поверхностей.
Как рассчитать, намотка. Самодельный аппарат дуговой или контактной сварки. Если у вас есть необходимый слесарный и электромонтажный инструмент ниже мы о нём подробно расскажем , и вы имеете соответствующие профессиональные навыки, то вполне сможете изготовить сварочный трансформатор своими руками. Расходы у вас, конечно, будут, но несравненно меньшие по сравнению с затратами на приобретение гаджета заводского изготовления. Зато, сколько вы получите удовольствия в процессе любимой работы по созданию самоделки.
Среди прочих способов отделки потолочной поверхности господство сегодня за натяжными Утепление мансардной крыши своими руками Условия комфортного проживания в помещениях мансарды напрямую зависят от правильно Обшивка потолка вагонкой Облицовка потолочной поверхности — строительное мероприятие, к которому
Как сделать аппарат точечной сварки своими руками из телевизора?
Время чтения: 8 минут
У многих из нас в гараже, на балконе или на даче есть старые ламповые телевизоры советского производства. Не спешите выбрасывать их. Ведь если телевизор вышел из строя, это еще не значит, что его детали тоже не нужны. Из старого телевизора вполне можно смастерить какие-нибудь приборы. Например, аппарат для точечной сварки. Точечный сварочный аппарат может понадобиться любому умельцу. Наш самодельный прибор способен сваривать металл толщиной до 0.8 мм. Так что вы сможете выполнять несложный ремонт, в том числе кузовной.
Не спешите выбрасывать их. Ведь если телевизор вышел из строя, это еще не значит, что его детали тоже не нужны. Из старого телевизора вполне можно смастерить какие-нибудь приборы. Например, аппарат для точечной сварки. Точечный сварочный аппарат может понадобиться любому умельцу. Наш самодельный прибор способен сваривать металл толщиной до 0.8 мм. Так что вы сможете выполнять несложный ремонт, в том числе кузовной.
У самодельного аппарата для точечной сварки много преимуществ перед заводскими моделями. Он прост и надежен, его ремонт не отнимет много времени и средств. Он неприхотлив к хранению и долго служит, если сделать все правильно при сборке. К тому же, его себестоимость существенно ниже покупного аппарата. Даже, если вы не найдете у себя многих деталей и вам придется их покупать.
В этой статье мы подробно расскажем, что из себя представляет точечная сварка и как смастерить аппарат точечной сварки своими руками в домашних условиях. Вам понадобится набор простых деталей, которые несложно найти у себя в гараже или купить с рук. В статье приведены все необходимые схемы и чертежи, которые могут понадобиться для сборки как силовой части, так и блока управления.
В статье приведены все необходимые схемы и чертежи, которые могут понадобиться для сборки как силовой части, так и блока управления.
Содержание статьи
- Общая информация
- Как сделать точечную сварку
- Эскиз аппарата
- Каркас и вторичная обмотка
- Блок управления
- Чертеж платы
- Подробнее о деталях
- Вместо заключения
Общая информация
Прежде чем вы приступите к сборке аппарата, необходимо разобраться в технологии самой точечной сварки. Точечная сварка — это метод соединения металлов, когда сварной шов формируется благодаря множеству так называемых сварных точек. Сварная точка формируется в тот момент, когда детали помещаются между двумя металлическими электродами, и они сжимают металл, одновременно нагревая его. Весь процесс занимает секунду, если использовать ручной аппарат. Промышленные аппараты способны сформировать несколько сотен точек в минуту.
Прочность сварного шва при точечной сварке напрямую зависит от размера точки и ее формы. Чем больше сварная точка и чем больше их количество, тем прочнее соединение. Также на прочность шва влияет сила сжатия и температура нагрева. Точечная сварка может применяться как для сварки ультратонких деталей, так и для работы с толстыми металлами. Но это справедливо по отношению к профессиональным аппаратам.
Чем больше сварная точка и чем больше их количество, тем прочнее соединение. Также на прочность шва влияет сила сжатия и температура нагрева. Точечная сварка может применяться как для сварки ультратонких деталей, так и для работы с толстыми металлами. Но это справедливо по отношению к профессиональным аппаратам.
Наша самодельная точечная сварка не обладает такими впечатляющими характеристиками. Но она способна варить любой тонколистовой металл. Это может быть стальная бочка, кузов авто или тонкостенная труба.
Читайте также: Что такое аппарат точечной сварки?
Естественно, не стоит предъявлять к такому аппарату много требований и надеяться, что сварная точка не будет уступать по качеству заводскому шву. Также учитывайте, что самодельный аппарат не очень производителен. Скорость его работы будет напрямую зависеть от вас. Не стоит ожидать много от самодельного прибора. Он точно не заменит профессиональный аппарат в мастерской. Зато станет отличным и недорогим помощником в быту.
Как сделать точечную сварку
Чтобы сделать наш самодельный аппарат точечной сварки, понадобится время и терпение. Контактная сварка своими руками из подручных материалов потребует от вас силовых трансформаторов типа ТС-270, которые как раз и можно достать из телевизора. Трансформаторов нужно не менее 6 штук. Также вам понадобятся петли размагничивания кинескопа.
Если у вас нет нужных трансформаторов, их можно найти на онлайн-досках объявлений. Стоят недорого, только раскупают очень быстро. Есть даже отдельные объявления с покупателями, которые готовы скупить все трансформаторы типа ТС-270. Подробнее о необходимых деталях мы расскажем чуть позже. Пока сконцентрируемся на конструктиве аппарата.
Эскиз аппарата
Ниже вы можете видеть эскиз нашего самодельного аппарата. Мы можете нарисовать свой эскиз, необязательно использовать указанный нами.
Каркас и вторичная обмотка
Каркас мы будем делать из гетинакса. Возьмите листы толщиной 2.5 миллиметра и соберите каркас на основе чертежа ниже.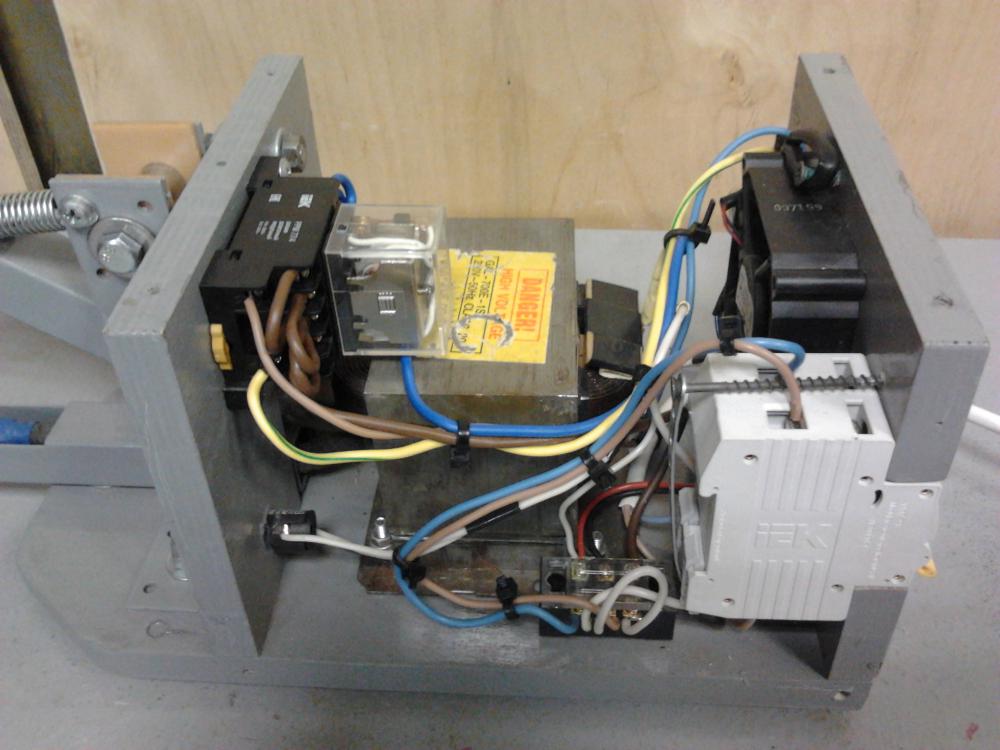 После на каркас намотайте провода из 3-4 проводов. Их диаметр должен быть 0.9 мм. Провода можно взять от сетевых обмоток трансформаторов.
После на каркас намотайте провода из 3-4 проводов. Их диаметр должен быть 0.9 мм. Провода можно взять от сетевых обмоток трансформаторов.
При наматывании считайте витки. Их должно быть около 150. Не забывайте класть бумагу от трансформаторов между слоями. Когда будете наматывать последние витки, кладите сразу несколько слоев бумаги.
Далее нужно сделать вторичную обмотку. Для этого разберите петли размагничивания и намотайте 350 проводов. Провода можно брать от того же трансформатора. В конечном итоге нужно, чтобы намотанный вами жгут имел сечение 100 кв.мм.
Затем намотанный жгут нужно обмотать тесьмой и полиэтиленом. Намотайте так же, как наматывали петли. Теперь нужно зачистить концы жгута, скрутить по 10 жил друг с другом и все спаять. Теперь этот жгут можно намотать на изготовленный заранее каркас. Достаточно 4-5 витков. Соберите трансформатор, используя стяжки от самих трансформаторов.
Блок управления
Точечная сварка из трансформаторов от телевизора еще не закончена. Вам понадобится сделать дополнительное устройство управления. Ниже его схема.
Вам понадобится сделать дополнительное устройство управления. Ниже его схема.
Давайте подробнее остановимся на схеме. Как видно, устройство состоит из сварочного трансформатора (T1), блока питания (Т3), VD1-VD4 на микросхеме (D6). Также есть формирователь импульса запуска (D5.2-D5.3), устройства выдержки (D4.1-D4.3, D1-D3, D5.1, D4.5).
Схема работает так. Сначала автоматом (SA4) включается питание. Напряжение подается на первичную обмотку нашего трансформатора (Т3). Затем диодный мост (VD2-VD5) выпрямляет напряжение вторичной обмотки. Обратите внимание, что фильтрующая часть разделена с помощью диода (VD6). По этой причине частота в 100 Гц подается на резистивные делитель, прямо на вход формирователя импульсов (DD4.1-DD4.3). А с формирователя подается на вход десятичного счетчика.
Если на входе ЕС и на входе R есть логический ноль, то счетчик начинает считать. Логический ноль происходит тогда, когда нажата кнопка SB1.
Чертеж платы
После того, как вы собрали устройство управления, его нужно поместить на печатную плату. Плата односторонняя, ее размер составляет 215 на 60 мм. Ниже чертеж платы.
Плата односторонняя, ее размер составляет 215 на 60 мм. Ниже чертеж платы.
Подробнее о деталях
Пару подробностей об используемых деталях. Как мы уже указали выше, вам понадобятся не любые трансформаторы из телевизора. Они должны быть типа ТС-270. Часто мастерам попадаются трансформаторы ТСА-270. Они не подходят, потому что у них обмотки сделаны из алюминиевых проводов, которые не годятся. Но железо от этих трансформаторов вполне может подойти.
Подобранный нами трансформатор отличается напряжением на вторичной обмотке около 20 Вольт. При этом ток потребляется крайне мало, всего около 50 миллиампер. В принципе, под эти характеристики подходит практически любой трансформатор для контактной сварки из телевизоров. Хорошо себя зарекомендовал трансформатор для точечной сварки типа ТВК-110ЛМ который можно найти во многих черно-белых телевизорах.
Также используются тиристоры без радиаторов типа VS1-VS2 , но вместо ним можно использовать Т142-50. Еще можно взять один симистор типа ТС2-80.
Трансформатор нужно намотать на кольцевой ферритовый сердечник. Подойдет марка M2000НМ. Оптимальный размер сердечника — К20х12х6. Первичная обмотка должна содержать около ста витков провода. Провод должен быть типа ПЭЛШО, а его диаметр — 0.15. Не забудьте изолировать обмотки и сердечник с помощью лакоткани.
Что касается переключателей, то мы использовали наборные, взятые из станков ЧПУ. Отлично подходят выключатели от станков ПМП-10200ПУ3, ПП10. Но не столь важно, какие именно переключатели вы будете использовать. Главное, чтобы у них была одна группа на десять позиций. В качестве кнопки (на схеме SB1) используется микропереключатель МП11. Также можно использовать КМ1-1. Также мы использовали выключатель-автомат (на схеме SA4) типа А63. Он на 20 Ампер. Часто такой можно встретить в многоквартирных домах в электрощитках.
Вместо заключения
Вот и все. Теперь вы точно знаете, как сделать аппарат для точечной сварки своими руками, используя детали из старого телевизора. Такой прибор будет полезен для дачников, домашних умельцев и тех, кто хочет сэкономить. Аппарат полноценно сваривает все типы металлов. Главное, чтобы толщина детали не превышала 0.8 мм. Сварочные точки достаточно прочные и надежные, швы более-менее долговечные. Конечно, качество работ несравнимо с заводским аппаратом. Но оно и не нужно от самодельного прибора.
Такой прибор будет полезен для дачников, домашних умельцев и тех, кто хочет сэкономить. Аппарат полноценно сваривает все типы металлов. Главное, чтобы толщина детали не превышала 0.8 мм. Сварочные точки достаточно прочные и надежные, швы более-менее долговечные. Конечно, качество работ несравнимо с заводским аппаратом. Но оно и не нужно от самодельного прибора.
Трансформатор для контактной сварки проводов в том числе и медных своими руками
В любых сварочных трансформаторах из-за необходимости большого сдвига фаз тока и напряжения, который гарантирует устойчивое зажигание дуги переменного тока в случае смены полярности, нужно обеспечить рост уровня индуктивного сопротивления во вторичной цепи. В том случае, если этот параметр удалось увеличить, то отмечают рост наклона внешней статической характеристики источника питания у сварочной дуги на рабочем ее участке. Это значит, что трансформатор для сварки может обеспечить получение необходимых падающих характеристик, которые установлены требованиями об общей устойчивости системы в цепочке «источник питания – дуга».
Это значит, что трансформатор для сварки может обеспечить получение необходимых падающих характеристик, которые установлены требованиями об общей устойчивости системы в цепочке «источник питания – дуга».
Конструктив
В конструкции сварочного преобразователя вплоть до начала двадцатого века использовался трансформатор с нормальным рассеянием магнитного поля, что в сочетании с совмещенным или отдельным дросселем создавало привычный для нас вид конструкции. Процесс регулирования электричества проводился за счет изменения воздушного зазора, находящегося в магнитопроводе дросселя. Те же аппараты для сварки, которые появились приблизительно в шестидесятых годах двадцатого века вышеупомянутые требования обеспечивают за счет увеличения уровня рассеяния магнитного поля. Как объект электротехники, трансформатор обладает эквивалентной схемой, которая содержит в себе, как индуктивное, так и активное сопротивление. Сварочные вариации, которые работают в режиме нагрузки, имеют уровень потребляемой мощности значительно выше, чем потери холостого хода, именно поэтому в случае работы при нагрузке данная схема чаще всего не учитывается. В наше время ее легко можно собрать своими руками.
Используется трансформатор для сварки в качестве преобразователя электрической энергии, которая подводится к его первичной энергии, в электрическую энергию с большим током, но при этом низким вторичным напряжением. Формула импульса электричества точечной сварки является полностью предопределенной за счет схемного решения силовой электрической промежуточной части, а ведь именно от нее и производится питание сварочного контура машины.
Классификация сварочных трансформаторов
В зависимости от способа запитывания контактных машин все преобразователи, используемые для сварки, делятся на две группы. В перовой группе представлен трансформатор, который занимается преобразованием электрической энергии переменного тока с частотой в пятьдесят Герц. Которая потребляется им из сети непосредственно в процессе сваривания. Вторая группа – это трансформатор для сварки, занимающийся преобразованием энергии. Которая была заранее накоплена. Более девяноста процентов из всех современных устройств такого типа представлены, как однофазный трансформатор. С переменным током, с частотой в пятьдесят Герц.
Типичная схема преобразователя работает таким образом, что основные потери магнитного поля между первичной обмоткой и вторичной обмоткой обнаруживаются как раз между стержнями магнитопровода. Рассеянием магнитного поля вполне реально управлять за счет изменений геометрии воздушного промежутка между обмотками. Это осуществляется руками, без применения специальных инструментов. Нужно лишь изменить число витков в первой и второй обмотке, а также с помощью подмагничиваемого шунта подкорректировать значения проницаемости.
Если рассматривается трансформатор в простой схеме, когда обмотки разнесены, то тут можно говорить о получении зависимости, построенной на основных параметрах устройства и индукционном сопротивлении. У современных аппаратов для точечной сварки диапазон плавного регулирования представлен в двух вариациях: 1: 3 и 1: 4. Большинство трансформаторов обладает также ступенчатым регулированием, которое достигается путем переключения обеих обмоток на последовательное или же параллельное включение. Для снижения веса, вместе с этим и стоимости таких устройств, как трансформатор, было создано специальное понижение напряжения во время холостого хода.
Сварочные трансформаторы с подвижным шунтом
Процесс регулирования электричества по рассеянию магнитного поля с использованием данного устройства производится вследствие изменений геометрических размеров – длины и сечения элементов магнитного пути между стержнями магнитопровода.
За счет того, что железо обладает вдвойне большей проницаемостью, чем воздух, в движении магнитный шунт изменяет сопротивление потока рассеяния, который в свою очередь проходит по воздуху. На данный момент трансформатор по данной схеме выпускается для применения в бытовых и промышленных целях.
Сварочные преобразователи с неподвижным подмагничиваемым шунтом
В случае данной схеме управление производится с помощью падающего участка. Это значит, что сердечник шунта должен работать в режиме насыщения, когда переменный магнитный поток проходит через шунт, то рабочая точка определяется, таким образом, чтоб не покидать пределы падающей ветки магнитной проницаемости. В процессе контактной сварочной операции данное условие необходимо выполнить для обеспечения снижения риска поломки устройства из-а мощных перегрузок, которые могут возникнуть.
С повышением уровня насыщения магнитопровода у шунта начинает наоборот снижаться магнитная проницаемость, параллельно с этим также возрастает индуктивное сопротивление и поток рассеяния. В итоге трансформатор получает уменьшение сварочного тока. Так как регулирование производится электрическим путем, то, соответственно, есть возможность управлять источником питания дистанционно. Еще одно преимущество данной схемы, это отсутствие подвижных частей. За счет же электромагнитного управления своими же руками можно значительно облегчить и упростить конструкции более мощного используемого трансформатора.
Тиристорные, сварочные трансформаторы
Данный принцип регулирования электричества и напряжения при помощи тиристоров основывается на фазовом сдвиге открытия самого тиристора в полупериод прямой полярности.
В этом случае изменяется значение выпрямленного напряжения и электричества за этот полупериод. Обеспечить регулирование однофазной сети можно за счет двух встречно включенных тиристора. Нужно соблюдать условия симметричного регулирования. Тиристорный трансформатор обладает довольно жесткой внешней статической характеристикой, которая регулируется за счет напряжения на выходе.
Тиристоры особо удобны для регулировки электричества и напряжения в цепях с переменным напряжением, так как при смене полярности производится автоматическое закрытие. Для точечной сварочной операции данный аспект очень важен, так как необходима четкая регуляция мощности устройства. Помимо всего прочего индуктивность преобразователя данной схемы обеспечивает значительно большее сглаживание выпрямленного тока. Все современные трансформаторы, которые используются для сварки, оборудуются специальными обмотками из алюминия.
Для повышения уровня надежности на концах обмотки приварено несколько медных накладок. Обеспечить безопасность также позволяет изоляция, которую в домашних условиях можно создать своими руками. Для этого не потребуется особых знаний или специальных инструментов. Такая осторожность позволит в дальнейшем использовать устройство без опаски.
Общая информация по конструкции трансформаторов для сварки
Чаще всего преобразователи контактных машин имеют две обмотки. Основным конструктивным элементом такого устройства является магнитопровод, а также не обойтись без медных крепежных, установочных и стяжных деталей, контактных плит, отводов и прочих необходимых элементов.
Существование сразу нескольких конструктивных исполнений трансформатора обусловлены зависимостью от форм и мощности его комплектующих, а также метода сварки, для которого он будет использован. Очень много параметров работы устройства играют важную роль в случае, когда стоит провести операцию по контактной сварке или же остановить свой выбор на точечном варианте.
Очень много параметров работы устройства играют важную роль в случае, когда стоит провести операцию по контактной сварке или же остановить свой выбор на точечном варианте.
Основными решающими факторами в такой ситуации станут тип и форма обмоток и магнитопровода, их охлаждение и класс изоляции, количество фаз, форма тока и напряжения, частота, ограничения по массе, компоновка устройства.
Если учесть тот фактор, что преобразователи для точечной сварки работают в режиме, где нагрузки кратковременные и постоянно повторяются – до ста двадцати раз в минуту, то не удивительно, что к конструкции этого устройства предъявляются такие серьезные требования в плане механической прочности.
Принципы работы сварочного трансформатора
Стабильность горения дуги в процессе сварки напрямую зависит от напряжения, которое в данный момент подается в электрической сети. Именно на трансформатор возлагаются все функции по регулированию напряжений до уровня, необходимого для нормального сваривания.
Основной функцией данного агрегата, если речь идет о точечной сварочной операции, будет преобразование высокого напряжения наиболее оптимальное. Зачастую данное устройство используется в работе под флюсом или же контактной сварке.
Регулирование силы электричества производится за счет обмотки, находящейся в подвижном состоянии, где индуктируется переменный ток уже с пониженным напряжением. Напряжение, необходимое для проведения контактной сварочной операции также может быть отрегулировано с помощью изменения зазора между двух медных частей сердечника – подвижной и неподвижной.
Чем зазор меньше, тем меньше становится и величина тока. Такой метод регулирования осуществляется своими же руками, так как не требует инструментального вмешательства. Он также обеспечивает плавное изменение режимов сварки, например с точечной на контактную.
Принцип работы такого трансформатора предельно прост. После подачи на первичную обмотку тока на сердечнике возникает магнитный поток, который проходит уже через вторичную обмотку. Именно в ней и происходит индукция тока с пониженным напряжением.
Именно в ней и происходит индукция тока с пониженным напряжением.
Сварочный преобразователь может быть использован, как в быту, так и на крупной стройке или же производстве. Главным его преимуществом является уникальное соотношение цены и качества. Такой трансформатор, состоящий из дорогих медных элементов, все равно стоит значительно дешевле, чем сварочный выпрямитель или же аппарат с такими же характеристиками по мощности.
Похожие статьи
- Сварочный аппарат переменного тока: в чем его преимущества и польза?
- Трансформатор для сварки: тонкости собственноручного производства
- Сварка труб под давлением — сложно ли это на практике?
- Аппарат точечной сварки в быту и на производстве
как сделать для контактной сварки, схема и инструкция – Виды сварочных аппаратов на Svarka.guru
Интересуетесь, как сделать сварочный аппарат из микроволновки в домашних условиях на базе трансформатора устаревшей СВЧ печи без крупных вложений и специального оборудования по отработанной схеме? Подскажем.![]() Самоделка в импульсном режиме даёт 5-кратное увеличение мощности, ампераж возрастает в 200 раз. Площадь взаимопроникновения до Ø 10 мм.
Самоделка в импульсном режиме даёт 5-кратное увеличение мощности, ампераж возрастает в 200 раз. Площадь взаимопроникновения до Ø 10 мм.
Содержание
- 1 Источник трансформатора печь СВЧ
- 1.1 Разборка трансформатора
- 1.2 Подбор кабеля на вторичку
- 1.3 Добавление новой обмотки
- 1.4 Определение правильности последовательного соединения трансформаторов
- 1.5 Электроды
- 1.6 Установка
- 1.7 Органы управления и контроля
Контактная сварка из микроволновки без регулировки силы переменного тока с производственным аппаратом не сравнится, но в рамках бытовой надобности справится с работой не хуже.
Базовый элемент устройства трансформатор. Поиск и приобретение фабричного изделия необязательны, если есть бывшая в употреблении микроволновая печь большой мощности.
Принципиальная схема сборки в обоих случаях однотипна. Визуальный критерий выбора микроволновки для разборки – габариты. Мощность трансформатора жёстко увязана с объёмом.
Мощность трансформатора жёстко увязана с объёмом.
Коэффициент трансформации в этом случае обеспечит увеличение входного напряжения достаточной величины:
- мощность в 1 кВт обеспечит сварку листов в 1 мм;
- 2 кВт – 1,8 мм.
Потребление напряжения холостого хода незначительно: в пределах 3 В, влияние на глубину и качество проплава не оказывает. Скоростное соединение деталей под давлением для устранения зазора термоэлектрическим методом относится к экономичным и безопасным.
Демонтаж трансформатора магнетрона без повреждений – полдела. Необходимо проверить целостность первичной обмотки, которая станет рабочим органом. Вторичная обмотка повышающая, выполнена из провода меньшего сечения, количество витков увеличено.
Разборка трансформатора
Извлечённый с места установки с помощью отвёртки трансформатор-донор для сварочного из микроволновки мощностью 0,8–1 кВт ценен магнитопроводом и первичной обмоткой. Демонтаж вторичной обмотки упрощается, если магнитопровод разделить на 2 части по сварному шву.
Демонтаж вторичной обмотки упрощается, если магнитопровод разделить на 2 части по сварному шву.
Но стоит учесть 2 момента:
- в большинстве случаев откроется первичная обмотка, которую из-за плотности посадки снять и установить повторно будет затруднительно;
- резка шва и восстановление целостности сердечника точные операции, лучше обойтись без упрощения, если нет уверенности.
Безопасное освобождение окна без разделения корпуса предусматривает следующие операции:
- Закрепление трансформатора в тисках либо прижатие к верстаку струбциной.
- Между обмотками установить деревянные прокладки, гофрокартон.
- Остро заточенной стамеской срубается наружная чисть вторичной обмотки. Рекомендации по спиливанию ножовкой менее удачны – придётся разрывать проволочки, потерявшие лаковый слой пропитки.
- Шунты для ограничения силы тока удаляются за ненадобностью.
- Плотно забитые провода в окнах высверливаются в несколько приёмов дрелью без касания сверлом стенок корпуса.

- Остатки удаляются плоскогубцами и выколоткой без излишних усилий.
Заключительные действия направлены на окончательную очистку проходов под внедрение проводника большого сечения. Пользуемся только ручным механическим инструментом, чтобы избежать травмирования поверхностей изоляторов.
Подбор кабеля на вторичку
Подбор материала ведётся на основе опыта самодельщиков, расчёты не понадобятся. Промер окон даст понятие о необходимом сечении проводника. Достаточно сделать 1,5–3 оборота, чтобы выходной ток достиг величины порядка 1000 А.
Многожильный кабель предпочтительнее пучка отдельных проводников. Мягкий провод в изоляции с высокими характеристиками синтетической плёночной изоляции и верхнего слоя толщиной 1,2 мм предпочтительнее провода в шланговой резине, который и протягивать трудно, и толщина защитного слоя в 2,2 мм отнимет много места.
Потребуется приобрести 2 м медножильного мягкого кабеля с показателем суммарного сечения жил не менее Ø 10 мм типа КГ 1х35 (ориентируйтесь на 70 мм2).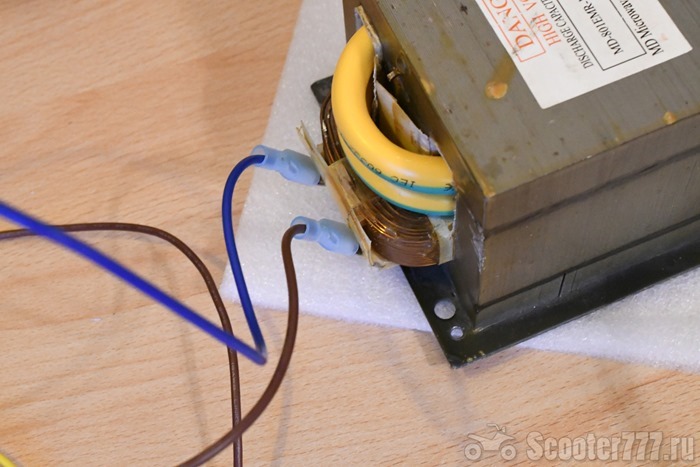 Какие паспортные характеристики проводника понижающей обмотки важны при выборе:
Какие паспортные характеристики проводника понижающей обмотки важны при выборе:
- долговременная эксплуатация под напряжением до 1000 В;
- продолжительная нагрузка 300А;
- перенесение кратковременных импульсов до 1200 А;
Добавление новой обмотки
Ограничение пространства окон потребуют ухищрений. Облегчение скольжения обеспечивается наложением на внутренние поверхности сердечника 2 слоёв скотча. На углах дополнительные накладки. Нанесение продольных полос парафином на проводник увеличит скольжение.
[stextbox id=’info’]Прокладки из текстолита, если не сохранилась оригинальная изоляция внутри сердечника, будут на пользу. Не забудьте посадить на клей![/stextbox]
Протяжённость кабеля учитывает метраж выводов, и дополнительное удлинение для удобства натяжения при протяжке и укладке по месту. Величина сечения компенсирует уменьшение количества витков.
Максимальное количество витков не превышает 3.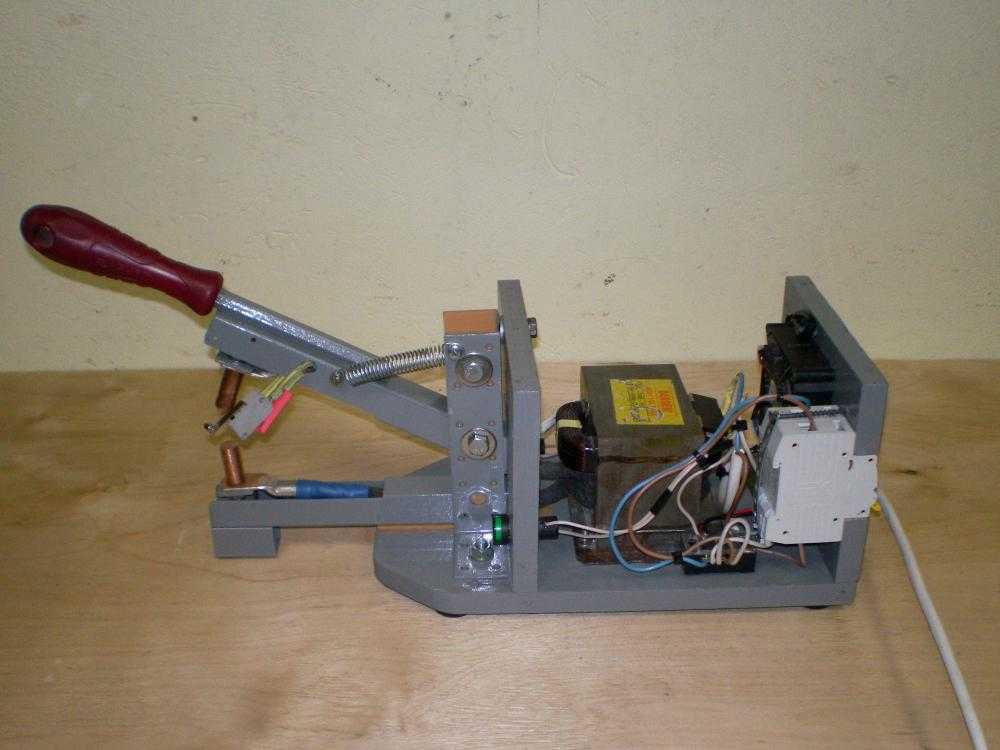 Точность расчёта укладки и протяжки обеспечит равную длину выводов. Первый виток фиксируется встречными деревянными клиньями. В дальнейшем трение воспрепятствует скольжению и сдвигу. Натяжением устраняем слабину. Борьба за укорачивание провода – это увеличение тока за счёт снижения сопротивления проводника.
Точность расчёта укладки и протяжки обеспечит равную длину выводов. Первый виток фиксируется встречными деревянными клиньями. В дальнейшем трение воспрепятствует скольжению и сдвигу. Натяжением устраняем слабину. Борьба за укорачивание провода – это увеличение тока за счёт снижения сопротивления проводника.
Манипуляции с изменением соотношения количества витков при начальной мощности трансформатора в 0,8 кВт меняют показатели напряжения и тока в десятки раз. Контрольные показатели катушки в сборе укладываются в рамки:
- разбег величин напряжения холостого хода – 1,5–3 В;
- импульсный ток min – 800 А.
[stextbox id=’info’]На этом этапе заботимся об установке защитного кожуха и заземления.[/stextbox]
Желание удвоить, утроить мощность осуществляется включением дополнительных сборочных единиц. Вариант с упрощением предусматривает последовательное соединение вторичных обмоток. Корректность соединения проверяется прозваниванием цепи во избежание короткого замыкания.
Точечная сварка своими руками из микроволновки с двумя трансформаторами подчиняется простым правилам сложения: ампераж на выходе при последовательном соединении суммируется. Импульсный сварочный ток так же складывается, но минусуются потери сопротивления электроцепи.
Требуется соблюдение следующих условий при объединении трансформаторов:
- количество витков вторичных обмоток уравнивается;
- во избежание противофазы с падением напряжения до нулевой отметки согласовывается направление витков.
Второй способ соединения мощности в единый блок представлен на фото ниже. Следуем тем же правилам последовательного соединения, но одним проводом. Трудоёмкость протяжки и укладки выше.
[stextbox id=’warning’]Трансформаторы с превышением силы тока в 2000 А предназначены к подключению в промышленную сеть. Бытовая сеть не рассчитана на такие нагрузки.[/stextbox]
Определение правильности последовательного соединения трансформаторов
Выводы перемотанных сблокированных устройств точечной сварки из микроволновки могут оказаться без заводской маркировки. Тестирование правильности соединения проводится по шаблонной методе:
Тестирование правильности соединения проводится по шаблонной методе:
- Последовательно соединяются пары первичных и вторичных обмоток.
- На коллективный вход подаётся напряжение, на выходе устанавливается вольтметр переменного напряжения.
- Превышение показателя сети говорит об ошибке сборки – спарены разноимённые выводы: идёт обратный процесс, вторичные обмотки повышают, на первичках падение напряжения.
- Отсутствие напряжения – одно из парных соединений выполнено верно, другое – одноимёнными клеммами; Порядок подключения следует изменить.
- Параллельность соединения выразится в удвоении мощности при показателе напряжения, равным сетевому.
- Корректное подключение даст на выходе сумму расчётных 3–6 В.
Электроды
Подбор материала электродов ограничен медью и сплавами. Торговая сеть предлагает промышленные изделия из бронзы, латуни всевозможных конфигураций. Они предназначены для интенсивного использования, быстрой замены. Державки придётся искать или заказывать под посадочные места.
Державки придётся искать или заказывать под посадочные места.
Самостоятельное изготовление из прутков, адаптация жал паяльников подчиняются требованиям целесообразности:
- Соответствие размера сечению провода понижающей обмотки.
- Форма наконечника выполняется с учётом того, что площадь ядра сварки увеличивается относительно поверхности контакта до 3 раз.
- Величина усилия сказывается на способе крепления, формировании оголовка: металлический рычаг клещевого типа развивает давление более 100 кг.
- Ориентация электродов завязана с родом деятельности: сварку внахлёст ведут встречными электродами, аккумуляторов – расположенными параллельно.
- Минимизация диаметра конца электрода допускает снижение усилия сдавливания при хорошем качестве соединения.
Таблица размерного ряда электродов для сварки внахлёст конструкционных сталей. В скобках указаны размеры для сварки сплавов алюминия и меди:
| Потребная глубина сварки | Размеры электродов | ||
| Ø тела электрода | Ø спущенного конуса | R сферы | |
| 0,5–0,8 | 12 (16) | 4 | 20 (35) |
| 1–1,2 | 14 (18) | 5 | 30 (50) |
| 1,5 | 16 (20) | 6 | 50 (75) |
| 2 | 20 (25) | 8 | 70 (100) |
| 3 | 24 (32) | 12 | 100 (150) |
Мастеру-самодельщику есть резон остановиться на резьбовом соединении.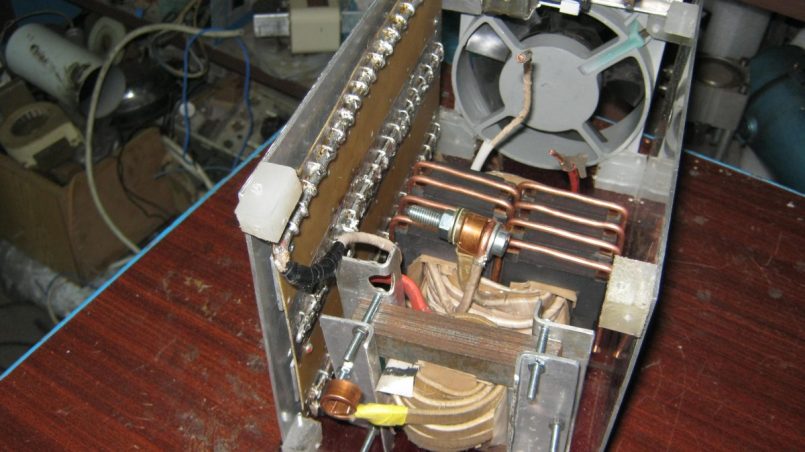 Жёсткой посадки в домашних условиях добиться сложно. Стяжка болт-гайка с фрезерованными лысками под ключ в этом случае лучший выход.
Жёсткой посадки в домашних условиях добиться сложно. Стяжка болт-гайка с фрезерованными лысками под ключ в этом случае лучший выход.
Альтернативой такому соединению выступает аналог с креплением наконечника к электроду винтовой парой. Этот вариант позволит сэкономить по крайней мере 2 соединительных узла. Величина отверстия превышает диаметр винта не более 0,5 мм. Трудоёмкость изготовления компенсируется надёжностью стяжки.
Концы электродов протачивают на конус. Точки контакта не заостряют, оформляют сферическую поверхность. Шаровый профиль менее поддаётся подгоранию при проскакивании искр разряда, вызванных недостаточным сжатием. Восстанавливается чистота и целостность рабочих зон округлыми движениями напильника.
При планировании активной эксплуатации устройства точечной сварки из микроволновки в качестве производственного оборудования по ремонту автомобилей, другом виде бизнеса, оправдан заказ дублирующих пар электродов. Срок жизни расходных электродов из красной меди короток.
Установка
Важнейшим пунктом выполнения инструкции по изготовлению, эксплуатации точечной сварки из микроволновки есть и будет сокращение протяжённости проводников и плотность соединений. Эти факторы – постоянный источник потерь мощности.
Если сокращение длины токонесущих составляющих выполняется на этапе изготовления, количество узлов соединений сокращается до минимума, то оставшиеся разборные контакты и неподготовленные достаточным образом долговременные соединения – источник постоянных потерь.
Обжимные соединения
То, что хорошо для линейных схем, в сварочном аппарате из микроволновки своими руками даёт осечку. Превратим обжим медного наконечника на проводе из очага роста сопротивления в подобие монолита в два дополнительных шага, благодаря чему наконечник и проводник становятся одним целым:
- лужение зачищенного конца кабеля тугоплавким припоем на полную глубину;
- пайка медью после обжима по кругу.
Сплачивание электрода с инвентарным наконечником ведётся резьбовой парой из сплава меди. Шайбы из этого же металла. Полнота отверстий электрода и наконечника относительно болта минимальна.
Шайбы из этого же металла. Полнота отверстий электрода и наконечника относительно болта минимальна.
[stextbox id=’info’]Резьба при длительном напряжении имеет свойство тянуться. Ослабляйте затяжку по окончании работы.[/stextbox]
Нижний опорный электрод крепится неподвижно к основанию агрегата. Если основа металлическая, прокладка из диэлектрика обязательна. Подвижный верхний крепится на рычаге, обеспечивающем прилегании деталей без зазора за счёт физического усилия.
Возникает вопрос о соосности электродов. Ось и втулка рычага выполняются без люфта во избежание расхождения центров, иначе расплавления заготовок не произойдёт. При упрощении конструкции втулка подгоняется под размер стяжного болта.
Органы управления и контроля
Контрольный орган у сварочного аппарата из микроволновки один – светодиод, предупреждающий, что на сварочное устройство подаётся электроэнергия. Забота о безопасности – вопрос первостепенный.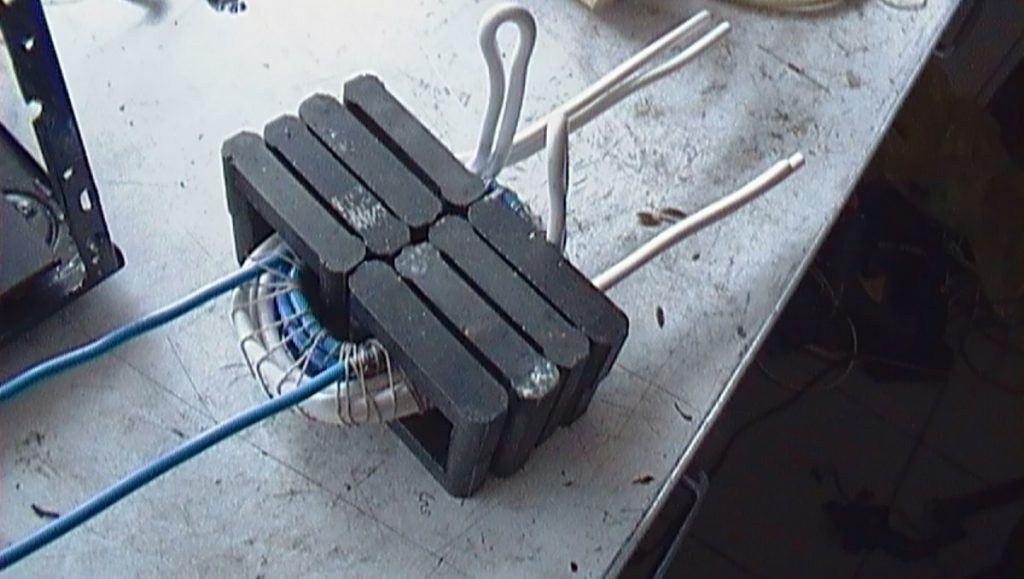 Управление осуществляется силовым рычагом и кнопкой периодического включения.
Управление осуществляется силовым рычагом и кнопкой периодического включения.
Длина плеча рычага определяет прилагаемое усилие. Для мощного агрегата применяют трубу прямоугольного сечения. Отношение расстояния ось-электрод к длине рычага показатель кратности увеличения давления.
Возвратный механизм в исходное положение – пружина или резина. Опорная платформа в этом случае усиливается. Принимаются меры воспрепятствования опрокидыванию: к верстаку конструкция крепится струбцинами, саморезами.
Микропереключатель монтируется на рукоять, чтобы высвободить вторую руку. Подключается прерыватель только к цепи первичной обмотки. В момент создания достаточного давления палец касается включателя – подаётся ток.
Пользователь визуально оценивает результат проплавления, ориентир – изменение цвета точки контакта. Ослабление нажатия на кнопку прерывает подачу энергии. Кратковременность включений не исключает перегрева агрегата.
[stextbox id=’warning’]Электроды, трансформатор, проводники работают в экстремальных условиях. Перерывы на охлаждение либо принудительное вентилирование – необходимость.[/stextbox]
Перерывы на охлаждение либо принудительное вентилирование – необходимость.[/stextbox]
Сварка сопротивлением Вопросы и ответы: Трансформатор против Transgun кВА
В: У меня на предприятии есть три разных сварочных аппарата, а также несколько роботизированных трансгантов. Несколько моих машин — это прессы мощностью 50 кВА, а мои транспушки — 100 кВА. Почему мои автоматы мощностью 50 кВА могут производить вторичный ток до 35 кА, а мои транспушки только до 18–20 кА?
Рис. 1 — Изображение трансформаторов контактной сварки.
О: Это отличный и распространенный вопрос. Мой первый ответ: кВА имеет мало общего с тем, какой фактический вторичный сварочный ток вы можете получить от данного аппарата или роботизированной сварочной горелки (transgun).
Поскольку я не могу написать здесь длинную диссертацию по теории электричества, я сделаю все возможное, чтобы дать вам основы, и я надеюсь, что это поможет вам понять, почему вы получаете больше от своих машин с более низкими значениями кВА, чем от ваших трансгантов.![]() с более высокими рейтингами кВА.
с более высокими рейтингами кВА.
Во-первых, позвольте мне начать с заявления о том, что не все трансформаторы для контактной сварки (RW) созданы одинаковыми. Существуют различные типы моделей, которые были созданы для различных приложений RW.
Чтобы проиллюстрировать это, см. рис. 1, на котором показаны несколько сварочных трансформаторов переменного тока (AC) RW и источники питания постоянного тока средней частоты (MFDC). Вы можете видеть на картинке, что эти различные модели бывают всех размеров, форм и цветов, каждая из которых предназначена для конкретной задачи/работы.
Маленькие серебристые и зеленые модели трансгантов предназначены для использования с трансгантами, они маленькие и легкие. Они рассчитаны на 100 кВА при 50% рабочем цикле.
Большой красный трансформатор переменного тока машинного типа рассчитан на 75 кВА при рабочем цикле 50%. Он предназначен для использования в автономной машине для прессовой сварки и может производить высокие вторичные токи для сварки тяжелых сталей и рельефной сварки.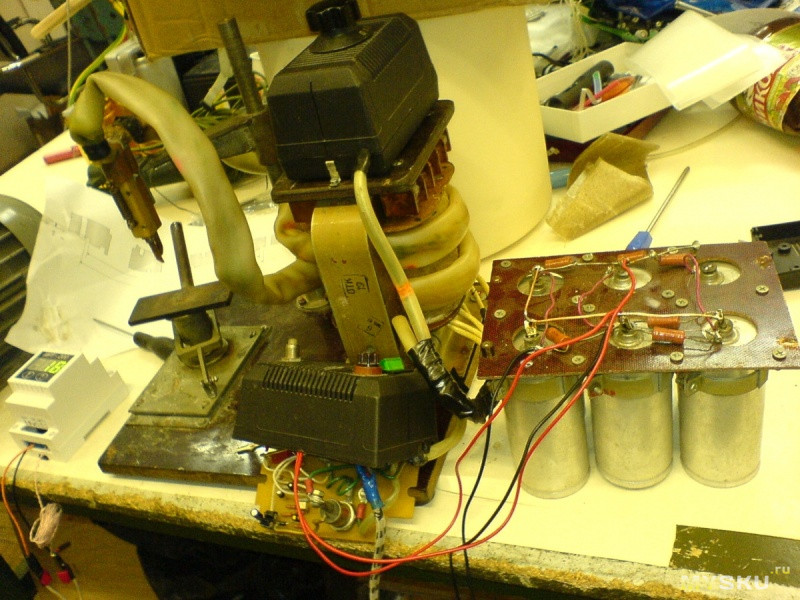 Красный весит более чем в пять раз больше, чем меньшие, но имеет меньшую мощность в кВА. Итак, еще раз хочу подчеркнуть, что рейтинг кВА — это не то, что позволяет получить более или менее вторичный ток.
Красный весит более чем в пять раз больше, чем меньшие, но имеет меньшую мощность в кВА. Итак, еще раз хочу подчеркнуть, что рейтинг кВА — это не то, что позволяет получить более или менее вторичный ток.
Давайте углубимся в ваш конкретный вопрос о кВА и вторичном токе. Мой первый шаг здесь — познакомить вас с законом Ома, который гласит, что E = I × R (E = вольты, I = ток в амперах, R = сопротивление в омах). Примечание. Существует закон Ома для переменного тока и закон Ома для постоянного тока, но для моего основного объяснения мы будем использовать только закон Ома для постоянного тока — рис. 2.
Рис. 2 — закон Ома.
Самое важное, что нужно понять, это то, что вторичное напряжение и общее сопротивление или импеданс вторичной цепи являются наиболее важными факторами, определяющими ток, который может вырабатывать ваш трансформатор. Напряжение управляет током, а не кВА.
Следующее, что я хочу отметить, это то, что сварочный трансформатор, размер вторичной цепи, длина, материал и поперечное сечение вторичных проводников транспушки или машины, а также сопротивление свариваемого материала — все это вещи, которые складываются в общее вторичное сопротивление/импеданс. См. рис. 3 для простой иллюстрации вторичных потерь.
См. рис. 3 для простой иллюстрации вторичных потерь.
Рис. 3 — Иллюстрация вторичных потерь.
Давайте попробуем собрать воедино все, что мы узнали, и ответить на ваш вопрос.
Транспушки на ваших роботах имеют меньшие трансформаторы в стиле транспушек и легкие сварочные горелки. Эти трансформаторы содержат меньше меди и имеют более высокий внутренний импеданс или сопротивление по сравнению с более крупными трансформаторами машинного типа, которые имеют намного больше меди и гораздо более низкое внутреннее импеданс/сопротивление. Также важно отметить разницу между реальным трансгантом и типичным автономным пресс-сварочным аппаратом RW. Transgun имеет проводники меньшего поперечного сечения (руки пистолета), и многие из них сделаны из алюминия, чтобы пистолеты были легкими на конце робота. Это означает более высокое вторичное сопротивление/импеданс по сравнению с типичным аппаратом для прессовой сварки RW, который имеет большую медную шину и медные шунты, что означает гораздо более низкое сопротивление/импеданс протеканию тока.
Теперь вы можете спросить: что такое кВА? кВА — это номинальная тепловая мощность, и, говоря простыми словами, чем больше у вас кВА, тем больше сварок в минуту вы можете выполнить при заданном вторичном напряжении, токе и рабочем цикле.
Подводя итог. Причина, по которой ваши машины на 50 кВА будут достигать более высоких вторичных токов по сравнению с вашими трансформаторами на 100 кВА, связана с более низким внутренним сопротивлением/импедансом в физически больших трансформаторах на 50 кВА и более низким сопротивлением/импедансом вторичной цепи в машинах для прессовой сварки. Это не имеет ничего общего с номиналом кВА, который является только тепловым рейтингом.
Эта статья была написана Доном ДеКорте, вице-президентом по продажам RoMan Manufacturing Inc. и бывшим председателем Альянса производителей контактной сварки (RWMA). Он также является членом AWS Life, советником, бывшим директором и сертифицированным техником по контактной сварке.
Производственный альянс контактной сварки (RWMA), отраслевой партнер Американского общества сварщиков, представляет собой активную сеть отраслевых профессионалов, занимающихся продвижением стандартов и процессов контактной сварки.
AWS Publications
AWS Publications выпускает отмеченные наградами Welding Journal, Inspection Trends, SPRAYTIME, Welding Marketplace и Welding Journal en Español.
Как проверить сварочный трансформатор за 10 шагов
Проблемы с работой сварочного аппарата часто связаны со сварочным трансформатором. Вы можете выяснить, является ли трансформатор источником проблемы, выполнив серию быстрых тестов на трансформаторе. P вам не придется платить кому-то еще за диагностику проблем с вашим сварочным аппаратом.
Как проверить сварочный трансформатор? Проверка сварочного трансформатора состоит из 10 шагов. Here they are:
- Perform a Visual Inspection
- Figure Out the Wiring Pattern
- Get a Multimeter
- Make Sure the Power Has Been Disconnected
- Double Check the Power
- Проверка входного напряжения
- Проверка выходного напряжения
- Проверка непрерывности первичных обмоток
- Проверка непрерывности вторичных обмоток
- Устранение проблем с работой сварочного аппарата как выполнить каждый шаг.
 Ниже вы найдете подробное руководство по устранению неполадок со сварочными трансформаторами.
Ниже вы найдете подробное руководство по устранению неполадок со сварочными трансформаторами.Содержание
1. Выполните визуальный осмотр трансформатора
Начните с получения руководства пользователя для вашего сварочного аппарата. Информация в этом документе может быть весьма подробной, в чем вы можете убедиться, если посмотрите руководство пользователя для одной конкретной модели сварочного аппарата MIG производства Hobart.
Глубоко в руководстве пользователя находится схема деталей в разрезе, показывающая многочисленные детали, входящие в сборку машины. Это поможет вам найти трансформатор для визуального осмотра. Он также покажет вам, где должны быть расположены различные части сварочного аппарата в случае, если вам нужно снять другие части, чтобы получить доступ к трансформатору.
Я настоятельно рекомендую делать хорошие фотографии, когда вы разбираете сварочный аппарат, чтобы получить доступ к трансформатору.
 Это поможет вам снова собрать сварочный аппарат. Фотографии также являются отличным способом показать что-то необычное производителю или ремонтнику без необходимости физически показывать им сварщика.
Это поможет вам снова собрать сварочный аппарат. Фотографии также являются отличным способом показать что-то необычное производителю или ремонтнику без необходимости физически показывать им сварщика.Получив доступ к трансформатору, обратите внимание на следующие признаки возможной неисправности трансформатора:
- Признаки перегрева: деформации или оплавление внешней части трансформатора или частей вокруг него
- Не утруждайте себя проверкой трансформатора при наличии явных признаков перегрева
- Ослабленные соединения: трансформатор выходит из строя.
- Вздутие: трансформатор необходимо заменить, если окажется, что какая-либо его часть выпирает, это еще один признак повреждения от перегрева
2. Разберитесь со схемой подключения
Чтобы проверить трансформатор в сварочном аппарате, вам нужно понять, как он собран. Схема подключения должна быть указана в руководстве по эксплуатации.
 Большинство руководств по эксплуатации сварочных аппаратов содержат сложную электрическую схему.
Большинство руководств по эксплуатации сварочных аппаратов содержат сложную электрическую схему.В целом, трансформаторы, используемые при сварке, имеют следующую конструктивную схему:
- Первичные ответвители и вторичные ответвители расположены во вторичных обмотках
- Вторичная обмотка подсоединяется к розетке или токовому выключателю
- Одна сторона вторичной обмотки подсоединяется к сварочному стержню, а другая — к сварным деталям
- Первичная и вторичная отводы с целью понижения напряжения в системе
- Переключатели ответвлений (входят не во все сварочные аппараты)
- Дают сварщику возможность регулировать напряжение поворотом крана
Получив общее представление о схеме подключения сварочного трансформатора, вы можете приступить к испытаниям, чтобы определить, как работает трансформатор, используя недорогое оборудование.

3. Приобретите мультиметр
Первый шаг к проверке сварочного трансформатора — приобретение мультиметра, такого как цифровой мультиметр Etekcity. Недорогой мультиметр, такой как тот, который производит Etekcity, предоставит вам следующие возможности:
- Измерение переменного/постоянного напряжения от источника постоянного тока
- Сопротивление
- Диод
- Проверка целостности цепи
Перечисленный выше мультиметр можно использовать только для измерения постоянного тока. Если вам нужно измерить эти параметры в системе с переменным током, вам понадобится мультиметр, такой как этот цифровой мультиметр Etekcity для переменного тока.
Цифровой мультиметр с клещами Meterek является более универсальным вариантом. Он может точно измерять как переменное, так и постоянное напряжение и ток. Он также включает в себя специальный режим для проверки непрерывности, среди других функций режима.
Проверка непрерывности является важным этапом процедуры проверки сварочных трансформаторов, о чем будет сказано далее в этой статье.

Связанное чтение: В чем разница между сваркой на переменном и постоянном токе >> Переменный и постоянный ток
4. Убедитесь, что питание отключено
Перед подключением мультиметра или выполнением любых испытаний убедитесь, что система отключается от всех источников питания. Для таких машин, как сварочные аппараты, требуются «понижающие» трансформаторы, поскольку они требуют преобразования более высокого напряжения, поступающего в систему, в более низкое напряжение.
Именно по этой причине те, кто пытается сделать в домашних условиях свои элементарные аппараты для дуговой сварки, будут тянуть трансформаторы от микроволновок для своих сварщиков. Трансформаторы предъявляют высокие требования к безопасности. Работа с системой, которая не была полностью отключена от источника питания, сопряжена с высоким риском поражения электрическим током.
По этой причине перед испытанием необходимо снять трансформатор и прокачать конденсаторы.
 Термин «прокачка конденсаторов» просто относится к действию, позволяющему разрядить конденсаторы.
Термин «прокачка конденсаторов» просто относится к действию, позволяющему разрядить конденсаторы.Пока в трансформаторе есть стоковые резисторы, этот процесс не требует дальнейшего вмешательства перед переходом к следующему шагу.
Связанная статья: Средства индивидуальной защиты для сварщиков – СИЗ | Перечень и требования
Однако, если трансформатор не имеет стоковых резисторов, , то может потребоваться короткое замыкание конденсаторов. По всей вероятности, трансформатор в вашем сварочном аппарате, вероятно, имеет резисторы стока, а это означает, что вы можете позволить резисторам самостоятельно отводить мощность от конденсаторов.
5. Двойная проверка, чтобы убедиться, что на трансформатор не подается питание
Рекомендуется дважды проверить, что на трансформатор не подается питание, с помощью мультиметра. Для начала убедитесь, что мультиметр или омметр установлен на самое низкое значение по шкале напряжения.
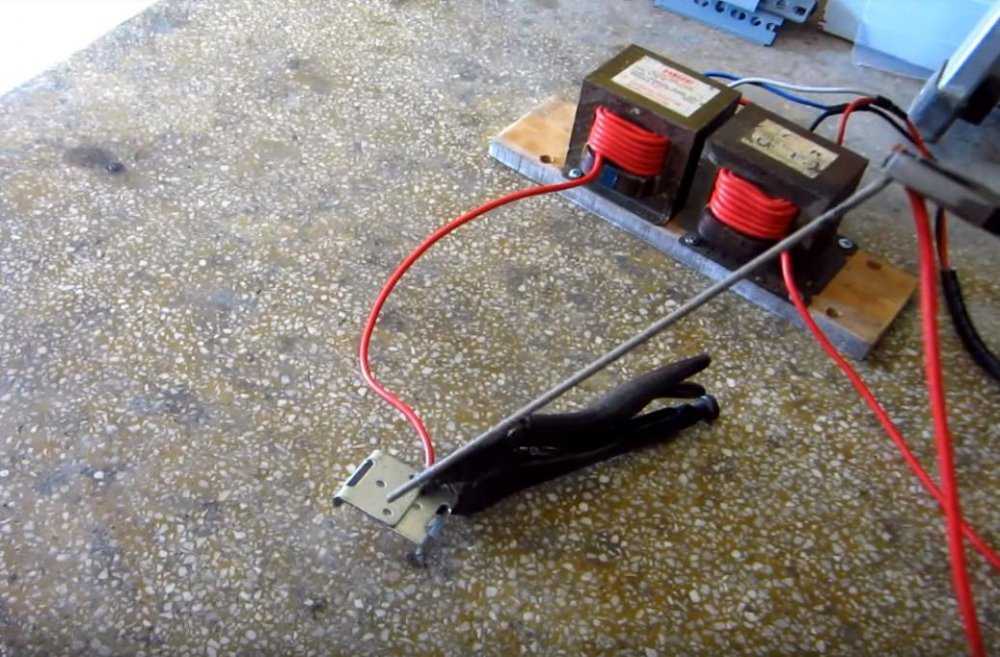 Вы сделаете это, перемещая ручку, расположенную в центре мультиметра.
Вы сделаете это, перемещая ручку, расположенную в центре мультиметра.Если вы не знаете, что делать, рекомендуем вам прочитать руководство по эксплуатации вашего мультиметра или посмотреть это полезное видео.
Как пользоваться мультиметром для начинающих — как измерять напряжение, сопротивление, целостность цепи и силу тока >> Посмотрите видео ниже показание 0. Если на экране мультиметра отображается любое значение, отличное от 0, регулируйте центральную ручку в секции напряжения до тех пор, пока на экране дисплея не появится показание 0.
6. Проверьте входное напряжение трансформатора
Первый тест, который вам нужно выполнить, это проверить входное напряжение трансформатора. Сварочные трансформаторы имеют первичную и вторичную катушки, как описано в книге «Принципы и применение сварки» .
Понижающий трансформатор, используемый при сварке, имеет больше витков проволоки в первичной обмотке, чем во вторичной обмотке.

Это позволяет сварщику получать ток высокого напряжения с малой силой тока и преобразовывать его в ток низкого напряжения с большой силой тока для целей сварки.
Стороны входа и выхода трансформатора должны быть маркированы снаружи трансформатора. Если это не так, то вам необходимо свериться со схемой подключения, включенной в руководство пользователя сварочного аппарата.
Затем возьмите мультиметр и убедитесь, что он настроен на контрольное напряжение. Подсоедините по одному проводу мультиметра к каждой стороне клеммы входного напряжения и запишите значение напряжения, как показано на экране дисплея.
Убедитесь, что вы повторяете этот тест несколько раз, чтобы получить точные результаты. Странные показания могут быть результатом неправильного использования мультиметра.
После того, как вы определили, что у вас есть точные показания и стабильные результаты, вы можете сравнить показания напряжения с заявленным входным напряжением, указанным в разделе технических характеристик руководства пользователя.

Если входное напряжение не соответствует указанному входному напряжению, перейдите к проверке источника напряжения перед устранением неисправности трансформатора.
7. Проверка выходного напряжения
Вам также необходимо проверить выходное напряжение трансформатора. Клеммы, на которые подается выходное напряжение, должны быть отмечены на трансформаторе.
Если вы не можете определить, на какую клемму подается выходное напряжение, посмотрите электрическую схему в руководстве пользователя сварочного аппарата.
По крайней мере, выходное напряжение должно быть меньше, чем входное напряжение понижающего трансформатора, типа трансформатора, обычно используемого при сварке. Если выходное напряжение больше или равно входному напряжению понижающего трансформатора, проблема может заключаться во вторичной обмотке.
Для измерения выходного напряжения сварочного трансформатора, убедитесь, что центральная ручка мультиметра настроена на считывание напряжения.
 Разместите по одному проводу на каждом конце выходной клеммы. Проверьте напряжение несколько раз, чтобы убедиться, что показания точны и непротиворечивы.
Разместите по одному проводу на каждом конце выходной клеммы. Проверьте напряжение несколько раз, чтобы убедиться, что показания точны и непротиворечивы.Показания выходного напряжения должны быть как минимум в пределах разумного диапазона значения, указанного в разделе технических характеристик руководства пользователя для вашего сварочного аппарата.
Более дешевые мультиметры не обязательно являются самыми точными, но они вполне подходят для этих целей и обязательно дадут вам знать, попадает ли полученное вами значение в ожидаемый диапазон.
Если вы получите неожиданное значение, вам необходимо устранить неполадки со сварочным трансформатором. Если входное напряжение в норме, но выходное напряжение слишком низкое или высокое, , то, вероятно, проблема во вторичных обмотках, как упоминалось ранее.
Это может быть ремонт, который вы можете сделать самостоятельно. Вы можете подумать о поиске электрика или компании по ремонту сварочных аппаратов, которые могут починить вторичную обмотку по цене, которая ниже, чем стоимость полной замены трансформатора.

Прежде чем продолжить чтение, вот статья , которую мы написали: Если ваш сварщик продолжает отключать выключатель, прочтите это руководство
8. Выполните проверку целостности первичных обмоток
Начните с перемещения ручки на мультиметре, чтобы получить показания сопротивление. Ручку нужно будет переместить в секцию омметра вашего мультиметра, чтобы вы могли начать измерение сопротивления.
Для начала соедините отдельные выводы мультиметра вместе. Мультиметр должен показывать непрерывность.
Непрерывность обычно отображается на мультиметре звуковым сигналом непрерывности. Многие мультиметры не имеют специального режима непрерывности , в отличие от этого универсального мультиметра .
К счастью, вы все еще можете измерять непрерывность на мультиметрах без специального режима проверки целостности цепи. В таких системах показания сопротивления должны быть близки к нулю.
Снимите проводку со стороны входа трансформатора.
 Затем прикоснитесь положительным и отрицательным выводами мультиметра к противоположным входным клеммам.
Затем прикоснитесь положительным и отрицательным выводами мультиметра к противоположным входным клеммам. Значение сопротивления должно быть близко к 0 , что указывает на непрерывность. Если это не так, проверьте проводку несколько раз, чтобы убедиться, что проблема заключается в ложных показаниях мультиметра.
Если показания сопротивления по-прежнему выходят за пределы ожидаемого диапазона значений, вероятно, у вас неисправен трансформатор.
Эта проблема, скорее всего, указывает на необходимость полной замены трансформатора. По всей вероятности, не существует такого ремонта, который мог бы исправить сварочный трансформатор, который просто не работает вообще.
Как работают сварочные трансформаторы. Разборка и объяснение >> Посмотрите видео ниже
9.
 Проведите проверку целостности вторичных обмоток
Проведите проверку целостности вторичных обмотокВам также потребуется выполнить проверку целостности вторичных обмоток трансформатора. Отсоедините выходные провода от трансформатора. Убедитесь, что мультиметр настроен на считывание сопротивления.
Чтобы быть точным, сначала коснитесь 2 проводов мультиметра вместе, считывая сопротивление, чтобы убедиться, что мультиметр способен проверить непрерывность. Мультиметр издаст звуковой сигнал и/или покажет значение сопротивления, близкое к 0.
Затем подсоедините каждый провод к каждой выходной клемме. Мультиметр должен показывать непрерывность.
Если мультиметр не показывает целостность цепи, то следует проверить вторичную цепь на наличие короткого замыкания на массу, которое часто возникает из-за оголенного провода. В этом случае потребуется полная замена трансформатора.
10. Устранение неполадок, вызванных трансформатором
Проблемы с работой сварочного аппарата часто связаны с трансформатором.
 Операторы часто инстинктивно не думают, что это может быть причиной того, что их сварочный аппарат не работает должным образом.
Операторы часто инстинктивно не думают, что это может быть причиной того, что их сварочный аппарат не работает должным образом.В руководстве по эксплуатации этого трансформатора для дуговой сварки указано, что разомкнутая цепь трансформатора является одной из потенциальных причин того, что сварщик вообще не сможет выполнять сварку. Вы также можете заметить, что при первом запуске сварочный аппарат работает нормально, но вскоре после этого перестает работать.
Если ваш сварочный аппарат работает от постоянного тока, то такая нерегулярная работа сварочного аппарата может быть результатом плохих внутренних соединений.
Часть вашей процедуры поиска и устранения неисправностей должна включать выполнение серии тестов трансформатора, чтобы убедиться, что неисправный трансформатор не является причиной проблем с производительностью.
Почему до сих пор используются сварочные аппараты на основе трансформаторов?
Большие дебаты в сфере сварки противопоставляют инверторных сварщиков трансформаторным сварщикам.
 На протяжении большей части истории промышленности трансформаторные сварочные аппараты были нормой. Однако в конце 19Инженеры-программисты 80-х годов начали разрабатывать сварочные аппараты на базе инверторов.
На протяжении большей части истории промышленности трансформаторные сварочные аппараты были нормой. Однако в конце 19Инженеры-программисты 80-х годов начали разрабатывать сварочные аппараты на базе инверторов.Сварочные инверторы используют технологию на основе кремния. Это компьютеризированные сварочные аппараты, которые могут легко регулировать силу тока без использования неуклюжих трансформаторов и выпрямителей, используемых в традиционных сварочных аппаратах.
Связанное чтение: Каковы преимущества инверторного сварочного аппарата?
Сварщики трансформаторов по-прежнему сохраняют свои достоинства. Во-первых, их гораздо легче ремонтировать. Подумайте, насколько проще ремонтировать старый автомобиль, чем ремонтировать современные автомобили с более сложными компьютерными системами.
По этой причине многим операторам удобнее использовать трансформаторные сварочные аппараты.
Сварочные аппараты-трансформеры также существуют гораздо дольше.
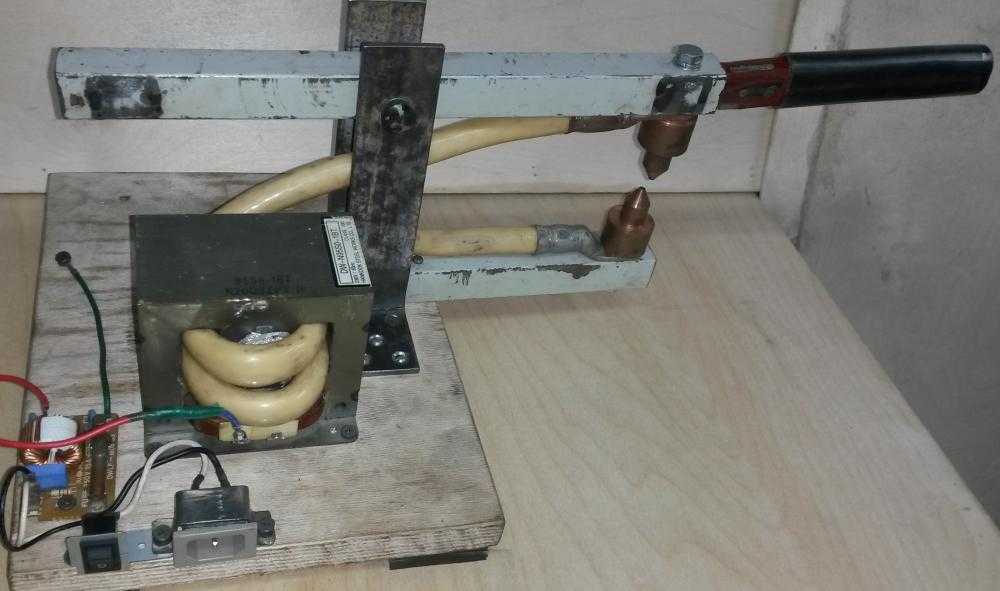 Это означает, что на совершенствование характеристик трансформаторных сварочных аппаратов было потрачено больше времени, чем на инверторные сварочные аппараты. Справедливости ради следует отметить, что за последние годы инверторы немного отстали.
Это означает, что на совершенствование характеристик трансформаторных сварочных аппаратов было потрачено больше времени, чем на инверторные сварочные аппараты. Справедливости ради следует отметить, что за последние годы инверторы немного отстали.Сварочные аппараты с инвертором по-прежнему дороже, чем сварочные аппараты с трансформатором , хотя средняя стоимость инверторов с годами снизилась. Если вы в основном свариваете литейную сталь в своем домашнем цеху, то вы обнаружите, что трансформатор по-прежнему вполне соответствует вашим требованиям.
Сварочные аппараты-трансформеры — действительно лучший вариант для сварщика-сделай сам, если принять во внимание цену.
Инверторы также обходятся дороже в ремонте после истечения срока гарантии, говорится в этой статье, опубликованной в The Fabricator . Инверторы — это дорогостоящее оборудование, которое нужно ремонтировать, особенно если вы сталкиваетесь с постоянными проблемами с компьютерной системой.

Трансформаторы менее затратны в ремонте или замене, потому что вы можете получить запасные части из отходов.
Сколько Ом должен считывать трансформатор?
Показания вашего омметра не должны иметь существенных различий между результатом его проверки и сопротивлением, указанным в паспорте трансформатора.
Сопротивление переменному току удерживается в проводах, намотанных вокруг его сердечника. Вы измеряете это, касаясь омметром красного и черного контактов на противоположных концах проводки трансформатора.
Если есть существенная разница между техническими данными вашего трансформатора, вам следует рассмотреть возможность немедленной замены трансформатора.
Любое показание бесконечного сопротивления или OL может быть измерено как неисправность трансформатора и должно быть заменено.
Какая сторона трансформатора имеет большее сопротивление?
Какая сторона трансформатора имеет большее сопротивление? Входная сторона трансформатора (или первичная сторона) обычно имеет более высокое значение, поскольку в этой точке подключается основное электропитание.
 Выходная (или вторичная) сторона — это место, где электрический ток отправляется на нагрузку.
Выходная (или вторичная) сторона — это место, где электрический ток отправляется на нагрузку. Напряжение на первичной обмотке понижающего трансформатора всегда больше, чем на вторичной обмотке, поэтому она имеет большее сопротивление, чем вторичная обмотка.
Значит, сторона с большим сопротивлением должна быть основной. Другие способы найти первичный источник:
- Используйте мультиметр в непрерывном режиме, , и вы можете проверить первичный, а затем вторичный провод, чтобы увидеть более высокое значение мультиметра.
- Если ваш трансформатор представляет собой трансформатор с центральным отводом, вы обнаружите, что первичная обмотка обычно имеет два провода, а вторичная обмотка — три провода.
- Если ваш трансформатор имеет маркировку, отображается первичное напряжение в верхней части трансформатора, а меньшее вторичное напряжение отображается в нижней части дисплея.
Как размагнитить сердечник трансформатора?
Как размагнитить сердечник трансформатора? Для размагничивания катушки трансформатора необходимо подать постоянный ток, причем его величина должна быть уменьшена за счет смены полярности направленного тока несколько раз.

Размагничивание имеет решающее значение для трансформатора, так как сердечник может иметь остаточный магнетизм после отключения от источника питания или остаточный намагниченность после измерения сопротивления обмотки.
Если ваш трансформатор не размагничен должным образом, это может вызвать высокие пусковые токи при повторном включении сердечника. Этот остаточный магнетизм может привести к повреждению катушек или снижению зажимного усилия.
Эти механические удары, вызванные перегрузкой по току, могут привести к ослаблению обмотки и механическому отказу.
Инверторные сварочные аппараты лучше, чем трансформаторные?
Обе машины имеют свои преимущества и недостатки в зависимости от таких факторов, как пространство, эффективность и долговечность.
Инверторы обычно используют меньше ампер для достижения того же напряжения, что и трансформатор, поэтому они более эффективны и производят более стабильную дугу. Трансформаторы имеют более высокие рабочие циклы и могут выполнять более тяжелые операции, чем инверторы.
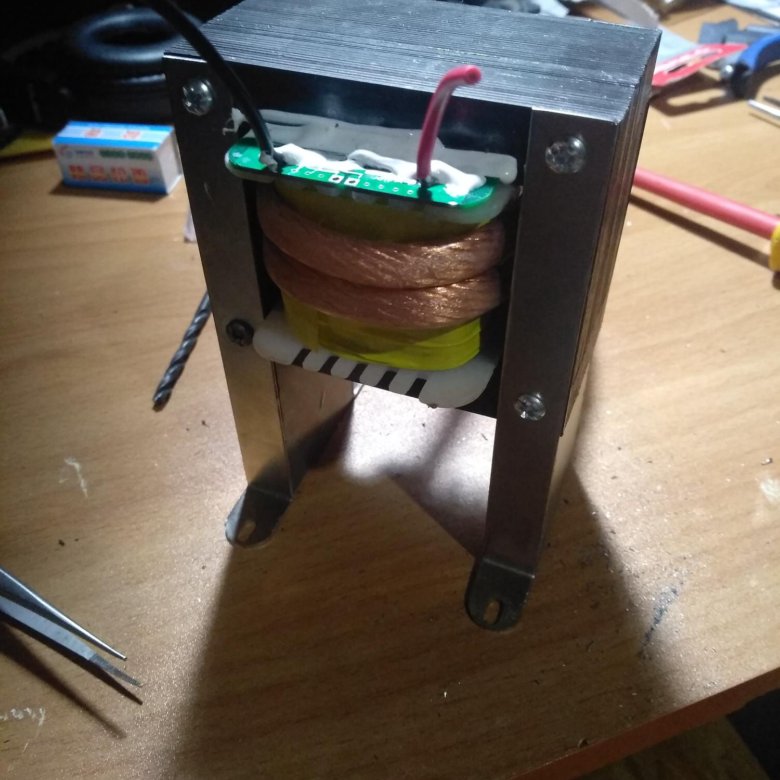
Они также имеют более длительный послужной список долговечности, поскольку технология существует значительно дольше.
Инверторы занимают меньше места, чем трансформатор, поэтому подходят сварщикам, работающим в ограниченном пространстве. У инверторов больше рабочих частей, поэтому ремонт не так прост, как у более простого по конструкции трансформатора.
Первоначальная стоимость инвертора выше, чем у трансформатора, но благодаря сравнительно низкому потреблению электроэнергии (около 10%) ваш инвертор с течением времени экономит деньги.
Инверторы более универсальны с точки зрения материалов, чем трансформаторы с возможностью программирования GMAW и GTAW.
Однако, если ваши потребности просты и вы сосредоточены на низкоуглеродистой стали, трансформатор — это все, что вам нужно для прочной и надежной машины, которая прослужит вам долгое время.
Какой трансформатор используется при дуговой сварке?
Какой трансформатор используется при дуговой сварке? Чаще всего дуговые сварщики выбирают преобразователи на основе IGBT или MOSFET, работающие от сети в постоянный или синтезированный переменный ток, такие как Dekopro Arc Welder.

Хотя для дуговой сварки доступно пять источников питания, большинство современных сварщиков не выбирают трансформаторы сетевой частоты.
Несмотря на то, что простые системы с первичным отводом могут быть достаточно надежными для сварки MIG, перепады подачи могут быть проблематичными. Тиристорные регуляторы позволяют плавно регулировать мощность и могут использоваться для большинства целей сварки.
Связанное чтение: Что такое арочная сварка?
Инверторные источники питания обладают наибольшими преимуществами с точки зрения эффективности и производительности.
Они преобразуют сетевой переменный ток (50 Гц) в высокочастотный переменный ток перед выпрямлением в постоянный ток, подходящий для сварки.
Вот некоторые из моих любимых инструментов и оборудования
Спасибо за чтение этой статьи. Я надеюсь, что это поможет вам найти самую последнюю и точную информацию для вашего сварочного проекта.
 Вот некоторые инструменты, которые я использую ежедневно, и надеюсь, что вы также найдете их полезными.
Вот некоторые инструменты, которые я использую ежедневно, и надеюсь, что вы также найдете их полезными.Есть партнерские ссылки, поэтому, если вы решите использовать любую из них, я получу небольшую комиссию. Но, честно говоря, это именно те инструменты, которые я использую и рекомендую всем, даже своей семье. ( NO CRAP )
Чтобы увидеть все мои самые актуальные рекомендации, посетите этот ресурс , который я сделал для вас!
Рекомендуем прочитать:
Как сварить с помощью генератора?
Что такое многопроцессорный сварочный аппарат и когда вы его используете?
Руководство покупателя портативного сварочного аппарата: 5 вещей, на которые следует обратить внимание
Сварка сопротивлением
О контактной сварке
- Q1.
- Какое важное условие для контактной сварки?
- А.
Сварка сопротивлением в основном зависит от следующих пяти условий:
- Текущий
- Время сварки
- Сила сварки
- Электрод (плотность тока)
- Тепловой баланс
Сварка сопротивлением должна вызывать ток для выделения тепла при сварке; поэтому величина тока, время сварки и плотность тока являются важными факторами.
 Сила сварки также важна.
Сила сварки также важна.
- Q2.
- Какая настройка требуется для сварочного трансформатора?
- A.
- Величина времени сварки (циклы) и силы тока (Ампер).
- Q3.
- Как выносится правильное или неблагоразумное решение?
- A.
- Это зависит от того, что требуется. Испытание на прочность на растяжение и испытание на отслаивание измеряют прочность сварного шва и размер самородка; кроме того, наблюдается поперечное сечение. Наш Weld Checker полезен для контроля качества.
- Q4.
- Сварка сопротивлением обычно приводит к образованию расплавленного материала в точках сварки для соединения двух металлических листов. Что создает микрорезистивная сварка на поверхности обшивки?
- А.
А. Тепло выделяется сварочным током только за счет собственного сопротивления и контактного сопротивления. Однако сварочные механизмы подразделяются на три типа в зависимости от материалов, из которых изготовлены детали.
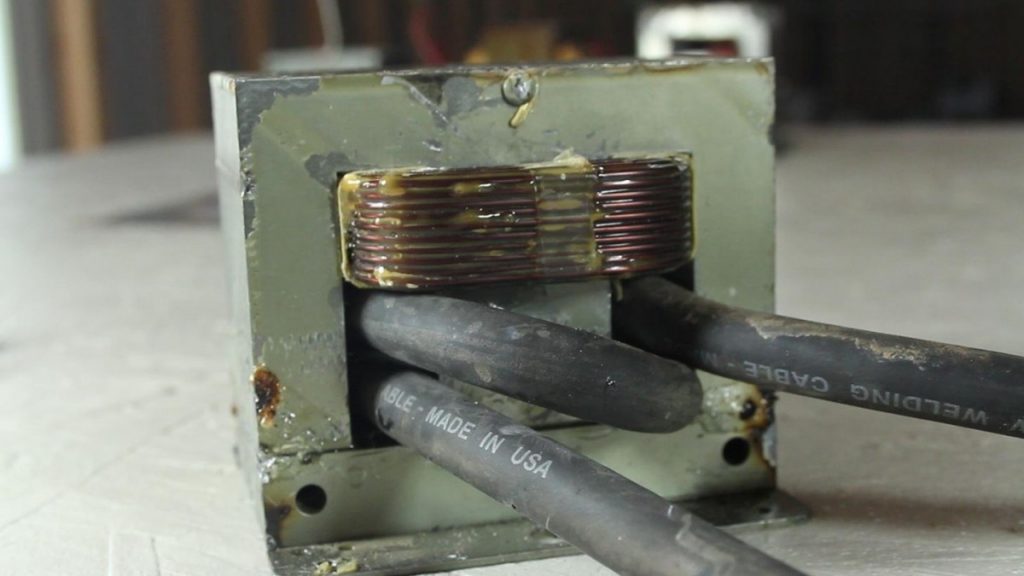
При соединении деталей из железа, сплава железа или алюминия микроконтактной сваркой образуются пятна охлажденного расплавленного материала (наггетсы) на стыковой поверхности, как и при обычной контактной сварке. С обеих сторон сопрягаемой поверхности образуются тонкие и плоские самородки.- [Самородок, полученный сваркой расплавом]
(соединяются листы SUS304 толщиной 80 мкм и складывается кусок вольфрама диаметром 10 мкм.)
Медные листы склеиваются между собой непосредственно перед плавлением и соединяются методом диффузии. Под оптическим микроскопом никаких самородков не наблюдается. Эта сварка повышает температуру до тех пор, пока не образуется расплавленное состояние.
- [Сварка медного листа толщиной 0,3 мм и листа никелированного железа толщиной 0,5 мм]
(Слой сплава на лицевой поверхности не наблюдается, хотя наблюдается слой покрытия.)
Медные листы склеиваются непосредственно перед плавлением и соединяются методом диффузии.
 Под оптическим микроскопом никаких самородков не наблюдается. Эта сварка повышает температуру до тех пор, пока не образуется расплавленное состояние.
Под оптическим микроскопом никаких самородков не наблюдается. Эта сварка повышает температуру до тех пор, пока не образуется расплавленное состояние.- [Сварка никелевого листа толщиной 0,1 мм и никелированного железного листа толщиной 0,22 мм]
(Никель захвачен железным листом из-за пластического течения.)
- Q5.
- В чем преимущество инверторного сварочного источника питания?
- А.
Следующие три:
- Высокая тепловая эффективность и короткое время сварки обеспечивают чистую и аккуратную сварку.
Однофазный переменный ток периодически достигает нуля, что приводит к прерывистой подаче тепла. Источник питания инвертора пропускает ток, который никогда не должен быть равен нулю, обеспечивая непрерывную подачу тепла. Благодаря этому сварка выполняется за короткий промежуток времени, а самородок подвергается меньшему термическому воздействию. В результате получается чистый и аккуратный шов.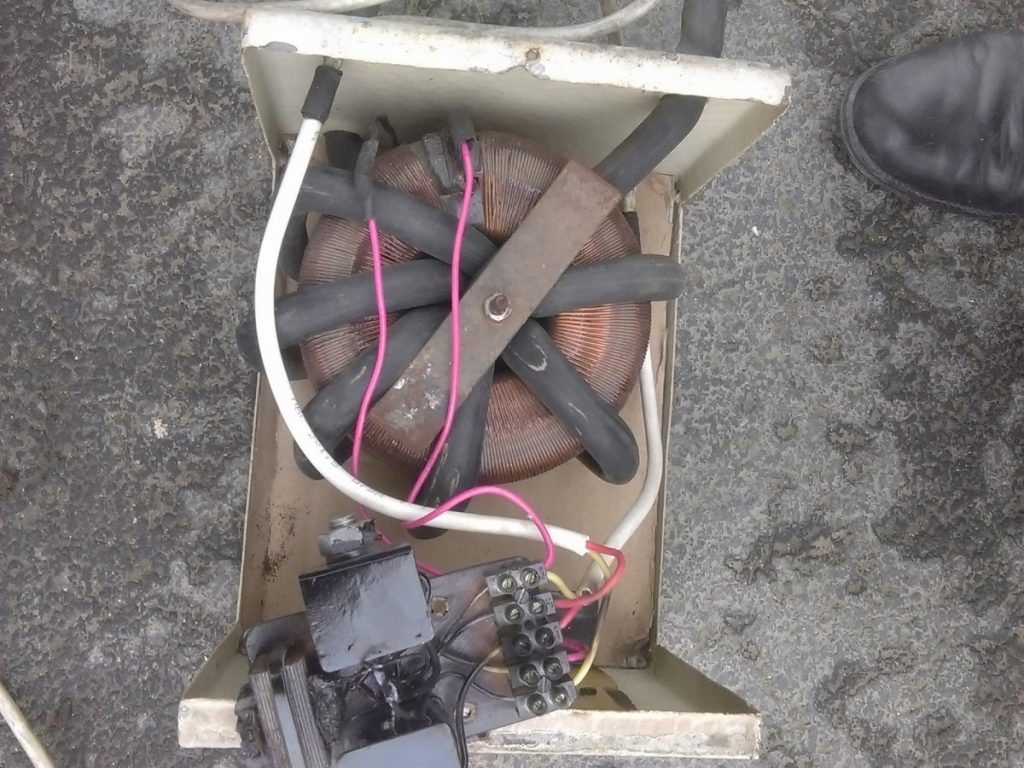
- Уменьшено количество брызг; ведется стабильная сварка.
Время сварки и время нарастания сварочного тока регулируются в зависимости от материала и формы металла. Возможна настройка условий сварки, чтобы не образовывались брызги. - Малогабаритный, легкий сварочный трансформатор легко монтируется на автомате.
По сравнению с другими сварочными источниками питания сварочный трансформатор имеет небольшие размеры.
- Высокая тепловая эффективность и короткое время сварки обеспечивают чистую и аккуратную сварку.
- Q6.
- Сообщите нам об особенностях источника питания для конденсаторной сварки.
- A.
- Источник питания для конденсаторной сварки заряжает конденсатор один раз, а затем разряжает его, одновременно пропуская большой ток. Благодаря большому току он может сваривать материалы с высокой теплопроводностью, такие как алюминий, медь. Поскольку он заряжает конденсатор, входная мощность источника питания может быть уменьшена; тем не менее, стабильная сварка выполняется.
Однако ток резко возрастает, и угол градиента нарастающего тока нельзя контролировать, что приводит к легкому разбрызгиванию. Усилие на электроде необходимо увеличить, чтобы уменьшить разбрызгивание. Необходимы меры предосторожности против эффекта Пельтье, который возникает из-за постоянного тока.
Усилие на электроде необходимо увеличить, чтобы уменьшить разбрызгивание. Необходимы меры предосторожности против эффекта Пельтье, который возникает из-за постоянного тока.
- Q7.
- В чем преимущество транзисторного источника питания для сварки?
- A.
- Транзисторный источник питания не требует сварочного трансформатора, а осуществляет быстрое регулирование сварочного тока непосредственно с помощью транзистора; поэтому он уменьшает разбрызгивание, обеспечивая сверхточную сварку. Этот источник питания подходит для сварки таких материалов, как тонкая проволока, поперечная проволока, материалы с высоким сопротивлением; также подходит для сварки деталей микроэлектроники, таких как металлическая фольга, контакт, язычок батареи.
- Q8.
- Что такое тороидальная катушка?
- A.
- Катушка Роговского, имеющая катушку с воздушным сердечником. Он обнаруживает магнитное поле, создаваемое током, и измеряет силу тока.

Эта катушка навешивается на вторичный проводник, по которому течет вторичный ток, для использования. Он сочетается с нашей системой проверки сварных швов для контроля качества сварных швов.
- Q9.
- Что такое эффект Пельтье?
- А.
- Когда постоянный ток протекает через два разных металла, которые контактируют друг с другом, возникает разница температур между положительным и отрицательным полюсами. Это называется эффектом Пельтье. Хотя этот эффект применяется к оборудованию, в котором охлаждение и тепловое излучение повторяются, при сварке неблагоприятно возникают неравномерный износ электрода и неравномерные самородки.
Поскольку этот эффект возникает, когда ток постоянно течет в одном направлении, источник питания переменного тока или источник питания с переключением полярности решает эту проблему.
Пожалуйста, заполните нашу контактную форму, если у вас есть какие-либо вопросы.
- Q10.
- Почему мы должны периодически затачивать электрод?
- A.

- Во время использования на кончике электрода образуется оксидная пленка, выделяющая тепло; тем временем он не может сварить. Также к электроду может прилипнуть расплавленное покрытие проволоки и остатки заготовки. Поскольку такие инородные тела вызывают дефекты сварного шва, электроды необходимо периодически затачивать для удаления через определенное количество швов, в соответствии с условиями сварки. Кроме того, шлифовка электрода необходима для придания формы его кончику, поскольку площадь контакта увеличивается при изменении плотности тока.
- Q11.
- Что такое рельефная сварка?
- А.
Это сварка такой заготовки, которая состоит из пластин, толщина которых заметно различается. Более толстая заготовка снабжена выступом для увеличения плотности тока; затем джоулево тепло концентрируется на свариваемом выступе.
- [Преимущество]
- Возможна одновременная многоточечная сварка.
- Возможность использования плоского электрода увеличивает срок службы электрода.

- Более толстая пластина, которая в 3 и более раза толще другой, может быть сварена до определенной степени.
- При сварке двух или более выступов сварные швы могут выдерживать больший крутящий момент.
- Уход за электродом прост.
- Время сварки меньше.
- Концентрированный ток приводит к экономии энергии.
- [Недостаток]
- Многоточечная сварка требует больших сварочных мощностей (ток, усилие сварки).
- Выступы должны быть выровнены.
- Электроды должны быть строго параллельны.
- Q12.
- Сообщите нам о разнице между управлением вторичным постоянным током и управлением с компенсацией колебаний напряжения питания.
- А.
Мы объясним этот элемент управления на нашем блоке питания переменного тока MEA-100A.
- [Контроль компенсации колебаний напряжения питания]
- На заводе часто колеблется напряжение питания, что влияет на сварку.
 Это управление подает постоянный ток, даже если напряжение питания колеблется. Поскольку компенсированный ток протекает в течение первого полупериода, сварочный ток, подаваемый даже в течение короткого периода времени, такого как полупериод, один цикл, обеспечивает стабильную сварку.
Это управление подает постоянный ток, даже если напряжение питания колеблется. Поскольку компенсированный ток протекает в течение первого полупериода, сварочный ток, подаваемый даже в течение короткого периода времени, такого как полупериод, один цикл, обеспечивает стабильную сварку. - [Управление вторичным постоянным током]
- Вторичный ток сварочного трансформатора подается через тороидальную катушку обратно на контроллер, чтобы поддерживать постоянный ток. Это особенность того, что постоянный ток течет даже при изменении сопротивления заготовки. При контроле с компенсацией колебаний напряжения питания ток изменяется в соответствии с количеством заготовки, которая входит в горловину сварочной головки при сварке листового металла; напротив, при вторичном управлении постоянным током протекает постоянный ток.
- Q13.
- Пропускает ли сварочный трансформатор больший ток через отвод высокого напряжения?
- A.
- Сварочный трансформатор генерирует большой ток при низком напряжении.
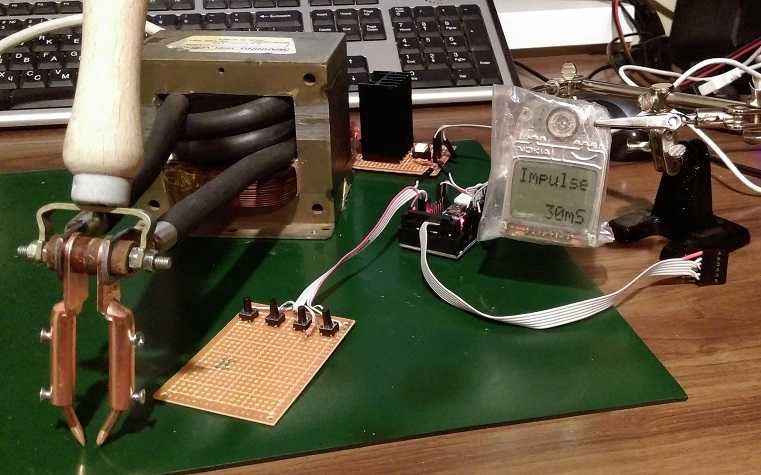 Например, он может выдавать 10 А при 200 В или 200 А при 10 В или 1000 А при 2 В (энергия одинакова: 200 В x 10 А = 2000 ВА, 10 В x 200 А = 2000 ВА, 2 В x 1000 А = 2000 ВА). Теоретически отвод с более низким напряжением может пропускать больший ток; практически, однако, ток течет по закону Ома: I (ток) = E (напряжение) / R (сопротивление), что показывает, что E необходимо в определенной степени для протекания большого тока. Следовательно, отвод с более высоким напряжением может пропускать больший ток для детали с высоким сопротивлением.
Например, он может выдавать 10 А при 200 В или 200 А при 10 В или 1000 А при 2 В (энергия одинакова: 200 В x 10 А = 2000 ВА, 10 В x 200 А = 2000 ВА, 2 В x 1000 А = 2000 ВА). Теоретически отвод с более низким напряжением может пропускать больший ток; практически, однако, ток течет по закону Ома: I (ток) = E (напряжение) / R (сопротивление), что показывает, что E необходимо в определенной степени для протекания большого тока. Следовательно, отвод с более высоким напряжением может пропускать больший ток для детали с высоким сопротивлением.
- Q14.
- Что является важным элементом сплавления?
- A.
- Соединение плавлением предназначено не для использования тепла Джоуля, выделяемого в заготовке, как при контактной сварке, а для использования тепла Джоуля, выделяемого в электроде, для удаления покрытия с подводящего провода, соединения провода с клеммой за счет теплового сцепления.
Если к этому стыку провести контактную сварку, клемма расплавится; поэтому необходимо выбрать адекватные условия сварки, чтобы удалить покрытие, вызывающее сцепление вывода и клеммы. Подача тока обычно выполняется в два этапа: первая стадия WELD1, на которой деформируется клемма (предварительное формирование), и вторая стадия WELD2, на которой выполняется сплавление. Если используется 1-ступенчатая подача тока, предварительное формирование должно выполняться нарастающим током.
Подача тока обычно выполняется в два этапа: первая стадия WELD1, на которой деформируется клемма (предварительное формирование), и вторая стадия WELD2, на которой выполняется сплавление. Если используется 1-ступенчатая подача тока, предварительное формирование должно выполняться нарастающим током.
- Q15.
- Сообщите нам о настройке условий контактной сварки.
- А.
У нас нет определенного метода настройки условий, потому что условия сварки зависят от материала заготовки, требуемой прочности; однако вы должны определить условия сварки, отрегулировать время сварки, сварочный ток и усилие сварки, поскольку сварка связана с тремя.
- [Сварка выступа усилием сварки 2,0 кгс за два прохода]
(Свариваемая деталь: Ni t=0,1 мм и Fe t=0,25 мм, Метод сварки: серийная сварка в 2 выстрела, Расстояние между выстрелами: 3 мм, Электрод: AL-60 Φ1,5 мм, сварщик: Транзисторный источник питания для сварки , Сварочный кабель: 38кв.
 1000Lмм.)
1000Lмм.)
Процедура следующая:
Установите среднее усилие сварки по шкале усилия сварки на сварочной головке, установите сварочный ток и время сварки относительно ниже; затем постепенно увеличивайте условия во время сварки. Для инверторного источника питания и источника питания переменного тока установите время сварки немного короче и увеличьте только ток. Если максимальный ток свидетельствует о недостаточном сварном шве, увеличьте время сварки, а затем увеличьте ток с нуля. Начните с таких настроек, которые вы не можете сварить. Когда вы дойдете до легкой сварки, продолжайте пробную сварку, наблюдая, образуются ли брызги. Увеличьте усилие сварки, чтобы уменьшить разбрызгивание. Когда испытание на растяжение и испытание на отслаивание дают достаточную и стабильную прочность сварного шва, вы продолжаете сварку с этими условиями сварки.
Если настройки максимального сварочного тока и максимального времени сварки не обеспечивают достаточной прочности, немного уменьшите усилие сварки для пробы; иногда прочность сварного шва увеличивается. Если сварки по-прежнему недостаточно, мощности сварочного аппарата недостаточно; вам нужен сварочный аппарат следующей большей мощности.
Если сварки по-прежнему недостаточно, мощности сварочного аппарата недостаточно; вам нужен сварочный аппарат следующей большей мощности.
При питании от источника питания переменного тока попробуйте уменьшить количество циклов и повысить уставку нагрева и напряжение ответвления, если источник питания имеет достаточную мощность; Вы можете получить сварной шов с меньшим изменением цвета.
Пожалуйста, заполните нашу контактную форму, если у вас есть какие-либо вопросы.Некачественные сварные швы, которые часто случаются, и меры по их устранению Сварное состояние Текущий Сила сварки Брызги Вниз Вверх Улучшение слежения за электродами Всплеск Вниз Вверх Улучшение слежения за электродами Ударная камера — — Улучшение слежения за электродами Маленький самородок Вверх Вниз — Неравный размер самородка — — Контроль плотности тока. 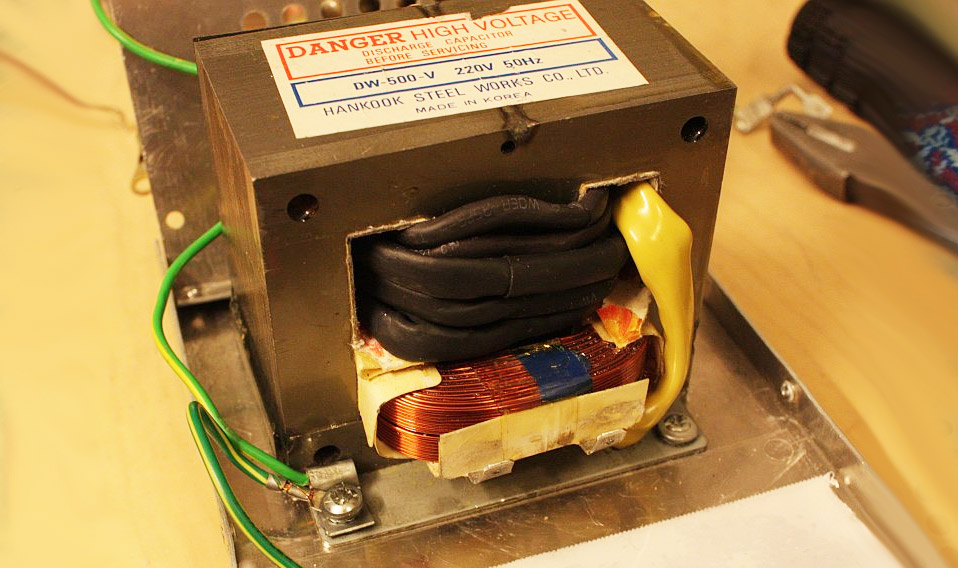
Разрешите эффект Пельтье.Большая вмятина Вниз Вниз Используйте R-образные электроды
- Q16.
- Что такое тепловое воздействие?
- A.
- Это эффект, который оказывает на заготовку тепло, выделяемое при сварке. Заготовка может изменить цвет, обесцветиться, деформироваться или стать хрупкой; детали могут выйти из строя.
Чтобы уменьшить тепловой эффект, тепло должно эффективно подаваться к заготовке, а сварка должна выполняться в течение короткого промежутка времени. Инверторный или транзисторный источник питания для сварки — еще один выбор.
- Q17.
- Нужна ли двухэтапная сварка? Каков эффект от этого?
- A.
- Эффективен для сварки плакированного металла. Металл покрытия удаляется на первом этапе, отталкивается от электрода и охлаждается в ОХЛАЖДЕНИИ; затем заготовка сваривается на втором этапе.
 Однако рельефная сварка в основном использует одностадийную сварку.
Однако рельефная сварка в основном использует одностадийную сварку.
- Q18.
- Какие меры противодействия необходимы для сварки заготовок разной толщины?
- A.
- Обеспечить более толстый металлический лист с выступом; однако, если этот лист в 3 и более раз толще более тонкого, вам будет трудно их сварить.
- Q19.
- Что следует учитывать, в том числе условия сварки, перед первым внедрением новой системы микроконтактной сварки?
- A.
- Во-первых, вы должны решить, могут ли металлические материалы образовать прочный сплав путем плавления или их можно соединить диффузией. Некоторые комбинации металлических материалов всегда будут слабыми. В этом случае вам придется подумать об использовании других материалов или металлической вставки, которая легко сливается с обоими металлами заготовки, образуя диффузионное соединение.
Во-вторых, рассмотрите форму заготовки в точках сварки. Чтобы использовать контактную сварку, заготовки должны быть обработаны в формы, которые позволяют применять постоянную силу и ток. Кроме того, сварка повышает температуру обоих металлов до точки их плавления, поэтому их теплоемкости (массы) на поверхности точки сварки должны быть сбалансированы. Кроме того, необходимо уделить внимание выбору материала покрытия.
Чтобы использовать контактную сварку, заготовки должны быть обработаны в формы, которые позволяют применять постоянную силу и ток. Кроме того, сварка повышает температуру обоих металлов до точки их плавления, поэтому их теплоемкости (массы) на поверхности точки сварки должны быть сбалансированы. Кроме того, необходимо уделить внимание выбору материала покрытия.
В-третьих, рассмотрите конфигурацию заготовки. Вы не можете сваривать микросопротивлением детали, которые обычно спаиваются, без изменения используемых материалов или форм. Заготовки, которые были спаяны, предназначены для пайки; детали должны быть спроектированы так, чтобы их можно было сваривать сопротивлением, чтобы можно было использовать систему контактной сварки. Для получения условий микрорезистивной сварки с широкими запасами конструкция заготовки очень важна, фактически жизненно важна, потому что основная цель состоит в том, чтобы поддерживать стабильные качества сварки.
Наконец, определите конфигурацию и материалы заготовок, и в то же время определите способ подачи тока, или применяются пути через подачу тока или силы. Обычно применяют три вида подачи тока: прямой, непрямой и последовательный, которые также применяются при контактной сварке. Метод параллельного зазора, аналогичный последовательному методу, специально используется при сварке микросопротивлением. Он не спаивает две точки; вместо этого он сваривает точку между электродами.
Обычно применяют три вида подачи тока: прямой, непрямой и последовательный, которые также применяются при контактной сварке. Метод параллельного зазора, аналогичный последовательному методу, специально используется при сварке микросопротивлением. Он не спаивает две точки; вместо этого он сваривает точку между электродами.
- Q20.
- Не могли бы вы провести курс лекций по контактной сварке для мастеров участков?
- A.
- AMADA WELD TECH TAIWAN CO., LTD. посещает нашего клиента для проведения курса;
также диагностирует вашу сварку.
Если вы хотите, пожалуйста, заполните нашу контактную форму, если у вас есть какие-либо вопросы
Блог ExRockets | МАШИНА ДЛЯ ТОЧЕЧНОЙ СВАРКИ СВОИМИ РУКАМИ
В нескольких случаях, когда я делал оборудование для синтеза окислителя, мне нужно было сделать точечную сварку, но не было сварочного аппарата для этого. Вот и решил сделать для себя. После некоторых исследований в Интернете на эту тему я, наконец, сделал аппарат для точечной сварки из старого трансформатора микроволновой печи.

СХЕМА И ПЕЧАТНАЯ ПЛАТА:
ЖЕ СХЕМА, ДРУГОЙ ВИД:
Высоковольтная часть (ВН) основана на той, что я нашел здесь (http://www.weavd.lvd). /tech-tips/spot-welder.html). Я сделал небольшое дополнение к схеме, добавив реле, которое полностью отключает и включает цепь управления мощностью за 200 миллисекунд до и после сварочного импульса. Это реализовано в качестве дополнительной меры предосторожности в случае неисправности или перегрузки по току. Также трансформатор питания 10 В для цепи НН можно переключать между сетями 110 В и 220 В, используя его первичные обмотки в параллельном или последовательном соединении с сетью.
Однако низковольтный (НН) отличается от указанного на сайте – нулевой переход устроен иначе. Вот как работает часть LV:
- С помощью переключателя я могу выбрать одиночный импульсный режим
- Длительность каждого импульса можно регулировать с шагом 20 мс (записывается в память)
- Длительность паузы между импульсами регулируется с шагом 20 мс (записывается в память)
После того, как кнопка начала обратного отсчета сварки, звуковая (зуммер) и визуальная (4 светодиода) индикация будут подаваться каждую секунду в течение 4 секунд, затем на пятой секунде будут подаваться сварочные импульсы.

Перед запуском сварочного импульса MCU ожидает перехода через нуль напряжения, после его обнаружения тиристоры включаются с задержкой 4,5 мс или близко к пику полуволны напряжения.
СВАРОЧНЫЙ ТРАНСФОРМАТОР:
Сварочные трансформаторы взяты из бывших в употреблении микроволновых печей мощностью 1,2 кВт и 800 Вт, в которых я сохранил первичную обмотку, а вторичную заменил 3-витковым сварочным кабелем 1AWG. На ютубе много видео как снять вторичную обмотку, разрезав ее, но я разобрал весь трансформатор. Для этого я сточил сварные швы с обеих нижних сторон, удалив I-образную часть, а затем осторожно вытащил обе обмотки.
Гибкий сильноточный кабель 1AWG, 800-жильный сварочный кабель — продается по цене около 5 долларов за метр. На трансформаторе 1,2 кВт мне удалось разместить 3 витка, а на трансформаторе 800 Вт — 2 витка, что дает около 3 В и 2 В соответственно. Во время сварки я измерил напряжение около 1 В, что дает расчетные сварочные токи около 1200 А и 800 А.

СВАРОЧНЫЕ ЭЛЕКТРОДЫ:
Сварочные электроды были предоставлены другом, и они от медной электрической шины. Сечение квадратное, площадью 64 мм2.
СБОРКА:
Первым делом нужно было сделать тестовую сборку. Сварочный кабель нужно было подсоединить к электроду, поэтому мне понадобились кабельные наконечники или наконечники, но они довольно дорогие. Поэтому я пошел в магазин сантехники и взял два медных шинных соединителя с подходящим внутренним диаметром и использовал их в качестве кабельного наконечника.
Кроме того, сильноточный кабель должен быть надежно подключен к электроду через дорожку с низким сопротивлением. Первое, что пришло мне в голову, это использовать струбцины.
Итак, вся тестовая сборка выглядела так:
После того, как я убедился, что все работает нормально, следующим шагом была окончательная сборка в деревянном ящике (вроде как) и более точное выравнивание электродов. Оба электрода были установлены на стальных стержнях.
 Одна из планок неподвижна, а другая подвижна. Оба стержня устанавливаются на деревянную деталь, и электроды крепятся к этим стержням с помощью небольших С-образных зажимов.
Одна из планок неподвижна, а другая подвижна. Оба стержня устанавливаются на деревянную деталь, и электроды крепятся к этим стержням с помощью небольших С-образных зажимов.ОГРАНИЧЕНИЕ СВАРОЧНОГО ТОКА:
Ток во вторичной (сварочной) обмотке можно легко ограничить, ограничив ток через первичную обмотку с помощью силового резистора. Для этой цели я использовал дешевые резисторы на 100 Вт (подходят номиналы от 4 Ом до 20 Ом). Этот резистор должен быть установлен между первичной обмоткой и выходом высоковольтной платы. Следует иметь в виду, что эти резисторы могут нагреваться при более тяжелых рабочих циклах. Поэтому я установил один из резисторов (который будет использоваться чаще) на кусок алюминиевого лома, который будет служить дополнительным радиатором.
Также я установил два переключателя SPDT на 10 А, чтобы иметь возможность выбирать между тремя настройками тока: 100% мощности, 50% мощности через резистор 4 Ом и 25% мощности через резистор 8 Ом.

СВАРКА ДВОЙНЫМ ИМПУЛЬСОМ:
Целью цикла сварки двойным импульсом является то, что первый импульс (более короткий) размягчит материал и обеспечит контакт ленты с поверхностью в месте сварки. Второй импульс (обычно более длительный) завершает сварку и полностью сплавляет свариваемые материалы. На следующем видео я свариваю два куска титана толщиной 0,5 мм и хорошо видно, как во время первого импульса материал изгибается, обеспечивая лучший контакт с поверхностью, а во время второго импульса дальнейшая подгонка материала почти не происходит.
ИСПЫТАНИЯ СВАРКИ:
После того, как все было собрано, пришло время проверить аппарат для точечной сварки в реальных условиях. Я протестировал его на различных материалах, и вот несколько замечаний…
ТОЧЕЧНАЯ СВАРКА СТАЛЬ-СТАЛЬ
Сварка стали со сталью выполняется легко, если подобрать правильные параметры мощности тока и длительности импульса.
 Мне потребовалось несколько попыток, чтобы найти правильные условия сварки, но в целом я очень доволен обеспечиваемой мощностью и результатами. Вот несколько фотографий обожженных тонких стальных листов, а также сваренных ножовкой не очень тонких кусков.
Мне потребовалось несколько попыток, чтобы найти правильные условия сварки, но в целом я очень доволен обеспечиваемой мощностью и результатами. Вот несколько фотографий обожженных тонких стальных листов, а также сваренных ножовкой не очень тонких кусков.ТОЧЕЧНАЯ СВАРКА ТИТАНА К ТИТАНУ
Сварка титана аппаратом для точечной сварки немного сложна – он легко прожигается большим количеством искр. Поэтому для этой цели необходим уменьшенный ток с двойными импульсами. На фото я сравниваю сварку двух кусков титана толщиной 0,5 мм при мощности 100% и 50%. Вы можете заметить прожженные отверстия в материале. Однако я был впечатлен прочностью сварных швов, как показано на видео.
ТОЧЕЧНАЯ СВАРКА ПЛАТИНЫ С ПЛАТИНОЙ
Для проведения этого теста я использовал тонкую платиновую фольгу, которую я скатал из куска платины.
 Точечная сварка платины с платиной непроста, потому что она имеет довольно высокую температуру плавления. Как следствие, платиновая фольга имеет тенденцию сплавляться с кончиком медного электрода, и когда я пытаюсь удалить ее, я пробиваю в фольге отверстие. Я как-то добился большего успеха с очень низкими настройками тока, то есть 25% и более длинными сварочными импульсами. Тем не менее результаты не столь впечатляющие.
Точечная сварка платины с платиной непроста, потому что она имеет довольно высокую температуру плавления. Как следствие, платиновая фольга имеет тенденцию сплавляться с кончиком медного электрода, и когда я пытаюсь удалить ее, я пробиваю в фольге отверстие. Я как-то добился большего успеха с очень низкими настройками тока, то есть 25% и более длинными сварочными импульсами. Тем не менее результаты не столь впечатляющие.ТОЧЕЧНАЯ СВАРКА ПЛАТИНЫ С ТИТАНОМ
Наконец, чтобы сделать электрод для электролиза, мне пришлось приварить платину к титану. После проблем со сваркой платины с платиной у меня не было больших ожиданий. Но на самом деле удивительно, что платина без проблем сваривается с титаном. При номинальном токе 50% и более длительных двойных импульсах платина фактически сплавляется с титаном в месте сварки. На фотографиях ниже после приварки платины к титану я попытался соскоблить платиновую фольгу, но она уже была сплавлена с основным металлом в местах сварки и виден сплав Pt-Ti.

и, наконец, короткое видео, как использовать Spot Welder:
Файлы производства печатной платы и прошивка
SW_LV_RS274X — CADCAM.ZIP
SW_HV_RS274X –ADCAM.Как собрать свой собственный аппарат для точечной сварки из микроволновой печи! — ESK8 Electronics — Форум производителей электрических скейтбордов
Jack
#1
Эту статью я изначально написал для своего веб-сайта, и подумал, что вам, ребята, было бы полезно увидеть, как я сделал свой аппарат для точечной сварки 18650, на самом деле это довольно просто! http://www.jackdaviesdesign.com/diy-spot-welder-from-microwave/
Этот проект представляет собой набросок того, как построить аппарат контактной точечной сварки, используя детали старой микроволновой печи.
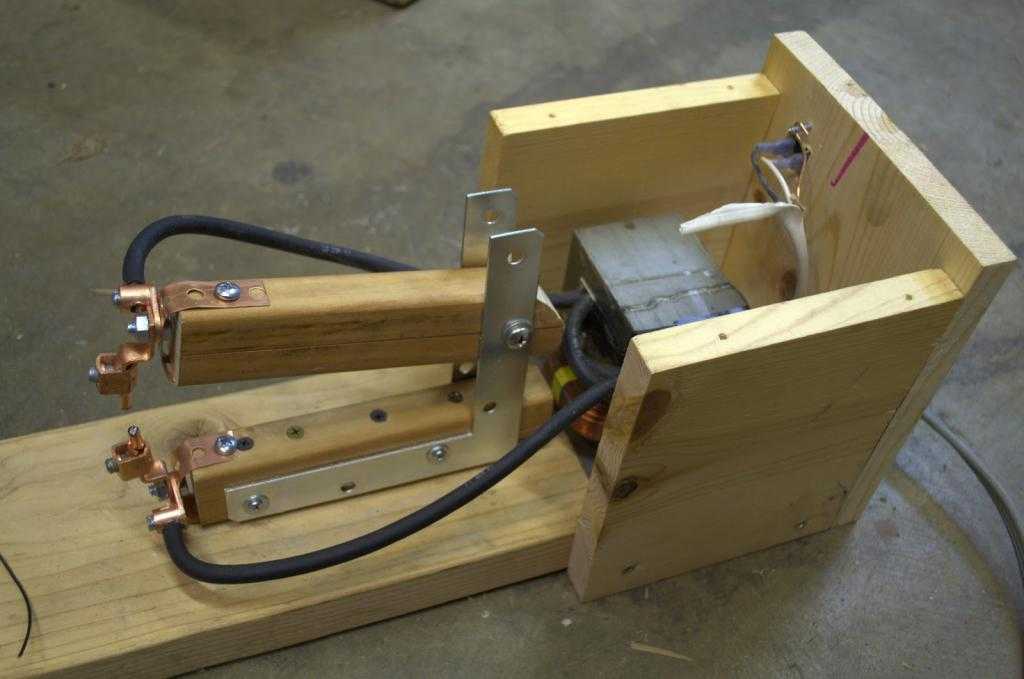 Я использую его для приваривания никелевых лепестков к элементам батареи 18650, но в зависимости от того, как вы расположите руки, его можно использовать для сварки листового металла и других металлических предметов. Займемся сваркой!
Я использую его для приваривания никелевых лепестков к элементам батареи 18650, но в зависимости от того, как вы расположите руки, его можно использовать для сварки листового металла и других металлических предметов. Займемся сваркой!Шаг 1. Спасите микроволновую печь
Внимание!
Внутри микроволновки довольно опасно. Большой конденсатор может быть заряжен и может причинить неприятный или даже смертельный удар током, поэтому убедитесь, что вы разрядите его как можно скорее, прикоснувшись к клеммам металлическим стержнем, например отверткой, чтобы разрядить его.
Итак, откройте корпус микроволновой печи, чтобы увидеть электронные биты. Разрядите этот конденсатор и приступайте к удалению деталей. Вы должны найти трансформатор, который должен выглядеть очень похоже на тот, что на фотографиях. Снимите гайки, и он должен легко выскользнуть. Я спас несколько концевых выключателей, которые мы будем использовать позже, а некоторые кабели удобны для подключения питания.

Шаг 2. Снимите вторичную катушку
Мы собираемся перемотать вторичную обмотку трансформатора, так как нам нужно больше ампер и меньше вольт. К первичной обмотке подключается сетевое питание, а вторичная обмотка имеет более тонкие проволочные обмотки с прикрепленными красными проводами.
Меньшее количество витков провода увеличивает силу тока, но снижает напряжение, а большее количество витков увеличивает напряжение при уменьшении силы тока. Вторичная обмотка нам не нужна, поэтому ее можно удалить, отрезав или зашлифовав сварной шов на корпусе трансформатора и вытащив его. Будьте осторожны, чтобы не повредить первичную катушку, так как мы ее сохраним.
Шаг 3. Добавьте новую обмотку
Новая обмотка обеспечит ток, необходимый для сварки. Используя очень толстый кабель, мы можем уменьшить тысячи обмоток до пары, которая обеспечит множество ампер.
 Толстый кабель необходим, так как сопротивление заставит его нагреваться и расплавить изоляцию, если она слишком тонкая. Нехорошо!
Толстый кабель необходим, так как сопротивление заставит его нагреваться и расплавить изоляцию, если она слишком тонкая. Нехорошо!Сначала вставляется первичная катушка, затем 2 шунта с каждой стороны и, наконец, провод малого сечения (синий кабель) наматывается на пару витков. Не забудьте оставить приличную длину кабеля, который будет крепиться к сварочным электродам.
Шаг 4. Завершите сборку трансформатора
Наш сверхмощный трансформатор почти готов. Нам просто нужно приварить верхнюю часть, чтобы запечатать ее. В качестве альтернативы вы можете использовать двухкомпонентную эпоксидную смолу, чтобы приклеить ее. Варианты хорошие, выбирайте какой вам удобнее.
Шаг 5. Клеммы электродов
Теперь нам нужно прикрепить концы кабеля к медным штырям, которые мы будем использовать для сварки. Я обработал несколько медных клемм, но вы можете использовать медные зажимы из хозяйственного магазина.
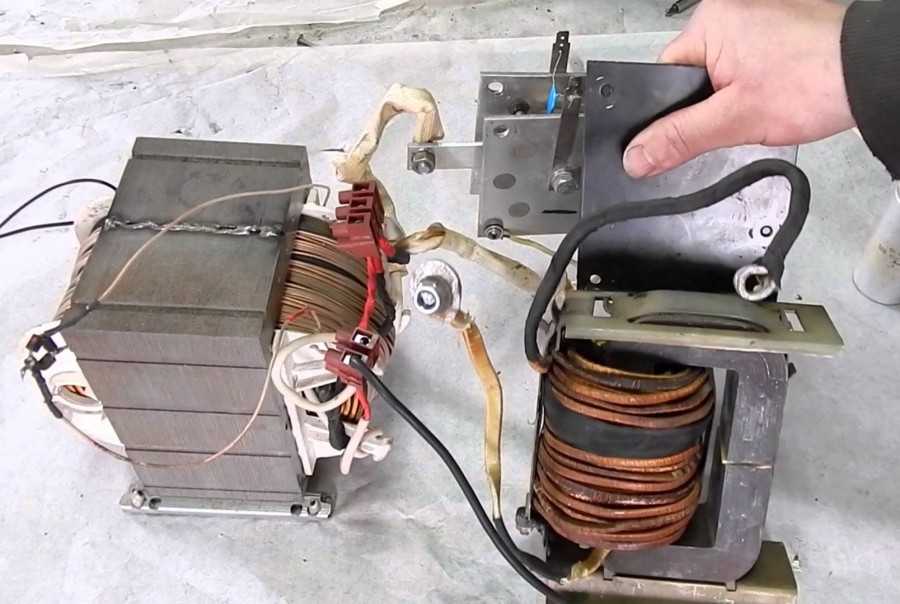 Я также приложил файл CAD для зажима электрода, который я сделал. Вот ссылка на Fusion360. http://a360.co/1Loyh2j
Я также приложил файл CAD для зажима электрода, который я сделал. Вот ссылка на Fusion360. http://a360.co/1Loyh2jЭтап 6: Сварочный кронштейн
Я использую его для приварки никелевых выводов к элементам батареи, поэтому я расположил два сварочных электрода рядом, хотя вы можете легко установить их друг напротив друга, как в традиционном аппарате. Я спроектировал и вырезал лазером простой корпус из МДФ для руки, в которой находится переключатель для работы и зажимы для электродов.
Шаг 7. Упакуйте
В трансформатор поступает опасное электричество 230 В, поэтому важно, чтобы он был закрыт. Этот чехол с лазерной резкой должен хорошо справляться со своей задачей. Просто убедитесь, что все содержится, так как это также будет выглядеть намного лучше, а также будет в безопасности. Бонус!
Что касается проводки, то тут всё просто.
 Просто подключите фазу и нейтраль к первичной обмотке трансформатора, используя существующие лепестковые клеммы, я бы рекомендовал добавить переключатель между одним из силовых кабелей, чтобы упростить включение и выключение. Я спас этот из микроволновки.
Просто подключите фазу и нейтраль к первичной обмотке трансформатора, используя существующие лепестковые клеммы, я бы рекомендовал добавить переключатель между одним из силовых кабелей, чтобы упростить включение и выключение. Я спас этот из микроволновки.Готово! Получайте удовольствие от своего нового аппарата для точечной сварки!
14 лайков
чака
#2
Похоже, мне нужен лазер!
JTAG
#3
Очень хорошая сборка! Как вы контролируете мощность сварки?
дельта_19
#4
я просто хочу еще раз поднять тему
вещи, с которыми вы будете возиться, чтобы получить свои части, могут иметь достаточно накопленной энергии, чтобы убить вас, поэтому, пожалуйста, ради любви к сити, будьте осторожны.
ты можешь сдохнуть
1 Нравится
JTAG
#5
Тогда вам следует перестать кататься на электрических скейтбордах и держаться подальше от аккумуляторов. Если вам не нравятся риски, оставайтесь в своей постели.
парагон
#6
Правда, для меня это немного превышает (безопасную) черту.
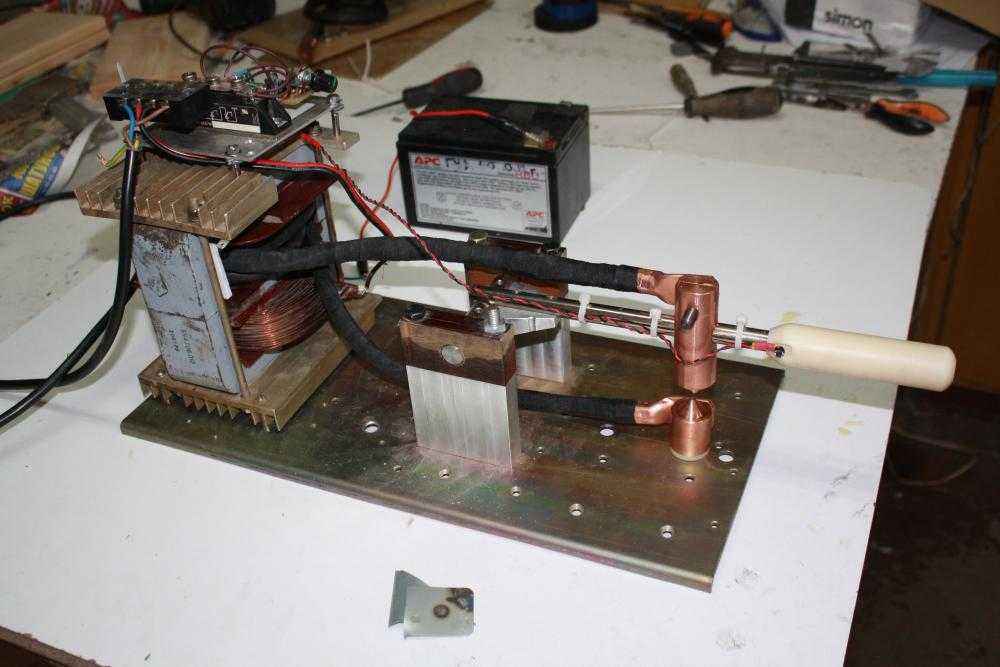 Я пока останусь на своих санях 18650.
Я пока останусь на своих санях 18650.дельта_19
#7
есть разница между риском и тем, что может привести к гибели.
езда на мотоцикле в первые 15 минут дождя сопряжена с риском
езда на заднем колесе требует смерти.
2 лайка
JTAG
#8
В 18650 больше энергии, чем в микроволновке + пайка 18650 НАМНОГО опаснее, чем точечная сварка.
отряд
#9
@jack Спасибо, что поделились этим OP! Я попробую это в ближайшем будущем.
 Еще один вопрос: вы используете переключатель мгновенного действия, видимый на сварочном кронштейне, для включения тока в первичной обмотке?
Еще один вопрос: вы используете переключатель мгновенного действия, видимый на сварочном кронштейне, для включения тока в первичной обмотке?Домкрат
#10
Спасибо всем за добрые слова!
@squad Да, я просто нажимаю на него для быстрого выброса тока, который работает хорошо, но я планирую сделать схему таймера, которая сделает его намного более надежным.
Джек
белая пони
#11
классный процесс сборки!
Домкрат
#12
Спасибо, чувак, твоя ветка по сборке батареи подтолкнула меня к этому проекту!
длинношерстный мальчик
№13
это потрясающе. При его использовании, что эквивалентно ножной педали для запуска сварки на коммерческих?
морской пейн4
№14
@JTAG Внутри микроволновки обычно находится довольно большой конденсатор, в котором содержится довольно много энергии.
Кроме того, я думаю, что он имеет в виду тот факт, что вы будете работать с сетевым напряжением с этим DIY.
 Пайка на 18650 чрезвычайно безопасна по сравнению с этим.
Пайка на 18650 чрезвычайно безопасна по сравнению с этим.JTAG
№15
Конденсаторы в микроволновках имеют продувочный резистор, поэтому они будут пусты к тому времени, когда вы откроете микроволновку. И о сетевом напряжении нечего беспокоиться, в сетевую установку встроено множество механизмов безопасности. Существует гораздо более высокий риск серьезной травмы, если вы неправильно обращаетесь с батареями (например, припаиваете батарею).
2 лайков
длинношерстный мальчик
№16
в 18650 достаточно сока, чтобы ваши пальцы немного покалывали, когда вы касаетесь обоих концов одновременно одной рукой.
 Кроме того, короткого замыкания одной ячейки достаточно, чтобы поджечь никелевую полосу, как при реальном пламени, сжигающем металл, как фитиль свечи.
Кроме того, короткого замыкания одной ячейки достаточно, чтобы поджечь никелевую полосу, как при реальном пламени, сжигающем металл, как фитиль свечи.Так что да, это точно дерьмо, лол
морской пейн4
# 17
Скорее всего, вы пострадаете от сетевого напряжения, чем от элемента 18650. Несмотря на то, что существует несколько форм защиты для сетей переменного тока, все же могут быть сомнительные заземления или предохранители. 18650 чрезвычайно долговечны. У меня была пропановая горелка, которая нагревалась в течение добрых 20 секунд, прежде чем она начала вытекать из электролита, а затем открылась. Их короткое замыкание вызывает значительный ток и приличное количество тепла, но даже при прямом коротком замыкании потребуется некоторое время, чтобы они начали протекать, а затем лопнули.

Пайка 18650 немного сокращает срок их службы, но совсем не рискованно.
морской пейн4
# 18
При каком напряжении был аккумулятор, когда вы почувствовали покалывание? Поскольку напряжение постоянного тока должно быть достаточно высоким, чтобы почувствовать покалывание в руке.
длинношерстный мальчик
# 19
3,61 исх. Я думаю, что, возможно, моя рука была потной, потому что я только что снял перчатки, которые я обычно надеваю, когда собираю рюкзаки, так что, возможно, это как-то связано с этим. Хотя это было самое легкое покалывание.

JTAG
#20
Сеть имеет защиту от неравномерного потребления электроэнергии. Аккумуляторы НЕ имеют защиты и будут отдавать ВСЮ накопленную энергию при неправильном использовании. Напряжение не имеет значения. Не смотрите вслепую на напряжение, энергия представляет собой гораздо более высокий риск.
следующая страница →
Сварочные аппараты для контактной сварки, пайки
На протяжении 50 лет Hanson Welding Machines является синонимом слов «совершенство и инновации» при проектировании и разработке машин сопротивления. .
Усердная работа, инновации и отзывчивость к потребностям клиентов позволили нам заслужить репутацию лидера в области точной сварки.
 Мы гордимся обширной и эксклюзивной клиентской базой, созданной за последние пятьдесят лет; и именно благодаря нашим клиентам, прошлым, настоящим и будущим, мы посвящаем себя философии постоянное совершенствование продукции, инновации и качество изготовления.
Мы гордимся обширной и эксклюзивной клиентской базой, созданной за последние пятьдесят лет; и именно благодаря нашим клиентам, прошлым, настоящим и будущим, мы посвящаем себя философии постоянное совершенствование продукции, инновации и качество изготовления. Learn more
AB-6
AB-6-2D
AP-2W
AP-2W-2D
Сварочные аппараты
АППАРАТЫ ДЛЯ СОПРОТИВИТЕЛЬНОЙ СВАРКИ И ПАЯЛА
AP-2W/AP-2W-2D
Hanson предлагает полностью интегрированную систему настольных сварочных и паяльных аппаратов мощностью 1-20 кВА. Это наша машина контактной сварки и пайки модели AP-2W. Он предлагается с широким спектром опций, что позволяет покупателю практически индивидуально проектировать каждую машину в соответствии со своими конкретными требованиями.
Узнать больше
AB-6
Эта машина контактной сварки напольного типа выпускается мощностью от 30 кВА до 200 кВА.
 Доступны различные дополнительные функции, специальные приспособления и аксессуары для настройки базового AB-6 в соответствии с конкретными требованиями применения.
Доступны различные дополнительные функции, специальные приспособления и аксессуары для настройки базового AB-6 в соответствии с конкретными требованиями применения.Узнать больше
Средства управления контактной сваркой
При разработке устройств управления серии 2000 на базе микропроцессоров мы использовали самые современные технологии и добавили уникальные инновации, чтобы обеспечить недостижимый ранее уровень качества и стабильности сварки.
Узнать больше
НАСТОЛЬНАЯ ГОЛОВКА ДЛЯ СВАРКИ И ПАЯЛА
HS-2/HS-2-2D
Настольная сварочно-паяльная головка Hanson HS-2 представляет собой прецизионное устройство, позволяющее создавать собственные сварочные и паяльные изделия. машина. Его можно сочетать с источниками питания переменного тока мощностью 0,5–20 кВА и источниками постоянного тока мощностью 5–500 Вт/с. Это устройство может быть соединено с существующими источниками питания, или компания Hanson может предоставить вам выбор сварочных трансформаторов и элементов управления.

Узнать больше
Что такое прецизионная сварка?
Прецизионная сварка — это процесс, при котором сварные швы наносятся на заготовку чрезвычайно точным и контролируемым образом. Допуски на размеры места сварки обычно составляют менее ± 0,2 мм (0,008 дюйма) как для глубины сварного шва, так и для положения линии сварки. Прецизионная сварка часто используется для очень маленьких деталей, деталей с жесткими допусками по размерам и деталей, требующих едва заметного линейного сварного шва. Прецизионные сварочные аппараты Hanson обеспечивают компьютерное управление заготовкой и источником сварочного тепла для обеспечения высокой точности, которую невозможно воспроизвести без автоматизации.
Hanson Welding — уникальный поставщик прецизионных сварочных аппаратов, в том числе аппаратов, обеспечивающих электронно-лучевую сварку (EBW), лазерную сварку (LBW) и герметичную лазерную сварку. В течение 30 лет мы помогаем клиентам удовлетворить их потребности в точной сварке с помощью нашего талантливого инженерного персонала, а также нашего широкого ассортимента оборудования для точной контактной сварки.

Что такое контактная сварка?
Сварка сопротивлением — это метод сварки, при котором соединяемые детали удерживаются вместе под давлением, а тепло вырабатывается за счет пропускания тока через контактное сопротивление, образованное между двумя поверхностями. Основным преимуществом контактной сварки является то, что для создания соединения не требуются другие материалы, что делает этот процесс чрезвычайно экономичным.
Хотя существует множество различных типов контактной сварки (например, точечная и шовная, выступающая и т. д.), они в основном различаются типами и формами сварочных электродов, которые используются для приложения давления и проведения тока. Электроды чаще всего изготавливаются из сплавов на основе меди из-за ее превосходных проводящих свойств. Электроды охлаждаются водой, протекающей через полости внутри электрода и другую токопроводящую оснастку аппарата контактной сварки.
Системы контактной сварки Hanson разработаны и изготовлены для широкого спектра промышленных, автомобильных и аэрокосмических применений.
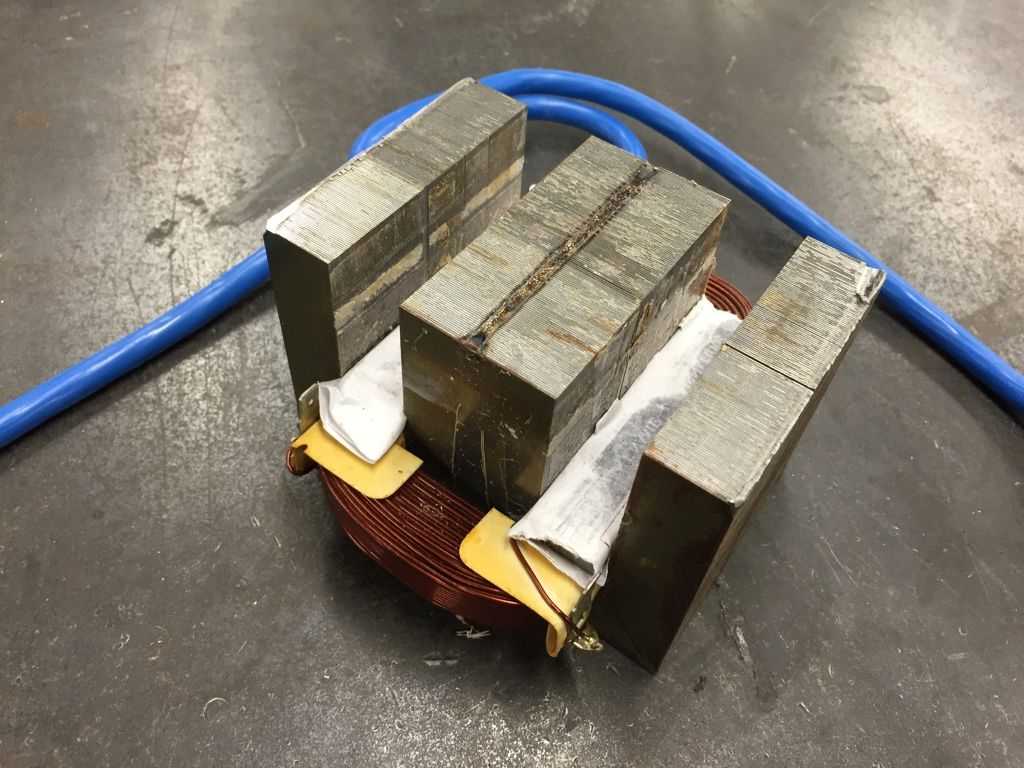 Благодаря автоматизации действие этих машин строго контролируется и повторяется, что позволяет производителям легко управлять производством.
Благодаря автоматизации действие этих машин строго контролируется и повторяется, что позволяет производителям легко управлять производством.Применение сварки сварки с точностью сопротивления
СВИДЫ СВОРДА.
Образцы сварки
Сварка сопротивлением. переменного или постоянного тока. Все детали могут быть изготовлены на ручном, полуавтоматическом или полностью автоматизированном оборудовании Hanson. Объем будет диктовать наиболее экономичный выбор.
Контактная сварка
Контактная сварка, Компоненты. Предварительно сформированные контакты сегментов ленты автоматически привариваются к контактным плечам.
Сварные соединения проводов
Прецизионная стыковая сварка и пайка. Проволока диаметром от 0,002 дюйма до полосы шириной 1/2 дюйма может быть соединена.

Сварка автоматических выключателей
Пайка сопротивлением. Металлический припой заполняет пространство между поверхностями для прочного соединения, высокой электропроводности.
Наши клиенты
Мы очень гордимся обширной и эксклюзивной клиентской базой, созданной за последние пятьдесят лет; она построена на превосходстве и инновациях.
Поскольку мы считаем, что клиенты всегда на первом месте, мы придерживаемся простой философии, заключающейся в том, что постоянные инновации в продуктах и превосходное качество изготовления всегда ведут к успеху как сейчас, так и в будущем. Мы посвящены этому мыслительному процессу.
Этот динамичный подход сделал компанию Hanson лидером в области систем точной сварки.
Узнайте больше
Автоматизация, проектирование и консалтинг
Сварка и автоматизация, Inc. — это опытная автоматизация, дизайн и консалтинговая фирма:
- 3D Design Capiaties
 se
se - Признаки перегрева: деформации или оплавление внешней части трансформатора или частей вокруг него
- Консультации по методам сварки, материалам и автоматизации
- Исследования дизайна и технологичности продукта
- Company
- Customers
- Contact Us
- Series 2000 Resistance Welding
- Welding & Soldering Heads
- Automation, Design & Consulting
- Precision Parts Manufacturing
Узнать больше
Производство прецизионных деталей
AlphaTech — современный цех прецизионных станков; от аэрокосмического производства до фрезерования сплавов, когда вам нужен полный источник прецизионных продуктов, AlphaTech — это тот, кто позвонит и расскажет о ваших конкретных требованиях.
Решаем сложные задачи в AlphaTech; это достигается за счет нашего общего процесса проектирования, производственных возможностей и квалифицированных инженеров, работающих для вас. Наш бизнес помогает нашим клиентам решать их критические производственные задачи. Все делаем быстро и профессионально. В AlphaTech клиент всегда на первом месте!
Learn more
About
Products
Services
Welding &
Automation, Inc.
