Токарный станок сколько весит: Как определять массу станка или сколько весят станки — Портал о ломе, отходах и экологии
Содержание
1к625 технические характеристики | Станок токарный винторезный
Технические характеристики станка модели 1К625 позволяют выполнять чистовые и получистовые разнообразные токарные работы в мелкосерийном и индивидуальном производствах, а также получать резьбы: метрические, модульные, дюймовые, питчевые и архимедовы спирали.
Наименование характеристики | Ед. измерения | Параметры |
Размеры обрабатываемых деталей |
|
|
Наибольший диаметр точения над станиной | мм | 500 |
Наибольший диаметр точения над суппортом | мм | 260 |
Диаметр отверстия в шпинделе | мм | 47 |
Расстояние между центрами — РМЦ | мм | 1000 |
| мм | 1400 |
| мм | 2000 |
Наибольшая длина обтачивания (соответственно РМЦ) | мм | 930, 1330 |
Пределы чисел оборотов шпинделя | об/мин | 2,5 – 2000 |
Пределы продольных подач суппорта | мм/об | 0,07 — 4,16 |
Пределы поперечных подач суппорта | мм/об | 0,035 — 2,08 |
Суппорт | ||
Число резцов в резцедержателе |
| 4 |
Наибольшие размеры державки резца | мм | 30 х 30 |
Высота от опорной поверхности резца до линии центров | мм | 30 |
Наибольшее расстояние от линии центров до кромки резцедержателя | мм | 268 |
Число передних суппортов |
| 1 |
Число задних резцедержателей |
| 1 |
Число резцовых головок в суппорте |
| 1 |
Наибольшее перемещение суппорта от руки, по ходовому валу, по ходовому винту: |
|
|
продольное (соответственно РМЦ) | мм | 930 |
| мм | 1330 |
| мм | 1920 |
поперечное | мм | 300 |
Число выключающих упоров |
|
|
продольного хода |
| 1 |
поперечного хода |
| — |
Скорость быстрого перемещения суппорта: |
|
|
продольного | м/мин | 3,4 |
поперечного | м/мин | 1,7 |
Цена одного деления лимба: |
|
|
продольного перемещения | мм | 1 |
поперечного перемещения (на диаметр) | мм | 0,05 |
Резцовые салазки | ||
Наибольший угол поворота | град | -65°+45° |
Цена одного деления шкалы поворота |
| 1° |
Наибольшее перемещение | мм | 140 |
Цена одного дел синя лимба | мм | 0,05 |
Шпиндель | ||
Посадочный конус в шпинделе |
| Морзе № 6 |
Диаметр отверстия | мм | 47 |
Торможение шпинделя |
| есть |
Задняя бабка | ||
Посадочный конус в пиноли |
| Морзе № 5 |
Наибольшее перемещение пиноли | мм | 200 |
Цена одного деления лимба перемещения пиноли | мм | 0,05 |
Поперечное смещение |
|
|
вперед | мм | 15 |
назад | мм | 15 |
Пределы шагов нарезаемых резьб | ||
Метрических | мм | 1 – 192 |
Модульных | модулей | 0,5 — 48 |
Дюймовых | ниток на дюйм | 2 — 24 |
Питчевых | питчей | 1 — 96 |
Электродвигатель | ||
Мощность главного электродвигателя | кВт | 7, 5(10) |
Габариты и масса |
|
|
Габариты станка, мм (длинна х ширина х высота) | ||
РМЦ 1000 | мм | 2812 х 1216 х 1349 |
РМЦ 1400 | мм | 3212 х 1216 х 1349 |
Вес станка, кг | ||
РМЦ 1000 | мм | 2310 |
РМЦ 1400 | мм | 2410 |
Описание технических характеристик токарного станка ТВ-4, особенности его эксплуатации
Проектирование и изготовление станков ТВ-4 производится на Ростовском специализированном заводе «Учебное оборудование». ТВ-4 имеет иные технические характеристики, нежели профессиональные модели, поскольку нужен для обучения работе и выработки навыков обращения со стальными заготовками. Одними из основных норм, которые учитываются при проектировании приспособления, являются простота настройки и безопасность. Купить новый станок сегодня нетрудно. Однако не забывайте и о бывшей в употреблении технике. Люди, которые в домашних условиях желают выточить какую-нибудь деталь из металла, вряд ли найдут более дешевый вариант.
ТВ-4 имеет иные технические характеристики, нежели профессиональные модели, поскольку нужен для обучения работе и выработки навыков обращения со стальными заготовками. Одними из основных норм, которые учитываются при проектировании приспособления, являются простота настройки и безопасность. Купить новый станок сегодня нетрудно. Однако не забывайте и о бывшей в употреблении технике. Люди, которые в домашних условиях желают выточить какую-нибудь деталь из металла, вряд ли найдут более дешевый вариант.
- Назначение станка
- Особенности конструкции
- Технические характеристики
- Как купить станок ТВ-4
- Эксплуатация
Назначение станка
Изначально предполагалось выполнять на школьной модели весь спектр токарных операций. Потому-то конструкция ТВ-4 имеет классическую компоновку всех станков данного типа. На нем выполняются следующие токарные работы:
- Расточка и проточка стальных заготовок вращением.
- Высокоточная подрезка торцов.

- Сверление.
- Нарезание резьбы (метрической).
С целью повышения функциональных возможностей проводится модернизация оборудования. Однако приступать к этому можно лишь после ознакомления со спецификой конструкции и техническими характеристиками. Модернизация не должна отрицательно сказаться на эксплуатационных качествах и безопасности работы на станке.
Отличия учебного оборудования — его компоновка и расположение органов управления, которое должно быть таким, чтобы работать на станке без затруднений смог подросток невысокого роста.
Особенности конструкции
Для повышения надежности станка тумбу его изготавливают из толстостенной листовой стали и дополнительно делают ребра жесткости. Благодаря данной конструкции основные рабочие узлы и органы управления удается разместить максимально эргономично.
Тумба — это основа конструкции. В задней ее части находится электродвигатель, необходимый для привода бабки шпиндельной. На лицевой панели располагается блок управления работой — кнопки включения/выключения и включения режима «Реверс». Все электрооборудование смонтировано тоже в задней части. Для профилактики и ремонта предусмотрена дверца доступа.
Все электрооборудование смонтировано тоже в задней части. Для профилактики и ремонта предусмотрена дверца доступа.
Основные элементы:
- Передняя бабка в левой части станины. К ней для переключения скоростей подключается коробка. Конструктивно это один элемент. Вращение шпинделя передается при помощи 3-кулачкового патрона.
- Коробка передач. Чтобы регулировать уровень подачи, поворачивается соответствующая рукоять. Схема работы исключает возможность одновременного вращения ходового винта и валика. Корыто в верхней части требуется для подачи смазки.
- Передаточный механизм. Передает вращение коробке скоростей от блока шпинделя. Для нашей модели передаточное соотношение составляет ¼. Невозможно установить другие пары шестерней, поэтому соотношение здесь — константа.
Во время работы все время отслеживается уровень масла для смазывания коробки передач. В корыте постоянно должен быть хотя бы минимум смазки, иначе появляются перегрев и поломки шестерней.
На лицевой части оборудования имеется таблица с возможными значениями оборотов, позволяющая выбрать оптимальный режим эксплуатации.
Технические характеристики
Нужно изучить инструкцию к станку, ведь работа на ТВ-4 зачастую выполняется неквалифицированными рабочими. Особенно внимательно нужно ознакомиться с рекомендуемыми режимами функционирования.
ТВ-4 весит 280 кг (вместе с компонентами оборудования). Габариты станка — 47×102×144 см. Эти параметры оптимальны для монтажа в ограниченном пространстве учебной мастерской. Для передачи крутящегося момента служит трехфазный электродвигатель, чья мощность составляет 1 кВт. Рассчитан он для подключения к электросети 380 В. При необходимости адаптации к сети в 220 В надо поменять двигатель или установить специальный блок.
Основные характеристики ТВ-4:
- Максимальный диаметр заготовки не должен превышать 20 см и 12,5 см — над суппортом.
- Длина обтачивания — 30 см.
- Допустимая длина изделия — 35 см.

- Размеры держателя резца рассчитаны для монтажа инструмента с габаритами не более 10×12 мм.
- Диаметр отверстия сквозного в шпинделе — 1,6 см, что позволяет установить пруток 15 мм в сечении.
- Значения возможных оборотов в минуту — 120, 160, 230, 375, 500, 710.
- Продольное перемещение суппорта возможно максимум на 30 см, а поперечное — на 10 см.
- Число ступней при прямом и обратном вращении — 6.
- Величина поворота салазок с закрепленным резцом — ±45°.
- Конструкция резцовых салазок допускает смещение на 5 см.
- У суппорта три степени продольных подач.
- Параметры формирования резьбы метрической: допустимое количество — 3, пределы шагов ограничиваются значениями 0,8, 1 и 1,25 мм.
- Смещение пиноли задней бабки до 6,5 см.
В конструкции отсутствуют механизмы принудительного торможения шпинделя и блокировки рукояток управления, и остановка обрабатываемой заготовки происходит довольно медленно, что должно учитываться при планировании работы.
Класс точности станка — «Н». Это позволяет выполнять обработку стальных деталей и достигать оптимального качества. Ограничение — обработка заготовок из твердосплавных материалов.
Как купить станок ТВ-4
Эксплуатация
Монтаж и наладку учебного оборудования должны выполнять профессионалы. Перед началом работы на ТВ-4 учащиеся обязательно должны ознакомиться с его конструкцией и техническими характеристиками, правилами ТБ.
Для монтажа станка должен быть обустроен фундамент высотой 10 см. Материалом для него могут служить деревянные бруски или бетон. Поскольку конструкция ТВ-4 не предусматривает наличия механизмов регулировки уровня, особое внимание нужно обратить на отсутствие перепадов высот платформы. Альтернативой является установка специальных регулируемых опор.
К нюансам эксплуатации станка относятся:
- Подготовка к работе. Очищение от антикоррозийной жидкости, заполнение емкости смазкой для коробки передач.
 При подключении к электрической сети обустраивается заземляющий контур и УЗО.
При подключении к электрической сети обустраивается заземляющий контур и УЗО. - Работа. Все рукояти должны стоять в исходном положении. Далее, можно выполнять предварительную настройку. Заготовку фиксируют между задней и передней бабкой. При помощи механизмов резцедержателя выставляется резец.
- Профилактика. После работы удаляется стружка и металлическая пыль, проверяется целостность и правильность функционирования главных узлов и агрегатов. Перед запуском проверяется уровень масла.
Описанное учебное оборудование не предназначено для массового производства, а значит, за степенью его нагрузки нужно тщательно следить.
Станок токарно-винторезный универсальный 165 (РМЦ 5000)
О качестве и функциональной пригодности оборудования, в первую очередь, говорит его распространения на производстве или в частных мастерских. Именно такой единицей является токарно винторезный станок 165. Этот агрегат выпускался долгие годы, встречался повсеместно во времена Советского Союза, положил начало целой линейке более совершенных модификаций и устройств. Токарный станок 165 имеет не только высокую функциональную пригодность для выполнения разнообразных операций, но и выпускается с широким ассортиментом РМЦ.
Токарный станок 165 имеет не только высокую функциональную пригодность для выполнения разнообразных операций, но и выпускается с широким ассортиментом РМЦ.
Сведения о производителе токарно-винторезного станка 165
Производитель токарного станка модели 165 — Рязанский станкостроительный завод РСЗ, основанный в 1949 году.
Свой первый станок Рязанский станкостроительный завод выпустил 21 февраля 1949 года — это был токарно-винторезный станок 164 серии. В течение короткого времени заводом были запущены в призводство еще три серии токарных станков — 166, 165 в 1953 году, 163 в 1956 году.
По мере совершенствования конструкции станков завод выпускал все более современные модели — 1М63, 1М63Б, 1М63БФ101, 1М63Н, 16К30, 1А64, 16К40, 1М65, 1Н65.
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ — 16К30Ф3, 16М30Ф3, 16К40РФ3, 16Р50Ф3 и др.
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной 1П756ДФ3 и горизонтальной компоновок, трубообрабатывающих станков 1А983, 1Н983 — для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
Станки, выпускаемые Рязанским станкостроительным заводом РСЗ
- 1А64
станок токарно-винторезный универсальный Ø 800 - 1А983
станок трубонарезной Ø 800 - 1М63
станок токарно-винторезный универсальный Ø 630 - 1М63Б, 1М63БГ
станок токарно-винторезный повышенной мощности Ø 630 - 1М63БФ101
станок токарно-винторезный с УЦИ Ø 630 - 1М63МФ101
станок токарно-винторезный с УЦИ Ø 630 - 1М63Ф101
станок токарно-винторезный с УЦИ Ø 630 - 1М63Н
станок токарно-винторезный универсальный Ø 630 - 1М65
станок токарно-винторезный универсальный Ø 1000 - 1Н65
станок токарно-винторезный универсальный Ø 1000 - 1Н983
станок трубонарезной Ø 830 - 1П756ДФ3
станок токарный с ЧПУ Ø 630 - 16К30Ф3
станок токарный с ЧПУ Ø 630 - 16К30
станок токарно-винторезный универсальный Ø 630 - 16К40
станок токарно-винторезный универсальный Ø 800 - 16М30Ф3
станок токарный с ЧПУ Ø 630 - 16Р25П
станок токарно-винторезный повышенной точности Ø 500 - 163
станок токарно-винторезный универсальный Ø 630 - 165
станок токарно-винторезный универсальный Ø 1000 - ДИП-300
станок токарно-винторезный универсальный Ø 630 - ДИП-400
станок токарно-винторезный универсальный Ø 800 - ДИП-500
станок токарно-винторезный универсальный Ø 1000 - ТНП-111
станок токарный настольный Ø 150
Описание и назначение
Станкостроительный завод РС3, город Рязань — изначально занимался разработкой и выпуском модели 165. Начало промышленного изготовления датируется 1953г. Позже производство агрегата наладили и другие предприятия страны. Токарно винторезный станок 165 в базовой модификации предлагал возможность работы с деталями средней массы, с диаметром обточки до 1000 мм.
165 станок токарно винторезный универсальный предназначен для выполнения основных операций. На нем можно:
На нем можно:
- обрабатывать цилиндрические заготовки, детали конической формы, работать по сложному криволинейному, фасонному профилю поверхности вращения;
- проводить операции как по внешней поверхности заготовки, так и по внутренней;
- обрабатывать заготовки как больших, так и средних габаритов;
- производить нарезку резьб модульного типа, метрических, питчевых, дюймовых;
- работать с показателями высокой скорости производства реза;
- использовать инструмент стали быстрорежущего класса;
- обрабатывать заготовки широкого спектра металлов;
- применять комбинированные резцы со вставками из твердых сплавов.
Модель 165 обеспечивает высокую точность обработки. Это достигается, не в последнюю очередь, характеристиками конструкции. Высокая жесткость, параметрика шпинделя, привода и каретки — допускают без снижения точности вести точение и иные обработки на высокой скорости реза, широким набором инструмента.
Резьба модульная, а также другие типы — могут нарезаться как механическим методом, резцом, с варьированием величины подачи и шага, так и ручным, используя богатый ассортимент метчиков, плашек, других приспособлений.![]() Последние — устанавливаются на пиноли, имеющей стандартный тип конуса для установки зажимных приспособлений.
Последние — устанавливаются на пиноли, имеющей стандартный тип конуса для установки зажимных приспособлений.
Посадочные и присоединительные базы токарного станка 165. Шпиндель
Шпиндель токарно-винторезного станка 165
Станина токарно-винторезного станка 165
Общий вид токарно-винторезного станка 165
Фото токарно-винторезного станка 165
Фото токарно-винторезного станка 165
Фото токарно-винторезного станка 165
Расположение составных частей токарно-винторезного станка 165
Расположение основных узлов токарного станка 165
Спецификация составных частей токарно-винторезного станка 165
- Станина 1А64.01 — Для РМЦ-2800; (165.21 Для РМЦ-5000)
- Бабка передняя — 165.02
- Бабка задняя — 165.03
- Суппорт — 165.041
- Каретка — 165.05
- Фартук — 1А64.06
- Коробка подач — 1А64.07
- Шестерни сменные — 165.
 08
08 - Патрон — 165.09
- Люнет подвижный 165.10
- Охлаждение — 1А64.14
- Ограждение — 1А64.16
- Ограждение патрона — 165.19
- Люнет неподвижный — 165.20
- Электрооборудование — 165.80
- Электротруборазводка: — 1А64.81 для РМЦ-2800 (165.81 для РМЦ-5000)
Станок токарно-винторезный универсальный 165 (РМЦ 2800)
Если Вам необходимо купить Станок токарно-винторезный универсальный 165 (РМЦ 2800) звоните по телефонам:
в Москве +7 (499) 372-31-73 в Санкт-Петербурге в Минске +375 (17) 246-40-09 в Екатеринбурге в Новосибирске +7 (383) 284-08-84 в Челябинске +7 (351) 951-00-26 в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78 в Самаре в Перми в Ростове-на-Дону в Воронеже +7 (473) 202-33-64 в Красноярске +7
в Нур-Султане ;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-винторезный универсальный 165 (РМЦ 2800) звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
stanok-kpo.ru
Расположение органов управления токарно-винторезным станком 165
Расположение органов управления токарным станком 165
Перечень органов управления токарно-винторезным станком 165
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятка установки нормального и увеличенного шага резьбы
- Рукоятка установки правой и левой резьб
- Рукоятка выбора вида работ (резьбы или подачи) и типа резьбы
- —
- Рукоятки установки величины подачи и шага реэьбы
- Рукоятки установки величины подачи и шага реэьбы
- —
- Рукоятка установки величины подачи, шага резьбы и включения ходового винта напрямую
- Рукоятки установки величины подачи и шага резьбы
- Рукоятка установки вида работ (резьбы или подачи)
- —
- Кнопка «Стоп» (дублирующая)
- Кнопка Шпиндель «Назад» (дублирующая)
- Маховик ручного перемещения каретки
- Кнопка Шпиндель «Вперед»
- Кнопка «Стоп»
- Рукоятка включения гайки ходового винта
- Кнопка Шпиндель «Назад»
- Рукоятка управления механическими ходами каретки и суппорта
- Кнопка включения быстрых ходов каретки и суппорта
- —
- Валик ручного перемещения задней байки
- Рукоятка упора задней бабки
- Толкатель стопорения шпинделя задней бабки с пинолью
- Маховик быстрого перемещения пиноли задней бабки
- Рукоятка включения медленного или быстрого перемещения пиноли задней бабки
- Рукоятка медленного перемещения пиноли задней бабки
- Винт поперечного перемещения задней бабки
- Рукоятка стопорения пиноли задней бабки
- Рукоятка ручного перемещения резцовых салазок
- Тумблер включения местного освещения
- Рукоятка поворота и крепления резцовой головки
- Рукоятка ручной поперечной подачи суппорта
- Вводной выключатель
- Кнопка Шпиндель «Прерывистое вращение»
- Кнопка Шпиндель «Вперед» (дублирующая)
- Кнопка Охлаждение «Пуск»
- Кнопка Охлаждение «Стоп»
- —
- —
- —
- Кнопка «Автомат отключен»
Паспорт станка 165
Данное руководство по эксплуатации (Паспорт станка 165) содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта.
Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта.
СОДЕРЖАНИЕ
Назначение и область применения станка
Распаковка и транспортировка
Фундамент станка, монтаж, установка
Технический паспорт станка
- Основные данные
- Суппорт
- Задняя бабка
- Дополнительные данные
- Привод
- Муфты трения
- Спецификация основных групп станка
- Спецификация органов управления
- Спецификация зубчатых и червячных колес, червяков, винтов и гаек
- Механизм главного движения
- Механизм подач
- Сменные зубчатые колеса
- Механизм подач
- Насосы
- Изменения в станке
- Капитальные ремонты
- Спецификация принадлежностей и приспособлений
Краткое описание ставка
- Станина
- Передняя бабка
- Задняя бабка
- Суппорт и каретка
- Фартук
- Коробка подач
- Гитара
- Патрон
- Люнеты
- Охлаждение
Электрооборудование станка
- Общие сведения
- Описание электропривода и схемы управления
- Включение и отключение электрооборудования станка
- Главный привод
- Привод подач
- Привод охлаждения
- Обслуживание электрооборудования станка
- Возможные неисправности электрооборудования станка и меры их устранения
- Спецификация электрооборудования
Смазка станка
- Спецификация к схеме смазки станка
- Указания по обслуживанию и краткое описание смазочной системы станка
Подготовка станка к первоначальному пуску
- Первоначальный пуск
Техника безопасности
- Технические средства безопасности, предусмотренные в конструкции станка
- Правила техники безопасности по эксплуатации станка
Регулировка станка
- Регулировка подшипников шпинделя
- Регулировка предохранительной муфты фартука
- Регулировка зазора в направляющей верхней и нижней половинах гайки ходового винта
- Схема расположения штуцеров электромагнитных муфт и регулировка
- Регулировка натяжения ремней главного двигателя
Спецификация подшипников качения и важнейших подшипников скольжения
Спецификация быстроизнашивающихся деталей
- Символы, нанесенные на таблицах станка
- Акт приемки универсального токарно-винторезного станка
Скачать паспорт токарно-винторезного станка 165 в хорошем качестве можно по ссылкам расположенным ниже.
Кинематическая схема токарно-винторезного станка модели 165
Структурная схема токарного станка 165 (с кинематической схемой 2)
Кинематическая схема токарно-винторезного станка 165
Схема расположения подшипников токарно-винторезного станка 165
Привод главного движения осуществляется от электродвигателя через клиноременную передачу.
Коробка скоростей сообщает шпинделю 24 различных скорости как прямого, так и обратного вращения через кинематические цепи согласно табл. 4.
Реверс шпинделя осуществляется электродвигателем.
На вал IX коробки скоростей вращение передается от шпинделя через зубчатые колеса 21—22, 26—27 или от вала V (при включении звена увеличения шага в восемь раз) через зубчатые колеса 16—24, 23—22, 26—27. Бал IX при этом получает соответственно один или восемь оборотов на один оборот шпинделя.
Блок зубчатых колес 25 и 28 предназначен для изменения направления перемещения каретки при нарезании резьбы.
В коробку подач движение передается с вала IX через сменные зубчатые колеса 30—32—31.
Коробка подач сообщает суппорту через обгонную муфту, ходовой вал XXIII и механизм фартука 32 продольных и поперечных подачи.
Расчет кинематической цепи продольной и поперечной подач производится по формуле
i = iсм * iк.п * iф
где:
iсм — передаточное отношение сменных зубчатых колес;
iк.п — передаточное отношение коробки подач;
iф — передаточное отношение фартука.
Кинематические цепи, через которые осуществляются подачи, приведены в табл. 5 для коробки подач и в табл. 6 для фартука.
Нарезание резьб осуществляется через кинематические цепи коробки подач, приведенные в табл. 7. Кроме того, нарезание резьб можно производить при прямом соединении ходового винта со сменными шестернями, подбирая соответствующее iсм (см. табл. 24). Диапазон подач и резьб расширяется при использовании звена увеличения шага в восемь раз.
Перечень элементов кинематической схемы (см. рис. 4) приведен в табл. 8, а корригированных зубчатых колес — в табл.9.
рис. 4) приведен в табл. 8, а корригированных зубчатых колес — в табл.9.
Паспорт 165 (РМЦ 2800, 5000 мм) Станок универсальный токарно-винторезный (Рязань)
Наименование издания: Руководство по эксплуатации (165.00.000РЭ) Выпуск издания: Рязанский станкостроительный завод Год выпуска издания: — Кол-во книг (папок): 1 Кол-во страниц: 100 Стоимость: Договорная Описание: Полный комплект документации
- Содержание:Руководство по эксплуатации (165.00.000РЭ)1. Техническое описаниеНазначение и область применения — Общий вид станка Состав станка Устройство и работа станка и его составных частей — Общий вид с обозначением составных частей станка — Расположение органов управления и табличек с символами — Схема кинематическая — Бабка передняя — Бабка задняя — Суппорт — Каретка — Фартук — Коробка подач — Люнет подвижный Электрооборудование — Схема электрическая принципиальная — Схема электрическая соединений станции управления — Схема электрическая соединений станка — Схема расположения электрооборудования на станке Система смазки — Схема смазки принципиальная — Схема расположения элементов смазки на станке 2.
 Инструкция по эксплуатацииУказания по мерам безопасности — Схема зачаливания станка Порядок установки — Установка станка Настройка, наладка и режимы работы Регулирование — Регулирование зазора в направляющих резцовых салазок суппорта — Регулирование зазора в направляющих поперечных салазок суппорта — Регулирование зазора в винтовой паре поперечного перемещения суппорта — Выставка оси шпинделя — Установка оси пиноли бабки задней — Регулирование предохранительной муфты в фартуке — Регулирование зазора в направляющих маточной гайки ходового винта — Регулирование и схема расположения щёткодержателей электромагнитных муфт — Регулирование натяжения ремней главного привода — Схема расположения подшипников Правила хранения и транспортирования 3. ПаспортОбщие сведения Основные технические данные и характеристики Сведения о ремонте Сведения об изменениях в станке Комплект поставки Свидетельство о приёмке Свидетельство о консервации Свидетельство об упаковке Гарантии Приложения:1.
Инструкция по эксплуатацииУказания по мерам безопасности — Схема зачаливания станка Порядок установки — Установка станка Настройка, наладка и режимы работы Регулирование — Регулирование зазора в направляющих резцовых салазок суппорта — Регулирование зазора в направляющих поперечных салазок суппорта — Регулирование зазора в винтовой паре поперечного перемещения суппорта — Выставка оси шпинделя — Установка оси пиноли бабки задней — Регулирование предохранительной муфты в фартуке — Регулирование зазора в направляющих маточной гайки ходового винта — Регулирование и схема расположения щёткодержателей электромагнитных муфт — Регулирование натяжения ремней главного привода — Схема расположения подшипников Правила хранения и транспортирования 3. ПаспортОбщие сведения Основные технические данные и характеристики Сведения о ремонте Сведения об изменениях в станке Комплект поставки Свидетельство о приёмке Свидетельство о консервации Свидетельство об упаковке Гарантии Приложения:1. Материалы по быстроизнашиваемым деталям******* 2. Методики проверки норм точности
Материалы по быстроизнашиваемым деталям******* 2. Методики проверки норм точностиwww.vlos.name
Краткое описание токарно-винторезного станка модели 165
Станина
Станина является базовой сборочной единицей, на которой монтируются все остальные сборочные единицы и механизмы станка.
На верхней части станины расположены три призматические направляющие, из которых передняя и задняя являются базой каретки, а средняя — базой задней бабки.
Внутри станины имеются наклонные люки для отвода стружки и охлаждающей жидкости в сторону, противоположную рабочему месту.
Под левой головной частью станины находятся ниши, в одной из которых смонтирован электродвигатель главного привода, а в другой — электронасос охлаждения с резервуаром для охлаждающей жидкости. Корыто для сбора охлаждающей жидкости выполнено монолитным с корпусом станины.
В правой части станины на передней стенке смонтирован кронштейн со встроенными в него опорами ходового винта и ходового вала и редуктором быстрого перемещения суппорта с фланцевым электродвигателем.
Для предотвращения провисания ходового винта и ходового вала в станке с РМЦ 5000 имеются две подвески.
Бабка передняя токарно-винторезного станка модели 165
Бабка передняя токарно-винторезного станка 165
Бабка передняя устанавливается на левой головной части станины, фиксируется штифтами и крепится болтами.
В корпусе передней бабки смонтированы:
- коробка скоростей
- шпиндельный узел
- звено увеличения шага в восемь раз
- механизм изменения направления перемещения каретки при нарезании резьб
- механизм настройки скоростей шпинделя
- система смазки
- электрошкаф
Шпиндель смонтирован на трех опорах качения, из которых передняя и задняя регулируемые.
Описание регулирования шпиндельных подшипников приведено в разделе «Регулирование».
Настройка частоты вращения шпинделя, а также настройка на нарезание правой или левой резьбы нормального или увеличенного шага производится перемещением зубчатых колес по шлицевым валам с помощью рукояток, расположенных на передней стенке бабки передней (см. рис. 37 и табл. 22).
рис. 37 и табл. 22).
Шлицы валов и зубья зубчатых колес закалены и отшлифованы.
Включение звена увеличения шага возможно только при работе с перебором.
Бабка задняя
Бабка задняя перемещается по направляющим станины от редуктора ручного перемещения вращением валика 26 (см. рис. 3).
Бабка крепится к станине при помощи двух прихватов тремя болтами.
Для жесткой фиксации в осевом направлении в бабке задней имеется упор, который можно вводить в литые впадины станины рукояткой 27.
Корпус бабки смещается по мостику в поперечном направлении (см. подраздел «Регулирование»).
В пиноль бабки встроен вращающийся шпиндель, подшипники передней опоры которого регулируются с помощью гаек.
Быстрое перемещение пиноли производится маховиком 29. стопорение — рукояткой 33.
Медленное перемещение пиноли осуществляется рукоятками 31 через червячный редуктор, включаемый рукояткой 30.
Для сверления, зенкерования и развертывания поворотом толкателя 28 необходимо включить зубчатую муфту, жестко соединяющую шпиндель с пинолью.
В шпинделе бабки задней имеется прорезь для лапок хвостового режущего инструмента.
При смене центра или инструмента пиноль необходимо вдвинуть в корпус бабки до отказа. При этом толкатель выталкивает центр или инструмент из шпинделя.
Суппорт и каретка
Суппорт крестовой конструкции имеет продольное перемещение вместе с кареткой по направляющим станины и поперечное по направляющим каретки. Оба перемещения осуществляются механически (с рабочей подачей и использованием механизма быстрого перемещения) и вручную.
Резцовые салазки, несущие четырехпозиционный резцедержатель, перемещаются вручную по направляющим поворотной части, которую можно повернуть вокруг вертикальной оси на любой угол.
Гайка винтовой пары поперечного перемещения суппорта составная и разделена регулировочным клином. Регулирование зазоров в направляющих каретки, поворотной части, производимое клиньями, в’ винтовой паре поперечного’ перемещения суппорта приведено в подразделе 2.4. «Регулирование».
Фартук станка
Фартук — закрытого типа со съемной передней стенкой (крышкой).
Движение суппортной группе передается механизмом фартука от ходового вала или ходового винта.
Благодаря наличию в фартуке четырех электромагнитных муфт управление механическим перемещением суппортной группы сосредоточено в одной рукоятке 23 управления механическими ходами каретки и суппорта (см. рис. 3), причем направление включения рукоятки совпадает с направлением подачи.
Дополнительным нажатием кнопки 24 (см. рис. 3), встроенной в рукоятку 23, можно включить быстрый ход суппорта в направлении наклона рукоятки управления (23).
Благодаря обгонной муфте, вмонтированной в коробку подач, включение быстрого хода возможно при включенной подаче.
Гайка ходового винта разрезная, включается рукояткой 21 через кулачковое устройство.
Во избежание одновременного включения гайки ходового винта и подачи имеется электромеханическая блокировка.
В фартуке смонтирован механизм предохранительной муфты, исключающей поломку станка при перегрузках. Регулировка ее приведена в подразделе 2.4. «Регулирование».
Регулировка ее приведена в подразделе 2.4. «Регулирование».
Коробка подач
Коробка подач — закрытого типа со съемной передней стенкой (крышкой).
Механизм коробки подач позволяет получить все подачи и нарезаемые на станке резьбы, не прибегая к изменению настройки сменных шестерен.
Настройку коробки подач на подачу или нарезание резьбы производить в соответствии с табл. 23 и 24 в следующем порядке (см. рис. 3 и рис. 38):
- рукоятку 10 перевести в положение «выключение»
- рукоятку 14 перевести в положение «ходовой винт» для нарезания резьб или в положение «ходовой валик» — для работы с подачей
- рукоятку 7 перевести в одно из трех положений — «дюймовая резьба», «модульная резьба», «метрическая резьба или подача»
- рукоятки 9, 12, 13 установить согласно таблице подач и резьб на требуемую резьбу или подачу, причем для установки рукоятки 9 в нужное положение подвести соответствующую цифру на ее диске под указатель;
- рукоятку 10 перевести в положение «включение»
При настройке на нарезание резьб с шагом повышенной точности ходовой винт соединить зубчатыми муфтами напрямую с приемным валом коробки подач в соответствии с табл.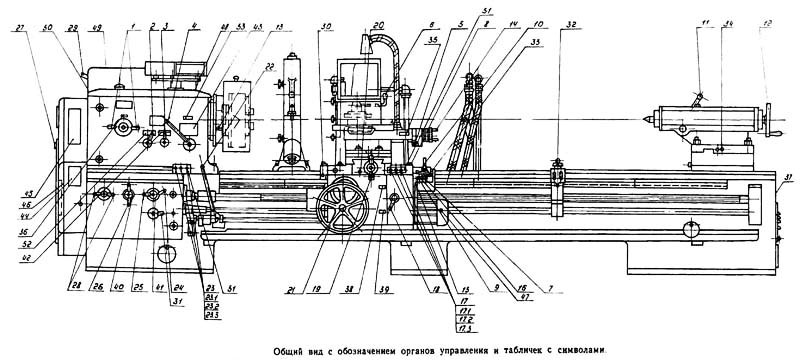 25 (см. рис. 39).
25 (см. рис. 39).
Сменные шестерни
Комплект сменных зубчатых колес с iсм = 2/3, позволяющий получать на станке все резьбы и подачи, указанные в разделе «Паспорт», установлен на стенке бабки передней.
В конструкции механизма сменных шестерен предусмотрена возможность установки и других комплектов зубчатых колес.
Патроны
В состав станка входит четырехкулачковый несамоцентри-рующий патрон диаметром 1000 мм.
Люнеты
Для обработки нежестких деталей станок снабжен двумя люнетами — подвижным и неподвижным.
Особенности конструкции
Любой станок включает в себя некоторые типовые компоненты. Они определяют, какой функциональностью обладает та или иная разновидность оборудования.
Станина
Станина выполняет роль несущего элемента. Остальные детали крепятся к этой части. Конструктивно данная часть выглядит как две стенки, которые соединяются друг с другом. Жёсткость в определённой степени ей придают поперечные элементы, организующие соединение. Станок снабжается отдельными частями, двигающимися по станине.
Станок снабжается отдельными частями, двигающимися по станине.
Для решения данного вопроса и предусмотрены специальные направляющие.
- Сечение в форме призмы есть у трёх из направляющих.
- Одна деталь – плоская.
Бабка передняя
Передняя бабка нужна для одновременного выполнения двух функций:
- Заготовка полностью поддерживается, пока идёт обработка.
- Чтобы деталь определённым образом вращалась.
Лицевая часть данного оборудования также вмещает рукоятки, отвечающие за управление скоростями. Благодаря этому шпиндель может вращаться с определённой частотой.
Рядом с рукояткой обычно располагают специальную схему. Её достаточно изучить один раз, чтобы понять, когда и какая деталь включается.
Бабка впереди вмещает в себя скоростную коробку, дополненную вращательным шпиндельным узлом. Внутри этой части конструкции можно использовать специальные подшипники для качения или скольжения. На конце шпинделя фиксируют патрон устройства, в процессе обязательно используется соединение с резьбами. Данный узел способствует тому, что деталь вращается определённым образом, пока идёт обработка.
Данный узел способствует тому, что деталь вращается определённым образом, пока идёт обработка.
Для перемещения каретки у станка применяются направляющие станины, у которых сечение призматическое. Эта деталь должна соблюдать некоторые свойства вроде точности, прямолинейности. Пренебрежение подобными условиями не позволит получить качественную работу в итоге.
Регулирование токарно-винторезного станка 165
Регулирование подшипников шпинделя токарно-винторезного станка 165
По истечении некоторого времени может потребоваться регулирование механизмов с целью обеспечения нормальных зазоров и компенсации износа. Ниже даются указания по регулированию отдельных механизмов.
Опоры шпинделя токарно-винторезного станка 165
Шпиндель токарного станка 165 смонтирован на 5-и подшипниках:
- 16. Передний подшипник 4-3182140 — двухрядный роликовый радиальный подшипник, с короткими цилиндрическими роликами, с безбортовым наружным кольцом, с коническим посадочным отверстием (1:12), класс точности 4(С)
- 15.
 Подшипник 5-8144 — упорный шарикоподшипник, предназначенный для эксплуатации под осевой нагрузкой в узлах с невысокими скоростями вращения (2 шт), класс точности 5(А)
Подшипник 5-8144 — упорный шарикоподшипник, предназначенный для эксплуатации под осевой нагрузкой в узлах с невысокими скоростями вращения (2 шт), класс точности 5(А) - 7. Подшипник 12736 — роликовый радиальный подшипник с короткими цилиндрическими роликами с однобортовым наружным кольцом и двухбортовым внутренним, класс точности 0(Н)
- 8. Задний подшипник 5-3182132 — двухрядный роликовый радиальный подшипник, с короткими цилиндрическими роликами, с безбортовым наружным кольцом, с коническим посадочным отверстием (1:12), класс точности 5(А)
Регулирование подшипников шпинделя
Подшипники передней опоры шпинделя надлежит регулировать в следующем порядке (рис. 21):
- Снять патрон
- Вывернуть винты 1 и 2
- Вывернуть винт 3 и снять сухарь 4
- Ослабить гайку 5
- Гайкой 6 оттянуть внутреннее кольцо подшипника для более легкого снятия полуколец 7
- Свернуть гайку 6 с полуколец 7 и вынуть их из паза
- Определить радиальный зазор в подшипнике при помощи индикатора.
 Установить ножку индикатора в верхней точке фланца шпинделя и приложить к нижней точке фланца шпинделя нагрузку, равную 450 кг. Подтягивая гайку 5, довести величину радиального зазора до 0,015 мм. Мерными плитками или свинцовыми прокладками замерить ширину паза под полукольца 7. Подшлифовать полукольца 7 в размер паза и установить их.
Установить ножку индикатора в верхней точке фланца шпинделя и приложить к нижней точке фланца шпинделя нагрузку, равную 450 кг. Подтягивая гайку 5, довести величину радиального зазора до 0,015 мм. Мерными плитками или свинцовыми прокладками замерить ширину паза под полукольца 7. Подшлифовать полукольца 7 в размер паза и установить их. - Гайкой 5 подтянуть внутреннее кольцо подшипника и зажать полукольца 7
- Навернуть гайку 6 на полукольца 7 для предотвращения их выпадания и зажать ее стопорными винтами 2 и 1
- Отрегулировать гайкой 8 осевой зазор шариковых упорных подшипников
- Вставить в паз гайки 5 сухарь 4 и завернуть его винтом 3 Диаметральный зазор заднего подшипника шпинделя регулируется гайкой 9, расположенной с наружной стороны передней бабки.
Для чего предварительно снять стакан, закрывающий конец шпинделя, затем ослабляют стопорный винт 10 и подтягивают гайку 9.
После регулировки подшипника винт 10 стопорится вновь. Правильность регулировки установить методами проверки радиального и осевого биения шпинделя согласно нормам точности на станок.![]() При выключенном зацеплении зубчатых колес шпиндель после регулировки подшипников должен свободно провертываться от руки.
При выключенном зацеплении зубчатых колес шпиндель после регулировки подшипников должен свободно провертываться от руки.
Установка оси шпинделя передней бабки
При транспортировке или же в процессе работы может нарушиться параллельность оси шпинделя относительно направляющих станины. В этом случае ослабляются все винты, соединяющие коробку скоростей со станиной. Ось шпинделя выставляется с помощью винтов 1, ввинченных в колодки 2, расположенные под коробкой скоростей с обеих сторон и жестко связанные с последней. После выставки оси шпинделя винты затягиваются.
Поперечное перемещение корпуса задней бабки
Поперечное перемещение корпуса задней бабки при точении конусов или при установке оси пиноли соосно с осью шпинделя осуществляется с помощью ослабления и подтягивания двух винтов 1, расположенных по обе стороны задней бабки. При установке задней бабки в исходное положение необходимо совместить риски, нанесенные на платиках корпуса задней бабки и мостика со стороны заднего торца.
Зазор в направляющих резцовых салазок регулируется путем подтягивания клина 1 винтом 3, после чего положение фиксируется винтом 2.
Паспорт 165 (РМЦ 2800, 5000 мм) Станок универсальный токарно-винторезный (Рязань)
Наименование издания: Руководство по эксплуатации (165.00.000РЭ) Выпуск издания: Рязанский станкостроительный завод Год выпуска издания: — Кол-во книг (папок): 1 Кол-во страниц: 100 Стоимость: Договорная Описание: Полный комплект документации Содержание: Руководство по эксплуатации (165.00.000РЭ) 1. Техническое описание Назначение и область применения — Общий вид станка Состав станка Устройство и работа станка и его составных частей — Общий вид с обозначением составных частей станка — Расположение органов управления и табличек с символами — Схема кинематическая — Бабка передняя — Бабка задняя — Суппорт — Каретка — Фартук — Коробка подач — Люнет подвижный Электрооборудование — Схема электрическая принципиальная — Схема электрическая соединений станции управления — Схема электрическая соединений станка — Схема расположения электрооборудования на станке Система смазки — Схема смазки принципиальная — Схема расположения элементов смазки на станке 2. Инструкция по эксплуатации Указания по мерам безопасности — Схема зачаливания станка Порядок установки — Установка станка Настройка, наладка и режимы работы Регулирование — Регулирование зазора в направляющих резцовых салазок суппорта — Регулирование зазора в направляющих поперечных салазок суппорта — Регулирование зазора в винтовой паре поперечного перемещения суппорта — Выставка оси шпинделя — Установка оси пиноли бабки задней — Регулирование предохранительной муфты в фартуке — Регулирование зазора в направляющих маточной гайки ходового винта — Регулирование и схема расположения щёткодержателей электромагнитных муфт — Регулирование натяжения ремней главного привода — Схема расположения подшипников Правила хранения и транспортирования 3. Паспорт Общие сведения Основные технические данные и характеристики Сведения о ремонте Сведения об изменениях в станке Комплект поставки Свидетельство о приёмке Свидетельство о консервации Свидетельство об упаковке Гарантии Приложения: 1.
Инструкция по эксплуатации Указания по мерам безопасности — Схема зачаливания станка Порядок установки — Установка станка Настройка, наладка и режимы работы Регулирование — Регулирование зазора в направляющих резцовых салазок суппорта — Регулирование зазора в направляющих поперечных салазок суппорта — Регулирование зазора в винтовой паре поперечного перемещения суппорта — Выставка оси шпинделя — Установка оси пиноли бабки задней — Регулирование предохранительной муфты в фартуке — Регулирование зазора в направляющих маточной гайки ходового винта — Регулирование и схема расположения щёткодержателей электромагнитных муфт — Регулирование натяжения ремней главного привода — Схема расположения подшипников Правила хранения и транспортирования 3. Паспорт Общие сведения Основные технические данные и характеристики Сведения о ремонте Сведения об изменениях в станке Комплект поставки Свидетельство о приёмке Свидетельство о консервации Свидетельство об упаковке Гарантии Приложения: 1. Материалы по быстроизнашиваемым деталям******* 2. Методики проверки норм точности
Материалы по быстроизнашиваемым деталям******* 2. Методики проверки норм точности
prompasport.ru
Электрическая схема токарно-винторезного станка модели 165
Электросхема универсального токарно-винторезного станка 165
Электрооборудование станка 165. Общие сведения
На станке установлены следующие электродвигатели:
- электродвигатель главного привода
- электродвигатель быстрых перемещений каретки
- электродвигатель насоса охлаждения
Питание электрооборудования станка осуществляется от сети переменного тока 380 в, 50 Гц.
Питание цепей управления постоянного тока напряжением 24 В осуществляется от селенового выпрямителя Д1 (однофазный мост, см. рис. 14).
Питание цепей управления переменного тока напряжением 110 В осуществляется от понижающего трансформатора.
Питание лампы местного освещения напряжением 24 в производится от отдельного трансформатора.
Вся аппаратура управления электроприводами станка смонтирована в нише передней бабки и указана в табл. 11.
11.
Управление электроприводами станка дистанционное, кнопочное и осуществляется (см. рис. 17):
- с пульта управления на бабке передней — ПБ
- с пульта управления на каретке — ПК
- с пульта управления на фартуке — ПФ
Присоединение электрооборудования станка к цеховой электросети осуществляется с помощью вводного автомата (автоматического1 выключателя) ВА1, установленного на боковой стенке ниши передней бабки. Ввод осуществляется проводом сечением 10 мм2.
Защита электродвигателей и цепей управления от токов короткого замыкания и перегрузок производится автоматическими выключателями я тепловыми реле.
Величины номинальных токов и значений вставок магнитных пускателей и реле даны в табл. 12, 13.
Нулевая защита электрооборудования станка осуществляется размыканием з. (замыкающих) блокконтактов в цепи самопитания магнитных пускателей и реле при исчезновении напряжения в цеховой электросети.
Станок токарно-винторезный универсальный 165 (РМЦ 5000)
Токарно-винторезный станок 1Н65-5 предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых.
Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
Особенности конструкции
- жесткость, виброустойчивость и температурная стабильность конструкции позволяют получать необходимую точность обработки;
- 2х призменные направляющие станины в сочетании с высокой надежностью других узлов обеспечивают длительный срок эксплуатации станка с сохранением первоначальной точности;
- частота обратного вращения шпинделя в 1,3 раза выше чем прямое, что сокращает время обработки резьб;
- точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте;
- коробка подач обладает высокой жесткостью кинематической цепи, имеет 2е электромагнитные муфты дистанционного переключения подач без остановки станка;
- все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы;
- ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке.

| Характеристика | Значение |
| Наибольший диаметр заготовки устанавливаемой и обрабатываемой, мм: | |
| над суппортом, мм | 650 |
| над выемкой в станине, мм | 1400* |
| Наибольшая длина обрабатываемой заготовки, мм | 5000 |
| Длина выемки в станине от зеркала патрона, мм | 390 |
| Размер конца шпинделя передней бабки по DIN | 2-15М |
| Количество ступеней частот вращения шпинделя | 24 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 128 |
| Пределы частот вращения шпинделя, об/мин | 5 — 500 |
| Пределы рабочих подач, мм/об.: | |
| продольных, мм/об | 0,06 — 2,42 (0,6 — 19,36***) |
| поперечных, мм/об | 0,022 — 0,88 (0,022 — 7,04***) |
| резцовых салазок, мм/об | 0,022 — 0,88 (0,022 — 7,04***) |
| Пределы шагов нарезаемых резьб: | |
| метрических, мм | 1 — 96 |
| дюймовых, ниток/дюйм | 24 — 0,25 |
| модульных, модуль | 0,5 — 24 |
питчевых, питч диам. | 96 — 1 |
| Ускоренное перемещение суппорта, м/мин: | |
| продольное | 3 |
| поперечное | 1 |
| Мощность главного привода, кВт | 15 |
| Наибольший вес обрабатываемой детали в центрах,кг | 10000,8000* |
| Мощность главного привода,кВт | 22 |
| Масса 165 (РМЦ 5000) 1Н65-5 , кг | 15750 |
| Габариты: | |
| длина, мм | 8180 |
| ширина, мм | 2200 |
| высота, мм | 1770, 1880 |
Технические характеристики токарного станка 165
| Наименование параметра | ДИП-500 (1д65) | 165 | 1м65 | 1н65 |
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н, П | Н, П |
| Наибольший диаметр обрабатываемой заготовки над станиной, мм | 1000 | 1000 | 1000 | 1000 |
| Наибольший диаметр обрабатываемой заготовки над суппортом, мм | 620 | 600 | 600 | 650 |
| Наибольшая длина заготовки (РМЦ), мм | 5000 | 2800, 5000 | 3000, 5000, 8000 | 1000, 3000, 5000 |
| Высота устанавливаемого резца, мм | 45 х 45 | 50 | ||
| Наибольшая масса заготовки в центрах, кг | 5000 | 5000 | 5000 | |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 100 | 85 | 85 | 128 |
| Наибольший диаметр зажимаемого прутка, мм | 80 | 80 | 120 | |
| Наибольший крутящий момент на шпинделе, кН/м | 9,5 | |||
| Число ступеней частот прямого вращения шпинделя | 12 | 24 | 24 | 24 |
| Частота прямого вращения шпинделя, об/мин | 4,25. .192 .192 | 5…500 | 5…500 | 5…500 |
| Размер внутреннего конуса в шпинделе | КМ 6 | 100, 1:20 | 100, 1:20 | 100, 1:20 |
| Конец шпинделя по ГОСТ 12595-72 | 1-15М | 1-15М | 2-15М | |
| Диаметр стандартного патрона, мм | 1000 | |||
| Торможение шпинделя | есть | есть | есть | есть |
| Подачи | ||||
| Наибольшее продольное перемещение суппорта РМЦ=3000, мм | 2520 | 2710 | 700, 2700, 4500 | |
| Наибольшее поперечное перемещение суппорта, мм | 600 | 600 | 600 | |
| Цена деления лимба при продольном перемещении, мм | нет | 0,1 | 0,1 | 0,1 |
| Цена деления лимба при поперечном перемещении, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Наибольшее продольное перемещение на оборот лимба, мм | 10 | 50 | 50 | 50 |
| Наибольшее поперечное перемещение на оборот лимба, мм | 12 | 6 | 6 | 6 |
| Число ступеней продольных подач | 32 | 32 | 40 | |
| Пределы продольных подач, мм/об | 0,225. .3,15 .3,15 | 0,20..3,05 | 0,20..3,05 | 0,05..3,05 |
| Пределы поперечных подач, мм/об | 0,114..1,6 | 0,07..1,04 | 0,07..1,04 | 0,017..1,04 |
| Наибольшее продольное усилие резания Pz, кН | 12 | 12 | 41 | |
| Наибольшее поперечное усилие резания Pх, кН | 780 | 780 | ||
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | 2,16 | 3 | 3 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | 0,735 | 1 | 1 |
| Количество нарезаемых резьб метрических | 22 | 44 | ||
| Пределы шагов нарезаемых резьб метрических, мм | 1..14 | 1…120 | 1…120 | 1…120 |
| Количество нарезаемых резьб дюймовых | 36 | 31 | ||
| Пределы шагов нарезаемых резьб дюймовых | 2..28 | 28…¼ | 28…¼ | 28…¼ |
| Количество нарезаемых резьб модульных | 13 | 37 | ||
| Пределы шагов нарезаемых резьб модульных | 0,25. .3,5 .3,5 | 0,5…30 | 1…120 | 0,5…30 |
| Количество нарезаемых резьб питчевых | нет | нет | нет | нет |
| Выключающие упоры продольные | нет | нет | ||
| Выключающие упоры поперечные | нет | нет | ||
| Резцовые салазки (верхний суппорт) | ||||
| Наибольшее перемещение резцовых салазок, мм | 240 | 240 | 240 | |
| Цена деления лимба перемещения резцовых салазок, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Число ступеней подач | 40 | |||
| Пределы продольных подач, мм/об | 0,017..1,04 | |||
| Скорость быстрых перемещений, мм/мин | 1 | |||
| Наибольший угол поворота, град | ±90° | |||
| Цена одного деления угла поворота, град | 1° | |||
| Задняя бабка | ||||
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 5 | Морзе 5 | |
| Наибольшее перемещение пиноли, мм | 300 | 300 | 300 | |
| Наибольшее перемещение пиноли с установленным инструментом, мм | 280 | |||
| Диаметр пиноли, мм | 120 | |||
| Наибольшее перемещение пиноли в поперечном направлении, мм | ±30 | ±15 | ||
| Электрооборудование | ||||
| Количество электродвигателей на станке | 1 | 3 | 4 | 3 |
| Электродвигатель главного привода, кВт | 17 | 22 | 22 | 22 |
| Электродвигатель быстрого хода суппорта, кВт | нет | 1,5 | 1,5 | 1,5 |
| Привод насоса смазки | Встроен | С12-54 | ||
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | 0,12 | |
| Суммарная мощность всех электродвигателей, кВт | 23,62 | |||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота) РМЦ=2800,3000, мм | 8000 х 1700 х 1620 | 5825 х 2100 х 1760 | 6140 х 2200 х 1760 | 6140 х 2200 х 1770 |
| Масса станка РМЦ=3000, кг | 11500 | 12500 | 12800 | 12800 |
Технические характеристики
В зависимости от исполнения по межцентровому расстоянию, токарно винторезный станок 165 имеет разные геометрические размеры и вес. Рассматриваться будет базовое исполнение с РМЦ-3000. Оборудования данного класса весит составляет 1280 кг. Станок 165 рекомендуется размещать на специально подготовленном жестком основании, имеющем высокую вибрационную устойчивость. Это гарантирует, что устройство покажет все свои внушительные возможности.
Рассматриваться будет базовое исполнение с РМЦ-3000. Оборудования данного класса весит составляет 1280 кг. Станок 165 рекомендуется размещать на специально подготовленном жестком основании, имеющем высокую вибрационную устойчивость. Это гарантирует, что устройство покажет все свои внушительные возможности.
Параметры точения технические характеристики установки:
- диаметр наибольший монтируемой заготовки: 1000 мм и 600 мм при фиксации над станиной и суппортом соответственно;
- доступные варианты исполнения — 2800, 3000, 5000 РМЦ;
- максимальные габариты сечения резца — 45х45 мм;
- ограничение массы объекта обработки — 5000 кг при фиксации в центрах;
- шпиндель имеет отверстие в 85 мм, в патроне может зажиматься пруток до 80 мм;
- число ступеней коробки скоростей — 24 в прямом направлении вращения;
- число оборотов на валу шпинделя передней бабки — от 5 до 500 в минуту;
- предусмотрена система быстрого торможения шпинделя передней бабки;
- показатели подач суппорта — максимум 2520 (для исполнения с межцентровым показателем 3000 мм) в продольном направлении, 600 в поперечном;
- количество ступеней коробки подач — 32;
- для фиксации пиноли используется привычная рукоятка;
- в системе три электродвигателя, силовой 22 кВт, насос охлаждения типа ПА-22, привод ускоренных подач суппорта в 1.
 5 кВт.
5 кВт.
Общие габариты модели для исполнения с РМЦ3000 составляют (ДхШхВ) 5825х2100х1760 мм. Устройство питается от сети 3 фазы, 380В переменного тока. Заземление оборудования — обязательно.
Антикварная техника и история | Сколько на самом деле весит ваша машина? | Практик-механик
Галан
Горячекатаный
#1
Если вы когда-нибудь взвешивали свой старый станок, либо все вместе, либо все части по отдельности, а затем складывали, было бы неплохо, если бы вы могли опубликовать, что это такое и сколько он весил.
Идея состоит в том, чтобы иметь источник этой информации, на который можно было бы указать людям, когда они спрашивают: «Кто-нибудь знает, сколько весит <машина>?» вместо того, чтобы указывать на различные старые фабричные каталоги и литературу, в которых часто указывается только вес отгрузки или могут быть не совсем точны фактические веса.
Арчи Чеда
Нержавеющая сталь
#2
Самостоятельное взвешивание ничем не заменить. . .
В прошлом году я перевез свой магазин из Мэриленда обратно в мой родной город в Калифорнии на двух 28-футовых полуприцепах. Я все взвесил на новых цифровых весах и округлил до указанного веса.
| Машина | Аксессуары | Вес # |
| Covel 6×18 Поверхностная шлифовальная шлифовка | W/ Mag Cuck | 1,230 |
HLV-HLV-HLATE. | w/ chucks & collets | 1,750 |
| Marvel #8 Saw | less chip tray | 1,750 |
| B&S 10N T&C Grinder | tooling packed separately | 1,760 |
| SBL Turret Mill | tooling packed separately | 2,200 |
| Ames 5-foot Planer | none | 2,500 |
| Hendey 12″ toolroom shaper | tooling packed separately | 3,000 |
| Cincinnati Bickford 24″ Drill Press | Инструменты упакованы отдельно | 3,300 |
| Универсальная фреза K&T 2CH | Инструменты упакованы отдельно | 4,300 |
| 14×54 Токарный станок American Pacemaker | Коническая насадка | 5400 |
Pacemaker — это модель 1947 года — когда гонка за лошадиными силами началась, тот же токарный станок мог увеличиться на 2000 #.
Еще одно предупреждение — Axelson 1944 20Dx115, который я недавно продал другу. В книгах ATW указано 9 000 # и 11 000 #, но при взвешивании на грузовике (доверяя весу тары водителя) это было намного больше 12 000 #. При таком весе он имел коническую насадку и 12-дюймовый 3-х кулачковый патрон. В обеих книгах ATW были добавлены надлежащие допуски на длину станины.0007
Суть в том, что вам нужно взвешивать то, что у вас есть, если знание веса имеет решающее значение, в противном случае дайте себе большой запас прочности.
Арчи
P.S. Сколько весит? — Больше, чем ты думаешь. Никогда не доверяйте оценке продавца. . .
Последнее редактирование:
Майк К.
Алмаз
#3
«Сколько он весит? — Больше, чем вы думаете. Никогда не верьте оценке продавца…»
Аминь. Честно говоря, лучший способ получить реалистичную оценку — спросить здесь. Скорее всего, кто-то здесь владел, владеет или перемещал машину, подобную той, о которой вы интересуетесь, и может дать вам хороший вес для работы. Если вы сомневаетесь, всегда угадывайте больше, чем вы ожидаете. Я бы предпочел заявиться, чтобы забрать машину, которая, как сообщается, весит 3000 фунтов с прицепом на 7000 фунтов, чем добраться туда с прицепом на 4000 фунтов и узнать, что он весит 6000 фунтов (как мой токарный станок L&S). Однажды я пошел за 5-футовой радиальной буровой установкой Dreses с прицепом весом 7000 фунтов, который предоставил парень, который подарил ее нашему музею. До того, как подъемные ремни мостового крана ослабли, все четыре шины были на ободах. Оказалось, что он весил около 10 000 фунтов. Радиальные сверла и формовочные станки поздних моделей — самые тяжелые станки.
Радиальные сверла и формовочные станки поздних моделей — самые тяжелые станки.
Джастин Мерсье
Чугун
#4
В литературе периода
мой отбойный молоток оценивается в 2500 фунтов, но компания, занимавшаяся его перевозкой, оценила его примерно в 3300, хе-хе.
Сфридберг
Алмаз
#5
1959 Nichols Toolroom Hand Miller 1200lbs
???? Hardinge DSM-59 1200 фунтов
?50’s Cincinnati #2 Точильный станок Tool&Cutter 2500lbs
1956 VanNorman #28A Плунжерная мельница (увеличенный стол для этой модели) 6800-7000lbs
Последнее редактирование:
Рик Роулендс
Титан
#6
Я создал аналогичную тему в прошлом году, надеясь, что она станет липкой и хранилищем точной информации о весе. Теперь таких ниток у нас две…
Галан
Горячекатаный
#7
Я продал 14,5-дюймовый нижний привод South Bend 1959 года с конической насадкой и 6-футовой станиной. В четверг получу вес, когда он будет загружен, и опубликую здесь.
В четверг получу вес, когда он будет загружен, и опубликую здесь.
Марти Фельдман
Титан
#8
Рик Роулендс сказал:
Я создал аналогичную тему в прошлом году, надеясь, что она станет липкой и станет хранилищем точной информации о весе. Теперь таких ниток у нас две…
Нажмите, чтобы развернуть…
Рик – Где живет твой список? Я не знал об этом. Может быть, нынешняя ветка может быть включена в него, а список будет иметь официальное местонахождение, что могло бы быть немного более очевидным.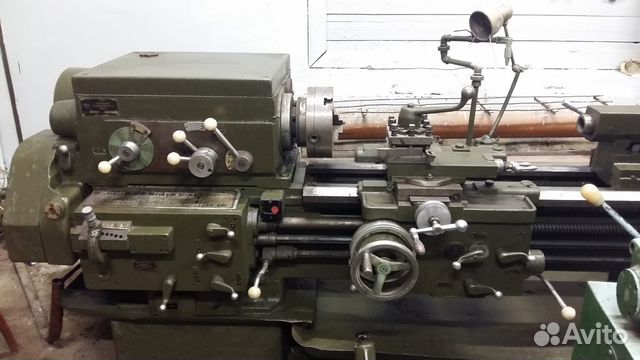 Насколько необходима точность измерения веса (думаю, не большая)? Например, имеет ли значение, если патроны, TA и т. д. входят в состав токарного станка? И есть ли правило о весе машин в неамериканских единицах? Если бы я сказал, что мой токарный станок Клаузинга работает на 650 камнях, я предполагаю, что это было бы просто опубликовано как таковое.
Насколько необходима точность измерения веса (думаю, не большая)? Например, имеет ли значение, если патроны, TA и т. д. входят в состав токарного станка? И есть ли правило о весе машин в неамериканских единицах? Если бы я сказал, что мой токарный станок Клаузинга работает на 650 камнях, я предполагаю, что это было бы просто опубликовано как таковое.
Биллигоут
Чугун
#9
Я думаю, что многие склонны завышать вес из того, что я видел на этом форуме. Этот 20-дюймовый Flather 1917 года был поставлен на весы, когда мой отец купил его в 1919 году.72. Я был там, когда он подобрал его на свалке. Это очень мощная машина с большими отливками. Я еще не видел другого, сделанного так же крепко. Привезла токарный станок к себе после смерти папы в 2010 году.
Я еще не видел другого, сделанного так же крепко. Привезла токарный станок к себе после смерти папы в 2010 году.
Майк К.
Алмаз
#10
«Я думаю, что многие склонны завышать вес из того, что я видел на этом форуме.»
Я видел, как это происходит в обе стороны, и гораздо лучше переоценить на 1000 фунтов, чем недооценить на 1000 фунтов.
СтивМ
Алмаз
#11
У меня есть South Bend 1936 9×18 «тяжелая 9» (маленький шпиндель).
В каталоге указано, что он весит около 430 фунтов в ящике. Токарный станок, вероятно, что-то около 350, что, вероятно, на 50% больше, чем у моего Atlas 12×36.
Стив
магнитная аномалия
Титан
#12
Просто история.
В 1987-89 годах я переехал примерно на 400 миль к своему нынешнему местоположению. Купил дорожный тягач White 4000 1968 года выпуска с двигателем 238 Detroit для переезда и 9
Первый (тренировочный) груз был в полностью алюминиевом 32-футовом одноосном прицепе 1940-х годов. Все легкое: ящики для кур, пустые баллоны с пропаном и водой, пиломатериалы, консервные банки. Нет проблем, за исключением того, что тормоза на прицепе были какой-то странной системой, несовместимой с тормозами трактора, и включились примерно через секунду после того, как я нажал на педаль. Поездка обычно занимала около 11 часов, а расход трактора составлял около 6 1/2 миль на галлон (9 миль на галлон, бобтейл, возвращаясь за другой загрузкой)
Все легкое: ящики для кур, пустые баллоны с пропаном и водой, пиломатериалы, консервные банки. Нет проблем, за исключением того, что тормоза на прицепе были какой-то странной системой, несовместимой с тормозами трактора, и включились примерно через секунду после того, как я нажал на педаль. Поездка обычно занимала около 11 часов, а расход трактора составлял около 6 1/2 миль на галлон (9 миль на галлон, бобтейл, возвращаясь за другой загрузкой)
Я знал, что вес важен, хотя у меня был маршрут без весов. Поэтому я тщательно оценил вес каждой части, которую я загрузил во второй прицеп, чуть более новый 38-футовый прицеп с тандемными осями. Большой стек стальных окон створки. Кирпичи. Гидравлические цилиндры. Молочные ящики, полные болтов. Генераторная установка 35кВт. Насосы различных видов. Связки электрических кабелей и гидравлических шлангов. Головки молотка.
Накачал все шины прицепа до 100 фунтов на квадратный дюйм.. они выглядели не очень хорошо. Выехал на дорогу… «О, Боже, что-то не так с моим двигателем!. …. Ну, может быть, груз немного тяжеловат.»»
…. Ну, может быть, груз немного тяжеловат.»»
Я останавливался каждые 50-100 миль и обнаружил, что мне нужно заменить один или несколько сломанных болтов, удерживающих колеса Dayton.
Пропустил смену, ведущую к горе Шаффенакер, и был вынужден резко остановиться и пройти весь уклон в №1 из 15.
Проехал первую веревку моей подъездной дорожки в №1 с двигателем на регуляторе на 2150 об/мин. бровь через 60 ярдов при 900 об/мин.
Этот пробег занял 22 часа, расход 4,25 миль на галлон.
Бог был со мной.
Я отремонтировал старые платформенные весы на 2000 фунтов, купленные на аукционе у Cyanamid в количестве 3 весов за 15 долларов, и купил излишки динамометра на 10 000 фунтов ВМФ для последующих запусков. Я обнаружил, что оценивал около 50% фактического веса, что означало, что «эта нагрузка» превышала 100 000 фунтов нетто.
Несколько приблизительных фактических весов, которые я помню, составляют около 6500 фунтов для металлурга Pels (плоские ножницы 1/2 дюйма, квадратный стержень 1 5/8 дюйма или круглый стержень 1 3/4 дюйма, 4 1/2 x 4 1/2 x 3 / 8-дюймовые угловые ножницы), 14 000 для строгального станка Putnam со столом 2 на 8 футов, 3000 для 21 x 6 футов между центрами токарного станка New Haven примерно 1920 года, 8000 для токарного станка Boye & Emmes размером 24 x 10 футов . ..
..
ВИЛЕО6709
Алмаз
№13
Если бы мой магазин когда-нибудь сдвинулся, земля наклонилась бы немного больше в любом направлении, куда бы я ни пошел…. как только он пересек 150 тонн станков, я перестал отслеживать… но более 50 тонн в одном станке. … большой гудящий штамповочный пресс.
Роджер Уильямс
Алюминий
№14
Дин Смит и Грейс. 13/30, 4900 фунтов. Еще несколько с этим патроном происходит.
Галан
Горячекатаный
№15
Парень пришел сегодня и получил 14,5-дюймовый South Bend, не смог получить его в четверг из-за семейных обстоятельств. В субботу не было открытых весов, чтобы взвесить его.
Растон3в
Чугун
№16
Здравствуйте, вот несколько фотографий взвешивания подвижного формирователя головки Muir, 2 тонны, 4 тонны, 1 стоун и 16 фунтов. Я думаю, это 4972 фунта в ваших деньгах?
Добрые люди в Йоркшире нашли мне формирователь, который я искал в течение многих лет, я подобрал крановые весы на e-bay и купил их одновременно с формовщиком. Фотография с e-bay была очень плохой, и я был очень доволен ими при ближайшем рассмотрении. Вместимость 10 тонн, произведена давно зарекомендовавшей себя фирмой производителей котлов в Ньюарке, Ноттингем. Нет имени производителя, есть идеи по марке или вероятному возрасту?
Ричард.
Шнурки Тайрона
Алмаз
# 17
Роджер Уильямс сказал:
Дин Смит и Грейс. 13/30, 4900 фунтов. Еще несколько с этим патроном происходит.
Нажмите, чтобы развернуть…
хтв
Пластик
# 18
Переехал мой трейлер через весы, прежде чем я злоупотребил им и накачал на него свой Van Norman 3SU. Вес прицепа 2260. С госпожой ВН 9600#. Включая все снасти.
Шаки
алскджфхг
Алмаз
# 19
1904 30×168 L&S — 12 500 фунтов.
Ранние 40-е (’42 или ’44, не помню какие) 10 Токарный станок Sheldon модели 3/4×36 L — 1500 фунтов
1942 Cincinnati 2MH, простой — 4100 фунтов
Вертикальная мельница Wells Index 645 — 2100 фунтов
Роджер Уильямс
Алюминий
#20
Тайрон, спасибо за добрый комментарий. Я горжусь, просто глядя на старую девушку (то есть токарный станок!). То, что раньше производила Британия по сравнению с сегодняшним днем, на мой взгляд, является позором, как и в США. Не берите в голову . С уважением, Роджер.
Не берите в голову . С уважением, Роджер.
Общий | Идеальный вес двигателя токарного станка | Практик-механик
дюанель13
Пластик
#1
Здравствуйте,
Я занимаюсь маркетингом для LeBlond Ltd., производителя станков (LeBlond Ltd. — Токарные станки LeBlond и Standard Modern, K.O. Lee, Johnson Press, Deka Drill и продукты W.F. & John Barnes.). Я исследую сообщение в блоге и ищу информацию от этого сообщества. Мы пишем об идеальном весе двигателя токарного станка (ручного). LeBlond продает токарный станок RKL 1560 весом 3860 фунтов. и больший РКЛ 1960, что составляет 4850 фунтов.
Я новичок в станкостроении и хотел бы узнать, какой вес идеально подходит для токарного станка с двигателем. В идеале, насколько я слышал, чем тяжелее, тем лучше для точности резки. о чем ты думаешь? Стоит ли использовать машину, которая излишне нагружена металлом? Каковы преимущества более тяжелой нагрузки? Недостатки (необходимо перемещать чертову штуку, я думаю!)
Мы будем очень признательны за любой отзыв.
С уважением,
Майкл Б.
алскджфхг
Алмаз
#2
doinel13 сказал:
Стоит ли использовать машину, которая излишне нагружена металлом?
Нажмите, чтобы развернуть.
..
За все время моего чтения в Интернете и ограниченного практического опыта я ни разу не прочитал фразу «У меня слишком много жесткости, помогите мне».
У меня нет действительно сверхтяжелых машин, но я бы ни от одной не отказался.
Но да, я полагаю, что двигать заднюю бабку на моем Шелдоне будет проще, чем двигать заднюю бабку на кардиостимуляторе.
стив45
Нержавеющая сталь
#3
Думаю, лучше сформулировать вопрос так: «Какой вес вы можете перемещать в своем магазине?»
дюанель13
Пластик
#4
steve45, можно подробнее? Зависит ли это от размера вашего магазина? Какие факторы влияют на это? Спасибо.
Томас Пейн
Горячекатаный
#5
20 тонн, минимум.
Ванная L
Алмаз
#6
Я приведу вам один пример ограничения веса относительно возможностей покупателя. Много лет назад, когда я стал заметно сильнее, я установил ограничение веса в 1500 фунтов для любой машины, которую я когда-либо покупал и передвигал сам. На практике у меня есть только две машины в диапазоне от 1000 до 1500 фунтов. Я признаю преимущества более крупных и тяжелых машин, но мой класс работы не требует их. Я могу поднять большинство своих токарных станков одной рукой (можете поискать в Левине* и Дербишире, если хотите). Так что для меня идеальный вес токарного станка составляет менее 40 фунтов без станка и привода.
Много лет назад, когда я стал заметно сильнее, я установил ограничение веса в 1500 фунтов для любой машины, которую я когда-либо покупал и передвигал сам. На практике у меня есть только две машины в диапазоне от 1000 до 1500 фунтов. Я признаю преимущества более крупных и тяжелых машин, но мой класс работы не требует их. Я могу поднять большинство своих токарных станков одной рукой (можете поискать в Левине* и Дербишире, если хотите). Так что для меня идеальный вес токарного станка составляет менее 40 фунтов без станка и привода.
Лучше задать вопрос: каков идеальный вес токарного станка (укажите размах и размер С-С)?
Был токарный станок Hardinge, который был построен на основании из листовой стали, заполненном бетонным продуктом. Большая масса и дополнительная жесткость без лишних тонн чугуна.
Что касается перемещения задней бабки на кардиостимуляторе, я помню, что для этой задачи у них была кривошипная рейка и шестерня, так что это было легко.
Ларри
*Новый токарный станок Levin 0213-02 без стола, суппорта и привода стоит 10 500 долларов и весит около 40 фунтов, или 262,50 доллара за фунт.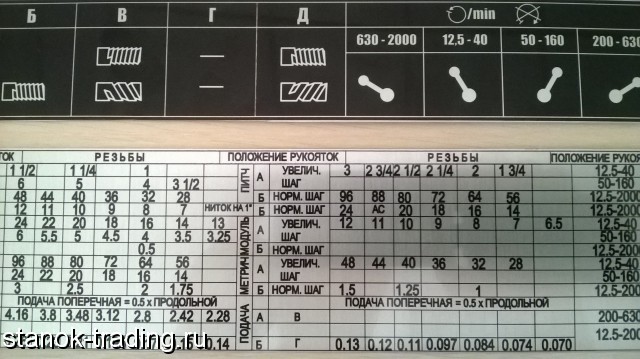 http://levinlathe.com/page3.htm Сколько стоит новый LeBlond за фунт?
http://levinlathe.com/page3.htm Сколько стоит новый LeBlond за фунт?
Последнее редактирование:
алскджфхг
Алмаз
#7
Л. Вэнис сказал:
Насколько я помню, для этой задачи у них была кривошипная рейка и шестерня, так что это было легко.
ЛарриНажмите, чтобы развернуть.
..
Да, как и мой 24-дюймовый Hendey и 30-дюймовый L&S, но крутить его вверх и вниз по станине медленно и утомительно, никаких порогов на машинах рубежа веков.
Факторы, входящие в уравнения; Сколько у тебя денег? Навык такелажа? Водный или железнодорожный транспорт? Сколько мощности? Место под магазин? Насколько толстый фундамент? Мостовые краны? Тейлорс? Какую работу ты делаешь?
Если вы собираетесь обрабатывать валки для прокатных станов, у вас должен быть мостовой кран грузоподъемностью 200 тонн, доступ к барже, много электричества и 2 000 000 квадратных футов. Вы не собираетесь заполнять его кучей Bports и Southbends.
Но если вы хотите делать детали для часов, гигантский пожиратель металла Mesta будет работать так же хорошо, как толкать цепь.
Лично мне нравятся большие, не знаю почему, но нравятся.
Макгайвер
Алмаз
#8
это какая-то функция длины строки, но я не могу вспомнить формулу
КВБ
Горячекатаный
#9
Вес машины не имеет значения ни для чего, кроме ее перемещения. Два важных фактора, которые люди обычно связывают с весом, — это жесткость и способность гасить вибрацию, но на самом деле ни один из них не связан с весом машины. Более тяжелый токарный станок не обязательно жестче или лучше гасит вибрации, он просто тяжелее.
машина лунного света
Алмаз
#10
CWB сказал:
Вес машины не имеет значения ни для чего, кроме ее перемещения. Два важных фактора, которые люди обычно связывают с весом, — это жесткость и способность гасить вибрацию, но на самом деле ни один из них не связан с весом машины. Более тяжелый токарный станок не обязательно жестче или лучше гасит вибрации, он просто тяжелее.
Нажмите, чтобы развернуть…
Вы не можете быть настолько глупым, Вы пытаетесь сказать мне, что 600-фунтовый токарный станок 13 x 30 настолько же жесткий, как мой 3800-фунтовый 13 x 30 Holbrook? Мой Tree Journeyman 325 имеет такой же размер стола и перемещается, как мой Bridgeport V2xT, только он весит примерно в два раза больше и намного жестче, чем BP. 2 примера, я уверен, что есть еще около тысячи других.
капс
Чугун
#11
Согласен. Это действительно зависит от того, кому вы продаете. У меня в гараже есть Leblond 42 года, и мне пришлось арендовать вилочный погрузчик, чтобы снять его с прицепа. 2-тонные домкраты для поддонов распространены, поэтому их много. С другой стороны, кажется, что большинство грузовых служб предлагают подъемные ворота до 1 тонны, так что есть еще одно хорошее число. Опять же, оба из них предназначены для людей из небольших / домашних магазинов. Большим магазинам, вероятно, все равно, и они хотят что-то настолько большое и тяжелое, насколько они могут себе позволить.
Стоунхейвен
Горячекатаный
#12
Добро пожаловать, Дуанель! Какова цена RKL1560 и RKL1960?
Радиоуправляемый робот
Нержавеющая сталь
№13
alskdjfhg сказал:
Да, как и мой 24-дюймовый Hendey и 30-дюймовый L&S, но крутить его вверх и вниз по станине медленно и утомительно, никаких порогов на машинах рубежа веков.
Нажмите, чтобы развернуть…
Одна из модификаций, которую вы можете внести в любую машину, — это небольшая защелка, чтобы соединить каретку с TS, а затем вставить ее в грубую подачу резьбы (не слишком быструю), чтобы подтянуть заднюю бабку к HS. Или оставить его на медленной подаче, поставить стоп и заняться чем-нибудь другим. Вы можете убедиться, что кровать хорошо смазана для такой задачи.
Или оставить его на медленной подаче, поставить стоп и заняться чем-нибудь другим. Вы можете убедиться, что кровать хорошо смазана для такой задачи.
На больших токарных станках с ЧПУ они называются хвостовиками «буксировка вдоль», если они включают защелку.
Что касается ОП, это не обязательно общая масса станка, но *где* эта масса сосредоточена. Задняя бабка весом 500 фунтов не слишком хороша для выполнения короткой бочки D2; для этого потребуется вес в каретке, стойке для инструментов и передней бабке. Может быть, поговорите с вашим инженерным отделом, чтобы превознести достоинства того, где LeBlonde прячет свои залежи железа.
При редактировании:
В ответ на «жесткость и способность гасить вибрацию… ни то, ни другое на самом деле не соотносится с весом машины»:
Это утверждение неверно. Инерция — это сопротивление объекта изменению скорости или ускорения (1-й закон Ньютона о движении «тело стремится сохранить свое нынешнее состояние»). В случае токарного станка стойка инструмента и каретка будут сопротивляться изменению движения, вызванного режущим инструментом. Единственное оружие в арсенале вагона, способное противостоять этой силе и поддерживать нулевое ускорение, — это его собственная масса.
Единственное оружие в арсенале вагона, способное противостоять этой силе и поддерживать нулевое ускорение, — это его собственная масса.
Тяжелый токарный станок может выдерживать большую резку без вибрации по той же причине, по которой токарный станок трудно передвигать.
jlrii
Горячекатаный
№14
Ответ будет зависеть от массы и диаметра того, что вы обрабатываете. Золотого числа не существует, так как в разных магазинах разные требования. Что вы хотите, чтобы он делал? Сколько у вас места? Производство или ремонт? Насколько оно должно быть точным? Может быть какое-то золотое соотношение: размер обрабатываемого изделия и вес для заданной точности, но я никогда его не видел. В конструкции гораздо больше, что связано с жесткостью, а вес — это только часть этого. Делаем карандаш или 5-тонный карданный вал?
В конструкции гораздо больше, что связано с жесткостью, а вес — это только часть этого. Делаем карандаш или 5-тонный карданный вал?
JR
КВБ
Горячекатаный
№15
машина лунного света сказала:
Ты не можешь быть настолько глупым, ты пытаешься сказать мне, что 600-фунтовый токарный станок 13 x 30 такой же жесткий, как мой 3800-фунтовый 13 x 30 Holbrook? Мой Tree Journeyman 325 имеет такой же размер стола и перемещается, как мой Bridgeport V2xT, только он весит примерно в два раза больше и намного жестче, чем BP.
2 примера, я уверен, что есть еще около тысячи других.
Нажмите, чтобы развернуть…
Нет и нет. Что жестче: короткий кусок прутка диаметром 6 дюймов или миля проволоки диаметром 0,010 дюйма, которая весит больше? Как насчет 9-дюймового South Bend, стоящего на бетонном стенде весом 3 000 фунтов, по сравнению с 10ee? Как насчет токарного станка в инструментальном цеху с широко расставленными направляющими и другого станка такого же размера/веса с узко расставленными направляющими? Тонна стали тяжелее тонны стали? перья?
JMO, но предполагая, что вес ~ жесткость ~ демпфирование вибрации — это одно из этих дерьмовых эмпирических правил тени. Лично я предпочел бы купить машину с высококачественным дизайном, а не тяжелую какашку.
Радиоуправляемый робот сказал:
В ответ на «жесткость и способность гасить вибрацию.
.. ни то, ни другое на самом деле не соотносится с весом машины»:
Это утверждение неверно. Инерция — это сопротивление объекта изменению скорости или ускорения (1-й закон Ньютона о движении «тело стремится сохранить свое нынешнее состояние»). В случае токарного станка стойка инструмента и каретка будут сопротивляться изменению движения, вызванного режущим инструментом. Единственное оружие в арсенале вагона, способное противостоять этой силе и поддерживать нулевое ускорение, — это его собственная масса.
Нажмите, чтобы развернуть…
В последний раз я проверял, что прочность детали не связана с ее весом. Сотрудники Lincoln написали несколько книг, в которых обсуждаются конструкции сварных конструкций (особенно стальных), которые легче, прочнее и более устойчивы к вибрации, чем (железные) отливки. Некоторые из нас делают это ежедневно.
безмерный
Пластик
№16
ОП: Для меня не мы думаем, каким должен быть вес. Именно конструкторы машин определяют, каким должен быть вес. Насколько жестким/стабильным должен быть токарный станок, чтобы поддерживать заявленную точность? Достаточно прочный, чтобы выдержать предполагаемый вес заготовки? Будет ли он достаточно прочным, чтобы выдерживать возможное круглосуточное использование?
ОП, возможно, тебе следует провести время с дизайнерами, инженерами и машиностроителями, чтобы лучше понять, что ты пытаешься продать. Маркетинг продукта, практически не зная о нем, оказывает медвежью услугу вашему работодателю и людям, которые создают этот продукт.
автор
Горячекатаный
# 17
RKL1960 $32600 удачи!! Тот же токарный станок из Тайваня можно купить менее чем за 25 тысяч долларов. Должно быть, это те самые ребята, которые устанавливают сумасшедшие цены на запчасти.
Однопроходный
Горячекатаный
# 18
Томас Пейн сказал:
20 тонн, минимум.
Нажмите, чтобы развернуть…
F’n легкий!!
красный
Нержавеющая сталь
# 19
машина лунного света сказала:
Ты не можешь быть настолько глупым, ты пытаешься сказать мне, что 600-фунтовый токарный станок 13 x 30 такой же жесткий, как мой 3800-фунтовый 13 x 30 Holbrook? Мой Tree Journeyman 325 имеет такой же размер стола и перемещается, как мой Bridgeport V2xT, только он весит примерно в два раза больше и намного жестче, чем BP. 2 примера, я уверен, что есть еще около тысячи других.
Нажмите, чтобы развернуть…
Единственное, что может быть лучше чугуна, это «Больше» чугуна!
У нас на работе есть китайский токарный станок, и вибрация может быть проблемой, у нас также есть Pacemaker и Monarch аналогичного размера, и у меня редко возникают проблемы с плохой вибрацией.
Я также согласен с тем, что «Тяжёлая какашка» громоздка и лучше иметь хорошо спроектированную машину, чем тяжёлую старую тварь!
тдмиджет
Алмаз
#20
byawor сказал:
RKL1960 $32600 удачи!! Тот же токарный станок из Тайваня можно купить менее чем за 25 тысяч долларов. Должно быть, это те самые ребята, которые устанавливают сумасшедшие цены на запчасти.
Нажмите, чтобы развернуть…
Почему вы думаете, что RKL не из Тайваня? Надеюсь не КНР.
Технические характеристики токарного станка с настольным тормозом Accu-turn
Технические характеристики токарного станка с настольным тормозом
Accu-turn
| Дом | Покупка | Оборудование | Поддержка | Связаться с |
 gif»> gif»> |
Добро пожаловать на склад продукции ACCU | ||||
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 с.
с. Толщина
Толщина МОНТАЖНЫЙ ВЕС
МОНТАЖНЫЙ ВЕС 
| Дом | Покупка | Оборудование | Поддержка | Связаться с | ||||||||
Copyright © 2006 Все права защищены. | ||||||||||||

Вес токарного станка 13 дюймов? | Хобби-машинист
Лыжи
Активный пользователь
#1
Кто-нибудь знает, сколько весит 5-футовая кровать 13-дюймового южного изгиба? Быстросменная коробка передач. Может быть от 10L.Ski
LJP
Активный пользователь
#2
Мой 13-дюймовый SB весил около 1800 фунтов. Мы сняли его с прицепа с помощью 1-тонной цепи.
Мы сняли его с прицепа с помощью 1-тонной цепи.
Дейл Бартон
Зарегистрировано
#3
В моем каталоге 1960 года токарный станок размером 13 дюймов x 5 футов имеет вес в упаковке 1995 фунтов и вес в ящике 1665 фунтов. Новая цена составляет 2358,00 долларов США
.
Лыжи
Активный пользователь
#4
Спасибо за ответы, ребята. Купил токарный станок и поставил его на прицепе в гараже. Надеюсь, на бетон завтра утром. Токарный станок представляет собой модель CL145B с 13-дюймовой станиной и 5-футовой станиной. Серийный № 15840T. Кто-нибудь знает примерную дату сборки? Он заменяет 10-литровую кровать 3 1/2 фута 1965 года выпуска, которую я продал. У этого станка нет шпинделя с резьбой, но кто-нибудь не уверен, как его правильно назвать? Патроны имеют 3 штифта, которые фиксируются в шпинделе? Это напомнило мне о другом вопросе. Я часто использую цанги, но не знаю, что мне нужно для их использования с этим токарным станком. Может ли кто-нибудь подсказать мне? У меня есть набор 5c для 10L. Он поставляется с 2 патронами, 3-кулачковым Cuchman и 4-кулачковым Rohm. токарный станок вышел из средней школы 10 лет назад и попал в сарай, где я его и нашел. Это жесткая станина с нулевым заметным износом на направляющих. Первоначальные царапины можно увидеть на седле и соединении / поперечном суппорте, но слабо. Он также несколько раз касался губок патрона.
Купил токарный станок и поставил его на прицепе в гараже. Надеюсь, на бетон завтра утром. Токарный станок представляет собой модель CL145B с 13-дюймовой станиной и 5-футовой станиной. Серийный № 15840T. Кто-нибудь знает примерную дату сборки? Он заменяет 10-литровую кровать 3 1/2 фута 1965 года выпуска, которую я продал. У этого станка нет шпинделя с резьбой, но кто-нибудь не уверен, как его правильно назвать? Патроны имеют 3 штифта, которые фиксируются в шпинделе? Это напомнило мне о другом вопросе. Я часто использую цанги, но не знаю, что мне нужно для их использования с этим токарным станком. Может ли кто-нибудь подсказать мне? У меня есть набор 5c для 10L. Он поставляется с 2 патронами, 3-кулачковым Cuchman и 4-кулачковым Rohm. токарный станок вышел из средней школы 10 лет назад и попал в сарай, где я его и нашел. Это жесткая станина с нулевым заметным износом на направляющих. Первоначальные царапины можно увидеть на седле и соединении / поперечном суппорте, но слабо. Он также несколько раз касался губок патрона. / уже отключился. Я проверил его, и он показался довольно тугим. Все работало. Он подключен к однофазной сети 220 с новым двигателем, и мне также дали трехфазный двигатель (оригинал). После разборки, чистки и перекраски собираюсь перепрошить. Он был смазан и смазан, но не тем маслом. Если кто-нибудь может рассказать мне о ситуации с цангой, я был бы признателен. Если у кого-то есть то, что мне нужно для использования цанги, дайте мне знать. Я опубликую фотографии завтра или в субботу. Может быть, мне следовало создать новую тему по этому поводу? Спасибо вперед, Лыжи
/ уже отключился. Я проверил его, и он показался довольно тугим. Все работало. Он подключен к однофазной сети 220 с новым двигателем, и мне также дали трехфазный двигатель (оригинал). После разборки, чистки и перекраски собираюсь перепрошить. Он был смазан и смазан, но не тем маслом. Если кто-нибудь может рассказать мне о ситуации с цангой, я был бы признателен. Если у кого-то есть то, что мне нужно для использования цанги, дайте мне знать. Я опубликую фотографии завтра или в субботу. Может быть, мне следовало создать новую тему по этому поводу? Спасибо вперед, Лыжи
rafe
Активный пользователь
#5
Опубликуйте картинку или 10 . .. звучит хорошо
.. звучит хорошо
Лыжи
Активный пользователь
#6
Рейф сказал:
Опубликуйте картинку или 10 …звучит хорошо
Нажмите, чтобы развернуть…
Я начал отдельный пост об этом, так как собираюсь делать фотографии, пока ремонтирую это. Я назвал его «13 х 5». Спасибо, зацените. Ski
Принадлежности, инструменты и советы для токарных станков по дереву — проекты «сделай сам», выкройки, монограммы, рисунки, шаблоны
Вы можете приобрести токарный станок по дереву разных размеров. На небольшой стороне представлены настольные мини-токарные станки с двигателями мощностью всего 1/3 л.с. Эти токарные станки весят менее 50 фунтов (23 кг). С большой стороны расположены токарные станки с двигателями мощностью 3 л.с. и весом более 900 фунтов (408 кг). Как следует из названия, токарный станок по дереву обрабатывает дерево. Однако некоторые токари также используют свои станки по дереву для токарной обработки рогов, акрила, ламината, орехов, стручков банксии, алебастра и т. д.
На небольшой стороне представлены настольные мини-токарные станки с двигателями мощностью всего 1/3 л.с. Эти токарные станки весят менее 50 фунтов (23 кг). С большой стороны расположены токарные станки с двигателями мощностью 3 л.с. и весом более 900 фунтов (408 кг). Как следует из названия, токарный станок по дереву обрабатывает дерево. Однако некоторые токари также используют свои станки по дереву для токарной обработки рогов, акрила, ламината, орехов, стручков банксии, алебастра и т. д.
Токарный станок по дереву вращает заготовку, а вы вручную перемещаете режущие инструменты, создавая плавные кривые и контуры. Сегодня на рынке представлено множество токарных станков. Большинство токарей порекомендуют вам купить самый большой токарный станок, который вы можете себе позволить. Так как на большом станке можно обтачивать маленькие детали, а на маленьком станке нельзя точить большие детали. При покупке токарного станка также важно искать токарный станок со стандартным размером шпинделя, резьбой и конусами. Это облегчит поиск аксессуаров. Ниже приведены некоторые полезные советы о токарных станках по дереву.
Это облегчит поиск аксессуаров. Ниже приведены некоторые полезные советы о токарных станках по дереву.
1. Знать, как измерить «качание» токарного станка по дереву.
Обратите внимание, что на многих токарных станках «качание над подручником» может быть на несколько дюймов меньше, чем «качание над станиной». На некоторых токарных станках банджо может иметь высоту 2 дюйма (5 см) и более. Например, на изображении ниже токарный станок имеет качание 16 дюймов (41 см). (Размах равен удвоенному расстоянию от станины станка до центра шпинделя.) Если вы хотите, чтобы банджо располагалось под заготовкой, то максимальная часть, которую вы можете установить, будет меньше. Для этого конкретного токарного станка он может быть всего 12 дюймов (30 см) в диаметре.
Токарный станок по дереву. (Фото предоставлено JPW Industries)
2. Знайте, как измерить «размер» токарного станка по дереву.
Поймите, что вы, скорее всего, не сможете обработать заготовку до указанного «размера» токарного станка. Размер токарного станка – это расстояние от передней бабки до задней бабки (т. е. « расстояние между центрами »). Размер показанного станка составляет 42 дюйма (107 см). Однако не рассчитывайте, что получится такая длинная деталь. Этот размер не включает какие-либо аксессуары ни в передней, ни в задней бабке (например, приводной центр или подвижный центр). На моем токарном станке с заявленным расстоянием между центрами 34½ дюйма (88 см) максимальная длина, которую я могу обработать, составляет 27½ дюйма (70 см) — с приводным центром в передней бабке и активным центром в задней бабке. Вы можете немного увеличить эту максимальную длину, если передняя бабка и/или задняя бабка будут выступать за станину токарного станка.
Размер токарного станка – это расстояние от передней бабки до задней бабки (т. е. « расстояние между центрами »). Размер показанного станка составляет 42 дюйма (107 см). Однако не рассчитывайте, что получится такая длинная деталь. Этот размер не включает какие-либо аксессуары ни в передней, ни в задней бабке (например, приводной центр или подвижный центр). На моем токарном станке с заявленным расстоянием между центрами 34½ дюйма (88 см) максимальная длина, которую я могу обработать, составляет 27½ дюйма (70 см) — с приводным центром в передней бабке и активным центром в задней бабке. Вы можете немного увеличить эту максимальную длину, если передняя бабка и/или задняя бабка будут выступать за станину токарного станка.
3. Приобрести живые центры со стандартным углом.
Почти все токарные станки по дереву имеют угол 60°. Угол при вершине 60 градусов стал стандартом (по крайней мере, в США), потому что этот угол очень прочный, но при этом позволяет точно позиционировать и удерживать заготовку на токарном станке.
4. Знайте наиболее распространенные размеры конусов.
На токарных станках по дереву чаще всего используются принадлежности МТ1 (конус Морзе №1) или МТ2 (конус Морзе №2). Поэтому при покупке токарного станка всегда ищите токарный станок с конусом на передней и задней бабке MT1 или MT2. Ниже показаны некоторые аксессуары, которые имеют MT2. Примечание. Некоторые производители используют термин 2MT вместо MT2.
Коллекция аксессуаров с конусами Морзе.
5. Знать, как определить «Размер резьбы шпинделя» токарного станка.
Лицевые пластины, патроны и другие принадлежности поставляются с различными размерами резьбы шпинделя. Знание размера резьбы шпинделя на вашем токарном станке поможет вам приобрести правильный аксессуар или адаптер. Ниже показана спецификация резьбы шпинделя 1¼” x 8. Это указывает на то, что внешний диаметр шпинделя составляет 1¼” и имеет 8 витков резьбы на дюйм.
Шпиндель 1¼” x 8 имеет 8 витков резьбы на дюйм.
6. Понять, как работает конус Морзе.

Конус Морзе представляет собой самоудерживающийся машинный конус. Он может надежно удерживать движущиеся центры и приводные центры как в передней, так и в задней бабке. Трение поверхностей и расклинивающее действие конуса удерживают его на месте. Угол конуса немного варьируется от одного номера конуса Морзе к другому. В качестве конкретного примера, конус Морзе № 2 имеет конусность 0,0500 на дюйм. В результате получается 1,43 градуса, как показано ниже. Чтобы снять насадку с конусом Морзе с передней бабки, подденьте ее выбивным стержнем. Чтобы снять насадку с задней бабки, полностью втяните пиноль в заднюю бабку, освободив насадку.
Спираль Морзе #2
7. Знать различные типы центров.
Вы вставляете « подвижный центр » или « мертвый центр » в заднюю бабку при точении между центрами, чтобы прижать и удерживать заготовку. Подвижный центр содержит шарикоподшипники, которые позволяют центру вращаться вместе с заготовкой. Мертвая точка остается неподвижной в задней бабке и не вращается вместе с заготовкой. При использовании мертвой точки многие токари применяют какую-либо форму смазки, чтобы деталь не скрипела при вращении. С другой стороны, вы обычно вставляете « приводной центр ” в переднюю бабку токарного станка, чтобы вгрызаться в древесину и передавать вращающее усилие на заготовку.
При использовании мертвой точки многие токари применяют какую-либо форму смазки, чтобы деталь не скрипела при вращении. С другой стороны, вы обычно вставляете « приводной центр ” в переднюю бабку токарного станка, чтобы вгрызаться в древесину и передавать вращающее усилие на заготовку.
8. Подумайте о покупке токарного станка с электронной регулировкой скорости.
Электронный регулятор скорости позволяет легко изменять скорость. Цифровое считывание оборотов позволяет легко отслеживать точную скорость вращения шпинделя. Кроме того, многодиапазонные шкивы обеспечивают максимальный крутящий момент на различных скоростях. Как показано ниже, открыв дверцу доступа на передней бабке и ослабив натяжение, вы можете изменить положение ремня как на низких, так и на высоких оборотах.
9. Подумайте о покупке токарного станка с преобразователем фазы.
Токарные станки Better используют инвертор для преобразования 1 фазы в 3 фазы электроэнергии. Трехфазные двигатели создают почти постоянный или равномерный крутящий момент на различных скоростях, особенно на более низких скоростях. С другой стороны, однофазные двигатели создают пульсирующий крутящий момент и имеют меньший крутящий момент при более низких оборотах.
С другой стороны, однофазные двигатели создают пульсирующий крутящий момент и имеют меньший крутящий момент при более низких оборотах.
10. Рассмотрите возможность использования токарного станка для зажима.
Не забывайте об использовании задней бабки токарного станка для прижимного усилия при склейке сегментных колец.
Несколько распространенных марок токарных станков включают Delta, General International, Grizzly, Jet, Nova, Powermatic, PSI, Robust, Rockler, Shop Fox, Woodtek.
Найти другие проекты и насадки для токарной обработки дерева
- Насадки для токарных станков по дереву
- Введение в сегментное точение
- Насадки на вкладыши
Как выбрать подходящий токарный станок по дереву
Автор
Науман Рехмат
/ 9 июня 2022 г. 5 сентября 2022 г. / 5 минут чтения / миди-токарный станок, токарный станок по дереву, дизайн токарного станка по дереву, токарные станки по дереву, скульптура из дерева
Токарные станки по дереву используются для удерживания куска дерева, его токарной обработки и обработки. Они широко используются в деревообрабатывающей промышленности для создания различных узоров и форм на древесине. Токарные станки по дереву играют важную роль в промышленной деревянной скульптуре. Применение токарных станков по дереву огромно в обрабатывающей промышленности и мебельной промышленности.
Они широко используются в деревообрабатывающей промышленности для создания различных узоров и форм на древесине. Токарные станки по дереву играют важную роль в промышленной деревянной скульптуре. Применение токарных станков по дереву огромно в обрабатывающей промышленности и мебельной промышленности.
Содержание
Токарные станки по дереву: доля рынка и спрос
Ключевые факторы, которые следует учитывать при покупке токарного станка по дереву
Типы токарных станков по дереву
Целевой рынок токарных станков по дереву
Токарные станки по дереву: доля рынка и спрос
Размер отрасли деревообрабатывающего оборудования в 2021 году составил 4,62 миллиарда долларов. Новые тенденции включают потребителей, предпочитающих сборные деревянные дома каменным домам. В результате спрос на деревянные сборные дома увеличит продажи токарных станков по дереву. В частности, предпочтение отдается кросс-клееной древесине, поскольку она имеет меньше выбросов C0 9219. 7 2 . Кроме того, токарные станки по дереву сокращают расход материала и эффективны.
7 2 . Кроме того, токарные станки по дереву сокращают расход материала и эффективны.
Ключевые факторы, которые следует учитывать при покупке токарного станка по дереву
Перед тем, как предприятие купит токарный станок по дереву, необходимо учесть несколько факторов.
Размер и вес
Размер и вес токарного станка по дереву определяют объем проектов, с которыми может справиться предприятие. Мини-токарные станки имеют 10 дюймов между центрами. Они подходят для небольших проектов, таких как небольшие скульптуры. Большие токарные станки, такие как полноразмерный токарный станок, будут иметь 40 дюймов между центрами и идеально подходят для ножек стола и других крупных проектов. Что касается веса, мини-токарный станок будет весить от 20 до 30 фунтов. Средний токарный станок весит 1000 фунтов, а полноразмерный токарный станок весит 1500 фунтов. Предприятия должны учитывать размер и вес токарных станков по дереву в зависимости от заказов, которые они обрабатывают.
Основание
Прочное основание необходимо при токарной обработке материала, поскольку оно сводит к минимуму вибрацию при вращении древесины. Наличие неустойчивого основания может сделать токарную обработку дерева небезопасной для оператора, поэтому предприятиям следует рассмотреть возможность использования тяжелого прочного основания из чугуна.
Мощность и скорость
Мощность и скорость токарного станка по дереву определяются его двигателем. Некоторые двигатели производят ⅛ л.с., в то время как другие двигатели могут генерировать 3 л.с. Чем больше мощность двигателя, тем большую заготовку он может обработать.
Задняя и передняя бабки
Шпиндель передней бабки имеет резьбу для использования с такими аксессуарами, как патроны. Предприятие должно убедиться, что эта резьба является стандартной в случае модернизации станка. Задняя бабка представляет собой вращающееся вращение, которое гарантирует, что заготовка находится в центре. Перед работой с заготовкой его следует надежно зафиксировать.
Безопасность
Безопасность означает безопасность при работе на токарном станке по дереву. Например, должна быть возможность прочно закрепить заготовку на шпинделях, а выключатель питания должен быть легко доступен на случай, если потребуется выключить станок. В дополнение к этому, защитные очки и наушники необходимы для защиты глаз и ушей оператора.
Подставка для инструмента
Подставка для инструмента необходима при токарной обработке инструмента, поскольку она обеспечивает регулировку инструмента для токаря. При перемещении машина должна быть зафиксирована. Подручник должен быть длиной 10 дюймов и предпочтительно изготовлен из чугуна, чтобы свести к минимуму вибрацию.
Принадлежности
Принадлежности токарного станка по дереву включают опору для инструмента, лицевые панели, патроны и пылесборники. Предприятие должно учитывать, предлагает ли станок по дереву, который он собирается купить, эти аксессуары или они приобретаются отдельно.
Типы токарных станков по дереву
Существует несколько типов токарных станков по дереву, из которых предприятие может выбирать.
Полноразмерный токарный станок по дереву
Как следует из названия, полноразмерный токарный станок по дереву является самым большим типом токарного станка по дереву.
Бело-зеленый полноразмерный токарный станок по дереву
Характеристики:
- Скорость токарного станка составляет от 300 до 500 об/мин.
- Имеет встроенную опору для инструмента, функциональную переднюю бабку для увеличения скорости вращения и заднюю бабку для повышения точности.
- Имеет широкий DBC (расстояние между центрами) 45 дюймов и SOB (качание за борт) 15 дюймов.
Плюсы:
- Подходит для работы с большими проектами/заготовками.
- Мощный мотор.
- Подходит для самых разных проектов.
Минусы:
- Точность работы зависит от навыков оператора.

- Много времени простоя между операциями над заготовкой.
- Это дорого.
Токарный станок по дереву Midi
Токарный станок по дереву Midi занимает промежуточное положение между полноразмерными и мини-токарными станками по дереву.
Черно-серый токарный станок по дереву миди
Особенности:
- Он выполнен в виде настольного токарного станка по дереву.
- Он имеет SOB 12 дюймов и DBC от 12 дюймов до 20 дюймов.
Плюсы:
- Может работать с большими заготовками, не занимая больше места.
- Дешевле, чем полноразмерный токарный станок по дереву.
- Он прост в использовании.
Минусы:
- Нельзя использовать для сложных конструкций.
- Несовместим с некоторыми токарными мини-станками.
Мини-токарный станок по дереву
Мини-токарный станок по дереву — это самый маленький токарный станок по дереву.
Мини-токарный станок по дереву
Особенности:
- Скорость регулируется в диапазоне от 700 до 3200 об/мин.
- Поставляется с такими аксессуарами, как патроны, пылесборники, лицевые панели и 2 упора для инструментов (4 ½” и 7”).
Плюсы:
- Подходит для начала обрешетки по дереву.
- Лучше всего подходит для микропроектов (проекты до 6 дюймов).
- Недорогое приобретение и обслуживание.
Минусы:
- Его проекты не могут быть доработаны на других типах токарных станков.
- Только для небольших проектов.
Токарный станок по центру дерева
Токарный станок по центру дерева является наиболее распространенным токарным станком по дереву.
Токарный станок по дереву с черным и серым центром
Особенности:
- Он имеет приводной центр, который передает мощность от двигателя к заготовке.

- Имеет зубчатый вал, который точно улавливает скорость основного вала.
Плюсы:
- Это очень точно.
- Может перевернуть заготовку без нарушения концентричности.
- Поддерживает различные операции без нарушения концентричности.
Минусы:
- Имеет несовершенную скорость резания, если не используется вращающийся центр.
- Не хватает жесткости.
- Использование со временем становится однообразным.
Целевой рынок токарных станков по дереву
Ожидается, что к 2028 году объем производства деревообрабатывающего оборудования вырастет до 6,05 млрд долларов США, а совокупный годовой темп роста составит 3,9%. На Североамериканский регион приходится наибольшая доля токарных станков по дереву (34%), за ним следует Азиатско-Тихоокеанский регион (30%), при этом 50% закупок приходится на токарные станки среднего размера. Ожидается, что Азиатско-Тихоокеанский регион продемонстрирует самые высокие темпы роста из-за увеличения населения, домашних хозяйств и изменений в потребностях потребителей.
