Токарный станок тв 4 характеристики: Настольный токарный станок ТВ-4 — цена, отзывы, характеристики с фото, инструкция, видео
Содержание
Токарный школьный станок по металлу ТВ 4: устройство,характеристика,схемы
- Устройство токарного станка
- Органы управления токарного станка
- Передняя бабка токарного станка
- Коробка подач токарного станка
- Гитара токарного станка
- Суппорт токарного станка
- Фартук токарного станка
- Задняя бабка токарного станка
- Техническая характеристика токарно-винторезного станка
Токарный станок ТВ 4 предназначен для выполнения токарных операций в мастерских школ, училищ для политехнического обучения. Станок позволяет осуществлять следующие операции:
- точение наружных и внутренних цилиндрических поверхностей;
- точение конических поверхностей;
- подрезку торцов;
- нарезание резьб, как метчиком, так и резцом;
- сверление отверстий и другие.
Устройство токарного станка
Токарно-винторезный станок модели тв 4 состоит из:
- передняя тумба станка;
- задняя тумба станка;
- станина станка;
- передняя бабка станка;
- коробка подач станка;
- фартук;
- гитара;
- суппорт;
- задняя бабка;
- электрооборудование;
- защитные элементы.

Органы управления токарного станка
1,2 Ручка установки оборотов шпинделя;
3.Ручка установки направления подач для нарезания правой или левой резьб;
4.Ручка установки величина подач (S) и шага (P) резьбы;
5.Ручка переключения ходового вала;
6.Маховик ручного продольного перемещения каретки станка;
7.Кнопка включения реечной шестерни;
8.Ручка включение продольной подачи суппорта;
9.Ручка включения гайки ходового винта;
10.Ручка ручного перемещения поперечных салазок каретки;
11.Ручка крепления резцедержателя;
13.Ручка фиксации пиноли задней бабки;
14.Маховик осевого перемещения пиноли задней бабки;
15.Трансформатор освещения;
16.Выключатель местного освещения;
17.Предохранительная колодка;
18.Магнитный пускатель;
19.Реверсивная кнопка включения станка;
20.Светильник;
21.Ручка фиксации задней бабки к направляющим;
22.Выключатель сети;
23. Защитный элемент
Защитный элемент
Передняя бабка токарного станка
Передняя бабка токарного станка расположена с левой стороны станины. Ее еще называют коробкой скоростей.
Вращение шпинделя коробки скоростей осуществляется с помощью электродвигателя. Через клиноременную передачу и систему зубчатых зацеплений. В передней бабки крепится патрон, на котором закрепляется обрабатываемая деталь.
Внутри коробки скоростей вращательное движение передается через вал 2 и цилиндрическую шестерню 3, расположенная на валу неподвижно, на вал 4, на котором сидят блок-шестерня 5 и неподвижная шестерня 12.
На валу 7 расположены подвижные блок-шестерни 8 и 11, которые перемещаются при помощи рукояток 1 и 2.
Блочная шестерня 8 находится в зацеплении с блоком 5 или зубчатым колесом 12, тем самым передавать крутящий момент на вал 7 и блочной шестерни 13, находящаяся на шпинделе.
Шпиндель токарного станка передает крутящий момент заготовке, которая крепиться в трехкулачковом патроне или планшайбе с поводком.
Коробка подач токарного станка
Коробка подач токарного станка получает вращательное движение от коробки скоростей с помощью гитары сменных зубчатых колес.
Механизм коробки подач позволяет нарезать метрическую резьбу с различным шагом.
Включение ходового винта или вала осуществляется с помощью рукоятки 5. При перемещении шестерни 9, она выйдет из зацепления с зубчатым колесом 10 и войдет в зацепление с муфтой 11, которая передает крутящий момент на ходовой валик. В конструкции исключается возможность одновременного включение ходового вал и винта.
Гитара токарного станка ТВ 4
Гитара токарного станка предназначена для передачи крутящего момента с шпинделя коробки скоростей на коробку подач. Гитара сменных зубчатых колес состоит из кронштейна 1, на котором расположены шестерни 2, 4, 7.
Передаточное отношение гитары токарного станка ТВ 4 составляет ¼.
Суппорт токарного станка ТВ 4
Суппорт токарного станка ТВ 4 предназначен для перемещения режущего инструмента. На суппорте расположены 4 каретки:
На суппорте расположены 4 каретки:
- 1-я каретка перемещается по направляющим станины;
- 2-я перемещается по поперечным направляющим каретки 1, поперечно перемещая режущий инструмент;
- 3-я поворачивается на 45 градусов от среднего положения в обе стороны;
- 4-я каретка, несущая резцедержатель и перемещается в продольном направлении по направляющим каретки 3.
Фартук токарного станка ТВ 4
Фартук токарного станка ТВ 4 осуществляет как механическую, так и ручную продольную подачу (S) суппорта при помощи ходового вала и продольную — ходовым винтом.
Вращением маховика 1 осуществляется ручная подача ходового вала, насаженного на вал 4, на котором расположена шестерня 11.Шестерня 11 входит в зацепление с зубчатым колесом 3, сидящий на валике с реечной шестерней 2.Шестерня 2 входит в зацепление с рейкой, которая жестко прикрепленная к станине.
Подача осуществляется ходовым винтом, путем поворота вниз ручки 7, соединяющей маточную гайку 8 и 9 с винтом.
Задняя бабка токарного станка
Задняя бабка токарного станка предназначена для поддержания с помощью центра второго конца заготовки.
Корпус задней баки расположен на основании 2, который перемещается по направляющим станины.
В корпусе расположен пиноль, перемещающийся в продольном направлении. Перемещение пиноли задней бабки осуществляется маховиком 4, вращающий винт 5. Чтобы пиноль при перемещении не проворачивался, она имеет шпоночное соединение, состоящие с винт-шпонки 7.
При помощи рукоятки 10 осуществляется зажим пиноли в корпусе задней бабки
Техническая характеристика токарно-винторезного станка по металлу ТВ 4
| Основные параметры | ТВ 4 |
|---|---|
| Наибольший диаметр изделия, мм | 200 |
Наибольший диаметр точения над нижней частью суппорта,мм | 125 |
Наибольший диаметр обрабатываемого прутка, мм | 15 |
| Расстояние между центрами,мм | 350 |
| Наибольшая длина обтачивания,мм | 300 |
| Пределы чисел оборотов шпинделя в минуту | 120-710 |
| Пределы продольных подач,мм/об | 0,08-0,012 |
| Нарезаемые резьбы: | |
| Метрическая шагом,мм | 0,8;1;1,25 |
| Диаметр отверстия в шпинделе,мм | 16 |
| Габариты станка | 1100х470х1020 |
| Вес станка,кг | 280 |
Нужна автотехника МАЗ? Автокраны, тягачи, строительная и комунальная техника заказывайте у официального дилера на http://www. ukreuromaz.com/.
ukreuromaz.com/.
Токарно-револьверный станок модели 1В340Ф30
Токарно-винторезный станок 163
Токарно-винторезный станок ТВ-320,ТВ-320П
Поделитесь информацией с друзьями в социальных сетях
6
из 6.
Оценок: 556.
Технические характеристики токарного станка ТВ 320, схемы
Когда стоит задача внутренней и наружной обработки металлических деталей или выточки конусов, токарный станок ТВ 320 – оптимальная машина. Этот винторезный агрегат способен вытачивать детали в скоростном режиме, совмещать разные операции. Система устроена так, что оператор может регулировать показатели подачи, не останавливая процесс.
Технические характеристики и возможности оборудования
По мнению специалистов, ТВ 320 отлично справляется с точностью и скоростью обработки заготовок, имеет большие технологические возможности. По точности его относят к классу «Н».
Базовые технические показатели
Параметры станка четко определены в его паспорте. Основные из них:
- Мощность основного двигателя – 2,8 кВт;
- Мощность охладительной помпы – 0,125 кВт;
- Шпиндель с 18 скоростями вращения;
- Пределы скорости шпинделя – от 36 до 2000 об/мин;
- 16 продольных и 16 поперечных подач;
- Шпиндельное отверстие диаметром 26 мм;
- Максимальная толщина заготовки – 25 мм;
- Обработка болванок длиной до 50 см;
- При заточке над станиной лимит диаметра – 32 см, над суппортом – 17 см;
Габаритные размеры станка составляют 1800*950*1250. Весит агрегат около 900 кг.
Возможности ТВ 320
Этот высокоточный винторезный станок разработан для проведения целого ряда сложных операций:
- Выточка (изнутри и снаружи)
- Нарезание различных резьб
- Конусообразная обработка
- Подрезка торцов
- Сверление
И это далеко не полный список, позволяющий полноправно назвать аппарат универсальным. Скоростной режим выточки позволяет минимизировать временные затраты.
Скоростной режим выточки позволяет минимизировать временные затраты.
Вдобавок, ТВ 320 снабдили удобным механизмом комбинированной работы. Менять режимы можно «на ходу». Еще одна практичная функция – возможность крепить резцы в передний или задний держатель на суппорте. Более того, их можно фиксировать в одно и то же время, а резцовая головка будет подвижной.
Конструктивные особенности станка
ТВ 320 изготовлен по классической схеме токарного винторезного аппарата. Однако есть в нем ряд серьезных конструктивных отличий от аналогов.
Стальные панельные радиаторы были изобретены в конце прошлого века. Этому способствовали новые разработки в технологии производства стальных листов, сварки, покраски. Потребители желали получить радиатор с более высокими характеристиками, нежели «чугунина». Стальные радиаторы начали отвоевывать свою нишу в сегменте отопительного оборудования.
Во-первых, это уже упомянутые выше система скоростной заточки и изменение подач без прерывания работы. Также к особенностям строения этой высокоточной машины относятся:
Также к особенностям строения этой высокоточной машины относятся:
- Установка одновременно двух резцов с изменением положения;
- Крепление на планшайбу патронов толщиной 120 и 150 мм;
- Наличие подшипников скольжения, ограничивающих трение;
- Автономная система подачи масла;
В конструкции также предусмотрены возможности экстра-комплектации.
Строение передней и задней бабки станка
Передняя бабка (она же шпиндельная) изготовлена из чугуна, цельнолитая. Сам шпиндель выглядит как полая изнутри трубка с конусообразной шейкой. На переднем плане находится регулятор скоростей, а сзади – механизм привода и реверсированного управления подачами. При этом переключении подачи не влияет на вращение шпинделя.
Передняя опора снабжена подшипником скольжения. В задней опоре находится радиально-упорный подшипник высокой точности. Кроме того, устройство имеет упорный подшипник. На него оказывает действие сила резки.
Два маленьких отверстия на стенке передней бабки служат для контроля за насосом масла. Если масло не показывается в «глазках», это говорит о нарушении работы насоса или засорении фильтра.
Если масло не показывается в «глазках», это говорит о нарушении работы насоса или засорении фильтра.
Предназначение задней бабки – создавать опору для центральной части, которая поджимает заготовку. Также для токарного станка ТВ320 задняя бабка – оправка для фиксации инструмента. Перемещение исключительно ручное. К станине бабку крепят посредством эксцентрикового механизма.
Чтобы затачивать конусы, устройство двигают в поперечном направлении. Поворот винта, работающего от маховика, приводит бабку в продольное движение. Внутреннюю пиноль держат два сухарика, связанных с регулирующей рукояткой.
Устройство суппорта
Суппорт фиксирует и подает режущий инструмент. Его конструкция такова:
- Каретка.
- Поворотный элемент.
- Верхние и поперечные салазки.
Каретку можно приводить в движение по направляющим профилям механикой или вручную. Перемещается она и продольно, и поперечно.
Верхние салазки управляются только от рукоятки.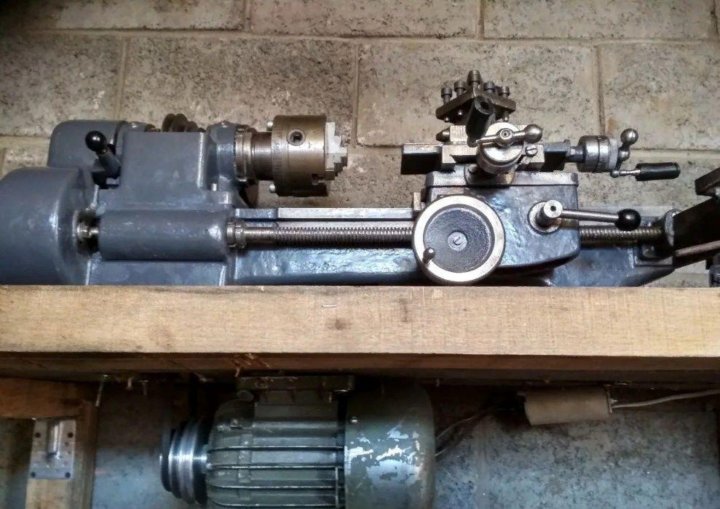 На поперечные салазки в специальные пазы можно монтировать дополнительный держатель резца. Два специальных упора служат регуляторами уровня движения поперечных салазок. Один контролирует величины, другой – серийную работу и резьбовую выточку.
На поперечные салазки в специальные пазы можно монтировать дополнительный держатель резца. Два специальных упора служат регуляторами уровня движения поперечных салазок. Один контролирует величины, другой – серийную работу и резьбовую выточку.
Поворотный механизм вращается в обоих направлениях от поперечных салазок. Когда нужное положение найдено, механизм крепят гайкой с болтами.
Фартук станка
Задача фартука – передавать вращение от винта хода и ходового валика на суппорт. Это приспособление размещено на передней стенке токарного агрегата. Механизм в суппорте предотвращает поломку в случае, если винт и валик включаются одновременно.
Фартук обеспечен автоматикой для выключения при перегрузке. Такое может произойти при повышении силы резки или если «заел» инструмент. В этих ситуациях подключается система «падающий червяк» и останавливает фартук.
Устройство коробки скоростей
Работа коробки скоростей винторезного станка заключается в передаче оборотов от основного электромотора на узел шпинделя. Вращается шпиндель на 9 разных скоростях, благодаря конструкции коробки (два блока шестерен, три вала).
Вращается шпиндель на 9 разных скоростях, благодаря конструкции коробки (два блока шестерен, три вала).
Если немного «отпустить» фиксирующие болты, коробка сможет двигаться. Передвигая ее по пазам, можно натягивать или ослаблять ремни, это и меняет обороты шпинделя.
В подшипниках опор валов есть зазоры, которые можно увеличить или уменьшить гайками и винтами. Величина этих зазоров влияет на то, как коробка выдержит нагрузки.
Базовая оснастка ТВ 320 направлена на вытачивание метрических резьб. Чтобы резать остальные виды, необходимы еще шестерни. Какие именно – указано в таблице на крышке гитары.
Кинематическая и электрическая схемы
Подробная кинематическая схема станка ТВ 320 представлена ниже.
А теперь рассмотрим, как в агрегате устроена электрика.
Электрическая схема:
Схема органов управления
Инструкция к эксплуатации
ТВ 320 токари характеризуют, как весьма надежный аппарат. Тем не менее, некорректная эксплуатация может привести к сбоям и даже поломке любого оборудования.
Перед тем, как приступить к работе, обязательно изучите паспорт станка! В сопроводительной документации есть полная информация относительно:
- Назначения агрегата.
- Технических параметров.
- Величин нарезаемых резьб по видам.
Там же имеются подробные схемы всех узлов и механизмов управления.
Техника безопасности
Работа токаря всегда связана с повышенным риском. Опасность связана с очень быстрым вращением заготовок, с летящей металлической стружкой, с высоким напряжением. Поэтому оператор должен предварительно пройти полный инструктаж.
Требования предъявляются и к одежде токаря, и к его самочувствию.
Допускается работать только на полностью исправном оборудовании. Перед запуском проверяется заземление, защитные щитки, система отведения стружки, отсутствие сторонних предметов.
В процессе работы токарь должен контролировать надежность фиксации заготовок, отвод стружки, слив жидкости, отсутствие разбрызгивание масла.
Категорически запрещено облокачиваться об аппарат и отходить от него в процессе работы!
ТВ-6М Станок токарно-винторезный учебный. Схемы, описание, характеристики
Сведения о производителе учебного токарно-винторезного станка ТВ-6М
Производителем станка ТВ-6М являлся Дубненский литейно-механический завод «Октябрь» — г. Дубно Ровенской области на Украине.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- НС-16 — станок сверлильный настольный Ø 16
- НГФ-110Ш3 — станок фрезерный небольшой мощности 0,6кВт, размер стола 100х400 мм
- НГФ-110Ш4 — станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- СНВШ — станок сверлильный настольный Ø 16
- СНВШ-2 — станок сверлильный настольный Ø 16
- ТВ-4 — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
- ТВ-6 — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
- ТВ-6М — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно
- ТВ-7 — станок токарно-винторезный учебный Ø 220, РМЦ 330 мм
- ТВ-7М — станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 — станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 — станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
ТВ-6М (ТВ6М) станок токарно-винторезный учебный.
 Назначение, область применения
Назначение, область применения
Школьный токарно-винторезный станок ТВ-6М является заменил модель ТВ-4. (Смотрите статью Школьные токарные станки) и был заменен на более совершенную модель ТВ-7.
Станок ТВ-6М является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Принцип работы и особенности конструкции станка
ТВ-6М
Учебный токарно-винторезный станк ТВ-6М, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок ТВ-6М имеет 6 скоростей шпинделя за счет переключения шестерен в коробке передней бабки, 3 скорости подач суппорта, может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
Конец шпинделя станка ТВ-6М имеет резьбу М36х4, поэтому для установки токарного или поводкового патрона на шпиндель необходим промежуточный фланец (его называют, также, план-шайба) (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-6М — Ø100 мм.
Привод станка ТВ-6М осуществляется от асинхронного электродвигателя ~380В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя через шестерни движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей. Ходовой винт включается при нарезании резьб. Скорость и направление вращения ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его), ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи и направление задается рукоятками на передней стенке коробки подач.
Скорость и направление вращения ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его), ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи и направление задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-6М не предусмотрено.
Смазка коробки скоростей — разбрыгиванием шестернями масла из масляная ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Станок ТВ-6М позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Габаритные размеры рабочего пространства станка ТВ-6М
Габаритные размеры рабочего пространства станка ТВ-6М
Общий вид токарно-винторезного станка ТВ-6М
Фото токарно-винторезного станка ТВ-6М
Расположение органов управления токарно-винторезным станком ТВ-6М
Расположение органов управления токарным станком ТВ-6М
Спецификация органов управления токарно-винторезного станка ТВ-6М
- Рукоятки установки частоты вращения шпинделя
- Рукоятки установки частоты вращения шпинделя
- Рукоятка установки нарезания правой и левой резьбы и изменения направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка переключения ходового валик
- Кнопки включения, реверсирования и остановки станка
- Ограждение к патрону
- Защитный экран
- Рукоятка зажима резцовой головки
- Светильник местного освещения К-1М
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка перемещения верхних (резцовых) салазок
- Рукоятка зажима пиноли задней бабки
- Рукоятка крепления задней бабки к направляющим станины
- Маховик перемещения пиноли задней бабки
- Кнопка включения и выключения реечной шестерни
- Маховик ручного перемещения продольной каретки
- Рукоятка включения гайки ходового винта
- Рукоятка включения предельной механической подачи
- Ограждение щитка для ходового винта и вала
- Трансформатор ОСЗР-0,063-83УХЛ3 ТУ 16-671.
 041-84
041-84
Схема кинематическая токарно-винторезного станка ТВ-6М
Кинематическая схема токарно-винторезного станка ТВ-6М
Конструкция токарно-винторезного станка ТВ-6М
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, гитара, фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Передняя тумба
Передняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях.
Приводной электродвигатель установлен на задней стороне тумбы, на передней — реверсивная кнопка включения и выключения электродвигателя.
Задняя тумба
Задняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях. В задней тумбе смонтирован щиток с электрооборудованием станка.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
Передняя бабка токарно-винторезного станка ТВ-6М
Чертеж коробки скоростей токарного станка ТВ-6М
Чертеж коробки скоростей токарного станка ТВ-6М
Фото коробки скоростей токарного станка ТВ-6М
Передняя бабка крепится в левой части станины. Установка коробки скоростей по линии центров в горизонтальной плоскости осуществляется двумя установочными винтами с гайками.
Движение коробки скоростей передается от индивидуального электродвигателя через клиноременную передачу на шкив. Передняя бабка служит для поддержания обрабатываемой детали и сообщения ей вращательного движения. В станке типа ТВ-6М передняя бабка является и коробкой скоростей, поэтому в дальнейшем будет применяться этот термин.
Внутри коробки движение передается через вал 2 и шестерню 3, сидящую на валу неподвижно, на вал 4, на котором сидят неподвижные шестерня 12 и блок-шестерня 5; шестерня 6 участвует только в работе трензеля.
На валу 7 находятся блочные шестерни 8 и 11, которые перемещаются на валу по шпонке при помощи рукояток 1 и 2 (рис.1). Рукоятка 1 имеет три положения, получаемые поворотом вправо и влево. Рукоятка 2 имеет два положения.
Тройная блочная шестерня 8 имеет возможность находиться в постоянном зацеплении с блоком 5 или шестерней 12 и тем самым передавать движение валу 7 и блочной шестерне 13, находящейся непосредственно на шпинделе станка 14.
Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, которые накручиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр.
В коробке скоростей смонтировано устройство, позволяющее изменять направление вращения ходового винта и ходового валика, т. е. изменять направление перемещения суппорта. Это производится перемещением шестерни 15 в левое и правое крайнее положение рукояткой 3 (рис.1).
е. изменять направление перемещения суппорта. Это производится перемещением шестерни 15 в левое и правое крайнее положение рукояткой 3 (рис.1).
При левой крайнем положении рукоятки шестерня 15 получит прямое вращение непосредственно от блока шестерни 16, расположенного на шпинделе. При правом крайнем положении рукоятки шестерня 15 получит обратное вращение за счет зацепления с паразитной шестерней 6, которая в спою очередь получает вращение от второй ступени блока шестерен 16.
Вращение вала 17 передается шестерне 18, которая находится в постоянном зацеплении с шестернями передаточного механизма и далее с механизмом коробки передач.
При среднем нейтральном положении рукоятки и шестерни 15 вращение от шпинделя не будет передаваться коробке подач, т.е. ни ходовой винт, ни ходовой валик вращаться не будут.
Шпиндель передней бабки получает от приемного шкива шесть чисел оборотов. Таблица с указанием чисел оборотов шпинделя в минуту в зависимости от положения рукояток размешается на верхней крышке коробки подач.
Передняя шейка шпинделя вращается в двух упорно-радиальных подшипниках, а задняя — в радиальном подшипнике. Для регулирования осевого натяжения на шпинделе установлены две гайки.
Для фиксации осевого перемещения валиков на передней крышке коробки скоростей установлены регулировочные винты 10. На передней стороне коробки скоростей имеется указатель уровня масла, на задней стенке — пробка для слива масла 22.
Гитара (передаточный механизм) токарно-винторезного станка ТВ-6М
Гитара (передаточный механизм) токарного станка ТВ-6М
Гитара (передаточный механизм) токарного станка ТВ-6М
Передаточный механизм служит для передачи вращения от шпинделя коробки скоростей к коробке подач. Механизм состоит из кронштейна, на котором смонтированы шестерни. Передаточный механизм характеризуется передаточным отношением, и для станка ТВ-6М оно составляет:
i = 24/60 * 40/64 = 1/4
Для этого станка такое передаточное отношение постоянно, так как сменные шестерни к станку не прилагаются.
Коробка подач токарного станка ТВ-6М
Коробка подач токарного станка ТВ-6М
Коробка подач токарного станка ТВ-6М
Коробка подач получает движение от коробки скоростей через шестерни передаточного механизма (гитару).
Механизм коробки подач дает возможность получить метрическую резьбу с шагом 0,8; 1,0; 1,25, а при установке сменных шестерен гитары — 1,5; 2,0 и продольную подачу суппорта в пределах 0,08; 0,1; 0,12 мм. на один оборот шпинделя.
Необходимые резьбы в подаче устанавливаются путем поворота рукоятки, расположенной на передней крышке коробки подач. Включение ходового валика осуществляется поворотом рукоятки 5 (рис.1). В положении, указанном на рис.5 осуществляется вращение ходового винта. При перемещении шестерни 9 вправо она выйдет из зацепления с шестерней 10 и войдет в зацепление с муфтой 11, которая передает вращение на ходовой валик.
Таким образом, в конструкции коробки подач исключается возможность одновременного вращения ходового винта и ходового валика.
Изменение направления вращения ходового валика производится поворотом рукоятки
Для смазки механизма коробки подач в верхней ее части имеется корыто для заливки масла. Масло на шестерни и трущиеся поверхности подается фитилями.
В работе ходовой винт не должен иметь осевого перемещения.
Для выборки люфта нужно подтянуть две круглые гайки.
Суппорт токарно-винторезного станка ТВ-6М
Суппорт токарно-винторезного станка ТВ-6М
Суппорт предназначен для закрепления и перемещения резца, он имеет четыре салазки.
Салазка 1 перемещается в продольном направлении по направляющим станины.
Салазка 2 перемещается по поперечным направляющим салазки 1 и служит для поперечного перемещения резца.
Салазка 4, несущая четырехпозиционную резцовую головку, имеет только продольное перемещение по направляющим салазки 3, которая имеет возможность поворачиваться на 40° от среднего положения в ту или иную сторону.
Поперечное перемещение салазки 2 по направляющим нижней салазки 1 производится винтом 6 и гайкой 5.
Винт 6 приводится во вращение от руки рукояткой 12.
Сверху салазка 2 имеет углубление, куда входит выступ новоротной части верхнего суппорта; для закрепления поворотной части имеются 2 болта, головки которых входят в Т-образный паз салазки 2.
Верхнюю салазку 4 суппорта можно перемещать по направляющим вручную, рукояткой 7, которая вращает винт 8. Направляющие станины, салазок и клиньев от продолжительной работы изнашиваются настолько, что между ними может появиться зазор.
В результате резец будет вибрировать, и снизится точность работы станка. Для устранения вибрации нужно отрегулировать прижимные планки 10 салазки 1 винтами 11.
Регулировка клиньев производится винтами, расположенными в торцах салазки 2 и салазки 4 суппорта.
Резцедержатель закрепляется на салазке 4 болтом 13 и рукояткой 14. При отворачивании рукоятки резцедержатель отжимается вверх от верхней салазки.
Для фиксации положения резцедержателя на салазке 4 имеется опорный штифт.
В резцедержателе можно закреплять одновременно до четырех резцов. Резцы крепятся болтами 15.
Резцы крепятся болтами 15.
Фартук токарно-винторезного станка ТВ-6М
Фартук токарно-винторезного станка ТВ-6М
С помощью фартука можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
Ручная подача осуществляется вращением маховика 1, насаженного на вал-шестерню 4, входящего в зацепление с шестерней 3, сидящей на валике реечной шестерни 2.
Последняя входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика 10 осуществляется червяком 5, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передастся па реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
Механическая подача от ходового винта осуществляется поворотом вниз рукоятки 7, соединяющей разъемную маточную гайку 8—9 с ходовым винтом.
Реечную шестерню 2 при нарезании резьбы надо обязательно выводить из зацепления с рейкой движением рукоятки 12 на себя.
При механической подаче от ходового валика и при ручной подаче суппорта с помощью маховичка 1 реечную шестерню вводят обязательно в зацепление с зубчатой рейкой движением рукоятки 12 от себя.
В конструкции фартука предусмотрена блокировка, не позволяющая одновременно включать механическую подачу от ходового валика и маточную гайку.
Задняя бабка токарно-винторезного станка ТВ-6М
Задняя бабка токарно-винторезного станка ТВ-6М
Составные части задней бабки токарно-винторезного станка ТВ-6М
Задняя бабка служит для поддержания второго конца обрабатываемой детали. Корпус бабки 1 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно перемещается пиноль 3.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
Для удобства вращения на маховике закреплена рукоятка 6.
Чтобы пиноль при вращении маховичка не поворачивалась, она имеет шпоночную канавку, в которую входит винт-шпонка 7. Рукоятка 8 служит для зажима пиноли в корпусе бабки. Оси шпинделя и пиноли задней бабки должны совпадать.
Схема электрическая токарно-винторезного станка ТВ-6М
Электрическая схема токарно-винторезного станка ТВ-6М
Читайте также: Школьные токарные станки
Видео токарно-винторезного станка тв6м
Технические характеристики станка ТВ-6М
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-6М | ТВ-7 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности | Н | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 | |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | |||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 10 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | 78 | |
| Шпиндель | ||||
| Резьбовой конец шпинделя, мм | М36 х 4 | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 100 | 100 | 130 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | ||
| Наибольший диаметр прутка, мм | 15 | 12 | ||
| Конус Морзе шпинделя | №2 | №3 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 180, 250, 355, 500, 710, 1000 | 60. .1000 .1000 |
| Торможение шпинделя | нет | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет | нет |
| Суппорт. Подачи | ||||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 50 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±40° | ±45° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Задняя бабка | ||||
| Конус Морзе задней бабки | №2 | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 | 65 |
| Наибольшее поперечное смещение задней бабки, мм | ±5 | |||
| Электрооборудование | ||||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 | 1,1 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 1100 | 1100 х 470 х 1020 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 280 | 400 |
- Токарно-винторезный станок ТВ-6М. Паспорт и руководство по уходу и обслуживанию, 1992
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Локтева С.Е. Станки с программным управлением, 1986
- Модзелевский А. А., и др. Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
17 типов токарных станков и что с ними делать? (с иллюстрациями)
Токарные станки используются для обработки различных заготовок. Они удаляют припуск с поверхности заготовки, чтобы получить желаемую форму и размер. Их можно использовать в нескольких областях, таких как металлообработка, токарная обработка дерева, обработка стекла, термическое напыление и прядение металлов 1 .
Некоторые токарные станки могут выполнять несколько операций, включая накатку, резку, сверление и шлифование. Токарные станки также различаются по конструкции, дизайну и использованию. К наиболее важным частям токарного станка относятся ходовой винт, станина, шпиндель, направляющие, первичный двигатель, передняя бабка, система трансмиссии, патрон и другие.
Тип станка, который вам нужен, зависит от ваших потребностей и материала, которому вы хотите придать форму. Они доступны в различных размерах и формах. Каждый тип токарного станка имеет определенные области применения и различные характеристики.
Эта статья предлагает обзор различных типов токарных станков, их свойств и областей применения.
17 типов токарных станков
1.
Револьверные станки
Посмотреть этот пост в Instagram
Пост, опубликованный MachineTools.com (@machinetools)
Револьверные токарные станки, также называемые токарными станками, используются для изготовления дублированных деталей большого объема. Эти токарные станки используются для выполнения различных операций, таких как развертывание, токарная обработка, торцовка и расточка. Они имеют шестигранную револьверную головку, установленную на седле, кроме задней бабки.
На токарно-револьверных станках можно закрепить несколько инструментов для выполнения нескольких операций над заготовкой. После каждой операции вы должны вращать револьверную головку, что приводит к массовому производству сменных секций на одном станке. Токарно-револьверные станки лучше всего подходят, когда вы хотите выполнять последовательные операции над вашей деталью.
Использование одного станка для разных операций поможет вам сэкономить время и свести к минимуму количество ошибок. Они эффективно работают при массовом производстве больших количеств деталей 2 , а также являются усовершенствованным типом токарных станков.
Токарные станки с револьверной головкой оснащены тремя стойками для инструментов, которые требуют большей площади пола по сравнению с другими типами токарных станков. Они идеально подходят для больших объемов работ, и самое главное, они просты в эксплуатации по сравнению с другими токарными станками.
2. Скоростной токарный станок
Посмотреть этот пост в Instagram
Сообщение, которым поделился Клейтон Миллер (@mxpimp47)
Скоростные токарные станки также называются токарными станками по дереву. Как следует из названия, эти машины работают на высокой скорости. Они оснащены высокоскоростным шпинделем, используемым для изготовления таких предметов, как миски, бейсбольные биты и различные детали мебели.
Они оснащены высокоскоростным шпинделем, используемым для изготовления таких предметов, как миски, бейсбольные биты и различные детали мебели.
Станок проще большинства других токарных станков. Он имеет револьверную головку, заднюю и переднюю бабки. Токарный станок не имеет механизма подачи; таким образом, вы должны управлять подачей вручную. Скорость машины колеблется от 1200 до 3600 оборотов в минуту. 3
Скоростной токарный станок прост и удобен в эксплуатации, поскольку у него нет подающего стержня, редуктора, каретки или ходового винта. В отличие от большинства других станков, точность, которую вы получаете при использовании этих токарных станков, меньше, потому что они управляются вручную.
Токарные станки требуют большого мастерства и твердой руки, чтобы получить четкие контуры и плавные изгибы на заготовке. Некоторые из работ, которые вы можете выполнять на скоростных токарных станках, включают полировку, токарную обработку дерева, вращение металла и центрирование.
3. Токарные станки с двигателем
Посмотреть этот пост в Instagram
Пост, опубликованный MachineTools.com (@machinetools)
Эти токарные станки в основном использовались в паровых двигателях в 20-м и 19-м веках. Однако современные токарные станки с двигателями приводятся в действие отдельными моторными приводами. Они подходят для производственных операций различных металлов. Вы можете использовать станки для выполнения различных операций, таких как накатка, токарная обработка, торцевание, нарезание канавок и нарезание резьбы.
Токарные станки с двигателем имеют станину, переднюю бабку, седло и заднюю бабку. У них есть подвижные задние бабки, используемые для поддержки операций накатки. Они также имеют жесткую бабку. На этих станках вы можете подавать режущий инструмент как в продольном, так и в поперечном направлениях с помощью механизмов подачи. Токарные станки используются в промышленности из-за наличия операций большой и малой мощности. Они доступны в широком диапазоне размеров до шестидесяти футов.
Токарные станки используются в промышленности из-за наличия операций большой и малой мощности. Они доступны в широком диапазоне размеров до шестидесяти футов.
Все основные детали, такие как каретка, передняя бабка, поперечный салазок, подающий стержень, составная опора и задняя бабка, устанавливаются на токарный станок. Задняя и передняя бабки установлены в продольном направлении. Как и у скоростного станка, передняя бабка моторного станка оснащена шпинделем с несколькими передаточными числами в редукторе.
Поперечные салазки и составные упоры размещаются на каретке для обеспечения углового, поперечного или поперечного перемещения. Подающий стержень передает линейный момент каретке в продольном направлении машины. Также имеется ходовой винт для нарезания резьбы на заготовке.
4. Токарный станок с ЧПУ
Посмотреть этот пост в Instagram
Пост, опубликованный Haas Factory Outlet Champions (@hfo_champions)
CNC расшифровывается как числовое программное управление. Токарные станки с ЧПУ обеспечивают высокую точность за короткое время. Станки спроектированы с использованием компонентов, аналогичных ручным токарным станкам. Эти компоненты включают в себя патрон, шпиндель, центры, револьверную головку, переднюю бабку и заднюю бабку.
Токарные станки с ЧПУ обеспечивают высокую точность за короткое время. Станки спроектированы с использованием компонентов, аналогичных ручным токарным станкам. Эти компоненты включают в себя патрон, шпиндель, центры, револьверную головку, переднюю бабку и заднюю бабку.
Токарные станки с ЧПУ имеют панель управления ЧПУ, которой нет на других станках. Панели управления предлагают ввод инструкций и запуск программ. Вы можете использовать токарные станки для автомобильной, аэрокосмической и других целей. Это самые известные токарные станки из-за их высокой скорости работы и точности.
Станки более совершенны, поскольку они используют компьютерное программирование для управления токарным инструментом. 4 Когда вы загружаете программы на компьютер, он соответственно запускается с высокой скоростью и точностью. Даже с небольшими навыками вы сможете управлять этой машиной после первоначальной настройки.
Токарные станки с ЧПУ, как токарные и револьверные станки, используются для массового производства. Однако шпиль и башня не имеют систем программирования подачи. Токарные станки с ЧПУ имеют компоненты с высокой точностью допусков на размеры.
Однако шпиль и башня не имеют систем программирования подачи. Токарные станки с ЧПУ имеют компоненты с высокой точностью допусков на размеры.
5. Автоматический токарный станок
Посмотреть этот пост в Instagram
Пост, опубликованный Кристианом Лассом | Часовщик (@christian_lass)
Как следует из названия, эти токарные станки работают автоматически. В отличие от стандартных токарных станков, автоматические наиболее подходят для массового производства. Они оснащены механизмом, позволяющим автоматизировать работу. Вам не нужно вручную менять инструмент благодаря функции автоматизации.
Наиболее значительным преимуществом использования токарных автоматов является то, что один человек может управлять четырьмя-пятью станками одновременно. Это высокоскоростные и тяжелые токарные станки.
6. Токарные станки для инструментальных цехов
Посмотреть этот пост в Instagram
Пост, опубликованный Liberty Machinery (@libertymachinery)
Токарные станки для инструментальных цехов используются, когда требуется высокая точность обработки детали. Вы можете использовать их для сверления, токарной обработки, развертывания, шлифования и растачивания. Токарные станки подходят для высокоточных инструментов и других работ, требующих высокой точности.
Редуктор крепится к передней бабке для обеспечения различных передаточных чисел от низкой скорости до высокой скорости. Это дает вам несколько вариантов скорости, от низкой до высокой скорости. Станки работают на скоростях до 2500 об/мин 5 .
У них те же детали, что и у машинных станков, но токарные станки инструментального цеха изготовлены с высокой точностью и расположены в правильной последовательности для обеспечения высокой точности.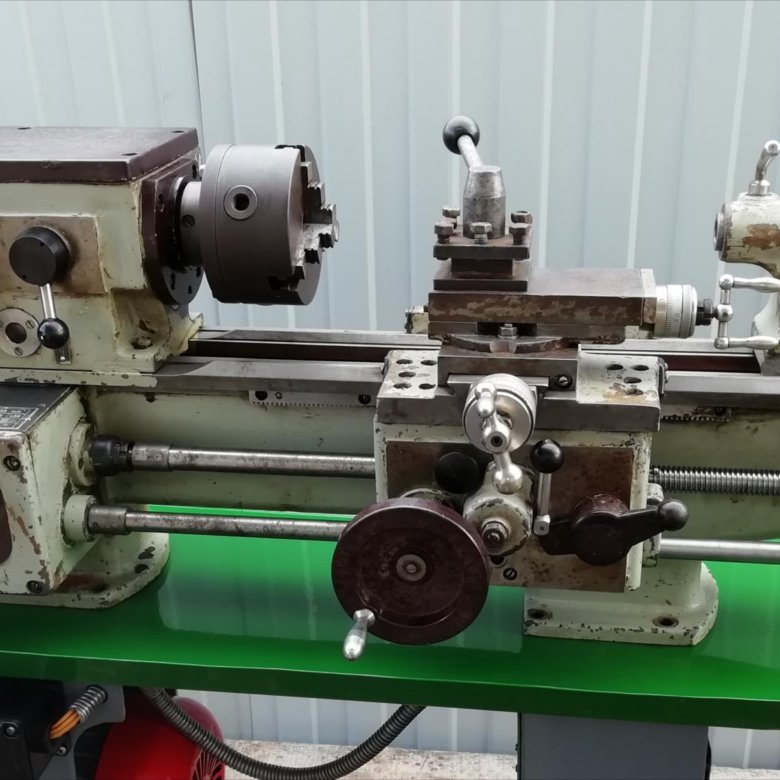 Некоторые из продуктов, которые вы можете использовать с токарным станком, включают прецизионные инструменты, металлические штампы, приспособления и приспособления.
Некоторые из продуктов, которые вы можете использовать с токарным станком, включают прецизионные инструменты, металлические штампы, приспособления и приспособления.
7. Настольный токарный станок
Посмотреть этот пост в Instagram
Пост, опубликованный Hoston Machine Tools (@hoston_industrial)
Это небольшие токарные станки, установленные на столе. Они используются для работ, не требующих высокой точности. Эти токарные станки имеют те же компоненты, что и двигатель и скоростной токарный станок.
Токарные станки специального назначения
Эти станки используются для выполнения определенных функций, которые невозможно выполнить на других токарных или стандартных станках. Они больше подходят для тяжелого производства одинаковых секций. К станкам специального назначения относятся многошпиндельные, вертикальные, колесные, производственные и дублирующие станки.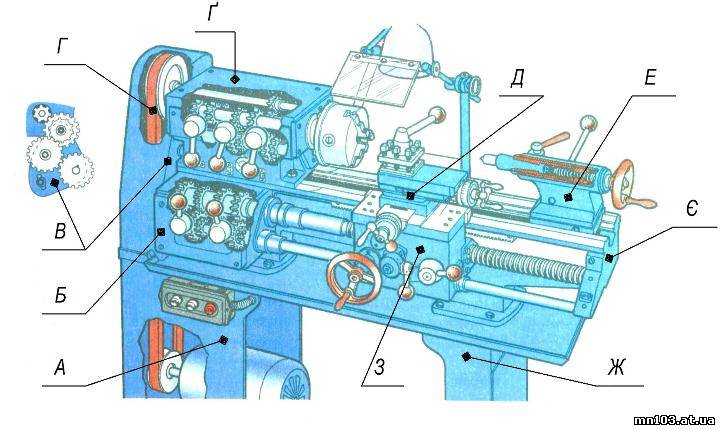
Токарные станки используются для обработки цапф и рельсовых стержней. Они крутят нити на колесах паровоза. Токарные станки применяются при обработке роторов реактивных двигателей. Станина токарного станка и ось шпинделя передней бабки обычно расположены под прямым углом. Вот некоторые из станков специального назначения:
8. Колесные станки
Посмотреть этот пост в Instagram
Пост, опубликованный MachineTools.com (@machinetools)
Крупногабаритные токарные станки специального назначения, предназначенные для токарной обработки усталостных и цельнолитых колес, мостовых колес, а также резьбы изношенных колес локомотивов. Машина превращает их в правильный профиль, удаляя все нежелательные формы и пятна.
9. Ювелиры настольного типа
instagram.com/p/CJyBUTXjRNK/?utm_source=ig_embed&utm_campaign=loading» data-instgrm-version=»14″>
Посмотреть этот пост в Instagram
Пост, которым поделился Jewelry Benmayor – Technoflux (@jewelry.benmayor)

Это самые маленькие из стандартных токарных станков, созданные специально для обработки мелких деталей с более высокой точностью. Токарный станок оснащен подающим винтом, патроном и другими элементами. Подачи и элементы управления калибруются с небольшими приращениями, что обеспечивает более высокую точность детали.
10. Токарные станки для коленчатых валов
Посмотреть этот пост в Instagram
Пост, опубликованный MachineTools.com (@machinetools)
Эти токарные станки имеют такие приспособления, как нарезание резьбы, конусное точение и другие. Станок в основном используется для токарной обработки длинных деталей, таких как валы двигателей, коленчатые валы воздушных компрессоров, турбины и т. д.
Станок в основном используется для токарной обработки длинных деталей, таких как валы двигателей, коленчатые валы воздушных компрессоров, турбины и т. д.
11. Вертикальные токарные станки
Посмотреть этот пост в Instagram
Пост, опубликованный Castek Srl (@casteksrl)
Эти токарные станки используются для таких задач, как большие заготовки зубчатых колес, плотные и тяжелые маховики и другие. Они такие же, как горизонтальные токарные станки. Из-за нехватки места вы можете использовать вертикальные станки вместо горизонтальных.
Вертикальные токарные станки также более предпочтительны для растачивания и токарной обработки тяжелых и крупных вращающихся деталей, которые не могут поддерживаться другими типами токарных станков. Станок имеет плотное тяжелое основание в нижней части, на котором закреплена лицевая пластина, удерживающая заготовку.
12. Прецизионные токарные станки
Посмотреть этот пост в Instagram
Пост, опубликованный MachineTools.com (@machinetools)
Прецизионные токарные станки — это машины, работающие с точностью до 0,002 миллиметра. Он работает лучше, чем шлифовальный станок, благодаря высокой точности размеров.
13. Токарно-карусельный станок
Посмотреть этот пост в Instagram
Пост, опубликованный Blachmix Machinery (@blachmixmachinery)
Это токарный станок с кареткой, приводимой в движение отдельным двигателем с независимым главным шпинделем. Задняя бабка обычно не указывается и используется в основном для обработки торцов больших цилиндрических изделий.
14. Фронтальный токарный станок
Посмотреть этот пост в Instagram
Пост, опубликованный l’industriale (@industriale.it)
Фронтальные токарные станки имеют две каретки, по одной на каждом конце. Две головки позволяют машине работать на двух работах одновременно. Токарный станок подходит для небольших задач.
15. Производственный токарный станок
Посмотреть этот пост в Instagram
Пост, опубликованный Гийомом Бриссоном (@giyom_brisson)
Производственные токарные станки имеют станину, наклоненную к заднему концу. Эта функция гарантирует, что машина полностью и быстро удаляет стружку, экономя время на тяжелой работе. Он предназначен для массового производства цилиндрических деталей и повышает скорость производства. Однако использовать его для ремонтных работ нельзя.
Он предназначен для массового производства цилиндрических деталей и повышает скорость производства. Однако использовать его для ремонтных работ нельзя.
16. Двойной токарный станок
Посмотреть этот пост в Instagram
Пост, которым поделился Ихсан Мухтаром (@ihsan.muhtarom)
Токарный станок-дубликат оснащен копировальным устройством, соединенным с кареткой. Трассировщик перемещает шаблон и направляет каретку. Он подходит для массового производства аналогичных деталей, при этом ранее изготовленная деталь служит образцом.
17. Токарно-винторезный станок
Посмотреть этот пост в Instagram
Пост, опубликованный Toolz 4 You (@toolz4youltd)
Станок используется для нарезки винтов и работает через кулачки и кулачковые пластины. Он помогает в массовом производстве деталей с резьбой и в основном используется для прецизионных резьбовых работ.
Он помогает в массовом производстве деталей с резьбой и в основном используется для прецизионных резьбовых работ.
Заключение
Токарные станки — это машины, которые помогают формировать различные заготовки. Тем не менее, они не имеют универсального дизайна. Существуют разные типы, и тот, который вам нужен, зависит от материала, с которым вы работаете, и ваших конкретных требований. Учитывая более автоматизированные токарные станки с ЧПУ, ручные токарные станки и специальные токарные станки, у вас есть много вариантов на выбор.
Проверив различные функции и ожидаемые результаты, вы сможете определить, что лучше всего подходит для вашей работы. Например, вы можете выбрать токарно-револьверный станок для массового производства или инструментальный цех, чтобы получить точные результаты.
Источники
- ТИПЫ ТОКАРНЫХ СТАНКОВ [ПОЛНОЕ РУКОВОДСТВО]
- Типы токарных станков
- Различные типы токарных станков и их классификация
- Различные типы токарных станков (полный список)
- : определение, введение, детали, типы, операции и технические характеристики
- Что такое токарный станок? — определение, типы и операции
- Токарный станок с коленчатым валом
Токарный станок
Изображение. Токарный станок с ЧПУ
Токарный станок с ЧПУ
- 2.1 8. Колесные токарные станки
- 2,2 9. Ювелиры типа скамейки
- 2.3 10. Коленчатые латы
- 2.4 11. Vertical Lathe Machines
2
29261 29261 29261 2 9026 2
2926 2
2
2
2
2
2
. Facing Lathe
Lathe Joshi (2016) — IMDb
- Cast & crew
- User reviews
IMDbPro
- 20162016
- 1h 44m
IMDb RATING
8. 3/10
3/10
138
YOUR RATING
Play trailer1:57
1 Video
4 Фотографии
Джоши, известный как Токарный Джоши за его квалифицированную работу на токарном станке, остался без работы, когда владелец мастерской был вынужден закрыть бизнес из-за достижений в области автоматизации. Джоши, известный как Токарный Джоши за его квалифицированную работу. работа на токарном станке, остается без работы, когда владелец мастерской вынужден закрыть бизнес из-за достижений в области автоматизации. Джоши, известный как Токарный Джоши за его квалифицированную работу на токарном станке, остается без работы, когда владелец мастерская должна закрыть бизнес из-за достижений в области автоматизации.
IMDb RATING
8.3/10
138
YOUR RATING
- Director
- Mangesh Joshi
- Writer
- Mangesh Joshi
- Stars
- Chittaranjan Giri
- Ashwini Giri
- Seva Chouhan
- Режиссер
- Мангеш Джоши
- Сценарист
- Мангеш Джоши
- Звезды
- Ashwini Giri
- Seva Chouhan
Читирджан
- 2User reviews
- 5Critic reviews
- Awards
- 4 wins & 3 nominations
Видео1
Трейлер 1:57
Смотреть Lathe Joshi (2016) Трейлер
Фото
Лучшие актеры
Читтаранджан Гири
- Lathe Joshi
Ashwini Giri
Seva Chouhan
- Mother
Om Bhutkar
Gouri Konge
- Parlour Lady
- Director
- Mangesh Joshi
- Writer
- Mangesh Joshi
- Все актеры и съемочная группа
- Производство, кассовые сборы и многое другое на IMDbPro
Еще нравится это
Вихир
Бхонга
Anandi Gopal
Malayankunju
Naal
99
Dithee
Gargi
Darlings
Dhuin
Nna, Thaan Case Kodu
Highway Ek Selfie Aarpar
Storyline
User reviews2
Review
Featured обзор
8/
10
Кино УСТАРЕЛО так же, как наша жизнь и мысли, и вот КИНЕМАТИЧЕСКОЕ ОБНОВЛЕНИЕ.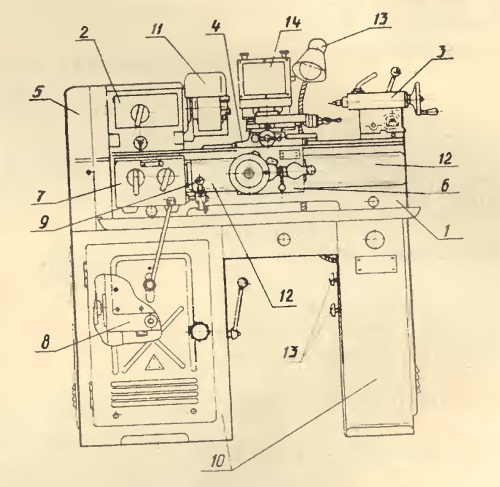
Токарный станок Джоши (2018)
Краткий обзор —
Кино УСТАРЕЛО так же, как наша жизнь и мысли, и вот КИНЕМАТИЧЕСКОЕ ОБНОВЛЕНИЕ. Токарный станок Джоши может оказывать разное влияние на людей разного возраста, особенно на пожилых и зрелых людей. Я молодой парень, но через этот фильм я чувствовал грядущие дни, так что он тоже произвел на меня другое впечатление. Наша постоянная аудитория, которая довольна обычными фильмами, должна смотреть на это как на возможность обновить свой киновкус. И для кинематографистов это также показывает, как обновить мейнстримное кинопроизводство в новых качественных терминах. Фильм рассказывает о мистере Джоши, известном своей умелой работой на токарном станке, который остался без работы после того, как его заменил автомобиль. Не только на рабочем поприще, но и в реальной жизни он устарел для своей жены и сына, которых привлекает модернизация. Наконец он осознает неизбежную истину жизни, которая идет по пути величайшей философии любой человеческой жизни. Как и другие популярные фильмы, Lathe Joshi не предлагает слишком много драмы или каких-либо других кинематографических развлекательных элементов, но повествование здесь никогда не теряет своей власти над контекстом. Когда дело доходит до реалистичных пропорций, впечатление от просмотра становится еще лучше. Возможно, немного фракторов USP можно было бы добавить в средней части, когда это станет предсказуемым. Тем не менее, у него достаточно сцепления, и, кроме того, качество остается неизменным, что не позволяет вам уйти с какими-либо дальнейшими жалобами. Есть четыре главных героя, и каждый отдает должное своему персонажу. Искусственной фоновой музыки меньше, и это сделано намеренно, потому что в ней больше реальных шумов. Кинематография первоклассная и высокоэффективная, только по этим кадрам можно узнать о мастерстве. Я никогда не слышал о режиссере Мангеше Джоши, но теперь я буду помнить его имя из-за этого Pure Cinematic Gem. Его предстоящие проекты будут в моем списке наблюдения, и причина этого в том, что Лате Джоши заработал репутацию.
Как и другие популярные фильмы, Lathe Joshi не предлагает слишком много драмы или каких-либо других кинематографических развлекательных элементов, но повествование здесь никогда не теряет своей власти над контекстом. Когда дело доходит до реалистичных пропорций, впечатление от просмотра становится еще лучше. Возможно, немного фракторов USP можно было бы добавить в средней части, когда это станет предсказуемым. Тем не менее, у него достаточно сцепления, и, кроме того, качество остается неизменным, что не позволяет вам уйти с какими-либо дальнейшими жалобами. Есть четыре главных героя, и каждый отдает должное своему персонажу. Искусственной фоновой музыки меньше, и это сделано намеренно, потому что в ней больше реальных шумов. Кинематография первоклассная и высокоэффективная, только по этим кадрам можно узнать о мастерстве. Я никогда не слышал о режиссере Мангеше Джоши, но теперь я буду помнить его имя из-за этого Pure Cinematic Gem. Его предстоящие проекты будут в моем списке наблюдения, и причина этого в том, что Лате Джоши заработал репутацию.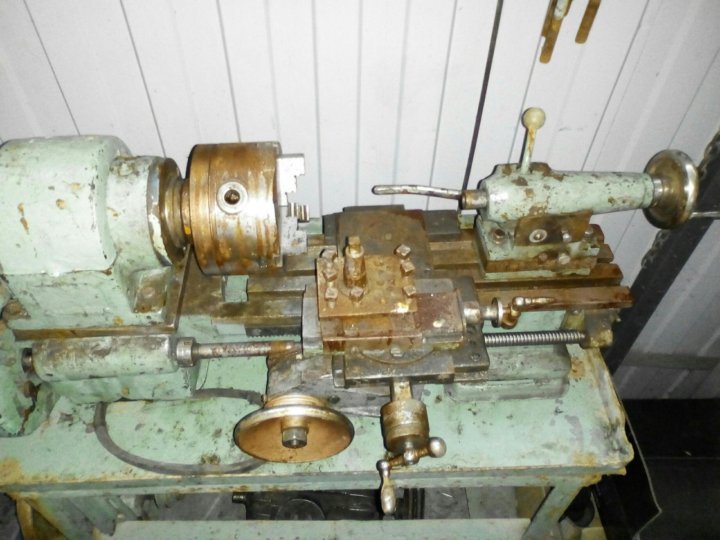
RATING — 8/10*
By — #samthebestest
helpful•0
1
- SAMTHEBESTEST
- Jan 12, 2021
Details
- Release date
- July 13, 2018 (India)
- Country of origin
- Language
- Marathi
- Production companies
- Pravah Nirmitee
- Amol Kagne Studios
- Dawn Studios
- См.
 Больше кредитов компании по адресу IMDBPRO
Больше кредитов компании по адресу IMDBPRO
Технические спецификации
- Время выполнения
1 час 44 минуты
- Color
Связанные новости
. Под каким названием Lathe Joshi (2016) был официально выпущен в Канаде на английском языке?
Ответить
Еще для изучения
Недавно просмотренные
У вас нет недавно просмотренных страниц
Версии
— портовые перевозки Версии
— портовые перевозки
Портовые перевозки
Модели
Вы являетесь посетителем с 30 марта 2002 года
Copyright 2000-2002 Frank J. Hoose, Jr. Дом
Мини-токарный станок
Мини-завод Ленточнопильный станок
Анодирование
притирка
Ссылки Проекты
Ресурсы Безопасность Премиум-контент
Мини-токарный станок: Аксессуары Регулировки Возможности Патроны Циферблатные индикаторы Характеристики Получение
Начато Глоссарий
Введение Материалы Модификации Мой магазин Эксплуатация
Отзывы Зиг
Заводская заточка инструмента
Устранение неполадок Настройка Версии
Версии: 3-в-1
Инструменты Токарные станки класса 9×20
Занятый
Пчела 7×10 CH-350 Chester Conquest 7×12
Кларк
7×12 Cummins 7×12 Enco 7×10
Grizzly 7×12 Harbour Freight Homier
7×12
Lathemaster 8×14 Micro-Mark 7×14 Северный
Инструмент 7×12 Другие варианты
Портовые грузовые перевозки: 33684 Зеленый 7×10
33684 Красный 7×10 33684 Старый 39916
Зеленый 7×10 448598×12 41292 8 1/2×18
Classic Green Harbour Freight
33684 Версия
Я присвоил этой модели статус «классическая», потому что она
был тем, с кого все началось. Это была стандартная модель, когда группа интересов 7×10
Это была стандартная модель, когда группа интересов 7×10
начал и использовался Хосе Родригесом, Варминтом Элом и Таем Хоффером. Это также
мой первый мини станок.
Подробную информацию об этой модели можно найти на странице «Характеристики». У меня был один, я использовал его экстенсивно и
был очень доволен им, но поменял на 7×12, который я все еще использую с 2008 года.
Помимо обычных нареканий, основным недостатком этой модели является короткая кровать. это
действительно на 4 дюйма короче, чем 7×12, и очень ограничен в пространстве для буровых работ.
Harbour Freight Red 33684 Версия
Магазин Дина Демпси
имеет версию Harbour Freight 7×10 ярко-красного цвета. я неравнодушен к
старый «чеканный зеленый» цвет, но некоторые владельцы думают, что зеленый цвет
уродливый. За исключением цвета, красная версия с артикулом № 33684, по-видимому, идентична.
на классическую зеленую версию с тем же номером SKU.
Старые версии Harbour
Грузовой 33684
Существует более старая модель токарного станка Harbour Freight,
использует инструменты 3/8 дюйма и не имеет шкалы транспортира на соединении. Очень рано
модели включали металлические шестерни для зубчатой передачи ходового винта, но в более новых моделях используются черные
пластиковые шестерни. Некоторые пользователи выразили обеспокоенность по поводу долговечности пластика.
шестерни. Они хорошо сохраняются в течение многих лет использования, пока они не подвергаются
экстремальные усилия, такие как врезание режущего инструмента в патрон при механической подаче.
Даже в этом случае наиболее распространенной неисправностью является отрыв шпоночной канавки от шестерни.
У некоторых пользователей это случалось, но они использовали эпоксидную смолу для ремонта поврежденного паза.
ВЧ Артикул 39916 Версия
Обновление от 09. 12.01: эта версия
12.01: эта версия
кажется, снято с производства.
Эта версия поставлялась компанией Harbour Freight в течение
несколько месяцев в качестве замены, когда версии 33684 не было в наличии. В течение этого времени
периода, если вы заказывали 39916 по номеру, вы могли получить эту версию, которая имела некоторые
уникальные особенности, такие как задняя бабка с эксцентриковым замком.
Некоторые фотографии, размещенные Бобом Фэндричем на сайте 7×10
групповой раздел FILES показывает новую версию из HF, которая зеленая, но с другим управлением
панель, рукоятки и металлические переключатели. Он использует инструменты 3/8″, а не
5/16″. Что действительно интересно, так это другая версия задней бабки с кулачком.
стопорный рычаг, аналогичный
один Дж.В. Ранний дизайн, но как стандартная функция. Обратите внимание, что кривошип задней бабки также
имеет калиброванный циферблат. На сайте ВЧ описание для этой модели (минимум
когда я в последний раз проверял) было идентично описанию для SKU#33684 (стандартный
версия).
Фотографии предоставлены Бобом Фэндричем
По словам пользователей группы 7×10, эта версия
продается Harbour Freight как SKU # 39916. Вот отчет от владельца (чукноспам):
Токарный станок прибыл сегодня в деревянном ящике
крепится гвоздями и двумя пластиковыми
гофрированные ленты, многие дополнительные детали были включены в виде
сломан маховик задней бабки. Похоже китайцы не смогли настроить
задняя бабка должным образом позволяет ей скользить по станине и впоследствии бить
маховик на дюжину или более частей. Живой центр катался по
дно и имел притупленный нос. Поддон для стружки был хорошо изогнут, как и задняя стружка
.
сторожить. Кроме этого…В комплекте был полный набор металлических зубчатых колес, на них было штамповано
количество зубов. Шестерни были покрыты черным цветом и обработаны в барабане,
.
они гладкие, без заусенцев и острых краев.Маховик задней бабки и маховик фартука изготовлены из пластика бакелитового типа.
Маховик поперечной подачи выполнен из алюминия, как и составной маховик.
Циферблат с перекрестной подачей имеет рельефные цифры и откалиброван с точностью до 0,002 дюйма на деление. Модель
циферблат поперечной подачи не имеет скользящего циферблата, который обычно используется на больших токарных станках.
Состав имеет зубчатое колесо с вращающейся ручкой. Спиннер
бесполезен из-за малого диаметра колеса. Цифры выбиты, это
.
откалибровано 0,001 на деление. Задняя бабка также имеет калиброванное тиснение
.
циферблат, показывающий 0,001 на деление. Все рельефные циферблаты кажутся сатинированными
.
хромированы и легко читаются.Задняя бабка MT#2, крепится к станине с помощью эксцентрикового рычага на
задний. Гайка, крепящая стопорную пластину задней бабки к нижней части
задняя бабка находится в канале, что позволяет регулировать эксцентриковый фиксатор задней бабки
положение рычага, регулируя гайку по одной плоскости за раз.Настройка сохраняется
так как гайка устанавливается с потайной головкой в канале. Одно интересное замечание:
.
смещение задней бабки производится ослаблением болта под задней бабкой! Там
нет винтов домкрата на задней бабке (или калибровки), чтобы заставить ее влево или
справа от центра. Королевская боль, если вы хотите срезать свечи. Вал задней бабки
фиксируется рычагом в верхней части задней бабки, который запирает фрезерованный паз
в вал задней бабки. На валу задней бабки нет делений.
задняя бабка может немного выступать за станину
между центрами.Нарезной диск с 32 зубьями, латунной шестерней и шариковым фиксатором, который
касается стороны фартука. Шарнирный болт, удерживающий диск для нарезания резьбы
представляет собой обычный болт, когда вы вращаете диск для нарезания резьбы, болт ослабевает и
требует уюта, чтобы держать все в порядке. Его следует заменить на
.
плечевой болт.Патрон крепится к шпинделю тремя шпильками, шпиндель — тремя
отверстия для крепления патрона. Шпиндель выглядит очень хорошо обработанным,
скучно MT#3.Поперечные салазки и компаунд были отрегулированы неплотно и требуют, чтобы клинья были
скорректировано. Повсюду было много незакрепленного оборудования, включая гайки 9.0614
крепящие патрон, опорные болты винта поперечного скольжения. Револьверный инструмент
держатель имеет одностороннюю фиксацию, как у револьвера, и позволяет вращать
держателя инструмента через 4 индексированных позиции. Полезно, только если соединение
перпендикулярно оси станка. Транспортира на этом соединении нет.Регулятор скорости имеет белую кнопку, которая замыкает набор контактов,
подает питание на двигатель токарного станка. Вы должны иметь контроль скорости
ручку в минимальное положение для запуска двигателя. Это нормально для большинства
Применение двигателя постоянного тока с переменной скоростью.Есть тумблер для вперед и
обратное направление вращения шпинделя. Самая медленная скорость шпинделя кажется меньше
.
100 об/мин. Интересное замечание, в мануале есть ссылка на медленный
блокировка скорости для предотвращения тяжелых резов на малых скоростях (Chinglish) На самом деле
есть смысл нагрузки, если слишком большая нагрузка помещается на медленных скоростях (менее 400
об/мин), как при сильном резе или захвате патрона рукой, схема
отключит реле, требующее, чтобы вы нажали белую кнопку и включили скорость
ручка снова на низком уровне. Это хорошая вещь в применении щеточного двигателя постоянного тока, это
предотвращает перегорание отдельных обмоток якоря из-за щеток
остановка или почти остановка и перегрев обмотки.К руководству прилагался отчет об испытаниях с перечнем измерений контроля качества, выполненных до
к отправке.

В то время как задняя бабка, регулятор скорости и ручки на этой модели
кажутся улучшениями по сравнению со стандартной моделью, версия 39916 имеет только 3 патрона
монтажные отверстия в шпинделе. Это важно отметить, так как 33864 и
Это важно отметить, так как 33864 и
Grizzly 7×12 имеет 6 монтажных отверстий, что позволяет
установить J&L
3-дюймовый 4-кулачковый патрон непосредственно к шпинделю. Эта версия также не имеет
шкала транспортира на соединении.
В отчете об Egroups 7×10 (06.02.01) говорится, что
39916 имеет отверстие меньшего диаметра в шпинделе:
Я только что заказал этот токарный станок по цене 329 долларов.
цена и получил его в четверг, всего через девять дней. Единственное, мне прислали 39916
вместо 33684. Судя по тому, что я здесь прочитал, я получил более выгодную сделку в некоторых
С уважением. Но было одно измерение, которое, вероятно, причинит мне больше вреда, чем более короткое
длина станины по сравнению с гризли (которую я тоже рассматривал, как и вы): дырка
через шпиндель меньше на машине, которую мне прислали, чем на Гризли или
HF 33684 (это .6?? против .8?? на Griz и 33684. Я в доме с
пневмония, а токарный станок в магазине — точный диаметр отверстия не помню).
Это меня облажает, потому что я купил токарный станок для своего бизнеса по изготовлению удочек, чтобы
сделать катушкодержатели диаметром 3/4 дюйма. Отверстие в шпинделе токарного станка, которое я получил,
слишком маленький, тогда как другой был бы в порядке. Я остался с дилеммой отправки
все это обратно или нет, чего я решил не делать, потому что он был в такой отличной форме
и был очень точным при начальных испытаниях с циферблатным индикатором. Только повреждение было живым
центр, у которого был разбит наконечник. HF отправляет замену этому — один из этих лет
(сказали 8 недель). Я укажу, что я не поставил суппорт в отверстие, чтобы проверить это.
точно — я основываюсь на спецификации, прилагаемой к токарному станку.

Регулятор скорости, видимо, имеет реле, которое управляет
мотор. Вероятно, это сделано из соображений безопасности, чтобы токарный станок не завелся.
Внезапно загорается, если питание по какой-то причине прерывается (например, сломался выключатель)
а потом восстановил.
Говорят, что если вы закажете SKU#39916, вы получите
версия с кулачковым замком за 399 долларов, и что HF не будет соблюдать какие-либо распродажные цены, которые могут быть
рекламируется под номером 33684. Однако некоторые владельцы, заказавшие SKU#33684, в итоге получили
Артикул №39916 по цене продажи. Я обменялся электронным письмом со службой поддержки Harbour Freight.
об этом. Вот что сказали:
Есть два разных артикула, которые мы
продавать. Один – это товар 39916, а другой – товар 33684. Если клиент заказывает 33684 и
он находится в стадии ожидания, Harbour Freight отправит 39916. Это запасной вариант.
Портовый грузовой станок 8 x 12
(31.08.01)
Токарный станок Harbour Freight 8×12, артикул 44859
Относительно новое дополнение к каталогу Harbour Freight.
8×12 SKU 44859 в настоящее время стоит 499,99 долларов США, а вес отгрузки указан как 260.
фунтов Он, безусловно, больше и тяжелее, чем 7×10, транспортировочный вес которого составляет
89 фунтов. Стандартный патрон представляет собой 4-дюймовый 3-кулачковый патрон по сравнению с 3-дюймовым 3-кулачковым патроном на 7×10.
Подобно 9×20 и 8 1/2 x 18, скорость регулируется
меняя ремни, поэтому ему не хватает удобства бесступенчатого управления скоростью
7х10 и Гризли 7х12. Также отсутствует быстросменный редуктор для резьбы.
резка, которая находится на 9х20 токарные станки.
Я мало что знаю об этом токарном станке, так как еще не
видел какие-либо отчеты от любого, кто владеет им, но было некоторое обсуждение 7×10
недавно группа, которая прольет свет.
Токарный станок HF 44859 8″x12″
нашел здесьhttp://www.harborfreight.com/cpi/ctaf/Displayitem.taf?itemnumber=44859
, по словам техподдержки HF, это та же платформа токарного станка, что и HF
7″x10″ 33684.Звонил им сегодня и задал тот самый вопрос. я
также спросил, есть ли у него реверс. Техник сказал, что да. Он тоже
сказали что по большей части комплектующие от 7х10 подходят к
8×12, хотя ни один из них не указан специально для 8×12 на HF
.
Веб-сайт.Думаю, многие путают 8″x12″ с 8,5″x18″.
http://www.harborfreight.com/cpi/ctaf/Displayitem.taf?itemnumber=41292
Это явно не тот станок, что и 7х10.
В местных магазинах ВЧ нет 8×12, поэтому я не могу посмотреть на
сам, чтобы проверить эту информацию, но кажется, что это
апскейл 7х10. Надеюсь, техника не ошиблась.Если это действительно увеличенный 7×10, то 44859 может быть жизнеспособным
претендент на Grizzly или Micromark, если или когда он поступит в продажу.
Harbour Freight 8 1/2 x 18 Токарный станок
Harbour Freight также продает модель 8 1/2 x 18 дюймов.
(Артикул 41292) за 699 долларов.
Портовые грузовые перевозки 8 1/2 x 18, артикул 41292
Это совсем другой зверь, чем 7×10.
JW Early, профессиональный слесарь, владеющий несколькими токарными станками, в том числе несколькими 7×10,
У Grizzly 7×12 и 9×19 есть что сказать по этому поводу:
8×12 в то время как хорошая тяжелая машина очень
отсутствует в спецификации
7х12. Если вам нужна машина побольше, чем 7×12, то выбирайте 9×20, так как она
.
это лучшая машина, чем 8×12 или 8-1/2×18, и гораздо более выгодная цена
также. Получите спецификации на все машины, сравните характеристики и
оборудования за потраченный доллар, а затем проверьте, что доступно в качестве надстроек для
.
их. Я думаю, когда вы внимательно все это проверите, вы увидите, что
7×12, а затем 9×20 являются лидерами по стоимости в своем классе размеров. Все
другие машины в этих размерах либо отсутствуют в спецификации, либо
завышенная цена или и то, и другое.
Вот некоторые дополнительные комментарии Джека
Стрелок:
Логический следующий шаг по размеру от
7х12 это 9х20, имхо.
Это настолько близко по цене к 8х18, что 8х18 рендерится
как лишние, так и неадекватные по сравнению с
7х12 или 9х20.
9×20 предлагает QC (быстрое переключение передач) и включает в себя как
люнеты и толкатели, а также 3-х и 4-х кулачковые патроны.
Питание обеспечивается двигателем переменного тока с конденсатором и обычным
шкив и система ременного привода для контроля скорости. Он достаточно большой
для модификации надстройками от больших токарных станков.
Единственным недостатком является отсутствие
тумблер заднего хода для
нарезание левой резьбы и механизированное нарезание в направлении
подальше от головного убора. Это относительно незначительная проблема,
впрочем и установка тумблера реверса отличная простота
и практически надежный первый проект для машиностроительного подражателя.
