Токарный станок устройство: Что входит в состав всех токарных станков?
Содержание
Токарный станок — принцип работы, описание :: ТОЧМЕХ
Современные токарные станки и токарные обрабатывающие центры.
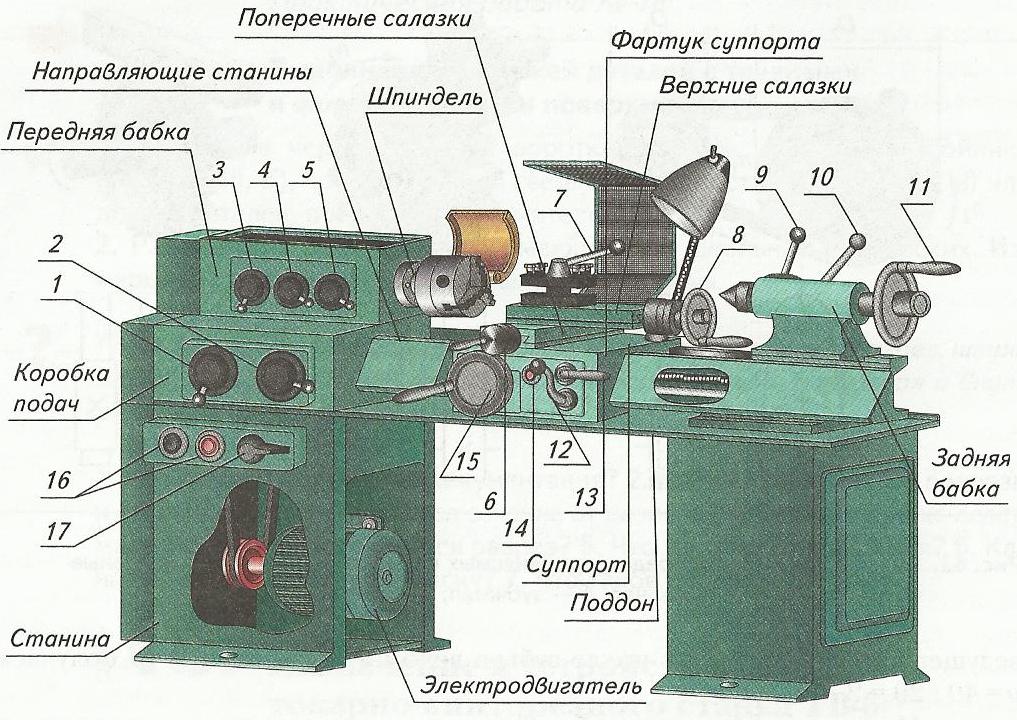
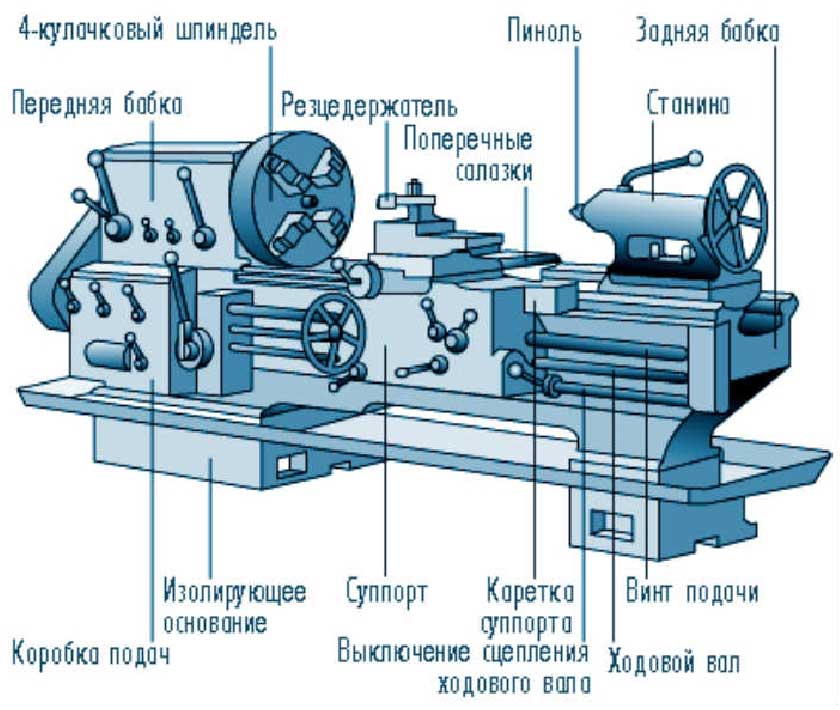
Все части токарного станка установлены на прочной основе — станине. Та часть станка, которая держит и вращает деталь, называется передней бабкой. В ее корпусе имеется шпиндель со ступенчатым шкивом на одном конце и патроном — на другом. У мощных скоростных станков, которыми оснащены наши заводы, шкив заменен коробкой скоростей. На другом конце станины находится задняя бабка, которая удерживает правый конец детали при обработке в центрах. В верхней части корпуса задней бабки находится пиноль, двигающаяся влево и вправо с помощью маховичка с винтом и гайки.
В коническое отверстие в передней части пиноли вставляется центр. В случае надобности сюда же можно устанавливать сверла, развертки и другой инструмент. Заднюю бабку можно передвигать по направляющим станины, устанавливая ее на нужное расстояние, в зависимости от размеров обрабатываемой детали.
Между передней и задней бабками помещается суппорт с резцедержателем. Нижняя часть суппорта, называемая кареткой или продольными салазками, скользит по направляющим станины, перемещая резец вдоль обрабатываемой детали. Поперечное движение резца осуществляется с помощью поперечных салазок, в верхней части которых помещается поворотная часть суппорта. Она, как и станина, имеет направляющие, по которым двигаются верхние салазки суппорта с резцедержателем. Резцедержатель может быть устроен по-разному, это зависит от величины нагрузки, действующей на резец.
Для хорошего натяжения ремня у легкого настольного станка можно сделать приспособление, изображенное на рисунке. Ролик удерживает ремень в натянутом состоянии с помощью сильной пружины. Длина шпилек, соединяющих основание приспособления, должна быть несколько больше ширины шкива или равна ей. Ролик с боковинами перемещается по одной из шпилек, как по оси.
Современные токарные станки и токарные обрабатывающие центры
Токарные станки уже много веков являются основным производственным оборудованием. По статистике более 60% всех обрабатываемых деталей проходят через токарные станки. В последнее время эта доля стала еще больше — теперь на токарных станках проводится полная обработка деталей, включая фрезерование, сверление, нарезание резьбы и многое другое (например, гидростатическое накатывание). Таким образом, фактически на рынке начинают доминировать токарные обрабатывающие центры.
Токарные центры предназначены для комплексной обработки современным режущим инструментом с высокой скоростью сложных деталей различного профиля за одну установку: токарная, сверлильная, фрезерная обработка в одной операции. В автоматическом цикле на них можно обрабатывать наружные и внутренние поверхности деталей типа тел вращения со ступенчатым и криволинейным профилем: точение, растачивание конических и фасонных поверхностей, подрезка торцов, точение канавок, нарезание резьбы резцами, метчиками, плашками и др. в деталях типа крышек, фланцев, втулок, валиков, коротких осей, мелких корпусов, стаканов. Кромеобычной токарной обработки позволяют обрабатывать внецентровые отверстия (с продольным и поперечным расположением оси), фрезеровать канавки, лыски, криволинейные поверхности и др.
В автоматическом цикле на них можно обрабатывать наружные и внутренние поверхности деталей типа тел вращения со ступенчатым и криволинейным профилем: точение, растачивание конических и фасонных поверхностей, подрезка торцов, точение канавок, нарезание резьбы резцами, метчиками, плашками и др. в деталях типа крышек, фланцев, втулок, валиков, коротких осей, мелких корпусов, стаканов. Кромеобычной токарной обработки позволяют обрабатывать внецентровые отверстия (с продольным и поперечным расположением оси), фрезеровать канавки, лыски, криволинейные поверхности и др.
Основные технологические параметры токарных центров
Для современных токарных центров характерно:
- наибольший диаметр и длина обрабатываемой заготовки;
- наибольший диаметр проката, проходящего через отверстие шпинделя;
- диапазоны регулирования главного привода и подач.
|
|
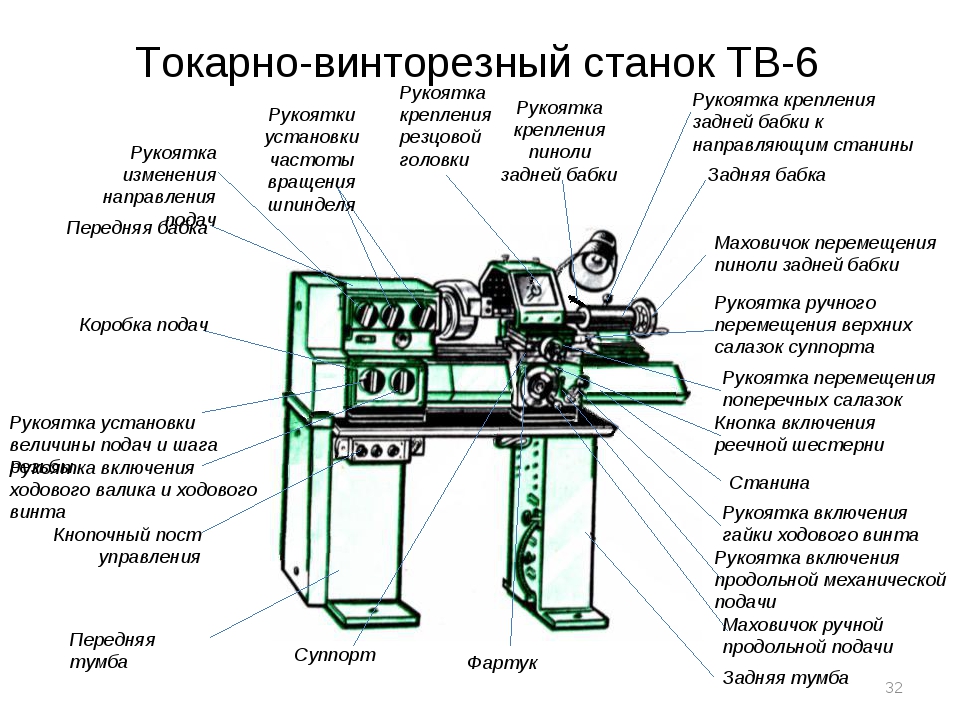
Главная » Разное » Устройство токарного станка основные узлы и назначение, фото, видеоТокарные станки по металлу, в общей своей массе, имеют примерно схожую компоновку — схему расположения узлов. Общий вид токарного станка по металлу Основными узлами являются:
Основные узлы токарного станка по металлу Видео-урок об устройстве токарных станков по металлу СтанинаОсновной неподвижной частью станка является станина, состоящая из 2 вертикальных рёбер. Между ними находятся несколько поперечных перекладин, обеспечивающих жёсткость и неколебимость статора. Станина Станина располагается на ножках, их количество зависит от длины станины. Конструкция ножек-тумб такова, что в них могут храниться необходимые для работы станка инструменты. Верхние поперечные рейки станины служат направляющими для передвижения по ним суппорта и задней бабки.
Передняя бабкаДетали, расположенные в передней бабке служат для поддержки и вращения заготовки, во время её обработки. Здесь же находятся узлы, регулирующие скорость вращения детали. К ним относятся:
Передняя бабка отдельно от станка Основная деталь передней бабки в устройстве токарного станка – шпиндель. С правой его стороны, обращённой в сторону задней бабки, есть резьба. К ней крепится патроны, удерживающие обрабатываемую деталь. Сам шпиндель устанавливается на два подшипника. Точность работ, выполняемых на станке, зависит от состояния шпиндельного узла. Коробка скоростей вид сверху В передней бабке находится гитара сменных шестерен, которая предназначается для передачи вращения и крутящего момента с выходного вала коробки скоростей на вал коробки подач для нарезания различных резьб. ШпиндельМаловероятно, что ещё можно встретить устройство токарного станка по металлу с монолитным шпинделем. Современные станки имеют полые модели, но это не упрощает требований предъявляемых к ним. Корпус шпинделя должен выдерживать без прогибов:
Особые требования предъявляются к шейкам, на которые устанавливаются в подшипники. Шлифовка их должна быть правильной и чистой, шероховатость поверхности не более Ra = 0,8. Шпиндель В передней части отверстие имеет конусную форму. Подшипники, шпиндель и ось должны при работе создавать единый механизм, не имеющий возможности создавать лишних биений, которые могут получаться при неправильной расточке отверстия в шпинделе или небрежной шлифовке шеек. Наличие люфта между подвижными частями станка приведут к неточности в обработке заготовки. Устойчивость шпинделю придают подшипники и механизм регулировки натяга. К правому подшипнику он крепится посредством расточенной, по форме шейки, бронзовой втулки. Снаружи её расточка совпадает с гнездом на корпусе передней бабки. Втулка имеет одно сквозное отверстие и несколько надрезов. Крепится втулка, в гнезде передней бабки гайками, накрученными на её резьбовые концы. Гайки крепления втулки используются для регулировки натяга разрезного подшипника. За изменение скорости вращения отвечает коробка скоростей. Справа к шкиву присоединяется зубчатая шестерня, справа от шкива шестерня насажена на шпиндель. За шпинделем имеется валик со свободно вращающейся втулкой с ещё 2 шестернями. Через шейку, закреплённому в кронштейнах валику, передаётся вращательное движение. Разный размер шестерней позволяет варьировать скорость вращения. Перебор увеличивает количество рабочих скоростей токарного станка вдвое. Шпиндель получает вращение от электродвигателя через ременную передачу и коробку скоростей. Механизм подачиМеханизм подачи сообщает суппорту необходимое направление движения. Задаётся направление трензелем. Сам трензель находится в корпусе передней бабки. Управление им происходит посредством наружных рукояток. Кроме направления можно изменять и амплитуду движения суппорта при помощи сменных шестерней разного количества зубьев или коробки подач. В схеме станков с автоматической подачей имеются ходовые винт и валик. При проведении работ высокой точности исполнения используется ходовой винт. В остальных случаях – валик, что позволяет дольше сохранить винт в идеальном состоянии для выполнения сложных элементов. СуппортВерхняя часть суппорта – место крепления резцов и другого токарного инструмента, необходимого для обработки различных деталей. Благодаря подвижности суппорта резец плавно перемещается в направлении, необходимом для обработки заготовки, от места, где суппорт с резцом и располагался в начале работы. Суппорт При обработке длинных деталей ход суппорта вдоль горизонтальной линии станка должен совпадать с длиной обрабатываемой заготовки. Такая потребность определяет возможности суппорта передвигаться в 4 направлениях относительно центральной точки станка. Продольные движения механизма происходят по салазкам – горизонтальным направляющим станины. Поперечная подача резца осуществляется второй частью суппорта, передвигающейся по горизонтальным направляющим. Поперечные (нижние) салазки служат основой поворотной части суппорта. С помощью поворотной части суппорта задаётся угол расположения заготовки относительно фартука станка. Поперечные салазки ФартукФартук, как и передняя бабка, скрывает за своим корпусом необходимые для приведения в движение механизмов станка узлы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Задняя бабкаЗадняя бабка подвижная, она используется для закрепления детали на шпинделе. Состоит из 2 частей: нижней – основной плиты и верхней, удерживающей шпиндель. Задняя бабка в разрезе Подвижная верхняя часть движется по нижней перпендикулярно горизонтальной оси станка. Это необходимо при точении конусообразных деталей. Через стенку бабки проходит вал, он может поворачиваться рычагом на задней панели станка. Крепление бабки к станине производится обычными болтами. Задняя бабка Индивидуален по своей компоновке каждый токарный станок, устройство и схема могут несколько отличаться в деталях, но в малых и средних станках такой вариант встречается наиболее часто. Компоновки и схемы тяжёлых больших токарных станков отличается в зависимости от их назначения, они узкоспециализированные. Тип крепежных приспособлений, используемых на токарном станке Дата публикации: 21 дек 2009 | Обновлено: 21-дек-2009 | Категория: Образование | Автор: niranjan | Уровень пользователя: Gold | Баллов: 25 |В этой статье описываются устройства удержания работы, которые необходимы для удержания устройств на токарном станке. Рабочие удерживающие устройства на токарном станке Как мы знаем, токарный станок является одним из старейших и очень важных станков.Существует огромное количество применений этого станка. Поэтому для облегчения простой обработки заготовки ее следует держать плотно и надежно. Для этого используется множество типов аксессуаров, облегчающих удержание заготовки. Опоры и фиксаторы Они обычно используются для вождения обрабатываемая деталь, когда она удерживается между двумя центрами, а именно: головная часть и хвостовая часть.Перевозчики также называются вожущими собаками. Они прикрепляются к заготовке с помощью установочных винтов. Где как пластины захвата прикреплены к передней бабке. Лицевые пластины Лицевые пластины используются для удерживания тех заготовок, которые не могут удерживаться как центрами, так и патронами. Конструкция лицевых панелей очень проста. Он состоит из центрального отверстия и плоских и радиальных пазов через пластину для облегчения удержания заготовки. Центральный канал имеет радиус, равный радиусу шпинделя токарного станка.А простые и радиальные прорези обеспечивают надежную платформу для выполнения работ с помощью Т-образных болтов и зажимов. Угловые пластины Они используются вместе с лицевыми панелями для поддержания горизонтального положения данной заготовки, то есть перпендикулярно используемому инструменту. Угловые пластины состоят из двух поверхностей, которые подвергаются высокой механической обработке, и на них также предусмотрены отверстия для легкого крепления к нему заготовки. Оправки Этот тип крепежных приспособлений используется для удерживания предварительно просверленного или просверленного отверстия, чтобы облегчить эффективную обработку наружной поверхности. Обычные оправки из оправок находит множество применений в магазинах, где должны быть сгенерированы одинаковые детали.Тело этих оправок обычно имеет коническую форму. Разница в диаметре составляет от 1 до 2 мм, а длина варьируется от 55 до 430 мм. Выстилка предусмотрена для облегчения захвата высокого конца для удержания заготовки. Ступенчатая оправка Специальный тип оправки, которая ускоряет обработку, выполняя задания различного размера без замены оправки. Оправка для воротника Оправка для воротника имеет фиксированное расположение воротников, размер которых может быть больше, чем у 100 мм. этот тип конструкции является типом оптимизации используемого материала. Резьбовые оправки На этих оправках выгравирован вырез с резьбой с одной стороны вместе с воротником. Такой тип оправок называется резьбовыми оправками. Резьбовые оправки используются при обработке деталей с внутренней резьбой.Размер резьбы на резьбовых оправках зависит от типа обрабатываемой детали. Конусная оправка Конусная оправка имеет конусообразную часть, прикрепленную к одной из оправок. Такое расположение позволяет оправке обрабатывать различные заготовки, имеющие различный внутренний диаметр поперечного сечения. Заготовка крепко удерживается путем фиксации гайки на другом конце крепления заготовки к оправке. Оправка для банды Оправка для банды создается некоторыми оптимизаторами для уменьшения количества материала. Этот тип оправки может облегчить обработку заготовок различных диаметров. Цилиндрические оправки состоят из неподвижного кольца на одном конце и съемных оправок на другом конце, которые фиксируются с помощью резьб, выгравированных как на оправке, так и на внутренней поверхности виселой оправки. Эту оправку можно использовать для обработки деталей различного диаметра, просто снимая и закрепляя различные кольца на резьбе.Трения между стенками манжеты и сторонами заготовки достаточно, чтобы плотно удерживать заготовку, и, следовательно, облегчается обработка на высоком конце. Расширительная оправка Это специальный тип оправки с центральным коническим штифтом. Поверх этого конического штифта устанавливается гильза, когда эта гильза перемещается над ним из одного угла в другой, размер увеличивается или уменьшается. Патроны Как видно из названия, этот патрон имеет четыре челюсти для удержания работы, которую каждая челюсть независима для перемещения. Преимущества Страница не найдена | MITПерейти к содержанию ↓
Меню ↓ Поиск Меню О, похоже, мы не смогли найти то, что искали! Предложения или отзывы? , 3D токарный станок с ЧПУ симулятор для ПК и мобильных Программный симулятор токарного станка с ЧПУ — учебно-методическая разработка, предназначенная для базового ознакомления начинающих машиностроителей с принципами программирования операций токарной обработки деталей с использованием стандартного GM-кода (Fanuc System A). Основой трехмерной имитационной модели является токарный станок с классическим расположением агрегатов, оснащенный системой ЧПУ, восьмипозиционной револьверной головкой, трехступенчатым патроном, задней бабкой, системой подачи охлаждающей жидкости и другим оборудованием.Обработка материала производится по двум осям в горизонтальной плоскости. Область применения программного продукта: учебный процесс с использованием компьютерных технологий: лабораторные занятия студентов по компьютерным классам, дистанционное обучение, демонстрационная поддержка лекционного материала по группе направлений подготовки и специальностям: «Металлургия, машиностроение и обработка материалов». Функциональные возможности симулятора: подготовка текстов управляющих программ токарных операций в формате стандартного GM-кода, проверка управляющих программ на наличие синтаксических и технологических ошибок, воспроизведение на экране компьютера (или другом вычислительном устройстве) трехмерной графики модели основных компонентов токарного станка и металлорежущего инструмента для моделирования процесса токарной обработки металла, трехмерной визуализации процесса формования деталей при включении скомпилированных управляющих программ, визуализации траекторий инструмента, реализации интерактивного взаимодействия с пользователем с имитационной моделью технологического оборудования. Тип целевого вычислительного устройства и поддерживаемой платформы: IBM-совместимый ПК под управлением Microsoft Windows, Apple Macintosh ПК под управлением MacOS, мобильные устройства на базе операционных систем Android и iOS. Кроме того, выполнение программы возможно в среде веб-браузера с поддержкой технологии HTML5 и аппаратной поддержкой 3D-графики (технология WebGL). Графическое программное обеспечение использует компоненты OpenGL 2.0. Графический интерфейс пользователя программы реализован на английском и русском языках. Мультиплатформенная поддержка позволяет использовать программное обеспечение на различных вычислительных устройствах, в том числе на интерактивных досках, смартфонах, планшетных и настольных компьютерах, что, в свою очередь, повышает гибкость и мобильность учебного процесса, соответствующего современному уровню информатизации образования , Симулятор может поставляться с установкой на одном рабочем месте (пользовательская лицензия с выдачей регистрационных ключей) и с установкой на неограниченное количество рабочих мест (корпоративная лицензия для организации). Компоненты системы Microsoft DirectX можно загрузить с официального сайта: , |
 В этой статье мы перечислим и опишем основные узлы, принцип их работы и назначение.
В этой статье мы перечислим и опишем основные узлы, принцип их работы и назначение. Сравнивая схемы станков, легко заметить, что в некоторых конструкциях используются направляющие 2 видов:
Сравнивая схемы станков, легко заметить, что в некоторых конструкциях используются направляющие 2 видов: Наладка подачи суппорта осуществляется путем подбора и перестановки различных зубчатых колес.
Наладка подачи суппорта осуществляется путем подбора и перестановки различных зубчатых колес.
 Строение токарного станка по металлу с использованием перебора позволяет выбрать среднюю скорость между базовыми. Для этого достаточно перекинуть ремень с одной передачи на следующую или установить рычаг в соответствующее положение, в зависимости от конструкции станка.
Строение токарного станка по металлу с использованием перебора позволяет выбрать среднюю скорость между базовыми. Для этого достаточно перекинуть ремень с одной передачи на следующую или установить рычаг в соответствующее положение, в зависимости от конструкции станка.
 Рукоятки управления механизмами фартука вынесены на корпус, что упрощает регулировку хода суппорта.
Рукоятки управления механизмами фартука вынесены на корпус, что упрощает регулировку хода суппорта. Прочтите эту статью, чтобы узнать о держателях и захватных плитах, лицевых плитах, угловых плитах, оправках, опорах и другой соответствующей информации.
Прочтите эту статью, чтобы узнать о держателях и захватных плитах, лицевых плитах, угловых плитах, оправках, опорах и другой соответствующей информации.
 Работа загружается через оправки между центрами. Концы оправок выполнены несколько меньшими, чем исходный диаметр. Это сделано для эффективного захвата оправки в патроне или любом другом удерживающем устройстве. Обычно материал, используемый для изготовления оправок, представляет собой обычную углеродистую сталь. Используются различные типы оправок. Различные типы оправок:
Работа загружается через оправки между центрами. Концы оправок выполнены несколько меньшими, чем исходный диаметр. Это сделано для эффективного захвата оправки в патроне или любом другом удерживающем устройстве. Обычно материал, используемый для изготовления оправок, представляет собой обычную углеродистую сталь. Используются различные типы оправок. Различные типы оправок:  Этот тип оправок находит применение в ремонтных мастерских и обычно используется для поворота воротников, шайб и нестандартных работ.
Этот тип оправок находит применение в ремонтных мастерских и обычно используется для поворота воротников, шайб и нестандартных работ. Слишком плотное прилегание заготовки к конусу может повредить отделку внутренней поверхности заготовки, а также повредить форму конуса оправки.
Слишком плотное прилегание заготовки к конусу может повредить отделку внутренней поверхности заготовки, а также повредить форму конуса оправки.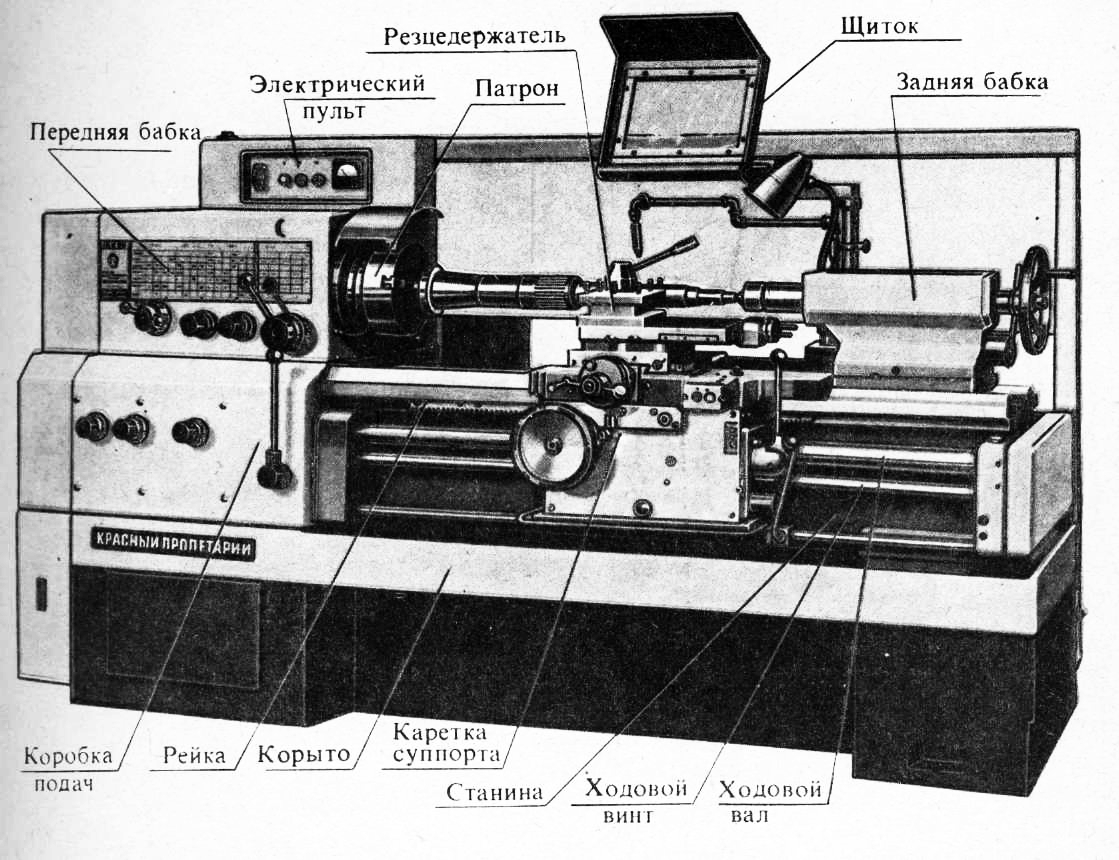 Этот тип оправок лучше всего использовать, когда куски различного диаметра нужно держать без особых затруднений.
Этот тип оправок лучше всего использовать, когда куски различного диаметра нужно держать без особых затруднений.
 Сцепление не так высоко, так как заняты только три рабочих места
Сцепление не так высоко, так как заняты только три рабочих места  Все типы материалов не могут удерживаться, так как они работают на магнитных свойствах, могут удерживаться только магнитные материалы.
Все типы материалов не могут удерживаться, так как они работают на магнитных свойствах, могут удерживаться только магнитные материалы.  Поэтому для предотвращения прогиба в заготовке используются упоры различных типов. Некоторые из используемых остатков:
Поэтому для предотвращения прогиба в заготовке используются упоры различных типов. Некоторые из используемых остатков: 

Устройства крепления инструмента в токарных станках
Токарный станок является одним из старейших и наиболее важных инструментов в современной обработке , и он фактически известен как мать всех обрабатывающих инструментов.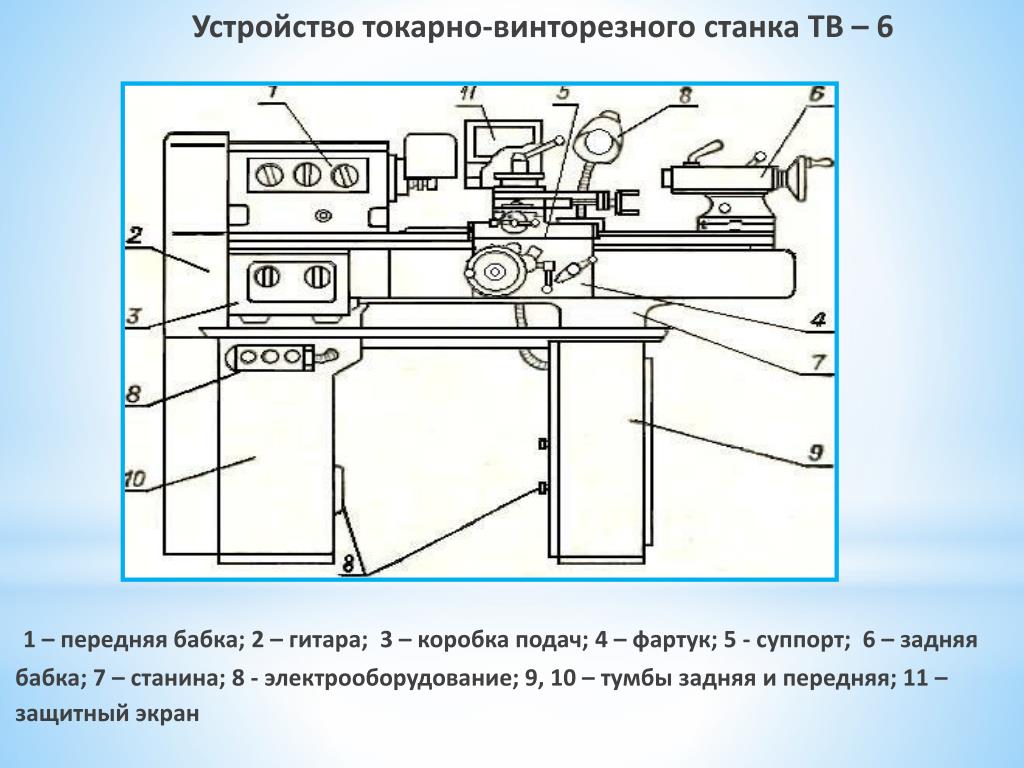 Древние токарные станки (1300 г. до н.э.) использовались для обработки дерева, а современные токарные станки с приводом от электродвигателей и сервомеханизмов в основном использовались для металлообработки и обработки пластиковых компонентов .
Древние токарные станки (1300 г. до н.э.) использовались для обработки дерева, а современные токарные станки с приводом от электродвигателей и сервомеханизмов в основном использовались для металлообработки и обработки пластиковых компонентов .
Источник: Pixabay
Тем не менее, у всех вышеупомянутых применений есть одна общая черта: необходимость крепко и надежно удерживать заготовку для обеспечения легкой обработки . Таким образом, многие приспособления для удержания заготовки используются для облегчения и безопасности процесса обработки на токарных станках.
Для чего используются удерживающие устройства?
Зажимные приспособления используются для правильного позиционирования заготовки и защиты ее от перемещения, вызванного силами, создаваемыми обрабатывающими инструментами во время операций обработки. Удерживающий инструмент — это любой инструмент, используемый для надежного удержания заготовки на месте относительно положения станка, чтобы заготовка могла выдерживать нагрузки при резании и механической обработке, не вызывая повреждения заготовки, режущего инструмента или самого токарного станка.
Типы удерживающих заготовок в токарных станках
Станки
Мы уже установили, что фиксация заготовочной детали и предотвращение ее перемещения относительно станка имеют первостепенное значение для обеспечения легкой и точной обработки. Для этой цели используются несколько типов зажимных приспособлений:
Патроны
Патроны, возможно, являются наиболее используемым типом зажимного механизма для токарных станков. Они быстрые и точные и эффективно работают с большинством типов заготовок. Существует четыре основных типа патронов:
- Трехкулачковые патроны — также известны как трехкулачковые самоцентрирующиеся патроны. Они имеют цилиндрический корпус с тремя радиально закрепленными спереди губками для эффективного зажима. Этот тип патрона обычно используется для обработки заготовок правильной формы во время токарных операций.
- Четырехкулачковые патроны — Помимо количества кулачков, основное различие между трех- и четырехкулачковыми патронами заключается в том, что последние не являются самоцентрирующимися, что требует отдельной регулировки каждого кулачка.
 Это дает этим патронам, также известным как независимые патроны, возможность успешно удерживать эксцентричные или неровные заготовки.
Это дает этим патронам, также известным как независимые патроны, возможность успешно удерживать эксцентричные или неровные заготовки. - Магнитные патроны — Эти патроны удерживают заготовку с помощью сильных магнитных сил. Они могут быть постоянно магнитными или электромагнитными и подходят для массового производства тонкостенных компонентов.
- Цанговый патрон — цанговые патроны часто используются для удержания очень маленьких или очень длинных заготовок из пруткового проката.
Планшайбы
Планшайбы используются для удержания заготовок, которые не могут поддерживаться патронами или центрами. Обычно они имеют круглую форму с резьбовым отверстием в центре, позволяющим прикрепить их к резьбовому наконечнику шпинделя токарного станка. Они используются для поддержки громоздких, тяжелых и асимметричных заготовок, которые неудобно удерживать между центрами. Угловые пластины используются вдоль планшайб для поддержания перпендикулярного положения заготовки относительно используемого токарного инструмента.
Ведущие пластины и фиксирующие пластины
Заготовка, удерживаемая между центрами, обычно приводится в движение с помощью приводных пластин и фиксирующих пластин . Хотя и ведущая, и фиксирующая пластины имеют форму диска, фиксирующие пластины содержат U-образные прорези, предназначенные для размещения держателей с «изогнутым хвостом», в то время как ведущие пластины имеют ведущий штифт на лицевой стороне, который используется для взаимодействия с прямыми хвостовыми держателями.
Держатели
Приводные плиты соединены с держателями, также называемыми токарными упорами . Винт используется для прочного закрепления заготовки после того, как она помещена в проушину токарного станка. В зависимости от типа хвостовой части их можно разделить на две категории:
- Straight Tail — они соединены с приводными дисками.
- Изогнутый хвост — Соединяются с фиксирующими пластинами.
Центры
Центры используются для удержания заготовки между центрами. Центральная грань имеет коническую форму, а хвостовик имеет конус Морзе. Они бывают двух видов:
Центральная грань имеет коническую форму, а хвостовик имеет конус Морзе. Они бывают двух видов:
- Live Center — Повороты с заготовкой.
- Мертвая точка — Не поворачивается вместе с заготовкой.
Люнеты
Люнеты используются для поддержки длинных тонких заготовок и обычно располагаются посередине, чтобы предотвратить отклонение заготовки.
Оправки
Токарные оправки, также известные как токарные оправки, используются для закрепления отверстий, которые ранее были просверлены или просверлены в заготовке, что позволяет обрабатывать ее внешнюю поверхность. Для обеспечения эффективного захвата оправки обычно имеют конические концы, которые немного меньше их первоначального диаметра.
Сводка
Источник: Pixabay
Если вы хотите узнать больше о различных типах зажимных инструментов и принадлежностей, посетите Reid Supply и обратитесь к их Руководствам по инженерным ресурсам .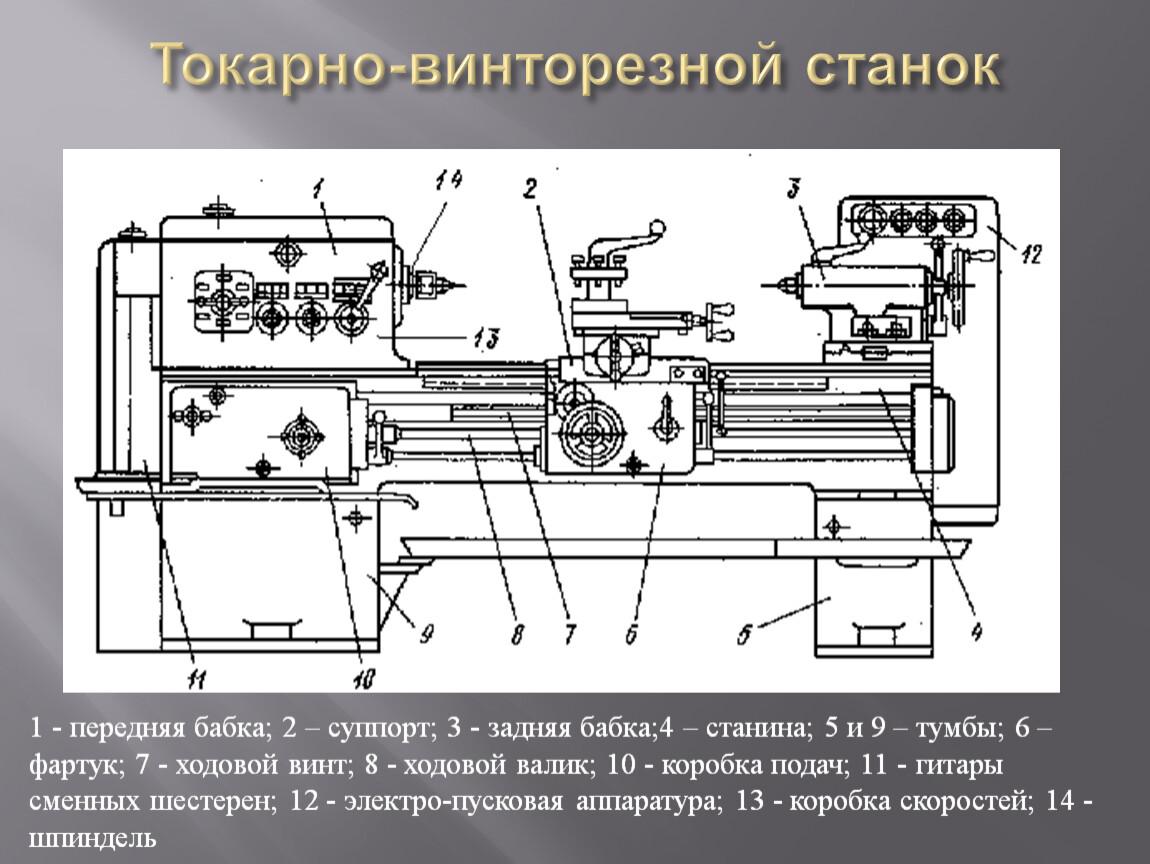
Высокоточный токарный станок с ЧПУ | СТАНОК
- ДОМ
- СТАНОК
- Высокоточный токарный станок с ЧПУ
Мы используем токарный станок с ЧПУ, который обеспечивает высокую точность обработки деталей. Мы обслуживаем наших клиентов линейкой продуктов, которая соответствует их потребностям, такой как стандартная серия типа P, высокоточная серия HP и сверхточная серия.
SNC-28P
Встроенная передняя бабка, Т-образная компоновка (независимые оси X, Z) обеспечивают высокую точность обработки.
Очень жесткое основание кровати обеспечивает долговременную стабильность размеров.
Портальный загрузчик сокращает время, не связанное с обработкой, что ускоряет высокоэффективное производство.
SNC-40P
Высокоточная обработка деталей из черных металлов или закаленных материалов может быть достигнута с помощью высокожесткой шпиндельной бабки.
С ременным приводом, макс. 6000 мин-1 шпиндельная бабка или встроенная, макс. 10 000 мин-1 передняя бабка,
6000 мин-1 шпиндельная бабка или встроенная, макс. 10 000 мин-1 передняя бабка,
Удовлетворительные периферийные устройства, такие как портальный загрузчик и устройство подачи прутка, предлагаются в качестве опции.
SNC-28P
| Скорость шпинделя | 100~10 000 мин -1 |
|---|---|
| Диаметр сквозного отверстия основного шпинделя | 20 мм |
| Главный двигатель | 1,5/2,2 кВт (непрерывно/15 мин. номинал) |
| Ход по оси X.Z макс. | 300мм220мм |
| Погашенная траверсаX.Z-ось | 15 м/мин |
| Наименьшее приращение команды | 0,1 м | Стандартный патрон | 4 дюйма |
| Стандартный рабочий размер | 50 мм x 30 мм |
| Применение | Детали бытовой техники, автомобильные аксессуары и т. д. |
| Устройство ЧПУ | ФАНУК 0и-Т |
SNC-40P
| Скорость шпинделя | 606 000 мин -1 /10010 000 мин -1 (пояс/встроенный) |
|---|---|
| Диаметр сквозного отверстия основного шпинделя | 42 мм/32 мм (пояс/встроенный) |
| Главный двигатель (ремень | 3,7 кВт/5,5 кВт (непрерывно/15 мин. номинал) номинал) |
| Главный двигательВстроенный) | 2,2 кВт/3,7 кВт (непрерывно/30 мин. номинал) |
| Ход по оси X.Z макс. | 400мм260мм |
| Погашенная траверсаX.Z-ось | 12 м/мин |
| Наименьшее приращение команды | 0,1 м |
| Стандартный патрон | 6 дюймов |
| Стандартный рабочий размер | 80 мм x 30 мм | Заявка | Автомобильные детали и т. д. |
| Устройство ЧПУ | ФАНУК 0и-Т |
SNC-28HP
Высокоточный станок с допустимым отклонением размеров ±0,5 мкм. Это модель высшего класса, в которой линейная шкала и высокоскоростное высокоточное управление согласованы.
Изменение в пределах ±0,5 мкм может быть достигнуто при длительной эксплуатации даже при холодном запуске благодаря мерам по стабильности температуры машины.
SNC-28HP
| Скорость шпинделя | 100~10 000 мин -1 |
|---|---|
| Диаметр сквозного отверстия основного шпинделя | 20 мм |
| Главный двигатель | 1,5/2,2 кВт (непрерывно/15 мин.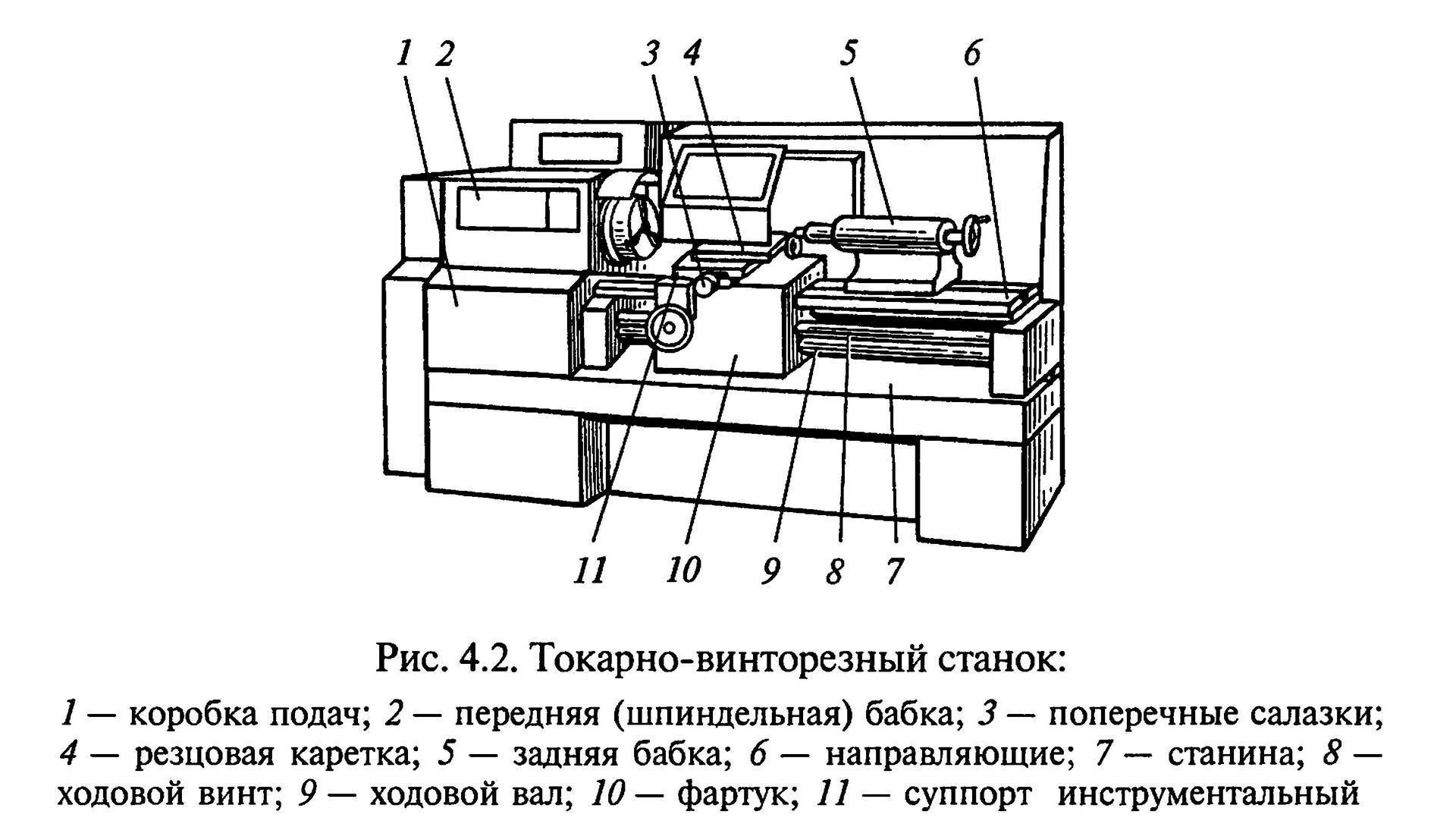 номинал) номинал) |
| Ход по осям X.Z макс. | 300мм220мм |
| Погашенная траверса (ось X.Z) | 15 м/мин |
| Наименьшее приращение команды | 0,1 м (опция 0,01 м) |
| Стандартный патрон | 4 дюйма |
| Стандартный рабочий размер | 50 мм x 30 мм |
| Применение | Прецизионные детали бытовой техники, прецизионные детали автомобильных принадлежностей и т. д. |
| Устройство ЧПУ | FANUC 0i-T(*спецификация 0,01 м: FANUC 32i) |
SNC-20PT/HPT
Оснащенный 2 шпинделями и 2 суппортами, этот отделочный станок был разработан для повышения производительности.
Он способен поддерживать точность обработки на субмикронном уровне в течение длительных периодов времени.
Этот блок занимает на 25 % меньше места, чем стандартный спаренный блок.
Для удобства использования он имеет меньшую высоту по центру.
SNC-20HPISP
| ПТ | ВД | |
| Скорость шпинделя | 10010 000 мин -1 | |
| Диаметр сквозного отверстия основного шпинделя | 20 мм | |
| Главный двигатель | 1,5 кВт/2,2 кВт (непрерывно/15 мин. номинал) | |
| Ход по осям X.Z макс. | 220мм245мм | |
| Погашенная траверсаX.Z-ось | 15 м/мин | |
| Наименьшее приращение команды | 0,1 м | |
| Стандартный патрон | 4 дюйма | |
| Стандартный рабочий размер | 40 мм x 40 мм | |
| Применение | Детали бытовой техники, автомобильные аксессуары и т.  | |