Торцевое фрезерование: что это? Преимущества и недостатки, схема фрезерования плоскостей торцевыми фрезами
Содержание
Торцевое фрезерование
1.
Торцевое фрезерование
2.
Высокопроизводительное фрезерование
3.
Тяжелое торцевое фрезерование
4.
Чистовое фрезерование с пластинами
Wiper
Торцевое фрезерование
Одной
из наиболее распространенных операций
является торцевое фрезерование, для ее
выполнения можно использовать различный
инструмент. Наиболее часто применяются
фрезы с главным углом в плане 45º, но
также для торцевого фрезерования могут
применяться фрезы с круглыми пластинами,
дисковые трёхсторонние и концевые
фрезы.
Выбор инструмента
Обзор
торцевых фрез
Направление
сил резания зависит от главного угла в
плане.
Фрезы
с главным углом в плане 45°
Первый
выбор для общего назначенияМеньше
вибраций на большом вылетеЗа
счёт более тонкой стружки можно повысить
производительность
Фрезы
с главным углом в плане 90°
Обработка
тонкостенных деталейОбработка
слабо закреплённых деталейОбработка
уступов в 90°
Фрезы
с круглыми пластинами
Фрезы
общего назначенияСамая
прочная режущая кромкаБольшое
количество режущих кромок на пластинеНаилучшим
образом подходят для обработки
жаропрочных сплавов группы ISO S.
Процесс
резания более плавный

Практические советы и рекомендации
Врезание
по дуге
Всегда
следует принимать во внимание жесткость
станка, размер и тип шпинделя
(горизонтальное или вертикальное
расположение) и мощность станка.Выбирайте
диаметр фрезы, так чтобы он был больше
ширины заготовки на 20…50%.Следует
учитывать расположение фрезы относительно
заготовки и размер максимальной толщины
стружки для выбора оптимальной подачи.Смещение
фрезы от центра заготовки позволяет
на выходе из резания формировать самую
тонкую стружку.Применение
попутного фрезерования наиболее
благоприятно для стружкообразования:
при врезании формируется более толстая
стружка, на выходе – более тонкая.
Инструмент
должен находиться в контакте.
Для
плавного врезания фрезы в заготовку
траекторию следует формировать по дуге
и при этом снижать подачу.Избегайте
лишних врезаний и выходов из заготовки.По
возможности следует избегать частого
входа и выхода инструмента из заготовки.
Это способствует возникновению
неблагоприятных напряжений на режущей
кромке или является причиной возникновения
вибраций. Рекомендуется формировать
траекторию движения фрезы таким образом,
чтобы инструмент находился все время
в резании, это предпочтительнее, чем
несколько параллельных проходов. А
изменение направления резания следует
производить по небольшому радиусу для
постоянного контакта инструмента и
заготовки.
Практические рекомендации
Обработка
прерывистой поверхности
Избегайте
прерывистого резания.
По
возможности, следует исключать
прерывистую обработку (с отверстиями
или пазами). Прерывистая обработка
требует большей прочности режущей
кромки и является причиной многократных
врезаний и выходов из резания.В
любом случае, при обработке прерывистой
поверхности следует снижать подачу на
50%.
Торцевое
фрезерование тонкостенных и отгибающихся
деталей
Всегда
следует учитывать воздействие сил
резания на заготовку и их направление.При
обработке неустойчивых в осевой
направлении заготовок выбирайте фрезу
с главным углом в плане 90°, так как в
этом случае основная часть сил резания
направлена радиально.Следует
применять инструмент для легкой
обработки.Для
минимизации осевой составляющей силы
резания не назначайте глубину резания
меньше чем 0. 5-2 мм.
5-2 мм.Для
снижения количества зубьев, одновременно
участвующих в резании, выбирайте фрезы
с крупным шагом.Выбирайте
острую позитивную (-L) геометрию передней
поверхности для снижения сил резания.
Контурная
обработка торцевыми фрезами тонкостенных
деталей
При
обработке плоскости тонких стенок
центр фрезы должен быть смещен от центра
стенки. Таким образом, процесс резания
происходит стабильнее, и силы резания
распределяются равномерно вдоль стенки,
что снижает риск возникновения вибрацийЛучше
выбирать фрезу с таким количеством
зубьев, чтобы в резании одновременно
участвовало больше одного зуба.Выбирайте,
по возможности, наиболее острую геометрию
пластин: легкую вместо средней и среднюю
вместо тяжелой.Для
снижения риска возникновения вибраций
выбирайте пластины с меньшим радиусом
при вершине и меньшей зачистной кромкой
при обработке тонких стенок.
Снижайте
режимы резания: глубину резания, ap,
и подачу на зуб, fz.
Наверх
Соответствующие
видео
Фрезерование
— врезание в заготовку
Обеспечьте
постоянный контакт фрезы и заготовки
Главный
угол в плане, круглые пластины (eng)
торцевая фреза под 45 или 90 градусов?
Что такое торцевое фрезерование? Представьте себе фрезерование стороной концевой фрезы. Общий термин для этого — «периферийное фрезерование». А что, если мы будем резать строго по низу? Технически это торцевое фрезерование, хотя мы обычно называем его так только тогда, когда используется торцевая фреза.
Если вы используете фрезерный станок с ЧПУ, очень распространенной операцией является «Spoilboard Surfacing», и хотя в большинстве CAM фрезы, используемые для Spoilboard Surfacing называются «Spoilboard Cutters», это просто еще одна форма торцевого фрезерования.
Начнем с выбора лучшего типа торцевой фрезы для ваших нужд. Основные параметры Face Mills:
- Их диаметр. Вы получите наилучшее качество поверхности, если диаметр вашей торцевой фрезы будет больше, чем площадь обработки. Но для более крупных торцевых фрез требуются более мощные шпиндели, и они не всегда проходят в более узкие места.
- Количество пластин: чем больше пластин, тем быстрее вы сможете подавать торцевую фрезу. Торцевая фреза только с одной пластиной называется Fly Cutter. Но быстрее не всегда лучше. Если вы не сможете отрегулировать индивидуальную высоту каждой пластины, ваша торцевая фреза с множеством пластин не будет иметь такой гладкой поверхности, как одинарная фреза Fly Cutter.
- Геометрия: это определяется формой пластины, а также тем, как она удерживается в торцевой фрезере.
Давайте посмотрим на вопрос геометрии более внимательно.
Торцевая фреза, 45 или 90 градусов?
Торцевая фреза под 45 или 90 градусов
Во-первых, о чем мы говорим, когда говорим о 45 или 90 градусах? Ответ довольно очевиден из фотографии выше, на которой сравниваются две фрезы Glacern Face Mills. Обратите внимание на угол режущей кромки пластин.
Обратите внимание на угол режущей кромки пластин.
Да! Угол — это угол этой режущей кромки: 45 градусов для торцевой фрезы слева и 90 градусов для правой. Этот угол также называется углом подъема фрезы.
А вот оптимальные рабочие диапазоны для разной геометрии:
Оптимальные рабочие диапазоны для разной геометрии фрез
Так какой из них даст лучшие результаты?
Конечно, если вы можете себе это позволить, хорошо иметь торцевые фрезы под углом 45 и 90 градусов, но каковы плюсы и минусы каждой из них?
За и против
Многие считают, что торцевая фреза под 45 градусов лучше подходит для торцевого фрезерования общего назначения. В пользу этого говорят следующие аргументы:
- Силы резания лучше сбалансированы, поэтому осевые и радиальные силы примерно равны. Снижение радиальных сил, чтобы они были более сбалансированы с осевыми, может не только улучшить качество поверхности, но и более благоприятно сказаться на подшипниках шпинделя.

- Срезание входа и выхода ведет себя лучше — меньше ударов, меньше тенденции к прорыву.
- Режущая кромка под углом 45 градусов лучше всего подходит для сложных резов.
- Лучшая обработка поверхности — 45 градусные оставляют заметно более красивую отделку. Меньшая вибрация, сбалансированные силы и лучшая геометрия входа — это три причины.
- Эффект утонения стружки действует и приводит к более высокой подаче.
- 45 градусные фрезы, как правило, также менее склонны к вибрации.
У торцевых фрез 45 градусов есть и недостатки:
- Уменьшена максимальная глубина резания за счет угла подъема.
- Большой диаметр корпуса может вызвать проблемы с зазором.
- Отсутствие фрезерования углов или уступов под углом 90 градусов
- Может вызвать сколы или заусенцы на выходной стороне вращения фрезы.
- Версия под углом 90 градусов оказывает меньшее поперечное (осевое) усилие, примерно вдвое меньше. Это может дать преимущество, когда речь идет о тонких стенках, потому что передача слишком большого усилия на стену может привести к вибрации материала и другим проблемам.
 Это также может быть преимуществом, когда сложно или невозможно надежно удерживать деталь в приспособлении.
Это также может быть преимуществом, когда сложно или невозможно надежно удерживать деталь в приспособлении.
При этом есть еще вариант фрез с круглыми пластинами (пуговичные фрезы), он сочетает в себе некоторые преимущества каждого двух приведенных выше, а также являются самыми сильными. Так что, если вам приходится иметь дело с грязными материалами, с большим количеством примесей, таких как кремний, лучше всего подойдет именно такая фреза.
Торцевая фреза. Подачи и скорости торцевого фрезерования
Легко рассчитать подачу и скорость для сравнения этих двух решений для торцевого фрезерования с помощью одного из калькуляторов подач и скоростей.
Вот типичная установка для торцевого фрезерования под углом 90 градусов:
Подачи и скорости для торцевой фрезы под 90 градусов
Я выбрал свою машину, материал и тип индексируемого инструмента. Я моделирую небольшую торцевую фрезу диаметром 2 дюйма с 4 пластинами и установил угол подъема на 90 градусов. Моя глубина реза составляет 1/8 дюйма.
Сначала я делаю проход шириной 60%. Это даст лучшее качество и облегчит обработку пластин в твердых материалах, чем проход на всю ширину. Во-вторых, я указал это на сокращение HSM. Это HSM для «высокоскоростной обработки».
Я могу это сделать, так как я буду использовать траекторию, которая плавно входит в разрез, и я буду изгибать конец каждого прохода, чтобы избежать острого угла, а также чтобы не выходить из разреза полностью. Это трюки с траекторией CAM, которые действительно могут помочь вам в уменьшении повреждений инструмента, увеличение качества поверхности, и в этом случае они также позволяют вам выбрать большее увеличение подачи и скорости.
Теперь мы можем проверить торцевую фрезу 45 градусов, просто изменив угол подъема на 45. Давайте предположим, что все остальное останется прежним, вот результаты:
Подачи и скорости для торцевой фрезы под 45 градусов
Ух ты! Посмотрите, скорость удаления материала:
- 34,2 кубических дюйма в минуту для 90 градусов
- 48,4 кубических дюйма в минуту для 45 градусов
Теперь мы видим, почему модели под углом 45 градусов так популярны — это более чем на 40% больше материала, чем удаляется Фрезой с углом 90 градусов. Это определенно довольно быстро окупит новую торцевую фрезу, если вы используете ее для очень многих деталей.
Это определенно довольно быстро окупит новую торцевую фрезу, если вы используете ее для очень многих деталей.
Альтернативы торцевым фрезам под 45 градусов: восьмиугольные, 75-градусные и «пуговичные» фрезы
В свое время восьмиугольные торцевые фрезы воевали с торцевыми фрезами под 45 градусов за превосходство. У восьмиугольных пластин больше краев, поэтому вы можете повернуть пластину, если на одной из них есть сколы. Но затраты на инструменты обычно составляют всего около 3 процентов от стоимости производства, поэтому в конечном итоге победила более высокая эффективность 45 градусов.
В последнее время вы можете приобрести несколько торцевых фрез, которые используют пластину под углом 45 градусов, которая является двусторонней, так что у нас есть лучшее из обоих миров, поскольку теперь у этих пластин 8 кромок, как у восьмиугольных пластин.
Другие альтернативы включают 75-градусные торцевые фрезы и фрезы для пуговиц (индексируемые фрезы с круглой пластиной).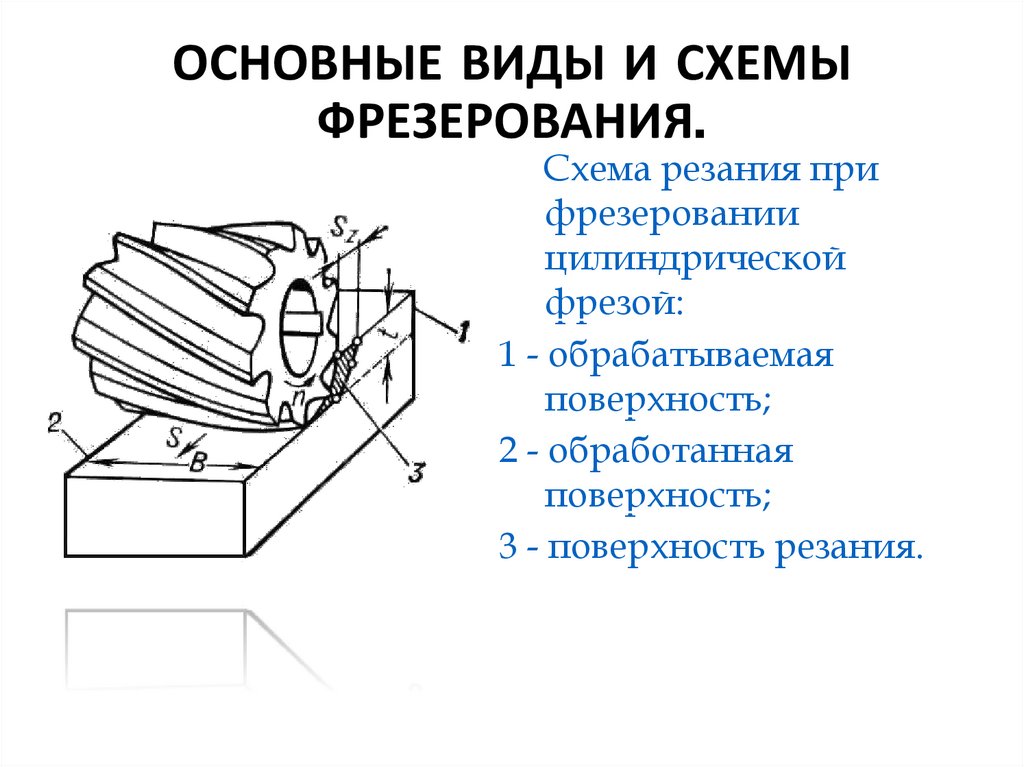 Основная цель 75-градусной торцевой фрезы, кажется, состоит в том, чтобы обеспечить чуть больший зазор, чем 45-градусная. Это может быть ваш третий или четвертый выбор, если у вас уже есть 45 и 90 и вы хотите больше вариантов для сложных случаев.
Основная цель 75-градусной торцевой фрезы, кажется, состоит в том, чтобы обеспечить чуть больший зазор, чем 45-градусная. Это может быть ваш третий или четвертый выбор, если у вас уже есть 45 и 90 и вы хотите больше вариантов для сложных случаев.
Пуговичная фрез (также называемый копировальной фрезой или тороидальным ножом ) использует круглую пластину и имеет множество собственных преимуществ. Трудно назвать победителя по сравнению с другими торцевыми фрезами.
Дополнительные советы и методы торцевого фрезерования
Торцевая фреза под углом 45 градусов, проходящая
сквозь сварной шов
Прерванные порезы
Если на поверхности, на которой вы производите торцевое фрезерование, есть паз или другая утопленная деталь, вам придется выполнять несколько прерывистых резов. Если вы имеете дело с твердым материалом, вы можете уменьшить скорость подачи до 50%.
Идеи траектории инструмента
Попробуйте поработать с траекторией в вашей CAM. Это может улучшить качество, а также продлить срок службы вставки.
Это может улучшить качество, а также продлить срок службы вставки.
Вкладыши с алмазным напылением
Использование пластин Wiper может значительно улучшить качество поверхности при торцевом фрезеровании. Этому способствуют высокая скорость подачи и малая глубина резания (0,8 мм или меньше). Пластины с PVD-покрытием (алмазные) с очень острыми краями также могут улучшить качество обработки поверхности.
Торцевое фрезерованиеЗаключение
У меня в цехе есть торцевая фреза диаметром 2 дюйма под углом 90 градусов, а также торцевая фреза Glacern FM45 под углом 3 дюйма под углом 45 градусов. FM45 наверняка найдет гораздо больше вариантов применения.
Последняя мысль о торцевых фрезах: не пытайтесь использовать на своем станке слишком большую торцевую фрезу. Я довольно легко остановил шпиндель на 3 лошадиные силы, работающий на моем 3-дюймовом шпинделе. Конечно, это меньшая фреза, но вы должны иметь в виду, что даже если у вас достаточно мощности шпинделя, торцевая фреза будет передавать ее в вашу заготовку. Убедитесь, что он плотно прижат!
Я довольно легко остановил шпиндель на 3 лошадиные силы, работающий на моем 3-дюймовом шпинделе. Конечно, это меньшая фреза, но вы должны иметь в виду, что даже если у вас достаточно мощности шпинделя, торцевая фреза будет передавать ее в вашу заготовку. Убедитесь, что он плотно прижат!
Торцевое фрезерование: определение, процесс, отличия, практические советы
13 августа 2022 г.
Фрезерование — это одна из различных процедур механической обработки, используемых при обработке с ЧПУ. Хотя существуют различные фрезерные операции, в этой статье речь пойдет о технике торцевого фрезерования.
Мы рассмотрим различные типы фрезерных операций, как правильно выбрать инструмент для торцевого фрезерования и многое другое, что нужно знать о процедуре обработки. Если вы хотите что-то узнать о процедуре торцевого фрезерования, это исчерпывающее руководство по торцевому фрезерованию.
Что такое торцевое фрезерование?
Торцевое фрезерование — это метод механической обработки, используемый для выравнивания и сглаживания поверхности заготовок. Машинисты используют два типа станков для этого процесса: обрабатывающий центр или фрезерный станок. Основное отличие этого процесса от традиционных методов фрезерования заключается в том, что фрезерный станок или обрабатывающий центр располагаются перпендикулярно заготовке. Это означает, что верхняя часть станка обрабатывает заготовку, а не боковая сторона, используемая при других методах фрезерования.
Машинисты используют два типа станков для этого процесса: обрабатывающий центр или фрезерный станок. Основное отличие этого процесса от традиционных методов фрезерования заключается в том, что фрезерный станок или обрабатывающий центр располагаются перпендикулярно заготовке. Это означает, что верхняя часть станка обрабатывает заготовку, а не боковая сторона, используемая при других методах фрезерования.
Процесс торцевого фрезерования может быть как ручным, так и автоматическим. Разница между ними только в скорости подачи. При ручном торцевом фрезеровании оператору придется неоднократно останавливать станок, чтобы переместить заготовку по столу, в то время как скорость подачи для автоматического типа более постоянна. Это делает автоматический тип менее подверженным ошибкам или неправильным разрезам.
В процессе используются различные режущие инструменты для торцевых фрез, включая концевые фрезы, насадные фрезы и фрезы. Станок вращает инструмент против часовой стрелки и перемещает заготовку по его зубьям.
Теперь, когда мы рассказали вводный абзац о торцевом фрезеровании, давайте рассмотрим, как работает этот процесс.
Как работает торцевое фрезерование?
При торцевом фрезеровании заготовки станки делят процесс на четыре этапа. К ним относятся:
1. Позиционирование заготовки
Перед началом процесса они должны убедиться, что заготовка надежно закреплена на столе станка. Им нужно прочно зафиксировать заготовку к столу, чтобы она не скользила.
2. Размещение фрезерного станка
Следующее, что нужно сделать, это убедиться, что фрезерный станок находится в нужном месте. Машинист размещал фрезерный станок перпендикулярно заготовке. Таким образом, верхняя часть фрезы работает с материалом.
3. Регулировка скорости подачи и скорости шпинделя
Следующим этапом является регулировка скорости подачи и скорости, с которой станок перемещает инструмент (скорость шпинделя). Эти два параметра жизненно важны для обеспечения того, чтобы машина выполняла резку в правильном положении.
4. Обработка
После настройки станка начинается обработка. Поскольку компьютеру был передан код для процесса обработки для станков с ЧПУ, он выполняет всю работу и обрабатывает желаемую форму и форму на заготовке.
Выбор правильного инструмента для торцевого фрезерования
Успех любого процесса торцевого фрезерования зависит от используемого инструмента. Прежде чем мы перейдем к советам, которые помогут выбрать правильный режущий инструмент, нам нужно знать различные инструменты, используемые для торцевого фрезерования. Для торцевого фрезерования используются три основных станка: насадные фрезы, концевые фрезы и фрезы.
1. Насадные фрезы
Насадные фрезы — лучший выбор для торцевого фрезерования. Имея несколько зубьев в сочетании со вставками по краям, насадная фреза идеально подходит для получения одинаковой чистоты поверхности. Это связано с тем, что его конструкция определяет, сколько материала он может удалить за один раз. Он также подходит для работы с различными материалами. Однако его вставки могут потребовать постоянной замены в зависимости от твердости материала.
Он также подходит для работы с различными материалами. Однако его вставки могут потребовать постоянной замены в зависимости от твердости материала.
2. Концевые фрезы
Концевые фрезы имеют режущую кромку, что делает их пригодными для выполнения сложной отделки на заготовке. Однако, когда дело доходит до удаления больших кусков материала с заготовки, это не лучший выбор. Кроме того, инструмент не очень прочный, поэтому он ограничен в вариантах материалов, с которыми он может работать.
3. Крючковые фрезы
В отличие от концевых и насадных фрез, фрезы имеют только одну режущую кромку и пластину. Тем не менее, они выгодны для получения чистовой отделки без большого потребления энергии. В обмен на мощность они работают на гораздо более низких скоростях. Таким образом, если вы хотите добиться более тонкой обработки с меньшим энергопотреблением, вам подойдет летучая фреза.
Советы по выбору правильного инструмента
Теперь, когда мы рассказали о различных типах торцевых фрез, теперь мы можем объяснить, как выбрать наилучшие инструменты для различных операций торцевого фрезерования.
1. При резке твердых материалов лучше всего использовать торцевую фрезу с насадной фрезой. Многочисленные режущие кромки позволяют снимать большие куски материала за один раз.
2. Летучая фреза является лучшим режущим инструментом для торцевой фрезы для более мягких материалов.
3. При создании эстетичного дизайна с помощью торцевой фрезы лучшим режущим инструментом для торцевой фрезы является концевая фреза. На хвостовике фрезы имеется множество зубьев, которые подходят для создания различных рисунков.
4. Другим фактором, который необходимо учитывать при подборе инструментов, является угол, под которым инструмент входит в заготовку. Большинство инструментов входят под углом 45° или 90°. Однако некоторые из них также относятся к диапазону 10–65°.
5. При торцевой обработке необходимо следить за тем, чтобы скорость вращения шпинделя соответствовала скорости станка. В противном случае торцевые фрезы быстро изнашиваются.
6. Лучше использовать режим ЧПУ торцевой обработки, а не ручной. Это связано с тем, что при ручном торцевом фрезеровании вы будете постоянно выходить и арендовать траекторию резания, что приведет к нагрузке на режущую кромку заготовки.
Это связано с тем, что при ручном торцевом фрезеровании вы будете постоянно выходить и арендовать траекторию резания, что приведет к нагрузке на режущую кромку заготовки.
7. Наконец, не следует торцевать отверстия или пазы на заготовке, так как это может привести к выходу и повторному входу заготовки.
4 Типы операций торцевого фрезерования
Существуют различные типы операций торцевого фрезерования, которые регулярно используются машинистами. В этом разделе объясняются эти различные процедуры и лучшие советы по оптимизации для каждой из них.
1. Общее торцевое фрезерование
Этот процесс является обычной процедурой торцевого фрезерования, не требующей каких-либо особых соображений. Угол в плане очень важен в общих процедурах торцевого фрезерования, и лучше всего использовать режущие инструменты для торцевого фрезерования с углом в плане 45°.
Некоторые другие советы по оптимизации общих процедур торцевого фрезерования включают:
- Диаметр фрезы должен быть больше диаметра заготовки (не менее 20 % и не более 50 %).

- Точка входа в заготовку должна быть не по центру, чтобы выходная стружка была как можно тоньше.
- Не забывайте о размере шпинделя и мощности станка.
2. Торцевое фрезерование для тяжелых условий эксплуатации
Этот тип торцевой обработки требует больших материалов и больших обрабатывающих центров. При этом типе торцевой обработки машинистам необходимо удалить большое количество материала, что требует огромной мощности.
Для этой процедуры лучше всего подходят режущие инструменты для торцевого фрезерования с углом в плане 60°. Они имеют высокие скорости подачи, что повышает их производительность и позволяет резать больше материала.
Другие советы по оптимизации операций торцевого фрезерования в тяжелых условиях включают:
- Эта процедура создает огромные температуры. Если вам нужно заменить вставки на полпути, наденьте перчатки.
- Процедура генерирует много чипов. Эти стружки могут загромождать рабочее пространство и повторно попадать на траекторию резания заготовки.
 Постоянная перерезка стружки могла привести к износу вставок. Поэтому не забудьте навести порядок на рабочем месте.
Постоянная перерезка стружки могла привести к износу вставок. Поэтому не забудьте навести порядок на рабочем месте.
3. Фрезерование с большой подачей
Фрезерование с высокой подачей включает операции, требующие высоких скоростей резания и подачи. Обычно они включают скорость резания более 1000 м/мин. Для этой процедуры лучше всего подходят торцевые фрезы с высокой скоростью подачи и малым углом в плане. Для этой процедуры единственным важным моментом является степень проникновения. Угол около 10° предпочтителен из-за высокой скорости подачи, которую он допускает.
4. Чистовая обработка пластинами Wiper
Используя пластины Wiper вместе со стандартной пластиной, вы также можете использовать торцевое фрезерование для получения эстетичного дизайна поверхности. Пластины Wiper в основном предназначены только для финишной обработки поверхности. Обычно они имеют разную длину и изготавливаются в лево- и правостороннем исполнении. Для этой процедуры необходимость вставки Wiper зависит от типа используемой стандартной вставки. Чем выше подача на оборот, обеспечиваемая стандартной пластиной, тем больше потребность в пластинах Wiper.
Чем выше подача на оборот, обеспечиваемая стандартной пластиной, тем больше потребность в пластинах Wiper.
Торцевое и периферийное фрезерование: в чем разница?
Торцевое и периферийное фрезерование являются основными видами фрезерования. Обе процедуры основаны на одном и том же основном принципе. Они используют вращающийся режущий инструмент для удаления материала с поверхности заготовки. Однако то, как они это делают, отличается. Итак, как это различает их обоих? Приведенные ниже точки отражают их различия:
При торцовом фрезеровании станок/обрабатывающий центр устанавливается перпендикулярно заготовке. При периферийной обработке оператор размещает фрезу параллельно заготовке.
При торцевом фрезеровании только верхняя часть режущего инструмента выполняет фрезерование. Однако при периферийном фрезеровании задействованы и стороны заготовки.
Торцевое фрезерование можно выполнять на станках с горизонтальным и вертикальным шпинделем, тогда как периферийное фрезерование возможно только на станках с горизонтальным шпинделем.
Торцевое фрезерование применяется для обработки поверхности и удаления небольшого количества материала с заготовки. С другой стороны, периферийная обработка применима для удаления большого количества материала с заготовки.
Для торцевого фрезерования режущие кромки обычно располагаются как по бокам, так и по торцу. Однако при периферийном фрезеровании обычно только по бокам.
Практические советы по оптимизации процессов торцевого фрезерования
В этом разделе приведены некоторые советы, применимые ко всем типам процессов торцевого фрезерования. К ним относятся:
1. Необходимый инструмент
При торцевом фрезеровании убедитесь, что инструмент подходит для данного процесса. Правильные инструменты обеспечат лучший уровень производительности и сделают работу более гладкой.
2. Иметь специальную настройку для торцевого фрезерования
Вы не должны использовать ту же настройку, что и для других процедур обработки торцевого фрезерования. Имейте специальные настройки для различных типов обработки. Это помогает повысить точность различных процедур обработки.
Имейте специальные настройки для различных типов обработки. Это помогает повысить точность различных процедур обработки.
3. Убедитесь, что параметры фрезерования правильные
Процедура торцевого фрезерования зависит от различных технических параметров. Несколько примеров включают глубину резания, подачу на зуб, подачу на оборот и т. д. Перед началом процедуры убедитесь, что каждый из этих параметров правильный. Это позволит вам не тратить материалы напрасно.
4. Убедитесь, что ваши режущие инструменты острые
Использование тупых режущих инструментов только замедлит процесс торцевой обработки. Кроме того, тупые инструменты легко ломаются, так как они неэффективны против более твердых материалов. Поэтому очень важно, чтобы все инструменты были острыми и готовыми к использованию.
Услуги WayKen по фрезерованию на заказ
Доверьте все заботы о фрезеровании специалистам. В WayKen мы можем фрезеровать пластиковые и металлические нестандартные детали. Будь то быстрые прототипы или мелкосерийное производство, мы обеспечим вас. Если вам нужны услуги фрезерной обработки с ЧПУ по запросу, наш собственный механический цех поставляет высококачественные обработанные детали всего за три дня.
Будь то быстрые прототипы или мелкосерийное производство, мы обеспечим вас. Если вам нужны услуги фрезерной обработки с ЧПУ по запросу, наш собственный механический цех поставляет высококачественные обработанные детали всего за три дня.
У нас скорость сочетается с качеством. Мы проводим 100% проверку всех наших продуктов, поэтому вам не о чем беспокоиться. Самое приятное, что наши цены доступны для кошелька. Мы предлагаем одну из лучших отраслевых цен в области механической обработки.
Вы можете связаться с нами, чтобы получить предложение по вашим фрезерным проектам, и мы дадим вам мгновенное предложение и ответ DFM в течение следующих 12 рабочих часов.
Заключение
Торцевое фрезерование — простая процедура, которая в основном предназначена для выравнивания и доводки поверхности деталей. Хотя машинисты обычно используют различные торцевые фрезы, очень важно найти лучший тип для работы с процедурой торцевого фрезерования. Эта статья поможет вам узнать, как выбрать лучшие торцевые фрезы, оптимизировать процесс торцевого фрезерования и многое другое.
В чем основное различие между торцевым и концевым фрезерованием?
Основное различие между ними заключается в используемом инструменте. Торцевые фрезы используют для резки только верхнюю часть фрезы, в то время как концевые фрезы используют конец и стороны инструмента.
Какие инструменты используются для торцевого фрезерования?
Используются три инструмента: концевые фрезы, фрезы и насадные фрезы.
Сколько существует типов операций торцевого фрезерования?
Существует четыре типа: обычное торцевое фрезерование, торцевое фрезерование для тяжелых режимов работы, высокоскоростное торцевое фрезерование и чистовая обработка поверхности пластинами Wiper.
Торцевое фрезерование при обработке: как это делается?
Торцевое фрезерование — это распространенный тип механической обработки, при котором используется высокоскоростной режущий инструмент для удаления материала с заготовки для получения гладкой высококачественной поверхности.
Различные типы инструментов для торцевого фрезерования могут использоваться для выполнения черновых или чистовых операций на заготовке.
Но что такое торцевая фрезеровка? Как вы это делаете? И какие факторы влияют на качество операции торцевого фрезерования?
В этой статье содержится подробное руководство по торцевому фрезерованию, включая его инструменты и типы.
Что в этой статье?
- Торцевое фрезерование
- Инструменты, используемые для торцевого фрезерования
- Критерии выбора инструмента
- Советы по торцевому фрезерованию
- Различия между торцевым и периферийным фрезерованием
- Заключительные мысли
- Часто задаваемые вопросы (FAQ)
MellowPine поддерживается читателями. Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Что такое торцевое фрезерование?
Торцевое фрезерование
Торцевое фрезерование — это процесс механической обработки, при котором ось вращения фрезы перпендикулярна заготовке. В этом процессе фреза с плоской поверхностью снимает верхний слой заготовки, тем самым создавая плоскую поверхность с желаемой чистотой поверхности.
В этом процессе фреза с плоской поверхностью снимает верхний слой заготовки, тем самым создавая плоскую поверхность с желаемой чистотой поверхности.
Обычно выполняется на фрезерном станке с ЧПУ, фрезерном станке и других обрабатывающих центрах с ЧПУ с аналогичными возможностями.
Однако торцевая обработка на токарных станках с ЧПУ отличается от фрезерной обработки, так как она включает вращение заготовки и удаление материала одноточечным режущим инструментом.
Во время операции торцевого фрезерования кромки фрезы стачиваются о поверхность заготовки, что приводит к удалению материала.
Это означает, что режущие кромки, расположенные на периферии фрезы, выполняют режущее действие.
В зависимости от типа операции торцевого фрезерования режущий инструмент может удалять материал с торца или краев заготовки, в результате чего получается гладкая и плоская поверхность заготовки.
Существенным преимуществом торцевого фрезерования является возможность обработки крупных объектов и поверхностей за минимальное время с использованием малогабаритной фрезы.
В связи с этим небольшие фрезерные станки часто содержат конфигурации торцевого фрезерования, что делает их портативными и экономичными.
Фрезерные инструменты, используемые для торцевого фрезерования, доступны с различными наконечниками и геометрией лезвий, что повышает гибкость выполнения различных операций торцевания.
В зависимости от материала заготовки и требуемой геометрии вы можете выбрать наиболее подходящий наконечник и форму лезвия.
Торцевое фрезерование имеет различные промышленные применения и может использоваться для обработки различных материалов, таких как сталь, чугун, бронза, алюминий, сплавы, дерево и т. д. или делать канавки.
В основном существует шесть различных типов операций торцевого фрезерования.
| Type of Milling | Diameter of cutter | Applications |
|---|---|---|
| Conventional | Greater than the workpiece width | Roughing and finishing cuts |
| Partial | Slightly smaller than the workpiece width | Черновая и чистовая обработка |
| Конец | Меньше относительно ширины заготовки | Слоты обработки в заготовке |
| Профиль | меньше по сравнению с шириной заготовки | . |
| Контурирование поверхности | Меньше относительно ширины заготовки | Обработка контуров на поверхности заготовки |
Типы торцевого фрезерования и их применение
При обычном торцевом фрезеровании фреза выступает с обеих сторон заготовки, а при частичном торцевом фрезеровании фреза выступает только с одной стороны.
Диаметр фрезы при других операциях торцевого фрезерования значительно меньше, как у сверла.
Для контурной обработки поверхности используется шаровидная фреза с прерывистой возвратно-поступательной подачей по криволинейной траектории на заготовке.
В зависимости от ваших требований вы можете выбрать подходящую операцию торцевого фрезерования для вашей заготовки.
Инструменты, используемые для торцевого фрезерования
Вращающиеся фрезы, также называемые торцевыми фрезами, изготавливаются либо из одного материала, либо имеют вставки, прикрепленные по краям.
Инструменты, используемые для торцевого фрезерования, можно классифицировать на основе их геометрии и конструкции.
Классификация на основе геометрии инструмента
Торцевая фреза с квадратным сечением
Торцевая фреза с квадратным торцом
Торцевые фрезы с квадратной геометрией торца имеют квадратный или прямой конец без какого-либо радиуса или фаски.
Для операций механической обработки, таких как врезное резание, профилирование и прорезание пазов, используются торцевые фрезы с квадратным торцом.
Торцевая фреза со сферическим концом
Торцевая фреза со сферическим концом имеет шарообразную форму с радиусом, равным половине диаметра фрезы, что идеально подходит для обработки сопряженных частей сборки, таких как полукруглые канавки.
Торцевая фреза с радиусной насадкой
Торцевая фреза с круглой насадкой
Торцевая фреза с радиусной насадкой аналогична торцевой фрезе с квадратным концом, но с радиусом заточки на конце каждого режущего зуба.
Это снижает ударную нагрузку на режущие канавки в процессе обработки и увеличивает срок службы инструмента.
Однако эти фрезы нельзя использовать в тех случаях, когда требуется идеально прямоугольный профиль.
Торцевая фреза с фаской
Торцевая фреза 45° с фаской
Торцевые фрезы с фасками состоят из сторон или концов, которые имеют угловую геометрию в диапазоне от 20 ° до 45 °, что обеспечивает резку под углом или скошенной кромкой на кромке заготовки.
При выполнении таких операций механической обработки, как точечная нарезка, снятие фасок, снятие заусенцев, снятие фасок и зенкование, используются торцевые фрезы этого типа.
Классификация на основе конструкции инструмента
Торцевые фрезы также можно классифицировать на основе их конструкции.
Ножницы для мух
Ножи для мух
Фрезы имеют одноточечный режущий инструмент, прикрепленный к держателю, который можно отрегулировать для резки заготовок с максимальным диаметром около 2 дюймов (51 мм). MRR), он обеспечивает гладкую поверхность с меньшей потребностью в лошадиных силах.
MRR), он обеспечивает гладкую поверхность с меньшей потребностью в лошадиных силах.
Концевые фрезы
Концевые фрезы
Концевые фрезы имеют режущие зубья на конце цилиндрического хвостовика и канавки на боковой поверхности, что делает их пригодными для концевого фрезерования.
Эти концевые фрезы обычно имеют острый угол, а нижняя кромка образует угол 1° с центром.
Насадные фрезы
Насадная фреза
Насадная фреза представляет собой круговой режущий инструмент, имеющий плоское основание с твердосплавными вставками, закрепленными по окружности. Чаще всего используется для черновой и получистовой обработки.
Каждый последующий проход каждой режущей кромки пластины удаляет материалы и сглаживает заусенцы, образовавшиеся на предыдущей кромке, в результате чего получается гладкая плоская поверхность.
Эти фрезы имеют жесткую конструкцию и могут использоваться для обработки практически любого материала.
Как выбрать инструмент для торцевого фрезерования
Требуемый тип чистовой обработки
Требуемый тип чистовой обработки заготовки является важным фактором при выборе подходящей торцевой фрезы.
Может быть черновой или чистовой, в зависимости от ваших требований.
Черновая обработка выполняется для быстрого и качественного съема материала, в то время как чистовая обработка требует больше времени и снимает меньше материала, но обеспечивает более высокое качество отделки.
Как правило, насадные фрезы используются для черновой обработки, а фрезы – для чистовой обработки.
Концевые фрезы идеально подходят для черновой и чистовой обработки.
Тип выполняемой торцевой фрезы
Тип операции также играет важную роль при выборе торцевой фрезы, наиболее подходящей для вашего применения.
Например, для обычных операций торцевого фрезерования требуется торцевая фреза, ширина которой превышает ширину заготовки, тогда как для концевых фрез рекомендуется использовать концевую фрезу.
Количество канавок
Количество канавок на режущем инструменте
Количество канавок режущих кромок определяет тип конструкции торцевой фрезы. Это в основном зависит от диаметра фрезы и фрезеруемого материала.
Это в основном зависит от диаметра фрезы и фрезеруемого материала.
Канавки представляют собой глубокие спиралевидные канавки в фрезе, которые облегчают выход стружки из материала во время операции фрезерования.
Торцевые фрезы с двумя канавками широко используются для обработки пластичных материалов, при фрезеровании которых образуется длинная стружка.
Большее количество канавок сводит к минимуму величину вибрации и нагрузку на стружку.
Количество стружки является важным фактором, напрямую влияющим на срок службы и качество обработки.
Поэтому важно использовать калькулятор загрузки стружки и убедиться, что загрузка стружки для вашей установки находится в оптимальном диапазоне нагрузки для аналогичной установки.
Материал режущего инструмента
Тип обрабатываемого материала и желаемое качество отделки играют важную роль в выборе идеального режущего инструмента для операции торцовки.
Твердые материалы, такие как карбид, кобальт и алмаз, идеально подходят для высокоскоростных применений, тогда как относительно более мягкие материалы, такие как сталь, лучше подходят для общих целей.
Инструменты из мелкозернистого карбида, металлокерамики или керамики предпочтительны для обработки поверхностей.
Покрытие на инструментах помогает противостоять коррозии и истиранию, повышая твердость инструмента, обеспечивая смазку и увеличивая общий срок службы инструмента.
Металлические вставки — еще один способ уменьшить износ инструмента.
Советы по улучшению качества торцевого фрезерования
Вот несколько полезных советов по улучшению качества торцевого фрезерования.
Выберите подходящий инструмент
Всегда выбирайте правильный инструмент для операции торцевого фрезерования.
Например, если вы работаете с алюминием или любым другим материалом из мягкого металла, оптимальным вариантом будет летучая фреза.
С другой стороны, насадная фреза рекомендуется для торцевого фрезерования стальных заготовок или других твердых металлов. 9№ 0008
Торцевые фрезы с твердосплавными пластинами идеально подходят для обработки твердых металлов.
Следуйте рекомендациям по обработке
Расположите торцевую фрезу не по центру заготовки, так как это приводит к образованию более тонкой стружки, что обеспечивает более гладкую поверхность.
Воздержитесь от частого вставления и извлечения инструмента из заготовки во время работы, так как это может повредить инструмент и вызвать вибрации.
Избегайте торцевого фрезерования отверстий или пазов, так как это может привести к прерывистому резанию, вызывающему вибрацию, нежелательную нагрузку и повреждение инструмента.
Поддерживайте оптимальную глубину резания, так как рез на большей глубине может привести к нежелательному трению и напряжению.
Используйте достаточное количество смазочно-охлаждающей жидкости в процессе обработки, чтобы свести к минимуму трение и предотвратить перегрев заготовки.
Разница между торцевым и периферийным фрезерованием
Торцевое фрезерование и периферийное фрезерование
Существуют заметные различия между торцевым и периферийным фрезерованием.
| Параметр | Сторонние фрезерование | Периферийное фрезерование | |
|---|---|---|---|
| Место Зуба | на периферии и поверхности | на Periphery Angles. ось вращения | Параллельно оси вращения фрезы |
| Тип шпинделя | Горизонтальный и вертикальный шпиндель | Горизонтальный шпиндель | |
| Material removed | Relatively smaller volume | Large volume | |
| Cutting source | Both the periphery and face | Only the periphery | |
| Depth of cut | More along the radial axis | More вдоль аксиальной/вертикальной оси |
Разница между торцевым и периферийным фрезерованием
Расположение зубьев и позиционирование заготовки являются фундаментальными различиями между этими двумя операциями фрезерования.
Обе эти операции фрезерования имеют специфическое применение.
Поскольку скорость съема материала выше при периферийном фрезеровании, он лучше подходит для черновой обработки.
Торцевое фрезерование предпочтительно для получистовой и чистовой обработки.
При торцевом фрезеровании периферийные зубья и торец фрезы удаляют материал. Кроме того, забой выполняет чистовые операции.
Напротив, при периферийном фрезеровании за съем материала отвечают только периферийные зубья.
Торцевые фрезы обычно имеют больший диаметр по сравнению с концевыми фрезами, используемыми для периферийного фрезерования, что приводит к большей площади контакта и большей радиальной глубине резания.
Периферийная фреза имеет большую осевую длину, и поскольку большая часть площади контакта между фрезой и заготовкой проходит через осевую поверхность фрезы, она имеет большую осевую глубину резания.
Часто задаваемые вопросы (FAQ)
Каковы основные характеристики торцевой фрезы?
Фреза торцевая дисковая, с режущими кромками по периферии, заходящими на некоторую длину вдоль хвостовика.
