Торцевые фрезы: 28.12.2015 Торцевые фрезы по металлу и их особенности
Содержание
Торцовые фрезы | Машиностроение
У торцовых фрез (рис. 4.6) ось вращения расположена перпендикулярно к обрабатываемой поверхности. При этом кромки главных режущих кромок, находящихся на цилиндрической поверхности, на торце фрезы имеются вспомогательные режущие кромки, расположенные под некоторым углом.
Торцовые фрезы, как правило, изготавливают насадными, а когда их диаметр становится значительно меньше длины, то они переходят в группу концевых фрез. Торцовые фрезы широко используются при обработке плоских поверхностей, в том числе ступенчатых, которые невозможно обработать цилиндрическими фрезами.
Рис. 4.6. Конструкции торцовых фрез: а – насадная; б – концевая цельная; в – концевая со вставными зубьями.
По сравнению с цилиндрическими фрезами торцовые имеют следующие преимущества:
— конструкция торцовых фрез позволяет расположить большее число зубьев на длине контакта с заготовкой;
— торцовые фрезы можно изготавливать с жесткими, массивными корпусами, с надежным креплением режущих элементов, например из твердого сплава;
— при фрезеровании плоскостей можно получать более низкую шероховатость за счет большого числа вспомогательных режущих кромок на торце и при наличии зачистных зубьев.
Благодаря этим достоинствам, торцовые фрезы по сравнению с другими типами фрез нашли наибольшее применение в металлообработке, поэтому на практике они иметь много конструктивных разнообразий.
На рис. 4.7 показана типовая конструкция насадной фрезы. Фреза насаживается на оправку, которая закрепляется в шпинделе станка при помощи болта. По исполнению, показанная на рис. 4.7 фреза, относится к цельным фрезам.
Рис. 4.7. Геометрические параметры торцовой фрезы
Рис. 4.8. Торцово-коническая сборная фреза
Главные режущие кромки торцовых фрез могут быть прямолинейными, но чаще всего они наклонные или винтовые (ω=10…15о), чем обеспечивается лучший отвод стружки из зоны резания и более равномерная работа фрезы. Кроме того, из-за угла наклона зубьев к оси фрезы создаются положительные передние углы на торцевых режущих кромках.
Главный угол в плане φ у торцовых фрез можно изменять в широких пределах (до 90) и ниже. Для повышения стойкости и производительности обработки угол φ уменьшают до 45…60 и даже до 10…30. Такие фрезы называют торцово-коническими, так как главные режущие кромки у них находятся на конической поверхности (рис. 4.8). Стойкость и производительность таких фрез повышается за счет уменьшения толщины среза при заданной подаче на зуб. Однако при уменьшении угла φ до 10о резко возрастает осевая составляющая силы резания, отталкивающая фрезу от заготовки, в результате чего фрезерование оказывается возможным только на очень жестких станках. В таблице 4.5 приведены основные параметры торцовых цельных фрез из быстрорежущей стали.
Такие фрезы называют торцово-коническими, так как главные режущие кромки у них находятся на конической поверхности (рис. 4.8). Стойкость и производительность таких фрез повышается за счет уменьшения толщины среза при заданной подаче на зуб. Однако при уменьшении угла φ до 10о резко возрастает осевая составляющая силы резания, отталкивающая фрезу от заготовки, в результате чего фрезерование оказывается возможным только на очень жестких станках. В таблице 4.5 приведены основные параметры торцовых цельных фрез из быстрорежущей стали.
|
| |||||||||||||||||||||||||||||||||||||||||||||||

| С целью экономии дорогостоящего инструментального материала, фрезы часто используются со вставными ножами, конструктивных вариантов которых достаточно много. Основные параметры таких фрез стандартизованы, и приведены в табл. 4.6-4.7. Основные параметры таких фрез стандартизованы, и приведены в табл. 4.6-4.7.Широкому применению твердых сплавов в конструкциях фрез способствуют следующие положительные особенности процесса фрезерования: форма срезаемой стружки имеет малую толщину и длину; прерывистость процесса резания благоприятно влияет на тепловое напряжение режущих элементов фрезы; высокая жесткость и виброустойчивость. Эти положительные особенности создали благоприятные возможности для применения сменяемых многогранных пластин (СМП),а большие размеры корпусов фрез позволили размещать на них элементы крепления сменных пластин. Такое конструктивное решение позволяет в большинстве конструкциях фрез широкого применения новых марок режущих материалов. Напайные пластины используют только при изготовлении мелкоразмерных фрез, в которых не удается разместить элементы механического крепления пластин.Торцовые фрезы имеют большое разнообразие способов крепления СМП. При этом широко применяются трех-, четырехгранные пластины в форме параллелограмма, | ||||||||||||||||||||
реже круглые и пятигранные с отверстиями для крепления или без них. Крепление пластин осуществляется винтами или рычагами через отверстие, а также клиньями, прижимающими пластину к гнезду в корпусе или во вкладыше. На рис. 4.9 представлены некоторые примеры торцовых фрез, оснащенных СМП.
Крепление пластин осуществляется винтами или рычагами через отверстие, а также клиньями, прижимающими пластину к гнезду в корпусе или во вкладыше. На рис. 4.9 представлены некоторые примеры торцовых фрез, оснащенных СМП.
На рис. 4.9,а показана фреза с креплением пластин 2 в гнездах, выполненных в корпусе 1. Крепление пластин осуществляется винтами 3 с конической головкой. Для предохранения корпуса фрезы от повреждений при поломке пластин используют подкладки 4, изготовленных из твердого сплава (или закаленной стали) и имеющие форму, соответствующую форме режущих пластин. Фрезы такого типа просты в изготовлении, компактные, имеют минимальное число деталей. К недостаткам можно отнести возможность механического повреждения корпуса в процессе эксплуатации и повышенное биение режущих кромок из-за погрешностей изготовления гнезд под пластины.
Рис. 4.9.Торцовые фрезы, оснащенные СМП: а – базы под пластины в корпусе фрезы; б – базы под пластины на составных частях корпуса; в – с вкладышами и двумя базами; г – с вкладышами (кассетами) и тремя базами во вкладышах.
Для повышения точности положения режущих кромок иногда базы под пластины создают из составных частей корпуса (рис. 4.9, б). Фреза состоит из корпуса 1 и опорного кольца 3, на каждом из которых имеется одна база под пластины 2. При этом пластины крепят клином 4 с двухшаговым (дифференциальным) винтом 5, который ввертывается не в корпус фрезы, а в специальный вкладыш 6.
Использование вкладышей для крепления пластин показано также на рис. 4.9, в. В этом случае, режущие пластины 2 крепятся во вкладышах 5, устанавливаемых в пазах корпуса 1 и закрепляемых винтами 6. вылет вкладышей вдоль оси задан точно, поскольку вкладыши упираются в стенку кольцевого паза корпуса. Пластины 2 опираются на дно гнезда во вкладыше, а в радиальном направлении – на корпус фрезы. Крепятся пластины клином 3 и винтом 4. Предохранительные пластины 7 устанавливаются под режущие пластины и закрепляются винтами. Рассмотренный вариант крепления твердосплавных пластин обеспечивает малое биение зубьев фрезы, а корпус получается более технологичным.
Рассмотренный вариант крепления твердосплавных пластин обеспечивает малое биение зубьев фрезы, а корпус получается более технологичным.
Базирование пластин во вкладышах по трем плоскостям показано на рис. 4.9, г. Здесь вкладыши (кассеты) 5 в осевом направлении упираются в стенку кольцевого паза и крепятся в корпусе 1 винтом 6. Режущие пластины 2 прижимаются клином 3 с помощью винта 4. В одном и том же корпусе фрезы могут устанавливаться вкладыши с гнездами под различные формы и размеры режущих пластин, в том числе из разных инструментальных материалов. Способы крепления СМП для торцовых фрез приведены в таблице 4.8.
Таблица 4.8. Типы торцовых фрез с применением сменяемых многогранных пластин (СМП) | ||||
| Тип фрезы | Способы базирования | |||
Базовые поверхности под пластину | Элемент крепления пластин | Вид опоры под пластину | ||
Тип 1. С регулируемыми ножами, оснащенными СМП С регулируемыми ножами, оснащенными СМП | Ножи с закрепленными пластинами в пазах корпуса | Эксцентрик, прихват, клин, винт | Нож | |
| Осевые или радиальные базовые поверхности, выполненные на корпусе фрезы | Эксцентрик, клин, винт | Корпус фрезы | ||
| Одна базовая поверхность на корпусе, вторая — вставка | Клин | Клин, вставка | ||
| Две вставки базовые опоры | Клин | Клин, вставка | ||
| Тип 2. С вкладышами, несущими две базовые опоры | Открытые базовые поверхности, выполненные на двух составных частях корпуса | Клин | Клин, вставка | |
| Открытые базовые поверхности | Клин | Вставная опора | ||
| Глухие базовые поверхности | Клин | Вставной базовый вкладыш | ||
Тип 3.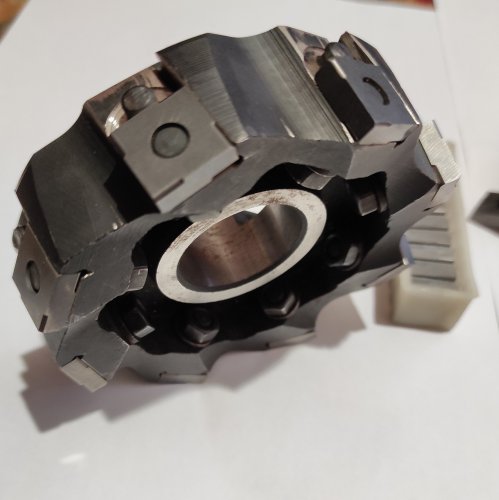 С регулируемыми базовыми опорами С регулируемыми базовыми опорами | Одна базовая поверхность на корпусе, вторая вставная регулируемая | Клин | Вставной базовый вкладыш | |
| Две вставные базовые опоры (одна из них регулируемая) | Клин | Клин, вставка | ||
| Две вставные базовые опоры регулируемые | Клин | Клин, вставка | ||
Торцовые фрезы с механическим креплением, благодаря использованию сменных (многогранных и круглых) пластин, обеспечивают повышение стойкости (более чем в два раза), производительность (за счет снятия больших припусков до 25 мм за один проход) и снижением мощности резания (до 20%).
При получистовой и чистовой обработке чугунов и закаленных сталей фрезами, оснащенными пластинками из минералокерамики и композита, позволяет повысить качество обработки, а в отдельных случаях заменить процесс шлифования. Благодаря применению двух и трехступенчатых фрез и СМП, расположенными со смещением в радиальном и осевом направлении, обеспечивается снятие больших припусков за проход фрезы без возникновения вибраций (рис. 4.10).
4.10).
Рис. 4.10. Схема двухступенчатой торцовой фрезы с механическим креплением неперетачиваемых пластин: 1 – корпус; 2,3 – смежные зубья фрезы смещенные в радиальном и осевом направлениях; hp— смещение в радиальном направлении; ho — смещение в осевом направлении
Смещение пластин в радиальном направлении составляет примерно 1 мм, в осевом – 7…9 мм.
Фрезы с положительным передним углом применяются при обработке нежестких заготовок из вязких металлов. При обработке заготовок из чугуна и с большими ударными нагрузками используются фрезы с отрицательным передним углом пластин.
Задний угол при установке пластин получается примерно равным 100.
Углы в плане для круглых пластин зависят от глубины резания, а для многогранных пластин – от числа граней пластин, как это указано ниже:
Число граней пластины 4; 5; 6
Главный угол в плане φ, град. 75; 67; 55
Вспомог-й угол в плане φ/, град. 10…15o
Неперетачиваемые СМП изготавливаются из твердых безвольфрамовых сплавов, которые имеют высокую твердость, но меньшую прочность на изгиб. Использование безвольфрамовых твердых сплавов эффективно и при фрезеровании коррозионно-стойких и жаропрочных сталей. В таблице 4.9. представлены параметры торцовых фрез с механическим креплением СМП.
Использование безвольфрамовых твердых сплавов эффективно и при фрезеровании коррозионно-стойких и жаропрочных сталей. В таблице 4.9. представлены параметры торцовых фрез с механическим креплением СМП.
| |||||||||||||||||||||||||||||||||||||||
В современных условиях производства, когда технологическое оборудование позволяет увеличить скорости резания на порядок выше традиционных, использование минералокерамического и поликристалического сверхтвердого инструментального материала (СТМ) при обработке заготовок из коррозийно-стойких и жаропрочных сталей, открывает направление, обеспечивающего резкое повышение производительности и высокое качества обработки поверхностей фрезерованием. Износостойкость пластин из минералокерамики до десяти раз выше, чем твердосплавных инструментов. Пластины из синтетических СТМ (композиты 01 и 10) позволяют фрезеровать заготовки из закаленных сталей, чугунов любой твердости (в том числе по корке).
Износостойкость пластин из минералокерамики до десяти раз выше, чем твердосплавных инструментов. Пластины из синтетических СТМ (композиты 01 и 10) позволяют фрезеровать заготовки из закаленных сталей, чугунов любой твердости (в том числе по корке).
Таким образом, благодаря применению пластин из СТМ можно повысить скорость резания сталей в 8…10 раз, чугунов – до двадцати раз, минутную подачу в 5…7 раз (при уменьшении подачи на зуб в четыре раза), снимаемый припуск в 5 раз, а силу резания до 2…3 раз. Кроме того, высоту микронеровностей на обработанной поверхности детали можно снизить до 2-х раз. Столь значительные показатели при фрезеровании, например, на автоматизированных станках, обеспечиваются асимметричностью фрез (возможности их балансировки) и свободным размещением стружки.
При торцовом фрезеровании в зависимости от обрабатываемого металла назначается возможная скорость резания, затем подача на зуб и глубина резания, примерное значение которых можно определить из табл. 4.10.
4.10.
Глубина резания торцовых ступенчатых фрез с пластинами СТМ может быть увеличена в 1,5 раза. При скоростях резания 12000 м/мин, т.е. в условиях сверхскоростной обработки, подача на оборот фрезы может быть снижена до десяти долей мм, что обеспечивает высокое качество обработанной поверхности. Увеличение частоты вращения шпинделя станка до 60000 мин-1 и более создает условия для высокопроизводительного фрезерования как чистового, так и получистового и обдирочного.
Таблица 4.10. Режимы торцового фрезерования различных металлов с применением сверхтвердого инструментального материала (СТМ) | ||||
Обрабатываемый металл | Марки СТМ | Режимы торцового фрезерования | ||
Скорость резания, м/мин | Подача на зуб, мм | Глубина, мм | ||
Стали конструкционные и легированные нетермообработанные HRC ≤30 (в состоянии поставки) | 10; 01; 10Д; 02; киборит | 400…900 | 0,01…0,10 | 0,05…2,0 |
Стали конструкционные, легированные, инструментальные закаленные HRC 35-55 | 10; 01; 10Д; 02; киборит | 200…500 | 0,01…0,07 | 0,05…1,2 |
Стали закаленные, цементированные, HRC 55-70 (кроме быстрорежущих и высокохромистых) | 80…200 | 0,01…0,05 | 0,05…1,0 | |
Чугуны серые и высокопрочные НВ 150-300 (в том числе по литейной корке) | 05; 10; 10Д; 02; Томал-10; киборит | 500…4000 | 0,01…0,10 | 0,05…6,0 |
Чугуны отбеленные, закаленные, НВ 400 -600 | 10; 01; 10Д; 02; Томал-10; киборит | 200…500 | 0,01…0,05 | 0,05…2,0 |
Торцовые фрезы с пластинами СТМ изготавливаются право- и леворежущие, небольшого диаметра (20…63 мм) для обработки малогабаритных корпусных заготовок и большого диаметра (80…160 мм) для обработки крупных заготовок с нерегулируемыми круглыми и многогранными пластинами. Кассетный принцип размещения пластин является неотъемлемой частью конструкций торцовых фрез (рис. 4.11). Кассеты 2 с режущими пластинами 4 крепятся в корпусе 1 фрезы винтами 3. Рекомендованные параметры нерегулируемых кассетных фрез с пластинами СТМ приведены в таблице 4.11.
Кассетный принцип размещения пластин является неотъемлемой частью конструкций торцовых фрез (рис. 4.11). Кассеты 2 с режущими пластинами 4 крепятся в корпусе 1 фрезы винтами 3. Рекомендованные параметры нерегулируемых кассетных фрез с пластинами СТМ приведены в таблице 4.11.
Рис. 4.11. Схема насадной сборной нерегулируемой торцовой фрезы, оснащенной кассетами: 1 – корпус; 2 – кассеты с режущей пластиной; 3 – винт крепления кассеты; 4 – режущая пластина
Рис. 4.12. Схема насадной сборной регулируемой торцовой фрезы с осевым регулированием режущих кромок: 1 – корпус; 2 – державка; 3 – прихват; 4 – винт; 5 – сухарь; 6 – винт; 7 – шайба; 8 – пластина; 9 — винт
Недостатком конструкции фрезы на рис. 4.11 является отсутствие свободной регулировки положения режущих кромок пластин из СТМ. Этот недостаток устраняется с применением фрез с кассетами, обеспечивающими регулировку положения режущих кромок инструмента. Схема такой фрезы показана на рис. 4.12. Фреза состоит из корпуса 1 и кассет, состоящих из державки 2, прихвата 3, крепежного винта 4 и сухаря 5, регулировочного винта 6 с ограничительной шайбой 7. В кассете установлены режущие пластины 8. Кассета имеет возможность перемещаться в осевом направлении при освобождении ее винтом 9.
В кассете установлены режущие пластины 8. Кассета имеет возможность перемещаться в осевом направлении при освобождении ее винтом 9.
При наладке фрез обеспечивается осевое биение режущих кромок в пределах 0,005 мм. Упрощение конструкции и наладки кассет достигается их взаимозаменяемостью (отличие только в форме и размерах канавок под режущие пластины). Поэтому кассетные фрезы удобно использовать в условиях работы сложных металлообрабатывающих системах, например, в ГПС. На базе одного корпуса можно собирать различные фрезы, пользуясь комплектом кассет разного исполнения (рис. 4.13).
Таблица 4.11. Фрезы торцовые кассетные нерегулируемые, оснащенные сменными пластинами из СТМ. (ТУ 2.035.0224638) | |||||||
Параметры, мм | |||||||
D | d | В | Z | D | d | В | Z |
80 | 27 | 50 | 4 | 125 | 40 | 63 | 8 |
100 | 32 | 6 | 160 | 50 | 12 | ||
| 125 | 40 | 8 | 63 | ||||
Рис. 4.13. Схемы кассет различного исполнения
4.13. Схемы кассет различного исполнения
Рис. 4.14. Схема насадной торцовой фрезы с осевым, радиальным и угловым регулированием положения режущей кромки пластин: 1 – корпус; 2 – режущие пластины; 3, 4 – винты; 5,6 – клинья; 7, 8 – винты; 9 – сухарь; 10 — винт
Рис. 4.15. Торцовая фреза сборной конструкции со сменными кассетами (а) и набором сменных кассет (б): 1 – винт установочного кольца; 2 — не-регулируемое установочное кольцо; 3 – корпус фрезы диаметром 125…315 мм; 4 – кассета; 5 – винт крепления кассеты; 6 – дифференциальный винт призвата; 7 – винт; 8 – регулируемая кассета; 9 – регулируемое установочное кольцо; 10 – винт регулировки кассеты в осевом направлении; 11 — дифференциальный винт
Учитывая использование при работе значительные величины частот вращения, фрезы должны подвергаться статической и динамической балансировке вне станка. В этом смысле более совершенной конструкцией фрезы является фреза с осевой, радиальной и угловой регулировкой положения пластин (рис. 4.15).
4.15).
В пазах корпуса 1 фрезы устанавливаются кассеты с режущими пластинами 2. Кассета закрепляется в корпусе 1 винтами 3 и 4 . Под кассетами размещены регулировочные клинья 5 и 6, связанные между собой винтами 7 и 8. Осевое перемещение кассеты осуществляется за счет перемещения сухаря 9 винтом 10 и угла направляющей к оси паза кассеты. Регулировка в радиальном направлении осуществляется за счет перемещения вдоль паза корпуса 5. Регулировка углового положения осуществляется за счет перемещения части клина 6 относительно клина 5. Окончательная фиксация положения кассеты производится винтом 8.
Многообразие торцовых фрез конструктивно можно получить, используя принцип модульного проектирования, согласно которого на основе разработанных заранее системы элементов фрез, можно компоновать различные конструкции фрез. На рис. 4.14 подобная система показана.
Основой системы является нерегулируемое установочное кольцо 2, к которому винтами 1 крепятся корпуса фрез различного диаметра. Винты 10 и 11 служат для ориентации корпуса фрезы в осевом направлении. Кассеты 4 и 8 (последняя кассета регулируется в осевом направлении) имеют винты крепления кассеты 5 и винты закрепления режущих элементов фрезы. Дифференциальные винты 6 и 11 имеют по две резьбы с разными шагами для более чувствительных перемещений при закреплении.
Винты 10 и 11 служат для ориентации корпуса фрезы в осевом направлении. Кассеты 4 и 8 (последняя кассета регулируется в осевом направлении) имеют винты крепления кассеты 5 и винты закрепления режущих элементов фрезы. Дифференциальные винты 6 и 11 имеют по две резьбы с разными шагами для более чувствительных перемещений при закреплении.
Благодаря применению сменных кассет обеспечивается возможность использования одного корпуса и получения различных углов в плане. Некоторые рекомендованные параметры фрез с регулируемыми кассетами торцовых фрез приведены в табл. 4.12-4.13.
Возможность осевой, радиальной и угловой регулировки и настройки положения режущих кромок пластин позволяет значительно расширить технологические возможности торцовых фрез в условиях сверхскоростной обработки корпусных заготовок. В тех случаях, когда по конструктивным соображениям трудно обеспечить размещение механизмов регулирования пластин в корпусе фрезы, используются варианты напайных СТМ, параметры которых приведены в табл. 4.14. Параметры торцовых хвостовых фрез, оснащенных пластинами из СТМ приведены в табл.4.15
4.14. Параметры торцовых хвостовых фрез, оснащенных пластинами из СТМ приведены в табл.4.15
Таблица 4.12. Фрезы торцовые с регулируемыми кассетами, оснащенными сменными пластинами из СТМ. (ТУ 2.035.1038) | ||||||
Параметры, мм | ||||||
D | D | d (H7) | В | f1 | f2 | z |
| Исполнение 1 | ||||||
125 | 130 | 40 | 63 | — | — | 10 |
160 | 165 | 50 | 14 | |||
200 | 205 | 18 | ||||
Исполнение 2 | ||||||
160 | 165 | 40 | 63 | 66,7 | — | 14 |
200 | 205 | 18 | ||||
250 | 255 | 60 | 101,6 | 24 | ||
315 | 320 | 80 | 177,8 | 30 | ||
400 | 405 | 40 | ||||
500 | 505 | 50 | ||||
630 | 635 | — | 60 | |||
800 | 805 | 80 | ||||
П р и м е ч а н и е: Механизмы регулирования осевого положения кассет обеспечивают торцовое биение режущих кромок пластин в пределах 0,005…0,01 мм в зависимости от диаметра фрезы. | ||||||
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

Таблица 4.15 .Фрезы торцовые хвостовые, оснащенные сменными пластинами из СТМ. (ТУ 2.035.0224638) | |||||||
Параметры, мм | |||||||
D | l1 | Конус Морзе | Z | D | l1 | Конус Морзе | Z |
20 | 125 | 3 | 1 | 40 | 155 | 4 | 2 |
25 | 50 | 3 | |||||
32 | 150 | 4 | 63 | 195 | 5 | 4 | |
Рис. 4.16. Схема смещения зубьев ступенчатой торцовой фрезы в осевом и радиальном направлениях: t – общий припуск; t1, t2, t3 – припуска на каждый зуб фрезы
4.16. Схема смещения зубьев ступенчатой торцовой фрезы в осевом и радиальном направлениях: t – общий припуск; t1, t2, t3 – припуска на каждый зуб фрезы
Вопросу повышения срока службы корпуса фрезы, как наиболее металлоемкого элемента фрезы, в последние годы уделяется большое внимание, как в нашей стране, так и за рубежом. При этом особое внимание уделяется созданию конструкций фрез, работающих по схеме ступенчатого резания (рис. 4.16), которые позволяют производить обработку заготовок с повышенными припусками и менее жесткой технологической системы.
Использование ступенчатой схемы резания позволяет исключить применение неэффективных пластин с длинной режущей кромкой. При уменьшении длины режущей кромки в несколько раз площадь снимаемой стружки уменьшается в квадрате, что заметно сокращает затраты на материалы режущих элементов фрезы.
Торцевые сборные насадные фрезы
Фреза торцевая насадная BAP
Серия фрез со сменными пластинами BAP.
Диапазон диаметров: 50 — 160 мм.
С каналами под СОЖ с позитивной геометрией режущей кромки.
Подходящие пластины: APMT и APGT (Gesac, Zccct, Mitsubishi).
| Арт. | D | d | H | W | T | Количество зубьев |
| BAP400R50-22-4T | 50 | 22 | 50 | 10.4 | 6.3 | 4 |
| BAP400R63-22-4T | 63 | 22 | 50 | 10.4 | 6.3 | 4 |
| BAP400R80-27-6T | 80 | 27 | 50 | 12.4 | 7 | 6 |
| BAP400R100-32-6T | 100 | 32 | 50 | 14.4 | 8 | 6 |
| BAP400R125-40-7T | 125 | 40 | 63 | 16. 4 4 | 9 | 7 |
| BAP400R160-40-8T | 160 | 40 | 63 | 16.4 | 9 | 8 |
Почта для вашего заказа : [email protected]
Телефон для заказов : 8 (812) 615-88-64
Цена
по запросу
Подробнее
Торцевая насадная фреза KM
Серия фрез со сменными пластинами KM.
Диапазон диаметров: 50 — 100 мм.
С каналами под СОЖ с позитивной геометрией режущей кромки.
Подходящие пластины: SENT и SENW (Gesac, Zccct, Mitsubishi).
| Арт. | D | d | H | W | T | Количество зубьев |
| KM12R50-22-4T | 50 | 22 | 50 | 10. 4 4 | 6.3 | 4 |
| KM12R63-22-4T | 63 | 22 | 50 | 10.4 | 6.3 | 4 |
| KM12R80-27-5T | 80 | 27 | 50 | 12.4 | 7 | 5 |
| KM12R100-32-5T | 100 | 32 | 50 | 14.4 | 8 | 5 |
| KM12R125-40-6T | 125 | 40 | 63 | 16.4 | 9 | 6 |
| KM12R160-40-6T | 160 | 40 | 63 | 16.4 | 9 | 6 |
Почта для вашего заказа : [email protected]
Телефон для заказов : 8 (812) 615-88-64
Цена
по запросу
Подробнее
Фреза торцевая насадная RAP
Серия фрез со сменными пластинами RAP.
Диапазон диаметров: 50 — 250 мм.
С каналами под СОЖ с позитивной геометрией режущей кромки.
Подходящие пластины: APMT и APGT (Gesac, Zccct, Mitsubishi).
| Арт. | D | d | H | W | T | Количество зубьев |
| RAP300R50-22-4T | 50 | 22 | 50 | 10.4 | 6.3 | 4 |
| RAP300R63-22-4T | 63 | 22 | 50 | 12.4 | 7 | 4 |
| RAP400R63-25.4-4T | 63 | 25.4 | 50 | 14.4 | 8 | 4 |
| RAP400R80-27-5T | 80 | 27 | 50 | 14.4 | 8 | 5 |
| RAP400R100-32-6T | 100 | 32 | 50 | 14. 4 4 | 9 | 6 |
| RAP400R125-40-7T | 125 | 40 | 63 | 16.4 | 9 | 7 |
| RAP400R160-40-8T | 160 | 40 | 63 | 16.4 | 9 | 8 |
Почта для вашего заказа : [email protected]
Телефон для заказов : 8 (812) 615-88-64
Цена
по запросу
Подробнее
Торцевая насадная фреза EMR
Серия фрез со сменными пластинами EMR.
Диапазон диаметров: 63 — 100 мм.
С каналами под СОЖ с позитивной геометрией режущей кромки.
Подходящие пластины: APMT и APGT (Gesac, Zccct, Mitsubishi).
| Арт. | D | d | H | W | T | Количество зубьев |
| EMR5R63-22-4T | 63 | 22 | 50 | x | x | 4 |
| EMR5R80-27-6T | 80 | 27 | 50 | x | x | 6 |
| EMR5R100-32-6T | 100 | 32 | 50 | x | x | 6 |
Почта для вашего заказа : sale@nordside. spb.ru
spb.ru
Телефон для заказов : 8 (812) 615-88-64
Цена
по запросу
Подробнее
Торцевая насадная фреза SKS
Серия фрез со сменными пластинами SKS.
Диапазон диаметров: 50 — 63 мм.
С каналами под СОЖ с позитивной геометрией режущей кромки.
Подходящие пластины: APMT и APGT (Gesac, Zccct, Mitsubishi).
| Арт. | D | d | H | W | T | Количество зубьев |
| SKS08R50-22-3T | 50 | 22 | 50 | 10.4 | 6.3 | 3 |
| SKS08R50-22-4T | 50 | 22 | 50 | 10.4 | 6.3 | 4 |
| SKS08R63-22-4T | 63 | 22 | 53 | 10. 4 | 6.3 | 4 |
Почта для вашего заказа : [email protected]
Телефон для заказов : 8 (812) 615-88-64
Цена
по запросу
Подробнее
Корпусные насадные фрезы по металлу применяются во фрезерных станках – для чистовой, получистовой и черновой обработки. Торцевая фреза крепится на оправке /glavnaya. Торцевые фрезы могут использоваться на высоких скоростях, подходят для стали и сплавов на ее основе, цветных металлов, чугуна.
В нашем магазине Вы можете приобрести торцевые насадные фрезы со сменными пластинами. Такие изделия еще называют с механическим креплением пластин, или фреза со вставными ножами. Фрезы CNCM совместимы с пластинами ZCC, Mitsubishi, Korloy и других марок.
Фреза торцевая с механическим креплением
Фреза торцевая используется в машиностроение, по металлу для обработки пазов, плоскостей, уступов и фасонных поверхностей, разных по сложности конфигурации. Торцевые твердосплавные фрезы обладают особенностью выполнять за одну операцию обрабатывать две расположенных перпендикулярно поверхности — благодаря наличию сменных твердосплавных пластин, зубья на цилиндре инструмента. Жесткость торцевой фрезы по металлу очень высокая, ее крепления (регулируемая ГОСТ 26595 85) обеспечивает отличную производительность инструмента.
Назначение торцевых фрез
Торцевые фрезы имеют очень разнообразные виды для разных назначений, используются на фрезерных станках при обработке плоских и ступенчатых поверхностей. Фрезы имею различное количество зубьев, в зависимости от диаметра фрезы, форма зуб, нож — стандартный резец с острыми кромками на поперечной грани. При вращении инструмента на станке зубья взаимодействуют с заготовками поочередно. Именно поэтому при фрезеровании торцевыми фрезами детали получаются идеально выточенными в соответствии с чертежами.
Разнообразные виды работ производится с использованием такого инструмента.
Материалы различного применения :
- быстрорежущие и углеродистые стали;
- твердосплавные стали;
- минералокерамические сплавы;
- алмазные.
Конструкция насадных фрез:
- сборные — пластины торцевой фрезы монтируются на инструменте;
- цельные — зубья неотделимы от корпуса инструмента.
Вид зубьев:
- скругленные;
- прямолинейные.
Наилучшие эксплуатационные характеристики имеет инструмент с зубьями скругленной формы, поскольку на них несущественно сказываются силы биения основных кромок для резания. Дополнительное преимущество — высокие показатели износостойкости. Скругленные вершины зубьев оптимально подходят для черновой и получистовой обработки.
Тип крепления:
- концевые — устанавливают на хвостовик;
- насадные — фрезы такого типа монтируют на оправе.
Фрезы торцевые с механическим креплением пластин используются в зависимости от их конструкции. К примеру, насадной инструмент оптимален для обработки уступов и плоскостей из стали и чугуна.
К примеру, насадной инструмент оптимален для обработки уступов и плоскостей из стали и чугуна.
Купить торцевые фрезы можно в нашей компании НордСайд
Приобрести данный товар можно в компании НордСайд на сайте . У нас вы можете заказать инструмент лучших брендов, различных видов и типов:
- фрезы торцевые цельной и сборной конструкций со вставными ножами;
- фрезы торцевые с круглыми пластинами из углеродистой и быстрорежущей стали и твердых сплавов;
- фрезы торцевые со сменными пластинами концевые и насадные.
Фрезы с различными диаметров от 50 до 300 мм, по разным видам сталям и так же к ним пластины korloy, mitsubishi, zcc-ct , Sandvik Coromant, iscar.
Доставка торцевых фрез в СПб , Москва , Архангельск, Мурманск и другие города производится в минимально возможные сроки
Фрезы торцевые насадные с механическим креплением пластин из твердого сплава
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Абразивный инструмент ANDRE Абразивный инструмент» Абразивный инструмент на керамической связке»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»» Шлифовальные круги тип 6»» Бруски» Инструмент на бакеллитовой связке»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»» Круги зачистные армированные тип 1 (прямой профиль)»» Сегменты шлифовальные»» Круги отрезные не армированные»» Круги для заточки пил тип 3 (конический профиль) »» Круги зачистные не армированные тип 1 (прямой профиль)» Инструмент на гибкой основе»» Наждачная бумага»»» Наждачная бумага в рулонах»»» Наждачная бумага в листах»» Лепестковые круги КЛТ»» Лепестковые круги КЛ»» Лепестковые круги КЛО»» Фибровые диски»» Клетированные диски»» Ленты бесконечные»» Шлифблоки» Паста ГОИ» Вулканитовые круги» Тигли Алмазный инструмент и инструмент из СТМ» Карандаши алмазные правящие» Круги алмазные» Бруски алмазные правящие» Круги эльборовые» Надфили алмазные» Паста алмазная» Сверла алмазные» Сверла алмазные трубчатые» Стеклорезы алмазные Измерительный инструмент» Штангенциркули» Измерительные приборы» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Концевые меры длины» Линейки металлические» Рулетки» Угольники слесарные КЛЕЙМА HEIDENPETER» КЛЕЙМА БУКВЕННЫЕ» КЛЕЙМА ЦИФРОВЫЕ» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ Металлорежущий инструмент» Сверла»» Сверла с коническим хвостовиком ГОСТ 10903-77»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»» Сверла с цилиндрическим хвостовиком средней серии, ГОСТ 10902-77»» Сверла с цилиндрическим хвостовиком длинной и удлиненной серий, ГОСТ 886-77 »» Центровочные сверла ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»» Наборы сверл»» Сверла для печатных плат»» Ступенчатые сверла для листовых материалов»» Сверла с центральной вставкой по DIN-1897 »» Сверла двухсторонние» Метчики»» Метчики с метрической (М) резьбой»»» Метчики гаечные прямые и изогнутые»»» Метчики машинно-ручные ГОСТ 3266-81»»» Метчики ручные»» Метчики с трубной цилиндрической (G) резьбой»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»» Метчики с дюймовой резьбой»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80» Развертки»» Развертки ручные»» Развертки машинные» Фрезы»» Борфрезы»» Фрезы дисковые отрезные ГОСТ 2679-93»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»» Фрезы концевые с коническим хвостовиком ГОСТ 170»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»» Фрезы модульные»» Фрезы монолитные (концевые и шпоночные)»» Фрезы торцевые»» Фрезы трехсторонние»» Фрезы цилиндрические»» Фрезы шпоночные»» Фрезы червячные»» Фрезы радиусные выпуклые и вогнутые» Круглые плашки»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73» Пластины твердосплавные»» Напайные пластины»» Сменные пластины» Ножевочные полотна» Токарные резцы»» Резцы отрезные ГОСТ 18884-73»» Резцы подрезные отогнутые ГОСТ 18880-82»» Резцы проходные отогнутые ГОСТ 18877-82»» Резцы проходные прямые ГОСТ 18878-73»» Резцы проходные упорные отогнутые ГОСТ 18879-73»» Резцы проходные упорные прямые ГОСТ 18879-73»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»» Резцы резьбовые ГОСТ 18876-73»» Канавочные резцы»» Резцы левые» Сегментные пилы и сегменты к ним» Гребенки плоские к резьбонарезным головкам Металлорежущий инструмент FANAR» Метчики»» М, Mf- метрическая основная и метрическая мелкая резьба»»» Машинные метчики»»»» Серия MasterTAP»»»» Серия 800»»»» Серия 800X»»»» Серия INOX (для обработки нержавеющих сталей)»»»» Метчики для левой резьбы LH»»»» Серия 1400»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»» Серия WGN ( метчики-раскатники)»»»» Серия AL (для обработки алюминия)»»»» Серия GAL (для обработки алюминиевых сплавов)»»»» Серия Az (с шахматным расположением зубов)»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»» Серия GG (для обработки чугуна)»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»» Машинно-ручные (машинные) однопроходные метчики»»» Машинно-ручные ( ручные) комплектные метчики»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»» INOX машинно-ручные ( ручные) комплектные метчики»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»» Гаечные метчики»»» Комбинированные метчики-сверла»»» Метчики-биты»» G- трубная цилиндрическая резьба»» UNC- унифицированная американская дюймовая резьба с крупным шагом»» UNF- унифицированная американская дюймовая резьба с мелким шагом»» BSW- дюймовая резьба Витуорта с крупным шагом»» BSF- дюймовая резьба Уитворта с мелким шагом»» NPT- дюймовая коническая резьба»» Pg — трубопроводная резьба»» Rc — трубная коническая резьба»» Vg- вентильная резьба» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX» Плашки круглые»» М- метрическая основная и Mf- метрическая мелкая резьба»»» Плашки круглые серия 800 правая метрическая резьба»»» Плашки круглые серия 800 левая метрическая резьба»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»» G- трубная цилиндрическая резьба »»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»» NPT- американская коническая трубная резьба»» Pg — трубопроводная резьба»» R — трубная коническая резьба»» Vg — вентильная резьба» Воротки для метчиков и плашек» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Наборы резьбонарезного инструмента» Станочная оснастка» Твердосплавные фрезы» Фрезы из быстрорежущей стали» Зенковки с направляющей» Зенковки» Конические развертки 1:16 Сверхдлинные сверла для металла и нержавеющей стали Сверла производства WIERTLA BAILDON» Сверла с к/х шлифованные HSS, NWKc, DIN 345» Сверла с к/х по нержавеющей стали серии INOX » Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338» Сверла с ц/х шлифованные HSS, длинные , DIN 340» Сверла с ц/х шлифованные HSSCo5, длинные , DIN 340, для нержавеющей стали» Сверла с проточенным хвостовиком» Сверла для высверливания точечной сварки Оснастка для электро-бензо-пневмоинструмента» Оснастка для перфораторов»» Буры для перфораторов SDS+»» Буры для перфораторов SDSmax»» Пики, долота, зубила, переходники для перфораторов » Биты для шуруповертов»» Биты, насадки, головки, держатели USH»» Биты, насадки, головки, держатели ПРАКТИКА» Коронки биметаллические» Коронки твердосплавные» Сверла по кирпичу и бетону твердосплавные» Сверла по стеклу и кафелю» Сверла по дереву»» Перовые сверла по дереву»» Сверла для мебельных стяжек»» Сверло по дереву 3-х заходное»» Сверло по дереву спиральное»» Винтовое сверло по дереву»» Сверла ФОРСТНЕРА»» Сверла фрезерные» Диски пильные с твердосплавными пластинками» Диски алмазные» Коронки алмазные» Корщетки для дрелей и шлифмашинок» Патроны и переходники для дрелей» Пилки для электролобзиков»» Пилки REBIR для электролобзиков »» Пилки BOSCH для электролобзиков»» Пилки ПРАКТИКА для электролобзиков» Полировальные приспособления» Аккумуляторы для электроинструмента» Ножи для электрорубанков» Наборы инструментов и приспособлений GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей. Металлорежущий инструмент TIVOLY» Сверла по металлу средней серии»» Универсальные сверла для малых диаметров ( < 2.5 мм)»» Сверла c ц/х по металлу серия "FURIUS"»» Сверла c ц/х по металлу серия "T"»» Сверла с ц/х проточенным хвостовиком» Метчики машинные HSS» Метчики сверхдлинной серии» Сверла по металлу экстрадлинной серии» Зенковки с цилиндрическим хвостовиком» Воротки для плашек Станочная оснастка и приспособления» Воротки для метчиков и плашек» Станочные оправки тип 7711, тип 7616, тип 7626» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676» Цанги ER тип 7618» Патроны для сверлильных станков» Патроны токарные» Резьбонарезные патроны и головки» Тиски » Центры вращения и упорные Сварка и пайка» Все для сварки» Сварочные электроды» Сварочная проволока» Все для пайки Слесарно-монтажный инструмент» Головки сменные и приспособления к ним» Зубила слесарные» Кельмы» Стамески, долота» Клещи» Ключи»» Ключи динамометрические»» Ключи комбинированные»» Ключи накидные»» Ключи разводные»» Ключи рожковые»» Ключи свечные»» Ключи торцевые»» Ключи трубные (КТРы)»» Ключи шестигранные Г-образные» Молотки и кувалды» Наборы инструментов» Топоры » Надфили» Напильники»» Напильники квадратные»» Напильники круглые»» Напильники плоские»» Напильники полукруглые»» Напильники ромбические»» Напильники трехгранные»» Напильники для заточки цепей бензопил» Ножевки по металлу» Ножницы по металлу» Отвертки» Плоскогубцы, кусачки, и т.
Металлорежущий инструмент TIVOLY» Сверла по металлу средней серии»» Универсальные сверла для малых диаметров ( < 2.5 мм)»» Сверла c ц/х по металлу серия "FURIUS"»» Сверла c ц/х по металлу серия "T"»» Сверла с ц/х проточенным хвостовиком» Метчики машинные HSS» Метчики сверхдлинной серии» Сверла по металлу экстрадлинной серии» Зенковки с цилиндрическим хвостовиком» Воротки для плашек Станочная оснастка и приспособления» Воротки для метчиков и плашек» Станочные оправки тип 7711, тип 7616, тип 7626» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676» Цанги ER тип 7618» Патроны для сверлильных станков» Патроны токарные» Резьбонарезные патроны и головки» Тиски » Центры вращения и упорные Сварка и пайка» Все для сварки» Сварочные электроды» Сварочная проволока» Все для пайки Слесарно-монтажный инструмент» Головки сменные и приспособления к ним» Зубила слесарные» Кельмы» Стамески, долота» Клещи» Ключи»» Ключи динамометрические»» Ключи комбинированные»» Ключи накидные»» Ключи разводные»» Ключи рожковые»» Ключи свечные»» Ключи торцевые»» Ключи трубные (КТРы)»» Ключи шестигранные Г-образные» Молотки и кувалды» Наборы инструментов» Топоры » Надфили» Напильники»» Напильники квадратные»» Напильники круглые»» Напильники плоские»» Напильники полукруглые»» Напильники ромбические»» Напильники трехгранные»» Напильники для заточки цепей бензопил» Ножевки по металлу» Ножницы по металлу» Отвертки» Плоскогубцы, кусачки, и т. д.» Струбцины» Степлеры ручные и скобы к ним» Пинцеты Средства индивидуальной защиты Электро- и бензоинструмент Ручной инструмент» Степлеры ручные механические и скобы» Различный ручной инструмент Смазочные материалы
д.» Струбцины» Степлеры ручные и скобы к ним» Пинцеты Средства индивидуальной защиты Электро- и бензоинструмент Ручной инструмент» Степлеры ручные механические и скобы» Различный ручной инструмент Смазочные материалы
Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPS-FNБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
Фрезы торцевые с пятигранными пластинами Т5К10 — пятигранники, пятигранные пластины, твёрдосплавные пластины для фрез т5к10
8-812-309-89-91
Обратный звонок
| Ваш регион: Москва Изменить |
|

Увеличить изображение
Характеристика и цены
Описание
| |||||||
| |||||||
| |||||||
|
 00 руб
00 руб 00 руб
00 руб 40 руб
40 руб 80 руб
80 рубПластина пятигранная т5к10. Фрезы торцевые корпусные со сменными пластинами и Фрезы торцевые с пятигранными пластинами Т5К10, фрезы пятигранные
Выбор региона
Заказ обратного звонка
Ваше имя
Телефон
Спасибо за ваше обращение!
Наш оператор свяжется с вами в течение 5 минут.
Ok
Заявка на покупку товара
Заполните форму быстрого заказа, наши менеджеры скоро свяжутся с вами
Ваше имя
Я представитель юридического
лица
Спасибо за ваше обращение!
Наш оператор в скором времени свяжется с вами.
Ok
торцевая фреза под 45 или 90 градусов?
Что такое торцевое фрезерование? Представьте себе фрезерование стороной концевой фрезы. Общий термин для этого — «периферийное фрезерование». А что, если мы будем резать строго по низу? Технически это торцевое фрезерование, хотя мы обычно называем его так только тогда, когда используется торцевая фреза.
Если вы используете фрезерный станок с ЧПУ, очень распространенной операцией является «Spoilboard Surfacing», и хотя в большинстве CAM фрезы, используемые для Spoilboard Surfacing называются «Spoilboard Cutters», это просто еще одна форма торцевого фрезерования.
Начнем с выбора лучшего типа торцевой фрезы для ваших нужд. Основные параметры Face Mills:
- Их диаметр. Вы получите наилучшее качество поверхности, если диаметр вашей торцевой фрезы будет больше, чем площадь обработки. Но для более крупных торцевых фрез требуются более мощные шпиндели, и они не всегда проходят в более узкие места.
- Количество пластин: чем больше пластин, тем быстрее вы сможете подавать торцевую фрезу. Торцевая фреза только с одной пластиной называется Fly Cutter . Но быстрее не всегда лучше. Если вы не сможете отрегулировать индивидуальную высоту каждой пластины, ваша торцевая фреза с множеством пластин не будет иметь такой гладкой поверхности, как одинарная фреза Fly Cutter.
- Геометрия: это определяется формой пластины, а также тем, как она удерживается в торцевой фрезере.
Давайте посмотрим на вопрос геометрии более внимательно.
Торцевая фреза, 45 или 90 градусов?
Торцевая фреза под 45 или 90 градусов
Во-первых, о чем мы говорим, когда говорим о 45 или 90 градусах? Ответ довольно очевиден из фотографии выше, на которой сравниваются две фрезы Glacern Face Mills . Обратите внимание на угол режущей кромки пластин.
Обратите внимание на угол режущей кромки пластин.
Да! Угол — это угол этой режущей кромки: 45 градусов для торцевой фрезы слева и 90 градусов для правой. Этот угол также называется углом подъема фрезы.
А вот оптимальные рабочие диапазоны для разной геометрии:
Оптимальные рабочие диапазоны для разной геометрии фрез
Так какой из них даст лучшие результаты?
Конечно, если вы можете себе это позволить, хорошо иметь торцевые фрезы под углом 45 и 90 градусов, но каковы плюсы и минусы каждой из них?
За и против
Многие считают, что торцевая фреза под 45 градусов лучше подходит для торцевого фрезерования общего назначения. В пользу этого говорят следующие аргументы:
- Силы резания лучше сбалансированы, поэтому осевые и радиальные силы примерно равны. Снижение радиальных сил, чтобы они были более сбалансированы с осевыми, может не только улучшить качество поверхности, но и более благоприятно сказаться на подшипниках шпинделя.

- Срезание входа и выхода ведет себя лучше — меньше ударов, меньше тенденции к прорыву.
- Режущая кромка под углом 45 градусов лучше всего подходит для сложных резов.
- Лучшая обработка поверхности — 45 градусные оставляют заметно более красивую отделку. Меньшая вибрация, сбалансированные силы и лучшая геометрия входа — это три причины.
- Эффект утонения стружки действует и приводит к более высокой подаче.
- 45 градусные фрезы, как правило, также менее склонны к вибрации.
У торцевых фрез 45 градусов есть и недостатки:
- Уменьшена максимальная глубина резания за счет угла подъема.
- Большой диаметр корпуса может вызвать проблемы с зазором.
- Отсутствие фрезерования углов или уступов под углом 90 градусов
- Может вызвать сколы или заусенцы на выходной стороне вращения фрезы.
- Версия под углом 90 градусов оказывает меньшее поперечное (осевое) усилие, примерно вдвое меньше. Это может дать преимущество, когда речь идет о тонких стенках, потому что передача слишком большого усилия на стену может привести к вибрации материала и другим проблемам.
 Это также может быть преимуществом, когда сложно или невозможно надежно удерживать деталь в приспособлении.
Это также может быть преимуществом, когда сложно или невозможно надежно удерживать деталь в приспособлении.
При этом есть еще вариант фрез с круглыми пластинами (пуговичные фрезы), он сочетает в себе некоторые преимущества каждого двух приведенных выше, а также являются самыми сильными. Так что, если вам приходится иметь дело с грязными материалами, с большим количеством примесей, таких как кремний, лучше всего подойдет именно такая фреза.
Торцевая фреза. Подачи и скорости торцевого фрезерования
Легко рассчитать подачу и скорость для сравнения этих двух решений для торцевого фрезерования с помощью одного из калькуляторов подач и скоростей.
Вот типичная установка для торцевого фрезерования под углом 90 градусов:
Подачи и скорости для торцевой фрезы под 90 градусов
Я выбрал свою машину, материал и тип индексируемого инструмента. Я моделирую небольшую торцевую фрезу диаметром 2 дюйма с 4 пластинами и установил угол подъема на 90 градусов. Моя глубина реза составляет 1/8 дюйма.
Сначала я делаю проход шириной 60%. Это даст лучшее качество и облегчит обработку пластин в твердых материалах, чем проход на всю ширину. Во-вторых, я указал это на сокращение HSM. Это HSM для «высокоскоростной обработки».
Я могу это сделать, так как я буду использовать траекторию, которая плавно входит в разрез, и я буду изгибать конец каждого прохода, чтобы избежать острого угла, а также чтобы не выходить из разреза полностью. Это трюки с траекторией CAM, которые действительно могут помочь вам в уменьшении повреждений инструмента, увеличение качества поверхности, и в этом случае они также позволяют вам выбрать большее увеличение подачи и скорости.
Теперь мы можем проверить торцевую фрезу 45 градусов, просто изменив угол подъема на 45. Давайте предположим, что все остальное останется прежним, вот результаты:
Подачи и скорости для торцевой фрезы под 45 градусов
Ух ты! Посмотрите, скорость удаления материала:
- 34,2 кубических дюйма в минуту для 90 градусов
- 48,4 кубических дюйма в минуту для 45 градусов
Теперь мы видим, почему модели под углом 45 градусов так популярны — это более чем на 40% больше материала, чем удаляется Фрезой с углом 90 градусов. Это определенно довольно быстро окупит новую торцевую фрезу, если вы используете ее для очень многих деталей.
Это определенно довольно быстро окупит новую торцевую фрезу, если вы используете ее для очень многих деталей.
Альтернативы торцевым фрезам под 45 градусов: восьмиугольные, 75-градусные и «пуговичные» фрезы
В свое время восьмиугольные торцевые фрезы воевали с торцевыми фрезами под 45 градусов за превосходство. У восьмиугольных пластин больше краев, поэтому вы можете повернуть пластину, если на одной из них есть сколы. Но затраты на инструменты обычно составляют всего около 3 процентов от стоимости производства, поэтому в конечном итоге победила более высокая эффективность 45 градусов.
В последнее время вы можете приобрести несколько торцевых фрез, которые используют пластину под углом 45 градусов, которая является двусторонней, так что у нас есть лучшее из обоих миров, поскольку теперь у этих пластин 8 кромок, как у восьмиугольных пластин.
Другие альтернативы включают 75-градусные торцевые фрезы и фрезы для пуговиц (индексируемые фрезы с круглой пластиной).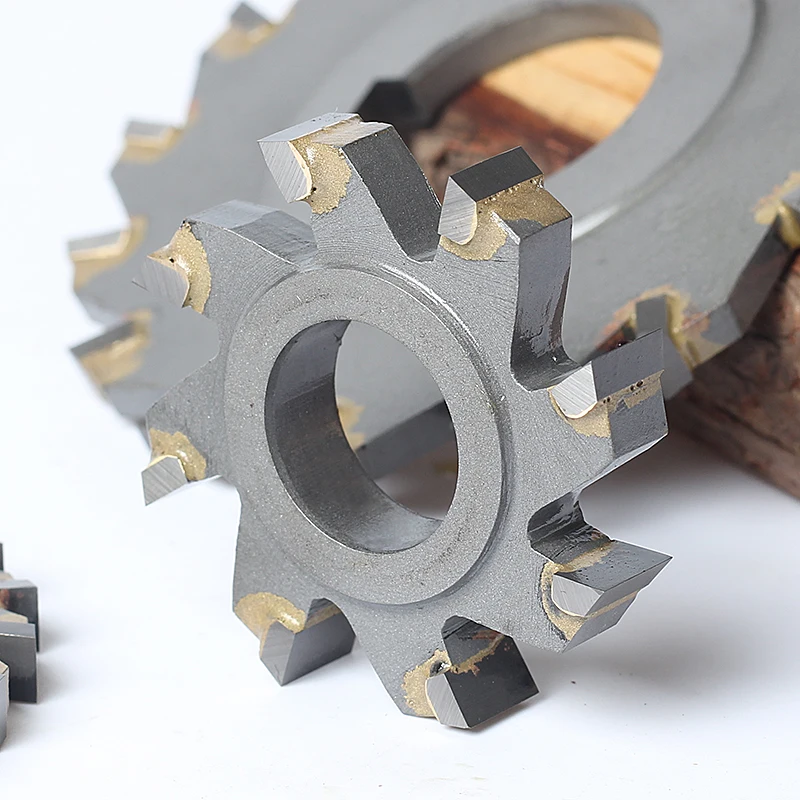 Основная цель 75-градусной торцевой фрезы, кажется, состоит в том, чтобы обеспечить чуть больший зазор, чем 45-градусная. Это может быть ваш третий или четвертый выбор, если у вас уже есть 45 и 90 и вы хотите больше вариантов для сложных случаев.
Основная цель 75-градусной торцевой фрезы, кажется, состоит в том, чтобы обеспечить чуть больший зазор, чем 45-градусная. Это может быть ваш третий или четвертый выбор, если у вас уже есть 45 и 90 и вы хотите больше вариантов для сложных случаев.
Пуговичная фрез (также называемый копировальной фрезой или тороидальным ножом ) использует круглую пластину и имеет множество собственных преимуществ. Трудно назвать победителя по сравнению с другими торцевыми фрезами.
Дополнительные советы и методы торцевого фрезерования
Торцевая фреза под углом 45 градусов, проходящая
сквозь сварной шов
Прерванные порезы
Если на поверхности, на которой вы производите торцевое фрезерование, есть паз или другая утопленная деталь, вам придется выполнять несколько прерывистых резов. Если вы имеете дело с твердым материалом, вы можете уменьшить скорость подачи до 50%.
Идеи траектории инструмента
Попробуйте поработать с траекторией в вашей CAM. Это может улучшить качество, а также продлить срок службы вставки.
Это может улучшить качество, а также продлить срок службы вставки.
Вкладыши с алмазным напылением
Использование пластин Wiper может значительно улучшить качество поверхности при торцевом фрезеровании. Этому способствуют высокая скорость подачи и малая глубина резания (0,8 мм или меньше). Пластины с PVD-покрытием (алмазные) с очень острыми краями также могут улучшить качество обработки поверхности.
Торцевое фрезерованиеЗаключение
У меня в цехе есть торцевая фреза диаметром 2 дюйма под углом 90 градусов, а также торцевая фреза Glacern FM45 под углом 3 дюйма под углом 45 градусов. FM45 наверняка найдет гораздо больше вариантов применения.
Последняя мысль о торцевых фрезах: не пытайтесь использовать на своем станке слишком большую торцевую фрезу. Я довольно легко остановил шпиндель на 3 лошадиные силы, работающий на моем 3-дюймовом шпинделе. Конечно, это меньшая фреза, но вы должны иметь в виду, что даже если у вас достаточно мощности шпинделя, торцевая фреза будет передавать ее в вашу заготовку. Убедитесь, что он плотно прижат!
Я довольно легко остановил шпиндель на 3 лошадиные силы, работающий на моем 3-дюймовом шпинделе. Конечно, это меньшая фреза, но вы должны иметь в виду, что даже если у вас достаточно мощности шпинделя, торцевая фреза будет передавать ее в вашу заготовку. Убедитесь, что он плотно прижат!
Торцевые фрезы CHASE12MILL для высокопроизводительной обработки с максимальной экономичностью — TaeguTec
Торцевое фрезерование предназначено для обработки поверхности большой площади и является одним из самых распространённых и производительных методов. Чаще всего такая обработка выполняется торцевыми фрезами с главным углом в плане 45°, что позволяет увеличить производительность благодаря эффекту утончения стружки, а также снизить вибрации на больших вылетах и при нежесткой системе СПИД. Например, при фрезеровании инструментом данного типа с подачей 0,1 мм/зуб средняя толщина стружки составляет 0,05 мм. Кроме того, на фрезы с углом в плане 45° можно устанавливать многогранные пластины с большим количеством режущих кромок, чем на фрезы с углом в плане 90°.
Одним из популярных типов сменных пластин для торцевого фрезерования является односторонняя пластина квадратной формы с четырьмя режущими кромками. Главное преимущество данной пластины заключается в комфортной обработке с низким усилием резания. Этому способствует размещение пластины на корпусе фрезы с большим положительным передним углом. Но есть и недостатки такой конструкции: невысокая прочность и, что немаловажно, малое количество режущих кромок, что, в свою очередь, увеличивает расходы на инструмент.
В наше непростое время вопрос о снижении затрат на металлообработку стоит как никогда остро. Существенной составляющей их являются расходы на приобретение режущего инструмента, которые автоматически ложатся на себестоимость выпускаемой продукции. Таким образом, чем быстрее будет выпущена партия деталей и чем больше их обработано этим (уже приобретенным) инструментом, тем ниже себестоимость изделия. А значит, очень важно выбрать правильный инструмент. Не самый дешевый, а самый стойкий и наиболее производительный.
В конце 2019 г., благодаря постоянным инвестициям в разработки, а также оригинальным технологиям производства, компания TaeguTec вывела на рынок уникальную линейку металлорежущего инструмента Chase12Mill, которая призвана устранить многие существовавшие ранее технологические ограничения. Новинка позволяет повысить производительность обработки и существенно снизить прямые затраты на инструмент.
Рис. 1. Двусторонняя пластина с 12 режущими кромками
На новые корпуса фрез устанавливается двусторонняя пластина (рис. 1) под углом в плане 45°. Пластина имеет шестигранную форму с 12 режущими кромками. При всех положительных моментах двусторонних пластин без заднего угла есть и существенный недостаток — это повышенное усилие резания в процессе обработки. Что в некоторых случаях приводит к снижению производительности из-за необходимости уменьшения глубины или даже изменения всех режимов резания. В этих случаях приходилось переходить на односторонний, менее экономичный, тип пластин.
В связи с этим инженерами R&D центра TaeguTec была разработана и выпушена негативная двусторонняя пластина HXKU нового поколения сложной изогнутой формы, которую устанавливают в корпусе с положительным передним углом (рис. 2). Это позволяет не уменьшать глубину фрезерования, и в то же время — способствует повышению производительности за счет увеличения скорости резания и подачи на зуб (до 0,7 мм/зуб). При этом новая HXKU обеспечивает мягкое резание, сопоставимое по нагрузке на узлы станка с односторонними пластинами.
Рис. 2. Передний положительный угол на фрезе
Основная область применения пластин, устанавливаемых на корпус фрезы, — обработка изделий из стали и чугуна. В зависимости от выполняемой операции, материала и состояния заготовки пластины могут быть со следующими типами стружколомов (рис. 3):
- «М» — для обработки конструкционных сталей;
- «ММ» — для фрезерования чугунов всех марок;
- «HR» — для тяжелого фрезерования отливок и заготовок из стали, чугуна, а также при ударно-прерывистом методе обработки.

Рис. 3. Типы стружколомающих геометрий пластины HXKU
В зависимости от точности заготовок при фрезеровании плоскостей требуется снимать различный припуск за один проход инструмента:
- на малых глубинах резания (до 3 мм) и маломощном оборудовании лучшим выбором будет пластина в шестом габарите — HXKU 0605;
- для более мощного оборудования и увеличенного припуска применяется пластина HXKU 1007, которая позволяет снимать до 5 мм за один проход.
Для дополнительных мер по борьбе с вибрацией на корпусах Chase12Mill пластины устанавливались с неравномерным шагом (рис. 4). Что особенно важно для достижения производительности на станках с нежесткой системой СПИД.
Рис. 4. Неравномерный шаг пластин на фрезах Chase12Mill
Номенклатура нового инструмента включает широкий размерный ряд корпусов фрез: начиная с Ø 40 и завершая Ø 250 для крупногабаритной обработки с высокими объемами переработки материала в стружку.
В текущем 2020 г. данная линейка торцевых фрез уже успела стать популярной и доказать свою эффективность во время ряда испытаний, прошедших на разных предприятиях мира. Кроме того, они были внедрены и в нескольких машиностроительных компаниях Украины. Успешным примером является черновая обработка торцевой фрезой серии Chase12Mill поверхности детали «Плита» (рис. 5) (материал — Ст3). Ранее на предприятии применялись фрезы с односторонними квадратными пластинами, стоимость которых не совсем устраивала его специалистов. Для сравнительного испытания была предоставлена торцевая фреза Chase12Mill Ø 63 компании TaeguTec, которая продемонстрировала отличную производительность и позволила снизить себестоимость данной операции (табл. 1).
Рис. 5. Обрабатываемая деталь «Плита»
Таблица 1. Результаты сравнительных испытаний торцевой фрезы Chase12Mill (TaeguTec)
| TaeguTec | Образец предприятия | |
| Деталь | Плита | |
| Материал | Cт3 | |
| Корпус фрезы | 12D-TF45-563-22R-10 | Ø 63Z4 |
| Пластина | HXKU 1007 ANR-M TT9080 | Односторонняя квадратная пластина |
| Количество кромок | 12 | 4 |
| Скорость резания, м/мин/ обороты, об/мин | 205 / 1040 | |
| Глубина, мм/ширина резания, мм | 2/38 | |
| Подача, мм на зуб / Подача стола, мм/мин | 0,2 / 1040 | 0,17 / 700 |
| Стойкость одной кромки, мин | 112 | 90 |
| Суммарная стойкость на пластину, мин | 1344 | 360 |
Более подробную информацию об этих и других новинках можно получить у высококвалифицированных технологов компании ТАЕГУТЕК УКРАИНА, обратившись в её главный офис, а также найти в ленте новостей сайта — taegutec. com.ua
com.ua
Для своевременного выполнения заказов и бесперебойного обеспечения производственников инструментом и оснасткой склад ТАЕГУТЕК УКРАИНА в г. Днепр пополняется продукцией из Республики Корея дважды в неделю.
Концевые фрезы Сделано в США
Посмотреть как:
Сетка ViewList View
Сортировать по
Сортировать по: позиции
Сортировать по имени
Сортировать по: Артикул
Сортировать по: Цена
Показать
Показать: 9
Показать: 15
Показать: 30
за страницу
Пункты 1-15 из 9375
- 1 из 625
- 2
- 3
- 4
- 5
Артикул 422-4927-422-5525-422-1571
Обычная цена:
$198,02
Только онлайн-цена
168,32 доллара США
Артикул 422-4941-422-5489-422-1590
Обычная цена:
$235,14
Только онлайн-цена
19 долларов9,87
Артикул 422-4939-422-5489-422-1602
Обычная цена:
264,77 доллара США
Только онлайн-цена
225,05 долларов США
Артикул 404-9041A
$97,95
Страница 46
Артикул 404-5829
$203,95
Страница 44
Артикул 404-5871
$89,95
Страница 44
Артикул 404-5879
$23,95
Страница 44
Артикул 404-5880
$24,00
Страница 44
Артикул 404-5881
$28,50
Страница 44
Артикул 404-5882
$30,95
Страница 44
Артикул 404-5883
$31,95
Страница 44
Артикул 404-5884
$33,50
Страница 44
Артикул 404-5885
$44,00
Страница 44
Артикул 404-5886
$48,50
Страница 44
Артикул 404-5887
$64,95
Страница 44
Концевые фрезы — M.
 A. Ford
A. Ford
2 канавки
121
Концевая фреза TuffCut® GP с 2 канавками, стандартной длины
Высокая производительность
135
TuffCut® AL 2-зубая концевая фреза
Высокая производительность
135Б
TuffCut® AL 2-зубая концевая фреза со сферическим концом
Высокая производительность
135БН
TuffCut® AL 2-зубые концевые фрезы со сферическим концом, с шейкой и разгрузкой
Высокая производительность
135Н
TuffCut® AL 2-зубые концевые фрезы, с шейкой и разгрузкой
Высокая производительность
136
TuffCut® AL 2-зубая концевая фреза, чистовая обработка
150
TuffCut® GP 2-зубые концевые фрезы со сферическим концом, стандартной длины
Высокая производительность
156
TuffCut DM® 2-зубая концевая фреза со сферическим концом
164
Концевая фреза TuffCut® GP с 2 канавками, укороченная длина
166
TuffCut® GP 2-зубая концевая фреза со сферическим концом, укороченная длина
Высокая производительность
250
TuffCut® 3D 2-зубая концевая фреза со сферическим концом
3 зуба
Высокая производительность
112
Концевая фреза TuffCut® SS с 3 зубьями, высокая спираль
116
Концевая фреза TuffCut® GP с 3 канавками, стандартной длины
116С
Концевая фреза TuffCut® GP 3, угловой радиус, покрытие TiCN, стандартная длина
Высокая производительность
134
TuffCut® AL 3-зубая концевая фреза, стружколом
134Н
Твердосплавная фреза TuffCut® AL с 3 зубьями, разгрузочная шейка, стружколом
Высокая производительность
138
TuffCut® X-AL 3-зубая концевая фреза
Высокая производительность
138Б
TuffCut® X-AL 3-зубая концевая фреза со сферическим концом
Высокая производительность
138БН
TuffCut®X-AL 3-зубая концевая фреза со сферическим концом, с облегченной шейкой
Высокая производительность
138СЕ
Трехзубая концевая фреза TuffCut® X-AL с покрытием CERAedge®
Высокая производительность
138Н
TuffCut® X-AL 3-зубая концевая фреза, рельеф шейки
169
Концевая фреза TuffCut® GP с 3 канавками, укороченная длина
169С
Концевая фреза TuffCut® GP с 3 канавками, угловой радиус, покрытие TiCN, длина стержня
Высокая производительность
334
TuffCut® XR-AL 3-зубая концевая фреза, более грубая
Высокая производительность
3МВР
Концевая микрофреза TuffCut® 3MVR с 3 зубьями
Высокая производительность
3МВС
Концевая микрофреза TuffCut® 3MVS с 3 зубьями
4 канавки
111
Концевая фреза TuffCut® GP с 4 зубьями, стандартной длины
Высокая производительность
111GX
Концевая фреза TuffCut® GX с 4 зубьями, стандартной длины, с покрытием GemX
114
TuffCut® GP 4-зубая концевая фреза, стружколом
117
Концевая фреза TuffCut® GP с 4 зубьями, допуск NC
122
Концевая фреза TuffCut® GP с 4 зубьями, длинная
132
TuffCut® GP 4-зубая концевая фреза, стружколом, большая длина
140
TuffCut® GP 4-зубая концевая фреза со сферическим концом, стандартной длины
Высокая производительность
140GX
TuffCut® GX 4-зубая концевая фреза со сферическим концом, стандартной длины, с покрытием GemX
Высокая производительность
158
Концевая фреза TuffCut DM® с 4 зубьями, рельеф шейки
163
Концевая фреза TuffCut® GP с 4 зубьями, укороченная длина
Высокая производительность
163GX
Концевая фреза TuffCut® GX с 4 зубьями, укороченная, с покрытием GemX
165
TuffCut® GP 4-зубая концевая фреза со сферическим концом, укороченная длина
Высокая производительность
165GX
TuffCut® GX 4-зубая концевая фреза со сферическим концом, укороченная, с покрытием GemX
Высокая производительность
177
Концевая фреза TuffCut® XR с 4 зубьями
Высокая производительность
177л
Концевая фреза TuffCut® XR с 4 зубьями, увеличенный радиус действия
Высокая производительность
177С
Концевая фреза TuffCut® XR с 4 зубьями, рельеф шейки
Высокая производительность
179
TuffCut® XR 4-зубая концевая фреза со сферическим концом
Высокая производительность
179л
TuffCut® XR, 4-зубая концевая фреза со сферическим концом, увеличенный вылет
Высокая производительность
277
TuffCut® XT, 4-х зубая концевая фреза
Высокая производительность
277СВ
Цельнотвердосплавная концевая фреза TuffCut® XT с 4 зубьями и стружколомом
Высокая производительность
277Н
TuffCut® XT, 4-зубая концевая фреза, рельеф с шейкой
Высокая производительность
279
TuffCut® XT 4-зубая концевая фреза со сферическим концом
5 зубьев
Высокая производительность
178
Концевая фреза TuffCut® XR с 5 зубьями
Высокая производительность
178Н
Концевая фреза TuffCut® XR с 5 зубьями, рельеф шейки
Высокая производительность
278
TuffCut® XT, 5-зубая концевая фреза
Высокая производительность
278CB
Цельнотвердосплавная концевая фреза TuffCut® XT с 5 зубьями и стружколомом
Высокая производительность
278Н
TuffCut® XT, 5-зубая концевая фреза, рельеф шейки
Высокая производительность
XV5CB
Твердосплавная концевая фреза TuffCut® XV с 5 зубьями и стружколомом
6 зубьев
Высокая производительность
113
6-зубая концевая фреза TuffCut® SS, высокая спираль
7 зубьев
Высокая производительность
180
TuffCut® XR7, 7-зубая концевая фреза
Высокая производительность
180КБ
TuffCut® XR7, 7-зубая концевая фреза со стружколомом
Высокая производительность
180Н
TuffCut® XR7, 7-зубая концевая фреза, рельеф шейки
Высокая производительность
XV7
Твердосплавная фреза TuffCut® XV, 7-зубая концевая фреза
Высокая производительность
XV7CB
Твердосплавная фреза TuffCut® XV, 7-зубая концевая фреза со стружколомом
9 зубьев
Высокая производительность
380
TuffCut® XT9, 9-зубая концевая фреза
Высокая производительность
380CB
Цельная твердосплавная фреза TuffCut® XT9, 9-зубая концевая фреза со стружколомом
Многозубая
Высокая производительность
157
Многозубая концевая фреза TuffCut DM®
Высокая производительность
192
Многозубая концевая фреза TuffCut® DM для черновой обработки
Высокая производительность
МФПБ
TuffCut® 3D Многозубая концевая фреза со сферическим концом
FRAISA USA, Inc.
 — Концевые фрезы
— Концевые фрезы
Ассортимент продукции включает фрезерные инструменты для стали, нержавеющей стали, титана, алюминия, меди, графита, 3D-обработки и специальных форм.
- Обзор
- Интернет-магазин
- загрузок
- Контактная форма
Обзор
Модернизация
SX — высокодинамичная резка HDC
Благодаря своим высокопроизводительным фрезам с несколькими зубьями SX компания FRAISA разработала совершенно новую серию фрез, предназначенную специально для обработки всех нержавеющих сталей и труднообрабатываемых материалов. […]
[…]
Модернизация
HX и XSpeed-H
Фрезы HX и XSpeed-H идеально дополняют семейство HX, которое было специально разработано для высокопроизводительного фрезерования высокотвердых сталей. […]
Новый
Xtap — один инструмент для всего
С Xtap FRAISA запускает принципиально новую конструкцию универсального метчика, основанную на современной технологии заточки. […]
Новинка
Резка закаленных сталей с большими подачами с XFeed-H
С новой фрезой XFeed-H компания FRAISA создала идеальный инструмент для реализации процессов HFC в закаленных сталях. […]
Высокопроизводительные фрезы AX
В области технологии черновой обработки AX-FPS установил новые стандарты максимальной производительности и низкого энергопотребления. […]
[…]
Торцевая фреза NX
Фреза NX для торцевой отделки FRAISA — это последняя инновация в области отделки. Новая фреза обрабатывает плоские поверхности, которые визуально и с точки зрения измерения имеют высочайшее качество. […]
Концевая фреза со сферическим концом SpheroX
Новое поколение фрез SpheroX открывает новые впечатляющие перспективы: там, где классическая HSC-обработка достигает своего предела, новые горизонты производительности могут быть открыты с помощью процессов обработки HDC. […]
FRAISA E-Cut – универсальный ассортимент
Концепция фрезерования FRAISA E-Cut сочетает в себе очень широкий спектр применений с точно рассчитанными и проверенными данными применения. […]
[…]
Модернизация
Высокопроизводительное фрезерование алюминия
AX-FPS — Повышение производительности благодаря идеальному согласованию инструмента и среды станка […]
Микрофрезерование сверхтвердых форм
Сферические концевые фрезы MicroHX от FRAISA теперь также могут обрабатывать очень твердые материалы с твердостью HRC > 60 исключительно экономично, эффективно и точно. […]
Микроизмельчение графита
Продуманное решение для высокоточного фрезерования графитовых материалов теперь включает 219изделия диаметром от 0,1 до 6,0 мм. […]
Высокоточное микрофрезерование
Мы представляем нашу привлекательную линейку MicroX в значительно расширенном виде — история успеха в четырех измерениях! [. ..]
..]
Многофункциональная резка
Легкий и динамичный рез глубиной до 5,2xd […]
Фрезерование по круговой дуге для чистовой обработки
ArCut X повышает производительность чистовой обработки с превосходным качеством поверхности […]
Интернет-магазин
| Концевая миллиса |
|---|
| Концевые фрезы для стали, нержавеющей стали и титана |
| Концевые фрезы для стали, нержавеющей стали и титана – Черновая обработка |
| Концевые фрезы для стали, нержавеющей стали и титана – чистовая обработка |
| Концевые фрезы для стали, нержавеющей стали и титана – торцевая обработка |
| Концевые фрезы для стали, нержавеющей стали и титана — проходка со спиральной интерполяцией и врезанием под углом |
| Концевые фрезы для стали, нержавеющей стали и титана – микрообработка |
| Концевые фрезы для многофункционального фрезерования |
| Концевые фрезы для трехмерной обработки |
| Концевые фрезы для 3D-обработки — концевые фрезы со сферическим концом |
| Концевые фрезы для 3D-обработки — фрезерование круговых сегментов |
| Концевые фрезы для 3D-обработки — Фрезерование радиусов углов |
| Концевые фрезы для 3D-обработки — обработка с высокой подачей HFC |
| Концевые фрезы для 3D-обработки — 3D-микрообработка, сферический конец и угловой радиус |
| Концевые фрезы для алюминия и меди |
| Концевые фрезы для алюминия и меди — Черновая обработка |
| Концевые фрезы для алюминия и меди – чистовая обработка |
| Концевые фрезы для алюминия и меди – обработка торцов |
| Концевые фрезы для графита |
| Концевые фрезы специальной формы |
Загрузки
| Каталог и брошюры о продукции | Каталог и брошюры по продуктам можно найти здесь |
|---|
У вас есть вопросы о нашей продукции?
Будем рады помочь!
Цельные твердосплавные концевые фрезы
Дом
> Фрезерование > Цельные фрезы > Концевые фрезы
Приложения
Материал заготовки
Покрытие
Диаметр резки
Угловой радиус
Глубина резания Макс.
Общая длина
Шаг резьбы
- 0,055 [1,40 мм] (1)
- 0,057 [1,45 мм] (2)
- 0,061 [1,55 мм] (1)
- 0,065 [1,65 мм] (2)
- 0,075 [1,91 мм] (2)
- 0,077 [1,96 мм] (1)
- 0,083 [2,11 мм] (2)
- 0,087 [2,21 мм] (1)
- 0,093 [2,36 мм] (3)
- 0,096 [2,44 мм] (3)
- 0,098 [2,49 мм] (1)
- 0,100 [2,54 мм] (3)
- 0,108 [2,74 мм] (1)
- 0,122 [3,10 мм] (2)
- 0,126 [3,20 мм] (5)
- 0,138 [3,51 мм] (1)
- 0,142 [3,60 мм] (1)
- 0,146 [3,71 мм] (3)
- 0,150 [3,81 мм] (1)
- 0,157 [3,99 мм] (1)
- 0,157 [4,00 мм] (1)
- 0,160 [4,06 мм] (1)
- 0,177 [4,50 мм] (2)
- 0,183 [4,65 мм] (2)
- 0,185 [4,70 мм] (1)
- 0,187 [4,75 мм] (3)
- 0,197 [5,00 мм] (2)
- 0,197 [5,00 мм] (6)
- 0,234 [5,94 мм] (3)
- 0,236 [5,99 мм] (4)
- 0,250 [6,35 мм] (3)
- 0,260 [6,60 мм] (2)
- 0,264 [6,71 мм] (2)
- 0,276 [7,01 мм] (4)
- 0,280 [7,11 мм] (1)
- 0,303 [7,70 мм] (1)
- 0,311 [7,90 мм] (1)
- 0,312 [7,92 мм] (2)
- 0,313 [7,95 мм] (1)
- 0,315 [8,00 мм] (1)
- 0,354 [8,99 мм] (2)
- 0,362 [9,19 мм] (3)
- 0,370 [9,40 мм] (2)
- 0,375 [9,53 мм] (3)
- 0,413 [10,49 мм] (1)
- 0,449 [11,40 мм] (1)
- 0,472 [11,99 мм] (3)
- 0,500 [12,70 мм] (3)
- 0,591 [15,01 мм] (2)
- 0,625 [15,88 мм] (6)
- 0,750 [19,05 мм] (2)
Угловая фаска
Эфф. Зубья/канавки
Зубья/канавки
Адаптация стороны машины
Угол спирали флейты
Угол режущей кромки
Семейство продуктов
Категории продуктов
90 градусов
Сферический нос
Бычий нос
Hi-Feed
Угол опережения
Твердосплавные резьбовые фрезы
Категории товаров
90 градусов
Сферический нос
Бычий нос
Hi-Feed
Угол опережения
Твердосплавные резьбовые фрезы
Приложения
Материал заготовки
Покрытие
Диаметр резки
Угловой радиус
Глубина резания Макс.
Общая длина
Шаг резьбы
- 0,055 [1,40 мм] (1)
- 0,057 [1,45 мм] (2)
- 0,061 [1,55 мм] (1)
- 0,065 [1,65 мм] (2)
- 0,075 [1,91 мм] (2)
- 0,077 [1,96 мм] (1)
- 0,083 [2,11 мм] (2)
- 0,087 [2,21 мм] (1)
- 0,093 [2,36 мм] (3)
- 0,096 [2,44 мм] (3)
- 0,098 [2,49 мм] (1)
- 0,100 [2,54 мм] (3)
- 0,108 [2,74 мм] (1)
- 0,122 [3,10 мм] (2)
- 0,126 [3,20 мм] (5)
- 0,138 [3,51 мм] (1)
- 0,142 [3,60 мм] (1)
- 0,146 [3,71 мм] (3)
- 0,150 [3,81 мм] (1)
- 0,157 [3,99 мм] (1)
- 0,157 [4,00 мм] (1)
- 0,160 [4,06 мм] (1)
- 0,177 [4,50 мм] (2)
- 0,183 [4,65 мм] (2)
- 0,185 [4,70 мм] (1)
- 0,187 [4,75 мм] (3)
- 0,197 [5,00 мм] (2)
- 0,197 [5,00 мм] (6)
- 0,234 [5,94 мм] (3)
- 0,236 [5,99 мм] (4)
- 0,250 [6,35 мм] (3)
- 0,260 [6,60 мм] (2)
- 0,264 [6,71 мм] (2)
- 0,276 [7,01 мм] (4)
- 0,280 [7,11 мм] (1)
- 0,303 [7,70 мм] (1)
- 0,311 [7,90 мм] (1)
- 0,312 [7,92 мм] (2)
- 0,313 [7,95 мм] (1)
- 0,315 [8,00 мм] (1)
- 0,354 [8,99 мм] (2)
- 0,362 [9,19 мм] (3)
- 0,370 [9,40 мм] (2)
- 0,375 [9,53 мм] (3)
- 0,413 [10,49 мм] (1)
- 0,449 [11,40 мм] (1)
- 0,472 [11,99 мм] (3)
- 0,500 [12,70 мм] (3)
- 0,591 [15,01 мм] (2)
- 0,625 [15,88 мм] (6)
- 0,750 [19,05 мм] (2)
Угловая фаска
Эфф.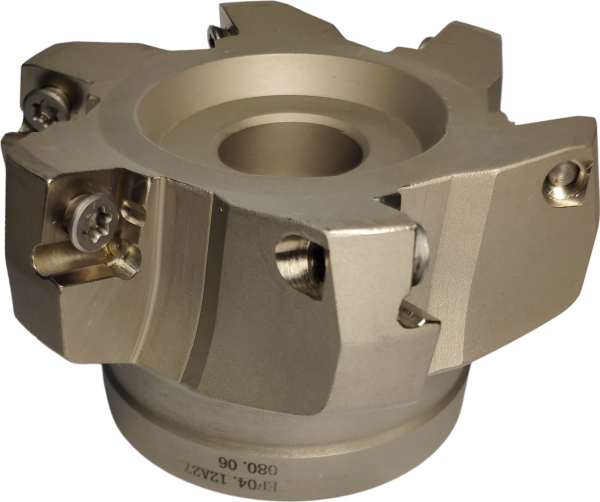 Зубья/канавки
Зубья/канавки
Адаптация стороны машины
Угол спирали флейты
Угол режущей кромки
Семейство продуктов
Концевые фрезы с уменьшенной шейкой
Компания Helical Solutions предлагает стандартные концевые фрезы с уменьшенной шейкой для 19 различных высокопроизводительных продуктов. Концевые фрезы с уменьшенной шейкой обеспечивают максимальную прочность при обработке больших вылетов и глубоких карманов.
2 Зубья, шарообразные, угол спирали 45°, редуцированная шейка
Цилиндрически отшлифованная для сохранения прочности кромки, эта 2-зубая шаровая концевая фреза подходит для алюминиевых сплавов и цветных металлов. . .
. .
2 канавки, угловой радиус — высокий баланс, уменьшенная шейка
Прецизионно сбалансированная цельная твердосплавная концевая фреза с радиусом закругления для высокоскоростной обработки, предназначенная для работы на повышенных оборотах. . .
2 канавки, квадратная — угол спирали 45°, редуцированная шейка
Цельная твердосплавная концевая фреза с уменьшенной шейкой, предназначенная для работы с большим вылетом и глубокими канавками, имеет высокую спираль для увеличения . . .
2 канавки, квадратная – высокий баланс, уменьшенная шейка
2-зубая высокосбалансированная концевая фреза отличается повышенной жесткостью и обеспечивает сбалансированную обработку с ЧПУ даже при высоких скоростях вращения шпинделя, m . . .
. .
3 канавки, шарообразные – с уменьшенной горловиной (Aplus)
Эта 3-х зубая шаровая концевая фреза с уменьшенным числом ne 3 предназначена для превосходного удаления стружки из сталей, жаропрочных сплавов и титана. . .
3 канавки, сферическая — угол спирали 40°, переменный шаг, уменьшенная шейка
Концевая фреза с шаровым профилем и углом наклона спирали 40° с переменным шагом предлагает уникальную торцевую геометрию «3 зуба к центру» для врезания под углом, . . .
3 канавки, угловой радиус — уменьшенная шейка (Aplus)
Уменьшенная шейка на этом профиле с угловым радиусом, 3-х зубая цельная твердосплавная концевая фреза сохраняет жесткость и обеспечивает максимальную обработку с ЧПУ. . .
. .
3 зуба, угловой радиус — спираль 40°, переменный шаг, уменьшенная шейка
Профиль с радиусом угла для дополнительной прочности инструмента сочетается с переменным шагом, который помогает удалить излишки материала с поверхности. . .
3 зуба, радиус закругления под углом 45°, стружколом для грубой обработки, уменьшенная шейка
Специальная комбинация уменьшенной геометрии шейки и конструкции стружколома делает эту идею с 3 зубьями, радиусом закругления и спиралью под углом 45° более грубой. . .
3 зуба, угловой радиус — сквозная подача СОЖ — высокий баланс, уменьшенная шейка
Прецизионно сбалансированная конструкция со сквозной подачей СОЖ и уменьшенной горловиной обеспечивает максимальную прочность при работе с большим вылетом и глубокой выемкой. . .
. .
3 зуба, квадратная — спираль 35°, редуцированная шейка
Уменьшенная геометрия шейки на этой концевой фрезе с 3 зубьями обеспечивает максимальную прочность и долговечность при черновой обработке глубоких карманов алюминия. . .
3 зуба, квадратная — спираль 40°, переменный шаг, уменьшенная шейка
Уменьшенная геометрия шейки сводит к минимуму отклонение для более плавной обработки и сочетается со спиралью под углом 40° для более высокого качества. . .
3 зуба, квадратная — спираль 45°, редуцированная шейка
Твердосплавная концевая фреза с уменьшенной шейкой и 3 зубьями для обработки алюминия имеет высокую спираль для улучшения качества обработки детали и максимальной прочности. . .
. .
3-зубая, квадратная, сквозная, с высокой балансировкой, с уменьшенной шейкой
Геометрия High Balance и возможности охлаждающей жидкости обеспечивают более агрессивные рабочие параметры и минимизируют вибрацию. . .
4 Флейта, шаровидная, с переменным шагом, уменьшенная шейка (Aplus)
Профиль шара, концевая фреза с уменьшенной шейкой для сталей, предназначенная для уменьшения вибраций и гармоник и обеспечения максимальной прочности кромки при . . .
4 зуба, угловой радиус — переменный шаг, уменьшенная шейка (Aplus)
Цельная твердосплавная концевая фреза с уменьшенной шейкой для стали с изменяемой геометрией шага для уменьшения гармоник и эксцентриковым упором. . .
. .
4 канавки, квадратная – с переменным шагом, уменьшенная шейка (Aplus)
4-зубая концевая фреза с переменным шагом и уменьшенной геометрией шейки для максимальной прочности и большого радиуса действия при обработке глубоких карманов. . .
5 зубьев — угловой радиус — переменный шаг — уменьшенная шейка (Aplus)
5-зубая конструкция этой цельной твердосплавной концевой фрезы с угловым радиусом для обработки сталей, инструментальных сталей и чугуна в паре с уменьшенной шейкой. . .
5 Флейта, квадратная – с переменным шагом, уменьшенная шейка (Aplus)
Уменьшенная конструкция шейки этой концевой фрезы с квадратным профилем и переменным шагом обеспечивает максимальную прочность как при большом вылете, так и при глубокой обработке. . .
. .
6 канавок — шар — переменный шаг — уменьшенная шейка (Aplus)
Эти концевые фрезы со сферическим профилем разработаны для обеспечения превосходной производительности при легком профилировании, высокоэффективном фрезеровании (HEM) и . . .
6 зубьев — угловой радиус — переменный шаг — уменьшенная шейка (Aplus)
Уменьшенная геометрия шейки этой концевой фрезы с переменным шагом и 6 зубьями обеспечивает максимальную прочность при большом вылете и глубоком выемке. . .
6 зубьев – квадратная – с переменным шагом – уменьшенная шейка (Aplus)
Это предложение концевых фрез для стали разработано с 6 канавками для отличных результатов при легком профилировании, высокоэффективном фрезеровании. . .
. .
Концевые фрезы с большой подачей — Стали до 45 Rc — С переменным шагом — Сквозная подача СОЖ — Уменьшенная шейка
Уменьшенная шейка, представленная в этом предложении концевых фрез для больших подач с подводом СОЖ через геометрию, обеспечивает максимальную прочность при . . .
Концевые фрезы с большой подачей — Стали до 45 Rc — Метрические — С переменным шагом — Сквозная подача СОЖ — Уменьшенная шейка
Это предложение метрических концевых фрез с большой подачей имеет сквозное отверстие для подачи СОЖ для превосходного удаления стружки и нагрева. . .
Концевые фрезы с большой подачей — Стали до 45 Rc — Метрические — Переменный шаг — Уменьшенная шейка
Helical Solutions предлагает полностью укомплектованные метрические концевые фрезы с высокой подачей, геометрия которых доказала свою эффективность для достижения максимальной скорости подачи в . . .
. .
Концевые фрезы с большой подачей – стали до 45 Rc – с переменным шагом – с уменьшенной шейкой
Специально разработанный профиль конца этого стола комбикормовых заводов Helical Solutions обеспечивает оптимальное зацепление инструмента и . . .
Многозубая канавка, угловой радиус — шероховатая кромка, переменный шаг, уменьшенная шейка (Aplus)
Концевая фреза с уменьшенной шейкой и более грубой цапфой для обработки сталей, инструментальных сталей и чугуна обеспечивает максимальную прочность и жесткость при длинных . . .
7 зубьев — угловой радиус — переменный шаг — уменьшенная шейка (Aplus)
7-зубая концевая фреза с переменным шагом и уменьшенной геометрией шейки для уменьшения гармоник, увеличения скорости подачи и максимальной силы. . .
. .
7 канавок – квадратная – с переменным шагом – уменьшенная шейка (Aplus)
Концевая фреза с квадратным профилем, 7 канавками, конструкция с переменным шагом и уменьшенная геометрия шейки для исключительной прочности при . . .
Концевые фрезы для больших подач — Алюминий — Метрические — Переменный шаг — Уменьшенная шейка
Торцевой профиль специально разработан для оптимального контакта инструмента и снижения сил резания при обработке алюминия и цветных металлов. . .
Концевые фрезы для больших подач — Алюминий — Переменный шаг — Уменьшенная шейка
Инструмент с уменьшенной шейкой обеспечивает максимальную прочность при работе с большим вылетом и глубокой выемкой алюминиевых и цветных металлов. . .
. .
7 зубьев — радиус закругления — стружколом черновой — переменный шаг — уменьшенная шейка (Aplus)
Инструмент с уменьшенной шейкой и геометрией стружколома для оптимального удаления стружки, снижения гармоник и давления инструмента, а также прочности. . .
5 зубьев — радиус закругления — стружколом черновой — переменный шаг — уменьшенная шейка (Aplus)
Концевая фреза с 5 зубьями, оптимизированная для высокоэффективного фрезерования (HEM) широкого спектра черных металлов, в том числе с низким . . .
4 зуба — Угловой радиус — Стружколом Черновой — Переменный шаг — Уменьшенная шейка (Aplus)
4-х зубая концевая фреза с уменьшенной шейкой, обеспечивающая превосходную производительность при обработке широкого спектра черных металлов, в том числе низких и средних. . .
. .
3 зуба, угол наклона спирали 35°, переменный шаг, стружколом черновой
Геометрия стружколома этой черновой концевой фрезы с углом наклона спирали 35° и переменным шагом способствует эффективному удалению стружки на . . .
Концевые фрезы | Веб-сайт Emuge-Franken
Технология фрезерования — Концевые фрезы
8502 подходящие варианты
- режущий материал:
- карбид
- категория:
- Концевая фреза
- версия:
- Плоская поверхность (со скошенной кромкой)
- :
- прямой хвостовик
- интерфейс инструмента норма:
- DIN 6535, ноль
- покрытие:
- ТИАЛН
- внутренняя подача охлаждающей жидкости:
- без внутреннего охлаждения
- угол спирали:
- 35-38 град
- режущий материал:
- карбид
- категория:
- Концевая фреза
- версия:
- Угловой радиус
- :
- прямой хвостовик
- интерфейс инструмента норма:
- DIN 6535
- покрытие:
- ТИАЛН
- внутренняя подача охлаждающей жидкости:
- без внутреннего охлаждения
- угол спирали:
- 35-38 град
- режущий материал:
- карбид
- категория:
- Концевая фреза
- версия:
- Плоская поверхность (со скошенной кромкой)
- :
- прямой хвостовик с зажимной плоскостью с боковым замком
- интерфейс инструмента норма:
- DIN 6535, ноль
- покрытие:
- ТИАЛН
- внутренняя подача охлаждающей жидкости:
- без внутреннего охлаждения
- угол спирали:
- 45 градусов
- режущий материал:
- карбид
- категория:
- Концевая фреза
- версия:
- Угловой радиус (дуплекс)
- :
- прямой хвостовик
- интерфейс инструмента норма:
- DIN 6535
- покрытие:
- ТИАЛН
- внутренняя подача охлаждающей жидкости:
- МКА
- угол спирали:
- 45 градусов
- режущий материал:
- карбид
- категория:
- Концевая фреза
- версия:
- Плоская поверхность (со скошенной кромкой)
- :
- прямой хвостовик с зажимной плоскостью с боковым замком
- интерфейс инструмента норма:
- DIN 6535
- покрытие:
- ИНН / ТИАЛН
- внутренняя подача охлаждающей жидкости:
- МКА
- угол спирали:
- 45 градусов
- режущий материал:
- карбид
- категория:
- Концевая фреза
- версия:
- Угловой радиус
- :
- прямой хвостовик
- интерфейс инструмента норма:
- DIN 6535
- покрытие:
- ИНН / ТИАЛН
- внутренняя подача охлаждающей жидкости:
- МКА
- угол спирали:
- 45 градусов
- режущий материал:
- карбид
- категория:
- Концевая фреза
- версия:
- Угловой радиус
- :
- прямой хвостовик с зажимной плоскостью с боковым замком
- интерфейс инструмента норма:
- DIN 6535
- покрытие:
- ГЛТ
- внутренняя подача охлаждающей жидкости:
- без внутреннего охлаждения
- угол спирали:
- 38-40 град
- режущий материал:
- карбид
- категория:
- Концевая фреза
- версия:
- Плоская поверхность (со скошенной кромкой)
- :
- прямой хвостовик
- интерфейс инструмента норма:
- DIN 6535
- покрытие:
- ГЛТ
- внутренняя подача охлаждающей жидкости:
- без внутреннего охлаждения
- угол спирали:
- 40 градусов
- режущий материал:
- карбид
- категория:
- Концевая фреза
- версия:
- Плоская поверхность (со скошенной кромкой)
- :
- прямой хвостовик
- интерфейс инструмента норма:
- DIN 6535, ноль
- покрытие:
- ТИАЛН
- внутренняя подача охлаждающей жидкости:
- без внутреннего охлаждения
- угол спирали:
- 50 градусов
Твердосплавная концевая фреза TOP-Cut «Enorm»
1998А
НОВЫЕ РАЗМЕРЫ
Подробности
Твердосплавная концевая фреза TOP-Cut удлиненной формы для черновой и чистовой обработки почти всех материалов.
Технические подробности
Интерфейс инструмента
Варианты отображения (31)
Твердосплавная концевая фреза TOP-Cut «Enorm»
2698А
НОВЫЕ РАЗМЕРЫ
Подробности
Твердосплавная концевая фреза TOP-Cut удлиненной формы для черновой и чистовой обработки почти всех материалов.
Технические подробности
Интерфейс инструмента
Варианты отображения (53)
Цельная твердосплавная концевая фреза Multi-Cut
2869А
Подробности
Твердосплавная концевая фреза Multi-Cut удлиненной конструкции с боковой направляющей лыской и короткой канавкой для высокопроизводительной черновой обработки многих материалов.
Технические подробности
Интерфейс инструмента
Варианты отображения (21)
Твердосплавная концевая фреза Multi-Cut «Duplex»
2614АЗ
Подробности
Твердосплавная концевая фреза Multi-Cut Duplex длинной конструкции для высокопроизводительной черновой обработки почти всех материалов.
Технические подробности
Интерфейс инструмента
Варианты отображения (5)
Твердосплавная концевая фреза TiNox-Cut
2647ТЗ
Подробности
Твердосплавная концевая фреза TiNox-Cut с боковой направляющей лыской для черновой обработки труднообрабатываемых материалов.
Технические подробности
Интерфейс инструмента
Варианты отображения (6)
Твердосплавная концевая фреза TiNox-Cut
2658ТЗ
НОВЫЕ РАЗМЕРЫ
Подробности
Твердосплавная концевая фреза TiNox-Cut удлиненной конструкции для черновой обработки труднообрабатываемых материалов.
Технические подробности
Интерфейс инструмента
Варианты отображения (23)
Твердосплавная концевая фреза Alu-Cut «Base»
2547К
Подробности
Твердосплавная концевая фреза Alu-Cut с плоской и удлиненной конструкцией с боковым приводом для черновой и чистовой обработки деформируемых алюминиевых и медных сплавов.
Технические подробности
Интерфейс инструмента
Варианты отображения (26)
Твердосплавная концевая фреза Alu-Cut «Base»
2548К
Подробности
Твердосплавная концевая фреза Alu-Cut удлиненной формы для черновой обработки деформируемых алюминиевых и медных сплавов.
Технические подробности
Интерфейс инструмента
Варианты отображения (9)
Твердосплавная концевая фреза Hard-Cut
1828А
Подробности
Твердосплавная концевая фреза Hard-Cut удлиненной конструкции для чистовой обработки высокопрочных материалов твердостью до 66 HRC.
Технические подробности
Интерфейс инструмента
Варианты отображения (15)
Цельная твердосплавная тороидальная фреза Hard-Cut
1936А
Подробности
Твердосплавная тороидальная фреза для чистовой обработки многих материалов, в том числе твердых.
