Трансформатор для контактной сварки своими руками: Своими руками трансформатор для контактной сварки
Содержание
Точечная сварка из простого трансформатора
Сегодня будем делать очередную поделку, а именно точечную сварку своими руками. В основном точечные сварки делают из трансформаторов от микроволновки, а мы будем использовать трансформатор от советского телевизора.
Опубликовано:
Сегодня будем делать очередную поделку, а именно точечную сварку своими руками. В основном точечные сварки делают из трансформаторов от микроволновки, а мы будем использовать трансформатор от советского телевизора.Вот так выглядит трансформатор Т-182. Можно взять любой трансформатор и проделать с ним такие же действия.
С этим трансформатором были проделаны следующие работы, прежде всего из него была полностью смотана вторичная обмотка, после чего намотана из толстого, медного, многожильного кабеля.
Доделал вот такие, вот медные рога
чтобы прикрепить провод.
Прорезал часть корпуса (на фото видно), чтобы сделать крепление под медные шины, к ним прикрутил провода.
На фото пальцем я показываю текстолит, если нет текстолита можно заменить деревом.
Вот как я делал…
Разобранное изделие :).
Вот намотаны катушки по 4 витка на каждой и на концах проводов зажаты трубки от тормозной системы авто, тем самым получились хорошие, медные наконечники.
Ну, а дальше всё собирается просто, я думаю, как закрутить болты рассказывать не надо. Катушки подсоединяются паралельно друг с другом. Вот я собрал трансформатор.
Корпус для точечной сварки я сделал из старого советского стабилизатора напряжения.
На эту платформу я прикрутил трансформатор. А в крышке разместилось остальное.
Вот педаль с кнопочкой, которая будет включать сварку, я не стал делать никакой сложной конструкции, просто будет ставиться на землю кнопкой вниз и нажиматься.
Так же в корпусе-крышке разместились трансформатор, реле включения и вывод на 220 вольт. Сейчас мы рассмотрим поподробней.
Вот схема данного устройства.:
Сама схема состоит из блока питания на 12 вольт, блок питания можно сделать самому, как в моём случаи или взять уже готовый, главное чтобы от него срабатывало реле. Реле я взял простое, автомобильное на 12 вольт, оно своими контактами будет питать наш силовой трансформатор от 220 вольт. Ну и кнопка (выключатель), которая включает реле.
Реле я взял простое, автомобильное на 12 вольт, оно своими контактами будет питать наш силовой трансформатор от 220 вольт. Ну и кнопка (выключатель), которая включает реле.
Далее я полностью всё собрал в один корпус и полуился вот такой аппарат.
вот так пока что он выглядит,
Теперь немного о силовых проводах-электродах…
Я их сделал из проводов от сварочного аппарата, а сами электроды опять-таки сделаны из медной трубки, которой был обжат наш провод.
А другие концы сделаны из жала паяльника в которым было просверлино отверстие.
Ну и теперь проведём небольшой тест, возьмём две металлические крышки и попробуем их сварить.
Крышки были легко сварены, можно сказать, что точечный,сварочный аппарат свою функцию выполняет нормально.
Чтобы никого не обманывать ,сразу скажу, что если вы будете делать такой точечный, сварочный аппарат, как я из этого трансформатора, то он будет послабее, чем вариант их трансформатора микроволновки. Но микроволновку я ломать не стал
Но микроволновку я ломать не стал
Как вам статья?
Трансформатор для контактной сварки своими руками
Среди множества видов сварочных процессов можно выделить точечную. Ее применяют при создании систем вентиляции и кондиционирования, для соединения тонкостенных корпусных деталей и множества других конструкций.
Точечная контактная сварка
Содержание
Виды точечной сварки
К точечной относят один из видов контактной сварки, в ходе выполнения которой детали соединяют по отдельным точкам. Электроды, выполненные из разных материалов, сжимают заготовки и передают через себя электрический ток соответствующих характеристик. Расположение точек контакта, напрямую зависит от того как установлены электроды в машине, используемой для сварки. Опять же в зависимости от конструкции машины и электродов допустимо получение одной или нескольких точек сварки.
Контактную сварку используют для работы с черными и цветными металлами. Это могут быть детали, обработанные на механическом оборудовании, они могут иметь одинаковую или разную толщину. В качестве заготовок могут быть использованы листы, полученные на прокатных станах или кузнечно — прессовом оборудовании.
Это могут быть детали, обработанные на механическом оборудовании, они могут иметь одинаковую или разную толщину. В качестве заготовок могут быть использованы листы, полученные на прокатных станах или кузнечно — прессовом оборудовании.
Такой вид сварки наиболее эффективен для изготовления деталей в транспортном машиностроении, при производстве различного по классам станочного оборудования и пр.
Особенности и принцип точечной сварки для выбора трансформатора
Метод точечной сварки применяют и на производственных площадках, и в кустарных мастерских. На производстве эту технологию применяют для работы с листовыми заготовками из разных марок металла – черного, цветного, нержавеющего и пр. С помощью точечной сварки обрабатывают детали разной формы и размеров, кроме того, на оборудовании такой сварки изготавливают пересекающиеся стрежни.
В домашней мастерской такую технологию применяют для выполнения ремонта бытовой техники, в т.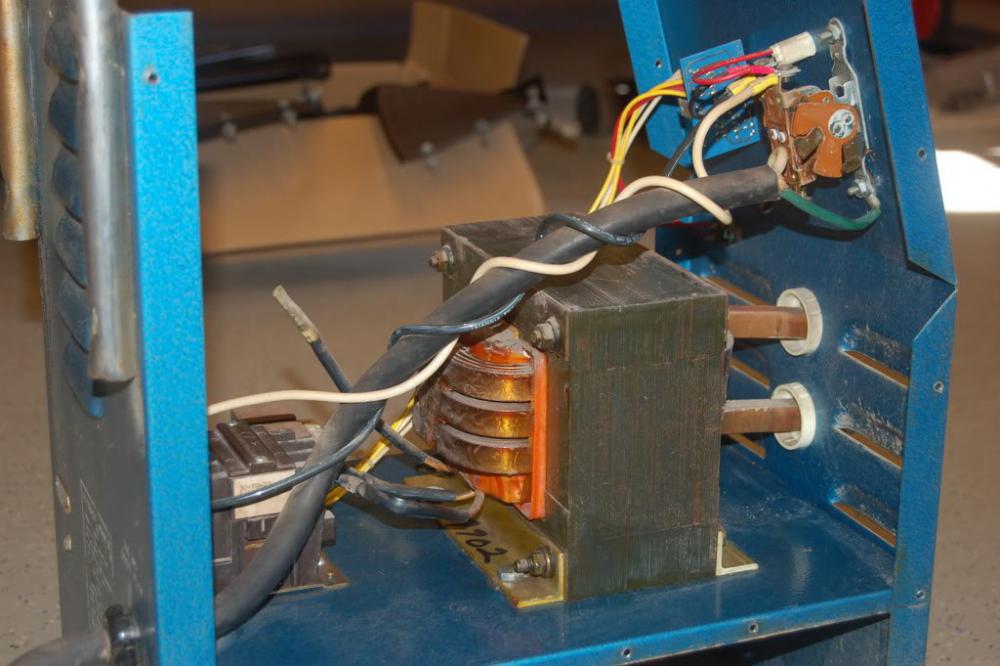 ч. автомобильной, электрической, например, для наращивания силового кабеля.
ч. автомобильной, электрической, например, для наращивания силового кабеля.
Надо отметить то, что способ точечной сварки включает в себя несколько последовательных операций, причем, эти операции одинаковы и для промышленного, и для бытового оборудования.
На первом этапе заготовки, выполненные из металла, соединяют между собой в заданном пространственном положении. Для их фиксации могут быть использованы обыкновенные строительные струбцины или друга технологическая оснастка.
Затем, соединенные детали помещают в рабочую зону оборудования, в пространстве между электродами. После этого их приводят в движение, начинается сжимание заготовок и подача электрического тока с определенными характеристиками. Подаваемый ток, выполняет нагревание металла до определенной температуры, в результате, этого будет произведена необходимая деформация заготовок.
В промышленных условиях применяют автоматические установки точечной сварки, в условиях мастерской чаще применяют полуавтоматические сварочные аппараты. Некоторые виды оборудования позволяют получать до 600 сварных контактов в минуту.
Еще один способ точечной сварки — это лазерная. Ее применение обеспечивает высокое качество, получаемых швов.
Смысл сварки этого типа заключается в следующем:
После сильного нагрева заготовок происходит их оплавление и происходит образование однородной структуры (шва).
Главный параметр такого сварочного процесса – это импульсная характеристика тока.
Именно она обеспечивает требуемый нагрев. Кроме того, важную роль играет и сила, с которой заготовки прижимают друг с другом. Именно в результате этого происходит кристаллизация металлической структуры.
Импульсная сварка гарантирует максимальную прочность стыков, при практически полной автоматизации сварочного процесса. Но главный недостаток такой технологии это невозможность обеспечения 100% герметичности заготовок между собой.
Виды трансформаторов для сварки
Технические характеристики трансформаторов должны обеспечивать такие технические свойства, которые позволяют с минимальными потерями произвести нагрев, расплав и соединение обрабатываемых деталей.
Трансформатор, предназначенный для производства сварных работ, имеет простую конструкцию и именно поэтому, многие домашние мастера предпочитают его изготавливать самостоятельно.
В конструкцию входит несколько составных частей:
Сердечник для трансформатора
- Сердечник, состоящий из нескольких пластин, выполненных из стали. Для сборки магнитопровода применяют пластины, изготовленные из электротехнической стали. На нем устанавливают одну или несколько обмоток. Настройку напряжения выполняют с помощью винтовой пары, которая проходит через сердечник и обмотку.

- Металлический корпус предназначен для защиты устройства от каких-либо повреждений. Кроме того, в состав трансформатора входят устройства вентиляции, рукояти и колеса для транспортировки.
Номинальное рабочее напряжение составляет 220 или 380 вольт и это позволяет их использовать и на промышленных объектах, и домашнем хозяйстве. Технические характеристики трансформатора допускают производить работы с металлическими заготовками разной формы и размеров.
Трансформатор для контактной сварки, состоит из тех же узлов, что и для традиционной. Это оборудование работает в режиме коротких, но часто повторяющихся нагрузок. Это приводит к тому, что обмотки испытывают серьезные динамические нагрузки. Для их компенсации в трансформаторах для точечной сварки применяют сердечник броневого типа и дисковые обмотки.
Трансформатор для контактной сварки ТВК-75
Трансформатор для контактной сварки ТВК-75 предназначается для работы в составе электросварного оборудования для точечной сварки, которые эксплуатируются в закрытых помещениях при соблюдении ряда условий. Магнитопровод в этом трансформаторе имеет ленточную конструкцию, и стянут в раму с помощью шпилек. Обмотки этого трансформатора дисковые. Для изготовления первой обмотки применяют теплостойкий кабель ПСД.
Магнитопровод в этом трансформаторе имеет ленточную конструкцию, и стянут в раму с помощью шпилек. Обмотки этого трансформатора дисковые. Для изготовления первой обмотки применяют теплостойкий кабель ПСД.
Трансформатор для контактной сварки ТВК-75
Вторая обмотка собрана из отдельных дисков и с помощью металлических деталей, выполненных из меди, они собраны в параллельную схему.
Для охлаждения вторичной обмотки используют проточную воду, которая перемещается по специально проложенным трубам. Обмотки залиты эпоксидной смолой.
Напряжение регулируется с помощью переключателей, которые установлены на сварочной машине. К основным параметрам трансформатора этой марки можно отнести следующее:
Охлаждение водой, аппарат изготовлен по классу изоляции F. За счет использования технологии Unicore трансформатор несет минимальные потери в магнитопроводе. Производитель выпускает трансформатор в климатическом исполнении УХЛ4.
Трансформатор для контактной сварки ТКС — 4500 Каскад
Трансформатор для контактной сварки ТКС — 4500 Каскад используют для сварки деталей из малоуглеродистых сталей совокупной толщиной до 4 мм.
Расчет трансформатора для сварки
Магнитопровод и обмотки отвечают за создание рабочих параметров устройства. То есть, зная, какие характеристики должны быть у трансформатора можно просчитать параметры обмоток, сердечника и сечения всех проводов.
Для выполнения расчетов необходимо взять следующие данные:
Сварочный трансформатор своими руками
- Напряжение на первой обмотке.
- Напряжение на второй обмотке.
- Сила тока на второй обмотке. Размер этого параметра определяется типом электродов и размерами заготовки.
- Площадь сердечника. Этот параметр определяет надежность трансформатора в целом. Оптимальным размером можно считать от 45 до 55 кв. см.
- Размер площади окна сердечника. Оптимальным считают размер от 80 до 110 кв. см.
- Плотность тока внутри обмотки. Этот параметр отвечает за потери в обмотке. Для аппаратов, выполненных своими руками, эта характеристика составляет 2,5 – 3 А.
Самодельный аппарат из микроволновой печи
Для установки в домашней мастерской высокопроизводительного сварочного оборудования нет необходимости в приобретении дорогостоящего оборудования.![]() Для этого достаточно использовать старую микроволновую печь. Точнее, ее трансформатор. Он в состоянии обеспечить напряжение необходимо для выполнения точечной сварки.
Для этого достаточно использовать старую микроволновую печь. Точнее, ее трансформатор. Он в состоянии обеспечить напряжение необходимо для выполнения точечной сварки.
При извлечении трансформатора из корпуса микроволновой печи необходимо соблюдать аккуратность. Сначала надо снять все крепежные детали, и удалить вторичную обмотку. Кроме этого необходимо удалить шунты, встроенные в ограничители тока. Точечная сварка, изготовленная из микроволновой печи, обеспечивает мощность в 700 – 800 Вт и это позволяет выполнять сварку стальных листов толщиной до 1 мм.
Строение трансформатора
Как и для любого другого сварочного устройства для его работы потребуется электрод.
Создание электродов
Сварочное оборудование позволяет выполнять большое количество работ по неразъемному соединению деталей, выполненных из металла. Для выполнения этой операции применяют электроды. Те, которые применяют для точечной сварки, называют сварочные клещи. Их можно купить и в специализированном магазине, а можно изготовить своими силами.
Для выполнения этой операции применяют электроды. Те, которые применяют для точечной сварки, называют сварочные клещи. Их можно купить и в специализированном магазине, а можно изготовить своими силами.
Электрод для контактной сварки
Сварочные клещи состоят из:
- захвата, который несет токонесущие части;
- собственно электроды;
- сварочные кабели;
- механизм управления.
Для качественного сварного соединения необходимо, чтобы на выходе из аппарата было устойчивое пониженное напряжение и повышенная сила тока. Часто, для достижения необходимых параметров применяют аппараты с усиленной второй обмоткой.
Напряжение с обмотки поступает на сварочные клещи, в которые вставляют заготовки, подлежащие сварке.
Когда заготовки собраны между собой и помещены в рабочее пространство электроды сжимают.![]() Это можно выполнить в ручном, а можно и в автоматическом режимах. Одновременно с этим на электроды подается ток надлежащей мощности. Он вызывает нагрев металла, его расплав и перемешивание. Так, выполняется контактная сварка. Диаметр пятна контакта определяет размер силы тока и время выдержки деталей между электродами.
Это можно выполнить в ручном, а можно и в автоматическом режимах. Одновременно с этим на электроды подается ток надлежащей мощности. Он вызывает нагрев металла, его расплав и перемешивание. Так, выполняется контактная сварка. Диаметр пятна контакта определяет размер силы тока и время выдержки деталей между электродами.
Сварка цветных металлов точечной сваркой
В промышленности широко применяют точечную сварку цветных металлов. В качестве примера можно рассмотреть сварку алюминия. Важным моментом в точечной сварке является удаление с поверхности заготовок оксидной пленки. Как правило, ее удаляют с применением стальной щетки или абразивной шкурки нулевого размера. Другой, не менее распространенный способ удаления оксидной пленки – это химический.
Для того применяют серную или хромовую кислоту. Но, такой способ применяют в условиях серийного производства.
Для сварки цветных металлов, в частности, алюминия необходимо использовать машины большой мощности. Так, для сварки двух листов дюраля толщиной в 0,5 мм потребует ток в 12 000 А.
Технология конденсаторной сварки
Одна из разновидностей контактной сварки – конденсаторная. Такой метод сварки известен с первой половины прошлого века. Сварка происходит за счет расплавления заготовок в тех местах, где происходит короткое замыкание тока, которое получают из энергии разряда конденсаторов. Время процесса сварки составляет от 1 до 3 миллисекунд.
Технология конденсаторной сварки
В основе такого сварочного аппарата находится конденсаторная емкость, заряжаемая от источника постоянного напряжения.
По достижении потребного количества энергии в емкости, электроды смыкают в месте сварки. Ток, протекающий между заготовками, вызывает необходимый нагрев поверхности и в результате металл плавится и образуется шов высокого качества.
К достоинствам конденсаторной сварки можно отнести:
Скорость, применение автоматизированного оборудования позволяет получать до 600 точек сварки в минуту.
Точность позиционирования и соединения заготовок. Малое выделение тепла, отсутствие расходных материалов – проволоки или электродов.
На практике применяют два вида аппаратов такого типа сварки. Первые обеспечивают разряд из накопителей энергии на поверхности деталей, вторые получают разряд от второй обмотки трансформатора. Первый метод применяют при проведении ударно-конденсаторной сварки, второй применяют тогда, когда речь идет о необходимости получения качественного шва.
Такая сварка отличается экономичностью и поэтому ее часто применяют в условиях домашней мастерской. На рынке можно встретить устройства с мощностью в 100 – 400 Вт, которые часто применяют для работы в небольших мастерских по ремонту автомобильных кузовов.
Продолжительность нагрева и сила давления
Режимы сварки определяют следующими характеристиками – силой тока, длительностью нагрева, силой сжатия, размерами рабочего конца электрода.
Особенности выбора и использования электродов
Электроды для такой сварки должны иметь форму и размер, которые обеспечат его доступ к рабочему месту. Кроме того, электроды должны быть приспособлены для простой и надежной установки в сварочной машине и иметь высокую стойкость к износу. Самая простая конструкция электрода для точечной сварки – прямая. Их производят в соответствии с требованиями ГОСТ 14111-69. Для их производства применяют различные сплавы на основе меди.
Электрод для конденсаторной сварки
Например, при сварке разных металлов электроды должны обладать низкой электропроводностью. Но если, из металла такого типа изготовить весь электрод, то он будет достаточно быстро нагреваться. В таком случае его необходимо выполнять из двух частей. Одну из меди, а другую из материала, который приспособлен для выполнения необходимой операции.
Сварка сопротивлением Вопросы и ответы: Трансформатор против Transgun кВА
В: У меня на предприятии есть три разных сварочных аппарата, а также несколько роботизированных трансгантов. Несколько моих машин — это прессы мощностью 50 кВА, а мои транспушки — 100 кВА. Почему мои автоматы мощностью 50 кВА могут производить вторичный ток до 35 кА, а мои транспушки только до 18–20 кА?
Несколько моих машин — это прессы мощностью 50 кВА, а мои транспушки — 100 кВА. Почему мои автоматы мощностью 50 кВА могут производить вторичный ток до 35 кА, а мои транспушки только до 18–20 кА?
Рис. 1 — Изображение трансформаторов контактной сварки.
О: Это отличный и распространенный вопрос. Мой первый ответ: кВА имеет мало общего с тем, какой фактический вторичный сварочный ток вы можете получить от данного аппарата или роботизированной сварочной горелки (transgun).
Поскольку я не могу написать здесь длинную диссертацию по теории электричества, я сделаю все возможное, чтобы дать вам основы, и я надеюсь, что это поможет вам понять, почему вы получаете больше от своих машин с более низкими значениями кВА, чем от ваших трансгантов. с более высокими рейтингами кВА.
Во-первых, позвольте мне начать с заявления о том, что не все трансформаторы для контактной сварки (RW) созданы одинаковыми. Существуют различные типы моделей, которые были созданы для различных приложений RW.
Чтобы проиллюстрировать это, см. рис. 1, на котором показаны несколько сварочных трансформаторов переменного тока (AC) RW и источники питания постоянного тока средней частоты (MFDC). Вы можете видеть на картинке, что эти различные модели бывают всех размеров, форм и цветов, каждая из которых предназначена для конкретной задачи/работы.
Маленькие серебристые и зеленые модели трансгантов предназначены для использования с трансгантами, они маленькие и легкие. Они рассчитаны на 100 кВА при 50% рабочем цикле.
Большой красный трансформатор переменного тока машинного типа рассчитан на 75 кВА при рабочем цикле 50%. Он предназначен для использования в автономной машине для прессовой сварки и может производить высокие вторичные токи для сварки тяжелых сталей и выступающей сварки. Красный весит более чем в пять раз больше, чем меньшие, но имеет меньшую мощность в кВА. Итак, еще раз хочу подчеркнуть, что рейтинг кВА — это не то, что позволяет получить более или менее вторичный ток.
Давайте углубимся в ваш конкретный вопрос о кВА и вторичном токе. Мой первый шаг здесь — познакомить вас с законом Ома, который гласит, что E = I × R (E = вольты, I = ток в амперах, R = сопротивление в омах). Примечание. Существует закон Ома для переменного тока и закон Ома для постоянного тока, но для моего основного объяснения мы будем использовать только закон Ома для постоянного тока — рис. 2.
Рис. 2 — закон Ома.
Самое важное, что нужно понять, это то, что вторичное напряжение и общее сопротивление или импеданс вторичной цепи являются наиболее важными факторами, определяющими ток, который может вырабатывать ваш трансформатор. Напряжение управляет током, а не кВА.
Следующее, что я хочу отметить, это то, что сварочный трансформатор, размер вторичной цепи, длина, материал и поперечное сечение вторичных проводников транспушки или машины, а также сопротивление свариваемого материала — все это вещи, которые складываются в общее вторичное сопротивление/импеданс. См. рис. 3 для простой иллюстрации вторичных потерь.
См. рис. 3 для простой иллюстрации вторичных потерь.
Рис. 3 — Иллюстрация вторичных потерь.
Давайте попробуем собрать воедино все, что мы узнали, и ответить на ваш вопрос.
Транспушки на ваших роботах имеют меньшие трансформаторы в стиле транспушек и легкие сварочные горелки. Эти трансформаторы содержат меньше меди и имеют более высокий внутренний импеданс или сопротивление по сравнению с более крупными трансформаторами машинного типа, которые имеют намного больше меди и гораздо более низкое внутреннее импеданс/сопротивление. Также важно отметить разницу между реальным трансгантом и типичным автономным пресс-сварочным аппаратом RW. Transgun имеет проводники меньшего поперечного сечения (руки пистолета), и многие из них сделаны из алюминия, чтобы пистолеты были легкими на конце робота. Это означает более высокое вторичное сопротивление/импеданс по сравнению с типичным аппаратом для прессовой сварки RW, который имеет большую медную шину и медные шунты, что означает гораздо более низкое сопротивление/импеданс протеканию тока.![]()
Теперь вы можете спросить: что такое кВА? кВА — это номинальная тепловая мощность, и, говоря простыми словами, чем больше у вас кВА, тем больше сварок в минуту вы можете выполнить при заданном вторичном напряжении, токе и рабочем цикле.
Подводя итог. Причина, по которой ваши машины на 50 кВА будут достигать более высоких вторичных токов по сравнению с вашими трансформаторами на 100 кВА, связана с более низким внутренним сопротивлением/импедансом в физически больших трансформаторах на 50 кВА и более низким сопротивлением/импедансом вторичной цепи в машинах для прессовой сварки. Это не имеет ничего общего с номиналом кВА, который является только тепловым рейтингом.
Эта статья была написана Доном ДеКорте, вице-президентом по продажам RoMan Manufacturing Inc. и бывшим председателем Альянса производителей контактной сварки (RWMA). Он также является членом AWS Life, советником, бывшим директором и сертифицированным техником по контактной сварке.
Производственный альянс контактной сварки (RWMA), отраслевой партнер Американского общества сварщиков, представляет собой активную сеть отраслевых профессионалов, занимающихся продвижением стандартов и процессов контактной сварки.
AWS Publications
AWS Publications выпускает отмеченные наградами Welding Journal, Inspection Trends, SPRAYTIME, Welding Marketplace и Welding Journal en Español.
Как улучшить качество точечной сварки
Как улучшить качество точечной сварки
1) Пройти обучение процессу RSW.
Точечная сварка кажется обманчиво простой, но необходимо понимать и контролировать многочисленные переменные процесса. Поскольку на типичном аппарате для точечной сварки доступно множество различных настроек, важно понимать, как отрегулировать каждую настройку для достижения оптимальных результатов. И так же, как и при выпечке торта, очень важно использовать правильный рецепт точечной сварки
Металлоформовщики должны обращаться к легкодоступным таблицам рецептов, в которых указаны рекомендуемые настройки вторичного тока (нагрев сварки), продолжительности сварки (время протекания тока) и давления ковки (усилие) для точечной сварки листового металла различных типов и толщины. Примечание. Используйте эти настройки только в качестве отправной точки. Эмпирическое правило: если используется надлежащее усилие сварки, самые прочные и наиболее привлекательные соединения обычно получаются в результате высокой термоусадки и короткого времени сварки, что называется режимом сварки класса А.
Примечание. Используйте эти настройки только в качестве отправной точки. Эмпирическое правило: если используется надлежащее усилие сварки, самые прочные и наиболее привлекательные соединения обычно получаются в результате высокой термоусадки и короткого времени сварки, что называется режимом сварки класса А.
Графики сварки классов B и C часто находят применение, когда формовщик металла использует сварочный аппарат, слишком маленький для толщины свариваемого материала. Эти графики включают более низкие диапазоны усилий и более длительное время сварки, что приводит к более низкой прочности сварного шва на сдвиг и большему количеству маркировки поверхности из-за большей зоны термического влияния.
Выход на пенсию и увольнения квалифицированных рабочих в течение последних нескольких лет уменьшили знания племен во многих мастерских, занимающихся точечной сваркой, но несколько источников предлагают книги и учебные курсы по этому процессу. Например, компания T. J. Snow Company предлагает несколько вариантов обучения, включая семинар на предприятии, проводимый на вашем предприятии. Компания T. J. Snow также представила совершенно новую интерактивную онлайн-версию своего семинара по контактной сварке. Дополнительную информацию о семинарах T. J. Snow по контактной сварке можно найти на сайте www.tjsnow.com/seminars
Компания T. J. Snow также представила совершенно новую интерактивную онлайн-версию своего семинара по контактной сварке. Дополнительную информацию о семинарах T. J. Snow по контактной сварке можно найти на сайте www.tjsnow.com/seminars
2) Выберите правильный сварочный аппарат.
Самая важная вещь, которую следует помнить: выберите машину, которая может выполнять сварные швы класса А с оптимальной прочностью, оставив около 25 процентов доступной силы тока и диапазона силы в резерве.
Большинство компаний не имеют возможности самостоятельно подобрать нужный размер станка, поэтому прислушайтесь к совету опытного машиностроителя. Хороший инженер по продажам оценит машину только после того, как задаст вопросы о свариваемых материалах и скорости, с которой будет работать машина.
Поскольку мощность машины RSW в кВА может быть завышена при использовании рабочего цикла менее 50 процентов по стандарту RWMA, обязательно спросите, соответствует ли указанная машина этим стандартам.
Хотя машины RSW с коромыслами являются наиболее распространенными из-за их относительно низкой покупной цены, они применяют силу сварки с помощью рычага — наконечники часто скользят, если рычаги не идеально выровнены. Таким образом, более дорогая машина прессового типа с вертикальным действием часто используется, когда приложение требует привлекательной, малозаметной выставочной поверхности.
Слишком большой сварочный аппарат может вызвать столько же проблем, сколько и слишком маленький, особенно когда диаметр воздушного цилиндра настолько велик, что для достижения необходимого давления в воздушной линии он должен работать ниже 40 фунтов. желаемое усилие сварки.
Неприемлемая прочность сварного шва может быть результатом неадекватного последующего действия воздушного цилиндра в тот момент, когда листовой металл достигает расплавленного состояния, когда его необходимо правильно проковать.
Чтобы приспособить новые высокопрочные стали, находящие применение в автомобильной промышленности, производители машин и средств управления RSW добились значительных успехов.![]() Например, машины, оснащенные трехфазными инверторными источниками питания постоянного тока средней частоты (MFDC), стали обычным явлением в мастерских, поскольку они предлагают много преимуществ по сравнению с традиционными однофазными машинами переменного тока.
Например, машины, оснащенные трехфазными инверторными источниками питания постоянного тока средней частоты (MFDC), стали обычным явлением в мастерских, поскольку они предлагают много преимуществ по сравнению с традиционными однофазными машинами переменного тока.
Итак, обеспечьте хорошее качество, заменив или перестроив ваши старые машины RSW или, по крайней мере, модернизировав их новыми программируемыми элементами управления.
3) Используйте правильные инструменты настройки.
Чтобы таблицы рецептов для точечной сварки были понятны, в каждой мастерской, использующей этот процесс, должен быть специальный амперметр для контактной сварки для измерения среднеквадратичного вторичного сварочного тока, подаваемого на наконечники. Кроме того, поскольку переменные действия рычага (на станке RSW с коромыслом) и трение плунжера (на станке прессового типа с вертикальным действием) могут влиять на прилагаемое усилие сварки, мастерские также должны иметь датчик прямого считывания для измерения усилия сварки. фактическое усилие сварки между наконечниками.
фактическое усилие сварки между наконечниками.
Использование вторичного амперметра и датчика силы позволяет оператору машины RSW настраивать машину с научной точки зрения, а не методом проб и ошибок. И, когда требуется документация, некоторые из доступных счетчиков также могут служить мониторами для записи и сохранения переменных параметров сварки для справки.
4) Используйте прибор для испытания на растяжение.
Проверка точечных сварных швов должна быть более научной, чем падение сваренных деталей на пол. Хотя механическое испытание на отрыв или долото может быть полезным способом визуальной проверки прочности сварного шва и диаметра наггетсов, лучшим инструментом для обеспечения качества является тестер на растяжение, предназначенный для вытягивания небольших сварных образцов-образцов до разрушения. Прочность на сдвиг хорошего точечного сварного шва должна быть выше, чем у основного материала.
5) Определите выступ сварного шва.

Благодаря широкому диапазону пластмасс низкоуглеродистая сталь может успешно поддаваться точечной сварке с различными настройками машины. Однако, чтобы определить идеальную настройку, формовщик должен поэкспериментировать со сварочным аппаратом и использовать тестер на растяжение для проверки результатов.
В нижней части окна лепестка сварного шва прочность сварного шва недопустима; на верхнем конце происходит изгнание. Чтобы определить оптимальные настройки для свариваемого материала, оператор должен подтвердить оптимальный рецепт сварки и использовать эти параметры в качестве отправной точки для производственного цикла.
Прочность сварного шва будет снижаться по мере износа электродов, но начало в середине допустимого диапазона, а не на «рваном краю», позволяет процессу быть наиболее стабильным и надежным.
6) Используйте правильные наконечники и держатели электродов.
Выбор наконечника играет важную роль в успешной точечной сварке. Существует множество форм электродов и медных сплавов, из которых можно выбирать. Опять же, полагайтесь на совет знающего продавца.
Существует множество форм электродов и медных сплавов, из которых можно выбирать. Опять же, полагайтесь на совет знающего продавца.
Например, вместо использования дорогих смещенных наконечников электродов поставщик может порекомендовать использовать смещенный держатель и менее дорогой прямой наконечник. Кроме того, использование небольших сменных электродных колпачков вместо традиционных цельных электродов может обеспечить значительную экономию.
И, чтобы увеличить срок службы электрода, используйте трубки с концами, срезанными под углом 45 градусов. угол, чтобы направить воду на дно внутренней охлаждающей камеры наконечника.
7) Чаевые одевайте рано и часто.
Поскольку большинство проблем с качеством RSW можно отнести непосредственно к износу электродов, металлоформовщики не могут позволить себе пренебрегать кончиками электродов. Регулярное одевание или обмен чаевыми — задолго до того, как это потребуется — принесет большие дивиденды. Вот пример важности заправки наконечника:
В таблицах RSW часто рекомендуются наконечники диаметром ¼ дюйма. контактная поверхность сварки. Предположим, вы определили, что материал, который вы свариваете, требует 9800 А для оптимальной прочности сварного шва. Вот в чем загвоздка: если больше ничего не изменится, а наконечники вырастут из ¼ дюйма. диам. всего до 3⁄8 дюйма, что едва заметно, лабораторные испытания показали, что для получения такой же прочности потребуется 22 100 А. Именно такие ситуации приводят к появлению слабых мест сварки и отбраковке деталей.
контактная поверхность сварки. Предположим, вы определили, что материал, который вы свариваете, требует 9800 А для оптимальной прочности сварного шва. Вот в чем загвоздка: если больше ничего не изменится, а наконечники вырастут из ¼ дюйма. диам. всего до 3⁄8 дюйма, что едва заметно, лабораторные испытания показали, что для получения такой же прочности потребуется 22 100 А. Именно такие ситуации приводят к появлению слабых мест сварки и отбраковке деталей.
В то время как металлоформовщики могут выбирать из нескольких типов приспособлений для зачистки наконечников, лучший способ поддержания надлежащего диаметра поверхности сварного шва — это удаление электродов из машины после заданного количества сварок, задолго до того, как они выйдут из-под контроля. Зачистите кончики электродов на токарном станке или сверлильном станке, оснащенном соответствующими режущими лезвиями.
8) Конструкция для контактной сварки.
Металлоформовщики могут обращаться к таблицам, в которых указано минимальное контактное перекрытие, а проектировщики деталей из листового металла, свариваемых точечной сваркой, должны включать соответствующую ширину полки, чтобы избежать выталкивания, что снижает прочность сварного шва. Кроме того, тщательно продумайте расстояние между сварными швами. Размещение точечных сварных швов слишком близко друг к другу может привести к шунтированию. Здесь часть сварочной энергии теряется через соседние сварные швы, что может привести к снижению прочности сварного шва.
Кроме того, тщательно продумайте расстояние между сварными швами. Размещение точечных сварных швов слишком близко друг к другу может привести к шунтированию. Здесь часть сварочной энергии теряется через соседние сварные швы, что может привести к снижению прочности сварного шва.
Пружинивание свариваемых деталей также может мешать процессу RSW. Использование части доступного сварочного давления сварочного аппарата для соединения деталей может нарушить правильную проковку сварного шва.
9) Закупить сталь известного качества.
Проблемы с RSW иногда можно проследить до рулона стали, купленного с привлекательной скидкой, но сомнительного качества. Высокое содержание углерода может вызвать серьезные проблемы со сваркой, равно как и непостоянная толщина покрытия. Если сварочный аппарат не отрегулирован должным образом, чтобы приспособиться к этим изменениям, сварные швы, которые выглядят хорошо, могут развалиться.
10) Запланируйте регулярное профилактическое обслуживание.

