Трансформатор для контактной сварки своими руками: Точечная сварка из трансформатора: как сделать своими руками
Содержание
Точечная сварка из трансформатора: как сделать своими руками
Сварочный трансформатор можно переделать во много полезных вещей. В любом сварочном оборудовании ключевой деталью является трансформатор.
С ним электричество, которое поступает из розетки, может преобразовываться в необходимый для сварочной работы ток. Вид точечной сварки также входит в число возможных работ.
При выполнении такой сварки, которую ещё называют контактной, соединения могут быть очень прочными и аккуратными даже при работе на дому.
Для получение хорошего и простого аппарата для контактной сварки, вы можете преобразовать свой трансформатор. Единственным недостатком этого оборудования является невозможность регулирования тока.
Но, для домашних условий он довольно актуален. Мы даём вам подробную информацию о том, какие трансформаторы лучше подходят для сборки точечной сварки и как сделать это самостоятельно в своём доме.
Содержание статьиПоказать
- СБОРКА И ЕЁ АЛГОРИТМ
- УСТРОЙСТВО ТРАНСФОРМАТОРА
- ПОВЫШЕНИЕ МОЩНОСТИ
- ПАНЕЛЬ УПРАВЛЕНИЯ
- ЭЛЕКТРОДЫ
- ДЕТАЛИ ПРИ ИСПОЛЬЗОВАНИИ
- ФИНАЛЬНАЯ ЧАСТЬ
СБОРКА И ЕЁ АЛГОРИТМ
» src=»https://www.youtube.com/embed/BCcOUkp-UfA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
УСТРОЙСТВО ТРАНСФОРМАТОРА
Как преобразить трансформатор в аппарат для точечной сварки – главный вопрос, который мы сегодня разберём. Для примера мы взяли старую микроволновую печь и вынули из неё нужное нам оборудование.
Оно вполне подойдёт. Мощность трансформатора важный аспект при выборе аппарата для точечной сварки.
Чтобы изготовить сварочное оборудование для контактной сварки, нужна мощность от одного киловатта. Если брать трансформатор с такой мощностью, вы сможете работать с металлами, толщина которых не превышает один миллиметр.
Чтобы увеличить мощность вы можете преобразовать несколько трансформаторов.
Первым делом нужно отсоединить магнитный провод с первичной обмоткой от трансформатора. Такая обмотка обычно представляет собой несколько виточков проводов с большой толщиной.
Чтобы это сделать, сначала нужно снять вторичную обмотку, не снимая сам каркас. Для этого можно использовать ножовку и стамеску.
Если вторичная обмотка слишком крепко сидит, не бойтесь применять силу, при необходимости можно вырвать её полностью. Если не помог ни один способ, достаньте инструмент и высверлите её, это точно должно помочь.
Самое важно не тронуть первичную обмотку и магнитный провод, когда будете снимать «вторичку». При наличии шунтов в трансформаторе, можно убрать их совместно с вторичной обмоткой.
После удаления старой «вторички» нужно подумать о новой. Её можно сделать из медного провода, сечение у которого начинается от ста квадратных миллиметров. Сами провода могут быть толстыми, но обязательно с сечением.
ПОВЫШЕНИЕ МОЩНОСТИ
При работе с контактной сваркой возможно использование как одного трансформатора, так и двух. Если вам для работы нужно оборудование большей мощности, а соответственно и большего сварочного тока, свяжите два трансформатора.
При такой связке двух аппаратов вы сможете заниматься варкой толстых металлов.
Возможно наличие нескольких витков на трансформаторе, только при этом окно сердечника будет вам мешать, из-за слишком толстых проводов. В такой ситуации можно связать окончания «вторичек» у первого и второго трансформатора.
Важно чтобы связь окончаний была последовательной. То есть при протягивании провода он должен проходить как через первый трансформатор, так и через второй. Витки должны быть одинакового количества.
Направление каждого витка должно быть под контролем. Противофаза недопустима в этот момент. Если мощности собранного оборудования недостаточно, вы можете подсоединить ещё несколько трансформаторов.
Этот процесс осуществляется, так же как и сборка первых двух.
Главное чтобы ваша электрическая сеть выдержала такую нагрузку. Поэтому лучше сразу убедиться и провести проверку. Для применения аппаратов такой мощности нужно предусмотреть все детали, чтобы не вылетали пробки и не жаловались соседи.
ПАНЕЛЬ УПРАВЛЕНИЯ
Аппарат, который вы сделаете самостоятельно, может быть простым и удобным, что касается как его внутренней части, так и основной системы управления.
Для эксплуатации оборудования вам нужно будет найти кнопку для включения и выключения, а ещё сделать рычаг для сварочных клещей.
В установке выключателя ничего сложного нет. Достаточно подобрать хорошую деталь, которая вам нравится, и связать её с первичной обмоткой, путём подключения к цепи.
Для связи трансформатора с выключателем не нужно использовать вторичную обмотку, так как это может навредить детали, из-за большого тока.
Для изготовления рычага нужно будет применить больше усилий. Во время работы с точечной сваркой нужно помнить, что это не только местное нагревание металлов, но и усиленное прижимание.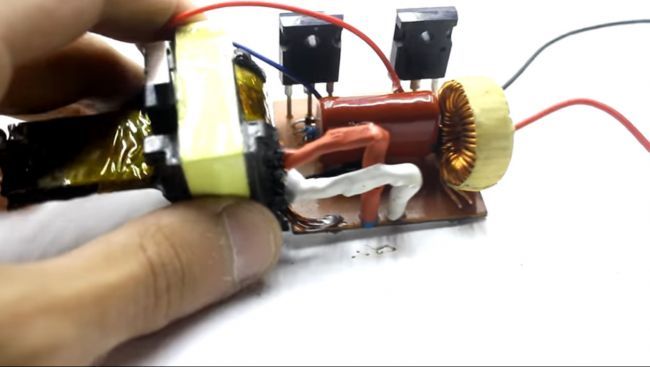
Чем больше толщина свариваемого металла, тем выше усилия в его прижимании. При варке небольших тонких заготовок используйте собственные силы.
Если вам нужно более универсальное оборудование, необходимо закрепить его на столе, а длину и тяжесть рычага подобрать побольше.
Чтобы избавиться от ненужной работы, можно заняться установкой винтовой стяжки. При её креплении, нужно чтобы с одной стороны было основание, а с другой сам рычаг. Это избавит вас от необходимости повышать усилия для сжатия своими руками.
Если исполнение рычага само по себе простое, то кнопка для включения может устанавливаться на его поверхность. Когда вы опустите рычаг, электричество начнёт подаваться автоматически. Для крепления заготовок можно использовать вторую руку.
ЭЛЕКТРОДЫ
Ещё один важный элемент – нужно помнить об электродах. При работе с контактной сваркой в электродах должна содержаться медь. Чем больше толщина электрода, тем лучше.
Вы сможете найти в магазине нужные вам детали, или изготовить их самостоятельно, используя станок.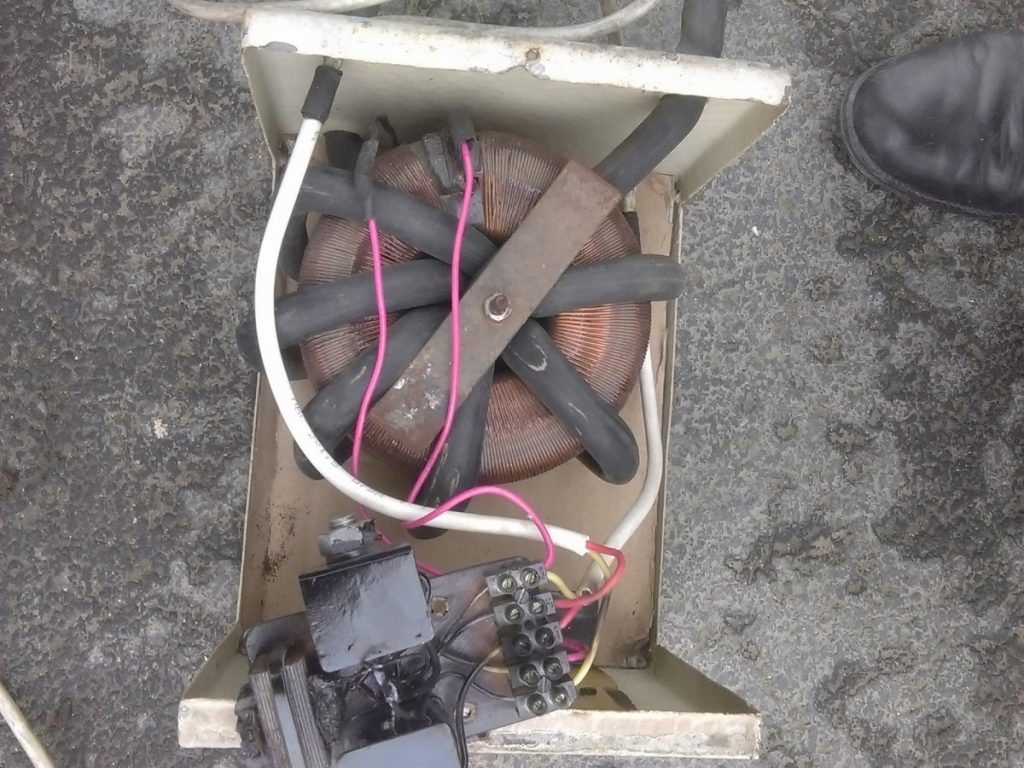 При этом помните, что покупка всегда легче. При сборке маленького аппарата с маленькой мощностью, можно использовать жало паяльника как электрод.
При этом помните, что покупка всегда легче. При сборке маленького аппарата с маленькой мощностью, можно использовать жало паяльника как электрод.
Электрод – сырьё расходное. Поэтому, чтобы он не терял форму, его необходимо точить. Когда электрод полностью потеряет свою изначальную форму, можно его выбрасывать и заняться установкой нового.
Подключение электродов нужно проводить, используя провода. Желательно чтобы они были не очень длинными.
Соединения также должны быть в малом количестве, ведь из-за каждого теряется мощность. Для лучшего контакта с электродами на провода можно надеть медные наконечники.
Медный наконечник нужно спаять с самим проводом, а не надеть поверх него. Это делается для того, чтобы во время работы не было никаких перебоев и сопротивления между наконечником и проводом.
Пайка наконечникам с проводом не самая легкая работа. Для облегчения задачи можно купить уже готовый луженый наконечник, который предназначен для паяния.
Умения некоторых знатоков позволяют им припаивать сам электрод, вместо мороки с наконечниками. Хотя на самом деле, это лишь усложнение, так как, напомним, время от времени нужно заниматься сменой электродов.
Хотя на самом деле, это лишь усложнение, так как, напомним, время от времени нужно заниматься сменой электродов.
Поэтому пайка электродов ничем хорошим не закончится, лучший выход использование наконечников, так как их не нужно менять и можно чистить от окислителей.
ДЕТАЛИ ПРИ ИСПОЛЬЗОВАНИИ
Наше оборудование, которое сделано самостоятельно, очень простое в использовании и не привередливо. Но для ещё лучшей и долгой работы можно изучить несколько интересных деталей, которые могут вам помочь.
Включение и отключение оборудования нужно всегда проводить при сжатых электродах. Если этого не делать, электроды могут подгореть. Принудительное охлаждение аппарата также важно. Его можно осуществлять, пользуясь обычным вентилятором.
Если заранее не подумать об этом, то возникнет необходимость смотреть за температурой оборудования, чтобы избежать перегрева. При этом возникнет множество перерывов в работе.
Качественность выполненной работы и какими будут сварные точки зависят как от правильности сборки аппарата, так и от опытности мастера и времени на сжатие заготовки между электродов.
Рекомендации в этом случае отсутствуют, поэтому вам придётся самостоятельно проводить эксперименты, менять толщину заготовок и познавать всё опытным путём.
ФИНАЛЬНАЯ ЧАСТЬ
Как мы разобрались, для сборки контактной сварки самостоятельно не требуется никаких особо сложных работ. У знающего человека это займёт около двух часов. Но если вы новичок, лучше сначала ознакомиться с теорией и пройти несколько тренировок.
Аппарат для работы с контактной сваркой, который вы сделаете сами, обладает большим количеством достоинств. Надёжность и маленький бюджет для сборки – основные положительные стороны.
Для сборки сварочного оборудования на дому, нужно не так много деталей и инструментов. Всё нужное оборудование можно найти, зайдя в интернет или выкупить у знакомых.
При необходимости можно пересобрать своё оборудование для разных видов сварки. Но алгоритм такой сборки кардинально отличается. Пишите комментарии о том, какой опыт в сборке аппарата для точечной сварки есть у вас. Продуктивности в работе!
Трансформатор для контактной сварки проводов в том числе и медных своими руками
В любых сварочных трансформаторах из-за необходимости большого сдвига фаз тока и напряжения, который гарантирует устойчивое зажигание дуги переменного тока в случае смены полярности, нужно обеспечить рост уровня индуктивного сопротивления во вторичной цепи. В том случае, если этот параметр удалось увеличить, то отмечают рост наклона внешней статической характеристики источника питания у сварочной дуги на рабочем ее участке. Это значит, что трансформатор для сварки может обеспечить получение необходимых падающих характеристик, которые установлены требованиями об общей устойчивости системы в цепочке «источник питания – дуга».
Конструктив
В конструкции сварочного преобразователя вплоть до начала двадцатого века использовался трансформатор с нормальным рассеянием магнитного поля, что в сочетании с совмещенным или отдельным дросселем создавало привычный для нас вид конструкции.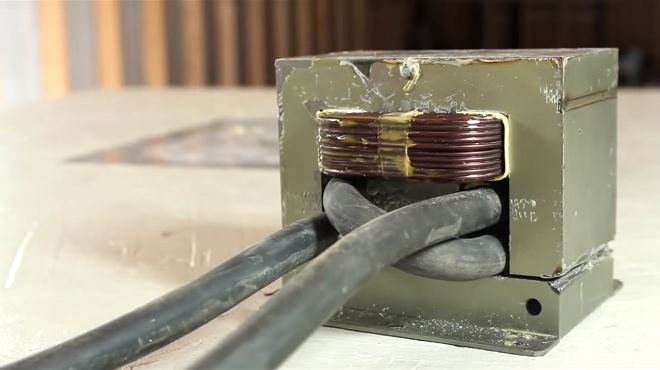 Процесс регулирования электричества проводился за счет изменения воздушного зазора, находящегося в магнитопроводе дросселя. Те же аппараты для сварки, которые появились приблизительно в шестидесятых годах двадцатого века вышеупомянутые требования обеспечивают за счет увеличения уровня рассеяния магнитного поля. Как объект электротехники, трансформатор обладает эквивалентной схемой, которая содержит в себе, как индуктивное, так и активное сопротивление. Сварочные вариации, которые работают в режиме нагрузки, имеют уровень потребляемой мощности значительно выше, чем потери холостого хода, именно поэтому в случае работы при нагрузке данная схема чаще всего не учитывается. В наше время ее легко можно собрать своими руками.
Процесс регулирования электричества проводился за счет изменения воздушного зазора, находящегося в магнитопроводе дросселя. Те же аппараты для сварки, которые появились приблизительно в шестидесятых годах двадцатого века вышеупомянутые требования обеспечивают за счет увеличения уровня рассеяния магнитного поля. Как объект электротехники, трансформатор обладает эквивалентной схемой, которая содержит в себе, как индуктивное, так и активное сопротивление. Сварочные вариации, которые работают в режиме нагрузки, имеют уровень потребляемой мощности значительно выше, чем потери холостого хода, именно поэтому в случае работы при нагрузке данная схема чаще всего не учитывается. В наше время ее легко можно собрать своими руками.
Используется трансформатор для сварки в качестве преобразователя электрической энергии, которая подводится к его первичной энергии, в электрическую энергию с большим током, но при этом низким вторичным напряжением. Формула импульса электричества точечной сварки является полностью предопределенной за счет схемного решения силовой электрической промежуточной части, а ведь именно от нее и производится питание сварочного контура машины.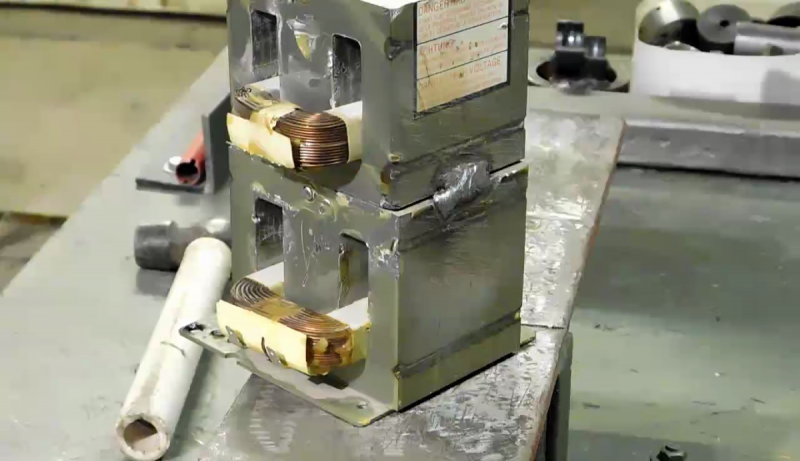
Классификация сварочных трансформаторов
В зависимости от способа запитывания контактных машин все преобразователи, используемые для сварки, делятся на две группы. В перовой группе представлен трансформатор, который занимается преобразованием электрической энергии переменного тока с частотой в пятьдесят Герц. Которая потребляется им из сети непосредственно в процессе сваривания. Вторая группа – это трансформатор для сварки, занимающийся преобразованием энергии. Которая была заранее накоплена. Более девяноста процентов из всех современных устройств такого типа представлены, как однофазный трансформатор. С переменным током, с частотой в пятьдесят Герц.
Типичная схема преобразователя работает таким образом, что основные потери магнитного поля между первичной обмоткой и вторичной обмоткой обнаруживаются как раз между стержнями магнитопровода. Рассеянием магнитного поля вполне реально управлять за счет изменений геометрии воздушного промежутка между обмотками. Это осуществляется руками, без применения специальных инструментов. Нужно лишь изменить число витков в первой и второй обмотке, а также с помощью подмагничиваемого шунта подкорректировать значения проницаемости.
Нужно лишь изменить число витков в первой и второй обмотке, а также с помощью подмагничиваемого шунта подкорректировать значения проницаемости.
Если рассматривается трансформатор в простой схеме, когда обмотки разнесены, то тут можно говорить о получении зависимости, построенной на основных параметрах устройства и индукционном сопротивлении. У современных аппаратов для точечной сварки диапазон плавного регулирования представлен в двух вариациях: 1: 3 и 1: 4. Большинство трансформаторов обладает также ступенчатым регулированием, которое достигается путем переключения обеих обмоток на последовательное или же параллельное включение. Для снижения веса, вместе с этим и стоимости таких устройств, как трансформатор, было создано специальное понижение напряжения во время холостого хода.
Сварочные трансформаторы с подвижным шунтом
Процесс регулирования электричества по рассеянию магнитного поля с использованием данного устройства производится вследствие изменений геометрических размеров – длины и сечения элементов магнитного пути между стержнями магнитопровода.
За счет того, что железо обладает вдвойне большей проницаемостью, чем воздух, в движении магнитный шунт изменяет сопротивление потока рассеяния, который в свою очередь проходит по воздуху. На данный момент трансформатор по данной схеме выпускается для применения в бытовых и промышленных целях.
Сварочные преобразователи с неподвижным подмагничиваемым шунтом
В случае данной схеме управление производится с помощью падающего участка. Это значит, что сердечник шунта должен работать в режиме насыщения, когда переменный магнитный поток проходит через шунт, то рабочая точка определяется, таким образом, чтоб не покидать пределы падающей ветки магнитной проницаемости. В процессе контактной сварочной операции данное условие необходимо выполнить для обеспечения снижения риска поломки устройства из-а мощных перегрузок, которые могут возникнуть.
С повышением уровня насыщения магнитопровода у шунта начинает наоборот снижаться магнитная проницаемость, параллельно с этим также возрастает индуктивное сопротивление и поток рассеяния. В итоге трансформатор получает уменьшение сварочного тока. Так как регулирование производится электрическим путем, то, соответственно, есть возможность управлять источником питания дистанционно. Еще одно преимущество данной схемы, это отсутствие подвижных частей. За счет же электромагнитного управления своими же руками можно значительно облегчить и упростить конструкции более мощного используемого трансформатора.
В итоге трансформатор получает уменьшение сварочного тока. Так как регулирование производится электрическим путем, то, соответственно, есть возможность управлять источником питания дистанционно. Еще одно преимущество данной схемы, это отсутствие подвижных частей. За счет же электромагнитного управления своими же руками можно значительно облегчить и упростить конструкции более мощного используемого трансформатора.
Тиристорные, сварочные трансформаторы
Данный принцип регулирования электричества и напряжения при помощи тиристоров основывается на фазовом сдвиге открытия самого тиристора в полупериод прямой полярности.
В этом случае изменяется значение выпрямленного напряжения и электричества за этот полупериод. Обеспечить регулирование однофазной сети можно за счет двух встречно включенных тиристора. Нужно соблюдать условия симметричного регулирования. Тиристорный трансформатор обладает довольно жесткой внешней статической характеристикой, которая регулируется за счет напряжения на выходе.![]()
Тиристоры особо удобны для регулировки электричества и напряжения в цепях с переменным напряжением, так как при смене полярности производится автоматическое закрытие. Для точечной сварочной операции данный аспект очень важен, так как необходима четкая регуляция мощности устройства. Помимо всего прочего индуктивность преобразователя данной схемы обеспечивает значительно большее сглаживание выпрямленного тока. Все современные трансформаторы, которые используются для сварки, оборудуются специальными обмотками из алюминия.
Для повышения уровня надежности на концах обмотки приварено несколько медных накладок. Обеспечить безопасность также позволяет изоляция, которую в домашних условиях можно создать своими руками. Для этого не потребуется особых знаний или специальных инструментов. Такая осторожность позволит в дальнейшем использовать устройство без опаски.
Общая информация по конструкции трансформаторов для сварки
Чаще всего преобразователи контактных машин имеют две обмотки.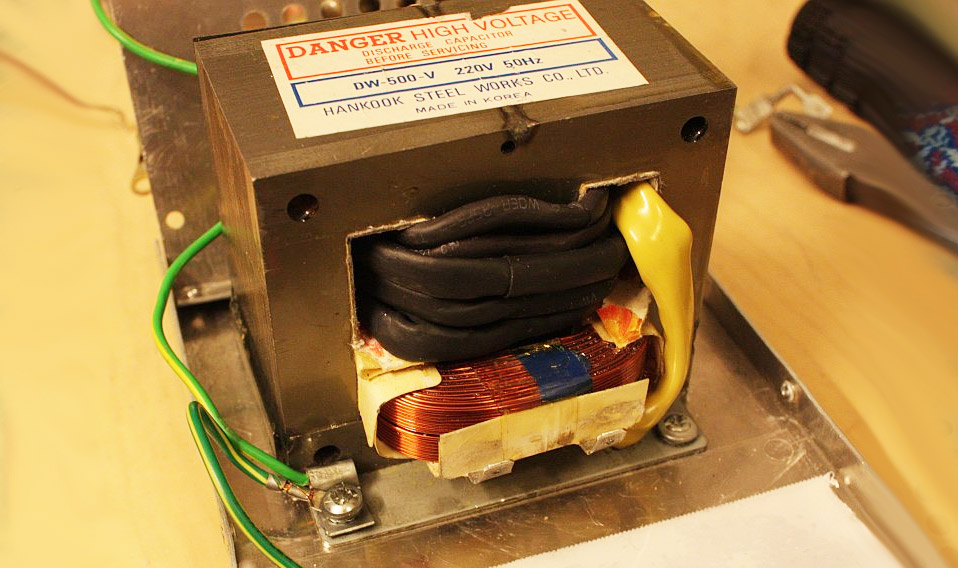 Основным конструктивным элементом такого устройства является магнитопровод, а также не обойтись без медных крепежных, установочных и стяжных деталей, контактных плит, отводов и прочих необходимых элементов.
Основным конструктивным элементом такого устройства является магнитопровод, а также не обойтись без медных крепежных, установочных и стяжных деталей, контактных плит, отводов и прочих необходимых элементов.
Существование сразу нескольких конструктивных исполнений трансформатора обусловлены зависимостью от форм и мощности его комплектующих, а также метода сварки, для которого он будет использован. Очень много параметров работы устройства играют важную роль в случае, когда стоит провести операцию по контактной сварке или же остановить свой выбор на точечном варианте.
Основными решающими факторами в такой ситуации станут тип и форма обмоток и магнитопровода, их охлаждение и класс изоляции, количество фаз, форма тока и напряжения, частота, ограничения по массе, компоновка устройства.
Если учесть тот фактор, что преобразователи для точечной сварки работают в режиме, где нагрузки кратковременные и постоянно повторяются – до ста двадцати раз в минуту, то не удивительно, что к конструкции этого устройства предъявляются такие серьезные требования в плане механической прочности.
Принципы работы сварочного трансформатора
Стабильность горения дуги в процессе сварки напрямую зависит от напряжения, которое в данный момент подается в электрической сети. Именно на трансформатор возлагаются все функции по регулированию напряжений до уровня, необходимого для нормального сваривания.
Основной функцией данного агрегата, если речь идет о точечной сварочной операции, будет преобразование высокого напряжения наиболее оптимальное. Зачастую данное устройство используется в работе под флюсом или же контактной сварке.
Регулирование силы электричества производится за счет обмотки, находящейся в подвижном состоянии, где индуктируется переменный ток уже с пониженным напряжением. Напряжение, необходимое для проведения контактной сварочной операции также может быть отрегулировано с помощью изменения зазора между двух медных частей сердечника – подвижной и неподвижной.
Чем зазор меньше, тем меньше становится и величина тока. Такой метод регулирования осуществляется своими же руками, так как не требует инструментального вмешательства. Он также обеспечивает плавное изменение режимов сварки, например с точечной на контактную.
Такой метод регулирования осуществляется своими же руками, так как не требует инструментального вмешательства. Он также обеспечивает плавное изменение режимов сварки, например с точечной на контактную.
Принцип работы такого трансформатора предельно прост. После подачи на первичную обмотку тока на сердечнике возникает магнитный поток, который проходит уже через вторичную обмотку. Именно в ней и происходит индукция тока с пониженным напряжением.
Сварочный преобразователь может быть использован, как в быту, так и на крупной стройке или же производстве. Главным его преимуществом является уникальное соотношение цены и качества. Такой трансформатор, состоящий из дорогих медных элементов, все равно стоит значительно дешевле, чем сварочный выпрямитель или же аппарат с такими же характеристиками по мощности.
Похожие статьи
- Сварочный аппарат переменного тока: в чем его преимущества и польза?
- Трансформатор для сварки: тонкости собственноручного производства
- Аппарат точечной сварки в быту и на производстве
- Машина контактной точечной сварки — сфера применения, особенности конструкции
Сварка сопротивлением Вопросы и ответы: Трансформатор против Transgun кВА
В: У меня на заводе есть три разных сварочных аппарата, а также несколько роботизированных Transguns. Несколько моих машин — это прессы мощностью 50 кВА, а мои транспушки — 100 кВА. Почему мои автоматы мощностью 50 кВА могут производить вторичный ток до 35 кА, а мои транспушки только до 18–20 кА?
Несколько моих машин — это прессы мощностью 50 кВА, а мои транспушки — 100 кВА. Почему мои автоматы мощностью 50 кВА могут производить вторичный ток до 35 кА, а мои транспушки только до 18–20 кА?
Рис. 1 — Изображение трансформаторов контактной сварки.
О: Это отличный и распространенный вопрос. Мой первый ответ: кВА имеет мало общего с тем, какой фактический вторичный сварочный ток вы можете получить от данного аппарата или роботизированной сварочной горелки (transgun).
Поскольку я не могу написать здесь длинную диссертацию по теории электричества, я сделаю все возможное, чтобы дать вам основы, и я надеюсь, что это поможет вам понять, почему вы получаете больше от своих машин с более низкими значениями кВА, чем от ваших трансгантов. с более высокими рейтингами кВА.
Во-первых, позвольте мне начать с заявления о том, что не все трансформаторы для контактной сварки (RW) созданы одинаковыми. Существуют различные типы моделей, которые были созданы для различных приложений RW.
Чтобы проиллюстрировать это, см. рис. 1, на котором показаны несколько сварочных трансформаторов переменного тока (AC) RW и источники питания постоянного тока средней частоты (MFDC). Вы можете видеть на картинке, что эти различные модели бывают всех размеров, форм и цветов, каждая из которых предназначена для конкретной задачи/работы.
Маленькие серебристые и зеленые модели трансгантов предназначены для использования с трансгантами, они маленькие и легкие. Они рассчитаны на 100 кВА при 50% рабочем цикле.
Большой красный трансформатор переменного тока машинного типа рассчитан на 75 кВА при рабочем цикле 50%. Он предназначен для использования в автономной машине для прессовой сварки и может производить высокие вторичные токи для сварки тяжелых сталей и рельефной сварки. Красный весит более чем в пять раз больше, чем меньшие, но имеет меньшую мощность в кВА. Итак, еще раз хочу подчеркнуть, что рейтинг кВА — это не то, что позволяет получить более или менее вторичный ток.
Давайте углубимся в ваш конкретный вопрос о кВА и вторичном токе. Мой первый шаг здесь — познакомить вас с законом Ома, который гласит, что E = I × R (E = вольты, I = ток в амперах, R = сопротивление в омах). Примечание. Существует закон Ома для переменного тока и закон Ома для постоянного тока, но для моего основного объяснения мы будем использовать только закон Ома для постоянного тока — рис. 2.
Рис. 2 — закон Ома.
Самое важное, что нужно понять, это то, что вторичное напряжение и общее сопротивление или импеданс вторичной цепи являются наиболее важными факторами, определяющими ток, который может вырабатывать ваш трансформатор. Напряжение управляет током, а не кВА.
Следующее, что я хочу отметить, это то, что сварочный трансформатор, размер вторичной цепи, длина, материал и поперечное сечение вторичных проводников транспушки или машины, а также сопротивление свариваемого материала — все это вещи, которые складываются в общее вторичное сопротивление/импеданс.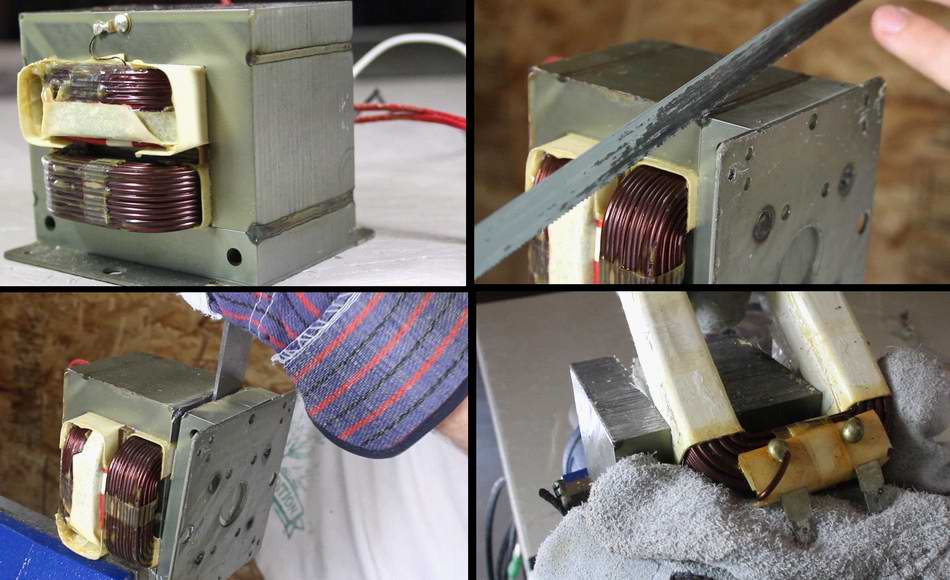 См. рис. 3 для простой иллюстрации вторичных потерь.
См. рис. 3 для простой иллюстрации вторичных потерь.
Рис. 3 — Иллюстрация вторичных потерь.
Давайте попробуем собрать воедино все, что мы узнали, и ответить на ваш вопрос.
Транспушки на ваших роботах имеют меньшие трансформаторы в стиле транспушек и легкие сварочные горелки. Эти трансформаторы содержат меньше меди и имеют более высокий внутренний импеданс или сопротивление по сравнению с более крупными трансформаторами машинного типа, которые имеют намного больше меди и гораздо более низкое внутреннее импеданс/сопротивление. Также важно отметить разницу между реальным трансгантом и типичным автономным пресс-сварочным аппаратом RW. Transgun имеет проводники меньшего поперечного сечения (руки пистолета), и многие из них сделаны из алюминия, чтобы пистолеты были легкими на конце робота. Это означает более высокое вторичное сопротивление/импеданс по сравнению с типичным аппаратом для прессовой сварки RW, который имеет большую медную шину и медные шунты, что означает гораздо более низкое сопротивление/импеданс протеканию тока.
Теперь вы можете спросить: что такое кВА? кВА — это номинальная тепловая мощность, и, говоря простыми словами, чем больше у вас кВА, тем больше сварок в минуту вы можете выполнить при заданном вторичном напряжении, токе и рабочем цикле.
Подводя итог. Причина, по которой ваши машины на 50 кВА будут достигать более высоких вторичных токов по сравнению с вашими трансформаторами на 100 кВА, связана с более низким внутренним сопротивлением/импедансом в физически больших трансформаторах на 50 кВА и более низким сопротивлением/импедансом вторичной цепи в машинах для прессовой сварки. Это не имеет ничего общего с номиналом кВА, который является только тепловым рейтингом.
Эта статья была написана Доном ДеКорте, вице-президентом по продажам RoMan Manufacturing Inc. и бывшим председателем Альянса производителей контактной сварки (RWMA). Он также является членом AWS Life, советником, бывшим директором и сертифицированным техником по контактной сварке.
Производственный альянс контактной сварки (RWMA), отраслевой партнер Американского общества сварщиков, представляет собой активную сеть отраслевых профессионалов, занимающихся продвижением стандартов и процессов контактной сварки.
AWS Publications
AWS Publications выпускает отмеченные наградами Welding Journal, Inspection Trends, SPRAYTIME, Welding Marketplace и Welding Journal en Español.
Сварка сопротивлением
О контактной сварке
- Q1.
- Какое важное условие для контактной сварки?
- А.
Сварка сопротивлением в основном зависит от следующих пяти условий:
- Текущий
- Время сварки
- Сила сварки
- Электрод (плотность тока)
- Тепловой баланс
Сварка сопротивлением должна вызывать ток для выделения тепла при сварке; поэтому величина тока, время сварки и плотность тока являются важными факторами. Сила сварки также важна.
- Q2.
- Какая настройка требуется для сварочного трансформатора?
- A.
- Величина времени сварки (циклы) и силы тока (Ампер).
- Q3.

- Как выносится правильное или неблагоразумное решение?
- A.
- Зависит от того, что требуется. Испытание на прочность на растяжение и испытание на отслаивание измеряют прочность сварного шва и размер самородка; кроме того, наблюдается поперечное сечение. Наш Weld Checker полезен для контроля качества.
- Q4.
- Сварка сопротивлением обычно приводит к образованию расплавленного материала в точках сварки для соединения двух металлических листов. Что создает микрорезистивная сварка на поверхности обшивки?
- А.
А. Тепло выделяется сварочным током только за счет собственного сопротивления и контактного сопротивления. Однако сварочные механизмы подразделяются на три типа в зависимости от материалов, из которых изготовлены детали.
При соединении деталей из железа, сплава железа или алюминия микроконтактной сваркой образуются пятна охлажденного расплавленного материала (гранулы) на стыковой поверхности, как и в случае сварки обычным сопротивлением.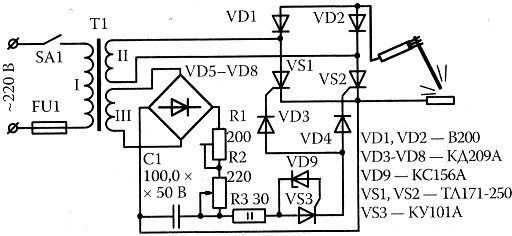 С обеих сторон сопрягаемой поверхности образуются тонкие и плоские самородки.
С обеих сторон сопрягаемой поверхности образуются тонкие и плоские самородки.- [Самородок, полученный сваркой расплавом]
(соединяются листы SUS304 толщиной 80 мкм и складывается кусок вольфрама диаметром 10 мкм.)
Медные листы склеиваются непосредственно перед плавлением и соединяются методом диффузии. Под оптическим микроскопом никаких самородков не наблюдается. Эта сварка повышает температуру до тех пор, пока не образуется расплавленное состояние.
- [Сварка медного листа толщиной 0,3 мм и листа никелированного железа толщиной 0,5 мм]
(Слой сплава на лицевой поверхности не наблюдается, хотя наблюдается слой покрытия.)
Медные листы склеиваются непосредственно перед плавлением и соединяются методом диффузии. Под оптическим микроскопом никаких самородков не наблюдается. Эта сварка повышает температуру до тех пор, пока не образуется расплавленное состояние.
- [Сварка никелевого листа толщиной 0,1 мм и никелированного железного листа толщиной 0,22 мм]
(Никель захвачен железным листом из-за пластического течения.
 )
)
- Q5.
- В чем преимущество инверторного сварочного источника питания?
- А.
Следующие три:
- Высокая тепловая эффективность и короткое время сварки обеспечивают чистую и аккуратную сварку.
Однофазный переменный ток периодически достигает нуля, что приводит к прерывистой подаче тепла. Источник питания инвертора пропускает ток, который никогда не должен быть равен нулю, обеспечивая непрерывную подачу тепла. Благодаря этому сварка выполняется за короткий промежуток времени, а самородок подвергается меньшему термическому воздействию. В результате получается чистый и аккуратный шов. - Уменьшено количество брызг; ведется стабильная сварка.
Время сварки и время нарастания сварочного тока регулируются в зависимости от материала и формы металла. Возможна настройка условий сварки, чтобы не образовывались брызги. - Малогабаритный, легкий сварочный трансформатор легко монтируется на автомате.

По сравнению с другими сварочными источниками питания сварочный трансформатор имеет небольшие размеры.
- Высокая тепловая эффективность и короткое время сварки обеспечивают чистую и аккуратную сварку.
- Q6.
- Сообщите нам об особенностях источника питания конденсаторной сварки.
- A.
- Источник питания для конденсаторной сварки заряжает конденсатор один раз, а затем разряжает его, одновременно пропуская большой ток. Благодаря большому току он может сваривать материалы с высокой теплопроводностью, такие как алюминий, медь. Поскольку он заряжает конденсатор, входная мощность источника питания может быть уменьшена; тем не менее, стабильная сварка выполняется.
Однако ток резко возрастает, и угол градиента нарастающего тока нельзя контролировать, что приводит к легкому разбрызгиванию. Усилие на электроде необходимо увеличить, чтобы уменьшить разбрызгивание. Необходимы меры предосторожности против эффекта Пельтье, который возникает из-за постоянного тока.
- Q7.
- В чем преимущество транзисторного источника питания для сварки?
- A.

- Транзисторный источник питания не нуждается в сварочном трансформаторе, а осуществляет быстрое регулирование сварочного тока непосредственно с помощью транзистора; поэтому он уменьшает разбрызгивание, обеспечивая сверхточную сварку. Этот источник питания подходит для сварки таких материалов, как тонкая проволока, поперечная проволока, материалы с высоким сопротивлением; также подходит для сварки деталей микроэлектроники, таких как металлическая фольга, контакт, язычок батареи.
- Q8.
- Что такое тороидальная катушка?
- A.
- Катушка Роговского, имеющая катушку с воздушным сердечником. Он обнаруживает магнитное поле, создаваемое током, и измеряет силу тока.
Эта катушка навешивается на вторичный проводник, по которому течет вторичный ток, для использования. Он сочетается с нашей системой проверки сварных швов для контроля качества сварных швов.
- Q9.
- Что такое эффект Пельтье?
- А.

- Когда постоянный ток протекает через два разных металла, которые контактируют друг с другом, возникает разница температур между положительным и отрицательным полюсами. Это называется эффектом Пельтье. Хотя этот эффект применяется к оборудованию, в котором охлаждение и тепловое излучение повторяются, при сварке неблагоприятно возникают неравномерный износ электрода и неравномерные самородки.
Поскольку этот эффект возникает, когда ток постоянно течет в одном направлении, источник питания переменного тока или источник питания с переключением полярности решает эту проблему.
Пожалуйста, заполните нашу контактную форму, если у вас есть какие-либо вопросы.
- Q10.
- Почему мы должны периодически затачивать электрод?
- A.
- Во время использования на кончике электрода образуется оксидная пленка, выделяющая тепло; тем временем он не может сварить. Также к электроду может прилипнуть расплавленное покрытие проволоки и остатки заготовки.
 Поскольку такие инородные тела вызывают дефекты сварного шва, электроды необходимо затачивать для их удаления через определенное количество швов периодически, в соответствии с условиями сварки. Кроме того, шлифовка электрода необходима для придания формы его кончику, поскольку площадь контакта увеличивается при изменении плотности тока.
Поскольку такие инородные тела вызывают дефекты сварного шва, электроды необходимо затачивать для их удаления через определенное количество швов периодически, в соответствии с условиями сварки. Кроме того, шлифовка электрода необходима для придания формы его кончику, поскольку площадь контакта увеличивается при изменении плотности тока.
- Q11.
- Что такое рельефная сварка?
- А.
Это сварка такой заготовки, которая состоит из пластин, толщина которых заметно различается. Более толстая заготовка снабжена выступом для увеличения плотности тока; затем джоулево тепло концентрируется на свариваемом выступе.
- [Преимущество]
- Возможна одновременная многоточечная сварка.
- Возможность использования плоского электрода увеличивает срок службы электрода.
- Более толстая пластина, которая в 3 и более раза толще другой, может быть сварена до определенной степени.
- При сварке двух или более выступов сварные швы могут выдерживать больший крутящий момент.
- Уход за электродом прост.
- Время сварки меньше.
- Концентрированный ток обеспечивает экономию энергии.
- [Недостаток]
- Многоточечная сварка требует больших сварочных мощностей (ток, усилие сварки).
- Выступы должны быть выровнены.
- Электроды должны быть строго параллельны.
- Q12.
- Сообщите нам о разнице между управлением вторичным постоянным током и управлением с компенсацией колебаний напряжения питания.
- А.
Мы объясним этот элемент управления на нашем блоке питания переменного тока MEA-100A.
- [Контроль компенсации колебаний напряжения питания]
- На заводе часто колеблется напряжение питания, что влияет на сварку. Это управление подает постоянный ток, даже если напряжение питания колеблется. Поскольку компенсированный ток протекает в течение первого полупериода, сварочный ток, подаваемый даже в течение короткого периода времени, такого как полупериод, один цикл, обеспечивает стабильную сварку.

- [Управление вторичным постоянным током]
- Вторичный ток сварочного трансформатора подается через тороидальную катушку обратно на контроллер, чтобы поддерживать постоянный ток. Это особенность того, что постоянный ток течет даже при изменении сопротивления заготовки. При контроле с компенсацией колебаний напряжения питания ток изменяется в соответствии с количеством заготовки, которая входит в горловину сварочной головки при сварке листового металла; напротив, при вторичном управлении постоянным током протекает постоянный ток.
- Q13.
- Пропускает ли сварочный трансформатор больший ток через отвод высокого напряжения?
- A.
- Сварочный трансформатор генерирует большой ток при низком напряжении. Например, он может выдавать 10 А при 200 В или 200 А при 10 В или 1000 А при 2 В (энергия одинакова: 200 В x 10 А = 2000 ВА, 10 В x 200 А = 2000 ВА, 2 В x 1000 А = 2000 ВА). Теоретически отвод с более низким напряжением может пропускать больший ток; практически, однако, ток течет по закону Ома: I (ток) = E (напряжение) / R (сопротивление), что показывает, что E необходимо в определенной степени для протекания большого тока.
 Следовательно, отвод с более высоким напряжением может пропускать больший ток для детали с высоким сопротивлением.
Следовательно, отвод с более высоким напряжением может пропускать больший ток для детали с высоким сопротивлением.
- Q14.
- Что является важным элементом сплавления?
- A.
- Соединение плавлением предназначено не для использования тепла Джоуля, выделяемого в заготовке, как при контактной сварке, а для использования тепла Джоуля, выделяемого в электроде, для удаления покрытия с подводящего провода, соединения провода с клеммой за счет теплового сцепления.
Если к этому стыку провести контактную сварку, клемма расплавится; поэтому необходимо выбрать адекватные условия сварки, чтобы удалить покрытие, вызывающее сцепление вывода и клеммы. Подача тока обычно выполняется в два этапа: первая стадия WELD1, на которой деформируется клемма (предварительное формирование), и вторая стадия WELD2, на которой выполняется сплавление. Если используется 1-ступенчатая подача тока, предварительное формирование должно выполняться нарастающим током.
- Q15.
- Сообщите нам о настройке условий контактной сварки.
- А.
У нас нет определенного метода настройки условий, потому что условия сварки зависят от материала заготовки, требуемой прочности; однако вы должны определить условия сварки, отрегулировать время сварки, сварочный ток и усилие сварки, поскольку сварка связана с тремя.
- [Сварка выступа усилием сварки 2,0 кгс за два выстрела]
(Свариваемая деталь: Ni t = 0,1 мм и Fe t = 0,25 мм, Метод сварки: серийная сварка в 2 выстрела, Расстояние между выстрелами: 3 мм, Электрод: AL-60 Φ1,5 мм, сварщик: Транзисторный источник питания для сварки , Сварочный кабель: 38кв.1000Lмм.)
Процедура следующая:
Установите среднее усилие сварки по шкале усилия сварки на сварочной головке, установите сварочный ток и время сварки относительно ниже; затем постепенно увеличивайте условия во время сварки. Для инверторного источника питания и источника питания переменного тока установите время сварки немного короче и увеличьте только ток. Если максимальный ток свидетельствует о недостаточном сварном шве, увеличьте время сварки, а затем увеличьте ток с нуля. Начните с таких настроек, которые вы не можете сварить. Когда вы дойдете до легкой сварки, продолжайте пробную сварку, наблюдая, образуются ли брызги. Увеличьте усилие сварки, чтобы уменьшить разбрызгивание. Когда испытание на растяжение и испытание на отслаивание дают достаточную и стабильную прочность сварного шва, вы продолжаете сварку с этими условиями сварки.
Если максимальный ток свидетельствует о недостаточном сварном шве, увеличьте время сварки, а затем увеличьте ток с нуля. Начните с таких настроек, которые вы не можете сварить. Когда вы дойдете до легкой сварки, продолжайте пробную сварку, наблюдая, образуются ли брызги. Увеличьте усилие сварки, чтобы уменьшить разбрызгивание. Когда испытание на растяжение и испытание на отслаивание дают достаточную и стабильную прочность сварного шва, вы продолжаете сварку с этими условиями сварки.
Если настройки максимального сварочного тока и максимального времени сварки не обеспечивают достаточной силы, немного уменьшите усилие сварки для пробы; иногда прочность сварного шва увеличивается. Если сварки по-прежнему недостаточно, мощности сварочного аппарата недостаточно; вам нужен сварочный аппарат следующей большей мощности.
При питании от источника питания переменного тока попробуйте уменьшить количество циклов и повысить уставку нагрева и напряжение ответвления, если источник питания имеет достаточную мощность; Вы можете получить сварной шов с меньшим изменением цвета.
Пожалуйста, заполните нашу контактную форму, если у вас есть какие-либо вопросы.Некачественные сварные швы, которые часто случаются, и меры по их устранению Сварное состояние Текущий Сила сварки Брызги Вниз Вверх Улучшение контроля электродов Всплеск Вниз Вверх Улучшение контроля электродов Ударная камера — — Улучшение контроля электродов Маленький самородок Вверх Вниз — Неравный размер самородка — — Контроль плотности тока.
Разрешить эффект Пельтье.
Большая вмятина Вниз Вниз Используйте R-образные электроды
- Q16.
- Что такое тепловое воздействие?
- A.
- Это эффект, который оказывает на заготовку тепло, выделяемое при сварке. Заготовка может изменить цвет, обесцветиться, деформироваться или стать хрупкой; детали могут выйти из строя.
Чтобы уменьшить тепловой эффект, тепло должно эффективно подаваться к заготовке, а сварка должна выполняться в течение короткого промежутка времени. Инверторный или транзисторный источник питания для сварки — еще один выбор.
- Q17.
- Нужна ли двухэтапная сварка? Каков эффект от этого?
- A.
- Эффективен для сварки плакированного металла. Металл покрытия удаляется на первом этапе, отталкивается от электрода и охлаждается в ОХЛАЖДЕНИИ; затем заготовка сваривается на втором этапе. Однако рельефная сварка в основном использует одностадийную сварку.

- Q18.
- Какие меры противодействия необходимы для сварки заготовок разной толщины?
- A.
- Обеспечить более толстый металлический лист с выступом; однако, если этот лист в 3 и более раз толще более тонкого, вам будет трудно их сварить.
- Q19.
- Что следует учитывать, в том числе условия сварки, перед первым внедрением новой системы микроконтактной сварки?
- A.
- Во-первых, вы должны решить, могут ли металлические материалы образовать прочный сплав путем плавления или их можно соединить путем диффузии. Некоторые комбинации металлических материалов всегда будут слабыми. В этом случае вам придется подумать об использовании других материалов или металлической вставки, которая легко сливается с обоими металлами заготовки, образуя диффузионное соединение.
Во-вторых, рассмотрите форму заготовки в точках сварки. Чтобы использовать контактную сварку, заготовки должны быть обработаны в формы, которые позволяют применять постоянную силу и ток. Кроме того, сварка повышает температуру обоих металлов до точки их плавления, поэтому их теплоемкости (массы) на поверхности точки сварки должны быть сбалансированы. Кроме того, необходимо уделить внимание выбору материала покрытия.
Кроме того, сварка повышает температуру обоих металлов до точки их плавления, поэтому их теплоемкости (массы) на поверхности точки сварки должны быть сбалансированы. Кроме того, необходимо уделить внимание выбору материала покрытия.
В-третьих, рассмотрите конфигурацию заготовки. Вы не можете сваривать микросопротивлением детали, которые обычно спаиваются, без изменения используемых материалов или форм. Заготовки, которые были спаяны, предназначены для пайки; детали должны быть спроектированы так, чтобы их можно было сваривать сопротивлением, чтобы можно было использовать систему контактной сварки. Для получения условий микрорезистивной сварки с широкими запасами конструкция заготовки очень важна, фактически жизненно важна, потому что основная цель состоит в том, чтобы поддерживать стабильные качества сварки.
Наконец, определите конфигурацию и материалы заготовок, и в то же время определите способ подачи тока, или применяются пути через подачу тока или силы. Обычно применяют три вида подачи тока: прямой, непрямой и последовательный, которые также применяются при контактной сварке.
