Трансформатор для полуавтомата сварочного: Сварочные трансформаторы – устройство, принцип работы, виды и классификация
Содержание
Расчет и намотка трансформатора сварочного полуавтомата
Комментарии: 51Отдельные блоки
Расчет трансформатора сварочного полуавтомата
В этой статье я расскажу вам как собрать, рассчитать и намотать трансформатор для сварочного полуавтомата.
Расчет тороидального трансформатора
Сначала нужно определиться с количеством с имеющегося у вас железа. Исходя из этого определиться с наружным и внутренним диаметром тора. Внутренний диаметр нужно принимать от 12 см и выше, иначе если нет опыта в намотке, у вас не уместится вторичка.
Также нужно стремится сделать такие размеры, что бы площадь сердечника была от 30 см.кв. и выше.
В итоге расчетные размеры тора получились такие.. D=25см, d=14см, h=6,2 см.
После сборки и замеров итоговая (реальная) площадь сердечника данного тора равна:
Sс =33,4 см.кв.
Посчитаем количество витков на вольт. Так как это тор, то примем коэффициент равным 35.
Так как это тор, то примем коэффициент равным 35.
35/33,4 =1,047 витка на вольт.
Далее определимся с диапазоном напряжений. Принимаем от 18 до 32 вольт.
Далее расчитаем количество витков вторички. Для этого берем максимальное напряжение, то есть 32 вольта.
W2 = 32*1,047 = 33 витка.
Далее рассчитаем ступени первичной обмотки для регулирования сварочного тока. Принимаем количество ступеней равным 8.
Для расчета количества витков используем формулу:
W1_ст = (220*W2)/Uст2
Где: Uст2 - нужное выходное напряжение на вторичной обмотке. W2 - количество витков вторички. W1_ст - количество витков первичной обмотки.
Далее расчет:
Примем шаг ступени на вторичке 2 вольта.
W1_ст1 = (220*33)/32 = 230 витков. W1_ст2 = (220*33)/30 = 242 витка. W1_ст3 = (220*33)/28 = 260 витков. W1_ст4 = (220*33)/26 = 280 витков. W1_ст5 = (220*33)/24 = 302 витка. W1_ст6 = (220*33)/22 = 330 витков W1_ст7 = (220*33)/20 = 363 витка.W1_ст8 = (220*33)/18 = 403 витка.
Намотка трансформатора сварочного полуавтомата
Мотаем первичку равномерно по всему тору до 230 витка, делаем отвод. Это будет первая ступень первички. Мотаем далее до 242 витка, делаем отвод. Это будет вторая ступень первички. И так далее, завершаем намотку на 403 витке (8 ступень первички).
Вторичку мотаем по верх первички равномерно по всему тору. Вторичка имеет 33 витка.
Намотка тороидального трансформатора
Далее процесс сборки сердечника, намотки первичной и вторичной обмотки, представлен в виде фото галереи.
Наведя мышкой на изображение вы увидите комментарий к нему. Также можно кликнуть мышкой по изображению, чтобы увидеть его в большем разрешении.
Поехали:
Как видите ни чего сложного при расчете и сборке сварочного трансформатора нет. Хотел еще заметить, что при проверке напряжения вторички (когда наматывал пробную обмотку 33 витка), в сети было 245 вольт. Поэтому на минимальной ступени было 20 вольт вместо расчетных 18 вольт, а на максимальной 35 вольт, вместо 33 вольт.
При подключении в нормальную сеть 220 вольт, напряжение на вторичке соответствовала расчетным, то есть от 18 до 32 вольт. Ток холостого хода на 230 витке составлял 1,4 ампера (у вас будет отличаться, так как качество железа, качество стяжки сердечника у всех разное). На 403 витке ток холостого хода 0,15 ампер.
Это чудо весит 24,5 кг. Со своими обязанностями справляется на пятерку.
Ну в общем расписывать больше нечего, все должно быть понятно. Если возникнут вопросы, задавайте их в комментариях.
Автор статьи и фото: Admin Svapka.Ru
Страницы комментариев
Расчет трансформатора для сварочного полуавтомата, сварочного аппарата.
В этой статье попытаюсь вам рассказать, как рассчитать трансформатор для сварочного аппарата.
На самом деле ни чего сложного здесь нет. Этот расчет относится как к простым (П и Ш образным) так и к тороидальным трансформаторам.
Для начала определим габаритную мощность будущего сварочного трансформатора:
Где: Sc - площадь сечения сердечника см.кв. So - площадь сечения окна см.кв. f - рабочая частота трансформатора Гц. (50). J - плотность тока в проводе обмоток A/кв.мм (1.7..5). ɳ - КПД трансформатора (0,95). B - магнитная индукция (1..1,7). Km - коэффициент заполнения окна сердечника медью (0,25..0,4). Kc - коэффициент заполнения сечения сердечника сталью (0,96).
Подставляя нужные значения упрощаем формулу, она будет иметь вид:
P габаритн = 1.9*Sc*So для торов (ОЛ).
P габаритн = 1.7*Sc*So для ПЛ,ШЛ.
P габаритн = 1.5*Sc*So для П,Ш.
Например у нас ОЛ сердечник (тор).
Площадь сердечника Sс = 45 см.кв.
Площадь окна сердечника So = 80 см.кв.
Формула для тора (ОЛ):
P габаритн = 1.9*Sc*So
Где: P габаритн - габаритная мощность трансформатора в ваттах. Sc - площадь сердечника трансформатора в см.кв. So - площадь окна сердечника в см.кв.
P = 1.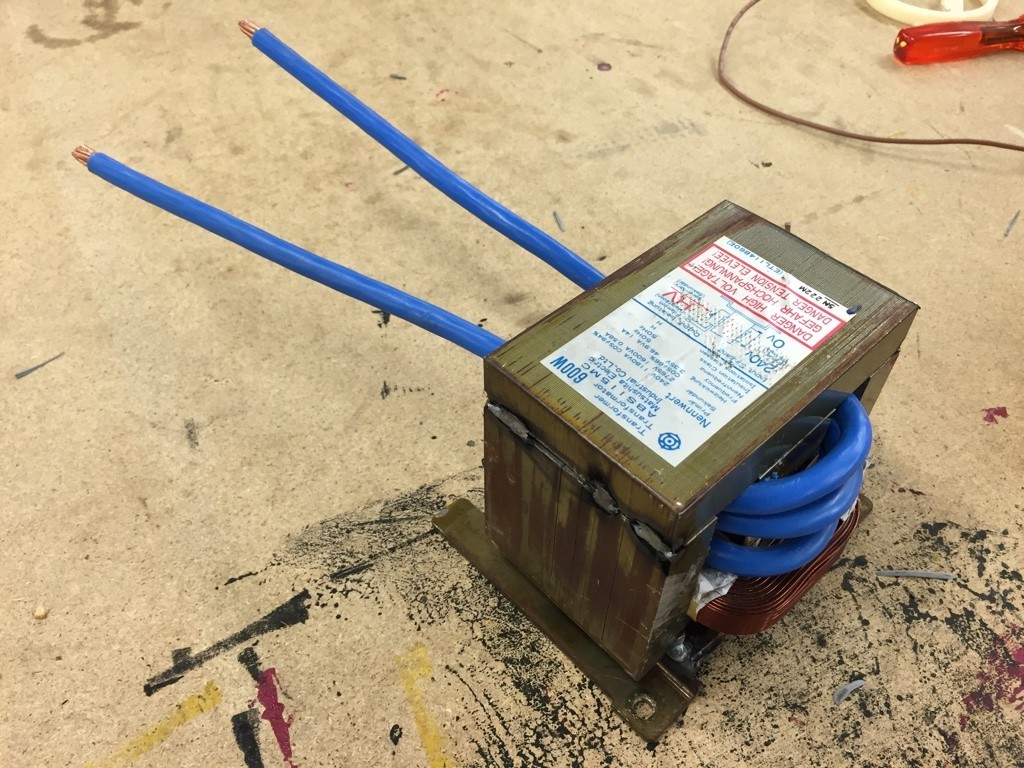 9*45*80 = 6840 ватт.
9*45*80 = 6840 ватт.
Далее нужно рассчитать количество витков для первичной и вторичной обмотки. Для этого сначала рассчитаем необходимое количество витков на 1 вольт.
Для этого используем формулу:
K = 50/S
Где: K - количество витков на вольт. S - площадь сердечника в см.кв. Вместо 50 в формулу подставляем нужный коэффициент: для ОЛ (тор) = 35, для ПЛ,ШЛ = 40, для П и Ш = 50.
Так как у нас ОЛ сердечник (тор), примем коэффициент равный 35.
К = 35/45 = 0.77 витка на 1 вольт.
Далее рассчитываем сколько нужно витков для первичной и вторичной обмоток.
Здесь у нас два пути расчета:
- если нам нужен трансформатор с единой первичной обмоткой, то есть мы не собираемся регулировать ток по первичной обмотке ступенями.
- если мы собираемся регулировать ток по первичной обмотке и нам нужно рассчитать ступени регулирования.
Регулировка ступенями по вторичной обмотке трансформатора экономически не выгодна, требует дорогостоящих коммутирующих элементов, также требует увеличение длины провода вторичной обмотки, тем самым утяжеляя конструкцию и поэтому здесь не рассматривается.
1. Рассчитаем количество витков для первичной и вторичной обмотки в варианте без регулирования по первичной обмотке ступенями.
Рассчитаем количество витков первичной обмотки по формуле:
W1 = U1*K
Где: W1 - количество витков первичной обмотки. U1 - напряжение первичной обмотки в вольтах. K - количество витков на вольт.
W1 = 220*0.77 = 170 витков.
Далее..
Примем максимальное напряжение вторичной обмотки равным U2 = 35 вольт
Рассчитаем количество витков вторичной обмотки по формуле:
W2 = U2*K
Где: W2 - количество витков вторичной обмотки. U2 - напряжение вторичной обмотки в вольтах. K - количество витков на вольт.
W2=35*0.77=27 витков
Далее рассчитываем площадь сечения провода первичной и вторичной обмоток. Для этого нам нужно знать, какой максимальный ток течет в данной обмотке.
Для этого мы воспользуемся формулой:
Для первичной обмотки.
I первич_max = P габаритн/U первич
Где: I первич_max - максимальный ток первичной обмотки. P габаритн - габаритная мощность трансформатора. U первич - напряжение сети.
I первич_max = 6840/220 = 31 А
Для вторичной обмотки:
Сразу хочу сказать, что я не теоретик, но попытаюсь объяснить формирование величины сварочного тока в трансформаторе, как понимаю это я.
Напряжение дуги для сварки проволокой в среде углекислого газа равно:
Uд = 14+0.05*Iсв
Где: Uд - напряжение дуги. Iсв - ток сварки.
Выводим формулу тока вторички при конкретном напряжении дуги:
Iсв = (Uд — 14)/0.05
Далее рассчитаем для полуавтомата.
1. Принимаем напряжение дуги 25 вольт, получаем требуемую мощность трансформатора:
Iвторич = (25-14)/0.05 = 220 ампер
220*25 = 5500 вт.… Но у нас габаритная мощность трансформатора больше.
Считаем дальше..
2. Принимаем напряжение дуги равным 26 вольт, получаем требуемую мощность трансформатора:
Iвторич = (26-14)/0.05 = 240 ампер
240*26 = 6240 вт… Почти рядом.
Считаем дальше..
3. Принимаем напряжение дуги равным 27 вольт, получаем требуемую мощность трансформатора:
Iвторич = (27-14)/0.05 = 260 ампер.
260*27 = 7020вт… Требуемая габаритная мощность выше чем имеющаяся, это говорит о том, что при данном напряжении дуги не будет тока 260 ампер, так как не хватает габаритной мощности трансформатора.
Из выше перечислительных расчетов, можно сделать вывод, что при напряжении дуги в 26 вольт обеспечивается максимальный ток в 240 ампер при данной габаритной мощности трансформатора и именно этот ток вторички мы примем за максимальный:
Iвторич max = 240 ампер.
Для расчета максимального сварочного тока для сварки электродом, рассчитываем так же, только по другой формуле. .
.
Uд = 20+0.04*Iсв
Где: Uд - напряжение дуги. Iсв - ток сварки.
Выводим формулу тока вторички при конкретном напряжении дуги:
Iсв = (Uд — 20)/0.04 (считать не будем, я думаю понятно).
Далее…
Из справочных материалов нам известно, что плотность тока в меди равна 5 ампер на мм.кв, в алюминии 2 ампера на мм.кв.
Исходя из этих данных можно рассчитать площадь сечения обмоток трансформатора.
Сечения проводов для продолжительной работы трансформатора ПН = 80% и выше:
Для меди:
S первич медь = 31/5 = 6.2 мм.кв
S вторичн медь = 250/5 = 50 мм.кв.
Для алюминия:
S первич алюмин = 31/2 = 16 мм.кв.
S вторичн алюмин = 250/2 = 125 мм.кв.
Итак мы имеем трансформатор с габаритной мощностью 6840 ватт. Сетевое напряжение 220 вольт. Напряжение вторичной обмотки 35 вольт.
Первичная обмотка содержит 170 витков провода площадью 6. 2 мм.кв из меди или 16 мм.кв. из алюминия.
2 мм.кв из меди или 16 мм.кв. из алюминия.
Вторичная обмотка содержит 27 витков провода площадью 50 мм.кв. из меди или 125 мм.кв. из алюминия.
Для ПН = 40% сечения первички и вторички можно уменьшить в 2 раза.
Для ПН = 20% сечения первички и вторички можно уменьшить в 3 раза.
Например ПН = 20% — это значит, что если взять за 100% 1 час работы трансформатора под нагрузкой, то 12 минут варим 48 минут отдыхаем, иначе трансформатор перегреется и перегорит (этот режим больше всего годится для не больших домашних дел). Я думаю тут понятно.
ПН — продолжительность нагрузки.
ПВ — продолжительность включения.
ПР — продолжительность работы.
Все эти термины одно и тоже, измеряются в процентах.
2. Рассчитаем количество витков для первичной и вторичной обмотки в варианте с регулированием ступенями по первичной обмотке.
Например, нам нужен трансформатор с регулированием сварочного тока 16 ступенями например используемого в этой схеме сварочного полуавтомата.
Выбираем номинальное напряжение вторичной обмотки.
Uномин = Uмакс — Uмакс*10/100
Где: Uномин - напряжение номинальной обмотки (на это напряжение будем рассчитывать вторичку). Uмакс - максимальное напряжение вторички для конкретного типа расчета.
Рассчитываем, Uмакс = 35 вольт
Uномин = 35 — 35*10/100 = 32 вольт.
Рассчитаем количество витков для вторичной обмотки номинальным напряжением 32 вольт, тип сердечника ОЛ (тор).
K = 35/S
К = 35/45 = 0.77 витка на 1 вольт.
W2 =U2*K = 32*0.77 = 25 витков
Теперь рассчитаем ступени первичной обмотки.
W1_ст = (220*W2)/Uст2
<strong>Где: Uст2 - нужное выходное напряжение на вторичной обмотке. W2 - количество витков вторички. W1_ст - количество витков первичной обмотки.</strong>
Как мы рассчитали ранее количество витков обмотки W2 = 25 витков.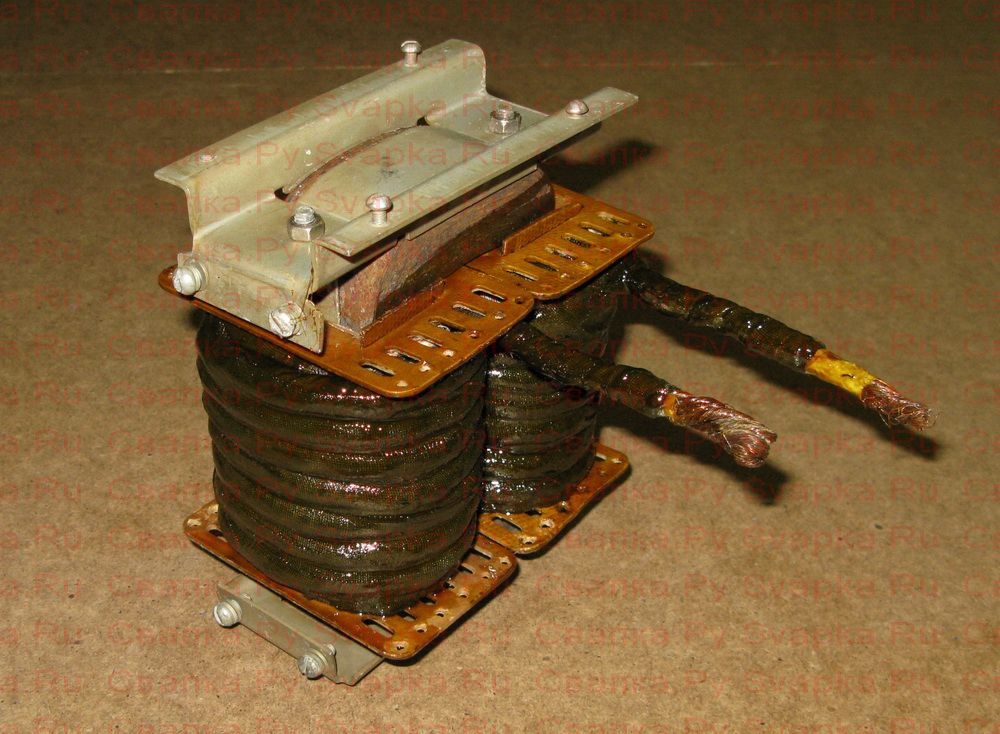
Рассчитаем количество витков первички для напряжения на вторичке равное 35 вольт. W1_ст1 = (220*25)/35 = 157 витков.. Форсированный режим Далее рассчитываем на 34 вольт (шаг 1 вольт на вторичке) W1_ст2 = (220*25)/34 = 161 виток.. Форсированный режим Далее рассчитываем на 33 вольт W1_ст3 = (220*25)/33 = 166 витков.. Форсированный режим Далее рассчитываем на 32 вольт W1_ст4 = (220*25)/32 = 172 витка.. Номинальная обмотка Далее рассчитываем на 31 вольт W1_ст5 = (220*25)/31 = 177 витков.. Пассивный режим Далее рассчитываем на 30 вольт .. W1_ст6 = (220*25)/30 = 183 витка.. Пассивный режим Далее рассчитываем на 29 вольт W1_ст7 = (220*25)/29 = 190 витков.. Пассивный режим Далее рассчитываем на 28 вольт W1_ст8 = (220*25)/28 = 196 витков.. Пассивный режим Далее рассчитываем на 27 вольт W1_ст9 = (220*25)/27 = 204 витка.. Пассивный режим Далее рассчитываем на 26 вольт W1_ст10 = (220*25)/26 = 211 витков.. Пассивный режим Далее рассчитываем на 25 вольт W1_ст11 = (220*25)/25 = 220 витков.. Пассивный режим Далее рассчитываем на 24 вольт W1_ст12 = (220*25)/24 = 229 витков.. Пассивный режим Далее рассчитываем на 23 вольт W1_ст13 = (220*25)/23 = 239 витков.. Пассивный режим Далее рассчитываем на 22 вольт W1_ст14 = (220*25)/22 = 250 витков.. Пассивный режим Далее рассчитываем на 21 вольт W1_ст15 = (220*25)/21 = 261 виток.. Пассивный режим И последняя ступень на 20 вольт W1_ст16 = (220*25)/20 = 275 витков.. Пассивный режим
Мотаем первичную обмотку трансформатора до 157 витка, делаем отвод, он будет соответствовать 35 вольтам на вторичке.
Далее мотаем 4 витка до 161 витка и делаем отвод, он будет соответствовать напряжению на вторичке 34 вольт.
Далее мотаем 5 витков и делаем отвод на 166 витке, он будет соответствовать напряжению на вторичке 33 вольт и т.д. согласно выше приведенному расчету.
Заканчиваем намотку первичной обмотки на 275 витке, он будет соответствовать напряжению на вторичке 20 вольт.
В итоге у нас получился трансформатор габаритной мощностью в 6840 ватт, первичной обмоткой с 16 ступенями регулирования.
Сечение обмоток такие же, как в первом варианте расчета.
На данном этапе мы заканчиваем расчет трансформатора.
Как сделать трансформатор смотрите здесь Делаем тороидальный сварочный трансформатор
Таким образом было рассчитано много трансформаторов и они прекрасно работают в сварочных полуавтоматах и сварочных аппаратах.
Не нужно бояться форсированного режима работы трансформатора (это такой режим, когда к обмотке трансформатора рассчитанного например на 190 вольт приложено напряжение 220 вольт), трансформатор прекрасно работает в таком режиме. Имея маломощный трансформатор, можно вытянуть из него все возможности используя форсированный режим для комфортного процесса сварки с помощью сварочного полуавтомата.
Ссылка для статьи на сайте Расчет трансформатора для сварочного полуавтомата, сварочного аппарата.
Ответ на комментарий.
Как наматывать на П-образный сердечник:
Первичная обмотка.
Вариант 1. Мотаем две одинаковые обмотки (клоны) в одну сторону и соединяем их начала. Концы этих обмоток используем для подключения к сети 220 вольт.
Мотаем две одинаковые обмотки (клоны) в одну сторону и соединяем их начала. Концы этих обмоток используем для подключения к сети 220 вольт.
Вариант 2. Мотаем две одинаковые обмотки (клоны) в одну сторону, делаем отводы. Замыкая эти отводы, регулируем сварочный ток. Начало этих обмоток используем для подключения к сети 220 вольт.
Вторичная обмотка.
Мотаем две одинаковые обмотки в одну сторону и соединяем их концы. Начала этих обмоток используем для сварки.
Расчет площади сердечника и площади окна сердечника Sc и So.
По этим формулам, можно рассчитать требуемые величины.
Если возникнут вопросы, задавайте их в комментариях.
Автор замысловатых расчетов: Admin Svapka.Ru
Полуавтоматический сварочный трансформатор migomat IGBT MIG/MAG MMA 155A
Данного товара нет в наличии
- В наличии:
- ожидаемая поставка
- Stamos Германия
- Код продукта:
- 10020204 / 4250928637567
Поделись этим товаром:
| Артикул: | 1004773 |
|---|
S-MIGMA-175Многофункциональный полуавтомат сварка MIG, MAG, FCAW и MM без прогрева регулировка сварочного тока (макс. 155 A) инвертор IGBT технология высокая степень безотказности эффективная работа и быстрое переключение между функциями 9003 9 устойчив к коротким замыканиям Производителен характеристики:
155 A) инвертор IGBT технология высокая степень безотказности эффективная работа и быстрое переключение между функциями 9003 9 устойчив к коротким замыканиям Производителен характеристики:
- — Универсальность — возможность сварки в режимах MIG, MAG, FCAW и MMA,
- — Практичность — подходит для обработки деталей из различных свариваемых металлов,
- — Эффективность — использование современной технологии IGBT гарантирует точность работы и безопасность от коротких замыканий,
- — Удобство — простота эксплуатации гарантируется интуитивно понятной панелью управления и бесступенчатой ручкой, позволяющей точно настроить провод скорость подачи,
- — Мобильность — удобная ручка и малые габариты позволяют легко перемещать оборудование.
Устройства STAMOS изготовлены по строгим европейским стандартам и прошли испытания на соответствие CE и RoHS. Это гарантирует долгий срок службы и высокое качество устройства. Технические параметры:
Технические параметры:
- — Модель — S-MIGMA-155
- — Каталожный номер — 2204
- — Статус изделия — New 900 40
- — Номинальное входное напряжение — 230 В
- — Частота сети — 50 Гц
- — Номинальный входной ток — 11 A MIG, 13 A MMA
- — Напряжение холостого хода — 22 – 36 В
- — Сварочный ток (MMA /МИГ) — 60 – 155 А
- — Рабочий цикл (MMA/MIG) — 15 %
- — Сварочный ток в рабочем цикле 100 % (MMA/MIG) — 60 A
- — Диаметр проволоки — 0,6 – 0,8 мм
- — Тип провода — Full/Core (FLUX)
- — Механизм подачи проволоки — Внутренний
- — Длина кабеля с держателем MMA — 1,1 м
- — Провод заземления с зажимом — 1 м
- — Держатель MIG — 1,65 м
- — Шнур питания — 1,5 м
- — Охлаждение корпуса — Вентилятор
- — Размеры (ДхШхВ) — 42 x 23 x 38 см
- — Вес — 900 39 25,4 кг
- — Габаритные размеры (ДхШхВ) ) — 54 x 29 x 42 см
- — Вес брутто — 28,9 кг
Методы работы
- MIG/MAG — Методом MIG нержавеющая сталь, олово, медь и другие не -черные металлы можно удобно склеивать, при этом режим МАГ будет работать при сварке низколегированных, высоколегированных или конструкционных нелегированных сталей
- MMA (электрод с покрытием) – для работы внутри и снаружи помещений.
 Он не требует защитного газа и подходит для сварки тонких материалов (толщиной от 1,5 мм), напр. медь, железо, никель, алюминий или их сплавы, кроме стали и чугуна. Сварные швы, выполненные этим методом, имеют хорошие эксплуатационные и механические показатели.
Он не требует защитного газа и подходит для сварки тонких материалов (толщиной от 1,5 мм), напр. медь, железо, никель, алюминий или их сплавы, кроме стали и чугуна. Сварные швы, выполненные этим методом, имеют хорошие эксплуатационные и механические показатели. - FCAW (дуговая сварка стержневой проволокой) – метод, не требующий применения защитного газа. Благодаря этому он будет хорошо работать при работе на открытом воздухе, в ветреных местах. Этот режим характеризуется большой глубиной проплавления.
В комплекте:
- — Сварочный аппарат S-MIGMA-155
- — Катушка с проволокой 0,8 мм – 1 кг
- — Контактный наконечник MIG – 2 шт.
- — Газовое сопло
- — Руководство EN
Несмотря на все наши усилия, мы не можем гарантировать
что опубликованные технические данные и фотографии не содержат неточностей или ошибок,
что, однако, не может быть основанием для исковых требований.
Сварка — Car-O-Liner Southwest
Звоните по телефону 1-800-846-7221
CTR 9
Этот полностью автоматический сварочный аппарат поставляется с новым революционным легким трансформаторным пистолетом. Благодаря поворотной на 355° рукоятке и эргономичной рукоятке он обеспечивает идеальное рабочее положение для любого человека и для любой работы. Пистолет поддерживается телескопической стрелой из прочного и легкого экструдированного алюминия, которую можно легко регулировать как по вертикали, так и по горизонтали. Компактный силовой агрегат с низким центром тяжести обеспечивает мобильность и стабильность, трансформатор на 16 000 ампер и связь по шине CANBUS гарантируют идеальный сварной шов каждый раз.
Благодаря поворотной на 355° рукоятке и эргономичной рукоятке он обеспечивает идеальное рабочее положение для любого человека и для любой работы. Пистолет поддерживается телескопической стрелой из прочного и легкого экструдированного алюминия, которую можно легко регулировать как по вертикали, так и по горизонтали. Компактный силовой агрегат с низким центром тяжести обеспечивает мобильность и стабильность, трансформатор на 16 000 ампер и связь по шине CANBUS гарантируют идеальный сварной шов каждый раз.
Особенности и преимущества:
Двойная вращающаяся рукоятка C-образного ключа — для повышения производительности при снижении напряжения и травм
Эргономичная рукоятка — позволяет техникам удобно держать пистолет в любом положении 9 0003
Легкий пистолет-трансформер — позволяет быстро работать с минимальной нагрузкой на тело
Телескопические опоры — регулируемые по вертикали и горизонтали для максимальной свободы движений для оптимального рабочего положения
Автоматически* устанавливает необходимые настройки — для обеспечения правильного сварного шва.

Сварочный ток до 16 000 А — для высокой мощности
Инновационная компактная конструкция — с низким центром тяжести для повышения безопасности и маневренности
9006 1
Эксклюзивная светодиодная панель управления — легко следовать
Weldlogger — программное обеспечение для документирования и регистрации параметров сварки
Узнать больше
CTR 7 СОПРОТИВЛЯЮЩАЯ ТОЧЕЧНАЯ СВАРОЧНАЯ МАШИНА
Компания Car-O-Liner продолжает поиск лучших продуктов для ремонта автомобилей после столкновений. Аппарат контактной точечной сварки CTRTM7, сварочный аппарат нового поколения, обеспечивает качественную точечную сварку всех новых высокопрочных сталей с использованием передовой инверторной технологии. Широкий ассортимент принадлежностей и сложное программное обеспечение с функциями полуавтоматического управления гарантируют отличные результаты сварки.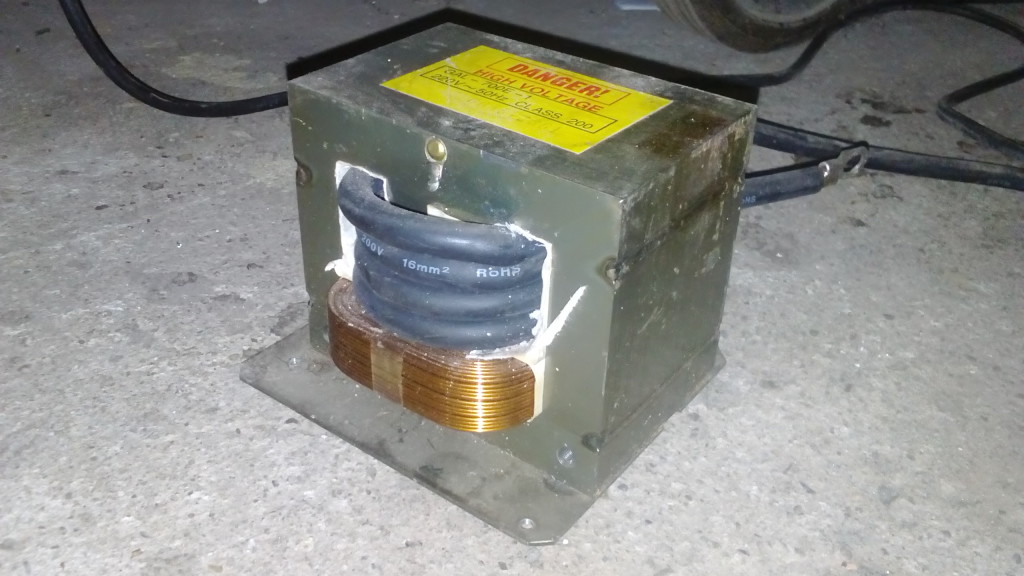
Характеристики и преимущества:
Мощный — сварочный ток до 12 000 ампер для высокой мощности для выполнения самых сложных сварочных работ
Регулируемая высота — телескопический опорный рычаг со встроенным балансиром
Документирование и регистрация данных сварки через ПК и USB с помощью программы Weldlogger™
Удобная панель управления для удобной навигации
Инновационная, компактная конструкция — с низким центром тяжести для повышения безопасности и простоты использования
Эффективное жидкостное охлаждение — 20-литровый бак
Двойной импульс обеспечивает точное управление дугой и минимизирует разбрызгивание при сварке
Четырехроликовая система подачи проволоки для стабильной подачи проволоки
Tacho contro л проволоки мотор для сверхточной подачи
Светодиодный индикатор на пульте управления проволокой для удобной замены проволоки и рулонов проволоки в условиях низкой освещенности
Программируемое управление 9Панель 0024 с цветным дисплеем и интуитивно понятным графическим меню
Функция регулировки дуги для точной регулировки между мягкой и жесткой дугой
Обновление программного обеспечения e через SD-карту
Высокочастотный инвертор обеспечивает быструю сварку и вытягивание, повышая эффективность вашей мастерской
Высокотехнологичный процесс разрядки не повреждает термочувствительные алюминиевые детали
Легкий и мобильный увеличивает эффективность и скорость ускорить процесс ремонта
Включено в рабочую станцию Aluminium WorkStation, идеальное решение для хранения инструментов для ремонта алюминия
900 78
ЗВОНИТЕ 1-800-846-7221
Узнать больше
CMI 300 Pulse
CMITM300 Pulse доступен в трех версиях: SINGLE, DUO и TRIO.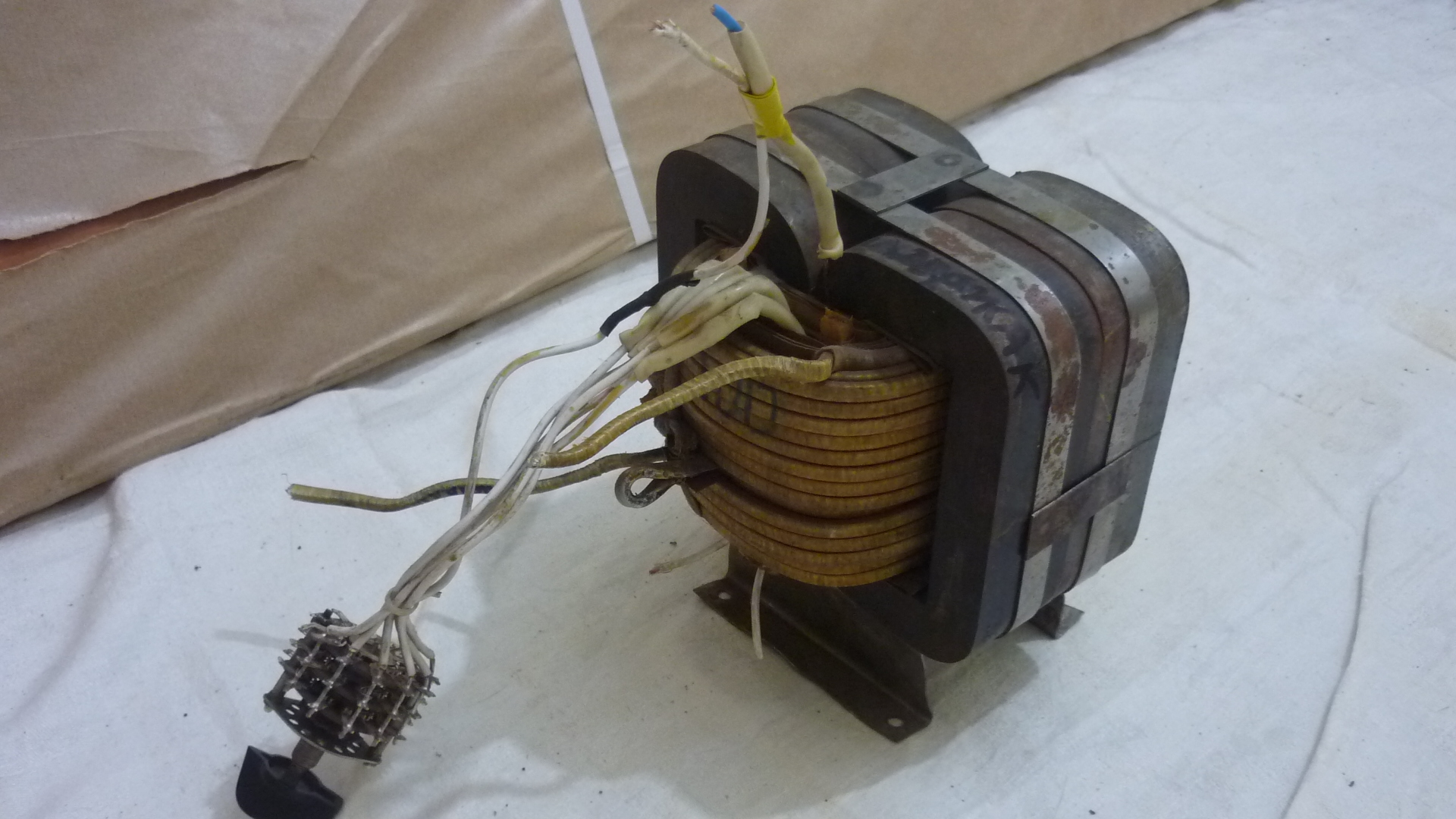 В версии DUO предусмотрено место для двух катушек проволоки по 15 кг, а в версии TRIO — для трех катушек проволоки по 5 кг, что обеспечивает простое переключение между операциями без замены шланга, проволоки, приводных роликов проволоки и газа. Аппарат автоматически определит, какая горелка/блок подачи проволоки активна.
В версии DUO предусмотрено место для двух катушек проволоки по 15 кг, а в версии TRIO — для трех катушек проволоки по 5 кг, что обеспечивает простое переключение между операциями без замены шланга, проволоки, приводных роликов проволоки и газа. Аппарат автоматически определит, какая горелка/блок подачи проволоки активна.
Особенности и преимущества:
900 58
Журнал хранения и отображение данных сварки на SD-карте, применимо для документирования соблюдения процедур ремонта*
Узнать больше
CR200 ALUMINIUM SPOTTER
Car-O-Liner CR200 повышает эффективность быстрого ремонта вмятин, позволяя быстро перемещать автомобили в процессе ремонта, повышая производительность и прибыльность мастерской.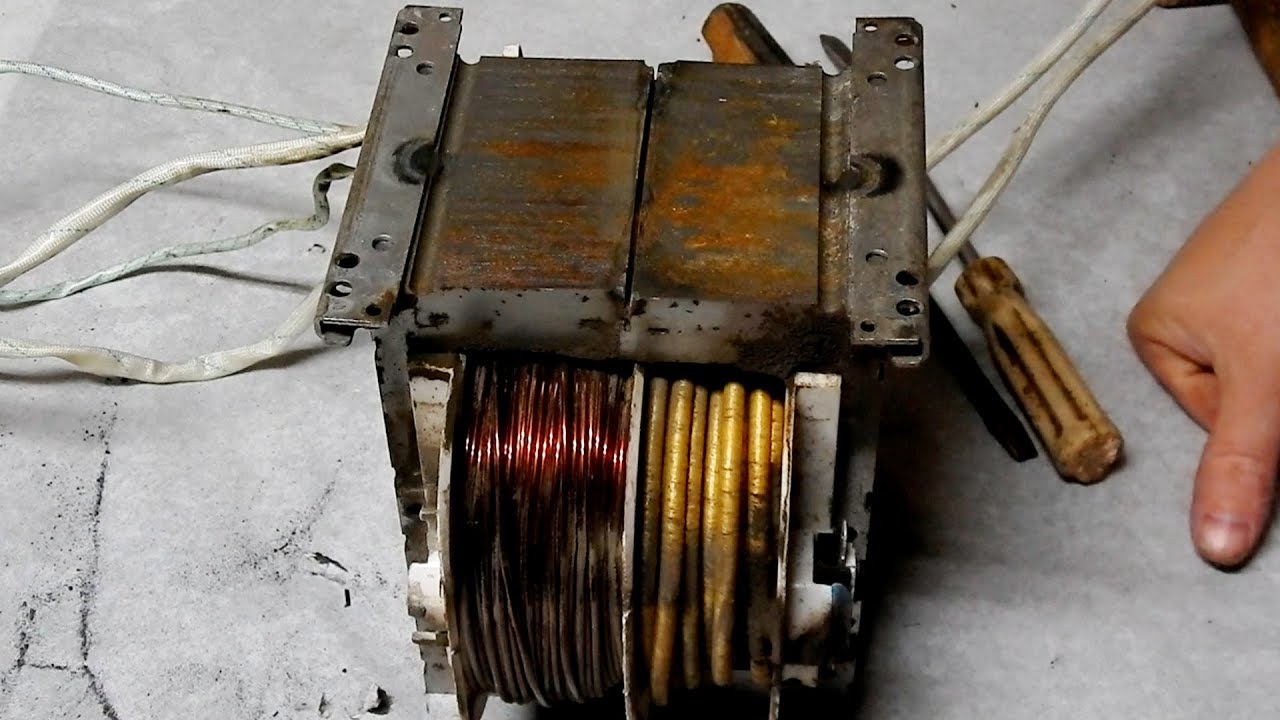 Споттер CR200 использует уникальный процесс сварки с коротким циклом. Этот метод сварки очень эффективен как для алюминиевых, так и для стальных автомобильных кузовов при сварке винтов, штифтов и аксессуаров, таких как шайбы и ключи.
Споттер CR200 использует уникальный процесс сварки с коротким циклом. Этот метод сварки очень эффективен как для алюминиевых, так и для стальных автомобильных кузовов при сварке винтов, штифтов и аксессуаров, таких как шайбы и ключи.
Особенности и преимущества:
Узнать больше
CMI 161
CMITM161 разработан как компактный многофункциональный аппарат, в основном для сварки MIG, но также и для процесса сварки MMA; современная однофазная инверторная машина на 230 В, подходящая для использования в мастерских и сварочных работах на стройплощадке.
