Травление сварки: Травление сварных швов нержавейки после сварки
Содержание
Глава 4 Контроль качества с разрушением сварного соединения 4.2. Металлографический анализ — Купити в Харкові, Києві, Україні. Безкоштовне тестування
Металлографические исследования необходимы для определения структуры сварного соединения. Исследуя структуру металла сварного соединения, можно установить правильность выбора режимов сварки, типа электродов, флюсов и присадочного металла, а также выявить дефекты шва и установить причины их образования.
Если исходить из присущей сварке неоднородности структуры соединений, их полный металлографический анализ должен включать в себя исследования макро- и микроструктуры металла шва, зоны термического влияния и структуры основного металла.
Исследование макроструктуры сварного соединения.
Макроструктурный анализ является методом предварительной оценки качества сварных соединений, получаемых тем или иным способом. Макроструктура сварных соединений исследуется невооруженным глазом или при 30-кратном увеличении на поверхности макрошлифов, вырезанных и приготовленных из этих соединений. Макроструктуру можно изучать и в изломах сварных образцов после механических испытаний.
Макроструктуру можно изучать и в изломах сварных образцов после механических испытаний.
Исследованием макроструктуры можно выявить форму и размеры шва, его строение, наличие в сварном соединении и основном металле различных дефектов: непроваров, трещин, шлаковых включений, пор и др.
При исследовании макроструктуры сварных швов из контролируемого сварного соединения в плоскости поперечного сечения шва вырезают темплеты для изготовления шлифов. Иногда для определения характера кристаллизации шва в сварочной ванне шлиф изготовляют из темплета, вырезанного вдоль его продольной оси.
Поверхность шлифа должна включать в себя полное сечение сварного шва. Для удаления участков, соответствующих неустановившемуся режиму сварки, образцы для шлифов вырезают на расстоянии 20 … 30 мм от начала или конца шва.
При контроле макроструктуры крупного объекта от него сначала отбирают пробу.
Проба — это часть металлопродукции, предназначенная для изготовления заготовок для образцов.
Из пробы вырезают заготовку, или темплет.
Заготовка (темплет) — это часть пробы, обработанная или не обработанная механически, которая подвергается в случае необходимости термической обработке и предназначается для изготовления образцов.
Образец — это часть заготовки определенного размера, обработанная или не обработанная механически и подготовленная для испытаний.
При этом если контролируемый объект, например, пруток, имеет средние размеры (диаметр 30 мм), то заготовкой служит проба. В случае если контролируемый объект имеет размеры, сопоставимые с размером образца, то образцом может служить заготовка.
Пробы, заготовки и образцы отбирают из наиболее характерных зон металлопродукции. В литом металле различия структуры вызваны разными условиями отвода теплоты по сечению и высоте отливки, а в деформированном металле — разной степенью деформации внутренних и внешних слоев металла.
Для исследования сварного соединения с неоднородной по сечению структурой используют только поперечные шлифы (плоскости которых перпендикулярны продольной оси соединения), поскольку продольные шлифы (плоскости которых параллельны оси) в этом случае могут дать неправильное представление о структуре соединения.
Пробы и заготовки отбирают огневым (газовой резкой) или холодным (на металлорежущих станках или гильотинных ножницах) способом.
При отборе проб и заготовок, а также при изготовлении образцов должны быть приняты все меры к предохранению их от нагрева и наклепа (упрочнения металла под действием пластической деформации), которые могут привести к искажению структуры и изменению свойств.
При вырезке проб и заготовок огневым способом предусматривается припуск от линии реза до края образца 15 … 20 мм, а при использовании холодного способа этот припуск зависит от толщины заготовки: для заготовок толщиной до 4; 4 … 20; 20 … 35 мм и более этот припуск составляет соответственно 5; 10; 15 и 20 мм.
Размеры и форма образца сварного соединения определяются задачей исследования, габаритными размерами и конфигурацией исследуемого объекта. Обычно вырезают образцы цилиндрической или прямоугольной формы высотой 15 … 20 мм с площадью изучаемой поверхности (шлифа) 2 … 3 см 2. Чтобы не повредить руки исследователей, с образца убирают заусенцы, а острые края опиливают напильником.
Чтобы не повредить руки исследователей, с образца убирают заусенцы, а острые края опиливают напильником.
Исследуемую поверхность темплета из твердых металлов (стали) перед травлением выравнивают и шлифуют, а поверхности мягких материалов опиливают напильником и затем шлифуют наждачной бумагой.
Подготовка образцов к шлифованию состоит в следующем. Для удобства приготовления шлифов из образцов, размеры которых значительно меньше общепринятых, применяют различные приспособления. Образцы из тонколистового материала закрепляют в специальных зажимах. Самый простой зажим состоит из двух металлических (из коррозионностойкой стали) прямоугольных пластин, по краям которых имеются отверстия под болты. Несколько образцов собирают в пакет, помещают между пластинами и стягиваемыми болтами.
Образцы округлой формы устанавливают в металлические оправки и заливают легкоплавким веществом.
В тех случаях, когда для дальнейшего исследования образцы не требуется вынимать из оправок, их можно заливать пластмассой (бакелитом, стиракрилом III, формваром и др. ) или запрессовывать в нее. Запрессовка в бакелит и формвар производится на прессе соответственно под давлением 7 … 50 МПа (70 … 500 кгс/см2) и
) или запрессовывать в нее. Запрессовка в бакелит и формвар производится на прессе соответственно под давлением 7 … 50 МПа (70 … 500 кгс/см2) и
20 МПа (200 кгс/см 2) при температурах 140 и 220 °С. Стиракрил III при добавлении отвердителя полимеризуется при комнатной температуре в течение 30 … 80 мин.
Абразивные материалы представляют собой измельченные породы: природные (алмаз, корунд, наждак, гранат, кварц, кремень, крокус — оксид железа и др.) и искусственные (синтетический алмаз, эльбор — нитрид бора, электрокорунд, карбиды кремния и бора, оксид алюминия и др.), которые применяются наряду с абразивными инструментами для подготовки поверхности, шлифования и полирования образцов.
При изготовлении абразивных материалов породы дробят на отдельные зерна. Каждое зерно представляет собой кристаллический осколок твердого материала и является как бы микрорезцом, а ребра зерен — режущей кромкой. При движении абразивного материала по поверхности образца режущие кромки зерен снимают слой металла, причем чем крупнее зерно, тем более толстый слой металла удаляется за один проход.
Готовые абразивные материалы содержат зерна разных размеров и подразделяются по этому признаку на следующие фракции: предельная, крупная, основная, комплексная и мелкая. Абразивный материал характеризуется зернистостью (ГОСТ 3647 — 80), определяемой размерами зерен основной фракции (табл. 4.1) и содержанием этой фракции (табл. 4.2).
Например, при зернистости 50 размер зерен основной фракции абразивного материала составляет 630 … 500 мкм.
В зависимости от размеров зерен абразивные материалы подразделяются на шлифзерно, шлифпорошки, микропорошки и тонкие микропорошки. Абразивные материалы с зернистостью 200 … 16 относятся к шлифзерну, 12 … 3 — к шлифпорошкам, М63 …М14 — к микропорошкам, М10 …М5 — к тонким микропорошкам.
Приготовление макро- и микрошлифов включает в себя следующие последовательные процессы: подготовка плоской поверхности, шлифование и полирование.
Шлифование и полирование образцов можно осуществлять абразивным материалом (порошком, пастой) и абразивным инструментом (шлифовальным кругом, бруском, шлифовальной бумагой).
Маркировка всех видов шлифовальной бумаги производится в соответствии с ГОСТ 5009 — 82, 6456 — 82, 10054 — 82 и 13344 — 82,
например: водостойкая 230 × 280 63С М50-ВА ГОСТ 10054 — 82.
П р и м е ч а н и е. Индексы зернистости В, П, Н и А соответствуют высокому, повышенному, низкому и допустимому содержанию основной фракции.
Для шлифования и полирования металлов в качестве абразивного материала используются и специальные пасты. Наиболее широко применяются пасты ГОИ и хромоалюминиевые. Пасты состоят из порошков, жиров, связующих и поверхностно-активных веществ, оказывающих химическое воздействие на поверхность обрабатываемого металла. В зависимости от размеров абразивного зерна пасты подразделяются на грубые, средние и тонкие. Составы паст, используемых для шлифования и полирования металлов, приведены в табл. 4.3.
Шлифование и полирование с использованием паст представляют собой не просто механическую, а химико-механическую обработку. При обработке пастой на мельчайших выступах поверхности образуются пленки сульфидов или оксидов. При трении эти пленки легко срываются с выступающих частиц металла, и поверхность образца выравнивается.
При обработке пастой на мельчайших выступах поверхности образуются пленки сульфидов или оксидов. При трении эти пленки легко срываются с выступающих частиц металла, и поверхность образца выравнивается.
Если шлифование производится ручным способом, паста наносится равномерным слоем на стеклянную плиту, предварительно смоченную несколькими каплями керосина. Обработка пастой продолжается до полного удаления имеющихся рисок. В процессе обработки образца паста портится, т.е. чернеет. Отработанную пасту снимают тканью, смачивая плиту керосином. Для каждого вида пасты (грубой, средней и тонкой) предусматривается отдельная плита.
При шлифовании на станке паста наносится равномерно на хорошо отшлифованную поверхность металлического круга, слегка увлажненную керосином.
При полировании паста наносится на ткань (сукно, фетр), слегка смоченную керосином. Процесс полирования продолжается в течение 3 … 5 мин.
Шлифование торцевой поверхности образца осуществляют вращающимся шлифовальным кругом или напильником. При большой частоте вращения круга обработка поверхности выполняется с легким нажимом и применением охлаждения. Перегрев образца и сильное механическое воздействие могут вызвать изменение его микроструктуры, что приведет к получению ошибочного результата исследования. Обработанная поверхность должна быть плоской, без завалов.
При большой частоте вращения круга обработка поверхности выполняется с легким нажимом и применением охлаждения. Перегрев образца и сильное механическое воздействие могут вызвать изменение его микроструктуры, что приведет к получению ошибочного результата исследования. Обработанная поверхность должна быть плоской, без завалов.
Существуют два способа шлифования металлографических образцов — ручной и механический.
При ручном способе шлифования на жесткую плоскую подкладку (толстое стекло или лист металла), расположенную горизонтально, помещают шлифовальную бумагу, а на нее торцевой плоскостью устанавливают образец и шлифуют его с легким нажимом. Когда на шлифе останутся риски только от бумаги, шлифование прерывают.
Шлифовальную бумагу снимают с подкладки, и стряхивают с нее выкрошившиеся абразивные зерна и частицы металла. С подкладки и шлифа абразивные зерна удаляют чистой мягкой тканью или ватным тампоном. После этого операцию шлифования повторяют на шлифовальной бумаге с более мелкими зернами, при этом направление движения образца должно быть перпендикулярно направлению рисок, оставшихся после предыдущего прохода.
Операцию шлифования повторяют неоднократно, используя при этом бумагу с последовательно уменьшающейся зернистостью и каждый раз изменяя направление движения шлифа на 90°, чтобы полностью уничтожить оставшиеся риски. Закончив шлифование на бумаге с самыми мелкими зернами, образец промывают проточной водой и полируют.
Шлифование металлографических образцов механическим способом выполняется на специальных шлифовальных станках, оборудованных одним или несколькими металлическими кругами, приводимыми в движение электродвигателем.
При шлифовании механическим способом образцы часто нагреваются, и их периодически охлаждают в воде.
При хранении шлифовальной бумаги необходимо следить за тем, чтобы крупные абразивные зерна не попадали на бумагу с мелким зерном, так как это может привести к появлению глубоких рисок на поверхности шлифа.
Полирование шлифов осуществляют в целях окончательного выравнивания их поверхности и придания ей зеркального блеска. Для полирования шлифов применяют два способа: механический и электролитический.
Для полирования шлифов применяют два способа: механический и электролитический.
При полировании механическим способом используют полировальный станок, принцип действия которого такой же, как и шлифовального. Иногда для шлифования и полирования используют один и тот же станок.
Над полировальным станком прикрепляют бачок для полировочной жидкости, которая через тонкую трубку с краном подается на полировальный круг, помещенный в кожух с патрубком для отвода жидкости. Полировальный круг покрывают мягкой тканью (сукном, фетром, драпом, шелком и др.), причем чем мягче обрабатываемый металл, тем тоньше должно быть строение используемой ткани. Если из шлифа могут выкрашиваться хрупкие фазы, полировать его следует с помощью ткани без ворса.
Частота вращения полировальных кругов такая же, как и шлифовальных (200 … 1 300 мин-1), причем чем мягче сплавы, тем меньше должна быть частота вращения круга. При полировании шлиф периодически поворачивают в целях более равномерной обработки всей поверхности.
При электролитическом полировании получение гладкой блестящей поверхности металла является результатом анодного растворения выступов его микрорельефа. Для электролитического полирования шлифов используют специальную установку. Подготовленный к полированию шлиф — анод — включают в цепь постоянного тока и помещают в электролизную ванну, заполненную электролитом.
В качестве катода используют металлическую пластину. Для равномерного протекания процесса полирования электролит перемешивается механической или электрической мешалкой.
Электролизные ванны изготовляются из кислотоупорных материалов: неподогреваемые ванны — из стекла, фарфора или фторопластов, а подогреваемые — из коррозионностойкой стали. Катоды вырезаются из листового металла — меди, свинца, коррозионностойкой стали и т.п.
Для электролитического полирования металлов используются различные составы электролита. Часто в электролите одного и того же состава можно полировать разные металлы, изменяя режимы процесса.
Для каждой пары металл — электролит подбираются оптимальные параметры режима полирования: температура, напряжение, плотность тока, продолжительность процесса и материал катода.
Параметры режимов электролитических процессов, компоненты и назначение некоторых электролитов приведены в табл. 4.4.
Рассмотрим особенности приготовления микрошлифов из разных металлов. В случае приготовления шлифов из пористых материалов (серого чугуна) или из материалов с легко выкрашивающимися включениями перед окончательным полированием образец нагревают до 70 … 80 °С и погружают в расплавленный парафин. После охлаждения образца избыток парафина удаляют с поверхности шлифа ватным тампоном, и шлиф полируют на сукне.
При шлифовании образцов из мягких металлов (алюминия, меди и др.) на шлифовальную бумагу наносят слой парафина или его раствор в керосине.
Подготовку поверхности, шлифование и полирование быстро- окисляющихся металлов осуществляют с использованием паст ГОИ и скипидара. На завершающем этапе полирования круг смачивают скипидаром и сразу по окончании операции на поверхность шлифа наносят состав, содержащий 0,1 … 0,2 г кедрового масла или канадского бальзама, растворенного в 10 мл серного эфира. После испарения эфира на шлифе остается тонкая прозрачная пленка, препятствующая окислению поверхности. Перед травлением эту пленку снимают ватным тампоном, смоченным эфиром.
На завершающем этапе полирования круг смачивают скипидаром и сразу по окончании операции на поверхность шлифа наносят состав, содержащий 0,1 … 0,2 г кедрового масла или канадского бальзама, растворенного в 10 мл серного эфира. После испарения эфира на шлифе остается тонкая прозрачная пленка, препятствующая окислению поверхности. Перед травлением эту пленку снимают ватным тампоном, смоченным эфиром.
Шлифы из твердых металлов и сталей готовят механическим способом: образцы шлифуют на чугунных дисках при частоте их вращения примерно 800 мин 1. В качестве абразивного материала используют смесь спирта с алмазным порошком, размеры зерен которого 2 … 5 мкм (ГОСТ 9206 — 80). Полирование выполняют на деревянном диске, смоченном масляной суспензией с алмазным порошком, размеры зерен которого 1 … 2 мкм.
Твердые сплавы можно полировать и на тонком сукне с втертым в него алмазным порошком с размерами зерен до 2 мкм. При этом поверхность сукна смазывают тонким слоем парафина.
Для химического травления шлифов используют растворы кислот, солей или щелочей. В результате травления макрошлифа четко выявляются границы между основным металлом и металлом шва, между зоной термического влияния и зоной, не подвергавшейся воздействию теплоты, а также между отдельными слоями шва при многослойной сварке. Травление крупных макрошлифов производится в вытяжном шкафу нанесением реактива на их поверхность, а мелких — погружением в раствор. Хорошие результаты по выявлению макроструктуры обеспечивает глубокое травление образцов в кислотах, смесях кислот или смесях кислот с хлоридами. Из неорганических кислот наиболее универсальной является азотная.
Для глубокого травления сварных швов из углеродистых сталей, а также для сталей, содержащих никель, применяют 50%-ный водный раствор азотной кислоты. Для травления сталей, содержащих хром, используют 50%-ный водный раствор соляной кислоты. Одним из лучших универсальных реактивов для травления сталей является смесь азотной кислоты с хлоридами.
Для выявления кристаллизационных слоев в сварных швах из низкоуглеродистых низко- и среднелегированных сталей производят травление образцов в растворе серной, хромовой или пикриновой кислоты, которое основывается на избирательном растворении в нем ферритной составляющей. В 20%-ном водном растворе серной кислоты травление выполняется при температурах
80 … 100 °С в течение 10 … 12 ч.
Для выявления неоднородности химического состава сварных швов часто также используют реактивы поверхностного травления, содержащие ионы меди. Такие реактивы четко выявляют участки, обогащенные серой и фосфором (которые обычно светлее других участков).
Для выявления в металле серы и фосфора применяют и метод отпечатков, который заключается в следующем. На приготовленный макрошлиф накладывают бромосеребряную фотобумагу, предварительно выдержанную в течение 8 … 10 мин в 5%-ном водном растворе серной кислоты и прижимают ее. Через 3 … 5 мин эту бумагу осторожно снимают и регистрируют участки, соприкасавшиеся с включениями серы, и поэтому окрашенные в коричневый цвет. Вместо фотобумаги можно применять фотопленку, что позволит размножать полученные отпечатки.
Вместо фотобумаги можно применять фотопленку, что позволит размножать полученные отпечатки.
Методом отпечатков на фотобумаге можно выявить не только включения серы, фосфора и оксидов железа в металле шва, но и его грубые дефекты — трещины и непровары. Картину, наблюдаемую на глубоко протравленном шлифе, можно быстро воспроизвести на бумаге типографским способом. Для этого шлиф следует покрыть тонким слоем типографской краски с помощью резинового шпателя и протереть сухим тампоном в целях удаления краски с его выпуклых участков. Затем влажный лист белой бумаги закрепляют на резиновой подложке, подготовленный шлиф накладывают на эту бумагу, и все вместе зажимают в прессе.
Макроструктуру металла можно изучать и непосредственно в изломах сварного шва, которые исследуются после механических и технологических испытаний образцов, а также после разрушения сварных деталей.
По излому можно определить характер разрушения (пластическое или хрупкое), а также дефекты шва: поры, раковины, неметаллические включения, непровары и трещины. Волокнистый серый излом без блеска характерен для материалов с повышенными пластичностью и ударной вязкостью, а блестящий крупнозернистый — для хрупкого металла с пониженной ударной вязкостью. Светлые пятна (оксидные пленки) в изломе шва свидетельствуют о наличии дефектов, практически не выявляемых ни одним из известных физических методов контроля.
Волокнистый серый излом без блеска характерен для материалов с повышенными пластичностью и ударной вязкостью, а блестящий крупнозернистый — для хрупкого металла с пониженной ударной вязкостью. Светлые пятна (оксидные пленки) в изломе шва свидетельствуют о наличии дефектов, практически не выявляемых ни одним из известных физических методов контроля.
Исследование микроструктуры сварного соединения.
Данное исследование позволяет более глубоко изучить структуру сварного соединения, чем исследование макроструктуры.
По микроструктуре сварного соединения можно установить:
- структуру металла шва и зоны термического влияния;
- примерное содержание углерода в основном металле и в металле на различных участках соединения;
- приблизительный режим сварки и скорость охлаждения металла шва и зоны термического влияния;
- число слоев сварного шва, дефекты шва и структуры.
Образцы для исследования микроструктуры сварных швов изготовляют так же, как и для макроанализа. Размеры поверхности микрошлифа не должны превышать 20 × 20 мм.
Размеры поверхности микрошлифа не должны превышать 20 × 20 мм.
Выявление микроструктуры производится неглубоким травлением, позволяющим удалить слой толщиной не более 10 мкм.
Принципы выявления микроструктуры химическим травлением те же, что и при исследовании макроструктуры. Однако поскольку микроструктуру изучают на металлографических микроскопах при увеличении в 50 — 2 000 раз и на электронных микроскопах при 100 000-кратном увеличении, получаемый при микротравлении рельеф должен иметь незначительную глубину. Следовательно, в этом случае нужно применять малоактивные травители, обеспечивающие постепенное удаление тонких слоев.
Для микротравления углеродистых, а также низко- и среднелегированных сталей в качестве травителей чаще всего используют слабые растворы кислот в спирте. Наиболее широко применяется 2 … 5%-ный раствор азотной кислоты в этиловом спирте.
Травление производится следующим образом. Тщательно отполированную и обезжиренную спиртом поверхность образца погружают в реагент и выдерживают необходимое время. Продолжительность травления зависит, в первую очередь, от химического состава металла: при повышенном содержании в металле легирующих примесей продолжительность травления обычно увеличивают. Важное значение имеет также структурное состояние металла: троостит и троостосорбит вытравливаются интенсивнее, а феррит и мартенсит медленнее.
Продолжительность травления зависит, в первую очередь, от химического состава металла: при повышенном содержании в металле легирующих примесей продолжительность травления обычно увеличивают. Важное значение имеет также структурное состояние металла: троостит и троостосорбит вытравливаются интенсивнее, а феррит и мартенсит медленнее.
В тех случаях, когда необходимо более тщательное травление для изучения мельчайших составляющих микроструктуры сварных швов при большом увеличении, используют растворы пикриновой кислоты.
Для травления при исследовании микроструктуры сварных швов алюминиевых сплавов в качестве реактива используют 0,5%-ный водный раствор плавиковой кислоты.
Для приготовления микрошлифов сварных коррозионностойких сталей находит применение электролитическое травление, обеспечивающее значительно более равномерное выявление микроструктуры, чем обычное травление. Электролитическое травление приемлемо также для низко- и среднелегированных сталей. Наиболее эффективно его использование в тех случаях, когда качество поверхности шлифов должно быть очень высоким (для электронно-микроскопических исследований) и при этом необходимо удалить следы наклепа в поверхностном слое.
Наиболее эффективно его использование в тех случаях, когда качество поверхности шлифов должно быть очень высоким (для электронно-микроскопических исследований) и при этом необходимо удалить следы наклепа в поверхностном слое.
Исследование микрошлифа обычно заключается в следующем. После полирования (до травления) его обследуют под микроскопом при увеличении в 100 — 500 раз, чтобы установить наличие пор, оксидных пленок и микротрещин в шве. Неметаллические включения на белом фоне микрошлифа имеют вид темных пятен. Микротрещины проявляются в виде тонких черных извилистых кривых. После травления микрошлиф изучают под микроскопом и определяют структуру сварного шва по всему сечению (виды и соотношения структурных составляющих, наличие и распределение карбидов, нитридов, сульфидных и оксидных включений).
В тех случаях, когда исследование осуществляется не сразу после приготовления микрошлифов или выполняется многократно с перерывами, необходимо обеспечить их хранение. Поскольку поверхность шлифа при хранении должна быть защищена от окисления, уже при полировании и промывке шлифов используют пассивирующий раствор, а также их особенно тщательно промывают спиртом и просушивают.
Поскольку поверхность шлифа при хранении должна быть защищена от окисления, уже при полировании и промывке шлифов используют пассивирующий раствор, а также их особенно тщательно промывают спиртом и просушивают.
Если шлиф предполагается хранить длительное время, то его поверхность покрывают тонким слоем раствора кедрового масла (0,1 … 0,2 см 3) в серном эфире (100 см 3). Образующаяся при этом прозрачная пленка не препятствует изучению шлифа и легко удаляется с помощью бензина.
Для хранения шлифы помещают в эксикатор — прозрачный сосуд, состоящий из нижней конусной части и верхней цилиндрической, разделенных тонкой металлической или фарфоровой перегородкой с отверстиями, через которые проходит воздух. Сверху такой сосуд плотно закрывается притертой крышкой с фланцем (при открывании эксикатора крышка сдвигается, а не поднимается). Для того чтобы шлифы не окислялись, в нижнюю часть эксикатора помещают слой хлорида кальция — гигроскопического вещества, хорошо поглощающего влагу (которое перед засыпкой в эксикатор прокаливают для полного удаления из него влаги).
В процессе приготовления шлифов требуется соблюдать определенные правила безопасности.
Все операции следует выполнять в специальном вентилируемом помещении. На шлифовальных и полировальных станках должны быть установлены местные отсосы.
Работать следует в спецодежде — халате, рукава которого должны быть застегнуты во избежание попадания в станок при вращении круга, а глаза должны быть защищены очками от попадания абразива.
При механическом шлифовании и полировании шлиф следует крепко держать в руке, чтобы он не вырвался и не нанес повреждений.
Особую осторожность требуется проявлять при составлении реактивов и электролитов, предназначенных для приготовления и травления шлифов. В большинстве случаев это растворы и смеси кислот, солей и щелочей, оказывающие вредное воздействие на организм человека. Попадая на кожные покровы (в виде капель, брызг или струи) и слизистые оболочки (в виде паров), вредные вещества могут вызвать ожоги разной степени, а также оказать местное или общее токсическое действие.
Наиболее сильные ожоги вызывает смесь азотной и соляной кислот («царская водка»). Далее по интенсивности вредного воздействия кислоты располагаются в следующем порядке: смесь серной и хромовой кислот (хромовая смесь), азотная, серная, плавиковая, хромовая, соляная, уксусная, молочная, ортофосфорная, щавелевая и др. Горячие кислоты и смеси могут вызвать обугливание пораженных участков.
Сильные ожоги возможны и при воздействии концентрированных растворов щелочей (например, едкого натра).
Вдыхаемые в большом количестве газы, выделяющиеся при электрополировании и травлении шлифов, могут вызвать ожоги слизистых оболочек и отравление организма, поэтому при работе с вредными веществами необходимо принимать специальные меры предосторожности.
При розливе кислот и других едких жидкостей, а также при дроблении твердых едких веществ необходимо надевать спец одежду: прорезиненный фартук, сапоги, резиновые перчатки и защитные очки. При розливе вредных жидкостей должны применяться наклоняющиеся штативы или стеклянные трубки с грушей. Розлив непосредственно из бутыли следует производить очень осторожно.
Розлив непосредственно из бутыли следует производить очень осторожно.
При дроблении едкие вещества необходимо заворачивать в ткань, чтобы их мелкие кусочки не попали в глаза, на руки и одежду. Взвешивание, растворение едких веществ и электрополирование необходимо производить только в специальном помещении и вытяжном шкафу, надев защитные очки и резиновые перчатки.
В помещении также должны иметься нейтрализующие растворы и аптечка со средствами для оказания первой помощи.
При составлении электролитов и травителей едкие жидкости отбирают из большой бутыли только специальными пипетками с расширителем.
Ядовитые и едкие жидкости нельзя хранить в стеклянных тонкостенных сосудах. При приготовлении смесей склянки с вредными жидкостями берут не за горловину, а снизу или под дно, а при их открывании горловину направляют в сторону от лица.
Растворение и разбавление веществ (кислот, щелочей и др.), сопровождающиеся выделением большого количества теплоты, нельзя осуществлять в толстостенных сосудах, поскольку из-за неравномерного нагрева они могут лопнуть. Чтобы разбавить серную кислоту, ее следует вливать тонкой струей в холодную воду, равномерно перемешивая. При вливании воды в серную кислоту вследствие выделения большого количества теплоты возможно ее сильное разбрызгивание или повреждение сосуда. Наливать серную кислоту разрешается только в сухую посуду.
Чтобы разбавить серную кислоту, ее следует вливать тонкой струей в холодную воду, равномерно перемешивая. При вливании воды в серную кислоту вследствие выделения большого количества теплоты возможно ее сильное разбрызгивание или повреждение сосуда. Наливать серную кислоту разрешается только в сухую посуду.
Водные электролиты, содержащие хромовую кислоту, составляют последовательно с перемешиванием, растворяя в ней сначала фосфорную, а затем серную кислоту.
Электролиты, в состав которых входит большое количество хлорной кислоты, взрывоопасны. При составлении таких электролитов ее последней медленно подливают в раствор, охлажденный примерно до 15 °С.
Нагревать вредные и ядовитые вещества можно только в бане(воздушной, водяной, песчаной), помещенной в вытяжной шкаф.
По окончании работы следует нейтрализовать вредные вещества,попавшие на спецодежду, а сильно загрязненную одежду выстирать.
Попередня
Наступна
Жидкость для травления нержавеющей стали ANTOX 73 E SG
Спрей для травления нержавеющей стали Antox 73 E SG позволяет осуществлять одновременное травление сварочных швов и поверхностей. Продукт окрашен. Обеспечивает яркость и однородность поверхностей из нержавеющей стали.
Продукт окрашен. Обеспечивает яркость и однородность поверхностей из нержавеющей стали.
Область применения
Позволяет осуществлять одновременное травление сварочных швов и поверхностей. Продукт окрашен. Обеспечивает яркость и однородность поверхностей из нержавеющей стали.
Инструменты
Antox 73 E SG можно наносить с помощью насоса или ручного распылительного устройства из стойкого пластика.
Способ и методика применения
Перед началом работы следует соблюсти меры безопасности и использовать защитное оборудование. Antox 73 E SG следует размешать с помощью пластиковой или деревянной лопатки, либо недолго потрясти. Antox 73 E SG окрашен в зеленый цвет, что облегчает визуальный контроль за процессом нанесения. Antox 73 E SG нанести на обрабатываемые поверхность и шов. Antox 73 E SG является вязким и хорошо наносится даже на вертикальные и отвесные поверхности. Поверхность нержавеющей стали не должна содержать масел и жира перед травлением. В случае сильного загрязнения, перед травлением поверхность следует очистить с помощью Antox 76 E. После завершения обработки, поверхность следует промыть холодной водой под давлением с помощью надлежащего устройства (при давлении, по меньшей мере, 120 бар). Промывание можно улучшить путем использования пластиковых или нержавеющих стальных щеток. Промывку следует осуществлять до тех пор, пока рН промывной воды не станет нейтральным (проверить с помощью индикаторной полоски). С помощью специального состава Antox 73 E SG удается получить яркие и однородные травленые поверхности. После промывки поверхность необходимо пассивировать с помощью Antox 90 E (см. примечания в аннотации к Antox 90 E).
В случае сильного загрязнения, перед травлением поверхность следует очистить с помощью Antox 76 E. После завершения обработки, поверхность следует промыть холодной водой под давлением с помощью надлежащего устройства (при давлении, по меньшей мере, 120 бар). Промывание можно улучшить путем использования пластиковых или нержавеющих стальных щеток. Промывку следует осуществлять до тех пор, пока рН промывной воды не станет нейтральным (проверить с помощью индикаторной полоски). С помощью специального состава Antox 73 E SG удается получить яркие и однородные травленые поверхности. После промывки поверхность необходимо пассивировать с помощью Antox 90 E (см. примечания в аннотации к Antox 90 E).
Продолжительность обработки
Ржавые, кислотостойкие и нержавеющие стали 15 — 60 минут. Продолжительность обработки зависит от качества обрабатываемых материалов, а также от их температуры и температуры окружающей среды. Оптимальная температура травления составляет примерно 18 — 22° C.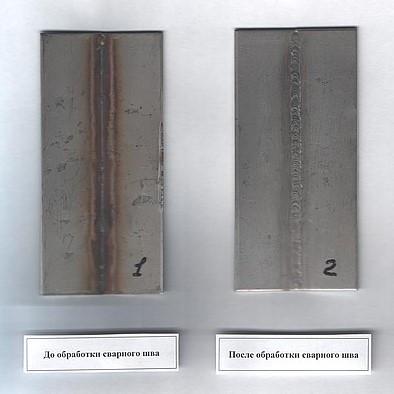 Не следует применять продукт под воздействием прямого солнечного света (во избежание преждевременного высыхания). Производительность 1 кг Antox 73 E SG достаточно для обработки 4 — 6 м2 поверхности.
Не следует применять продукт под воздействием прямого солнечного света (во избежание преждевременного высыхания). Производительность 1 кг Antox 73 E SG достаточно для обработки 4 — 6 м2 поверхности.
Общие примечания
- Antox 73 E SG не содержит соляной кислоты и хлоридов.
Примечания по технике безопасности
- Antox 73 E SG содержит фтороводород и азотную кислоту. Продукт крайне токсичен при вдыхании или проглатывании. Контакт с кожей может вызвать сильные кислотные ожоги. Работать с продуктом следует в хорошо проветриваемом месте. Хранить продукт также следует в проветриваемом месте (контейнеры должны быть плотно закрыты). При недостаточной вентиляции обязательно использование дыхательного аппарата. При работе необходимо носить защитные перчатки, очки и одежду. При контакте с глазами тщательно промыть их водой, после чего немедленно обратиться к врачу. Загрязненную или намокшую спецодежду необходимо немедленно сменить.
 При появлении головокружения или тошноты необходимо обратиться к врачу.
При появлении головокружения или тошноты необходимо обратиться к врачу.
Услуги по травлению и пассивации на месте и в магазине
Услуги по травлению и пассивации на месте и в магазине | Астро Пак
Поиск
(888) 278-7672
Поиск
(888) 298-2188
Маринование
и пассивация
Как травление, так и пассивация являются химическими процессами, которые используются для защиты металлов от коррозии и точечной коррозии. В любом случае на поверхность металла наносится кислый раствор для удаления загрязнений и формирования сплошной пассивирующей пленки оксида хрома. Без травления и/или пассивации нержавеющая сталь подвергается коррозии в процессе эксплуатации, что может привести к дорогостоящим проблемам с качеством.
Образец, отправленный в Astro Pak, был очень хорошо сделан, и вся документация для дополнения была завершена, как и было обещано.
— Менеджер проекта, компания по производству труб, Висконсин
Что такое травление нержавеющей стали?
Травление нержавеющей стали — это очистка металлической поверхности, результатом которой является фактическое удаление металла с целью удаления тяжелых оксидных пленок (например, усилия по восстановлению после сварки). Травление вызывает травление поверхности и влияет на чистоту поверхности.
В чем разница между травлением и пассивацией?
Хотя и травление, и пассивация предполагают использование кислот для обработки поверхности металлов, между этими двумя процессами есть некоторые существенные различия.
– Травление
Когда сталь нагревают сваркой или другим способом до такой степени, что становится виден слой термического окрашивания или оксидной окалины, нижележащий слой обедняется хромом, что делает сталь менее устойчивой к коррозии. Травление стали представляет собой процесс нанесения раствора кислоты для удаления зон термического влияния вместе с нижележащим слоем с пониженным содержанием хрома из нержавеющей стали. Протравленная сталь не содержит поверхностных загрязнений углеродистой сталью и внедренных частиц железа. Обычно оставляет тусклую матово-серую поверхность. Проще говоря, травление удаляет слой нержавеющей стали, подвергшийся термическому влиянию, и подготавливает поверхность к пассивации.
Протравленная сталь не содержит поверхностных загрязнений углеродистой сталью и внедренных частиц железа. Обычно оставляет тусклую матово-серую поверхность. Проще говоря, травление удаляет слой нержавеющей стали, подвергшийся термическому влиянию, и подготавливает поверхность к пассивации.
– Пассивация
Пассивация – это отдельный от травления процесс, который можно проводить отдельно или после травления. В отличие от травления, процесс пассивации не удаляет металл. Вместо этого поверхность нержавеющей стали обрабатывается окисляющей кислотой для растворения углеродистой стали, сульфидных включений и удаления железа и других поверхностных загрязнителей из нержавеющей стали. Кислота также способствует образованию пассивной пленки, богатой хромом, которая придает качество коррозионной стойкости. В то время как протравленная сталь будет казаться тусклой или протравленной, правильно выполненная пассивация не повлияет на внешний вид металла.
Каковы преимущества травления и пассивации?
Процессы травления и пассивации стали обеспечивают множество преимуществ для металлических изделий, в том числе:
- Как травление, так и пассивация удаляют поверхностные загрязнения
- Пассивирование повышает коррозионную стойкость
- Травление удаляет намек на оттенок или обесцвечивание сварного шва
- Погружение в резервуар – обычно выполняется на площадке Astro Pak и имеет преимущество при одновременной обработке всех производственных поверхностей для обеспечения однородности отделки и оптимальной коррозионной стойкости.

- Циркуляция – Химический раствор циркулирует по системе трубопроводов и особенно рекомендуется для трубопроводов, по которым будут транспортироваться агрессивные жидкости.
- Нанесение распылением – может быть выполнено в Astro Pak или на объекте заказчика и предпочтительно для обработки на месте, но необходимы надлежащая утилизация кислоты и меры безопасности.
- Нанесение геля – Ручная обработка может быть выполнена путем нанесения пасты или геля на поверхность кистью. Это полезно для точечной обработки сварных швов и других сложных областей, требующих ручной детализации.
- Состав материала и конфигурация оборудования/детали
- Уровень и состав загрязнений
- Технологические или складские сосуды и резервуары
- Продуктовые и распределительные трубопроводы
- Катушки труб
- Коллекторы
- Теплообменники
- Фитинги, крепежные детали, фланцы
- Компоненты и оборудование
- Специальные детали и системы заказчика
900 Методы пассивации
Процесс травления
Перед травлением необходимо очистить поверхность от посторонних веществ, таких как жир, масло, клей, тяжелая ржавчина и т. д. Очистка поверхности может быть выполнена любым количеством методы, включая щелочные очистители, очистители с растворителями, ультразвуковую очистку, очистку под высоким давлением и другие механические или ручные методы. Надлежащее чистящее решение будет основано на сочетании факторов, включая:
Надлежащее чистящее решение будет основано на сочетании факторов, включая:
Очищающий раствор смывается с поверхности и применяется процесс травления одним из вышеперечисленных методов. Контроль процесса имеет важное значение, так как при слишком высокой концентрации кислоты и/или при слишком длительном контакте с кислотой могут возникнуть коррозия и точечная коррозия. После завершения процесса необходимо убедиться, что все остаточные кислоты удалены и нейтрализованы, чтобы предотвратить питтинг и коррозию. Для оптимальной коррозионной стойкости проведите процесс пассивации.
Доверьтесь экспертам по травлению и пассивации
Компания Astro Pak занимается травлением и пассивацией более 60 лет. Мы травим сталь и другие металлические поверхности, чтобы удалить коррозию и повреждения сварки от пара, тепла и других агрессивных сред. Наш процесс травления стали представляет собой неселективную обработку поверхности, которая удаляет окисление из нержавеющей стали на сильно корродированных поверхностях. Он также используется для никеля или супераустенита. В дополнение к нашему опыту в циркуляции химических веществ через производственное оборудование, резервуары и распределительные системы, у нас также есть запатентованный процесс травления и пассивации геля UltraPass® для устранения обесцвечивания поверхности, пятен румян, зон термического влияния (ЗТВ) сварных швов или коррозии на сварных швах. большинство наружных поверхностей.
Он также используется для никеля или супераустенита. В дополнение к нашему опыту в циркуляции химических веществ через производственное оборудование, резервуары и распределительные системы, у нас также есть запатентованный процесс травления и пассивации геля UltraPass® для устранения обесцвечивания поверхности, пятен румян, зон термического влияния (ЗТВ) сварных швов или коррозии на сварных швах. большинство наружных поверхностей.
Услуги по травлению и пассивации на месте и в цеху
Astro Pak предоставляет услуги по химической очистке и пассивации для установленных систем: предэксплуатационные, пуско-наладочные работы нового строительства, после модификации или для обслуживания во время остановов. Будь то UltraPass®, азотная кислота или другие химические вещества, мы можем обрабатывать трубопроводы, фитинги, сосуды или другое оборудование. Мы можем выполнить нашу работу на месте на вашем объекте или в одном из наших современных объектов по всей стране.
Парк транспортных средств, мобильных салазок и оборудования Astro Pak позволяет нам выезжать на место для реагирования на чрезвычайные ситуации с критически важными инженерными сетями, системами и оборудованием.
По завершении каждой работы вы получаете пакеты документации, соответствующие cGMP, для записей об обслуживании ваших систем и оборудования.
Опыт работы с системами и оборудованием
Соответствие
- ASTM A380
- ASTM A967
- ASME BPE
Обслуживаемые рынки
- Водоснабжение и водоотведение
- Chemical Manufacturing & Distribution
- Power Generation
- Food & Beverage
- Mining & Metals
- Oil & Gas
- Semiconductor
- Aerospace, Military & Defense
- BioPharmaceutical
- Household & Personal Care
- Medical Device
- Лазер
- Горнодобывающая промышленность и металлургия
- Науки о жизни
Ресурсы
- Технические документы
- Брошюры
Этот веб-сайт использует файлы cookie для улучшения вашего опыта. Мы предполагаем, что вы согласны с этим, но вы можете отказаться, если хотите. Настройки файлов cookieПРИНЯТЬ
Мы предполагаем, что вы согласны с этим, но вы можете отказаться, если хотите. Настройки файлов cookieПРИНЯТЬ
Политика конфиденциальности и использования файлов cookie
Травление и пассивация металлов
Обработка поверхности металла
Важнейшая обработка против (коррозионных) повреждений
В результате подвода тепла, например при сварке, происходит обесцвечивание из-за окисления материала и избытка хрома образуются оксиды. Этот локальный избыток оксидов хрома обеспечивает значительно меньшую устойчивость к локальной коррозии (коррозия хлоридной точечной коррозии).
Кроме того, существует множество источников загрязнения поверхности нержавеющей стали посторонними частицами железа. Например, в результате шлифования, шлифования, установки и т.п. с материалом (инструментами) из углеродистой стали или инструментами, которые также используются для обработки углеродистой стали.
Загрязнение также часто происходит во время обработки и транспортировки материала. Поэтому травление и пассивация важны.
Поэтому травление и пассивация важны.
Травление и пассивация
Травление и пассивация устраняет обесцвечивание сварки, корку отжига, инородное железо, восстанавливает коррозионную стойкость и возвращает ее к исходному уровню основного материала.
Травление можно проводить различными способами, в зависимости от размера и конструкции объекта или детали, подлежащей обработке:
- Погружение в травильную жидкость или циркуляция с травильной жидкостью;
- Нанесение травильной пасты, например, для местного травления сварных швов;
- Распыление травильным спреем, травильная паста для быстрой и экономичной обработки больших поверхностей.
Пассивирование
Существует довольно много неправильных представлений о пассивировании нержавеющей стали. После травления и полного удаления оксидной пленки/примесей нержавеющая сталь самопроизвольно пассивируется на воздухе.
Качество промывочной воды является необходимым условием хорошей пассивации. Использование деминерализованной воды является предпочтительным. После промывки полное пассивное состояние нержавейки достигается через 24 часа. Мы обрабатываем сточные воды в соответствии с правилами.
Использование деминерализованной воды является предпочтительным. После промывки полное пассивное состояние нержавейки достигается через 24 часа. Мы обрабатываем сточные воды в соответствии с правилами.
Химическая пассивация
Мы рекомендуем химическую пассивацию, если нет возможности промыть водой хорошего качества или если объект/компонент не имеет возможности пассивироваться на воздухе в чистой атмосфере. Никогда не было разницы в качестве оксидной пленки при химической пассивации и естественной (на воздухе) пассивации. Однако время пассивации значительно сокращается при химической пассивации.
Проблемы с коррозией нержавеющей стали из-за производства и обработки
- Из-за нагрева и отжига поверхностей из нержавеющей стали больше нет закрытой корки из оксида хрома. Это снижает коррозионную стойкость;
- Кроме того, при нагреве сварные швы проявляют известное синее или желтое обесцвечивание корки из оксида хрома, что придает изделию непривлекательный внешний вид;
- Кроме того, при обработке, например, при использовании наборных машин, может произойти загрязнение посторонними железами.
 Позже это может привести к коррозии. Загрязнение инородным железом также вызывается сверлами из углеродистой стали, пильными полотнами ножовок и при различных операциях при транспортировке, например, на ручных тележках;
Позже это может привести к коррозии. Загрязнение инородным железом также вызывается сверлами из углеродистой стали, пильными полотнами ножовок и при различных операциях при транспортировке, например, на ручных тележках; - Наконец, возможно, образовалась скопившаяся грязь. Это может привести к более ранней коррозии основного металла; под коррозией отложений .
Риски при травлении и пассивации
Качество конечного продукта зависит от качества контроля травильной жидкости. Травильные ванны могут быть загрязнены металлами, быть (почти) насыщенными или иметь неправильный состав, что может привести к непоправимому повреждению деталей и изделий из драгоценных металлов.
Важно убедиться, что никакие загрязнения, такие как хлориды, не могут попасть на кожу из оксида хрома во время пассивации материала. Следовательно, необходимо промыть деминерализованной водой.
Вы сами занимаетесь травлением и пассивированием или рассматриваете это? Тогда прочтите наши технические советы в Техническом бюллетене.
Безопасное травление и пассивация в Vecom
Присутствие капилляров требует особого внимания, поскольку в противном случае легко могут остаться следы продуктов травления, остатки травления и загрязнения. Мы уделяем этому особое внимание в наших финальных проверках.
Дизайн для защиты от коррозии
Продукты Vecom для травления и пассивации
Мелкосерийная обработка поверхности металлов также возможна собственными силами. Используйте для этого травильные и пассивирующие продукты Vecom.
Обработка поверхности металла
Обезжиривание
Для проведения качественной обработки травлением материал необходимо сначала обезжирить, чтобы травильный агент мог равномерно протравить всю поверхность нержавеющей стали.
Подробнее →
Водоструйная обработка
Гладкая однородная металлическая поверхность. Без химикатов для пищевой, медицинской, фармацевтической, химической и косметической промышленности.
