Центробежное литье миниатюр: Как SiOCAST революционизирует рынок миниатюр с помощью 3D мастер-моделей
Содержание
Как SiOCAST революционизирует рынок миниатюр с помощью 3D мастер-моделей
Formlabs Impact Awards – премия, которая присуждается пользователям Formlabs, состоящая из восьми номинаций и отмечающая различные инновации по всему миру в области производства, стоматологии, исследований и образования, устойчивого развития, здравоохранения, искусства и дизайна, проектирования и дизайна продукции, а также достижений пользователей.
В номинации «Устойчивое развитие» победила компания SioCast, которая разработала новую машину, устраняющую разрыв между литьем под давлением и литьем из смолы. Они также разработали формовочные литейные материалы, которые на 100% пригодны для вторичной переработки, что обеспечивает нулевой уровень отходов. А для создания высококачественных напечатанных моделей, SioCast использует 3D-принтеры Formlabs.
Компания SiOCAST намерена сформировать будущее производства миниатюр, поставляя собственную гибкую производственную систему, оборудование и материалы для изготовления высококачественных нетоксичных деталей на собственном производстве по разумной цене.
Используя 3D мастер-модели для изготовления силиконовых форм для уникального процесса, сочетающего преимущества 3D-печати, силиконового литья и литья под давлением, технология SiOCAST уже получила широкое распространение, от небольших студий до крупнейших производителей миниатюр в отрасли, таких как Monster Fight Club (The Witcher, Cyberpunk RED), Reaper Miniatures (Bones) и Warlord Games (Blood Red Skies, Bolt Action).
В этой статье Ферран Наварро, генеральный директор и соучредитель SiOCAST, рассказывает нам об их технологии производства миниатюрных и мелких деталей из термопластов, называемой системой Alemany, и о том, как они используют 3D-принтеры Formlabs в своем процессе.
Новая технология компании SiOCAST устраняет разрыв между 3D-печатью и литьем под давлением
Традиционные технологии производства больших объемов миниатюр могут быть дорогостоящими, недостаточно качественными и трудно масштабируемыми. Один из самых популярных таких процессов, литье под давлением, может достигать миллионных объемов, но он печально известен высокой стоимостью оснастки и длительным временем изготовления, что делает первоначальные инвестиции и большие объемы, необходимые для выхода на рынок, серьезным барьером для небольших компаний. Это также является серьезным барьером для более крупных игроков в сфере производства миниатюр из-за значительного риска, связанного с запуском новых миниатюрных конструкций.
Это также является серьезным барьером для более крупных игроков в сфере производства миниатюр из-за значительного риска, связанного с запуском новых миниатюрных конструкций.
Прямая 3D-печать миниатюр находится на противоположной стороне медали: с помощью таких технологий, как SLA 3D-печать, можно достичь чрезвычайно высокой детализации при низком барьере для входа. Однако 3D-печать не выдерживает конкуренции с литьем под давлением для создания больших объемов деталей. Производители миниатюр обычно используют 3D-печать для единичных экземпляров, очень малых партий или деталей, изготовленных по индивидуальному заказу.
Другие известные технологии изготовления миниатюр, такие как центробежное литье или литье из смолы, часто являются трудоемкими, грязными, трудно масштабируемыми и используют токсичные материалы, что делает их также сложными технологиями для адаптации к промышленному производству.
Компания SiOCAST была основана для решения этих проблем. Будучи дочерней компанией испанской группы Coniex, которая специализируется на решениях для литья под давлением и силиконовых форм уже более 35 лет, SiOCAST является результатом 8 лет внутренних исследований и разработок, направленных на преодоление разрыва в производительности между 3D-печатью и литьем под давлением, что позволяет достичь объемов производства от 50 до 50 000 уникальных деталей и даже до 400 000 деталей.
SiOCAST предлагает запатентованную систему впрыска термопластичной смолы, которая работает с формами из высокотемпературного вулканизированного силиконового каучука, изготовленными из высокодетализированных 3D-форм, для производства мелких деталей высокого качества из безопасного для игрушек прочного материала.
«Это новая технология, которая находится между центробежным литьем, литьем смолы и литьем под давлением. Мы добились большого прогресса, делая его максимально простым, чтобы каждый мог принять эту технологию. С помощью автоматизации мы можем достичь такой же производительности, как у очень большой машины для литья под давлением, с тем преимуществом, что наш силикон действительно недорогой, безопасный и производится на месте» — Ферран Наварро, генеральный директор и соучредитель Siocast.
Процесс изготовления силиконовых форм с помощью 3D-печати
Изготовление силиконовых форм исторически включает в себя разработку форм на основе физической эталонной модели или шаблона, которые традиционно изготавливались вручную, центрифугированием или обработкой на станках с ЧПУ.
Однако благодаря достижениям в области высококачественной и доступной SLA 3D-печати, например, как 3D-принтеры Formlabs, компания SiOCAST смогла надежно внедрить высокодетализированные 3D-модели в свой рабочий процесс.
Процесс формовки SiOCAST.
Процесс SiOCAST состоит из следующих этапов:
1. Цифровой дизайн пресс-формы
Дизайн 3D-модели от Broken Anvil Miniatures.
Используя программное обеспечение САПР, дизайнер моделирует как можно более детально, так как эти детали будут отражены в 3D-модели, а затем перенесены в пресс-форму SiOCAST и далее в формованную модель. Конструкции с большими поднутрениями также можно изготовить с помощью процесса SiOCAST. В настоящее время максимальная толщина конечных деталей, изготовленных с помощью SiOform1, составляет 40 мм. Во время процесса литники также добавляются из их стандартизированной библиотеки файлов.
2. 3D-печать мастер-моделей и бегунков
3D-шаблоны, напечатанные на Form 3+, и направляющие, напечатанные на Fuse 1.
После окончательной доработки цифровой модели компания SiOCAST использует программное обеспечение Formlabs для подготовки к печати — PreForm и SLA 3D-принтер Form 3+ для печати мастер-модели, используя смолу Model V2, поскольку она выдерживает высокие температуры и обеспечивает хорошие механические свойства в процессе вулканизации.
Они ориентируют детали под углом около 45 градусов. Когда плоские поверхности прикрепляются к платформе, они используют фаски по краям, чтобы шпатели не сломали детали.
Когда плоские поверхности прикрепляются к платформе, они используют фаски по краям, чтобы шпатели не сломали детали.
«У нас четыре принтера Formlabs, и они работают непрерывно. Наши клиенты тоже — они приобретают систему SiOCAST, и им требуется один или два принтера Formlabs, чтобы покрыть спрос на мастер-модели. У некоторых клиентов до четырех принтеров Formlabs, поскольку у них огромный спрос на печать», — говорит Ферран.
С помощью SLA 3D-принтера Form 3+ изготовление недорогих и высококачественных мастер-моделей возможно всего за несколько часов. Чтобы получить максимальное количество деталей, компания печатает миниатюры при высоте слоя 25 микрон.
«Мы уже пробовали различные технологии и машины для 3D-печати: DLP, SLA и SLS. Некоторые клиенты обращаются к технологии DLP для получения более тонких деталей, но смолы могут быть не такими прочными. В основном мы используем SLA 3D-принтеры Formlabs для таких приложений, где требуется высокий уровень детализации и стойкость вулканизации. И теперь, когда мы расширяемся до технических деталей, слоев Form 3+ толщиной 25 микрон абсолютно достаточно для таких типов моделей» — Ферран Наварро, генеральный директор и соучредитель компании Siocast.
И теперь, когда мы расширяемся до технических деталей, слоев Form 3+ толщиной 25 микрон абсолютно достаточно для таких типов моделей» — Ферран Наварро, генеральный директор и соучредитель компании Siocast.
После печати, модели проходят пост-обработку с помощью Form Wash и Form Cure.
Напечатанные бегунки на Fuse 1.
Компания SiOCAST использует 3D-печать не только для изготовления мастер-моделей, но и для изготовления бегунков, необходимых в процессе литья. Для этого используется SLS 3D-принтер Formlabs Fuse 1. Бегунки SLS долговечны, а некоторые из них могут помещаться в рабочей камере без поддержек, что позволяет компании SiOCAST поставлять эти бегунки своим пользователям по всему миру.
«Fuse 1 ускоряет наши разработки, позволяя делать много итераций для бегунков. В рамках внутреннего проекта R&D за последние две недели мы продвинулись больше, чем за последние два года» — Ферран Наварро, генеральный директор и соучредитель компании Siocast.
Процесс SLS 3D-печати аналогичен процессу SLA: файл для печати подготавливается в PreForm, а затем печатается с помощью порошка Nylon 12 на 3D-принтере Fuse 1. Последующие этапы обработки выполняются с помощью Fuse Sift. В SiOCAST также используется решение Coniex Abrast для пост-обработки поверхности, разработанное для аддитивно изготовленных деталей.
3. Изготовление силиконовых форм с вулканизацией
Подготовка формы к вулканизации.
Следующим шагом, когда шаблоны и направляющие бегунки в руках, является создание форм из силиконового каучука SiOmold. Это твердый силиконовый материал SiOCAST с твердостью 65 или 80 единиц по Шору, изготовленный по заказу группы CONIEX из эластомера, обладающего исключительной термо- и механической прочностью. Силиконовый ламинат помещается внутрь жесткой и точной металлической рамы, изготовленной с помощью станков с ЧПУ, а затем напечатанные шаблоны равномерно укладываются поверх силикона и тщательно выравниваются, добавляя больше силикона вокруг него, чтобы найти желаемую линию разъема. Напечатанные на SLS 3D-принтере бегунки прессуются в формирующуюся плиту.
Напечатанные на SLS 3D-принтере бегунки прессуются в формирующуюся плиту.
Центрирующие направляющие добавляются для удержания двух частей пресс-формы вместе. Затем сверху насыпают тальк в качестве разделительного средства, которое предотвратит прилипание обеих сторон силикона друг к другу. Добавляется верхний слой силикона, и металлический каркас коробки закрывается. В зависимости от сложности формы этот процесс может занять от десяти минут до двух-трех часов.
Затем металлическая коробка помещается в вулканизационный пресс SiOpress, в котором силикон и напечатанные на 3D-принтере формы находятся под давлением 10 бар для выпуска воздуха и нагреваются до 120 градусов Цельсия.
В течение 40-60 минут процесса вулканизации, силикон становится жидким, и в этот момент он копирует каждую деталь с напечатанных форм, прежде чем соединить цепи эластомеров и превратиться в вулканизированную форму.
После охлаждения форму открывают, и напечатанные на 3D-принтере шаблоны извлекают из полостей, в результате чего получается окончательная форма, которая будет использоваться в машине SiOCAST. Затем напечатанные шаблоны могут быть повторно использованы в дополнительных раундах вулканизации.
Затем напечатанные шаблоны могут быть повторно использованы в дополнительных раундах вулканизации.
«Мы используем специальный разделительный агент, чтобы напечатанные на 3D-принтере шаблоны не прилипали к силикону после вулканизации, и их можно было повторно использовать для изготовления следующей формы. Как правило, напечатанная мастер-форма на 3D-принтере Formlabs способна выполнить три-четыре вулканизации или больше» — Ферран Наварро, генеральный директор и соучредитель Siocast.
4. Производство миниатюр с помощью SiOform1
В машине SiOform1 две половинки формы из вулканизированной резины соединяются вместе и помещаются внутрь, выбирается режим впрыска, и после нажатия одной кнопки машина уже работает: она удаляет воздух из формы и впрыскивает жидкую термопластичную смолу при температуре 240 градусов Цельсия.
Как только форма остынет, ее можно вынуть из машины. Вся эта часть процесса занимает всего около 30 секунд (до 1 минуты, если форма толстая), и сразу же можно установить новую форму для следующей партии.
После нескольких секунд остывания вне машины, первую партию миниатюр можно извлечь из формы и снять литник. Сочетание термопластичной смолы SiOCAST с силиконовым каучуком собственной разработки позволяет легко извлекать миниатюры из формы.
Из каждой отливки получается в среднем от 4 до 64 миниатюр, в зависимости от размера деталей и объема, который ограничен 100 г на один выстрел, а весь процесс происходит примерно в 10-20 раз быстрее, чем традиционное литье смолы.
«Вы можете чередовать формы, давая им остыть прежде, чем снова использовать их в машине. Обычно вы работаете с тремя-девятью различными вращающимися формами. Вы можете делать 25-40 отливок в час. А если есть система автоматизации, мы можем довести производительность до 60-80 впрысков в час, изготавливая от 100 до 1000 деталей в час и все это с тем же уровнем детализации, что и у исходного напечатанного на 3D-принтере образца» — Ферран Наварро, генеральный директор и соучредитель компании Siocast.
Каждая силиконовая форма имеет размеры 210 x 270 миллиметров и может иметь толщину до 50 миллиметров, что позволяет вместить конечные детали толщиной до 40 миллиметров. Формы выдерживают около 300-500 отливок, что делает их пригодными как для мелкосерийного, так и для серийного производства.
Клиенты SiOCAST могут либо купить окончательные силиконовые формы непосредственно у них с помощью службы readyCAST, либо изготовить свои собственные формы на месте, что является стандартным предпочтительным решением. Компания предлагает полный пакет обучения для новичков на каждом этапе пути.
Система, меняющая правила игры в отрасли
Непосредственное изготовление миниатюр с помощью 3D-печати по-прежнему является отличным вариантом для разовых или небольших партий, но компания SiOCAST установила стандарт для профессионального изготовления миниатюр.
Конечные потребители утверждают, что они получают более прочные, гораздо более детализированные и легко окрашиваемые детали, которые они не могут получить при литье смолы, металлических миниатюр или при литье под давлением.
Такие компании, как Monster Fight Club (The Witcher, Cyberpunk RED), Warlord Games (Blood Red Skies, Bolt Action), Reaper Miniatures (Bones USA), Titan Forge Miniatures, Corvus Belli (Infinity the Universe), Yedharo Models и Creature Caster — это лишь некоторые из игроков, принявших систему SiOCAST.
Миниатюры Ведьмака от Monster Fight Club.
Система SiOCAST была хорошо принята на рынке миниатюр, а также в индустрии аниме и манги.
Миниатюра Japan Weekend, сделанная с помощью SiOCAST.
Компания также выходит на рынок модельного ландшафта и уже работала с некоторыми из основных производителей ландшафтного моделирования.
Модель пейзажа от Miniatur Wunderland.
Некоторые производители ролевых игр, такие как Galladoria Games, распространяют преимущества системы SiOCAST на рынок ландшафтов и сценографии. Примеры компаний, переходящих на систему SiOCAST с рынка миниатюр, растут с каждым днем.
Местность Галладории в D&D.
Детали Dungeons & Dragons, сделанные с помощью SiOCAST.
Местное производство
Новая система производства действительно двигает колесо в отрасли. Ферран отмечает, что только несколько компаний в мире, занимающихся изготовлением миниатюр, могут на 100% обеспечить производство пластика собственными силами при использовании традиционных методов. Большинство компаний полагаются на поставки из Китая, что обычно сопровождается высокими логистическими расходами, а также длительными сроками изготовления и высокими минимальными объемами заказа (MOQ). Но теперь, благодаря SiOCAST, предприятия любого размера могут перенести производство на внутренний рынок.
Например, коллекция Bones USA компании Reaper Miniature не только перешла от изготовления металлических миниатюр к миниатюрам из термопластика с помощью SiOCAST, но и перенесла свою производственную линию из Китая в США.
Экологически чистое, безотходное производство
SiOCAST также подчеркивает тот факт, что их запатентованный пластик SiOres нетоксичен, сертифицирован EN-71 Toy Safe, а их производственная система является экологически чистой. Смола, из которой отливаются миниатюры, является многоразовой, поэтому все пропущенные отливки или бегунки измельчаются и смешиваются с новым материалом, что делает систему производства пластика безотходной.
Смола, из которой отливаются миниатюры, является многоразовой, поэтому все пропущенные отливки или бегунки измельчаются и смешиваются с новым материалом, что делает систему производства пластика безотходной.
Благодаря локальному производству и системе, адаптируемой к спросу, нет необходимости в складских запасах или отходах из-за непроданной продукции. Это, в сочетании с компактными машинами, необходимыми для производства миниатюр, позволяет занимать небольшую площадь.
Высококачественные миниатюры местного производства от Broken Anvil Miniature.
Ферран говорит, что в помещении площадью всего 10 квадратных метров «вы можете иметь собственные производственные мощности для крупносерийного производства. Вы не можете сделать это с помощью ручных машин для литья под давлением, которые являются действительно хорошими машинами, но ограничены по размеру или мощности».
«При литье под давлением у вас много отходов. Около 20% пластика идет в мусорное ведро. Миниатюры, как правило, производятся за границей, и их приходится везти в США. Кроме того, производитель должен сделать 20 000 штук и, возможно, продаст половину, остальное придется выбросить. Поэтому литье под давлением хорошо для больших объемов, оно экономически эффективно, но оно не так экологично и имеет большой углеродный след. В системах литья смолы образуется в 20 раз больше силиконовых остатков, чем в SiOCAST, а также 30-40% токсичной смолы уходит в виде бегунков, которые никогда не используются», — добавляет Ферран.
Миниатюры, как правило, производятся за границей, и их приходится везти в США. Кроме того, производитель должен сделать 20 000 штук и, возможно, продаст половину, остальное придется выбросить. Поэтому литье под давлением хорошо для больших объемов, оно экономически эффективно, но оно не так экологично и имеет большой углеродный след. В системах литья смолы образуется в 20 раз больше силиконовых остатков, чем в SiOCAST, а также 30-40% токсичной смолы уходит в виде бегунков, которые никогда не используются», — добавляет Ферран.
Высококачественные детали по разумной цене
Когда игроков спрашивают, что они хотят видеть в миниатюре, уровень детализации всегда является ответом номер один от потребителей.
Однако иметь такой уровень детализации по разумной цене — это «святой Грааль». Как объяснил Ферран, «то, чего все действительно хотят в любом приложении, — это иметь преимущества недорогой оснастки, очень высокую детализацию, которую можно скопировать с помощью силикона, но при этом производительность промышленных технологий, таких как литье под давлением».
Как объяснил Ферран, «то, чего все действительно хотят в любом приложении, — это иметь преимущества недорогой оснастки, очень высокую детализацию, которую можно скопировать с помощью силикона, но при этом производительность промышленных технологий, таких как литье под давлением».
Другим успешным примером является компания Warlord Games, которая смогла произвести более 400 000 единиц самолета для игры Blood Red Skies, используя процесс SiOCAST в 4 различных цветах. Традиционно такой тип крупносерийного производства был бы возможен только при литье под давлением, да и уровень детализации был бы не тот.
С SiOCAST было произведено более 400 000 самолетов Red Blood Skies.
«При литье под давлением, точка безубыточности будет находиться в районе 10-15 тысяч единиц одного изделия, поскольку пресс-форма может стоить от пяти до десяти тысяч евро. Конечно, пластмассы для литья под давлением действительно дешевы, но к этому нужно добавить время изготовления, доступность и уровень детализации. Даже если вы посмотрите на самых качественных производителей миниатюр на рынке, использующих литье под давлением, они не получат той детализации, которую вы получите при использовании силикона. Это довольно существенная разница»» — Ферран Наварро, генеральный директор и соучредитель компании Siocast.
Даже если вы посмотрите на самых качественных производителей миниатюр на рынке, использующих литье под давлением, они не получат той детализации, которую вы получите при использовании силикона. Это довольно существенная разница»» — Ферран Наварро, генеральный директор и соучредитель компании Siocast.
Расширение области применения
Система SiOCAST была хорошо принята и в других отраслях и сферах применения, таких как производство обуви, клавиатур, медицинских разъемов, компонентов для овермолдинга, а также различных типов мягких и прочных деталей. Например, один из клиентов изготовил колеса и переключатели для авиасимулятора, используя мастер-модели, напечатанные на Fuse 1 и Form 3+. Преимущества SiOCAST для этой компании позволяют производить конечные детали с отличным качеством поверхности по низкой цене при быстром обороте локального производства. Ни одна другая технология в настоящее время не отвечает этим требованиям.
Деталь для авиасимулятора от Aplica Design, изготовленная с помощью SiOCAST.
Овермолдинг с использованием пресс-форм SiOCAST.
2.5 Основные разновидности художественного литья. Основы дизайна. Художественная обработка металла [Учебное пособие]
2.5 Основные разновидности художественного литья
Существуют различные виды литья: в песчано-глинистые и металлические (кокильное литье) формы, под давлением, центробежное, по выплавляемым моделям и др.
Литье в песчано-глинистые формы. Получение отливок в песчано-глинистых формах – сложный и трудоемкий процесс. Ему предшествуют такие подготовительные операции, как изготовление модельных комплексов (моделей, отливок и стержней), приготовление формовочных и стержневых смесей, подготовка литейных опок и других приспособлений.
Модели выполняют из древесины (сосна, дуб, ольха, береза, липа и др.) или из металлов (обычно из сплавов алюминия с медью). При определении размеров модели учитывают припуски на усадку отливки при ее затвердевании и на последующую механическую обработку для получения готовой детали или изделия. Усадка отливок из различных металлов и сплавов составляет 1–2,5 %. Припуск на механическую обработку зависит от размеров отливки и видов последующей обработки. Для чугунных отливок он обычно составляет 2–20 мм, для стальных 4–28 мм.
Усадка отливок из различных металлов и сплавов составляет 1–2,5 %. Припуск на механическую обработку зависит от размеров отливки и видов последующей обработки. Для чугунных отливок он обычно составляет 2–20 мм, для стальных 4–28 мм.
Используя модель из древесины, можно получить несколько десятков отливок. Модели покрывают специальным модельным лаком, чтобы защитить от влаги и сделать их поверхность более гладкой (предохранить от прилипания формовочной смеси). Деревянные модели применяют в одиночном и мелкосерийном производстве, например в художественном литье. В крупносерийном и массовом производстве используют металлические модели.
Модели бывают разъемные и неразъемные первые состоят из двух, трех и более частей. Их используют там, где по условиям формовки нельзя применять цельные модели.
Стержни при отливке образуют полости, сквозные отверстия или углубления в отливках. Изготовляют их в деревянных или металлических стержневых ящиках из специальных стержневых смесей (песок со связывающими материалами).
Опоки представляют собой чугунные, стальные или алюминиевые (из алюминиевых сплавов) ящики без дна. По форме они могут быть прямоугольными, круглыми или фасонными в зависимости от очертания отливки.
Песчано-глинистые формы изготовляют из формовочных смесей (песок, глина и другие вещества). Процентное соотношение и качество используемых компонентов зависит от вида литья (отливки из чугуна, стали или сплавов цветных металлов).
По назначению формовочные смеси подразделяют на облицовочные и наполнительные. Облицовочные формовочные смеси соприкасаются с жидким металлом и работают в наиболее тяжелых условиях. Их приготовляют из кварцевого песка и глины. Для заполнения объема опоки используют отработанную формовочную смесь (наполнитель).
Изготовление песчано-глинистых форм вручную – процесс малопроизводительный и трудоемкий. Поэтому в современном производстве для выполнения формовочных работ применяются формовочные машины. Они повышают производительность труда рабочих-формовщиков в 10–20 раз.
Литье в металлические формы (кокильное литье). По сравнению с получением отливок в песчано-глинистых формах эта операция более простая и производительная. Металлическая, обычно стальная форма (кокиль) выдерживает тысячи отливок из различных цветных металлов и сплавов. Она имеет внутреннюю полость, соответствующую очертаниям отливки. В домашних условиях или в учебных мастерских кокильные формы можно изготовить из гипса, абразивных камней или из кирпича (см. ниже).
Перед заливкой жидкого металла форму подогревают (до температуры около 80 °C), а стенки внутренней полости смазывают смесью мела, графита и жидкого стекла с водой (для получения более чистой поверхности отливки). Затем в форму заливают жидкий металл. После затвердевания металла форму вскрывают и извлекают из нее отливку.
Литье под давлением. Этот вид литья осуществляют также в металлических формах. Давление на жидкий металл при заполнении формы позволяет отливке воспринять тончайшие очертания формы, уменьшает пористость металла. Заготовки деталей, полученные с помощью литья под давлением, имеют поверхность малой шероховатости и точные (до 0,1 мм) размеры, вследствие чего последующая механическая обработка их или очень незначительна, или совсем не нужна. Металл этих деталей имеет мелкозернистую структуру (результат быстрого охлаждения в форме) и высокую плотность, что повышает прочность деталей.
Заготовки деталей, полученные с помощью литья под давлением, имеют поверхность малой шероховатости и точные (до 0,1 мм) размеры, вследствие чего последующая механическая обработка их или очень незначительна, или совсем не нужна. Металл этих деталей имеет мелкозернистую структуру (результат быстрого охлаждения в форме) и высокую плотность, что повышает прочность деталей.
Литье под давлением позволяет получить детали и изделия сложной конфигурации с отверстиями, резьбой, выступами и т. д. из алюминиевых, медных, цинковых, сплава свинца с оловом и других сплавов.
Центробежное литье. Заливая металл во вращающуюся форму, осуществляют центробежное литье. Под действием возникающих при вращении сил металл прижимается к стенкам формы и, застывая, приобретает конфигурацию, точно соответствующую внутренним ее очертаниям (см. ниже). При этом структура металла получается уплотненной, так как всевозможные металлические включения и газы, образующиеся в процессе заливки жидкого металла, вытесняются ближе к центру вращения. Небольшой слой пористого металла, образующийся на внутренних поверхностях отливки, затем удаляется с помощью механической обработки. Центробежное литье применяют главным образом для получения отливок, имеющих форму тел вращения, например втулок, труб в промышленном производстве и художественного литья: перстней, колье и пр.
Небольшой слой пористого металла, образующийся на внутренних поверхностях отливки, затем удаляется с помощью механической обработки. Центробежное литье применяют главным образом для получения отливок, имеющих форму тел вращения, например втулок, труб в промышленном производстве и художественного литья: перстней, колье и пр.
Литье по выплавляемым моделям. Вначале изготовляют металлическую модель (эталон) детали из стали или медных сплавов, по которой делают прессформу из легкоплавкого сплава. Затем в полученной прессформе отливают из воска модель будущей детали. Восковую модель и литниковую систему (также из воска) окрашивают погружением в специальную эмульсию.
Для лучшего контакта с формовочным материалом окрашенную поверхность модели припыливают прокаленным при температуре 400–500 °C тонким порошком корунда или кварца и подвергают сушке в течение 4–5 ч при температуре 20 °C, после чего модель с литниковой системой заформовывают в опоке с применением специальной формовочной смеси.
Изготовленная форма сушится при температуре 20 °C в течение 3–4 ч. Далее восковую модель выплавляют в печах при температуре 150 °C с выдержкой в течение 1,5–2 ч и последующим прокаливанием при температуре 800–850 °C. И только после такой длительной подготовки формы в нее заливают жидкий металл, который, затвердевая, образует отливку.
Литье по выплавляемым моделям позволяет получать мелкие детали в изделии сложной конфигурации с высокой точностью размеров (смотри, например, «Каслинское литье»).
Данный текст является ознакомительным фрагментом.
Разновидности чеканных работ
Разновидности чеканных работ
Чеканка по литьюУ литых заготовок чеканят только поверхность. Можно приготовить отливку самому или расписать уже готовое изделие. В большинстве случаев отливки чеканятся из поделочной стали, меди и бронзы. Инструментов для выполнения работ
В большинстве случаев отливки чеканятся из поделочной стали, меди и бронзы. Инструментов для выполнения работ
Техника литья
Техника литья
Приготовление расплавовЧтобы приготовить металл для заливки в форму, существуют плавильные печи, в которых он расплавляется. Есть несколько разновидностей печей – дуговые и индукционные электрические, пламенные и тигельные, вагранки, электрические печи
Глава 1 Разновидности систем видеонаблюдения
Глава 1
Разновидности систем видеонаблюдения
В этой главе рассказывается о традиционных системах видеонаблюдения, об их составных частях и принципах работы. Даются рекомендации по установке, монтажу и подключению видеокамер к электронным устройствам записи и
1.1.2. Разновидности видеокамер по функциональным особенностям
1. 1.2. Разновидности видеокамер по функциональным особенностям
1.2. Разновидности видеокамер по функциональным особенностям
Выбор видеокамеры зависит от задач, которые ставятся перед системой видеонаблюдения. В одних случаях достаточно установить монохромную камеру стандартного разрешения, в других не обойтись без цветной камеры
4. Виды и разновидности термической обработки: отжиг, закалка, отпуск, нормализация
4. Виды и разновидности термической обработки: отжиг, закалка, отпуск, нормализация
Термическую обработку металлов и сплавов, а также изделий из них применяют для того, чтобы вызвать необратимое изменение свойств вследствие необратимого изменения структуры.Термическая
Развитие ювелирного художественного литья
Развитие ювелирного художественного литья
История украшений, в частности литейных, уходит корнями в глубокую древность.Наряду с эстетической функцией ювелирные украшения выполняли и другие задачи: служили амулетами и талисманами; были отличительными знаками власти и
Суть технологического процесса литья по выплавляемым моделям
Суть технологического процесса литья по выплавляемым моделям
В пресс-формах изготавливают модели из воскоподобных материалов (наиболее распространенный вариант техпроцесса) и их компонуют в блоки моделей с литниковой системой. Затем приготовляют суспензию, состоящую
Затем приготовляют суспензию, состоящую
10.6. Особенности литья серебряных сплавов
10.6. Особенности литья серебряных сплавов
В связи с малым количеством сплавов драгоценных металлов, используемых для заливки литейных форм, не представляется возможным вести рафинирование жидкого металла в процессе плавки. В этих условиях необходимы использование
11.8. Особенности литья золотых сплавов
11.8. Особенности литья золотых сплавов
Сплавы золота (ЭлСрМ583-80 и ЗлСрМ750-150) плавят в графитовых тиглях. На дно тигля засыпают флюс (борную кислоту или березовый уголь) в количестве, обеспечивающем покрытие зеркала расплава. Тигель нагревают до температуры не менее 1000 °C.
12.4. Особенности литья сплавов платиновой группы
12. 4. Особенности литья сплавов платиновой группы
4. Особенности литья сплавов платиновой группы
Плавку платины и ее сплавов ведут в тигельных индукционных высокочастотных печах с набивной футеровкой из оксида кальция, магнезита или оксида циркония. Тигли для плавки изготовляяют из тех же огнеупоров. Шамотовые и
Вопрос 1. Разновидности аналитических работ по оценке защищенности
Вопрос 1. Разновидности аналитических работ по оценке защищенности
Большинство директоров служб автоматизации (CIO) и информационной безопасности (CISO) российских компаний наверняка задавалось вопросом: «Как оценить уровень защищенности информационных активов компании
51. Разновидности манометров
51. Разновидности манометров
Жидкостные манометры: они не позволяют измерять значительных давлений: максимальные показания манометра зависят от самих линейных параметров манометра. Особенностью этого манометра является то, что середина змееобразной трубки, которая
Особенностью этого манометра является то, что середина змееобразной трубки, которая
Глава 2. Технология художественного литья
Глава 2. Технология художественного литья
2.1. Общие сведения
Все основные способы обработки металлов известны с глубокой древности. Пройден долгий путь, накоплен огромный багаж практических знаний и умений. Ушли в прошлое целые улицы городских ремесленников, откуда с
Правила перевозки оборудования как разновидности негабаритных грузов
Правила перевозки оборудования как разновидности негабаритных грузов
Перевозка оборудования вес которого, габариты превышают допустимые значения следует отнести к перевозке негабаритных грузов. При перевозке промышленного оборудования, строительного оборудования,
В мастерской: Spincasting — Основы
Реклама
Хотите знать, как вращать миниатюры? Новички Mindworm Games приглашает вас на экскурсию по фабрике:
Убери Mindworm:
Для вращения литых металлических миниатюр вам понадобятся пять основных элементов:
- Резина
- Металл
- Тепло
- Давление
- Центробежная сила
У меня плохое предчувствие по этому поводу…
Вам нужна резина для создания полостей формы и металл для заполнения этих полостей. Тепло и давление делают вашу форму. Давление, тепло и центробежная сила позволяют поместить металл в полости формы.
Тепло и давление делают вашу форму. Давление, тепло и центробежная сила позволяют поместить металл в полости формы.
Большинство миниатюр для настольных игр изготавливаются с использованием форм из олова и органического каучука.
Реклама
Основная заготовка формы из органического каучука. Они приятно пахнут, особенно когда их готовишь!
Заготовки резиновых форм помещаются в рамку, которая сохраняет форму формы и позволяет применять тепло и давление. Резина плавится, обтекает миниатюры, а затем затвердевает. Слой смазки для пресс-формы предотвращает слипание двух половинок, поэтому вы можете разъединить пресс-форму и снять слепки.
Резина довольно податливая, поэтому, если вам лень, вы можете втиснуть в нее мини!
Отверстие в верхней половине формы позволяет заливать расплавленный металл в форму во время ее вращения, а центробежная сила вращения заставляет расплавленный металл вытекать из центра формы в полости. Когда металл остывает, он затвердевает, и у вас появляются новые миниатюры.
Вставить расплавленный металл в отверстие…
Реклама
Вот и все. Вы можете получить много модного оборудования, чтобы сделать все это, но вы также можете сделать это с помощью всего, что может применить соответствующие силы. Вам нужно около 2000 фунтов давления на форму и 250-350 градусов по Фаренгейту, чтобы приготовить его правильно. Ваша оловянная посуда должна быть нагрета до 500 градусов для литья, форма должна иметь давление от 10 до 30 фунтов, чтобы две половины не разделились, и она должна вращаться со скоростью более 500 об/мин.
Этот прекрасный кусок металла сохраняет форму формы, пока ее сжимают и плавят.
Джош Квалтьери (ZombieSmith Studios), например, с нуля построил свой первый центрифуг из деталей старой стиральной машины и вулканизированных форм в своей духовке с каркасом из металлолома и несколькими зажимами. Тем не менее, за 3000 долларов вы получите подержанную профессиональную установку, вы можете получить элегантную новую всего за 6000 долларов, и вы можете потерять более 10 000 долларов за высококачественную базовую установку, если у вас есть намного больше денег, чем у вас. нуждаться.
нуждаться.
Форма входит в литейную форму, пластина помещается сверху, поршень сжимает ее вместе, и электродвигатель очень быстро ее раскручивает. Это в основном ракетостроение.
В течение следующих нескольких месяцев мы проведем вас через процесс спиннинга от начала до конца, более подробно, что вам, вероятно, будет небезразлично. У нас также будет много видео для тех из вас, кто предпочитает смотреть дерьмо на Youtube. Но нового компьютера еще нет, и у меня нет времени ждать 6 часов, пока видео отрендерится на моем ноутбуке, так что вам придется подождать, хорошо.
Реклама
Готово! Вот так это выглядит внутри!
Следуйте за нами на Facebook
В нашем Instagram обычно есть сюрпризы
Мы резервируем ленту Twitter для наших самых странных быков*#t!
Скоро будет больше «В мастерской»!
Автор: Ларри Вела
Папа, геймер, издатель, пилот, Техас. Все игры с младших классов.
Все игры с младших классов.
Я основал BoLS Interactive в 2006 году. Я пожизненный энтузиаст настольных и ролевых игр, а также интернет-издатель, каждый день работающий над тем, чтобы развлекать и информировать своих читателей.
Я играю в РПГ и настольные игры с 19-го года.70-е годы. Я играю и освещаю Warhammer и Warhammer 40K уже более 35 лет.
Реклама
Обучение игре
Хобби
Игры разума
Миниатюры
Услуги по центробежному литью миниатюр из металла
Услуги по центробежному литью миниатюр из металла до сих пор широко используются в индустрии «мини» (миниатюры) и настольных варгеймов. Особенно независимыми и небольшими компаниями.
Многие компании до сих пор отливают свои уникальные 28-мм модели из «белого металла» и олова для продажи любителям военных игр и коллекционерам миниатюр.
Несмотря на то, что белый металл имеет более высокий уровень таинственности вокруг сплава для покупателей, коллекционеры старшего возраста по-прежнему наслаждаются классической увесистой металлической миниатюрой.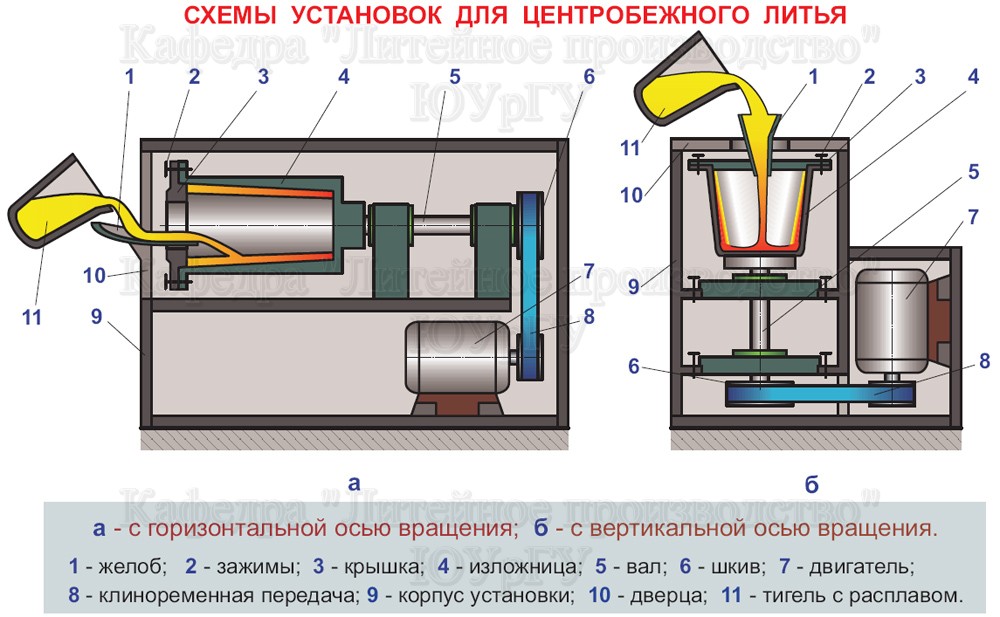 Даже если то, из чего сделан сплав, остается загадкой для всех, кроме тех, кто его отливал!
Даже если то, из чего сделан сплав, остается загадкой для всех, кроме тех, кто его отливал!
Если вы рассматриваете варианты отливки миниатюр из белого металла или отливки своей последней миниатюрной идеи. Тогда этот пост будет полезен. Кастинговые компании, упомянутые в этом посте, базируются в Великобритании.
Выбирая способ спиннинга своих миниатюр, вы можете принять во внимание следующее:
- С чего начать при выборе спин-литья для вашего последнего дизайна миниатюры
- Что нужно знать об услугах спин-литья для миниатюр из металла
- Используют ли белые мета-миниатюры диаметром 28 мм свинец?
Отказ от ответственности, если вы обратитесь к этим 3 сторонам
rd и воспользуетесь их услугами
Информация, содержащаяся на этой странице, предназначена только для общих информационных целей.
Как эти 3 рд партия центробежного литья фирмы отливают свои миниатюры и какой композит металлов они используют в процессе литья известно только им.
Некоторые из компаний по литью под давлением в этом списке рекламируют свои миниатюры как «бессвинцовые». В качестве руководства рекомендуется обсудить с выбранной вами литейной компанией детали их процесса литья металла и материалов — например, используют ли они свинец?
Если вы собираетесь продавать свои миниатюры , вам следует избегать использования свинца в ваших миниатюрах , так как он считается опасным материалом и больше не является безопасным для общественного использования.
Не используйте свинец! Вы несете ответственность за создание собственных миниатюр. и если вы все еще не уверены в его использовании, обратитесь за профессиональной консультацией.
Компании, упомянутые в этом списке, предназначены только для справки и в информационных целях.
* Dragonbonesgames.co.uk ни при каких обстоятельствах не несет ответственности за любые убытки или ущерб, включая, помимо прочего, косвенные или косвенные убытки или ущерб, убыток или прибыль или ущерб, связанные с этими компаниями, упомянутыми в этом посте или где-либо еще на веб-сайте.
Услуги центрифугирования металлических миниатюр | Что такое спин-кастинг?
При быстром вращении формы металл перемещается по каналам и заполняет пустоты формы.
Вращающееся литье вращает форму из вулканизированной резины с высокой скоростью, в то время как расплавленная жидкость (например, белый металл) заливается в форму.
Когда металл остывает и затвердевает. Это создает миниатюру или объект, который вы хотели разыграть. В этом видео показано миниатюрное спиннинговое литье в действии.
Что такое «белый металл» в миниатюрном литье?
Название «Белый металл» в миниатюрном литье дается сплаву металлов, которые сплавляются вместе для получения нового материала. Этот материал «может» состоит из свинца, олова, висмута и различных металлов, подходящих для мелких деталей.
Этот материал «может» состоит из свинца, олова, висмута и различных металлов, подходящих для мелких деталей.
Белый металл — полезный материал, так как он обладает определенной гибкостью, идеально подходит для серийного производства и сохраняет детали.
В то время как свинец имеет низкую температуру плавления, а олово сохраняет некоторую твердость и детализацию. Смесь свинца и олова была популярна в 1980-х, но большинство компаний используют альтернативы, чтобы лидировать сейчас.
*Следует также отметить, что многие компании в настоящее время нашли альтернативу «свинцу» при использовании белого металла.
«Белый металл» идеально подходит для литья миниатюр 28 мм или 32 мм. Настолько, что Games Workshop использовали его для создания отдельных миниатюр в 1990-х годах.
Делают ли миниатюры из олова?
Некоторые компании и частные лица делают миниатюры из олова. Олово может быть отличным материалом для отливки миниатюр, так как оно отлично подходит для детализации, доступно по цене и не содержит свинца! (или не должен содержать свинец!)
Вот почему тарелки и кружки можно делать из олова. Люди едят и пьют из них.
Люди едят и пьют из них.
Литье и другие материалы
Модели из чистого свинца в основном останавливаются в Великобритании. Как и в остальном западном мире, большинство миниатюрных роликов отказались от использования свинца из-за того, что он считается ядовитым!
Свинец может оказывать вредное воздействие при попадании внутрь и проникать через кожу.
С этим знанием. Компании сортируют способы адаптации.
Именно тогда литейщики миниатюр начали использовать альтернативные Белые металлы и сплавы, особенно для литья своих миниатюр. Хотя следует отметить, что некоторые миниатюры , возможно, все же содержат некоторое количество свинца. Но они в основном оловянные.
Белый металл как термин может быть весьма неоднозначным. Говорят, что некоторые миниатюры из белого металла полностью не содержат свинца, но вместо этого содержат множество других металлов.
Многие компании начали отдавать предпочтение литью из смолы или сразу переходить к литью миниатюр из пластика.
Но центрифугирование по-прежнему остается одним из наиболее жизнеспособных и экономичных вариантов серийного или массового производства миниатюр. Более современные сплавы из белого металла, как правило, более безопасны.
Кто может крутить литые миниатюры из металла Великобритания? | Перечень услуг
Услуги спиннинга в Великобритании для миниатюр. В этом разделе представлена информация о миниатюрных спин-кастерах, базирующихся в Великобритании.
Услуги центробежного литья миниатюр из металла предназначены для тех, кто хочет производить миниатюры серийно или массово. Здесь следует отметить, что упомянутые компании упоминаются исключительно в информационных целях.
Если вы идете дальше простого любопытства и активно ищете возможность делать и продавать миниатюры, не забудьте связаться с компаниями по электронной почте для получения актуальной и точной информации.
Вот список (некоторых) британских компаний по литью миниатюр!
Магазин 4D-моделей | Цилиндрическое литье из белого металла
Магазин 4D-моделей предлагает среди прочих услуг центробежное литье из белого металла. Их услуги кастинга также на очень высоком уровне! Вы можете посетить их веб-сайт для получения дополнительной информации об их гидах, ценах и информации.
Их услуги кастинга также на очень высоком уровне! Вы можете посетить их веб-сайт для получения дополнительной информации об их гидах, ценах и информации.
Это 30-секундное (приблизительно) видео показывает магазин 4D-моделей в действии!
Формы Грифон | Литье белого металла
«Griffin Molds JJP Ltd специализируется на изготовлении и литье центробежных форм». — это вступительный слог этой компании по литью из белого металла, расположенной в Бирмингеме / Великобритания. Свои услуги в настоящее время рекламируют, предлагая изготовление форм и литье для миниатюр.
Lancer Miniatures
Lancer Miniatures — еще одна британская компания по литью из белого металла, специализирующаяся на миниатюрах для варгеймов. На их веб-сайте есть раздел, в котором содержится дополнительная информация о центробежном литье / литье из белого металла.
Lancer Miniatures в прошлом тоже посещали конференции по настольным играм, если вы предпочитаете встретиться с ними лично.
Spin Box
Spin Box предлагает как услуги по отливке миниатюр из белого металла, так и продажу оборудования для спиннинга. Если вы планируете заниматься мелкосерийным литьем самостоятельно, возможно, стоит поговорить об оборудовании.
Миниатюры фанатиков | Литье из классического белого металла
Эта компания демонстрирует высокий уровень мастерства как в создании миниатюр, так и в их литье. Zealot Miniatures также предлагает услугу спиннинга, в которой говорится, что белый металл, который они используют, «не содержит свинца».
Это следует учитывать, если вы собираетесь продавать свои миниатюры. Вы можете узнать больше о миниатюрах Zealot, заглянув на их сайт.
Другая информация о миниатюрах с вращающимся литьем
Спиновое литье по-прежнему широко используется и является популярным выбором для создателей миниатюр. Хотя многие компании также рассматривают литье смолы или литье под давлением для литья больших объемов.
Хотя многие компании также рассматривают литье смолы или литье под давлением для литья больших объемов.
Отливка миниатюр из белого металла по-прежнему заслуживает внимания.
Если вы все еще не уверены в спин-кастинге, вот еще несколько вопросов и ответов об этой услуге.
Содержат ли металлические миниатюры свинец? (Великобритания)
В старые времена, до 1990-х годов, следует отметить, что некоторые металлические миниатюры «действительно» содержали свинец. Некоторые «старые» металлические миниатюры все еще содержат свинец, если они были отлиты из свинцового сплава.
В настоящее время известно, что свинец может быть опасен при проглатывании. Если вы имеете дело со старыми свинцовыми миниатюрами, обязательно мойте руки и избегайте вдыхания каких-либо наполнителей.
Свинцовые миниатюры также нельзя давать детям.
Зная, что металлические миниатюры раньше содержали свинец и были опасны, многие создатели отказались от литья из свинца.
Практика отливки миниатюр из свинца больше не является обычным явлением. Многие миниатюрные колесики теперь отливают из олова, белого металла или даже из пластика или смолы.
Многие миниатюрные колесики теперь отливают из олова, белого металла или даже из пластика или смолы.
Компании по литью миниатюрных металлических изделий (центробежное литье) перешли на сплав под названием «Белый металл», используемый Games Workshop назад 1990-е годы.
«Белый металл» — это общий термин для металлического сплава в литейной промышленности. Сплав может состоять из различных материалов. Обычно этот сплав в настоящее время считается малоопасным.
Многие компании, занимающиеся литьем миниатюрных изделий, заявляют, что используют белый металл, не содержащий свинца.
Если вы покупаете старые миниатюры на таких веб-сайтах, как eBay, имейте в виду, что старые миниатюры 1980-х годов могут содержать свинец и не должны рассматриваться как игрушки или подарки для детей.
Бережно обращайтесь с этими старыми миниатюрами. Если вы взрослый человек, работающий с неокрашенной свинцово-металлической миниатюрой, вы можете рассмотреть возможность использования перчаток в качестве меры предосторожности. Или ищите лучшее руководство и меры безопасности при обращении со свинцовыми миниатюрами.
Или ищите лучшее руководство и меры безопасности при обращении со свинцовыми миниатюрами.
Безопасны ли металлические миниатюры для детей?
Металлические миниатюры не предназначены для детей младше 15 лет из-за того, что они могут содержать мелкие детали, могут содержать некоторый уровень токсичности и особенно очень старые металлические миниатюры – могут содержать свинец.
Всегда рекомендуется проверять детали производителя, чтобы увидеть, из чего отлита миниатюра. Некоторые производители миниатюрных корпусов заявляют, что используют «бессвинцовые» материалы, но металлические миниатюры не подходят для маленьких детей.
Даже для взрослых пыль от резки и наполнения металлических миниатюр может быть опасна при вдыхании. Обязательно мойте руки и пользуйтесь надлежащей вентиляцией при работе с металлическими мини.
Некоторые компании заявляют, что полностью не содержат свинца, в то время как некоторые другие используют в своих миниатюрах олово и определенное количество свинца (менее 5%). Лучше всего уточнить у продавца и производителя миниатюр.
Лучше всего уточнить у продавца и производителя миниатюр.
Но нет, металлические миниатюры не подходят для маленьких детей из-за упомянутых выше условий. Может содержать свинец, мелкие детали и т. д.
Можно ли копировать миниатюры из белого металла?
Нет. Вы не можете копировать миниатюры из белого металла, если они не являются вашим собственным дизайном. Если это ваше собственное творение, вы можете поэкспериментировать с вариантами миниатюры. Но переработка интеллектуальной собственности другой компании является незаконной. Это также включает переделку миниатюры из белого металла.
Подробнее о том, что можно и чего нельзя делать при незаконной переработке миниатюр, см.
Услуги центрифугирования металлических миниатюр | Изготовление миниатюры
Вооружившись знаниями о вращающемся литье миниатюр из белого металла, вы теперь готовы заставить свои вулканизированные формы вращаться в изобилии!
Не все услуги миниатюрного спиннинга одинаковы. Также не все сплавы белых металлов. Это краткий список услуг по центрифугированию миниатюр из металла. (Белый металл): —
Также не все сплавы белых металлов. Это краткий список услуг по центрифугированию миниатюр из металла. (Белый металл): —
- Миниатюры Zealot
- Spin Box
- Миниатюры Lancer
- Формы Griffin 9 0022
- Магазин 4D-моделей
Кто умеет крутить литые миниатюры из металла UK (28 мм)?
Все упомянутые выше компании заявляют, что могут отливать миниатюры из металла в масштабе 28 мм. Будь то Zealot Miniatures, Lancer Miniatures или любые другие.
Чтобы узнать больше об услугах спин-кастинга, лучше всего связаться с компаниями напрямую. На момент написания этой статьи все они рекламировали, что могут создавать миниатюры в масштабе 28 мм.
Ниже приведены некоторые другие интересные статьи о литье, скульптуре и миниатюрах в целом для настольных игр.
Статьи и страницы об услугах центробежного литья миниатюр из металла
- Скульптинг миниатюр Burrows & Badgers
- Руперт Грейлинг – художник Создатель миниатюр
- Является ли незаконным переделка миниатюр
- Сколько стоит создание доски игра
- Какого масштаба старые миниатюры HeroQuest
- Насколько велики старые миниатюры Space Crusade в миллиметрах?
- Преобразование миниатюры
- Инструменты для преобразования миниатюр и лепки
- Список правил настольных игр – Великобритания
- Как снять краску со старых пластмассовых миниатюр
- Что такое словарь определение белого металла ( источник )
- Старые миниатюры из белого металла
- Являются ли старые металлические миниатюры токсичными?
Кто может отливать миниатюры из металла Великобритания – На этом перечень услуг по отливке миниатюр для спиннинга заканчивается.
