Зенкерование применяется для: Что такое зенкерование и для чего оно нужно?
Содержание
Зенкерование отверстий и развертывание отверстий
1. Назначение и инструменты. Зенкерование применяется для ‘чистовой обработки просверленных,’ литых или кованых отверстий с точностью За—4-го классов и 4—5-го классов чистоты, а также для их предварительной обработки под развертывание. Используемые для этой цели режущие инструменты называются зенкерами (рис. 86).
По способу установки на станке зенкеры делятся на хвостовые и насадные, а по конструкции рабочей части — на цельные и сборные.
Хвостовой зенкер (рис. 86, а) по внешнему виду напоминает сверло и состоит из тех же конструктивных частей и элементов. Однако в отличие от последнего зенкер имеет 3—4 зуба и режущую часть по форме усеченного конуса. Неглубокие стружечные канавки обеспечивают повышенную прочность и жесткость зенкера, а увеличенное количество ленточек на калибрующей части создает ему лучшее направление в отверстии. Благодаря этому обеспечивается не только более высокая точность и чистота обработки, но также более строгая прямолинейность оси обрабатываемого отверстия.
Для уменьшения трения о стенки отверстия калибрующая часть зенкера выполняется с обратной конусностью 0,05—0,1 мм на каждые 100 мм длины. Задние углы а в пределах 8—10° создают затачиванием задних поверхностей зубьев на режущей части. Передние углы у получаются за счет винтовой формы стружечных канавок.
Угол конуса режущей части.2ф для зенкеров общего назначения выполняется 120°.
Насадные зенкеры (рис. 86, б и в) имеют коническое отверстие с конусностью 1: 30 и паз под торцовую шпонку для крепления на оправке (рис. 87).
Сборная конструкция зенкеров (рис. 86, в) позволяет многократно
восстанавливать их по мере потери размера. Такие зенкеры состоят из корпуса
3, изготовленного из конструкционной стали, и ножей 2, закрепляемых в пазах корпуса клиньями 1.
Стандартами предусмотрен выпуск зенкеров для отверстий диаметром 10—100 мм двух номеров. Зенкеры № 1 предназначаются
для предварительной обработки отверстий с припуском под развертывание, № 2 — для окончательной обработки с точностью 4-го класса.
Рабочая часть зенкеров выполняется из быстрорежущих сталей либо оснащается пластинками твердого сплава ВК8 или Т15К6. На шейке зенкера маркируются номинальный диаметр, номер и марка материала.
2. Приемы зенкерования. Зенкерование на токарном станке выполняется аналогично сверлению (рис. 88). Заготовку закрепляют в патроне и при необходимости выверяют по отверстию. Зенкер устанавливают в пиноль задней бабки, ось которой должна строго совпадать с осью шпинделя. Заднюю бабку закрепляют на станине в таком месте, чтобы вылет пиноли во время работы был наименьшим. Ручной подачей зенкер подают в отверстие заготовки и по
окончании обработки выводят из него до выключения станка.
Припуск под зенкер у предварительно просверленных отверстий должен составлять 1—3 мм на диаметр в зависимости от размера отверстия.
При зенкеровании литых и кованых отверстий с неравномерным припуском их рекомендуется вначале расточить на глубину 5—10 мм для создания направления зенкеру.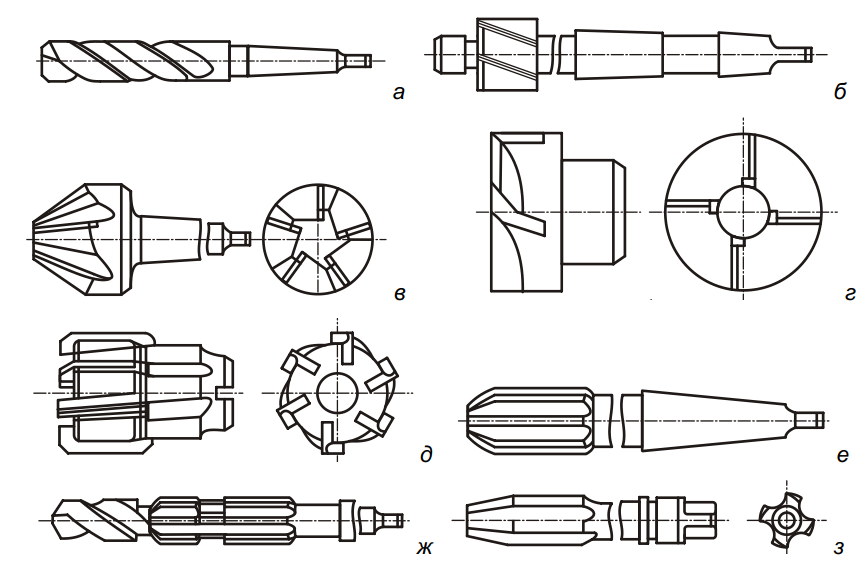
3. Режим резания при зенкеровании. При выборе режима резания для работы зенкером следует учитывать, что глубина резания для него Составляет 1/2 припуска на диаметр отверстия’. Подачу для зенкерования можно увеличить в 1,5—2 раза по сравнению с ее значениями для сверления, а скорость резания принимают в тех же пределах (см. § 2, п.-7 данной главы).
При расчетах элементов режима резания можно пользоваться формулами 2—5 (см. гл. I, § 10).
Обработку отверстий в стальных заготовках быстрорежущими зенкерами необходимо производить с охлаждением эмульсий. При обработке чугуна и цветных металлов, а/также при использовании твердосплавных зенкеров охлаждение обычно не применяют.
4. Брак ори зенкеровании. Возможные виды брака отверстий при зенкеровании приведены в табл. 7.
1. Назначение и инструменты. Развертывание применяют для чистовой обработки отверстий 2—3-го классов точности и 6—8-го классов чистоты после сверления (только при диаметре до 10 мм), зенкерования или растачивания.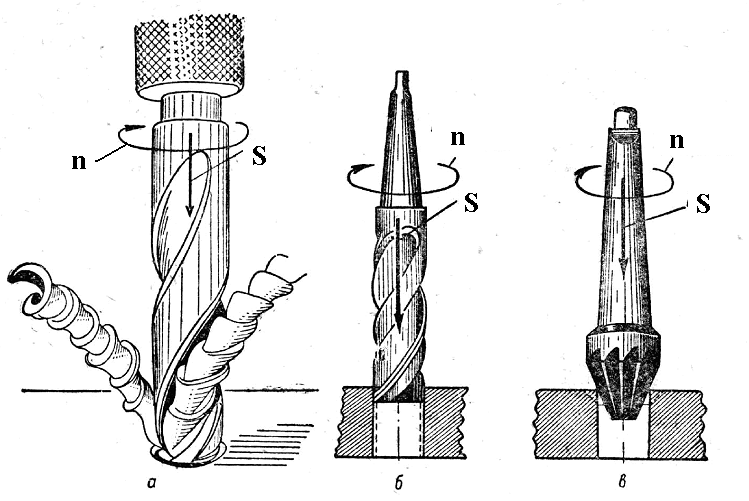 Режущими инструментами для рассматриваемого способа обработки на токарных станках служат машинные развертки (рис. 89). Они отличаются от зенкеров большим количеством зубьев (обычно от 6 до 14), которые, срезая мелкие стружки, обеспечивают более высокую точность и чистоту обработки.
Режущими инструментами для рассматриваемого способа обработки на токарных станках служат машинные развертки (рис. 89). Они отличаются от зенкеров большим количеством зубьев (обычно от 6 до 14), которые, срезая мелкие стружки, обеспечивают более высокую точность и чистоту обработки.
По способу установки на станке развертки делятся на хвостовые и насадные, по конструкции рабочей части — на цельные и сборные. Последние состоят из корпуса и закрепленных в его пазах ножей.
Хвостовая развертка (рис. 89, а) состоит из хвостовика шейки и рабочей части. В свою очередь рабочая часть делится на режущую, калибрующую части и обратный конус.
На режущей части располагаются главные режущие кромки. Наклон их к оси определяется углом в плане ф, величина которого зависит от назначения развертки. Для сквозных отверстий при обработке сталей и других пластичных металлов ф=15°, для хрупких металлов ф = 5°. У разверток для глухих отверстий ф = 60°.
Калибрующая часть имеет цилиндрическую форму. На ней располагаются вспомогательные режущие кромки, предназначенные -для зачистки и калибрования отверстия. Чтобы предупредить повреждения отверстия концами зубьев калибрующей части, в конце ее на небольшой длине выполняется незначительный обратный конус с величиной занижения диаметра на 0,04—0,07 мм.
На ней располагаются вспомогательные режущие кромки, предназначенные -для зачистки и калибрования отверстия. Чтобы предупредить повреждения отверстия концами зубьев калибрующей части, в конце ее на небольшой длине выполняется незначительный обратный конус с величиной занижения диаметра на 0,04—0,07 мм.
В связи с различным назначением главных и вспомогательных режущих кромок форма- заточки зубьев по длине различна. На режущей части (рис. 89, а, сеч. А—А) зубья затачиваются до остроты с углом а=6—8°.. На калибрующей части (рис. 89, а, сеч. Б — Б) но задним поверхностям зубьев оставляются цилиндрические ленточки шириной 0,08—0,5 мм, которые сглаживают поверхность отверстия, улучшают направление развертки и увеличивают ее число переточек.
Передний угол у у разверток обычно выполняют 0°. При повышенных требованиях к качеству обработки его рекомендуется делать отрицательным от —3 до —6°. Вследствие этого резание при развертывании напоминает скобление.
У разверток для сквозных отверстий на переднем торце выполняется фаска шириной 1,5—2,5 мм под углом 45°, которая предохраняет уголки зубьев от выкрашивания при входе в отверстие.
Для повышения чистоты обработки зубья разверток располагают по окружности неравномерно. Это объясняется тем, что в процессе резания всегда имеет место колебание нагрузки на зуб, вызванное неравномерной плотностью обрабатываемого материала и различными включениями в нем. Периодически повторяющиеся ко-
лебания при равномерном расположении зубьев создают местные углубления на поверхности развернутого отверстия. Неравномерное расположение зубьев исключает указанное явление.
Развертки обычно имеют прямые зубья. В некоторых случаях для обработки отверстий с пазами или канавками применяют развертки с винтовыми зубьями, направление которых делают противоположным направлению резания с тем, чтобы развертка не затягивалась в отверстие.
В соответствии с действующими стандартами развертки общего назначения выпускаются диаметром от 0,1 до 300 мм в доведенном виде для отверстий 2—3-го классов точности (А, А2а, А3, Н) либо с припуском под доводку. Последние изготавливаются шести номеров, которые только после доводки по калибрующей части можно применять для обработки отверстий предусмотренной точности. ‘
‘
Рабочая часть разверток выполняется из быстрорежущей стали Р 18 или оснащается твердым сплавом для повышения стойкости.
На развертках маркируется номинальный диаметр, класс точности и марка материала.
2. Приемы развертывания. Подготовка к развертыванию и его выполнение (рис. 90) осуществляются аналогично зенкерованию. Однако в связи с более высокой точностью обработки они имеют некоторые особенности.
1. Развертка срезает тонкие слои металла и не может исправить направление отверстия, ось которого была смещена предварительной обработкой. Поэтому отверстия под развертывание подготавливают зенкерованием или растачиванием. Отверстия небольшого диаметра (до 10 мм) в связи со сложностью расточки и отсутствием для них зенкеров общего назначения развертывают после сверления, которое следует выполнить с особой тщательностью.
2. Припуск под развертывание оставляют небольшой, причем, чем он меньше, тем точность обработки выше. Для его выбора можно руководствоваться следующими данными, мм:
Диаметр отверстия До 5 5—20 20—30 30—50 50—80 80—100
Припуск на диаметр 0,1 0,2 0,25 0,3 0,35 0,4
3. Перед обработкой развертку надо внимательно осмотреть. Точность ее должна соответствовать классу точности обрабатыва-
Перед обработкой развертку надо внимательно осмотреть. Точность ее должна соответствовать классу точности обрабатыва-
емого отверстия. Режущие кромки должны быть острыми, без завалов и забоин. Радиальное биение кромок на режущей части не должно превышать 0,02 мм.
4. Для качественного развертывания необходимо обеспечить строгую соосность развертки и обрабатываемого отверстия. Для этого прежде всего следует тщательно выверить совпадение осей пиноли задней бабки и шпинделя. Кроме того, чтобы исключить влияние погрешности установки заготовки в патроне на качество отверстия, развертывание обычно выполняют за одну установку непосредственно после подготовительных способов обработки отверстия.
Иногда может возникнуть технологическая необходимость развертывания отверстия за отдельную установку заготовки в патроне. В таких случаях развертку необходимо устанавливать на станке в качающихся (рис. 91) или специальных плавающих патронах, позволяющих ей самоустанавливаться по оси обрабатываемого отверстия.
5. Отверстия 2-го класса точности рекомендуется обрабатывать двумя развертками — черновой и чистовой: первая срезает 2/3, вторая — 1/3 припуска.
Черновую развертку обычно изготавливают из потерявшей размер чистовой развертки путем шлифования и доводки калибрующей части.
Автор — nastia19071991
Зенкерование отверстий
Зенкерование применяется для чистовой обработки просверленных, литых и кованых отверстий с точностью 10—11-го квалитетов и шероховатостью Rz = 40—20 мкм, а также для их предварительной обработки под развертывание. Режущие инструменты, используемые при зенкеровании, называются зенкерами (рис. 64).
По способу установки на станке зенкеры делятся на хвостовые и насадные, а по конструкции рабочей части — на цельные и сборные.
Хвостовой зенкер по внешнему виду напоминает сверло ц состоит из тех же конструктивных частей и элементов. Однако в отличие от него зенкер имеет 3—4 зуба и режущую часть в форме усеченного конуса. Неглубокие стружечные канавки обеспечивают повышенную прочность и жесткость такого инструмента, а увеличенное количество ленточек на калибрующей части создав ему лучшее направление в отверстии.
Неглубокие стружечные канавки обеспечивают повышенную прочность и жесткость такого инструмента, а увеличенное количество ленточек на калибрующей части создав ему лучшее направление в отверстии.
Для уменьшения трения о стенки отверстия калибрующая часть зенкера выполняется с обратной конусностью 0,05—0,1 мм на каждые 100 мм длины. Задние углы α в пределах 8—10° образуются затачиванием задних поверхностей зубьев на режущей части. Передние углы γ получаются за счет винтовой формы стружечных канавок. Угол конуса режущей части 2 φ для зенкеров общего назначения выполняется в 120°.
Насадные зенкеры имеют коническое отверстие с конусностью 1:30 и паз под торцовую шпонку для крепления на оправке.
Сборная конструкция зенкеров (рис 64, в) позволяет многократно восстанавливать их по мере потери размера. Такие зенкеры состоят из корпуса 3, изготовленного из конструкционной стали, и ножей 2, закрепляемых в пазах корпуса клиньями ).
Стандартами предусмотрен выпуск двух номеров зенкеров для отверстий диаметром 10—100 мм. Зенкеры № 1 предназначаются для предварительной обработки отверстий с припуском под развертывание, № 2 — для окончательной обработки с точностью 11-го квалитета.
Зенкеры № 1 предназначаются для предварительной обработки отверстий с припуском под развертывание, № 2 — для окончательной обработки с точностью 11-го квалитета.
Рабочая часть зенкеров выполняется из быстрорежущих сталей либо оснащается пластинками твердого сплава. На шейке зенкера маркируются номинальный диаметр, номер и марка материала.
Зенкерование отверстий (рис. 65) выполняется аналогично сверлению. Заготовку закрепляют в патрона и при необходимости выверяют по отверстию. Зенкер устанавливают в пннолъ задней бабки, ось которой должна строго совпадать с осью шпинделя. Заднюю бабку закрепляют на станине в таком месте, чтобы вылет пиноли во время работы был наименьшим. Ручной подачей зенкер подают в отверстие заготовки и по окончании обработки выводят из него до выключения станка.
Припуск под зенкер у предварительно просверленных отверстий должен составлять 1—3 мм на диаметр в зависимости от размера отверстия.
Зенкерование литых и кованых отверстий с неравномерным припуском рекомендуется начинать с расточки их на глубину 5—10 мм, чтобы зенкеру создать направление. При выборе режима резания следует учитывать, что глубина резания для зенкера составляет 1/2 припуска на диаметр отверстия. Подачу для зенкерования можно увеличить в 1,5—2 раза по сравнению с ее значением для сверления, скорость резания принимают в тех же пределах.
При выборе режима резания следует учитывать, что глубина резания для зенкера составляет 1/2 припуска на диаметр отверстия. Подачу для зенкерования можно увеличить в 1,5—2 раза по сравнению с ее значением для сверления, скорость резания принимают в тех же пределах.
Токарная обработка отверстий в стальных заготовках быстрорежущими зенкерами производится с охлаждением эмульсией. При обработке чугуна и цветных металлов, а также при использовании твердосплавных зенкеров охлаждения обычно не применяют.
Развертка | инструмент | Британика
- Развлечения и поп-культура
- География и путешествия
- Здоровье и медицина
- Образ жизни и социальные вопросы
- Литература
- Философия и религия
- Политика, право и правительство
- Наука
- Спорт и отдых
- Технология
- Изобразительное искусство
- Всемирная история
- Этот день в истории
- Викторины
- Подкасты
- Словарь
- Биографии
- Резюме
- Популярные вопросы
- Обзор недели
- Инфографика
- Демистификация
- Списки
- #WTFact
- Товарищи
- Галереи изображений
- Прожектор
- Форум
- Один хороший факт
- Развлечения и поп-культура
- География и путешествия
- Здоровье и медицина
- Образ жизни и социальные вопросы
- Литература
- Философия и религия
- Политика, право и правительство
- Наука
- Спорт и отдых
- Технология
- Изобразительное искусство
- Всемирная история
- Britannica объясняет
В этих видеороликах Britannica объясняет различные темы и отвечает на часто задаваемые вопросы.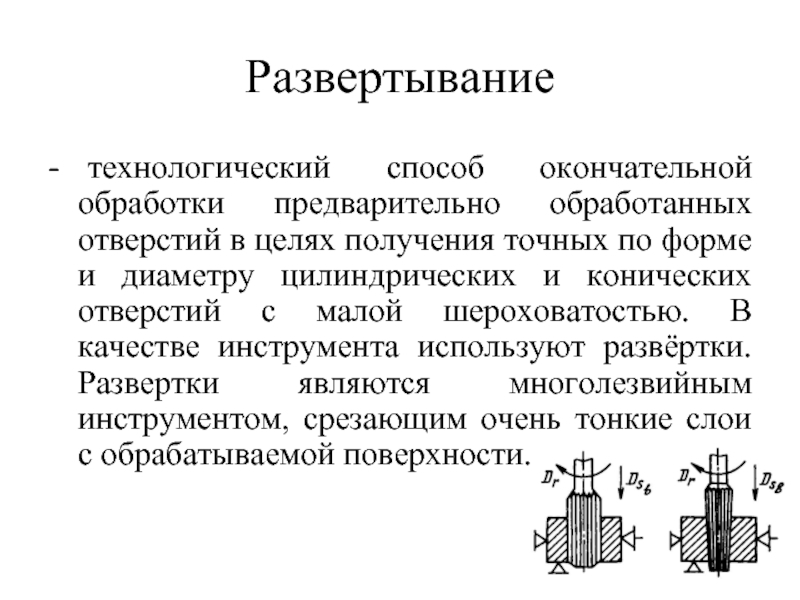
- Britannica Classics
Посмотрите эти ретро-видео из архивов Encyclopedia Britannica. - #WTFact Видео
В #WTFact Britannica делится некоторыми из самых странных фактов, которые мы можем найти. - На этот раз в истории
В этих видеороликах узнайте, что произошло в этом месяце (или любом другом месяце!) в истории. - Demystified Videos
В Demystified у Britannica есть все ответы на ваши животрепещущие вопросы.
- Студенческий портал
Britannica — это главный ресурс для учащихся по ключевым школьным предметам, таким как история, государственное управление, литература и т. д. - Портал COVID-19
Хотя этот глобальный кризис в области здравоохранения продолжает развиваться, может быть полезно обратиться к прошлым пандемиям, чтобы лучше понять, как реагировать сегодня. - 100 женщин
Britannica празднует столетие Девятнадцатой поправки, выделяя суфражисток и политиков, творящих историю.
- Britannica Beyond
Мы создали новое место, где вопросы находятся в центре обучения. Вперед, продолжать. Просить. Мы не будем возражать. - Спасение Земли
Британника представляет список дел Земли на 21 век. Узнайте об основных экологических проблемах, стоящих перед нашей планетой, и о том, что с ними можно сделать! - SpaceNext50
Britannica представляет SpaceNext50. От полёта на Луну до управления космосом — мы исследуем широкий спектр тем, которые подпитывают наше любопытство к космосу!
Содержание
Введение
Краткие факты
Связанный контент
Что такое развертка?
Развертка или развертка для бусин станет прекрасным дополнением к вашей коллекции украшений. Но если вы никогда об этом не слышали, вам может быть интересно: что такое развертка? Ниже мы изложили некоторые основные сведения об инструментах для развертки и о том, как их можно использовать для улучшения вашего проекта по изготовлению ювелирных изделий.
Но если вы никогда об этом не слышали, вам может быть интересно: что такое развертка? Ниже мы изложили некоторые основные сведения об инструментах для развертки и о том, как их можно использовать для улучшения вашего проекта по изготовлению ювелирных изделий.
Что такое развертка и для чего она используется?
Развертка используется для небольшого увеличения размера уже существующего отверстия в металле, чтобы оставить гладкие стороны, удаляя любые заусенцы или шероховатые края. Это заостренный круглый напильник с наконечником, который обычно покрыт алмазной пылью для создания твердой и прочной поверхности, которая отлично подходит для опиливания. Развертки идеальны для тех, кто ищет более точное отверстие, так как они берут предварительно просверленное сверлом отверстие и делают его по-настоящему круглым и точного диаметра.
В чем разница между сверлением, расточкой и развертыванием?
Все три процесса преследуют одну и ту же цель, но как их отличить? Основные различия между сверлением, растачиванием и развертыванием заключаются в том, что каждый из них выполняет разные функции и использует разные инструменты:
- Сверление используется для создания совершенно нового отверстия с помощью сверла.
- Сверление используется для расширения отверстия на токарном станке.
- Развертка используется для совершенствования и сглаживания и использует инструмент развертки.
При создании отверстия процесс растачивания всегда должен идти после сверления, а развертывание должно быть последним – эта последовательность никогда не меняется, так как нельзя растачивать, пока не просверлишь, и нельзя разворачивать, пока При создании отверстия, процесс сверления всегда должен быть первым, затем расточкой и последним должно быть развертывание. Эта последовательность никогда не должна меняться. Сверление формирует отверстие, а два других процесса помогают сформировать точное или лучшее отверстие.
Итак, для чего в ювелирном деле используется развертка?
Обычно в металлообработке используется развертка. Но в ювелирном деле развертки отлично подходят для бисероплетения, поскольку они позволяют создавать точные отверстия для продевания цепочек разного размера. Вам может пригодиться развертка, когда у вас есть острые края, которые могут обрезать вашу нить для бисероплетения, когда ваши бусины не совсем правильно выровнены или отверстия слишком малы для вашей иглы или проволоки для бисероплетения. Инструмент для удаления заусенцев удобен для нанизывания бисера, так как он может аккуратно увеличить отверстия в стеклянных, каменных и керамических бусинах, а это означает, что вам не придется разочаровываться, когда ваша бусина не подходит к проволоке или нитке.
Вам может пригодиться развертка, когда у вас есть острые края, которые могут обрезать вашу нить для бисероплетения, когда ваши бусины не совсем правильно выровнены или отверстия слишком малы для вашей иглы или проволоки для бисероплетения. Инструмент для удаления заусенцев удобен для нанизывания бисера, так как он может аккуратно увеличить отверстия в стеклянных, каменных и керамических бусинах, а это означает, что вам не придется разочаровываться, когда ваша бусина не подходит к проволоке или нитке.
Итак, если вы нашли идеальную бусину для своего дизайна, но недовольны результатом, возьмите набор из 4 алмазных разверток, чтобы избавиться от ненужных остатков и увеличить отверстия для бисероплетения. С выбором из двух конических разверток, одной цилиндрической формы и одной конусной формы у вас есть все, что вам нужно.
Типы разверток: какой выбрать?
Как уже упоминалось, развертка представляет собой круглый напильник, который используется для увеличения, выравнивания или сглаживания отверстий, которые уже были просверлены с помощью сверла или режущего инструмента. Но что вы должны использовать для своего ювелирного проекта? Это будет зависеть от ваших требований и материалов, с которыми вы работаете. Мы составили список некоторых типов разверток, которые могут вам пригодиться при воплощении ваших украшений в жизнь:
Но что вы должны использовать для своего ювелирного проекта? Это будет зависеть от ваших требований и материалов, с которыми вы работаете. Мы составили список некоторых типов разверток, которые могут вам пригодиться при воплощении ваших украшений в жизнь:
- Ручная развертка — как правило, наборы ручных разверток поставляются с наконечниками разного размера для различных буртиков — от плоских напильников до остроконечных разверток.
- Развертка для жемчуга идеально подходит для тех, кто хочет создавать украшения из жемчуга.
- Эти наборы инструментов для развёртки имеют узкие наконечники, которые могут поместиться в естественные маленькие отверстия в жемчуге.
- Развертка аккумуляторная: Они отлично подходят для тех, кто регулярно работает с развертками, или для тех, у кого могут возникнуть трудности с захватом инструментов руками. По сути, они делают всю регистрацию за вас и помогают ускорить производственный процесс.
 Они доступны с насадками разного размера, чтобы удовлетворить широкий спектр проектов и требований по бисероплетению.
Они доступны с насадками разного размера, чтобы удовлетворить широкий спектр проектов и требований по бисероплетению. - Наконечники для округления проволоки: Они часто доступны в качестве насадки для аккумуляторных разверток. Эти наконечники можно использовать для закругления концов проволоки и удаления любых острых краев, которые могут зацепиться или поцарапаться. Их можно использовать как для тонкой проволоки, так и для ушной проволоки ручной работы.
Независимо от того, какой тип развертки вы выберете, вы сможете воспользоваться преимуществами. От экономии денег за счет отсутствия необходимости выбрасывать непригодные бусины до защиты ваших ниток и цепочек от зацепления за грубые заусенцы в отверстиях бусинок.
Отправляйтесь в Cooksongold, чтобы найти все инструменты для бисероплетения , необходимые для совершенствования вашего следующего ювелирного проекта, – от инструментов для разверток до ковриков и досок для бисероплетения, чтобы убедиться, что ваши материалы остаются на месте во время работы.