Твердость абразивных кругов обозначение: Расшифровка маркировки шлифовальных кругов — Виды и обозначения абразивных кругов
Содержание
Твердость абразивного инструмента | ГК Александр
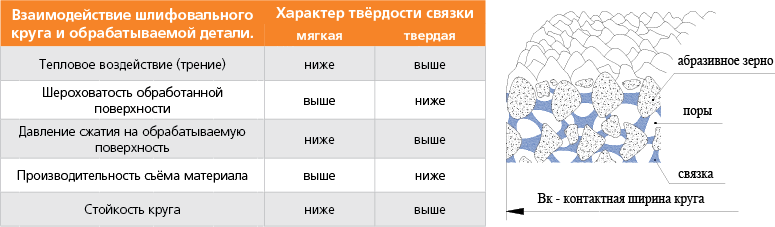
Твёрдость абразивного инструмента понятие крайне относительное и интерпретируется по-разному. Физический смысл: твёрдость означает сопротивление, с помощью которого связующее вещество препятствует выпадению абразивных зёрен из шлифовального круга или другого абразивного инструмента.
Абразивные зерна по мере их затупления должны обновляться путем скалывания или выкрашивания частиц. При слишком твердом круге связка продолжает удерживать затупившиеся и потерявшие режущую способность зерна. В результате процесс резания прекращается и заменяется процессом трения с высокими контактными температурами, при этом на процесс шлифования расходуется большая мощность, изделия нагреваются (возможно их коробление), на поверхности появляются следы дроблении, риски, прижоги и другие дефекты. При слишком мягком круге зерна, не утратившие свою режущую способность, выкрашиваются, меняется геометрия абразивного инструмента, увеличивается его износ. В результате процесс шлифования становится неэффективным, появляется вибрация, необходима принудительная правка круга. В обоих случаях снижается интенсивность съема материала, повышается шероховатость поверхности.
В результате процесс шлифования становится неэффективным, появляется вибрация, необходима принудительная правка круга. В обоих случаях снижается интенсивность съема материала, повышается шероховатость поверхности.
В абразивной отрасли принята условная градация абразивного инструмента по степени твёрдости, которая измеряется пескоструйным контактным способом или звуковым бесконтактным (иногда комплексно). Степени твёрдости регламентированы соответствующими стандартами и позволяют идентифицировать физико-механические свойства абразивного инструмента.
Бесконтактный метод принят только в российских стандартах и охватывает не все виды абразивного инструмента, точного соответствия с пескоструйным методом нет. Но есть преимущество: в процессе проверки выявляются круги (изделия) с трещинами, неравномерной твёрдостью и т.д.
Степени твёрдости, ориентировочное соотношение твердостей по разным стандартам и разными методами приведены ниже в таблице:
При выборе твердости абразивного инструмента следует учитывать следующие факторы:
— химические и физико-механические свойства обрабатываемого материала;
— величина площади контакта между шлифовальным инструментом и обрабатываемым изделием;
— режимами обработки;
— мощность привода станка;
— техническое состояние станка.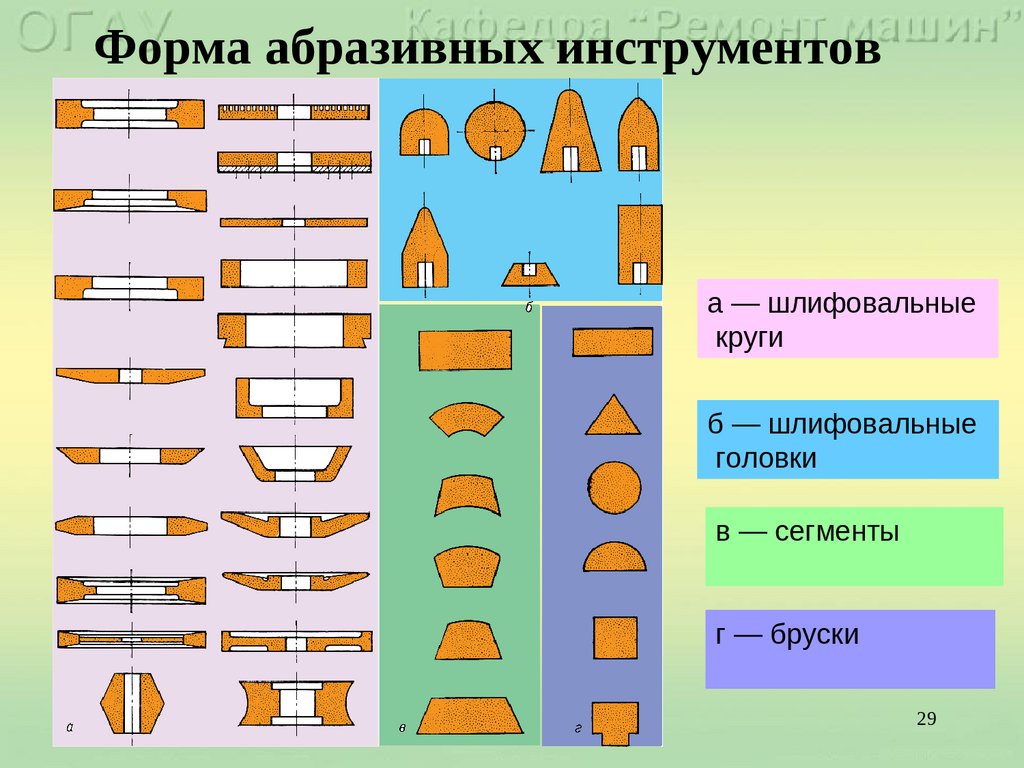
Наиболее общие рекомендации по выбору твёрдости представлены в таблице:
Ведущие европейские специалисты привязывают выбор твёрдости инструмента к твёрдости обрабатываемого материала. Но это должно рассматриваться в каждом случае отдельно.
При выборе твердости круга необходимо руководствоваться следующими общепризнанными постулатами:
— При обработке материалов с высокой твердостью абразивные зёрна интенсивнее истираются и затупляются. Удаление затупившихся зерен скорее происходит в сравнительно мягких кругах. Поэтому для обработки твердых материалов следует применять мягкие абразивные инструменты, а для обработки материалов невысокой твердости — более твердые. Исключение составляет медь, алюминий, свинец, нержавеющая и жаропрочная стали, которые шлифуют мягким инструментом. При обработке вязких материалов отходы шлифования заполняют поры круга, и он становится не пригодным для работы. Тогда правка круга необходима, хотя абразивные зерна в этом случае могут быть еще очень острыми.
— С увеличением площади контакта между кругом и изделием давление на единицу круга уменьшается и, следовательно, обновление затупившихся зерен затрудняется. В этом случае следует использовать более мягкий инструмент.
— Чем больше окружная скорость круга, при прочих равных условиях, тем более мягкий инструмент следует применять. При интенсивных режимах работы — при большой скорости изделия и поперечной подаче — применяются более твердые круги.
— Для предварительных операций можно применять абразивный инструмент более высокой твёрдости, чем для чистовых.
— При шлифовании без охлаждения (всухую) следует использовать более мягкие круги, чем при работе с охлаждением.
— При шлифовании неровных, прерывистых поверхностей применяют более твердые инструменты, чем при шлифовании ровных поверхностей.
— На автоматических станках устойчивых и жестких конструкций со спокойным ходом шпинделя применяются более мягкие круги, чем на станках с ручными подачами.
— Мелкозернистые инструменты должны быть относительно меньшей твердости, а крупнозернистые — большей.
— При заточке лезвий закаленных инструментов, при шлифовании и заточке пластинок из твердых сплавов, при обработке поверхностей изделий, плохо отводящих тепло, тонких, с отверстиями (типа труб) и т.п. применяют мягкие шлифовальные круги.
— При одинаковых условиях шлифования, абразивный инструмент на бакелитовой связке должен быть на две степени тверже, чем аналогичный на керамической связке.
— Мягкие круги экономичнее твердых, так как реже правятся и позволяют вести обработку с более интенсивными режимами. Однако твердость их не должна быть низкой, чтобы они быстро не изнашивались и не теряли форму, особенно при врезном шлифовании.
Следует учесть, что от твёрдости круга в значительной степени зависит и шероховатость обработанной поверхности. Правда прямой зависимости не выявлено. Опытным путём устанавливается оптимальное значение.
Твердость абразивов
Назад к справочной информации
Твердость шлифовального материала
Твердость инструмента в значительной степени определяет производительность труда при обработке и качество обработанной детали. Абразивные зерна по мере их затупления должны обновляться путем скалывания и выкрашивания частиц. При слишком твердом круге связка продолжает удерживать затупившиеся и потерявшие режущую способность зерна. При этом на работу расходуется большая мощность, изделия нагреваются ,возможны их коробления, на поверхности появляются следы огранки, царапины, прижоги и другие дефекты. При слишком мягком круге зерна, не утратившие свою режущую способность, выкрашиваются, круг теряет правильную форму, увеличивается его износ, в результате чего трудно получить детали необходимых размеров и формы. В процессе обработки появляется вибрация, необходима более частая правка круга. Таким образом, в обоих случаях снижается интенсивность съема материала, повышается шероховатость поверхности обрабатываемого изделия.
Абразивные зерна по мере их затупления должны обновляться путем скалывания и выкрашивания частиц. При слишком твердом круге связка продолжает удерживать затупившиеся и потерявшие режущую способность зерна. При этом на работу расходуется большая мощность, изделия нагреваются ,возможны их коробления, на поверхности появляются следы огранки, царапины, прижоги и другие дефекты. При слишком мягком круге зерна, не утратившие свою режущую способность, выкрашиваются, круг теряет правильную форму, увеличивается его износ, в результате чего трудно получить детали необходимых размеров и формы. В процессе обработки появляется вибрация, необходима более частая правка круга. Таким образом, в обоих случаях снижается интенсивность съема материала, повышается шероховатость поверхности обрабатываемого изделия.
Таблица: Выбор твердости абразивных инструментов в зависимости от вида обработки
|
Степень твердости инструмента
|
Вид обработки
|
|
ВТ1—ЧТ2
|
Правка абразивных инструментов.
|
|
СТ2—Т2
|
Обдирочные операции, ведущиеся вручную (обработка крупных отливок и поковок) Абразивная отрезка, прорезка канавок. Круглое наружное шлифование методом врезания при необходимости сохранить профиль круга (например, обработка на однокруговых станках шеек коленчатых валов), бесцентровое шлифование ведущими кругами, хонингование отверстий небольших диаметров.
|
|
С2—СТ2
|
Предварительное круглое наружное и бесцентровое шлифование сталей (преимущественно незакаленных) и ковкого чугуна.
|
|
С1—СТ1
|
Плоское шлифование сегментами и кольцевыми кругами на бакелитовой связке.
|
|
С2—СТ2
|
Хонингование и резьбошлифование кругами на бакелитовой связке, профильное шлифование, обработка прерывистых поверхностей.
|
|
СМ1—С2
|
Окончательное и комбинированное круглое наружное бесцентровое, и внутреннее шлифование стали, плоское шлифование периферией круга, резьбошлифование деталей с крупным шагом, глубинное шлифование пазов.
|
|
С1—С2
|
Заточка режущих инструментов вручную.
|
|
СМ1—СМ2
|
Заточка режущих инструментов с механической или автоматической подачами.
|
|
М2—МЗ
|
Заточка и доводка режущего инструмента, оснащенного твердым сплавом, шлифование труднообрабатываемых специальных сплавов.
|
 Шлифование шариков шарикоподшипников и деталей часовых механизмов.
Шлифование шариков шарикоподшипников и деталей часовых механизмов.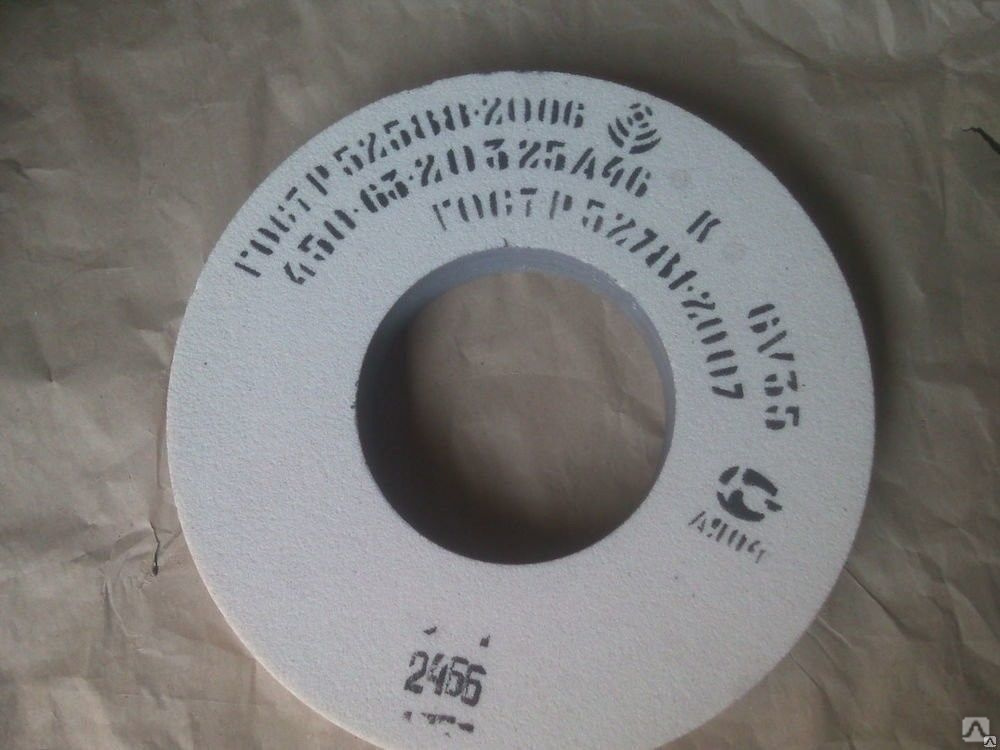
Понятие «твердость абразивного инструмента» не имеет никакого отношения к соответствующему свойству физических тел, в том числе к твердости абразивных материалов. В практике производства и применения абразивного инструмента термин «твердость» введен как комплексный показатель характерной для этого изделия способности к самозатачиванию. Таким образом, величина, характеризующая свойство абразивного инструмента сопротивляться нарушению сцепления между зернами и связкой при сохранении характеристик инструмента в пределах установленных норм, называется твердостью. Шкала твердостей абразивного инструмента состоит из 8 основных степеней твердости. Цифры 1, 2, 3 характеризуют возрастание твердости внутри одной степени.
Таким образом, величина, характеризующая свойство абразивного инструмента сопротивляться нарушению сцепления между зернами и связкой при сохранении характеристик инструмента в пределах установленных норм, называется твердостью. Шкала твердостей абразивного инструмента состоит из 8 основных степеней твердости. Цифры 1, 2, 3 характеризуют возрастание твердости внутри одной степени.
Твёрдостьхарактеризует прочность закрепления абразивных зёрен в инструменте с помощью связки. Иначе — это сопротивляемость связки вырыванию абразивных зёрен с поверхности инструмента под влиянием внешних сил.
Необходимо не путать понятие твёрдости абразивного инструмента с твёрдостью абразивного материала, которая характеризует способность его проникать в другие тела.
Твёрдость определяется количеством и свойствами связки, введённой в инструмент. С увеличением количества связки на 1,5% твёрдость повышается на одну степень. При этом объём связки увеличивается за счёт соответствующего уменьшения объёма пор. Расстояние между зёрнами остаётся неизменным. Кроме того, на твёрдость абразивного инструмента оказывает влияние такие параметры, как давлением при прессовании, температура и длительностью термической обработки.
Расстояние между зёрнами остаётся неизменным. Кроме того, на твёрдость абразивного инструмента оказывает влияние такие параметры, как давлением при прессовании, температура и длительностью термической обработки.
Обычно мягким абразивным инструментом называют такой, из которого абразивные зёрна легко выкрашиваются, а твёрдые — из которого зёрна выкрашиваются с трудом.
Шкала твёрдости шлифовальных кругов
|
Обозначение твёрдости
|
Степень твёрдости
|
|
Весьма мягкийВМ
|
ВМ1, ВМ2, ВМ3
|
|
МягкийМ
|
М1, М2, М3
|
|
СреднемягкийСМ
|
СМ1, СМ2
|
|
СреднийС
|
С1, С2
|
|
СреднетвёрдыйСТ
|
СТ1, СТ2, СТ3
|
|
ТвёрдыйТ
|
Т Т1, Т2
|
|
Весьма твёрдыйВТ
|
ВТ ВТ1, ВТ2
|
|
Чрезвычайно твёрдыйЧТ
|
ЧТ ЧТ1, ЧТ2
|
.
Цифры 1, 2, 3 справа от буквенного обозначения твёрдости характеризует степень твёрдости абразивного инструмента в порядке её возрастания.
Согласно DIN 69100 твёрдость обозначается буквами латинского алфавита от А до Z в порядке увеличения.
Ориентировочная шкала перевода обозначений степени твёрдости DIN — ГОСТ.
|
F — G
|
ВМ1
|
|
G — H
|
ВМ2 — ВМ3
|
|
Y
|
М1
|
|
I
|
М2
|
|
J
|
М3
|
|
K
|
СМ1
|
|
K — L
|
СМ2
|
|
L — M
|
С1
|
|
M — N
|
С2
|
|
N
|
СТ1
|
|
O
|
СТ2
|
|
O — P
|
СТ3
|
|
P — Q
|
Т1
|
|
Q — R
|
Т2
|
|
R
|
ВТ1
|
|
R — S
|
ВТ2
|
|
S — T
|
ЧТ1
|
|
v — W
|
ЧТ2
|
Примечание. Необходимо отметить, что не следует проводить непосредственной связи между типами твёрдости импортных и отечественных кругов.
Необходимо отметить, что не следует проводить непосредственной связи между типами твёрдости импортных и отечественных кругов.
Твёрдость оказывает влияние на режущие свойства и кромкостойкость инструмента, а также на характер его изнашивания в процессе резания. Если прочность закрепления зёрен в инструменте ниже прочности самого абразивного зерна, то изнашивание происходит вследствие выкрашивания зёрен и абразивный инструмент работает в режиме самозатачивания.
Если же прочность абразивного зерна окажется ниже прочности его закрепления в инструменте, то изнашивание будет протекать частично за счёт хрупкого разрушения, скалывания зёрен и , частично, за счёт их стирания с образованием площадок износа на зерне.
Согласно ISO 525 твёрдость обозначают буквами латинского алфавита от A до Z в порядке увеличения .
Обозначение твёрдости согласно ISO 525
|
А
|
B
|
С
|
D
|
Чрезвычайно мягкие
|
|
E
|
F
|
G
|
—
|
Очень мягкие
|
|
H
|
I
|
J
|
K
|
Мягкие
|
|
L
|
M
|
N
|
O
|
Средние
|
|
P
|
Q
|
R
|
S
|
Твёрдые
|
|
T
|
U
|
V
|
W
|
Очень твёрдые
|
|
X
|
Y
|
Z
|
—
|
Чрезвычайно твёрдые
|
Согласно ТУ2.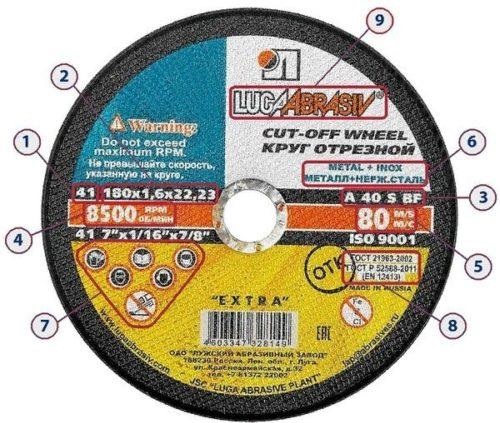 036.0221113.01-91 ( круги шлифовальные на вулканитовой связке ) на вулканитовой связке изготавливаются круги полировальные гибкие твёрдостьюГТ ( гибкие твёрдые),ГС (гибкие средние) ,ГМ(гибкие мягкие),ГВМ( гибкие весьма мягкие ).
036.0221113.01-91 ( круги шлифовальные на вулканитовой связке ) на вулканитовой связке изготавливаются круги полировальные гибкие твёрдостьюГТ ( гибкие твёрдые),ГС (гибкие средние) ,ГМ(гибкие мягкие),ГВМ( гибкие весьма мягкие ).
Твердость шлифовальных кругов — Мегаобучалка
| 150x16x32 | 25А | F46 | L | V | Б |
Твердость шлифовального круга нельзя путать с твердостью абразивного материала. Это разные понятия. Твердость шлифовального круга характеризует способность связки удерживать абразивные зерна от их вырывания под воздействием обрабатываемого материала. Она зависит от многих факторов — качества связки, вида и формы абразива, технологии изготовления круга.
Твердость круга тесно связана с самозатачиваемостью — способностью абразивного круга восстанавливать свою режущую способность за счет разрушения или удаления затупившихся зерен. Круги в процессе работы интенсивно самозатачиваются за счет раскалывания режущих зерен и частичного выкрашивания их из связки. Это обеспечивает вступление в работу новых зерен, предотвращая тем самым появление прижогов и трещин в обрабатываемом материале. Чем меньше твердость круга, тем выше самозатачиваемость. По твердости круги подразделяют на 8 групп.
Круги в процессе работы интенсивно самозатачиваются за счет раскалывания режущих зерен и частичного выкрашивания их из связки. Это обеспечивает вступление в работу новых зерен, предотвращая тем самым появление прижогов и трещин в обрабатываемом материале. Чем меньше твердость круга, тем выше самозатачиваемость. По твердости круги подразделяют на 8 групп.
| Наименование | Обозначение по ГОСТ 19202-80 | Обозначение по ГОСТ Р 52587-2006 |
| Весьма мягкий | ВМ1, ВМ2 | F, G |
| Мягкий | М1, М2, М3 | H, I, J |
| Среднемягкий | СМ1, СМ2 | K, L |
| Средний | С1, С2 | M, N |
| Среднетвердый | СТ1, СТ2, СТ3 | O, P, Q |
| Твердый | Т1, Т2 | R, S |
| Весьма твердый | ВТ | T, U |
| Чрезвычайно твердый | ЧТ | V, W, X, Y, Z |
Выбор твердости шлифовального круга зависит от вида шлифования, точности и формы шлифуемых деталей, физико-механических свойств обрабатываемого материала, типа инструмента и оборудования. На практике в большинстве случаев используют круги средней твердости, обладающие сочетанием относительно высокой производительности и достаточной стойкости.
На практике в большинстве случаев используют круги средней твердости, обладающие сочетанием относительно высокой производительности и достаточной стойкости.
Незначительное отклонение характеристики кругов от оптимальной приводит либо к прижогам и трещинам затачиваемой поверхности, когда твердость круга выше, чем требуется, либо к интенсивному износу круга и искажению геометрической формы затачиваемого инструмента, когда твердость круга недостаточна. Особенно точно по твердости должны быть выбраны круги для заточки инструментов с пластинами из твердых сплавов.
Вот некоторые рекомендации, которые могут быть полезными при выборе шлифовальных кругов по твердости. При заточке инструментов с твердосплавными резцами круг должен обладать высокой самозатачиваемостью. Поэтому при их заточке применяют круги невысоких степеней твердости — H, I, J (мягкий), реже K. Чем больше в твердом сплаве карбидов вольфрама или титана, тем мягче должен быть шлифовальный круг.
Когда требуется выдерживать высокую точность формы, размеров, отдают предпочтение тем видам шлифовальных кругов, которые имеют повышенную твердость.
С использованием смазочно-охлаждающих жидкостей, при шлифовании применяют более твердые круги, чем при шлифовке без охлаждения.
Круги на бакелитовой связке должны иметь твердость на 1-2 ступени выше, чем круги на керамической связке.
Для предотвращения появления прижогов и трещин следует применять более мягкие круги.
Структура
| 150x16x32 | 25А | F46 | L | V | Б |
Под структурой инструмента обычно понимается процентное соотношение объема абразивного материала в единице объема инструмента. Чем больше абразивного зерна в единице объема круга, тем плотнее структура инструмента. Структура абразивного инструмента влияет на величину свободного пространства между зернами.
| Структура | Обозначение |
| Плотная | 1, 2, 3, 4 |
| Средняя | 5, 6, 7 |
| Открытая | 8, 9, 10 |
| Высокопористая | 11, 12 |
При заточке режущих инструментов желательно применять круги с более свободным пространством между зернами, так как это облегчает удаление стружки из зоны резания, уменьшает возможность появления прижогов и трещин, облегчает охлаждение затачиваемого инструмента. Для заточки режущих инструментов применяются круги на керамической связке 7-8-й структуры, на бакелитовой связке — 4-5-й структуры.
Связка
| 150x16x32 | 25А | F46 | L | V | Б |
При изготовлении шлифовальных кругов, абразивные зерна скрепляются с основой и друг другом при помощи связки. Наиболее широко применяемые связки: керамическая, бакелитовая и вулканитовая.
Наиболее широко применяемые связки: керамическая, бакелитовая и вулканитовая.
Керамическая связка изготавливается из неорганических веществ — глины, кварца, полевого шпата и ряда других путем их измельчения и смешивания в определенных пропорциях. Маркировка шлифовальных кругов с керамической связкой содержит букву (V). Старое обозначение — (К)
Керамическая связка придает абразивному инструменту жесткость, теплостойкость, устойчивость формы, но одновременно и повышенную хрупкость, вследствие чего круги с керамической связкой нежелательно применять при ударной нагрузке, например при обдирочном шлифовании.
Бакелитовая связка в основном состоит из искусственной смолы — бакелита. Маркировка кругов с бакелитом имеет в обозначении латинскую букву (B). Старое обозначение — (Б). В сравнении с керамической, бакелитовая связка обладает большей упругостью и эластичностью, меньше нагревает обрабатываемый металл, однако имеет меньшую химическую и температурную стойкость, худшую кромкостойкость.
Бакелитовая связка может быть с упрочняющими элементами (BF, старое обозначение — БУ), с графитовым наполнителем (B4, старое обозначение — Б4).
Вулканитовая связка — это подвергнутый вулканизации синтетический каучук. Маркировка абразивного круга имеет букву (R). Старое обозначение — (В).
В большинстве случаев применяются абразивные круги на керамической или бакелитовой связках. И та и другая имеет свои особенности, которые и определяют их выбор для конкретной работы.
К достоинствам керамической связки относится прочное закрепление зерна в связке, высокая термо- и износостойкость, хорошее сохранение профиля рабочей кромки, химическая стойкость. К недостаткам — повышенная хрупкость, пониженная прочность на изгиб, высокое теплообразование в зоне резания, а, следовательно, и склонность к прижогам обрабатываемого материала.
Достоинствами бакелитовой связки являются эластичность, хорошая самозатачиваемость круга вследствие пониженной прочности закрепления зерна в связке, сниженное теплообразование.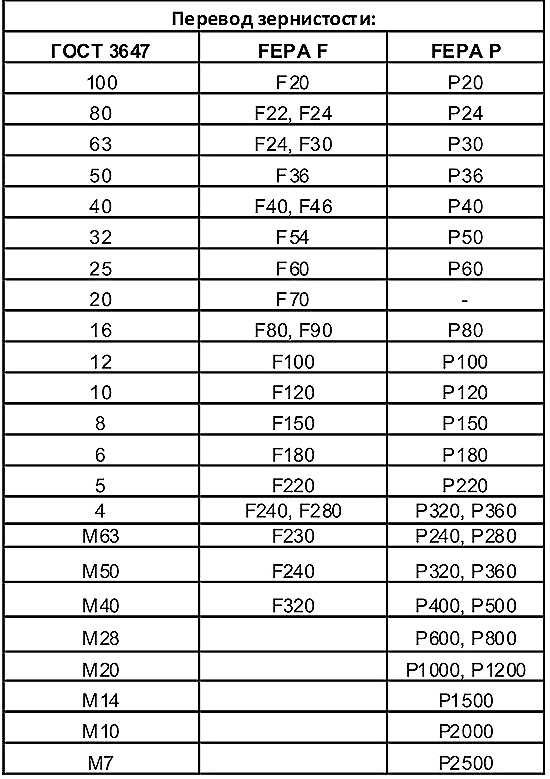 Недостатками — более интенсивный износ в сравнении с керамической связкой, пониженная кромкостойкость, низкая стойкость против охлаждающих жидкостей, содержащих щелочи, невысокая теплостойкость (бакелит начинает приобретать хрупкость и выгорать при температуре выше 200°C).
Недостатками — более интенсивный износ в сравнении с керамической связкой, пониженная кромкостойкость, низкая стойкость против охлаждающих жидкостей, содержащих щелочи, невысокая теплостойкость (бакелит начинает приобретать хрупкость и выгорать при температуре выше 200°C).
Соответствие новой и старой системы маркировки абразивных кругов 2009
Соответствие новой и старой системы маркировки абразивных кругов 2009
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Примечания:
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

Твердость шлифовальных кругов обозначение
По устоявшейся традиции один из самых распространенных инструментов для абразивной обработки – круг шлифовальный. Это связано с тем, что такие изделия с незапамятных времен производились в виде диска с отверстием посередине и использовались для вращательной шлифовки металла, дерева и камня. Применяемый для этих же целей современный инструмент имеет самые разнообразные формы (диск, цилиндр, конус, тарелка, чашка), но в обиходе и технической литературе по-прежнему называется шлифовальным кругом. Материалом для изготовления таких абразивных кругов служит композит, состоящий из прочной основы, равномерно заполненной мелкими режущими зернами. В древности для этих целей использовали природные минералы, в основном твердые песчанки, а в наше время все абразивные композиты искусственные. Шлифовальные круги имеют множество разновидностей и типоразмеров и применяются как при шлифовке приводным инструментом (на болгарках и прямошлифовальных машинках), так и для работы на промышленных шлифовальных станках.
Шлифовальные круги имеют множество разновидностей и типоразмеров и применяются как при шлифовке приводным инструментом (на болгарках и прямошлифовальных машинках), так и для работы на промышленных шлифовальных станках.
Назначение шлифовальных кругов
Шлифовальный инструмент предназначен для удаления поверхностного слоя материала в целях придания детали заданных геометрических размеров или требуемой шероховатости поверхности. Кроме того, прямой шлифовальный диск используется для обдирки литых заготовок, зачистки сварных швов, а также удаления окалины, ржавчины и других загрязнений с поверхности металлических изделий. Различные формы шлифовальных кругов позволяют производить механическую обработку и шлифовку не только прямых, но и криволинейных поверхностей. При этом абразивный инструмент может выступать в роли шаблона для профиля обрабатываемой поверхности. Тонкая шлифовка выполняется для придания поверхности изделия необходимого класса чистоты. Для этого используют полировальные диски с очень мелким зерном и мягкой связкой. Еще одна область использования шлифовальных кругов — заточка различного инструмента: столярного, слесарного и металлорежущего, используемого на станках.
Еще одна область использования шлифовальных кругов — заточка различного инструмента: столярного, слесарного и металлорежущего, используемого на станках.
Отдельную категорию составляют шлифкруги с хвостовиком, предназначенные для работы ручным приводным инструментом с зажимными патронами.
Виды шлифовальных кругов
Существуют различные классификации видов шлифовальных кругов, основанные на их технических характеристиках: по форме, по марке абразива, по виду связки, по зернистости. Совокупности таких параметров определяют вид обработки, для которой может использоваться тот или иной абразивный диск. По производственному назначению они делятся на шлифовальные (для грубой и тонкой шлифовки) и зачистные (обдирочные). Первые применяют для всех типов шлифования и заточки, а вторые — для очистки металлических поверхностей от различных загрязнений.
Один из самых распространенных подвидов шлифкругов, имеющий собственное название, — это наждачные круги, используемые в электроточилах.

Шлифовальные
Абразивные диски, используемые для механообработки, заточных операций, шлифовки и полировки, обобщенно называют шлифовальными. В основном, их применяют для удаления неровностей и уменьшения шероховатости поверхностей на изделиях из минеральных материалов и различных металлов. Существует большое количество форм и типоразмеров такого инструмента, большинство из которых предназначено для шлифовальных работ по металлу. Кроме самых обычных шлифкругов с прямым профилем, которые повсеместно используют для заточки инструмента и обработки плоских поверхностей, существует множество других типов специальной формы. К примеру, тарельчатые круги применяют для обработки зубьев долбяков и фрез, конические — для шлифовки резьбы, чашки — для торцевого шлифования. Также существуют шлифкруги для полировочных работ по плоским и профильным поверхностям.
Обдирочные
Одна из разновидностей вращательного шлифовального инструмента – круг зачистной. По этому названию можно понять, что их применяют для зачистки поверхностей перед основными операциями механообработки или сварки.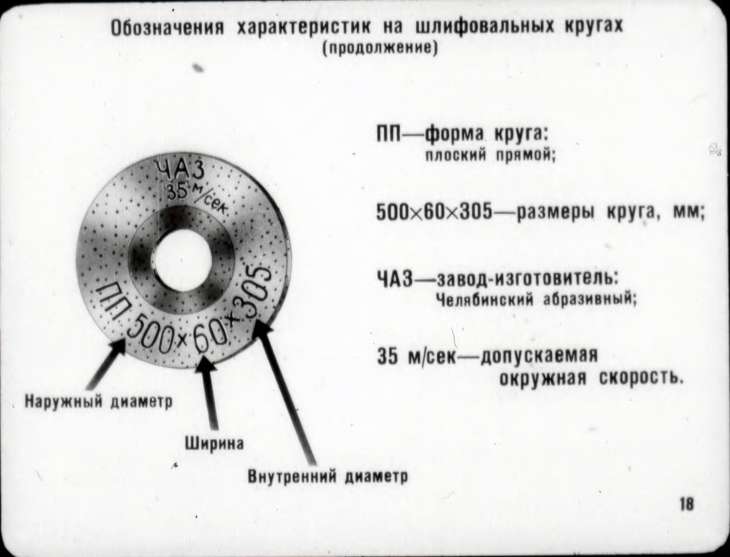 Эти шлифкруги имеют прямой профиль (тип по ГОСТ № 1), и поэтому еще одно наименование такого инструмента — диск зачистной. Они используются для обработки литья и сварных швов, а также для удаления заусенцев, ржавчины и старых лакокрасочных покрытий. Если зачистной диск применяется для снятия корок и окалины с литых заготовок и поковок, то он называется обдирочный. В процессе работы зачистные круги подвергаются сильному ударному воздействию, поэтому в качестве связки в них используют бакелитовые смеси.
Эти шлифкруги имеют прямой профиль (тип по ГОСТ № 1), и поэтому еще одно наименование такого инструмента — диск зачистной. Они используются для обработки литья и сварных швов, а также для удаления заусенцев, ржавчины и старых лакокрасочных покрытий. Если зачистной диск применяется для снятия корок и окалины с литых заготовок и поковок, то он называется обдирочный. В процессе работы зачистные круги подвергаются сильному ударному воздействию, поэтому в качестве связки в них используют бакелитовые смеси.
Обозначения шлифовальных кругов по ГОСТ
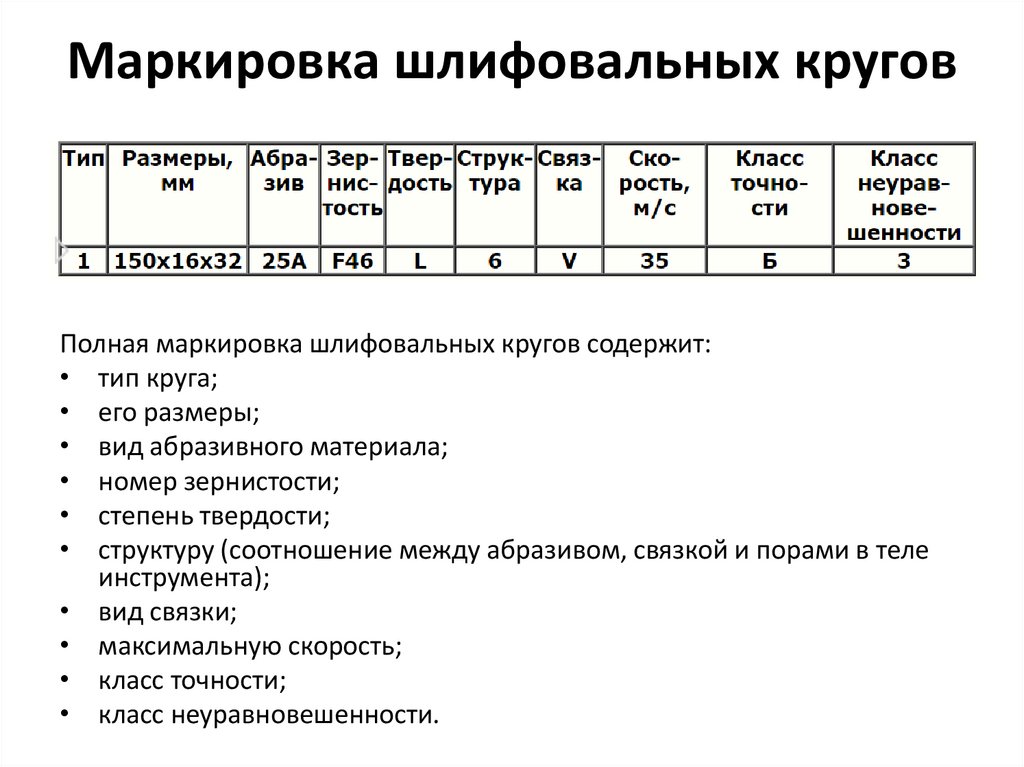
Основными характеристиками шлифовальных кругов являются его форма, геометрические размеры, типы абразива и связующего материала, твердость и скоростные параметры. При маркировке абразивных кругов различные производители ориентируется как на старые, так и на новые редакции ГОСТ, но в целом она содержит одну и ту же информацию с небольшими отличиями, которые, в основном, касаются обозначений зернистости и твердости. Технические параметры шлифкругов могут наноситься на внешнюю поверхность диска как в виде одной строки, так и отдельными информационными блоками.
Однострочная маркировка шлифовального круга, изображенного ниже, выглядит так: 125х20х32 63С 40 К-L V 35 м/с ГОСТ 52781-2007. Если с размерами и скоростью в этой строке все понятно, то остальные параметры требуют расшифровки. 63С означает, что шлифовальный круг изготовлен из зеленого карбида кремния, 40 — код зернистости, K-L — тип твердости, V — керамическая связка. Хотя полный формат ГОСТ маркировочной строки включает в себя десять полей: [Тип] [Размеры] [Марка абразива] [Зернистость] [Твердость] [Структура] [Связка] [Линейная скорость] [Класс точности] [Класс неуравновешенности] [Нормативный документ], – обозначения некоторых характеристик в маркировке реальных изделий могут опускаться.
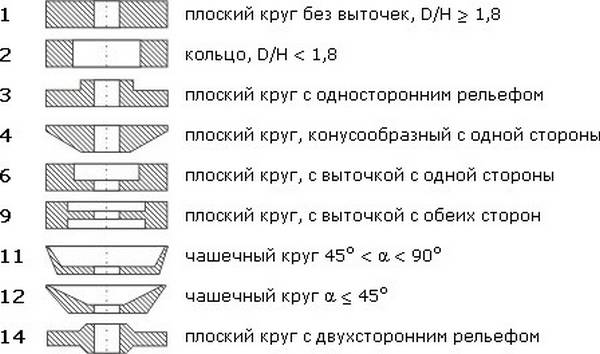
Форма круга
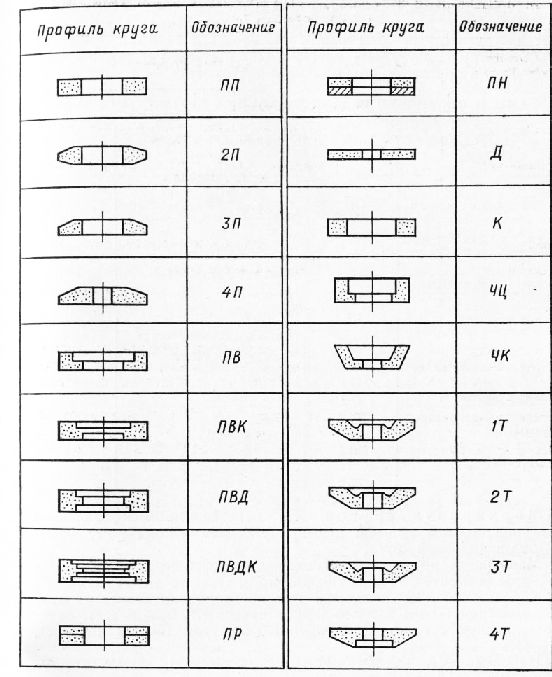
ГОСТ 52781—2007 описывает шлифовальные круги двадцати четырех форм, каждому из которых присвоено название и цифровой код, указываемый в первом поле маркировки. К примеру, самый массовый шлифкруг прямого профиля имеет код «1», а чашечный конический, который в обиходе называют «чашка шлифовальная» — «11». Кроме них, в перечне ГОСТ присутствует множество форм с различными вытачками и профилированными рабочими поверхностями, среди которых самые распространенные — это тарельчатые шлифовальные круги.
Кроме них, в перечне ГОСТ присутствует множество форм с различными вытачками и профилированными рабочими поверхностями, среди которых самые распространенные — это тарельчатые шлифовальные круги.
Размер
В этом же ГОСТ приводятся таблицы с нормативными размерами каждой формы шлифовальных кругов, которые указываются во втором поле маркировочной строки. Для шлифкруга прямого профиля установлен размерный ряд из тридцати диаметров в интервале от 6 до 1250 мм, при этом каждому диаметру соответствует определенный набор значений посадочных отверстий и толщин. Профильные шлифовальные круги имеют гораздо меньше вариантов диаметров: от четырех до десяти.
Вид абразива
Третье поле маркировки шлифовального круга содержит код марки абразива, использованного при его изготовлении. Самыми распространенными среди них являются электрокорунд и карбид кремния. В зависимости от процентного содержания оксида алюминия электрокорунд делится на белый (обозначение сортов — от 22А до 25А) и нормальный (12А÷16А). Кроме того, существует несколько его разновидностей с добавками оксидов хрома, циркония и титана, которые применяют в шлифкругах специального назначения. В качестве абразива используют два вида карбида кремния: черный и зеленый. Сорта первого обозначаются литерами от 52С до 55С, а второго — от 62С до 64С.
Кроме того, существует несколько его разновидностей с добавками оксидов хрома, циркония и титана, которые применяют в шлифкругах специального назначения. В качестве абразива используют два вида карбида кремния: черный и зеленый. Сорта первого обозначаются литерами от 52С до 55С, а второго — от 62С до 64С.
Карбид кремния тверже электрокорунда, но более хрупок, менее теплостоек и хуже удерживается связующим материалом шлифовального круга.
Зернистость
Значение зернистости указывают в четвертом поле маркировки. Этот параметр определяет класс чистоты поверхности после ее обработки шлифовальным кругом: чем меньше размер зерна абразива, тем меньше ее шероховатость. Но мелкое зерно не позволяет снимать большие припуски, что снижает производительность шлифования. Этот параметр необходимо выбирать в соответствии с видом обработки: для обдирки использовать шлифкруги с крупным зерном, а для шлифовки и заточки — с мелким.
В разных ГОСТ и для разных материалов используют отличные друг от друга системы обозначения зернистости шлифовальных кругов. В приведенном выше примере применено обозначение по ГОСТ 3647-80, в соответствии с которым код зернистости необходимо умножить на десять, в результате чего получится примерный размер зерна в микронах. «Примерный» — потому что по таблице ГОСТ числу 40 соответствует интервал в 400–500 мкм. В ГОСТ Р 52381-2005 используется международное обозначение зернистости, которое состоит из буквы F и числа. Эта кодировка подчиняется следующему правилу: чем больше число в обозначении, тем меньше размер зерна. Например, при F 10 размер зерна равен 2085 мкм, а при F 100 — 129 мкм.
В приведенном выше примере применено обозначение по ГОСТ 3647-80, в соответствии с которым код зернистости необходимо умножить на десять, в результате чего получится примерный размер зерна в микронах. «Примерный» — потому что по таблице ГОСТ числу 40 соответствует интервал в 400–500 мкм. В ГОСТ Р 52381-2005 используется международное обозначение зернистости, которое состоит из буквы F и числа. Эта кодировка подчиняется следующему правилу: чем больше число в обозначении, тем меньше размер зерна. Например, при F 10 размер зерна равен 2085 мкм, а при F 100 — 129 мкм.
Твердость
Коду твердости отведено пятое поле маркировки шлифкругов. В данном случае речь идет не об абразиве, а о твердости шлифовального круга, которая в большей степени зависит от вида и качества связующего материала. Этот параметр напрямую влияет на способность шлифовального круга самозатачиваться в процессе обработки материала, т. е. очищаться от поврежденных и затупившихся частиц абразива и таким образом восстанавливать свою режущую поверхность. В соответствии с ГОСТ Р 52587-2006 установлено восемь видов твердости, каждому из которых присвоено несколько латинских букв для обозначения диапазона твердости внутри отдельного вида. Первый вид именуется «весьма мягкий» и обозначается литерами F и G, а последний — «чрезвычайно твердый» (буквы от V до Z). В нашем примере шлифовальный круг обозначен K-L и относится к среднемягким.
В соответствии с ГОСТ Р 52587-2006 установлено восемь видов твердости, каждому из которых присвоено несколько латинских букв для обозначения диапазона твердости внутри отдельного вида. Первый вид именуется «весьма мягкий» и обозначается литерами F и G, а последний — «чрезвычайно твердый» (буквы от V до Z). В нашем примере шлифовальный круг обозначен K-L и относится к среднемягким.
Структура
В шестом поле маркировочной строки указывают код структуры шлифовального круга. В данном случае слово «структура» означает соотношение объема абразивных частиц к общему объему изделия. Этот параметр характеризуется понятием «плотность»: чем больше зерен в единице объема, тем выше плотность структуры, а ее состав более абразивен. Плотность структуры имеет 12 градаций, разбитых на четыре группы: от «плотной» (1÷4) до «высокопористой» (11 и 12). У нашего шлифовального круга этот параметр в маркировке отсутствует, но на верхней части этикетки написано: «для электрических точил». Поэтому он, скорее всего, имеет среднюю структуру (5÷7).
Вид связки
Шлифовальные круги сохраняют свою форму и эксплуатационные качества благодаря связующим материалам (связкам), которые обеспечивают работу на заданных скоростях и удерживают в своем объеме абразивные зерна. Основных видов таких связок всего три, и их коды указываются в седьмом поле маркировки шлифкругов. Керамическая состоит из смеси традиционных неорганических веществ (кварцевого песка, глины, полевого шпата и пр.), которые спекаются в жесткий и теплостойкий, но достаточно хрупкий композит. Этот вид связки обозначается буквой V. Бакелитовую связку изготавливают на основе бакелита — твердого и прочного термореактопласта, и она обозначается латинской буквой B. Это два наиболее распространенных вида связующих материалов, используемых при производстве шлифовальных дисков. Основой третьей связки, которая применяется гораздо реже, является вулканизированный синтетический каучук, поэтому она называется «вулканит» (обозначается буквой R). На рисунке ниже по центру бакелитовый, а по краям — керамические шлифкруги.
Скорость вращения
В восьмом поле маркировочной строки указано максимальное значение окружной скорости (т. е. предельной скорости резания). В нашем случае она равна 35 м/с. Скорость резания — это один из главных параметров любого режущего инструмента, и она легко пересчитывается в количество оборотов в минуту. Тем не менее, большинство производителей на своих шлифовальных кругах помимо окружной скорости также указывают предельную скорость вращения.
Класс точности
Классы точности шлифовальных кругов регламентируют допустимые отклонения всех трех геометрических размеров, допуски на эксцентричность и непараллельность, возможность наличия и размер дефектов, а также размер и плотность посторонних включений. Всего существует три класса точности, которые указывают в девятой позиции маркировки. Первый обозначается буквами АА и относится к шлифкругам, предназначенным для высокоточной обработки. По двум другим (А и Б) изготавливают инструмент общего назначения.
Класс неуравновешенности
Последний параметр, код которого завершает маркировочную строку, — это класс неуравновешенности шлифовального круга, который указывает на равномерность распределения массы по объему.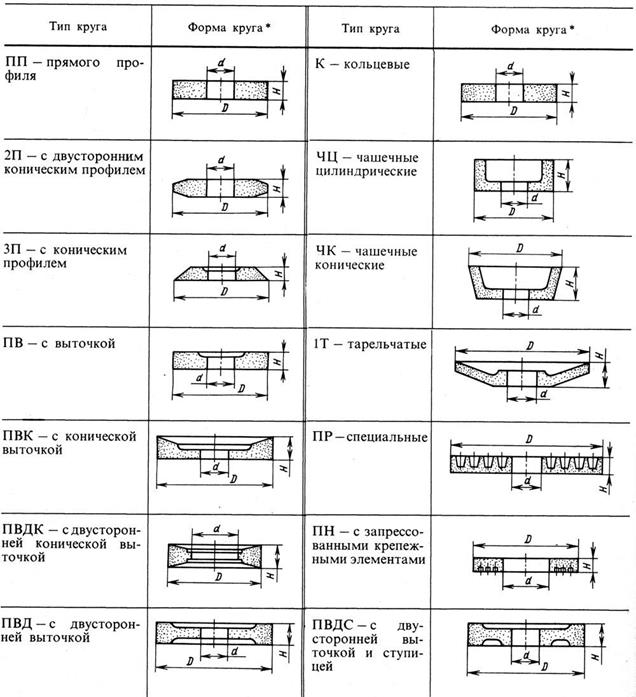 Его величина зависит от качества подготовки и обработки смеси связки и абразива, а также от геометрической точности круга. Всего существуют четыре класса неуравновешенности, которые в маркировке обозначаются цифрами с 1 до 4.
Его величина зависит от качества подготовки и обработки смеси связки и абразива, а также от геометрической точности круга. Всего существуют четыре класса неуравновешенности, которые в маркировке обозначаются цифрами с 1 до 4.
Роль связок
В отличие от резиновых, войлочных, проволочных и фибровых шлифовальных кругов для болгарок и другого приводного инструмента абразивные круги являются монолитными изделиями, работающими на высоких скоростях и испытывающими при этом значительные центробежные, ударные и температурные нагрузки. И если главную роль в обеспечении качества и производительности шлифовки играют абразивные зерна, то механические характеристики, термоустойчивость и способность к самозатачиванию обеспечивают связующие материалы.
Идеальных связок с универсальными параметрами не существует. Керамические обладают достаточной жесткостью, хорошей износостойкостью, устойчивы к воздействию высоких температур и химических веществ. Но они довольно хрупки, и поэтому очень чувствительны к нагрузкам на изгиб и ударным воздействиям.
Бакелитовые довольно эластичны и хорошо самозатачиваются. Но в силу особенностей связующего материала они менее износостойки и не могут работать при высоких температурах. Частичное улучшение качества связующих материалов достигается путем использования специальных добавок.
Как правильно выбрать шлифовальный круг
При выборе шлифовального круга надо хорошо представлять, для чего и на каком устройстве он будет использоваться. К примеру, если это электроточило, то для него необходим круг для работы по обычному металлу (сталь, алюминий, бронза). При этом необходимо точно знать диаметр посадочного отверстия и установочный размер. Очень важно, чтобы скорость вращения электроинструмента не превышала параметр, указанный на маркировке шлифовального круга. Зернистость и вид абразива также имеют значение, но в эти параметры можно особо не вникать, если приобретается обычный круг универсального назначения (как правило, это указано на этикетке). Если же предполагается обрабатывать какие-либо мягкие или особо твердые материалы, то к выбору шлифовального круга надо подойти более внимательно и в случае необходимости проконсультироваться у специалистов.
В маркировке многих шлифкругов почему-то отсутствует такой параметр, как структура, хотя из его описания следует, что он должен напрямую влиять на уровень биения нового диска. Так ли это и действительно ли значение структуры напрямую связано с биением? Если кто-нибудь может ответить на этот вопрос, то, пожалуйста, сделайте это в комментариях к данной статье.
Статья подготовлена при поддержке экспертов компании ДиамМаркет – товары для обработки камня.
Шлифовальный диск – один из видов абразивного инструмента наряду с головками, сегментами, брусками, абразивными лентами и шлифшкурками, активно применяемый для обработки различного рода поверхностей. Абразивами, используемыми для изготовления шлифкругов, являются прочные, высокотвердые вещества: алмаз, корунд, кварц, а также искусственные материалы – электрокорунд, синтетические алмазы, карбид кремния и бора и прочие. Зерна этих веществ подвергают механической обработке поверхность других материалов, в плане назначения их можно сравнить с зубьями обычной пилы, но расположенные не по краям, а по периметру диска. Шлифовальные круги применяются для обработки многих материалов: углеродистой стали, стекла, пластика, бронзы, кованого железа и цветных металлов. Кроме того, они применяются в инструментах для резки кирпича, камня, керамической плитки, гипсокартона.
Шлифовальные круги применяются для обработки многих материалов: углеродистой стали, стекла, пластика, бронзы, кованого железа и цветных металлов. Кроме того, они применяются в инструментах для резки кирпича, камня, керамической плитки, гипсокартона.
Классификация
Непрофессиональная классификация, знакомая многим, разделяет шлифовальные круги на следующие типы:
- Диски с так называемой «липучкой» – специальной тканью, которая нанесена на шлифбумагу.
- Лепестковые круги – имеют поверхность из абразивного материала, расположенного в виде веерного наложения слоев. Они очень прочные, обеспечивают ровную поверхность после обработки, чаще всего применяются для шлифовки труб или деревянных поверхностей.
- Фибровые диски, состоящие из вулканизированной бумаги с многослойной структурой. На станок они крепятся с помощью опорной тарелки с необходимым сечением. Применяются фибровые диски для зачистки металлических, деревянных, стальных изделий.
- Алмазные круги, применяемые для финальной обработки.
 Как правило, имеют небольшую прочность.
Как правило, имеют небольшую прочность.
Маркировка шлифовальных кругов
Качественные характеристики абразивных кругов регламентируются ГОСТами, нормативами и техническими условиями. Каждый из шлифкругов имеет свою маркировку по следующим характеристикам:
- Шлифматериал
- Величина диска
- Размер зерен
- Тип диска
- Степень твердости
- Связующее вещество
- Класс неустойчивости
- Структура
- Сегменты
- Оптимальная скорость вращения
Для расшифровки этих пунктов, необходимо рассмотреть маркировку шлифовальных кругов более подробно.
Тип шлифующего абразива
Наиболее часто маркировка абразивных кругов по типу материала встречается следующая:
Маркировка 12А,13А,14А,15А,16А: электрокорунд нормальный (материал с высокой теплостойкостью, хорошей сцепляемостью со связующим веществом, механически прочными зернами). Применяется для обработки кованого железа, чугуна, стали, бронзы, хромированной стали.
22А,23А,24А,25А: электрокорунд белый (более однородный, чем тип 14А, более твердый, с острыми кромками, имеет свойство самозатачиваться, обеспечивает более однородную поверхность обрабатываемого материала). Применяется для заточки и шлифования инструментальной стали, тонкостенных деталей и инструментов, а также отделочной и финишной обработки.
Маркировка абразивных кругов
32А,33А,34А: электрокорунд хромистый.
37А: электрокорунд титанистый.
38А: циркониевый. Чем выше маркировка, тем выше прочность дисков.
Маркировка 52-55С: карбид кремния черный (обладает повышенной твердостью по сравнению с предыдущим типом абразива, и хрупкостью). Применяются для полировки чугунных, гранитных, фарфоровых, кремниевых, керамических, стеклянных поверхностей, а также вязких алюминиевых, медных, резиновых материалов, изделий из жаропрочной стали.
Маркировка 62С,63С,64С: карбид кремния зеленый. Отличается от черного большей хрупкостью.
Маркировка CBN, КНБ, кубонит, боразон: обладает прочностью алмаза, но большей термостойкостью.
Маркировка алмазных кругов: АС2 (обычной прочности), АС4 (повышенной прочности),АС6 (высокой прочности), АС32 (монокристаллы), АС50, АРБ1, АРК4, АРС3. Обладают самой высокой износостойкостью, прочностью, низкой хрупкостью. Применение алмазных кругов находит себя в обработке хрупких и высокотвердых сплавов (чугуна, керамики, кремния, оптического стекла), а также финишного шлифования, резки, заточки твердосплавных инструментов.
Шлифовальные круги, зернистость (маркировка)
Такая характеристика, как зернистость, определяет гладкость обрабатываемой поверхности. Величина зерна шлифовального диска определяет его изнашиваемость, толщину снимаемого слоя металла за один проход и т.д. Чем меньше значение одного зерна, тем более гладкой и чистой получится обрабатываемая поверхность.
Размер зерен определяет маркировку дисков:
- Шлифзерно: размер фракции составляет от №200 до №16
- Шлифпорошок: №№12-4
- Микрошлифпорошок: М63-М14
- Тонкий микрошлифпорошок: М10-М5.

Единицы измерения зернистости приведены в мкм. Маркировка алмазных шлифовальных кругов, точнее, тип их зернистости, обозначается другим способом (через дробь верхнего и нижнего значения).
Маркировка зернистости шлифовальных кругов
Размер кругов
Размеры дисков регламентируются ГОСТом 2424-75. Маркировка D – это числовое обозначение внешнего диаметра, d – внутреннего диаметра, h – высоты (ширины). Наружный диаметр может варьироваться в диапазоне 3-1100 мм, внутренний – от 1,0 до 305 мм, а высота – от 0,18 мм до 250 мм.
Класс неустойчивости (неуравновешенности)
Существует обозначение четырех классов неуравновешенности (от 1 до 4), т.е. допустимых значений отклонения диска от статического баланса. Класс неуравновешенности обозначает отношение массы абразивного диска к точности его геометрической формы. Поэтому часто маркировка неуравновешенности и точности указываются рядом. Класс точности А используется для работы на высокоточном оборудовании, класс Б является более универсальным, АА – диски идеальной формы и геометрии из абразива очень высокого качества.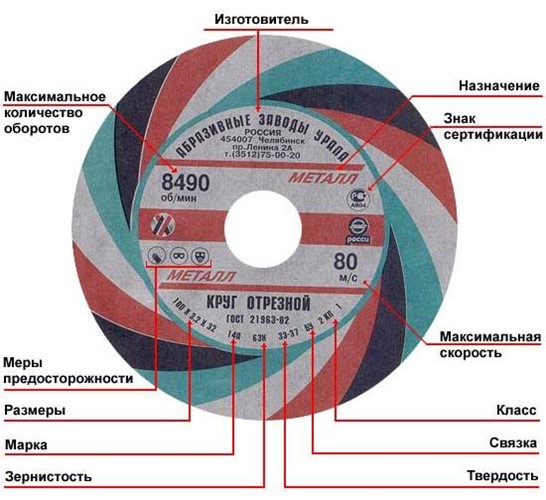
Структура
Плотность структуры обозначается в зависимости от соотношения количества зерен абразива на объем диска. Чем больше абразива на единицу объема шлифкруга, тем плотнее его структура. Если производится заточка инструмента, диск с менее плотной структурой лучше подвержен очистке поверхности от частиц материала, создает меньше риска для возникновения деформации, быстрее охлаждается.
Числовое обозначение структуры следующее:
1,2,3,4 – плотная структура;
5,6,7 – средней плотности;
Маркировка шлифовальных кругов: старая и новая, разница по ГОСТ
Условные показатели дисков до 2008 года регламентировались согласно ГОСТ 2424-83. С 2008 года вступила в действие новая редакция ГОСТ 2424. В 2009 году началась маркировка абразивных кругов по-новому: вступили в силу современные нормы на условное обозначение твердости обрабатывающего инструмента (ГОСТ 52587-2006 взамен старого ГОСТ 18118, 19202, 21323), зернистости (ГОСТ 52381-2005 вместо ГОСТ 3647-80), связок (новый ГОСТ 52588-2006).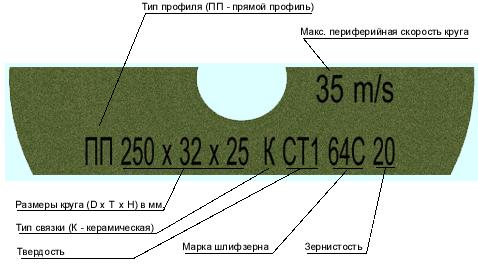
Также современные показатели типов шлифкругов отличаются от принятых в СССР. Существующее обозначение шлифкругов следующее (в скобках указано ранее применяемое обозначение):
- – сечение круга прямого профиля (ПП). Подходит для универсального применения
5 – прямого профиля с односторонней выточкой (ПВ). Применяется для круглого шлифования.
7 – с двумя выточками (ПВД)
10 – со ступицей и двусторонней выточкой
6 – цилиндрический чашечной формы (ЧЦ). Применяются для заточки инструмента.
36 – с крепежными элементами (ПН)
11 – конический чашечной формы (ЧК)
41 – отрезной тип диска
4 – с коническим профилем двустороннего типа (2П)
- – тип с коническим профилем (3П)
12,14 – тарелчатый (Т,1Т).
Маркировка по типам связки
Связка скрепляет шлифовальные зерна с основой и между собой. Обычно на дисках указывается три вида маркировки связок: это вулканитовая, керамическая и бакелитовая.
Первый вид связки обозначается как R, или, вышедшее из употребления обозначение – «В». Она состоит из синтетического каучука, подвергнутого процессу вулканизации.
Керамическая связка маркируется как V, бывшее наименование – «К». Она включает в себя соединение неорганических веществ (глины, кварца). Ее преимуществами является износостойкость, термо-и химическая устойчивость, но вместе с тем и хрупкость.
Бакелитовая связка маркируется как В, ранее известное как «Б4» и «БУ». В ее состав входят искусственные смолы. Это эластичная связка, но в остальном параметры ниже, чем у керамической.
Показатели твердости
Показатель твердости шлифкруга обозначает прочность удерживания зерен связкой на поверхности при воздействии на диск обрабатываемого абразива.
Обозначения твердости диска начинаются с весьма мягкого (ВМ1, ВМ2) до чрезвычайно твердого (ЧТ), в новом обозначении маркировка осуществляется буквами английского алфавита, начиная с F (весьма мягкий) до Z (чрезвычайно твердый).
Чаще всего используются диски средней твердости, но выбор типа степени зависит от вида выполняемой работы, поверхности материала, самого инструмента.
Зернистость
Согласно ранее действовавшему ГОСТ, маркировка степени зернистости выражалась в измерении количества зерен в объеме 10 мкм, для микрошлифпорошка эти значения выражались добавлением буквы «М». Новый стандарт устанавливает обозначение буквой «F» с добавлением числа, которое указывает на степень зернистости. Чем оно больше, тем меньше зерна и наоборот.
Под определением твердости понимают сопротивление связки силам, способствующим выравниванию зерен из абразивного круга.
Технология шлифования не преследует цели создания «вечного» абразивного круга, т.к. сам эффект шлифования полностью зависит от способности инструмента к «самозатачиванию». «Самозатачивание» инструмента в процессе обработки детали происходит благодаря скалыванию затупившихся абразивных зерен и появлению новых режущих граней, удалению остатков изношенных зерен под действием внешних сил и обнажению нового рабочего слоя.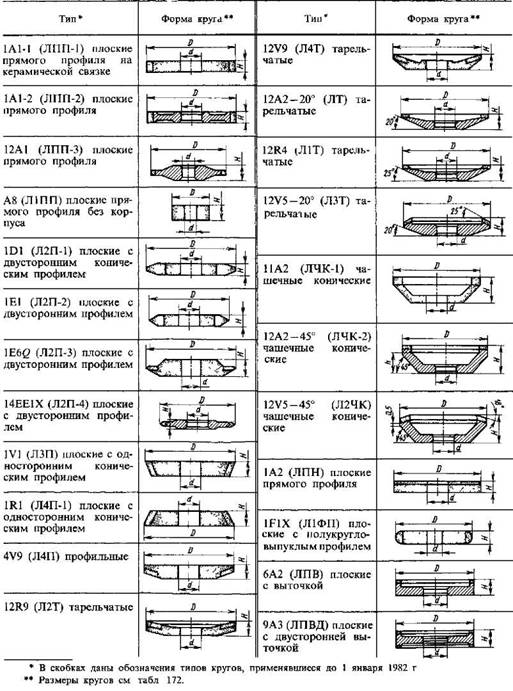
При слишком твердом круге связка продолжает удерживать затупившиеся и потерявшие режущую способность зерна. При этом на работу расходуется большая мощность, изделия нагреваются, на поверхности появляются следы дробления, прожиги и другие дефекты.
При слишком мягком круге связка не оказывает сопротивления выкрашиванию целых зерен из тела круга, что ведет к его быстрому износу, потере правильной формы, нарушению балансировки, появлению вибрации в процессе обработки. В следствии этого трудно получить детали необходимых размеров и форм.
Оба крайних случая ведут к снижению интенсивности съема материала, повышению шероховатости обрабатываемой поверхности.
На выбор твердости влияют следующие факторы :
При выборе твердости круга следует руководствоваться положениями :
1. Твердые материалы скорее истирают абразивные зерна, затупляют их. Удаление затупившихся зерен скорее происходит в сравнительно мягких кругах. Поэтому для обработки твердых материалов следует применять мягкие абразивные инструменты, а для обработки материалов невысокой твердости – более твердые. Исключение составляет медь, алюминий, свинец, нержавеющая и жаропрочная стали, которые шлифуют мягким инструментом. При обработке вязких материалов отходы шлифования заполняют поры круга и он становится не пригодным для работы. Тогда правка круга необходима, хотя абразивные зерна в этом случае могут быть еще очень острыми.
Твердые материалы скорее истирают абразивные зерна, затупляют их. Удаление затупившихся зерен скорее происходит в сравнительно мягких кругах. Поэтому для обработки твердых материалов следует применять мягкие абразивные инструменты, а для обработки материалов невысокой твердости – более твердые. Исключение составляет медь, алюминий, свинец, нержавеющая и жаропрочная стали, которые шлифуют мягким инструментом. При обработке вязких материалов отходы шлифования заполняют поры круга и он становится не пригодным для работы. Тогда правка круга необходима, хотя абразивные зерна в этом случае могут быть еще очень острыми.
2. С увеличением площади контакта между кругом и изделием давление на единицу круга уменьшается и, следовательно, обновление затупившихся зерен затрудняется. В этом случае следует использовать более мягкий инструмент.
3. Чем больше окружная скорость круга при прочих неизменных условиях, тем более мягкий инструмент следует применять. При интенсивных режимах работы, при большой скорости изделия и поперечной подаче применяются более твердые круги.
4. Для предварительных операций применяются более твердые инструменты, чем для чистовых.
5. При шлифовании всухую следует использовать более мягкие круги, чем при работе с охлаждением.
6. При шлифовании неровных, прерывистых поверхностей применяют более твердые инструменты, чем при шлифовании ровных поверхностей.
7. На автоматических станках устойчивых и жестких конструкций со спокойным ходом шпинделя применяются более мягкие круги, чем на станках с ручными подачами.
8. Мелкозернистые инструменты должны быть относительно меньшей твердости, а крупнозернистые – большей.
9. При заточке лезвий закаленных инструментов, при шлифовании и заточке пластинок из твердых сплавов, при обработке поверхностей изделий, плохо отводящих тепло, тонких, с отверстиями (типа труб) и т.п. применяют мягкие шлифовальные круги.
10. При одинаковых условиях шлифования, абразивные инструменты на бакелитовой связке должны быть на две ступени тверже, чем на керамической.
11. Мягкие круги экономичнее твердых, так как реже правятся и позволяют вести обработку в более интенсивных режимах. Однако твердость их не должна быть низкой, чтобы они быстро не изнашивались и не теряли форму.
Мягкие круги экономичнее твердых, так как реже правятся и позволяют вести обработку в более интенсивных режимах. Однако твердость их не должна быть низкой, чтобы они быстро не изнашивались и не теряли форму.
В обозначении твердости в России используются буквы Русского алфавита и цифры. Буквы – это первая буква слова или аббревиатура, например : «М» – «мягкий» ; «СТ» – «средней твердости».
Цифры применяются, если в группе, например – «СТ», выделено несколько степеней твердости – чем больше значение цифры, тем тверже (СТ1, СТ2).
За рубежом в обозначении твердости используются буквы латинского алфавита, начиная с «Е», обозначающей самые мягкие круги и далее, по порядку – в сторону увеличения твердости, как представлено на диаграмме :
Таблица 1. Выбор твердости абразивных инструментов в зависимости от вида обработки.
Презентация на тему «Шлифовальные круги для зачистки сварных швов и их характеристики»
Слайд 1
Презентация на тему: «Шлифовальные круги и их характеристики» Студентки группы 23 Косухин Максим Преподаватель: Шахбанова Валентина Ивановна
Слайд 2
Основным абразивным инструментом для шлифовки, заточки, доводки является шлифовальный круг, характеристиками которого являются форма и геометрические размеры, абразивный материал и его зернистость, связка, твёрдость, структура.
Слайд 3
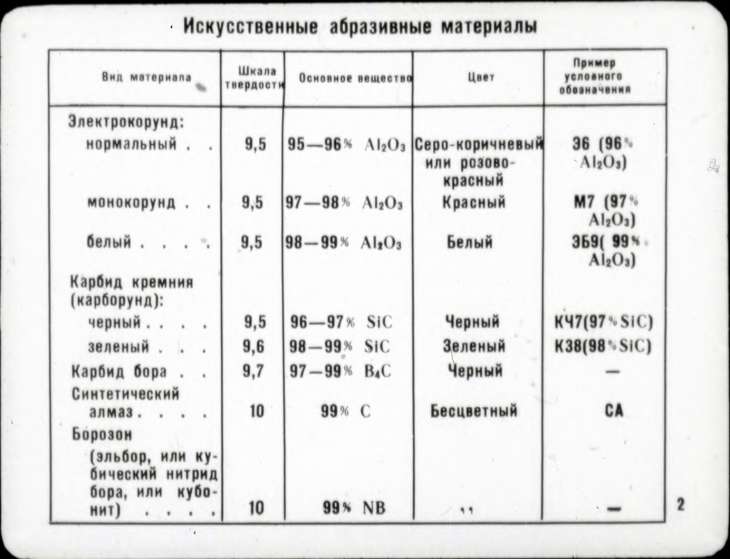
абразивные материалы – бывают естественные (кварцевый песок, наждак, корунд, природный алмаз) и искусственные (электрокорунд, карбид кремния, синтетический алмаз). Широкое распространение в металлообработке получили искусственные абразивы и природный алмаз.
Слайд 4
Твёрдость – способность связки удерживать зёрна в инструменте при воздействии сил резания. Установлена следующая шкала твёрдости шлифовальных кругов: мягкие М1, М2, М3; среднемягкие СМ1, СМ2; средние С1, С2; среднетвёрдые СТ1, СТ2, СТ3; твёрдые Т1, Т2; весьма твёрдые ВТ1, ВТ2; чрезвычайно твёрдые ЧТ1, ЧТ2 При выборе твёрдости шлифовального круга следует придерживаться следующих рекомендаций: 1) чем выше твёрдость материала, тем мельче круг; 2) чем больше глубина шлифования, тем выше твёрдость круга; 3) с увеличением скорости шлифования твёрдость шлифовального круга уменьшается
Слайд 5
форма шлифовальных кругов ПП- плоский прямой; ПВ – плоский с выточкой; ПВД – плоский с двухсторонней выточкой; ЧЦ – чашечный цилиндрический; ЧК – чашечный конический; 2П – плоский с двухсторонним коническим профилем; Т – тарельчатый
Слайд 6
Таблица 1
Слайд 7
Таблица 2 Наименование Обозначение Степень твердости в порядке возрастания Весьма мягкие ВМ ВМ1, ВМ2 Мягкие М М1, М2, МЗ Среднемягкие СМ СМ1, СМ2 Средние С С1, С2 Средне твердые СТ СТ1, СТ2, СТ3 Твердые Т Т1, Т2 Весьма твердые ВТ BTI,BT2 Чрезвычайно твердые ЧТ ЧТ1, ЧТ2 Класс точности инструмента характеризует предельные отклонения его размеров. Шлифовальные круги изготавливают трех классов точности: АА; А; Б (круги класса Б имеют наибольшие предельные отклонения размеров). Шкала твердости абразивных инструментов
Шлифовальные круги изготавливают трех классов точности: АА; А; Б (круги класса Б имеют наибольшие предельные отклонения размеров). Шкала твердости абразивных инструментов
Слайд 8
Характеристики: Зернистость является характеристикой материала, определяющей размер зерна. Зерна подвергаются классификации по крупности частиц путем рассева через сита специальных установок или путем осаждения в жидкости (при разделении частиц размером менее 40 мкм). По крупности зерна абразивных материалов разделяют на группы со следующими номерами зернистости: шлифзерно — 200, 160, 125, 100, 80, 63, 50, 40, 32, 25, 20, 16 шлифпорошки — 12, 10, 8, 6, 5, 4; микрошлифпорошки и тонкие микрошлифпорошки — М63, М50, М40, М28. Номер зернистости шлифзерна и шлифпорошков соответствует величине стороны квадрата ячейки сита в сотых долях миллиметра, на котором остается данная фракция зерна. Например, если зерна проходят через ячейки со стороной 400 мкм, но задерживаются на сетке с размером ячейки 320 мкм, то зернистость порошка обозначается номером 33. Микрошлифпорошки и тонкие микрошлифпорошки обозначаются буквой М и числом, указывающим наибольший размер зерна в микрометрах. В зависимости от процентного содержания основной фракции обозначение зернистости дополняют буквенным индексом В, П, Н, Д (в порядке уменьшения). Выбор круга по зернистости зависит от вида шлифования, величины срезаемого припуска, требуемой шероховатости и точности обрабатываемой поверхности. Наиболее часто применяют абразивные круги средней зернистости 40-16, обеспечивающие высокую производительность, требуемую шероховатость поверхности и точность ее обработки.
Микрошлифпорошки и тонкие микрошлифпорошки обозначаются буквой М и числом, указывающим наибольший размер зерна в микрометрах. В зависимости от процентного содержания основной фракции обозначение зернистости дополняют буквенным индексом В, П, Н, Д (в порядке уменьшения). Выбор круга по зернистости зависит от вида шлифования, величины срезаемого припуска, требуемой шероховатости и точности обрабатываемой поверхности. Наиболее часто применяют абразивные круги средней зернистости 40-16, обеспечивающие высокую производительность, требуемую шероховатость поверхности и точность ее обработки.
Слайд 9
Связка- материал, с помощью которого абразивные зерна закрепляются в абразивном инструменте. Все связки разделяются на три вида: минеральные (керамические), органические и металлические. Керамические связки состоят из нескольких компонентов — огнеупорной глины, полевого шпата, мела, кварца, жидкого стекла и др. Инструменты на керамической связке обладают высокой прочностью, теплостойкостью, химической стойкостью. Однако круги на керамической связке имеют повышенную хрупкость и не могут применяться при ударной нагрузке и небольшой высоте круга (менее 3 мм). В зависимости от скрепляемого абразивного материала и его зернистости применяется несколько разновидностей керамической связки, имеющей различную маркировку: K1, К2, КЗ и др. К органическим связкам относятся бакелитовая, вулканитовая и др. Бакелитовая связка изготавливается на основе фенолформальдегидной смолы, которая придает инструменту прочность и эластичность. Вулканитовая связка изготавливается на основе каучука, подвергнутого вулканизации. Инструменты на этой связке имеют большую упругость, хорошую водостойкость; их широко применяют на прорезных и отрезных работах. Недостаток кругов на вулканитовой и бакелитовой связке — низкая теплостойкость (200-300 0 С). Марки бакелитовой связки Б1, Б2, Б3, вулканитовой — В1, В2, ВЗ и др. Металлические связки представляют собой сплавы меди, олова, цинка, никеля и других элементов и используются для алмазных кругов.
Однако круги на керамической связке имеют повышенную хрупкость и не могут применяться при ударной нагрузке и небольшой высоте круга (менее 3 мм). В зависимости от скрепляемого абразивного материала и его зернистости применяется несколько разновидностей керамической связки, имеющей различную маркировку: K1, К2, КЗ и др. К органическим связкам относятся бакелитовая, вулканитовая и др. Бакелитовая связка изготавливается на основе фенолформальдегидной смолы, которая придает инструменту прочность и эластичность. Вулканитовая связка изготавливается на основе каучука, подвергнутого вулканизации. Инструменты на этой связке имеют большую упругость, хорошую водостойкость; их широко применяют на прорезных и отрезных работах. Недостаток кругов на вулканитовой и бакелитовой связке — низкая теплостойкость (200-300 0 С). Марки бакелитовой связки Б1, Б2, Б3, вулканитовой — В1, В2, ВЗ и др. Металлические связки представляют собой сплавы меди, олова, цинка, никеля и других элементов и используются для алмазных кругов. Наиболее часто из металлических связок применяют связку Ml на бронзовой основе и связку М5 на цинково-алюминиевой основе.
Наиболее часто из металлических связок применяют связку Ml на бронзовой основе и связку М5 на цинково-алюминиевой основе.
Слайд 10
Структура абразивного инструмента характеризует его внутреннее строение, т.е. количественное соотношение и взаимное расположение зерен, связки и пор (мелких пустот) в массе круга. Поры служат для размещения в них стружки. Стружка не должна застревать в порах и при выходе из зоны резания необходимо, чтобы она свободно вылетала из них, иначе круг потеряет свою режущую способность. Различают 4 группы структур: плотные (маркируются номерами от 1 до 4), средние (от 5 до 8), открытые (от 9 до 12) и высокопористые (от 14 до 16). Абразивные инструменты плотной структуры имеют очень тесное расположение зерен (малые поры) и применяются ограниченно, в основном для доводочных работ. У инструмента с открытой структурой обеспечивается большее расстояние между соседними абразивными зернами, лучший отвод стружки. Высокопористые круги предназначены для шлифования мягких и вязких материалов, например резины, кожи, дерева, пластмасс. Наиболее часто применяют круги со средней структурой.
Наиболее часто применяют круги со средней структурой.
Слайд 12
Спасибо за внимание!
Как выбрать шлифовальные круги
Как выбрать шлифовальные круги
Посмотреть увеличенное изображение
Нам часто задают вопросы о том, как правильно выбрать шлифовальные круги. Вот общее правило, которому следует следовать.
Шлифовальный круг состоит из трех основных элементов: абразива (зерен), связки и пор. Тип и комбинация этих трех элементов приводят к очень разным шлифовальным кругам.
Эти три категории более подробно описаны в таблице ниже.
Абразивный материал
Зерна должны быть как можно более твердыми и прочными, чтобы обеспечить максимальный съем материала с заготовки. Существует четыре категории абразивов:
Категория
Материал
Комментарии
Подкатегории
Корунд
Стали твердые и мягкие, нелегированные и легированные стали твердостью до 63 HRc*.
*Твердость по Роквеллу C
Наиболее часто используемый абразив.
Легко одевается.
Корунд нормальный, корунд полублагородный, корунд благородный, корунд монокристаллический, корунд спеченный.
Карбид кремния
Стали закаленные и легированные твердостью до 65HRc, серый чугун.
Повышенный износ алмаза при правке.
Кубический нитрид бора (CBN)
Высоколегированные, закаленные стали, инструментальные стали.
Дорогой абразив, трудно правится.
Алмаз
Твердый металл, стекло, керамика.
Очень дорогой абразив, трудно правится.
Размер зерна может варьироваться в любой из этих четырех категорий. Обычно применяется следующее: чем мельче и тоньше зерно, тем тоньше будет поверхность заготовки (и наоборот).
Кроме того, для предварительного шлифования обычно используется шлифовальный круг с более крупным зерном, а для чистовой шлифовки – шлифовальный круг с более мелким зерном.
Связка
Связка необходима для скрепления зерен в колесе. Он определяет твердость, прочность и режущую способность шлифовального круга. Наиболее часто используются следующие четыре облигации:
Характеристики
Подходящий абразив
Керамическая связка
Подходит для всех четырех абразивов, CBN и алмазов, правится только при вращении.
Корунд, карбид кремния, CBN, алмаз.
Полимерная связка
Условно пригодный для обработки, должен быть очищен при ротации.
CBN, алмаз.
Гальваническая связь
Хорошая связка для эльбора и алмаза, не поддается правке и, следовательно, имеет ограниченный срок службы шлифовального круга.
CBN, алмаз.
Металлическая связка
Трудно одеваться.
CBN, алмаз.
Сорт
Сорт представляет собой прочность сцепления шлифовального круга и часто упоминается как его твердость. Чем выше буквенное обозначение, тем прочнее связь.
Структуры кругов
Структуры кругов (расстояние между частицами зерна) варьируются от открытых до плотных и варьируются в зависимости от различных операций шлифования, в зависимости от площади контакта и типа измельчаемого материала, скорости съема материала и требуемой отделки. Карборунд предлагает круги со стандартной структурой, которые хорошо работают с широким спектром материалов.
Поры
Поры определяются соотношением между зернами и связкой. Они отвечают за удаление стружки и транспортировку смазочно-охлаждающей жидкости к заготовке.
Характеристики
Большой объем пор
Пористый, холодное шлифование, при шлифовании выделяется меньше тепла.
Следовательно, лучшая производительность съема материала.
Малый объем пор
Хорошая стабильность кромок (например, при шлифовании резьбы).
Заключение
Мягкие шлифовальные круги следует использовать для твердых материалов и наоборот. Твердость шлифовального круга в первую очередь определяется связкой. Когда твердые материалы шлифуются мягкими шлифовальными кругами, зерна вырываются, так что снова используются новые легкорежущие зерна. Это известно как «механизм самозатачивания».


Источник: Studer Kerber Schleifring, Art of Grinding.
Нужна помощь в выборе шлифовальных кругов?
Свяжитесь с нами сегодня, чтобы получить бесплатную необязательную консультацию!
Правила подбора характеристик абразивного инструмента к шлифовальным операциям
Указанные в таблице 2, стр. 11 комбинации абразив — размер зерна — класс твердости — структура — тип связки позволяют проектировать и изготавливать абразивный инструмент с множеством различных характеристик .
Кроме того, очень широкий спектр промышленных шлифовальных операций и требований требует наличия различных абразивных инструментов с правильно настроенными параметрами. Необходимым условием успеха является правильный выбор характеристик абразивного инструмента, отвечающих требованиям.
Правила выбора характеристик абразивного круга или сегмента следующие.
1. Обработанный материал. Тип и состояние
- химический состав
- твердость
- вид обработки перед шлифованием
Это важно для выбора:
- Тип абразивного материала
- как правило, синтетический корундовый абразив предпочтительнее для стали и чугуна
- предпочтительны для спеченных карбидов, керамики, бетона, твердого, хрупкого чугуна и т. д.
Карбиды кремния
- Размер зерна
- Мелкое зерно используется для обработки твердых и хрупких материалов
- Крупное зерно используется на мягких и пластичных материалах
- Класс твердости
- Для твердого материала предпочтительны марки с низкой твердостью
- Для мягких материалов предпочтительны марки высокой твердости
2. Вид и характер операции шлифования
Вид и характер операции шлифования
- черновое шлифование (обдирка)
- отсечка
- прецизионное шлифование (черновое или чистовое) и, следовательно, скорость съема припуска и требуемая шероховатость поверхности.
Это важно для выбора:
- Размер зерна
- крупное зерно для быстрого удаления тяжелого материала, большой глубины шлифования и низкой шероховатости поверхности
- мелкая зернистость для чистовой обработки и требований к высокой шероховатости поверхности
- Облигации
- стекловидные связки для прецизионного шлифования, а также резиноидные связки, которые позволяют выполнять чистовую обработку поверхности
- грубая шлифовка и обрезка — только резиноидные и армированные резиноидные связки. При низких рабочих скоростях также можно использовать керамические связки для грубого шлифования.
3. Рабочая скорость шлифовального круга
Это важно для выбора:
- Связка — см.
 Таблицу 2, стр. 11
Таблицу 2, стр. 11
Стандартные прямые шлифовальные круги на керамической связке предназначены для работы на рабочей скорости 35 [м /с] (40 и 45 [м/с] в зависимости от размера зерна и степени твердости).
Для резиноидной связки обычные рабочие скорости составляют соответственно 50 и 63 [м/с].
Повышенные скорости: 45, 50 и 63 [м/с] — в зависимости от связки.
Высокие скорости: 80, 100 [м/с]
Примечания:
- Увеличенные рабочие скорости приводят к более высокой «динамической твердости», и наоборот, более низкие рабочие скорости приводят к более мягкому шлифованию.
- Если необходимы повышенные и высокие рабочие скорости, проконсультируйтесь с производителем.
- Нельзя превышать максимальную безопасную рабочую скорость, указанную на шлифовальном круге.
4. Зона контакта между шлифовальным кругом и измельчаемым материалом
Это важно для выбора:
- Размер зерна
- мелкие зерна для небольших узких контактных поверхностей
- крупное зерно для больших площадей контакта
- Класс твердости
- более высокая степень твердости для небольших и узких контактных поверхностей и наоборот
5. «Сухое» или «мокрое» шлифование (с охлаждающей жидкостью)
«Сухое» или «мокрое» шлифование (с охлаждающей жидкостью)
Важно при выборе:
- Класс твердости
- Как правило, мокрое шлифование позволяет использовать твердость на один класс выше по сравнению с сухим шлифованием.
6. Уровень сложности операции шлифования
Важно для выбора:
- Абразивный материал
- Тяжелые условия грубой эксплуатации (заедание) требуют обычного оксида алюминия 95A и оксида алюминия циркония ZrA или черного карбида кремния 98C.
- хрупкие, рафинированные абразивные материалы — оксид алюминия благородный белый 99А, алюмохромокись CrA, монокорунд MA и их смеси применяются для чистового шлифования твердой, закаленной высококачественной стали
- промежуточные абразивы: полублагородный оксид алюминия 97А и смеси используются для шлифовальных работ средних условий труда и для специальных применений
- зеленый карбид кремния 99C используется для шлифования спеченных карбидов и керамики.

7. Мощность шлифовального станка
Важно при выборе:
- Степень твердости шлифовального станка
- чем выше мощность шлифовального станка, тем выше класс твердости шлифовального круга
Примечание:
Когда мощности главного двигателя шлифовального станка недостаточно, скорость вращения шлифовального круга будет снижена, а шлифовальные свойства шлифовального круга будут снижены, что, в свою очередь, может привести к более высокому давлению, высокому температуры и, как следствие, повреждение шлифовального круга.
Пример: Отрезной шлифовальный станок должен иметь мощность 3 [кВт] на каждые 100 [мм] диаметра шлифовального круга, что для шлифовального круга 41-300 составляет общую мощность главного двигателя 9 [кВт].
8. Приблизительная зависимость между шероховатостью поверхности и размером зерна
Ra [мкм]
Rz [мкм]
46
60
80
100
120
150
180
220
7
1,25
×
6,3
8
0,63
×
×
3,2
9
0,32
×
×
×
1,6
10
0,16
×
×
×
0,8
11
0,08
×
×
0,4
9. На результаты шлифования также влияют следующие дополнительные факторы:
На результаты шлифования также влияют следующие дополнительные факторы:
- параметры шлифования: подача, скорость заготовки, глубина шлифования
- : жесткость, техническое состояние, давление при шлифовании
- параметры и условия повязки
- навык оператора-шлифовщика
Характеристики шлифовального станка
Вышеупомянутые правила имеют определенные исключения, но они обычно подтверждаются практикой.
10. Дополнительные практические руководства
- Запишите характеристики и наименование производителя устанавливаемого шлифовального круга. Если он окажется подходящим, то будет достаточно повторить заказ на покупку. Если нет, то это будет материал для анализа для службы поставщика.
- Замена символов из обозначений шлифовальных кругов от разных поставщиков на обозначение «Andre» может быть некоторым приближением, но не гарантирует такие же результаты шлифования. Это происходит из-за различных материалов и параметров производственных процессов, используемых производителями.
 Поэтому инструменты от нового поставщика необходимо протестировать в определенных условиях шлифования, особенно перед заказом большей партии инструментов.
Поэтому инструменты от нового поставщика необходимо протестировать в определенных условиях шлифования, особенно перед заказом большей партии инструментов.
Примечание:
Примеры применения определенных шлифовальных кругов и сегментов для различных материалов и операций шлифования представлены в следующих каталожных листах.
Материалы для шлифовального круга 331
глубина абразива
Глубина абразивного покрытия на шлифовальном круге. Абразивная глубина — это обозначение, уникальное для суперабразивных шлифовальных кругов на металлической связке или с гальваническим покрытием.
абразивные зерна
Небольшая твердая частица, образующая стружку во время измельчения. Абразивные зерна удерживаются вместе связующим материалом для создания шлифовальных кругов и других абразивных инструментов.
глинозем
Химическое соединение алюминия и кислорода в виде белого порошка или прозрачных кристаллов. Глинозем, также известный как оксид алюминия, представляет собой обычный абразив, обычно используемый для шлифования простой или легированной стали.
Глинозем, также известный как оксид алюминия, представляет собой обычный абразив, обычно используемый для шлифования простой или легированной стали.
оксид алюминия
Химическое соединение алюминия и кислорода в виде белого порошка или прозрачных кристаллов. Оксид алюминия, также известный как оксид алюминия, представляет собой обычный абразив, обычно используемый для шлифования простой или легированной стали.
Американский национальный институт стандартов
АНСИ. Частная некоммерческая организация, которая администрирует и координирует добровольные стандарты и системы для продуктов, услуг и систем в Соединенных Штатах. Обозначения Американского национального института стандартов на шлифовальных кругах указывают размер зерна, тип материала и другую идентифицирующую информацию о круге.
ANSI
Американский национальный институт стандартов. Частная некоммерческая организация, которая администрирует и координирует добровольные стандарты и системы для продуктов, услуг и систем в Соединенных Штатах.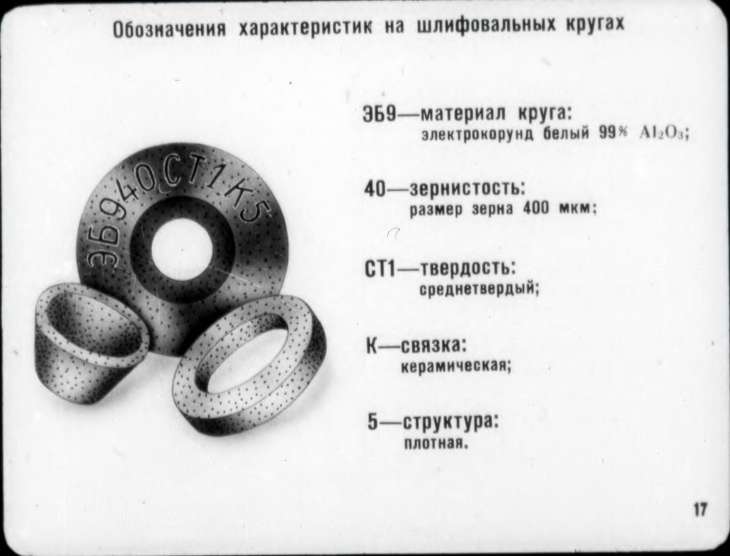 Обозначения ANSI на шлифовальных кругах указывают на твердость круга, размер зерна и другую идентифицирующую информацию.
Обозначения ANSI на шлифовальных кругах указывают на твердость круга, размер зерна и другую идентифицирующую информацию.
дуги контакта
Часть периферии шлифовального круга, которая в любой точке соприкасается с заготовкой. Меньшая дуга контакта требует более твердого шлифовального круга.
бокситовая руда
Алюминиевая руда, из которой извлекают алюминий. Бокситовая руда обрабатывается в электродуговой печи и смешивается с железом и коксом с образованием оксида алюминия.
связующий материал
Клейкий материал в шлифовальном круге, который скрепляет абразивные зерна. Связующие материалы включают стекло, глину, металл, резину и другие материалы.
связующий материал
Клейкое вещество в шлифовальном круге, скрепляющее абразивные зерна. Связующий материал помогает определить твердость шлифовального круга.
облигационный пост
Структурная балка из связующего материала, которая соединяет абразивные зерна в шлифовальном круге. Размер и структура связующего штифта помогают определить твердость шлифовального круга.
Размер и структура связующего штифта помогают определить твердость шлифовального круга.
тип облигации
Сырье, скрепляющее абразивные зерна в шлифовальном круге. Типы связки включают стекловидную, органическую, металлическую и гальваническую.
бронзовые сплавы
Сплав, состоящий в основном из меди с 10-12% олова. Бронзовые сплавы обычно используются для металлических связей.
распределительные валы
Длинный цилиндрический стержень с множеством вращающихся или скользящих лепестков по всей его длине. Распределительные валы можно шлифовать с помощью кругов на органической связке.
углерод
Неметаллический элемент, который соединяется с металлическими элементами при высоких температурах с образованием различных карбидов. Углерод в сочетании с кварцевым песком образует карбид кремния.
соединения углерода
Химический элемент или комбинация химических элементов, содержащая углерод. Углеродные соединения включают как органические, так и неорганические соединения.
Углеродные соединения включают как органические, так и неорганические соединения.
углеродистая сталь
Самая основная форма стали. Углеродистая сталь содержит менее 3% других элементов, кроме железа и углерода.
чугун
Металл, состоящий из железа, более 2% углерода и от 1 до 3% кремния. Чугуны также обычно содержат следовые количества других элементов.
керамический оксид алюминия
Исключительно твердый, прочный и острый обычный абразив, изготовленный из измельченного и высушенного геля оксида алюминия и смешанного с плавленым оксидом алюминия. Зерна керамического оксида алюминия требуют очень больших усилий для разрушения.
керамический оксид алюминия
Исключительно твердый, прочный и острый абразив, изготовленный из измельченного и высушенного геля оксида алюминия. Зерна керамического оксида алюминия требуют очень больших усилий для разрушения.
керамика
Твердый, хрупкий материал, выдерживающий высокие температуры и устойчивый к коррозии. Керамику можно шлифовать с помощью алмазных шлифовальных кругов.
металлокерамика
Композитный материал, изготовленный из керамики и спеченного металла. Керметы обладают высокой термостойкостью и высокой твердостью.
химическое осаждение из паровой фазы
ССЗ. Процесс, в котором используется тепло и радиоволны или микроволны, чтобы разбить богатый минералами газ на части, которые снова собираются на полупроводящей поверхности. Химическое осаждение из паровой фазы используется для создания синтетических алмазов.
химические пары
Газ, образующийся при кипении или испарении жидкости. Химические пары используются в процессе производства бриллиантов.
химически стойкий
Способен выдерживать воздействие химических веществ. Химически стойкие абразивы не вступают в реакцию с заготовками и другими материалами в процессе шлифования.
Химически стойкие абразивы не вступают в реакцию с заготовками и другими материалами в процессе шлифования.
чип
Ненужный кусок материала, удаляемый с заготовки во время шлифовки. Стружка образуется, когда абразивный шлифовальный круг шлифует заготовку.
глина
Тип природного керамического материала. Глина и матовое стекло используются в качестве связующего материала в шлифовальных кругах на керамической связке.
грубый
Крупное зерно в абразивном шлифовальном круге. Крупные зерна создают шероховатую поверхность.
кокс
Углеродсодержащий остаток, остающийся после перегонки угля. Кокс смешивают с железной и бокситовой рудой в электродуговой печи для получения оксида алюминия.
композиты
Материал, содержащий связующий ингредиент и нити твердого армирующего материала. Композиты могут содержать бетон, металл и керамику.
обычные абразивы
Категория абразивных материалов, включающая наиболее часто используемые недорогие абразивы. Обычные абразивы являются тугоплавкими материалами.
охлаждающая жидкость
Жидкость, используемая во время шлифования для очистки, охлаждения и смазки круга и заготовки. Охлаждающая жидкость, также известная как шлифовальная жидкость, помогает предотвратить нагрузку или засорение шлифовального круга.
глубинное шлифование
Метод шлифования, при котором глубина резания увеличивается, а скорость подачи уменьшается. Глубинное шлифование используется для снятия больших объемов материала.
кристаллический
Предсказуемое расположение атомов. Кристаллическая структура присутствует в керамических зернах оксида алюминия.
кубический нитрид бора
КБН. Произведенный суперабразив с твердостью, уступающей только алмазу. Кубический нитрид бора химически устойчив, но быстро изнашивается в присутствии воды при высоких температурах.
Кубический нитрид бора химически устойчив, но быстро изнашивается в присутствии воды при высоких температурах.
отрезать
Операция шлифования, при которой используется тонкий агрессивный шлифовальный круг для разрезания или разрезания материала. Отрезное шлифование требует самозатачивающегося круга, такого как оксид циркония на связке из смолы.
режущие инструменты
Устройство из твердого материала, которое удаляет материал с заготовки. Режущие инструменты можно затачивать с помощью шлифовальных кругов.
ССЗ
Химическое осаждение из паровой фазы. Процесс, в котором используется тепло и радиоволны или микроволны, чтобы разбить богатый минералами газ на части, которые снова собираются на полупроводящей поверхности. CVD используется для создания синтетических алмазов.
алмаз
Самое твердое известное вещество. Алмаз представляет собой суперабразив как природного, так и промышленного происхождения.
электродуговая печь
Нагревательный элемент, использующий электрическую дугу между угольными электродами для плавления стали. Электрические дуговые печи могут помочь устранить нежелательные свойства производимых абразивов.
электрическая печь сопротивления
Устройство, преобразующее электрический ток в тепло. Электрическая печь сопротивления пропускает электрический ток через проводящий материал для выделения тепла.
электрически заряженный
Устройство или раствор, через который протекает ток. Электрически заряженные химические растворы используются для создания гальванических связок для шлифовальных кругов.
гальванические соединения
Суперабразивная связка, создаваемая погружением металлического круга в электрически заряженную химическую ванну, содержащую металлические частицы. Круги с гальваническим покрытием имеют один слой суперабразивных зерен.
гальванические соединения
Тип суперабразивной связки, создаваемый погружением металлического колеса в электрически заряженную химическую ванну, содержащую металлические частицы. Гальванические круги имеют один слой абразивного материала.
гальваника
Метод покрытия, в котором используется электричество и проводящий раствор для нанесения слоя металлического покрытия на металлическую заготовку. Гальваническое покрытие используется для создания суперабразивных шлифовальных кругов.
Федерация европейских производителей абразивов
FEPA. Ассоциация европейских производителей абразивной продукции с прочными связями с производителями в США. Федерация европейских производителей абразивов предоставляет рекомендации по безопасности и стандарты на продукцию, связанные с абразивами.
железный
Металл, содержащий железо в качестве основного ингредиента. Черные металлы включают сталь.
Черные металлы включают сталь.
отлично
Мелкое зерно в абразивном шлифовальном круге. Мелкое зерно обеспечивает жесткие допуски и повышенную чистоту поверхности.
отделка
Процесс шлифования, при котором достигается требуемый размер и чистота поверхности детали. Чистовые операции часто требуют более высоких скоростей и меньшей глубины резания.
силы
Воздействие, вызывающее изменение движения или состояния покоя объекта. Силы при шлифовании влияют на поведение шлифовального круга.
перелом
Разделение объекта на две или более частей в результате стресса. Треснувшие зерна на шлифовальном круге обнажают новые острые края.
рыхлость
Способность абразивного зерна разрушаться и самозатачиваться под нагрузкой. Хрупкость абразивного зерна помогает определить срок службы шлифовального круга.
оценка
Твердость связки в абразивном круге. Марка колеса может быть одинаковой для колес с разной конструкцией.
оценки
Твердость связки в абразивном круге. Марка колеса может быть одинаковой для колес с разной конструкцией.
размером с зернышко
Размер отдельного абразивного зерна в шлифовальном круге. Размер зерна, также известный как размер ячейки, помогает определить допуск и чистоту поверхности, которую может создать круг.
графит
Мягкий черный порошок на основе углерода. Графит может образовываться, когда алмазный шлифовальный круг шлифует черный металл при высоких температурах.
шлифовальная жидкость
Жидкость, используемая во время шлифования для очистки, охлаждения и смазки шлифовального круга и заготовки. Шлифовальная жидкость, также известная как охлаждающая жидкость, помогает предотвратить нагрузку или засорение шлифовального круга.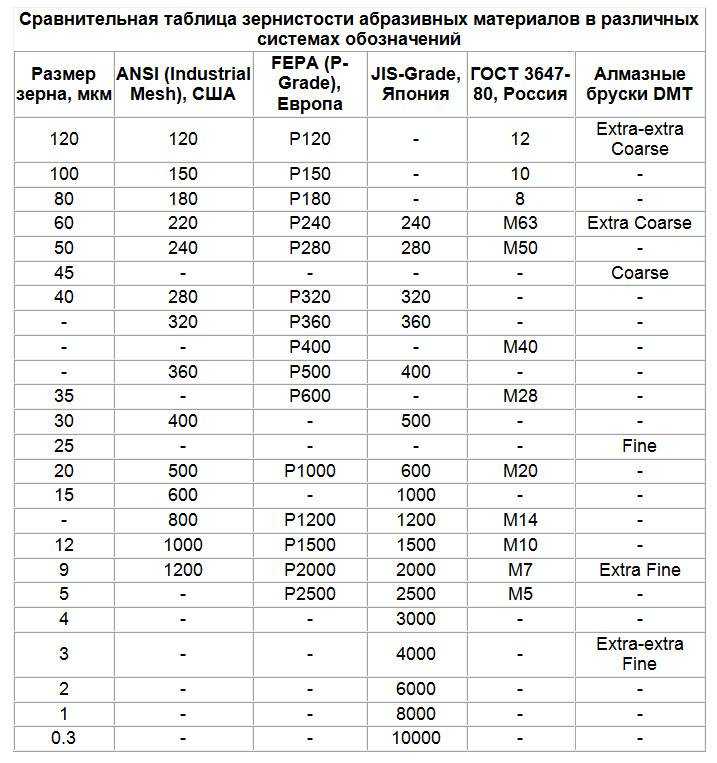
параметры шлифования
Измеряемые скорости движения шлифовальных инструментов и заготовок. Переменные шлифования включают скорость, подачу и глубину резания.
шлифовальные круги
Круг из связанных абразивов, который используется для удаления материала с заготовки. Выбор шлифовального круга зависит от параметров шлифования, конкретной операции шлифования и ожидаемых результатов.
жесткий
Обозначение шлифовального круга, которое указывает на высокий процент присутствующего связующего материала. Твердые круги дольше удерживают абразивные зерна во время шлифования.
твердость
Способность материала сопротивляться проникновению, вдавливанию или царапанью. Твердость шлифовального круга показывает, насколько плотно связующий материал удерживает абразивы.
термическая обработка
Контролируемый процесс нагрева и охлаждения, используемый для изменения структуры материала и изменения его физических и механических свойств.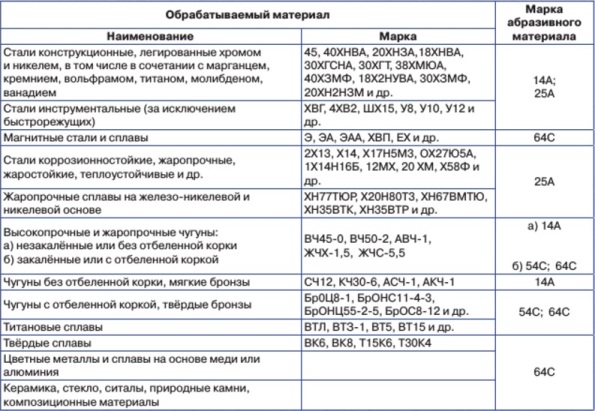 Термическая обработка часто используется для регулировки твердости материала.
Термическая обработка часто используется для регулировки твердости материала.
быстрорежущей стали
ХСС. Высокопроизводительная сталь, используемая для обработки металлов на высоких скоростях резания. Быстрорежущая сталь остается твердой при высоких температурах и устойчива к истиранию.
инертный
Химически неактивны или обладают ограниченной способностью к химическим реакциям. Инертные материалы используются в стекловидных связках.
неорганический
Соединение, не содержащее углерода. Неорганические связующие материалы включают инертные смеси глины и стекла.
изоляторы
Материал с низкой электро- и теплопроводностью. Изоляторы могут уменьшить передачу тепла или электричества между материалами.
утюг
Природно распространенный и широко используемый металл. Железо является основным компонентом стали.
печь
Печь или топка, используемая для обогрева или сушки. Печь используется для финишной обработки шлифовального круга после смешивания абразивов и связки.
линейный дюйм
Единица измерения, соответствующая 1/12 фута. Линейный дюйм — это одномерное измерение, а квадратный дюйм — двумерное измерение.
скорость съема материала
Количество материала, удаляемого с заготовки, измеряется в кубических дюймах в минуту или кубических миллиметрах в секунду. Скорость съема материала колеблется в зависимости от типа абразива в шлифовальном круге, настроек скорости и других факторов.
средний
Обозначение шлифовального круга, указывающее средний процент присутствующего связующего материала. Круги среднего класса обычно имеют керамическую или резиновую связку.
Размер ячейки
Размер отдельного абразивного зерна в шлифовальном круге. Размер ячейки, также известный как размер зерна, помогает определить допуск и чистоту поверхности, которую может создать круг.
Размер ячейки, также известный как размер зерна, помогает определить допуск и чистоту поверхности, которую может создать круг.
металлические связи
Прочный тип связки, используемый для суперабразивных шлифовальных кругов. В металлических связках обычно используются спеченные бронзовые сплавы.
метры в секунду
РС. Измерение скорости, указывающее количество метров, которое точка на вращающемся компоненте проходит за одну секунду. Метры в секунду напрямую зависят от диаметра заготовки или шлифовального круга и скорости его вращения.
метрическая система
Стандартная система мер, основанная на метре и килограмме. Метрическая система признана во всем мире.
микротрещина
Отламывание мельчайших кусочков абразивного зерна на шлифовальном круге. Микротрещины обнажают новые острые грани на абразивном зерне.
микрон
Метрическая единица измерения, равная 0,001 миллиметра или 1/25 тысячной дюйма (0,00004 дюйма). Абразивные зерна среднего размера имеют размер около 65 микрон.
естественный
Возникновение в природе. Природные органические соединения могут использоваться в шлифовальных кругах на органической связке.
природные бриллианты
Встречающаяся в природе форма углеродистого минерала, который является самым твердым известным веществом. Природные алмазы являются суперабразивами с высокой твердостью и износостойкостью.
никель
Коррозионно-стойкий элемент, который сплавляется с другими металлами с образованием суперсплава. Никель, используемый в металлических связках, придает шлифовальному кругу твердость.
цветной
Металл, не содержащий железа. К цветным металлам относятся алюминий, медь и цинк.
органические связи
Тип связи, который содержит углеродные соединения и получен из встречающегося в природе материала. Органические связи имеют тенденцию размягчаться под воздействием высоких температур.
органические связи
Категория связующего материала для шлифовального круга, содержащая соединения углерода. Органические связки включают резиноидные, каучуковые и шеллачные материалы.
полимеры
Легкий пластиковый материал с высоким соотношением прочности и веса. Полимеры бывают природными или синтетическими.
пористость
Относительное количество отверстий или пустот в материале. Пористость шлифовального круга способствует эффективному нанесению шлифовальной жидкости при шлифовании.
пористый
Полный отверстий, которые позволяют материалу поглощать жидкости. Пористые связующие материалы позволяют шлифовальной жидкости течь через шлифовальный круг к дуге контакта.
характеристики
Физико-механические характеристики материала. Свойства абразивного зерна помогают определить, как будет работать шлифовальный круг.
реактивность
Склонность вещества к изменению при воздействии на него другого вещества. Реактивность шлифовального круга может изменить характеристики допуска.
огнеупорный
Материал, способный сохранять прочность при высоких температурах благодаря низкой теплопроводности. К огнеупорным материалам относятся обычные абразивы, такие как оксид алюминия и карбид кремния.
смола
Сырье, которое может быть натуральным или синтетическим и используется для производства пластика. Синтетическая смола используется в резиноидных связках для шлифовальных кругов.
резиноидные связи
Тип связки, используемый в шлифовальных кругах, который обеспечивает быстрое удаление материала и чистовую отделку поверхности. Резиноидные связки изготавливаются из синтетических пластиковых смол.
жесткий
Устойчив к изгибу. Жесткость является важной характеристикой связующих материалов, используемых в шлифовальных кругах.
булочки
Длинная, цилиндрическая и часто очень крупная металлическая деталь. Рулоны используются для изготовления бумаги, листового металла и подобных изделий.
черновая обработка
Процесс шлифования с высокой скоростью съема материала. В процессе черновой обработки заготовка шлифуется близко к ее окончательному размеру, но без учета чистоты поверхности.
резина
Натуральный и очень эластичный полимер, получаемый из сока тропических деревьев. Резина сочетается с серой для использования в шлифовальных кругах с органическими связями.
резина
Жесткий эластичный материал, закаленный и обработанный серой для коммерческого использования. Каучук добывают из сока тропических деревьев.
резиновые связки
Тип органической связки, используемой в шлифовальных кругах. Резиновые связки обеспечивают гладкое шлифование и чистоту поверхности.
полупроводниковый
Материал с электропроводностью больше, чем у изолятора, но меньше, чем у проводника. Полупроводящие поверхности используются в химическом осаждении из паровой фазы.
шеллак бонды
Тип органической связки, используемой в шлифовальных кругах. Связки Shellac можно использовать для полировки или легкой шлифовки.
кварцевый песок
Белый керамический компаунд, используемый в огнеупорных материалах. Кварцевый песок также называют диоксидом кремния.
Карбид кремния
Химическое соединение, состоящее из кремния и углерода. Абразивные зерна карбида кремния тверже, чем зерна оксида алюминия, а также рыхлые и имеют более грубую форму.
агломерация
Прессовать и нагревать порошкообразные материалы близко к точке их плавления для придания твердой формы. Спекание керамических частиц оксида алюминия создает зерна одинакового размера.
спекание
Прессование и нагревание порошкообразных материалов близко к их температуре плавления для создания твердой формы. Спекание создает материалы с однородным составом.
мягкий
Обозначение шлифовального круга, указывающее на низкий процент присутствующего связующего материала. Мягкие шлифовальные круги быстрее освобождают абразивные зерна от связки во время шлифования.
мягкий
Обозначение шлифовального круга, указывающее на низкий процент присутствующего связующего материала. Круги из мягкого сплава быстро выделяют абразивные зерна во время шлифования.
нержавеющая сталь
Очень твердый стальной сплав, содержащий не менее 10% хрома. Нержавеющая сталь устойчива к коррозии и ржавчине.
стальные сплавы
Сталь, содержащая преднамеренно добавленные легирующие элементы для изменения ее характеристик. Стальные сплавы можно шлифовать с помощью оксида циркония или других жестких абразивов.
прочность
Способность материала сопротивляться силам, которые пытаются сломать или деформировать его. Прочность шлифовального круга частично определяется связующим материалом.
субмикронный
Измерение менее 0,001 миллиметра или 1/25 тысячной дюйма (0,00004 дюйма). Субмикронные изломы характерны для керамических зерен оксида алюминия.
сера
Встречающийся в природе химический элемент. Сера сочетается с каучуком для использования в шлифовальных кругах с органическими связями.
суперабразивный
Группа относительно дорогих, но эффективных материалов, обладающих повышенной твердостью, стойкостью к истиранию и теплопроводностью. Суперабразивными материалами для шлифования являются кубический нитрид бора и алмаз.
суперабразивные материалы
Группа относительно дорогих, но эффективных материалов, обладающих превосходной твердостью и стойкостью к истиранию. В качестве суперабразивных материалов для шлифовальных кругов используются кубический нитрид бора и алмаз.
суперсплавы
Сложный металлический сплав, устойчивый к нагреву и коррозии. Суперсплавы обладают высокой прочностью при повышенных температурах.
поверхностный фут в минуту
ул.м. Измерение скорости, определяющее количество футов, которое точка на вращающемся компоненте проходит за одну минуту. Поверхностные футы в минуту напрямую зависят от диаметра заготовки или шлифовального круга и скорости его вращения.
чистота поверхности
Текстура детали после того, как она прошла процесс шлифовки. Чистота поверхности является ключом к производительности готовой детали.
синтетический
Изготовленные или иным образом изготовленные людьми. Синтетические углеродные соединения используются в шлифовальных кругах на органической связке.
синтетические бриллианты
Произведенная форма углеродного минерала, который является самым твердым из известных веществ. Большинство алмазных режущих и шлифовальных инструментов изготовлены из синтетических алмазов.
предел прочности
Способность материала сопротивляться силам, которые пытаются его разорвать или растянуть. Прочность заготовки на растяжение помогает определить необходимый тип абразива в шлифовальном круге.
теплопроводники
Материал, способный передавать тепло. Теплопроводность суперабразивных шлифовальных кругов отводит тепло от операций шлифования.
прочность
Свойство, описывающее способность материала поглощать энергию без разрушения или разрушения. Жесткость противоположна хрупкости.
стекловидные связки
Неорганическая глина или керамический связующий материал, характеризующийся прочностью, жесткостью и устойчивостью к маслам, воде и изменениям температуры. Стекловидные связки одновременно твердые и хрупкие.
износостойкость
Способность материала сопротивляться постепенному износу, вызванному истиранием и трением. Износостойкое абразивное зерно обладает меньшей сыпучестью.
скорость колеса
Окружная скорость шлифовального круга. Скорость круга изменяется в зависимости от связующего материала, абразивного материала и диаметра круга.
оксид циркония
Прочный, крупнозернистый обычный абразив, изготовленный из оксида алюминия и оксида циркония. Циркониевые круги из оксида алюминия часто используются при отрезном шлифовании.
оксид циркония
Ядовитый и тяжелый белый порошок. Оксид циркония смешивают с различными процентными содержаниями оксида алюминия, чтобы сформировать абразивный оксид циркония.
404 ОШИБКА WOODWEB
404 ОШИБКА WOODWEB
| Поиск по всему сайту Поиск в каталоге продуктов Поиск в базе знаний Поиск по всем форумам Поиск по биржевому оборудованию Поиск биржи пиломатериалов Поиск вакансий Поиск объявлений Новости отрасли Поиск Аукционы, распродажи и специальные предложения Календарь событий поиска ———————— Поиск отдельных форумов Клеи Архитектурная мастерская Бизнес Изготовление шкафов САПР ЧПУ Пыль/Безопасность/Завод Отделка Лесное хозяйство Мебель Монтаж Ламинат/твердая поверхность Распиловка и сушка Обработка массивной древесины Добавленная стоимость Древесина Прод. Шпон ВУДнетВорк |
| Главная || Новые посетители | Карта сайта |
Извините. Скорее всего, вы ввели неверный адрес (URL) Список ссылок для навигации по сайту Все комментарии направляйте по адресу: Тип ошибки: 404 Бизнес Покупать и продавать Изготовление шкафов Компьютеры и производство Трудоустройство Пиломатериалы Машины Распиловка и сушка Рекламные возможности Стандартная карта сайта Ресурсы Домашняя страница Видео — Знак Книжный магазин Пиломатериалы/древесина/разное Калькуляторы О WOODWEB Контакты WOODWEB Пользовательское соглашение и условия Ссылка на Стать Каталог продукции Каталог продукции Работа Ламинирование и наплавка Пиломатериалы Машины -ЧПУ -Дверь -Оборудование -Производство дюбелей -Разное Молдинги Электроинструменты Планы и публикации Завод Распиловка Поставщики Инструменты Шпон Токарная обработка дерева Галереи Проект Форумы Последние сообщения со всех форумов Последние обмены 9155 |
Шлифовальные круги для процессов наружного диаметра
Шлифование — это процесс механической обработки, который лучше всего определить как «обработка с большим неизвестным числом неопределенных режущих кромок». Следовательно, он отличается от других процессов обработки, таких как фрезерование и токарная обработка, которые можно определить как «обработку с известным количеством определенных режущих кромок»; см. иллюстрацию 1. Прежде всего, шлифование обеспечивает более качественную обработку поверхности и более высокую точность, чем токарная или фрезерная обработка. Кроме того, шлифование больше подходит для обработки очень твердых материалов, таких как закаленная инструментальная сталь или карбид вольфрама, которые нельзя обтачивать или фрезеровать.
Иллюстрация 1: Шлифование и твердое точение
Кроме того, можно с уверенностью сказать, что можно шлифовать большинство материалов, от мягких до очень твердых. Ассортимент обрабатываемых материалов включает все черные и цветные металлы, стекло, карбид вольфрама и многие другие. Как следует из названия, круглое шлифование относится к шлифованию цилиндрических деталей, таких как валы, кольца или заготовки дискового типа. Круглое шлифование также называют шлифованием по внешнему диаметру (OD) и шлифованию по внутреннему диаметру (ID). Таким образом, круглое шлифование придает заготовкам «округлость». Однако, поскольку современные круглошлифовальные станки имеют множество осей с ЧПУ, которые можно синхронизировать; они также могут шлифовать «некруглые» формы, такие как кулачки, орбитальные геометрии, такие как шейки коленчатого вала, и даже, например, резьбу.
Современный шлифовальный круг
Керамический шлифовальный круг состоит из трех элементов, каждый из которых выполняет определенную функцию. (см. рис. 2). Важно отметить, что в современных кругах используются синтетические абразивные зерна, такие как оксиды алюминия (Al2O3), карбид кремния (SiC), CBN (кубический нитрид бора) и алмаз. Из всех четырех типов абразивов только алмаз существует в качестве природного продукта. Тем не менее, для шлифовальных процессов используются только синтетические алмазы. Природные алмазы используются в неподвижных или вращающихся инструментах для правки шлифовальных кругов.
Иллюстрация 2: Структура шлифовального круга
Помимо абразивных зерен, двумя другими элементами, из которых состоит шлифовальный круг, являются связка и поры. (См. рис. 3). Вкратце, задача абразивных зерен состоит в том, чтобы выполнять резку определенного материала с приемлемой скоростью съема материала, обеспечивать чистоту поверхности в определенном диапазоне и обеспечивать отсутствие прижогов при шлифовании во время обработки. процесс. Связка удерживает абразивное зерно на месте, так что оно не вырывается из-под тяжелых режущих нагрузок на черновых проходах. Несмотря на то, что связка не способствует процессу резания, она имеет первостепенное значение, поскольку косвенно определяет режущее действие, прочно удерживая абразив на месте. Кроме того, что очень важно, связка должна обеспечивать безопасность процесса шлифования на высоких скоростях. Поры придают шлифовальному кругу открытую структуру, чтобы охлаждающая жидкость попадала в зону контакта во время шлифования и чтобы стружка, образующаяся в процессе шлифования, могла быть удалена из зоны шлифования.
Иллюстрация 3: Элементы конструкции шлифовального круга
В идеальном мире нужно стремиться к шлифовальному кругу с как можно более низким процентом связки, с максимально возможным количеством пор и с адекватной долей абразивного зерна внутри матрица колеса. На самом деле, глядя на доступные варианты, керамические шлифовальные круги имеют определенное «окно выполнимости», как показано на рисунке 4, которое представлено так называемой фазовой диаграммой. Белая часть внутри треугольника диаграммы представляет возможные комбинации процентного содержания абразивных частиц – пор – связующего вещества. По сравнению с плоскошлифовальным кругом цилиндрический шлифовальный круг имеет более высокую долю зернистости и связки и, как правило, имеет низкую пористость.
Иллюстрация 4: Фазовая диаграмма шлифовальных кругов
На рисунке 4 показано сочетание 55 % абразивного зерна, 25 % связки и 20 % пор, что типично для цилиндрического шлифовального круга. Плоский шлифовальный круг, используемый, например, в аэрокосмической отрасли, может иметь следующий состав: 40 % зернистости / 10 % связки / 50 % пор.
Спецификация шлифовального круга
Спецификация шлифовального круга стандартизирована лишь до некоторой степени и часто интерпретируется производителями кругов вольно. Следующая диаграмма, Иллюстрация 5, показывает наиболее общие правила чтения спецификаций, применимые к большинству производителей колес.
Рисунок 5: Типовая спецификация шлифовального круга
Начиная слева, приведенную выше спецификацию можно интерпретировать следующим образом
32A : комбинация цифр и букв описывает тип используемого абразивного зерна. Число нельзя свободно интерпретировать, но «А» означает оксид алюминия.
80 : эта цифра обозначает размер зерна в мешах (количество линейных отверстий в сите)
J : буква определяет твердость круга, от очень мягкой (A) до очень твердой (Z). Хотя конкретная буква может не соответствовать одному производителю колес другому, тенденция от мягкого к жесткому является общей для всех.
8 : этот номер определяет структуру от закрытой (1) до очень открытой (20). Опять же, эти цифры не полностью соответствуют от одного производителя колес к другому.
V : в этом письме указывается тип облигации. Здесь «V» означает витрифицированный. Эта номенклатура является общей для всех производителей колес.
» XYZ «: Эти буквы или комбинация букв и цифр относятся к специальной формуле связки производителя.
Типы крупы
В левой части иллюстрации 5 спецификация шлифовального круга начинается с абразивных зерен под заголовком «A», что означает оксид алюминия (Al2O2). Как правило, наиболее часто используемым абразивом для круглого шлифования является какая-либо форма оксида алюминия. Многие спецификации колес, представленные на рынке, представляют собой подварианты или смеси различных типов оксида алюминия. Они варьируются от:
WA = белый оксид алюминия (чисто белый оксид алюминия, очень рыхлый)
PA = розовый оксид алюминия (розовый цвет обусловлен добавлением оксида хрома для повышения прочности зерна)
RA = красный оксид алюминия (красный цвет обусловлен добавлением оксида хрома для повышения прочности зерна)
Керамика = это микрокристаллическая форма оксида алюминия, также известная под их коммерческими названиями, такими как
— SGB St. Gobain, 3SG, 5SG, 1TGP, Quantum
— Cubitron
— Tyrolit и Radiac CSS
— Noritake CX
— Kure SG, SGF, SGX, TG и TCX
Номенклатура абразивов варьируется от производителя к производителю. На Рисунке 6 перечислены коды нескольких абразивов, предоставленные различными производителями.
Иллюстрация 6: Обозначение абразива различными производителями кругов
Конечно, используются и другие абразивы, каждый из которых имеет свой заголовок, представляющий собой одну букву алфавита:
B = кубический нитрид бора (CBN), также называется суперабразивом. CBN — полностью синтетический абразив.
C = карбид кремния (SiC), также полностью синтетический абразив
D = алмаз. Для шлифовальных кругов используются только синтетические алмазы. Природные алмазы предназначены для обработки инструментов.
Иллюстрация 7 показывает три различных абразива в виде витрифицированной связи:
Иллюстрация 7
Иллюстрация 8: Композиция шлифовального руля
Размер грита
Размер зерка приведен в «Меш». Другими словами, зернистость относится к количеству отверстий в сите на погонный дюйм, как показано на Рисунке 8. Размер зернистости 80 относится к размеру ячеек 80 зерен на погонный дюйм. Зернистость 80 соответствует среднему размеру зерна от 0,15 до 0,21 мм, наиболее часто используемому размеру абразивного зерна для круглого шлифования. Иллюстрация 9показывает зернистость 12; следовательно, на этом конкретном сите имеется 12 отверстий на линейный дюйм.
Рисунок 9: Определение зернистости
Чем мельче выбранная зернистость, тем лучше качество поверхности и лучше удерживание формы. Однако в то же время слишком мелкая зернистость увеличивает риск прижога при шлифовании и снижает потенциальную скорость съема материала. Наиболее часто используемые размеры зернистости цилиндрических шлифовальных кругов варьируются от 60 до 120. Для круга диаметром 500 мм (20 дюймов) зернистость 80 будет хорошей отправной точкой при выборе круга. Для круга большего диаметра 750 мм (30 дюймов) может подойти зернистость 60. Зернистость выше 120 предназначена для тонкого шлифования с высокими требованиями к чистоте поверхности и часто используется в сочетании с мелкими профилями, такими как малые радиусы углов. При изменении размера зерна важно учитывать, что размер зерна не изменяется линейно. Переход с зернистости 100 на зернистость 60.
Рисунок 10: Изменение зернистости
Рисунок 11: Изменение зернистости
Рисунок 12: Количество зерен на периферии круга
В приведенной выше таблице показана феноменальная разница зернистости количество зерен на периферии круга. Все колеса имеют диаметр 500 мм и ширину 50 мм. Круг с зернистостью 80 имеет около 14 миллионов зерен на периферии, в то время как круг с зернистостью 120 имеет около 40 миллионов зерен!
Рисунок 13: Зернистость и качество поверхности
Твердость и структура круга
Буквы алфавита обозначают твердость круга. Чем ближе обозначение колеса к букве «А», тем мягче колесо, чем ближе обозначение колеса к букве «Z», тем оно жестче. Важно знать, что обозначение одного производителя не является точным эквивалентом обозначения другого. Однако тенденция перехода от мягкого к жесткому в буквенном ряду характерна для всех производителей. Заданная твердость всегда выбирается как лучший баланс между самозатачиванием и сохранением формы. Чем мягче структура круга, тем холоднее режет шлифовальный круг. Однако удерживание формы снижается с увеличением мягкости. Верно и обратное: чем жестче структура колеса, тем лучше удерживается форма. Однако это также увеличивает риск ожога. Твердость круга регулируется количеством связки, добавляемой в смесь, и давлением, оказываемым на смесь формы во время прессования.
Все шлифовальные круги имеют некоторую естественную пористость. Как упоминалось ранее, пористость способствует попаданию охлаждающей жидкости в зону шлифования и удалению стружки из этой зоны. Кроме того, пористость уменьшает площадь контакта между кругом и заготовкой. Пористость особенно важна для внутреннего шлифования или шлифования заплечиков ступенчатых валов. Пористый круг обеспечивает большее давление на отдельные зерна. Это повышенное давление на отдельные зерна делает круг более рыхлым, т. е. он имеет тенденцию к более эффективной самозатачиванию и приводит к более холодному процессу резки. Пористость создается искусственно в шлифовальном круге путем добавления агентов, вызывающих поры, в круговую смесь перед прессованием кругов в форме и последующим обжигом их в печи. Агенты, вызывающие образование пор, полностью испаряются, оставляя пустоту. Шлифовальные круги подразделяются на закрытые (естественные) и открытые (пористые) структуры, как показано на Рисунке 14: 9.0009
Рисунок 14: Закрытая и открытая конструкция
Обозначение связки шлифовального круга
Связки обозначаются буквами. Они расположены в порядке важности и показаны на Рисунке 10:
V : Керамическая связка. Используется для всех абразивов, обычных и суперабразивных
B : Полимерная связка (B = бакелит, первый когда-либо использованный пластик) Круги на полимерной связке в основном используются для суперабразивов, часто при заточке инструментов. Тем не менее, суперабразивные круги на полимерной связке также используются для круглого шлифования, особенно для операций полирования.
Г . Гальваническое соединение (G происходит от гальванического). Эта связка используется только с суперабразивами, при этом один слой абразива гальванически наносится на стальной корпус круга.
M : Металлическая связка. Эта связка используется только с суперабразивами. Абразивы смешивают с металлическим порошком, преимущественно бронзовым, помещают в форму и обжигают в печи при температуре плавления комбинации бронзы. Эти круги в основном используются с алмазным зерном для шлифования деталей из карбида вольфрама со сложным профилем. Однако сегодня круги на металлической связке с эльборовым нитридом применяют в сочетании с электроэрозионной правкой для шлифования высокоточных заготовок из закаленной стали.
В настоящее время керамическая связка является наиболее распространенной связкой, используемой в промышленности. Причина проста: стекловидные круги легко правятся алмазными инструментами, и они имеют контролируемую пористость, что делает их свободными и холодными. «Легко правится» означает, что колеса также можно легко повторно заточить и профилировать, и все это с помощью алмазного инструмента для правки за несколько проходов. Колеса со связкой из смолы должны быть сначала зачищены, а затем кондиционированы или раскрыты в отдельных операциях, которые трудно автоматизировать. Колеса с гальваническим покрытием нельзя шлифовать или профилировать, и поэтому они ограничены конкретным использованием. Колеса на металлической связке трудно править или для них требуются системы правки EDM, и по этой причине они используются только в определенных случаях.
Керамические абразивы на керамической связке
Сегодня микрокристаллические оксиды алюминия на керамической связке, обычно называемые «керамикой», повсеместно применяются во многих шлифовальных операциях. Термин «керамика» несколько вводит в заблуждение. Чтобы уточнить, керамические зерна также состоят из оксида алюминия, как белые, розовые или красные оксиды алюминия. Основное отличие состоит в том, что керамические зерна состоят из множества субмикронных частиц, которые непрерывно разрушаются в процессе измельчения. Это постоянное разрушение называется «самозатачиванием». Различают различные формы самозатачивания отдельных видов зерен, как показано на Рисунке 15: 9.0009
Иллюстрация 15: Самозатачивающийся механизм различных абразивов
Как только давление шлифования превышает определенный уровень, зерна в изношенных точках частично ломаются, образуя новые острые режущие кромки. В случае стандартной зернистости оксида алюминия это излом происходит из-за макрочастиц размером более 50 микрон (мкм). Керамические абразивы или микрокристаллический Al2O3 имеют размер частиц < 1 микрона (мкм).
В конечном итоге выбор абразива зависит от конкретных потребностей каждого клиента. Микрокристаллический песок является наиболее агрессивным по отношению к алмазным инструментам для правки, и это необходимо учитывать при общей экономической эффективности процесса. Кроме того, чем выше производительность зернистости, тем выше стоимость кругов, поскольку зернистость становится более сложной в производстве. Рис. 16 иллюстрирует производительность шлифования и износостойкость выделенных зерен, используемых для круглого шлифования.
Рисунок 16: Относительная производительность шлифования различных абразивов
Износостойкость и хрупкость всегда являются компромиссом при рассмотрении производительности шлифования. Высокая производительность не всегда требуется, и стоимость колес должна учитываться в общем расчете.
В части 2 и части 3 будут описаны свойства различных абразивов и, наконец, основное внимание будет уделено использованию керамических абразивов, их высокой производительности и ограничениям.
Walter Graf, Copyright, October 2020, The Philosopher’s Grindstone
Абразивные изделия
СИМВОЛЫ И ОБОЗНАЧЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ
| Обозначение абразивного инструмента, соответствующее стандарту ISO 525, состоит из следующих групп буквенно-цифровых символов: | |||
| I группа | II группа | III группа | |
|---|---|---|---|
| размеры | технические характеристики | допустимая рабочая скорость (для шлифовальных кругов) | |
| Кроме того, на абразивных кругах, сегментах и палочках может присутствовать следующая дополнительная информация в виде надписей или символов: цветные полоски в соотв. для скорости цветовой код, знаки безопасности и/или номера сертификатов, пиктограммы, символы индивидуальной защиты, инструкции, ограничения в применении, обозначение, напр. «СТАЛЬ», «БЕТОН», «INOX», «АЛЮМИНИЙ» и т. д., обозначение статической дисбалансной ориентации шлифовального круга или направления установки на шпинделе. | |||
ГРУППА I — ТИП + ПРОФИЛЬ / РАЗМЕРЫ
Типы:
Стандартные обозначения форм и размеров абразивного инструмента
| Тип | Инструмент | Профиль | Размеры |
|---|---|---|---|
| Тип 1 | Прямой шлифовальный круг | 1 профиль — Д × Г × В | |
| Тип 101 | Колесо для обрушивания кукурузы ЭКОНОС | 101 — Д х Т х В | |
| Тип 2 | Цилиндрическое колесо | 2 — Д × Т — Ш… | |
| Тип 3 | Колесо с односторонним конусом | 3 — Д/Д×Т/В×В | |
| Тип 301 | Колесо для обрушивания кукурузы ЭКОНОС | 301 — Д / Д х Т / Ш х В | |
| Тип 4 | Колесо конусное с обеих сторон | 4 — Д/Д×Т/В×В | |
| Тип 5 | Колесо с углублением с одной стороны | 5 профиль- Г × Т × В — P…F… | |
| Тип 6 | Прямая шлифовальная чашка | 6 — Д × Г × В — Ш…В… | |
| Тип 6001 | Прямая шлифовальная чашка с центральной резьбовой вставкой | 6001 — Д × Г × В — Ш…В… | |
| Тип 6002 | Прямая шлифовальная чашка с центральной резьбовой вставкой | 6002 — Д × Г × В / Д — Ш. ..Е… | |
| Тип 6003 | Прямая шлифовальная чашка с центральной резьбовой вставкой | 6003 — Г × Г × В — Ш…В… | |
| Тип 7 | Колесо утопленное с обеих сторон | 7 зарыс — Д×Т×В — П…Ф…Г… | |
| Тип 9 | Круг с двойной чашкой | 9 — Д × Г × В — Ш…В… | |
| Тип 11 | Чашечное коническое колесо | 11 — Д / Д × Т × В — Ш…Е…К… | |
| Тип 1102 | Чашечное коническое колесо со спиралью для быстросменной установки | 1102 — Д / Д × Т × В — Ш…К… | |
| Тип 1112 | Чашечное коническое колесо с центральной резьбовой вставкой | 1112 — Д / Д × Т × В — Ш…Е…К… | |
| Тип 1113 | Чашечное коническое колесо с центральной резьбовой вставкой | 1113 — Д / Д × Т × В — Ш…Е…К… | |
| Тип 1114 | Чашечное коническое колесо с центральной резьбовой вставкой | 1114 — Д / Д × Т × В — Ш…Е…К… | |
| Тип 12 | Тарелочное колесо | 12 — Д / Д × Т / В × В — Ш…Е…К… | |
| Тип 13 | Колесо для тарелок | 13 — Д/Д×Т/У×В – Э…К… | |
| Тип 16 | Конусы и заглушки конические валковые с резьбовой вставкой | 16 — Д × Т — В × Д | |
| Тип 17 | Конусы и заглушки конические | 17 — Д / Д × Т — В × Д | |
| Тип 18 | Конусы и заглушки цилиндрические | 18 — Д × Т — В × Д | |
| Тип 18R | Конусы и заглушки валковые с резьбовой вставкой | 18R — Д × Т — В × Д | |
| Тип 1801 | Цилиндрическое колесо со сферической рабочей поверхностью | 1801 — Д × Т — П… | |
| Тип 19 | Конусы и заглушки цилиндроконические с резьбовой вставкой | 19 — Д / Д × Т / У — В × Д | |
| Тип 20 | Колесо облегченное с одной стороны | 20 — Д / К × Г / Н × В | |
| Тип 2001 | Колесо специальной формы для мельниц для производства целлюлозы | 2001 — Д/Д × Т × В — В — № рисунку | |
| Тип 21 | Колесо с конусным рельефом с обеих сторон | 21 — Д / К × Г / Н × В | |
| Тип 22 | Колесо с коническим углублением с одной стороны и углублением с другой стороны | 22 — Д / К × Т / Н × В — П… Ж… | |
| Тип 23 | Колесо облегченное и углубленное с одной стороны | 23 — Д × Г / Н × В — П…Ф… | |
| Тип 24 | Колесо с переливом, углубление с одной стороны и углубление с другой стороны | 24 — Д × Т / Н × В — П…Ф…Г… | |
| Тип 25 | Колесо облегченное, углубленное с одной стороны и облегченное с другой стороны | 25 — Д / К × Т / Н × В — П…Ф… | |
| Тип 26 | Колесо облегченное и углубленное с обеих сторон | 26 — Д × Т / Н × В — П… Ф…Г… | |
| Тип 27 | Колесо с вогнутым центром | 27 — Д × Ш × В | |
| Тип 35 | Дисковое колесо | 35 — Д × Г × В | |
| Тип 3501 | Дисковое колесо с прорезями | 3501 — D×T / E×H — L…n… n – количество слотов | |
| Тип 3502 | Дисковое колесо со спиралью для быстросменной установки | 3502 — Д×Т×В/h2 | |
| Тип 3503 | Коническое колесо со спиралью для быстросменной установки | 3503 — Д/Д × Г × В/в2 | |
| Тип 3504 | Колесо с рельефом на одной стороне и с прорезями на противоположной стороне | 3504 — D/J×T/U/E×H — L…n… n – количество слотов | |
| Тип 36 | Дисковое колесо с резьбовыми вставками | 36 — Г × Г × В — № чертежа | |
| Тип 3601 | Дисковое колесо с резьбовыми вставками и с перфорацией на рабочей стороне | 3601 — Д × Г × В — № чертежа | |
| Тип 3603 | Колесо с резьбовыми вставками, с разгрузкой на зажимной стороне | 3603 — Д × Г × В — № чертежа | |
| Тип 3610 | Колесо с резьбовыми вставками и насечками | 3610 — Д × Г × В — № чертежа | |
| Тип 3611 | Коническое колесо с резьбовыми вставками | 3611 — Д × Г × В — № чертежа | |
| Тип 3612 | Коническое колесо с резьбовыми вставками, утопленное на рабочей стороне | 3612 — Д × Г × В — № чертежа | |
| Тип 37 | Цилиндрическое колесо с резьбовыми вставками | 37 — Г × Т — Ш… — № чертежа | |
| Тип 3701 | Цилиндрическое колесо с резьбовыми вставками, с рельефом на одной стороне и с прорезями на противоположной стороне | 3701 — Г × Т — Ш… — № чертежа | |
| Тип 3703 | Цилиндрическое колесо с резьбовыми вставками, облегченное с одной стороны | 3703 — Г × Т — Ш… — № чертежа | |
| Тип 38 | Колесо со ступицей | 38 профиль — Д/Д×Т/В×В | |
| Тип 3801 | Колесо специальной формы, предназначенное для протирания растительной мякоти | 3801 — D / J × T / U × H — № чертежа | |
| Тип 3802 | Колесо специальной формы, предназначенное для протирания растительной мякоти | 3802 — D / J × T / U × H — № чертежа | |
| Тип 39 | Колесо с двойной ступицей | 39 профиль — Д/Д×Т/В×В | |
| Тип 41 | Прямой отрезной круг | 41 — Д × Г × В | |
| Тип 42 | Отрезной круг с вогнутым центром | 42 — Г × Ш × В | |
| Тип 5201 | Наконечник плоский с коническим усилением | 5201 — Д × Г × Ш | |
| Тип 5210 | Наконечник, цилиндрический | 5210 — Д × Г × Ш | |
| Тип 5211 | Наконечник цилиндрический с коническим концом | 5211 — Д × Г × Ш — В | |
| Тип 5213 | Наконечник цилиндрический с закругленным концом | 5213 — Д × Г × Ш | |
| Тип 5220 | Наконечник, оживальная форма | 5220 — Д × Т × Ш — П… | |
| Тип 5230 | Наконечник, сферический | 5230 — Д × Ю | |
| Тип 3101 | Сегмент прямоугольный | 3101 — Ш × С × Д | |
| Тип 3103 | Сегмент трапециевидный с внешним радиусом | 3103 — Б/А×С×Д — П… | |
| Тип 3104 | Сегмент с внутренним и внешним радиусом | 3104 — Б/А×С×Д — П… | |
| Тип 3108 | Сегмент прямоугольно-трапециевидный | 3108 — Б/А×С×Д | |
| Тип 3109 | Сегмент трапециевидный | 3109 — Б/А×С×Д | |
| Тип 3110 | Сегмент почковидный | 3110 — Ш × С × Д | |
| Тип 3113 | Сегмент с наружным и внутренним радиусом и углублением | 3113 — Б / А × С / С1 × Л — Р…В… | |
| Тип 3114 | сегмент, прямоугольный, кольцеобразный, скошенный с обеих сторон | 3114 — Б × С / С1 × Л — Р…В… | |
| Тип 3115 | Полный сегмент, кольцеобразный, DISCUS Тип | 3115 — Б/А×С×Д — П… | |
| Тип 3116 | Полный сегмент, кольцеобразный, типа DISCUS, с резьбовой вставкой | 3116 — Б/А × С × Д — П… — В/Д1 | |
| Тип 3117 | Сегмент типа DISCUS, утопленный, с резьбовой вставкой | 3117 — Б / А × С × Д / Д1 — П…р… — В / Д2 | |
| Тип 3118 | Сегмент фасонный DISCUS тип | 3118 — Б/А×С×Д | |
| Тип 3119 | Сегмент с наружным и внутренним радиусом и двумя резьбовыми вставками | 3119 — Б/А×С×Д — П… — В/Л1/В | |
| Тип 3120 | Сегмент профильный для шлифования рельсов | 3120 — Б/А × С × Д/Д1 | |
| Тип 3121 | Сегмент прямоугольный с двумя резьбовыми вставками | 3121 — Ш × С × Д — В/Х/Д1 | |
| Тип 3122 | Сегмент, конусный с наружным радиусом | 3122 — Б/А×С×Д — П… | |
| Тип 3123 | Сегмент кольцеобразный, скошенный | 3123 — Б/А × Д — П… | |
| Тип 3124 | Сегмент конусный с внутренним и внешним радиусом | 3124 — Б/А×С×Д — П… | |
| Тип 5410 | Уитстон, прямоугольный | 5410 — Ш х С х Д | |
| Тип 5411 | Уитстон, квадратный | 5411 — Ш х Д | |
| Тип 9010 | Уитстон, прямоугольный | 9010 — Ш х С х Д | |
| Тип 9011 | Уитстон, квадратный | 9011 — Ш х Д | |
| Тип 9020 | Уитстон, прямоугольный, двухслойный | 9020 — Ш х С / С1 х Д | |
| Тип 9030 | Уитстон, круглый | 9030 — Ш х Д | |
| Тип 9050 | Уитстон, овальный | 9050 — Ш х С х Д — П. ..р… |
профилей:
| Профиль | А | Б | С | Д | Е |
|---|---|---|---|---|---|
| Форма | |||||
| Профиль | Ф | Г | Х | я | Дж |
| Форма | |||||
| Профиль | К | л | М | Н | Р |
| Форма | |||||
| Профиль | В | Р | С | Т | У |
| Форма | |||||
| Профиль | Вт | х | a) U = 3,2 [мм], если не указано иное b) Значения V и X необходимо указать при заказе Pofile X нестандартизирован, возможно изготовление по чертежу, предоставленному заказчиком | ||
| Форма | |||||
II ГРУППА — ХАРАКТЕРИСТИКИ
| Характеристики | 1. Абразивный материал | 2. Размер зерна | 3. Класс твердости абразивного инструмента | 4. Структура | 5. Бонд |
|---|---|---|---|---|---|
| Пример | 95А | 80 | Р | 5 | БФ |
1. Абразивные материалы:
| Тип | Натуральный |
|---|---|
| Нормальный (коричневый) оксид амулиния | 95А |
| Хрупкий оксид алюминия | 99А |
| Полухрупкий оксид алюминия | 97А |
| Розовый оксид алюминия | КрА |
| Цирконий оксид алюминия | ЗрА |
| Монорокунд | М |
| Монокристаллический оксид алюминия | х |
| Комбинации оксидов алюминия | 50А до 98А |
| Зеленый карбид кремния | 99С |
| Черный карбид кремния | 98С |
| Комбинации карбидов кремния | 50С |
| Комбинации оксидов алюминия и карбидов кремния | 50AC до 55AC |
2.
Зернистость абразивного материала:
| Крупнозернистые | Микрозернистые | ||
|---|---|---|---|
| Крупнозернистые | Среднезернистые | Мелкозернистые | Очень мелкозернистые |
| 4 | 30 | 70 | 230 |
| 5 | 36 | 80 | 240 |
| 6 | 40 | 90 | 280 |
| 7 | 46 | 100 | 321 |
| 8 | 54 | 120 | … |
| 10 | 60 | 150 | |
| 12 | 180 | ||
| 14 | 220 | ||
| 16 | |||
| 20 | |||
| 22 | |||
| 24 | |||
3.
Класс твердости абразивного инструмента
| Степень твердости | |
|---|---|
| E F G | Очень мягкий |
| Х И Дж К | Мягкий |
| Л М Н О | Средний |
| П К Р С | Жесткий |
| Т У Ф Ш Х Ю З | Очень твердый |
4. Структура:
Может отсутствовать в обозначении.
| Закрытый | Средний | Открытый | Пористый |
|---|---|---|---|
| 2 | 5 | 9 | 8 |
| 3 | 6 | — | 12 |
| 4 | 7 | — | — |
| — | 8 | — | — |
5. Бонд:
| Тип | Натуральный (обозначение производителя) |
|---|---|
| V — стекловидная связка | VE01, VE01P, VC01, VC01P, VTE10;14;16, VTE10P, VTC10;12, VTC10P |
| B — полимерная связка | Б51, Б51Ф, Б305, Б374 |
| BF — связка на основе смолы, усиленная |
ГРУППА III — МАКСИМАЛЬНО ДОПУСТИМАЯ ОКРУЖАЮЩАЯ СКОРОСТЬ
| Шлифовальные круги на керамической связке «V» | Шлифовальные круги на резиноидной связке «B» и «BF» | |
|---|---|---|
| Обычные скорости | v ≤ 25, 32, 35 (40, 45) [м/с] | v ≤ 35, 40, 50 [м/с] |
| Повышенная скорость | v ≤ 40, 50 [м/с] | v ≤ 63 [м/с] |
| Высокие скорости | v ≤ 63, 80 [м/с] | v ≤ 80, 100 [м/с] |
АБРАЗИВНЫЕ МАТЕРИАЛЫ
| Оксид алюминия (синтетический корунд) — αAl 2 O 3 | ||
|---|---|---|
| Оксид алюминия в различных вариациях является наиболее часто используемым абразивным материалом. Его выплавляют из боксита или оксида алюминия при темп. свыше 2000°С в электропечах. | ||
| 95А — Оксид алюминия нормальный (коричневый) | Изготавливается из бокситов. Содержит 95% Al2O3, ~3% диоксид титана (TiO2) или ~1-2% другие примеси. Это самый прочный синтетический корунд, отличающийся высокой пластичностью. Применяется для отрезания и чернового шлифования низколегированных сталей, нержавеющих сталей, чугуна, особенно при высоких скоростях съема. | |
| 97A — Полухрупкий оксид алюминия (серый) | Изготавливается из прокаленного боксита с добавлением оксида алюминия. Содержит 97% корунда Al2O3 и характеризуется средней твердостью и прочностью. Он используется для прецизионного шлифования и заточки инструментов. | |
| 99A — Хрупкий оксид алюминия (белый) | Изготовлен из чистого оксида алюминия. Это чистейший синтетический корунд, содержащий более 99% Al2O3. Он характеризуется высокой твердостью и хрупкостью. Используется для прецизионного шлифования, т.е. плоское и круглое шлифование, заточка режущих инструментов. | |
| CrA — Оксид хрома алюминия (розовый) | Готовится из оксида алюминия с добавлением до нескольких процентов оксида хрома. Он характеризуется высокой твердостью и более высокой прочностью по сравнению с белым алокситом. Используется для прецизионного шлифования высоколегированных сталей, заточка режущих инструментов. | |
| M — Монокорунд (серый) | Получается из бокситов методом восстановления. Содержит более 99% Al2O3. Он характеризуется высокой микротвердостью и механической прочностью, обладает отличной самозатачивающейся способностью. Используется для шлифования высоколегированных быстрорежущих сталей и заточки инструментов. Отлично подходит для шлифования сложных профилей. | |
| ZrA — оксид циркония | Изготавливается из оксида алюминия или боксита с добавлением диоксида циркония. Он характеризуется самой высокой микротвердостью и механической прочностью среди других алоксикислот. Применяется для высокопроизводительного измельчения чугуна, измельчения стальных полуфабрикатов с применением высоких давлений. | |
| Карбид кремния (карборунд) — SiC. | ||
Получают из высококремнистого песка высокой чистоты и нефтяного кокса в печах сопротивления с использованием процесса синтеза. Второй, после алмаза, по твердости. | ||
| 99C — Зеленый карбид кремния | Карбид кремния высокой чистоты зеленого цвета, содержит мин. 99 % SiC. Применяется для шлифования спеченных карбидов, керамики, камней, заточки режущих инструментов с твердосплавными пластинами. | |
| 98C — Черный карбид кремния | Содержит 98% SiC и более количество примесей. Аналогично 99С применяется для шлифования спеченных карбидов, керамических материалов, бетона, камня, грубого шлифования отливок (очистка) из твердого и хрупкого белого чугуна и для резки бетона, камня и белого чугуна. | |
Зернистость в соответствии со стандартами FEPA 42-D-1984 и PN/M-59107:
| Makroziarna | Mikroziarna | ||||
|---|---|---|---|---|---|
| FEPA designation | Mean size of grain [mm] | FEPA designation | Mean size of grain [mm] | FEPA designation | Mean size of grain [mm] |
| F4 | 5 600 — 4 750 | Ф30 | 0,600 — 0,500 | Ф230 | 56,0 — 50,0 |
| F5 | 4 750 — 4 000 | Ф40 | 0,500 — 0,425 | Ф240 | 46,5 — 42,5 |
| F6 | 4 000 — 3 350 | Ф46 | 0,425 — 0,355 | Ф280 | 38,5 — 35,0 |
| F7 | 3 350 — 2 800 | Ф54 | 0,355 — 0,300 | Ф320 | 30,7 — 27,7 |
| F8 | 2 800 — 2 360 | Ф60 | 0,300 — 0,250 | Ф360 | 24,3 — 21,3 |
| F10 | 2 360 — 2 000 | Ф70 | 0,250 — 0,212 | Ф400 | 18,3 — 16,3 |
| F12 | 2 000 — 1 700 | Ф80 | 0,212 — 0,180 | Ф500 | 13,8 — 11,8 |
| F14 | 1 700 — 1 400 | Ф90 | 0,180 — 0,150 | Ф600 | 10,3 — 8,3 |
| Ф16 | 1 400 — 1 180 | Ф100 | 0,150 — 0,125 | Ф800 | 7,5 — 5,5 |
| F20 | 1 180 — 1 000 | Ф120 | 0,125 — 0,106 | Ф1000 | 5,3 — 3,7 |
| F22 | 1,000 — 0,850 | Ф150 | 0,106 — 0,075 | Ф1200 | 3,5 — 2,5 |
| Ф24 | 0,850 — 0,710 | Ф180 | 0,090 — 0,063 | ||
| Ф30 | 0,710 — 0,600 | Ф220 | 0,075 — 0,053 | ||
ПИКТОГРАММЫ — СИМВОЛЫ БЕЗОПАСНОСТИ
| Носите наушники | ||
| Используйте защиту для глаз | ||
| Использовать средства защиты органов дыхания | ||
| Носить защитные и антивибрационные перчатки | ||
| Соблюдайте рабочие инструкции и правила техники безопасности | ||
| Применение: боковое (периферийное) шлифование | ||
| Ограничения по применению «не допускается боковое шлифование» | ||
Цветная полоска – дополнительная визуальная информация о максимально допустимой рабочей скорости в соответствии с цветовым кодом (по EN 12413). | ||
|---|---|---|