Твердость меди: Медь — Механические свойства меди
Содержание
Медь — Механические свойства меди
Рассмотрим механические свойства меди
|
Медь мягкая
|
Медь твердая
| |
|
Временное сопротивление меди σВ, МПа
|
220Д240
|
400
|
|
Предел текучести меди σ0,2, МПа
|
70
|
340
|
|
Относительное удлинение меди δ, %
|
50
|
8
|
|
Относительное сужение меди ψ, %
|
75
|
35
|
|
Сопротивление срезу меди τср, МПа
|
150
|
210
|
|
Твердость меди НВ, МПа.
|
450
|
1100
|

Временное сопротивление литой меди при сжатии σВсж =1540 МПа. Микротвердость электролитической меди (99,95 % Сu) при 20 0С Нμ =760 МПа, а при 300 °С 535Д545 МПа.
Механические свойства меди (99,95 % Си) при низких температурах:
|
Медь
|
t, 0С
|
σВ, МПа
|
σ0,2, МПа
|
δ, %
|
ψ, %
|
|
Медь электролитическая
холоднокатаная
|
20
|
410
|
375
|
8,4
|
51,5
|
|
-78
|
423
|
408
|
12
|
56,6
| |
|
-183
|
455
|
420
|
11,2
|
61,2
| |
|
Медь горячекатаная
|
20
|
212
|
50
|
55
|
70
|
|
-20
|
236
|
50
|
56,2
|
70
| |
|
-60
|
255
|
54
|
57,3
|
67
| |
|
-77
|
263
|
50
|
57,2
|
68
| |
|
Медь закаленная
|
20
|
271
|
175
|
37,5
|
77
|
|
-253
|
310
|
214
|
60
|
75
| |
|
Медь отожженная
(отжиг при 700 °С, 30 мин)
|
20
|
240
|
38
|
50,5
|
71,4
|
|
-78
|
291
|
100
|
50
|
73,6
| |
|
-183
|
365
|
87
|
50,5
|
83,3
| |
|
Медь МО, отожженная
|
20
|
220
|
60
|
48
|
76
|
|
-10
|
224
|
62
|
40
|
78
| |
|
-40
|
236
|
64
|
47
|
77
| |
|
-80
|
270
|
70
|
47
|
74
| |
|
— 120
|
288
|
75
|
45
|
70
| |
|
-180
|
408
|
80
|
58
|
77
| |
|
Медь М2, отожженная
|
18
|
230
|
51
|
52
|
70
|
|
0
|
236
|
51
|
52
|
69
| |
|
-30
|
237
|
54
|
48
|
69
| |
|
-80
|
263
|
61
|
47
|
67
| |
|
Медь М2, холоднотянутая
(наклеп 93 %)
|
20
|
468
|
1,1
|
57
| |
|
0
|
486
|
1,8
|
56
| ||
|
-20
|
487
|
1,2
|
56
| ||
|
-30
|
493
|
1,9
|
54
| ||
|
-60
|
506
|
2,0
|
58
| ||
|
Медь М2, холоднотянутая
(наклеп,73 %)
|
20
|
411
|
2,0
|
57
| |
|
0
|
419
|
2,1
|
57
| ||
|
-20
|
429
|
2,0
|
57
| ||
|
-30
|
435
|
3,0
|
57
| ||
|
-60
|
449
|
4,0
|
57
| ||
|
Медь техническая,
отожженная и закаленная
с 800 °С в воде
|
-17
|
240
|
29
|
70
| |
|
-196
|
380
|
41
|
72
| ||
|
-253
|
460
|
48
|
74
|
|
Механические свойства медных полуфабрикатов (не менее):
| ||||
|
Вид медного полуфабриката
|
Состояние
|
σВ, МПа
|
δ, %
|
гост
|
|
Листы медные:
| ||||
|
Листы медные
холоднокатаные
|
Мягкие
|
200
|
30
|
ГОСТ 495Д70
|
|
Твердые
|
300
|
3
|
ГОСТ 495Д70
| |
|
Листы медные
горячекатаные
|
—
|
200
|
30
|
ГОСТ 495Д70
|
|
Лента медная толщиной 0,35 мм
|
Мягкая
|
200
|
30
|
ГОСТ 1173Д70
|
|
Трубы медные прессованные из
меди M1 диаметром
30Х17 мм
|
Мягкие
|
210
|
35
|
ГОСТ 617Д64
ТУ 48-21-78Д72
|
|
Прутки медные тянутые
диаметром 5Д40 мм
|
Мягкие
|
200
|
38
|
ГОСТ 1535Д71
|
|
Твердые
|
270
|
6
|
ГОСТ 1535Д71
| |
|
Прутки медные катаные
35Х100 мм
|
—
|
250
|
8
|
ГОСТ 1535Д71
|
|
Прутки медные прессованные
14×120 мм
|
—
|
200
|
30
|
ГОСТ 1535Д71
|
Скорость звуковых волн, м/с: продольных Сl= 4730; поперечных Ct = 2300.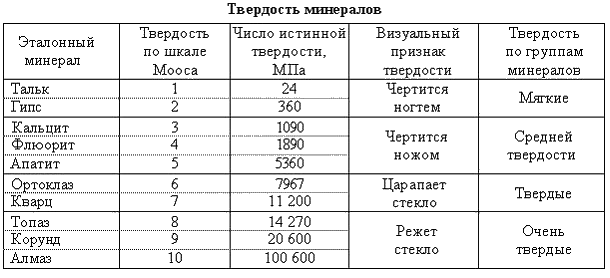 Удельное акустическое сопротивление Zs, МПа*с/м. Ударная вязкость меди KCU= 1570Д1765 кДж/м2. Модуль нормальной упругости Е в зависимости от температуры:
Удельное акустическое сопротивление Zs, МПа*с/м. Ударная вязкость меди KCU= 1570Д1765 кДж/м2. Модуль нормальной упругости Е в зависимости от температуры:
|
t,°C
|
Д180
|
0
|
100
|
200
|
300
|
600
|
800
|
900
|
|
Е, ГПа
|
138
|
132
|
128
|
124
|
118
|
96
|
78
|
70
|
Модуль сдвига G=42,400 ГПа.
Предел ползучести в зависимости от температуры:
|
t,°C
|
20
|
200
|
400
|
|
σпл, МПа
|
70
|
50
|
1,4
|
Предел выносливости σR при 108 циклов для мягкой меди равен 70 МПа, а для твердой 120 МПа. Установлено, что долговечность меди в вакууме возрастает, причем понижение давления до 1,33*10-2 Па приводит к увеличению долговечности на порядок; при дальнейшем увеличении вакуума до 1,33*10-6 Па долговечность практически не изменяется.
Установлено, что долговечность меди в вакууме возрастает, причем понижение давления до 1,33*10-2 Па приводит к увеличению долговечности на порядок; при дальнейшем увеличении вакуума до 1,33*10-6 Па долговечность практически не изменяется.
Типичные механические свойства меди (99,95 % Сu) при комнатной температуре (медные прутки прессованные):
|
Состояние
|
Е, ГПа
|
σВ
|
σ0,2
|
SK*
|
δ10
|
ψ
|
σвсж
|
τср
|
НВ
|
σR**
|
КCU, кДж/м2
|
|
МПа
|
%
|
МПа
| |||||||||
|
Мягкие медные прутки (отжиг 700 °С, 30 мин)
Твердые медные прутки (наклеп 25%)
|
110
120
|
240
400
|
80
350
|
60
—
|
50
6
|
75
35
|
1500
—
|
150
200
|
450
959
|
80
100
|
160-180
—
|
* Сопротивление разрушению при растяжении.
** Предел выносливости σR определялся на базе 108 циклов.
- Физические свойства меди
- Электрические и магнитные свойства меди
- Тепловые и термодинамические свойства меди
- Оптические свойства меди
- Механические свойства меди
- Химические свойства меди
- Технологические свойства меди
- Области применения меди
БРОНЗА ЛАТУНЬ
Медь М1 / Auremo
Медь М1б
Медь М3р
Медь М3
Медь М2р
Медь М2к
Медь М2
Медь М1ф
Медь М1у
Медь М1р
Медь М1к
Медь М1
Медь М0к
Медь М0б
Медь М00к
Медь М00б
Медь М00
Медь М0
Медь АМФу
Медь АМФ
Обозначения
| Название | Значение |
|---|---|
| Обозначение ГОСТ кириллица | М1 |
| Обозначение ГОСТ латиница | M1 |
| Транслит | M1 |
| По химическим элементам | Cu1 |
Описание
Медь М1 применяется: для производства проводников тока; проката; высококачественных бронз, не содержащих олова; изделий криогенной техники; круглых тянутых тонкостенных труб; холоднокатаных фольги и ленты, холоднокатаных и горячекатаных листов и плит общего назначения; проволоки для изготовления плетенок металлических экранирующих типа ПМЛ, предназначенных для экранирования проводов и кабелей; горячекатаных и холоднокатаных анодов, применяемых для гальванических покрытий изделий; холоднодеформированной ленты прямоугольного сечения с толщиной 0,16−0,30 мм, предназначенной для коаксиальных магистральных кабелей; радиаторных лент, предназначенных для изготовления охлаждающих трубок и пластин радиаторов; тянутых труб прямоугольного и квадратного сечения, предназначенных для изготовления проводников обмоток статоров электрических машин с жидкостным охлаждением; профилей для изготовления роторов погружных электродвигателей; круглой сварочной проволоки и круглых сварочных прутков тянутых и прессованных диаметром от 1,2 до 8,0 мм, предназначенных для автоматической сварки в среде инертных газов, под флюсом и газовой сварки неответственных конструкций из меди, а также изготовления электродов для сварки меди и чугуна.
Примечание
Медь М1 получают переплавкой катодов.
Медь марки М1 по химическому составу соответствует меди марки Cu-ETP по Евронорме EN 1652:1998.
Стандарты
| Название | Код | Стандарты |
|---|---|---|
| Трубы из цветных металлов и сплавов | В64 | ГОСТ 11383-75, ГОСТ 16774-78, ГОСТ 617-2006, ОСТ 4.021.122-92, TУ 48-0810-107-86 |
| Прутки | В55 | ГОСТ 1535-2006, ОСТ 4.021.019-92, ОСТ 4.021.040-92 |
| Сварка и резка металлов. Пайка, клепка | В05 | ГОСТ 16130-90 |
| Ленты | В54 | ГОСТ 16358-79, ГОСТ 20707-80, ГОСТ 1173-2006, ГОСТ Р 50248-92, ОСТ 4.021.077-92, TУ 48-21-349-91, TУ 48-21-854-88, СТП М137-80 |
| Цветные металлы, включая редкие, и их сплавы | В51 | ГОСТ 193-79, ГОСТ 859-2001, ОСТ 4.021.009-92 |
| Листы и полосы | В53 | ГОСТ 495-92, ГОСТ 767-91, ГОСТ 5638-75, ОСТ 4.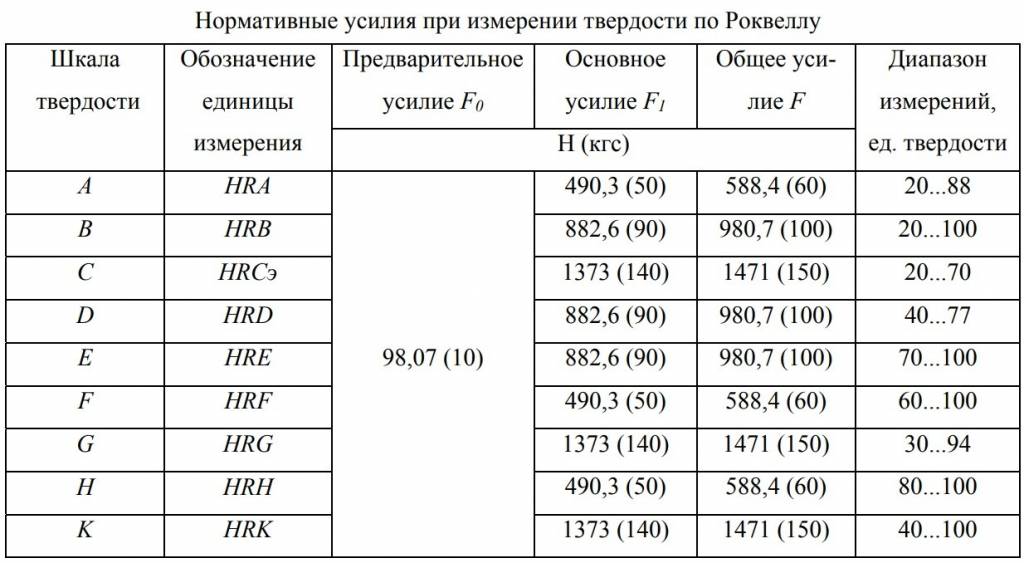 021.049-92, ОСТ 4.021.094-92, TУ 1844-046-00219454-2000, TУ 48-0810-208-93, TУ 48-0810-103-82, СТП М207-78 021.049-92, ОСТ 4.021.094-92, TУ 1844-046-00219454-2000, TУ 48-0810-208-93, TУ 48-0810-103-82, СТП М207-78 |
| Твердые сплавы, металлокерамические изделия и порошки металлические | В56 | TУ 14-22-67-94 |
| Проволока из цветных металлов и их сплавов | В74 | TУ 48-21-858-88, TУ 48-0809-62-93 |
| Прочие проволочные изделия | В78 | TУ 4833-002-08558606-95 |
Химический состав
| Стандарт | S | Ni | Fe | Cu | As | Zn | Sn | Sb | Pb | Bi | O |
|---|---|---|---|---|---|---|---|---|---|---|---|
| ГОСТ 1173-2006 | ≤0.004 | ≤0.002 | ≤0.005 | Остаток | ≤0.002 | ≤0.004 | ≤0.002 | ≤0.002 | ≤0.005 | ≤0.001 | ≤0.05 |
| ГОСТ 16130-90 | ≤0.004 | ≤0.002 | ≤0.005 | Остаток | ≤0.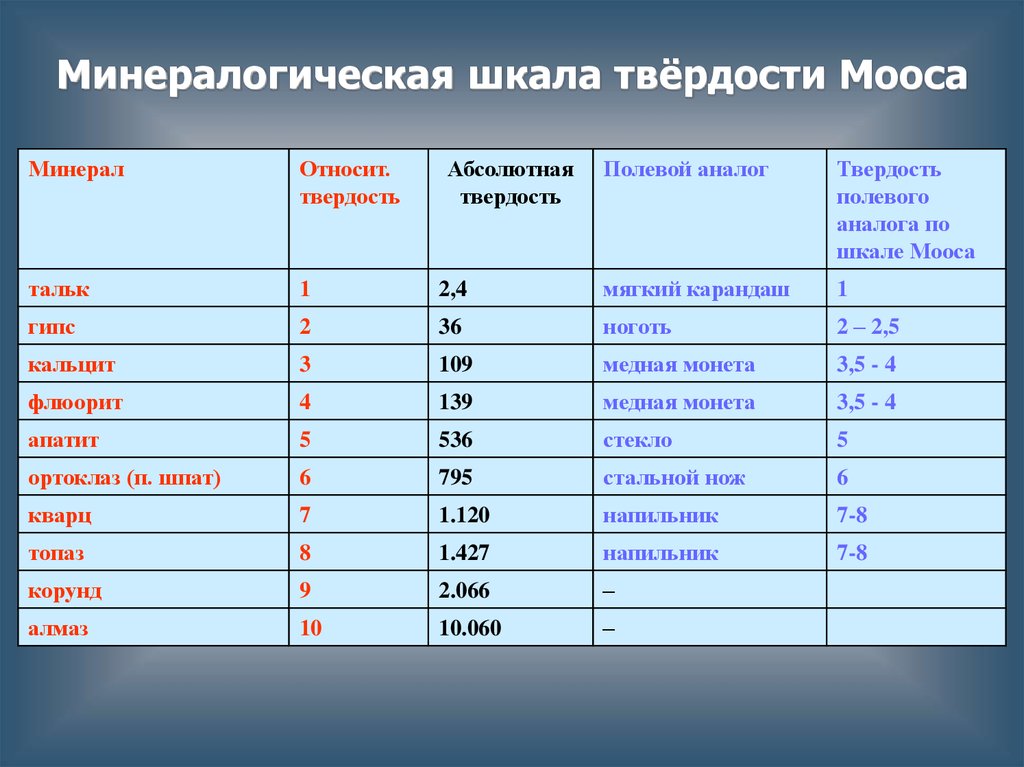 002 002 | ≤0.004 | ≤0.002 | ≤0.002 | ≤0.005 | ≤0.001 | ≤0.05 |
Cu — основа.
По ГОСТ 1173-2006, ГОСТ 1535-2006 и ГОСТ 859-2001 суммарное содержание Cu+Ag ≥ 99,90 %. Медь, предназначенная для электротехнической промышленности и подлежащая испытанию на электропроводность дополнительно обозначается буквой Е в конце марки: М1Е.
Механические характеристики
| Сечение, мм | σB, МПа | d5, % | d10 | d10 | Твёрдость по Бринеллю, МПа | HV, МПа |
|---|---|---|---|---|---|---|
| Лента в состоянии поставки по ТУ 48-21-854-88 (образцы) | ||||||
| 0.2-3.53 | — | — | ≥36 | — | — | — |
| ≤2.5 | ≥310 | — | — | — | — | — |
2.5-3. 53 53 | ≥284 | — | — | — | — | — |
| Лента холоднодеформированная прямоугольного сечения в состоянии поставки по ГОСТ 16358-79 (образец) | ||||||
| 0.26-0.3 | ≥210 | — | ≥25 | — | — | — |
| Лента холоднокатаная 0,05-2,0 мм в состоянии поставки по ОСТ 4.021.077-92 (образцы поперечные) | ||||||
| — | 200-260 | — | ≥36 | — | — | — |
| — | ≥290 | — | ≥3 | — | — | — |
| Ленты и листы (≥0,5 мм) в состоянии поставки (образцы поперечные) | ||||||
| — | ≥200 | — | — | ≥30 | — | — |
| — | 200-260 | ≥45 | — | ≥36 | ≥55 | 40-65 |
| — | 240-310 | ≥15 | — | ≥12 | ≥75 | 65-95 |
| — | ≥290 | ≥6 | — | ≥3 | ≥95 | 90-110 |
Листовой прокат в состоянии поставки по ОСТ 4. 021.049-92 (образцы поперечные) 021.049-92 (образцы поперечные) | ||||||
| 0.4-10 | 200-260 | — | — | ≥36 | ≥55 | — |
| 0.4-10 | ≥290 | — | — | ≥3 | ≥95 | — |
| Прутки по ОСТ 4.021.019-92, ГОСТ 1535-2006 в состоянии поставки (образцы продольные) | ||||||
| — | ≥190 | ≥35 | — | ≥30 | ≥35 | ≥40 |
| — | ≥200 | ≥40 | — | ≥35 | ≥40 | 40-60 |
| — | ≥240 | ≥15 | — | ≥10 | ≥60 | 70-95 |
| — | ≥270 | ≥8 | — | ≥5 | ≥70 | 90-115 |
| Прутки тянутые шестигранные по ОСТ 4.021.040-92 (образцы продольные) | ||||||
| 6-10 | ≥200 | ≥40 | — | ≥35 | — | — |
| 6-10 | ≥270 | ≥8 | — | ≥5 | — | — |
| Трубы тянутые прямоугольного и квадратного сечения в состоянии поставки по ГОСТ 16774-78 | ||||||
| ≥200 | — | — | ≥35 | — | — | |
| Трубы ходолнодеформированные и прессованные в состоянии поставки по ГОСТ 617-2006 (в сечении указан наружный диаметр, в скобках даны значения для труб повышенной пластичности и прочности) | ||||||
| ≤360 | ≥200 (210) | ≥38 | — | ≥35 (40) | — | ≤55 |
| ≤360 | ≥240 (270) | ≥10 | — | ≥8 (8) | — | — |
| ≤200 | ≥190 | ≥32 | — | ≥30 | — | ≤80 |
| 200 | ≥180 | ≥32 | — | ≥30 | — | — |
| ≤360 | ≥280 (310) | — | — | — | — | 90-135 |
Фольга холоднокатаная твердая 0,015-0,050 мм в состоянии поставки по ГОСТ 5638-75, ОСТ 4. 021.094-92 021.094-92 | ||||||
| ≥290 | — | — | — | — | — | |
Описание механических обозначений
| Название | Описание |
|---|---|
| Сечение | Сечение |
| σB | Предел кратковременной прочности |
| d5 | Относительное удлинение после разрыва |
| d10 | Относительное удлинение после разрыва |
| d10 | Относительное удлинение после разрыва |
| HV | Твёрдость по Виккерсу |
Физические характеристики
| Температура | Е, ГПа | r, кг/м3 | l, Вт/(м · °С) | R, НОм · м | С, Дж/(кг · °С) |
|---|---|---|---|---|---|
| 20 | 128 | 8940 | 387 | 48-17 | 390 |
Описание физических обозначений
| Название | Описание |
|---|---|
| Е | Модуль нормальной упругости |
| l | Коэффициент теплопроводности |
| R | Уд. электросопротивление электросопротивление |
| С | Удельная теплоемкость |
Марочник стали и сплавов — Медь, сплав меди МК : химический состав и свойства
Марочник стали и сплавов — Медь, сплав меди МК : химический состав и свойства
На шаг назадВернуться в справочникНа главную
Материалы -> Сплав меди жаропрочный ИЛИ Материалы -> Медь, сплав меди-все марки
| Марка | МК |
| Классификация | Сплав меди жаропрочный |
| Применение | для электродов контактной точечной и шовной сварки легких сплавов, коллекторов электродвигателей |
Химический состав в % материала МК
| Cu | Cd |
98. 8 — 99.1 8 — 99.1 | 0.9 — 1.2 |
Механические свойства при Т=20oС материала МК .
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| — | мм | — | МПа | МПа | % | % | кДж / м2 | — |
| 420 | 400 | 81 |
| Твердость материала МК , сплав деформированый | HB 10 -1 = 120 МПа |
| Твердость материала МК , сплав отожженный | HB 10 -1 = 50 МПа |
Физические свойства материала МК .
| T | E 10— 5 | a 10 6 | l | r | C | R 10 9 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 8920 | 23.1 |
Литейно-технологические свойства материала МК .
| Температура горячей обработки,°C : | 650 — 900 |
| Температура отжига, °C : | 500 |
Обозначения:
| Механические свойства : | |
| sв | — Предел кратковременной прочности , [МПа] |
| sT | — Предел пропорциональности (предел текучести для остаточной деформации), [МПа] |
| d5 | — Относительное удлинение при разрыве , [ % ] |
| y | — Относительное сужение , [ % ] |
| KCU | — Ударная вязкость , [ кДж / м2] |
| HB | — Твердость по Бринеллю , [МПа] |
| Физические свойства : | |
| T | — Температура, при которой получены данные свойства , [Град] |
| E | — Модуль упругости первого рода , [МПа] |
| a | — Коэффициент температурного (линейного) расширения (диапазон 20o — T ) , [1/Град] |
| l | — Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | — Плотность материала , [кг/м3] |
| C | — Удельная теплоемкость материала (диапазон 20o — T ), [Дж/(кг·град)] |
| R | — Удельное электросопротивление, [Ом·м] |
Источник: http://www. splav-kharkov.com/
splav-kharkov.com/
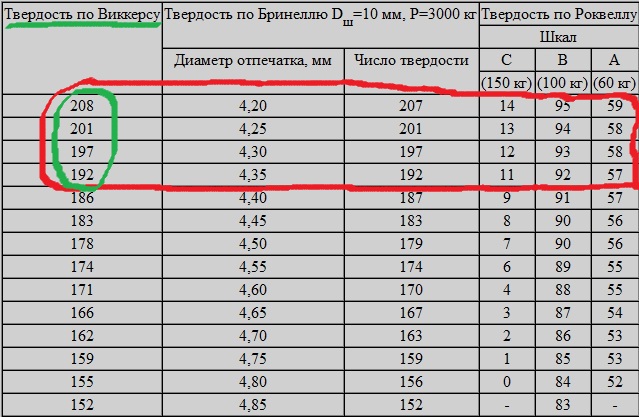
Твердость. Методы измерения. По Бринелю, Шору, Роквеллу
Фазлутдинов К.К.
20.10.2021 (обновленно 20.10.2021)
3600 просмотров
Содержание:
1. Что такое твердость
2. В чем измеряется и как обозначается твердость
3. Для чего измеряется
4. От чего зависит твердость
5. Какие требования предъявляются к изделию для измерения
6. Какие существуют методы определения твердости
7. Твердость гальванических покрытий
8. Заказать контроль твердости в Екатеринбурге
1. Что такое твердость
Единого общепринятого определения твердости не существует, т.к. методов определения этой метрологической величины огромное множество и все они разнообразны.
Тем не менее наиболее подходит следующий термин:
Твердость – способность материала сопротивляться деформации или разрушению в поверхностном слое.
2. В чем измеряется и как обозначается твердость
Для большинства методов измерения твердости основная единица измерения — кгс/мм2
Однако следует понимать, есть методы со своей единицей.
Обозначение твердости так же зависит от метода.
Буквой «H» всегда обозначают «твердость (от англ. Hardness), а далее указывают буквы, обозначающие метод определения. Наиболее популярные обозначения:
- HB – по методу Бринеля (вдавливание шарика из стали)
- HRA – по методу Роквелла, шкале A (вдавливание алмазного или стального конуса)
- HRB – по методу Роквелла, шкале B
- HRC – по методу Роквелла, шкале C
- HV – по методу Викерса (вдавливание алмазной пирамиды)
- HSD – твердость по Шору и тп. (метод отскока)
3. Для чего измеряется твердость
Твердость необходимо знать для уверенности в надежности и долговечности изделия/конструкции. Ее требуется замерять при проведении входного и выходного контроля качества сырья или продукции. Твердомеры широко используются металлургии, машиностроении, энергетике, строительстве, да почти во всех сферах промышленности.
Твердомеры широко используются металлургии, машиностроении, энергетике, строительстве, да почти во всех сферах промышленности.
4. От чего зависит твердость
Твердость полностью зависит от элементного состава материала.
Например, если в первом сплаве (черная сталь) преимущественно железо и углерод, а во втором (нержавейка) – хром, никель, титан, то второй сплав будет значительно тверже первого. Просто потому что каждый элемент в составе тверже.
5. Какие требования предъявляются к изделию для измерения
Твердость прямопропорциональна нагрузке для ее определения. Высокая твердость – высокая нагрузка.
Чем точнее метод, тем выше требования к подготовке поверхности изделия. Поверхность изделия, на которой определяется твердость, должна отвечать ряду требований:
- Толщина образца должна быть не менее чем в 10 раз превышать глубину внедрения наконечника после снятия основного усилия.
- В месте контроля она должна быть зачищена до блеска, быть ровной и плоской, не должна иметь окалины, ржавчины, масложировых и лакокрасочных загрязнений, выбоин и царапин.
 Шероховатость Ra не более 2,5мкм по ГОСТ 2789, если нет других требований нормативно-технической документации.
Шероховатость Ra не более 2,5мкм по ГОСТ 2789, если нет других требований нормативно-технической документации. - Поверхность, которой образец «ложится» на предметный столик прибора также должна быть чистой и ровной. Обе поверхности должны быть параллельны друг другу.
- Изделие необходимо надежно закрепить, исключая возможность смещения образца относительно оси приложения нагрузки.
6. Какие существуют методы определения твердости
Условно все методы можно разделить на 3 группы:
- Методы вдавливания (внедрения)
- Методы царапания
- Методы упругого отскока
Методы вдавливания (внедрения). Смысл методов заключается во вдавливании в испытуемый металл так называемого индентора – твердого предмета определенной формы (обычно стального шарика или алмазной пирамиды) с определенным усилием. После вдавливания замеряется диаметр (для шарика) или глубина (для пирамиды) полученного отпечатка.
В этом случае твердость определяется как отношение величины нагрузки к площади отпечатка после вдавливания.
Наиболее распространенными являются методы Бринеля (HB) и Роквелла (HRA, HRB, HRC).
Методы измерения толщины вдавливанием:
- Прибор Бринеля
- Прибор Роквелла
- Прибор Виккерса
- Метод Лудвика
- Метод Герца
- Метод Дрозда
- Монотрон Шора
- Метод Берковича
- Метод Егорова
- Метод Хрущова
- Метод Лидса
- Микротвердомер Цейсса-Ганеманна
- ПМТ-2, ПМТ3 (Хрущов, Беркович)
- Метод Эмерсона, Кнупа, Петерса
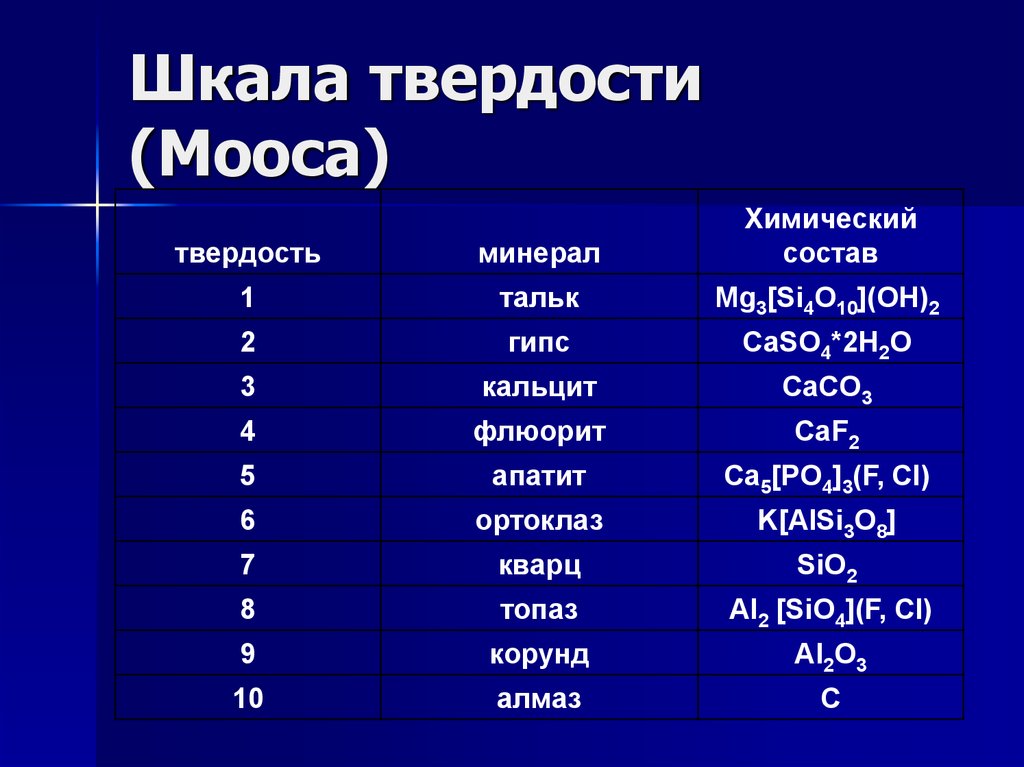
Методы царапания. Простые методы. Если наконечник, которым производится царапина, оставляет след на испытуемом металле, то твердость металла меньше твердости наконечника. При этом твердости наконечника изначально известны (используются корундовые, алмазные, гипсовые и др. наконечники). Наиболее популярен метод Мооса.
Методы царапания:
- Испытание по Моосу
- Прибор Мартенса
- Микрохарактеризатор Бирбаума
- Испытание напильником, Барба
- Прибор Хенкинса
- ПМТ-3 (Беркович)
- ПМТ-3 (Григорович)
- Склерометр О’Нейля
Методы упругого отскока. Редко используются. На испытуемую поверхность с фиксированной высоты свободно падает боек. Под действием упругой отдачи материала боек отскакивает на определенную высоту. Твердость материала пропорциональна высоте отскока. Наиболее популярен метод Шора.
Редко используются. На испытуемую поверхность с фиксированной высоты свободно падает боек. Под действием упругой отдачи материала боек отскакивает на определенную высоту. Твердость материала пропорциональна высоте отскока. Наиболее популярен метод Шора.
Методы упругого отскока:
- Склероскоп Шора
- Метод Мартеля
- Вертикальный копер Николаева
- Пружинный прибор Шоппера
- Пружинный прибор Баумана
- Прибор Польди
- Маятниковый копер Вальцеля
- Маятник Герберта
- Маятниковый склерометр Кузнецова
7. Твердость гальванических покрытий
В случае гальванических покрытий следует учитывать, что из-за их небольшой толщины многие методы (особенно методы вдавливания) могут не подойти. Наиболее распространены методы Мооса и Викерса.
Для измерения твердости требуется нанести покрытие с минимальной толщиной в 2мкм. Если требуется меньшая толщина – используйте ГОСТ 9013-59, ГОСТ 9012-59, ГОСТ 22761-77
Принцип измерения тот же. После нанесения покрытия и его сушки в отделе контроля качества производится замер и выносится решение – отгружать изделие или отправлять его на перепокрытие.
После нанесения покрытия и его сушки в отделе контроля качества производится замер и выносится решение – отгружать изделие или отправлять его на перепокрытие.
Важную роль здесь играет как электролит, в котором наносится покрытие, так и режим нанесения покрытия (температура, плотность тока). Так например в одном электролите хромирования можно получить хромовое покрытие с твердостью от 500 до 1100 кгс/мм2.
Если говорить об электролите – важнейшую роль играет количество и качество блескообразователей в нем. Матовое цинковое покрытие будет значительно мягче, чем блестящее. Поэтому если Вы хотите суперблестящее покрытие – имейте в виду, оно будет твердое, возникнет вероятность его растрескивания или отслоения при малейшей гибке изделия.
8. Заказать контроль твердости в Екатеринбурге
Мы занимаемся измерением твердости только для наших гальванических покрытий. Если Вам необходимо замерить – свяжитесь с нами, мы бесплатно предоставим контакты наших партнеров – предприятий машиностроения и лабораторий.
Конец статьи
Понравилась статья?
Оцените статью. Всего 1 клик!
Нажмите на звезду
Средняя оценка:
5,00
Всего оценок:
2
Данная статья является интеллектуальной собственностью ООО «НПП Электрохимия». Любое копирование информации возможно только с разрешения владельца сайта. Размещение активной индексируемой ссылки на https://zctc.ru обязательно.
хром-медь, вольфрам-медь (Cr-Cu, W-Cu). Полема
»
Главная » Продукция » Контакты Cr-Cu, W-Cu
АО «ПОЛЕМА» — крупнейший в России производитель композиционных материалов системы хром-медь и вольфрам-медь для сильноточных контактов вакуумных дугогасительных камер.
Применение
Контакты из Cr-Cu используются в вакуумных дугогасительных камерах (ВДК) высоконадежных быстродействующих вакуумных выключателей, способных отключать большие токи в электрических сетях высокого напряжения 6-35 кВ.
Контакты являются важнейшим элементом коммутационного устройства (выключателя). Наиболее распространенным в настоящее время материалом контактной пары ВДК являются композиты из Cr-(50-75%) Cu.
Контакты подвергаются воздействию токов короткого замыкания, расплавляющих металл в отдельных точках поверхности из-за высокой плотности тока в них, вследствие чего в этих зонах образуются участки сварки. Эта проблема была одной из причин, задержавших развитие вакуумной коммутационной техники более чем на двадцать лет. Устойчивость контактов ВДК к свариванию является одним из важнейших ее качеств. Проблема сваривания была преодолена благодаря разработке специальных контактных накладок из хромо-медных композитов, которые обеспечили высокую отключающую способность выключателей в коммутационных сетях, износостойкость и устойчивость контактной пары к свариванию.
Контакты системы W-Cu используются в ВДК вакуумных контакторов на номинальное напряжение 1,14 кВ и выше в системах дистанционного управления электроприводами. Контакты обеспечивают длительный ресурс включения-отключения контакторов в электрических цепях и низкий ток среза в системе.
1. Характеристики заготовок контактов из материала хром-медь
Изделия выпускаются 2 типов: в виде дисков из композиционного материала хром-медь и композитов сложного строения, состоящих из контактного хромо-медного слоя и подложки из меди. В производстве изделий используется высококачественный электролитический рафинированный хром ЭРХ99,95, выпускаемый ПОЛЕМА. Материалы контактов отличаются высокой чистотой по содержанию газообразующих и металлических примесей, отличными физико-механическими характеристиками, эрозионной стойкостью и надежностью.
Марки, строение и химический состав
|
Марка, стандарт |
Форма и строение изделия |
Химический состав, масс. 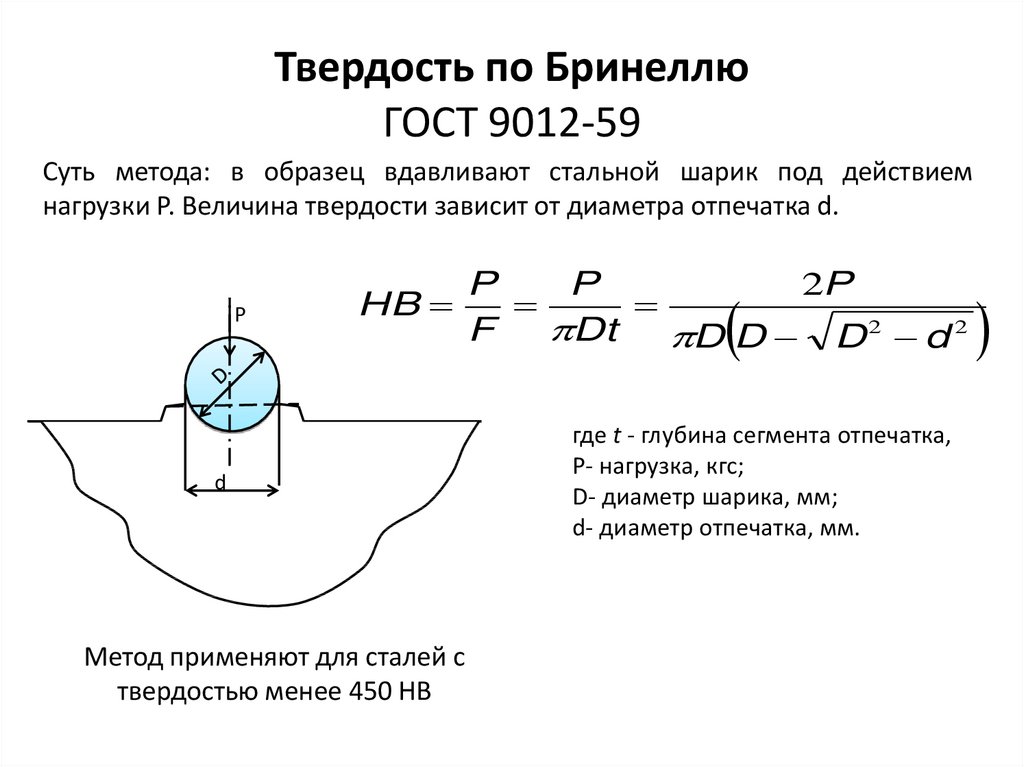 % % | |||||
|
Cr |
Cu |
|
N max |
S max | |||
|
ЭРХ25Д75-МП ТУ 14-22-146-2002 |
Диски однослойные из материала хром-медь |
24-27 |
Основа |
0,07 |
0,005 |
— | |
|
ЭРХ50Д50-МП ТУ 14-22-146-2002 |
Диски однослойные из материала хром-медь |
Баланс |
48-53 |
0,07 |
0,005 |
— | |
|
ЭРХ35Д65-МП ТУ 14-22-187-2003 |
Диски однослойные из материала хром-медь |
33-37 |
Основа |
0,07 |
0,005 |
— | |
|
ЭРХ30Д70-МП ТУ 14-22-161-2002 |
Диски из двух слоев: Cr-Cu и Cu |
Контактный слой |
27-33 |
Баланс |
0,05 |
0,005 |
0,007 |
|
Медный слой |
<1,0 |
Основа |
0,02 |
0,005 |
0,007 | ||
|
ЭРХ50Д50-МП ТУ 14-22-161-2002 |
Контактный слой |
48-53 |
Баланс |
0,05 |
0,005 |
0,007 | |
|
Медный слой |
<1,0 |
Основа |
0,02 |
0,005 |
0,007 | ||
Размеры
|
Марка |
Номинальные размеры, мм | |||
|
Диаметр |
Толщина | |||
|
Диска |
Контактного слоя |
Медного слоя | ||
|
ЭРХ25Д75-МП диски однослойные |
90 |
От 8,0 до 20,0 |
— | |
|
ЭРХ50Д50-МП диски однослойные |
48, 56, 66, 70, 80 |
От 8,0 до 20,0 |
— | |
|
ЭРХ35Д65-МП диски однослойные |
От 42,0 до 90,0 |
От 7,0 до 13,0 |
— | |
|
ЭРХ30Д70-МП диски из двух слоев |
32 |
4,0 |
2±0,5 |
2±0,5 |
|
48, 56, 60, 66, 80 |
6,0 |
3±0,5 |
3±0,5 | |
|
ЭРХ50Д50-МП диски из двух слоев |
32 |
4,0 |
2±0,5 |
2±0,5 |
|
48, 56, 60, 66, 80 |
6,0 |
3±0,5 |
3±0,5 | |
По согласованным пожеланиям заказчика возможно изготовление заготовок контактов других размеров.
Физико-механические свойства
|
|
Плотность, г/см³, не менее |
Твердость НВ, не менее* |
Электропроводность %, не менее** |
|
ЭРХ25Д75-МП диски однослойные |
8,2 |
65,0 |
55,0 |
|
ЭРХ50Д50-МП диски однослойные |
7,8 |
90,0 |
40,0 |
|
ЭРХ35Д65-МП диски однослойные |
8,0 |
72,0 |
45,0 |
|
ЭРХ30Д70-МП диски из двух слоев |
8,35 |
70 |
55 |
|
ЭРХ50Д50-МП диски из двух слоев |
8,35 |
85 |
40 |
* Твердость по Бринеллю НВ 5/250 контактного слоя
**Электропроводность контактного слоя в % от эталонной меди.
Заготовки контактов других типов
-
ЭРХ30Д70-МП из материала Cr30Cu70. Диски однородного строения размерами: Ø 50х16, 70х22 мм. -
ЭРХ30Д70-МП и ЭРХ50Д50-МП Диски биметаллические с контактным слоем из материала Cr30Cu70 или Cr50Cu50 и подложками из меди.
Номинальные размеры изделий, мм:
диаметр 48, 56, 66, 80, толщина (высота) 10. Толщина контактного слоя 4,5±0,5 мм.
По согласованным пожеланиям заказчика возможно изготовление заготовок контактов других размеров.
Контролируемые параметры:
химический состав, размеры, плотность, твердость, электропроводность.
Примеры фактических характеристик заготовок контактов
|
Изделие |
Химический состав, % |
ρ, г/см³* |
НВ** |
σ, %*** | |||||
|
Cr |
Cu |
O max |
N max |
| |||||
|
ЭРХ30Д70-МП Диск из двух слоев Ø48х10 |
Контактный слой |
30,69 |
Бал.  |
0,025 |
0,002 |
0,001 |
8,59 |
79 |
59,7 |
|
Подложка из меди |
<0,05 |
Осн. |
0,009 |
0,002 |
0,001 |
— |
— |
— | |
|
ЭРХ30Д70-МП Диск из двух слоев Ø56х6 |
Контактный слой |
30,16 |
Бал. |
0,026 |
0,002 |
0,002 |
8,54 |
77,1 |
58,7 |
|
Подложка из меди |
<0,05 |
Осн.  |
0,01 |
0,002 |
0,001 |
— |
— |
— | |
|
ЭРХ50Д50-МП Диск из двух слоев Ø66х6 |
Контактный слой |
50,3 |
Бал. |
0,042 |
0,002 |
0,002 |
8,4 |
106 |
41,1 |
|
Подложка из меди |
<0,05 |
Осн. |
0,008 |
0,002 |
0,001 |
— |
— |
— | |
* ρ — плотность заготовки
** НВ — твердость по Бринеллю НВ 5/250 контактного слоя
*** σ — электропроводность контактного слоя в % от эталонной меди.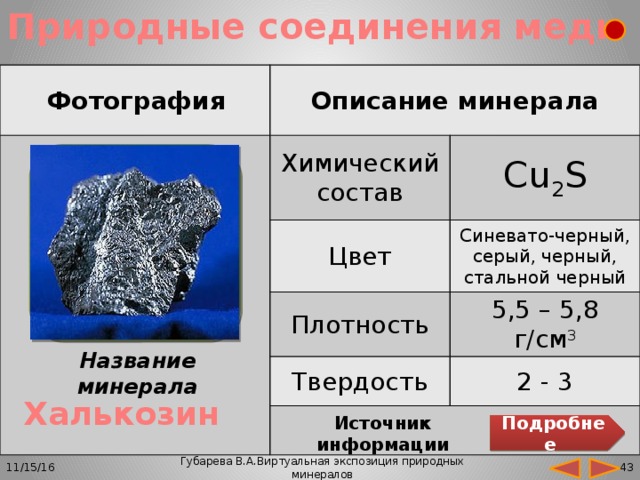
Микроструктура
В изделиях сложного строения контролируется микроструктура материала, в которой не допускаются дефекты, проверяются толщины контактного слоя и подложки, а также качество переходной зоны композита.
Примеры структуры контактов сложного строения
рис. 1
рис. 2
*рис. 1: Структура материала контакта ЭРХ50Д50 сложного строения из 2 слоев (фрагмент). Сr50Cu50 контактный слой и Cu подложка.
*рис. 2: Структура материала контактного слоя биметаллического контакта ЭРХ70Д30 (фрагмент)
2. Характеристики заготовок электроконтактов из материала вольфрам-медь
Марка, строение и химический состав
Заготовки контактов состоят из двух разнородных слоев (биметаллическое строение): контактного из материала вольфрам-медь и слоя подложки из меди.
|
Марка, стандарт |
Форма и строение изделия |
Химический состав, масс.  % % | |||||
|
W |
Cu |
O max |
N max |
S max | |||
|
В70Д30-МП ТУ 14-22-162-2002 (заготовки типа эльсенд) |
Диски биметаллические из материалов W30Cu70 + Cu |
Контактный слой |
Баланс |
28-32 |
0,05 |
0,005 |
0,007 |
|
Медный слой |
— |
Основа |
0,02 |
0,005 |
0,007 | ||
Размеры
|
Марка |
Номинальные размеры, мм | |||
|
Диаметр |
Толщина | |||
|
Диска |
Контактного слоя |
Медного слоя | ||
|
В70Д30-МП |
32, 48 |
4+2,0 |
2±0,5 |
2±0,5 |
По согласованным пожеланиям заказчика возможно изготовление заготовок контактов других размеров.
Физико-механические свойства
|
Марка |
Плотность, г/см³, не менее |
Твердость НВ, не менее* |
Электропроводность, %, не менее** |
|
В70Д30-МП |
11,36 |
145 |
55 |
* Твердость по Бринеллю НВ 5/250 контактного слоя
** Электропроводность контактного слоя в % от эталонной меди.
рис. 3
Пример структуры контактов сложного строения
В изделиях контролируется микроструктура материала, в которой не допускаются дефекты и проверяются толщины слоев и качество переходной зоны композита.
*рис. 3: Структура материала контактного слоя биметаллического контакта В70Д30 (фрагмент).
3. Хромистая порошковая бронза БрХ2-МП
Для оснащения вакуумных дугогасительных камер используются также заготовки из порошковой бронзы с повышенной температурой разупрочнения (более, чем на 100 оС в сравнении с литыми хромистой БрХ07 и хромо-циркониевой БрХЦр бронзами), легированной хромом в количестве 2%: БрХ2-МП диаметром 48, 56, 66, 80 и др. Электропроводность не менее 85%, твердость 115 НВ не менее.
Типичные свойства:
плотность 8,86-8,88 г/см3,
электропроводность 87-92%,
твердость 130-140 НВ.
Хромистая дисперсно-упрочненная бронза БрХ2-МП в виде дисков и колец диаметром до 300 мм применяется также в качестве электродов для шовной контактной сварки углеродистых и низколегированных сталей. Электроды из термомеханически обработанной бронзы БрХ2-МП отличаются от традиционной БрХ1 повышенной твердостью, сопротивлением схватыванию и эксплуатационной стойкостью при контактной сварке.
Наверх
Печать страницы
пробы, сплавы и их свойства 一 Экспо-Ювелир
Золото — единственный драгоценный металл ярко-желтого цвета. Все остальные семь драгоценных металлов белые с различными оттенками.
Издавна золотой блеск самого дорогого металла в истории всех цивилизаций завораживал человека своей магической привлекательностью.
В русском языке для обозначения светлого оранжево-желтого цвета использовался термин «Аврорный» — от имени богини утренней зари в римской мифологии Авроры. Возможно, отсюда и название «Аурум», т.е. ярко-желтый.
Английское и немецкое слово gold, голландское goud, шведское и датское guld (отсюда гульдены) в европейских языках связаны с индоевропейским корнем ghel и даже с греческим богом солнца Гелиосом.
Цвет чистого золота вы можете увидеть на куполах наших соборов, окладах икон или в музее, где выставлены изделия скифских мастеров.
Золото не взаимодействует с кислородом, химически устойчиво на воздухе, в воде и кислотах.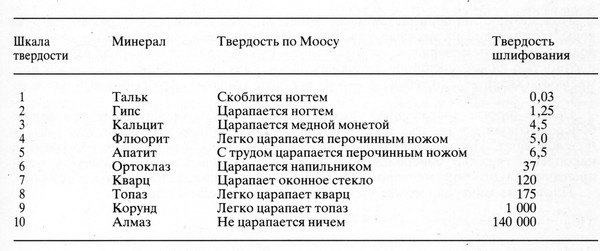 При нормальной температуре на золото оказывают влияние йод, хлор, бром.
При нормальной температуре на золото оказывают влияние йод, хлор, бром.
Ртуть оказывает разрушающее действие на золото и при определенных пропорциях превращает его в сметанообразное состояние (амальгаму). Даже небольшое количество ртути из аптечной или косметической мази испортит ваше золотое изделие, которое становится очень хрупким и непригодным к эксплуатации!
В ювелирном деле чистое золото практически не используется из-за недостаточной твердости, низкой износостойкости, литейных качеств и дороговизны. Чистое золото очень пластично, монеты из него не звенят и быстро истираются. Именно поэтому такие монеты в древности завязывали плотно в кожаный мешок.
Твердость чистого золота по шкале Бринелля — 20 кгс/мм.. Это твердость, как у алюминия, в то время, как у чистого серебра — 25, а у меди — 35! Понятно, что изделие из чистого золота вы сможете прокусить зубами или поцарапать ногтём. Поэтому для изготовления ювелирных украшений используют сплавы золота с другими металлами, которые называют легирующими или лигатурой.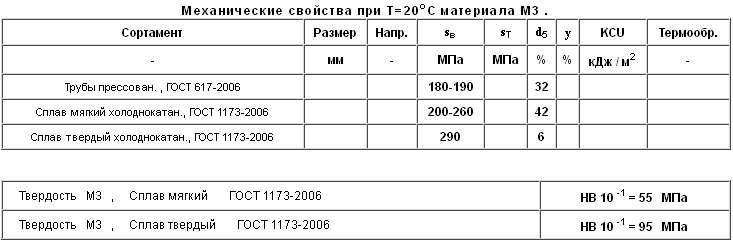
Легирующими могут быть как драгоценные, так и недрагоценные металлы. Несмотря на это, полученные сплавы называют «золотыми»
С помощью легирования драгоценных металлов сплавам можно придавать различные свойства, например, цвет, текучесть, твердость, ковкость, изменять температуру плавления или получения других нужных качеств.
Число ювелирных сплавов золота велико. Сплавы, получившие наибольшее распространение в нашей стране, предусмотрены ГОСТ Р-52793-2007, согласно которому металлургические предприятия выпускают для ювелирного производства прокат, полуфабрикаты и слитки. Государственные стандарты ГОСТ 30649-99 предусматривают все виды сплавов в большом разнообразии с расчетом на то, чтобы предприятие-изготовитель могло выбрать сплав нужной пробы и состава.
СПЛАВЫ ЗОЛОТА
Основную цветовую палитру золотых сплавов мы можем рассмотреть на примере золотых сплавов 585-й пробы. Напомню: пробой называется минимальное содержание определенного благородного металла, измеренное в долях на тысячу единиц массы сплава. Говоря по-русски: сколько граммов чистого золота находится в одном килограмме сплава.
Говоря по-русски: сколько граммов чистого золота находится в одном килограмме сплава.
Каждый сплав имеет свою маркировку, по которой можно определить содержание компонента в сплаве. Для маркировки компонентов золотых сплавов введены буквенные обозначения: Зл — золото, Ср — серебро, М —медь, Пд — палладий, Пл — платина, Н — никель, Кд — кадмий, Ц — цинк. Содержание компонентов определяется цифровым шифром. Разнообразие сплавов одной пробы может быть велико, и поэтому стандартизация сплавов без их маркировки невозможна.
Итак, попробуем разобраться.
ЗлМ-585. Золото-медный двухкомпонентный сплав, в составе которого только золото 58,5% и остальное медь (41,5%)
Медь увеличивает твердость сплава, снижает температуру плавления, улучшает ковкость, повышает износоустойчивость, изменяет цвет сплава в сторону красного.
Для кого-то это то самое «червоное золото». Это для обывателя. Ювелиры называют «червоным» совершенно другой сплав золота 900-й пробы, из которого чеканили золотые десятирублёвые монеты «червонцы».
Из-за большого количества меди сплав имеет низкую устойчивость к воздействию реактивов и агрессивной среды, например, морской воды. Кроме того, высокое содержание меди может вызывать у некоторых людей аллергические реакции.
ЗлСрМ 585-80. Золотосеребряномедный сплав золота 58,5%, серебра 8%, медь — остальное
Самый распространенный сплав на территории СССР.
Цвет розовый, всеми любимый стандартный сплав в Советском Союзе.
Этот сплав и сейчас очень популярен и представлен широкой линейкой ювелирных изделий во многих магазинах.
ЗлСрМ 585-200. Золотосеребряномедный сплав золота 58,5%, серебра 20%, медь — остальное (21,5%)
Это стандартный сплав тёплого желтого цвета. Однако сейчас мы встречаем сплавы золота различных оттенков, от соломенного до лимонного, как российского производителя, так и импортные. Здесь нужно учитывать тот факт, что серебро окрашивает сплав в сторону зеленого, и чем его больше, тем холоднее будет желтый цвет. Ювелирам довольно тяжело будет подобрать сплав нужного цвета к вашим, например, часам, если вы купили их за границей, а браслет к часам хотите заказать у знакомого мастера.
Ювелирам довольно тяжело будет подобрать сплав нужного цвета к вашим, например, часам, если вы купили их за границей, а браслет к часам хотите заказать у знакомого мастера.
ЗлСр 585-415. Золотосеребрянный двухкомпонентный сплав золота 58,5%, серебра 41,5%, цвет зеленый.
Зелёный сплав золота используют довольно редко, в основном для создания контраста с другими золотыми сплавами. Особенность этого сплава в том, что у него низкая твердость и достаточно высокая температура плавления. Ремонтировать такие изделия нужно с большой осторожностью.
ЗлСрПд 585-255-160. Золота 58,5%, серебра 25,5%, палладия 16%, цвет белый.
Для получения белого цвета золотого сплава одного серебра недостаточно. Для получения устойчивого белого цвета в сплав добавляют платину или палладий. Палладий повышает температуру плавления золотого сплава и резко изменяет его цвет. При содержании в сплаве 16% палладия изделие окрашивается в белый привлекательный цвет, не требующий покрытия родием. Платина окрашивает золото в белый цвет ещё более интенсивно, однако применяется редко в основном из-за своей высокой стоимости.
Платина окрашивает золото в белый цвет ещё более интенсивно, однако применяется редко в основном из-за своей высокой стоимости.
Оценщик должен это помнить. Самая высокая из установленных в России проб белого золота — это 750-я. Если на изделии белого цвета стоит более высокая проба, например, 958-я, а ваши реактивы не реагируют, то это фальшивка (часто нержавеющая сталь).
ЗлНЦМ 585-12,5-4 Белый. Золото 58,5%, никель12,5%, цинк 4%, остальное медь (21,5%)
Это более дешёвый сплав белого золота. Такие сплавы относятся к категории литейных сплавов. Никель изменяет цвет сплава в бледно-желтый. Сохраняя ковкость металла, никель придает ему твердость и повышает литейные свойства. Наличие цинка осветляет сплав, повышает текучесть и снижает температуру плавления.
Однако окраска неустойчивая и под воздействием внешней среды приобретает желтоватый или зеленоватый оттенок.
У некоторых людей никель вызывает аллергию, и поэтому им не стоит носить изделия из такого сплава. Чтобы избежать подобных неприятностей, производители покрывают свои изделия родием. Это металл платиновой группы, с сильным блеском и высокой твёрдостью, является отличным защитно-декоративным покрытием.
Чтобы избежать подобных неприятностей, производители покрывают свои изделия родием. Это металл платиновой группы, с сильным блеском и высокой твёрдостью, является отличным защитно-декоративным покрытием.
Для людей с повышенной чувствительностью к недрагоценным металлам изготавливают изделия, в основном обручальные кольца, из высокопробного золота 958-й пробы.
Этот сплав ЗлСрМ 958-20 имеет наиболее высокую химическую стойкость, приятный ярко-желтый цвет, но при этом очень мягкий, и полировка на нем держится очень недолго. Если другие сплавы золота вам не подходят, покупайте этот.
Ювелирные изделия из различных золотых сплавов в разговорной речи называют просто «золото» (белое золото, желтое золото). Но эти сплавы могут отличаться не только по цвету, но и по количественному содержанию чистого золота в сплаве (пробе).
Золотые изделия желтого цвета 750-й (18 карат) и 585-й (14 карат) пробы можно легко подменить более дешевыми по стоимости изделиями 375-й пробы (9 карат). Ещё сложнее сделать правильную покупку, находясь за границей. Здесь существуют тысячи различных клейм, разобраться в которых сложно даже опытному покупателю, и у продавца всегда есть искушение его обмануть. Гораздо труднее отличить изделия из белого золота. По внешнему виду они будут все одинаковые, а состав сплава покупателю никто не скажет.
Ещё сложнее сделать правильную покупку, находясь за границей. Здесь существуют тысячи различных клейм, разобраться в которых сложно даже опытному покупателю, и у продавца всегда есть искушение его обмануть. Гораздо труднее отличить изделия из белого золота. По внешнему виду они будут все одинаковые, а состав сплава покупателю никто не скажет.
Все золотые изделия, предназначенные для продажи в Российской Федерации, должны иметь пробирное клеймо и соответствовать одной из установленных проб. Контроль за выполнением этого условия осуществляет Российская государственная пробирная палата.
ЦВЕТНОЕ ЗОЛОТО
Черное, голубое или фиолетовое золото, обладающие живым и насыщенным цветом, создаются на основе интерметаллических соединений, которые не являются сплавами. Все эти соединения, внешне металлические, имеют фиксированный состав, очень хрупки, похожи на керамику и представляют значительные сложности при обработке. Покупатель не сможет изменить размер такого кольца, изменить его форму, и его не примут у него ни в ломбарде, ни в скупке.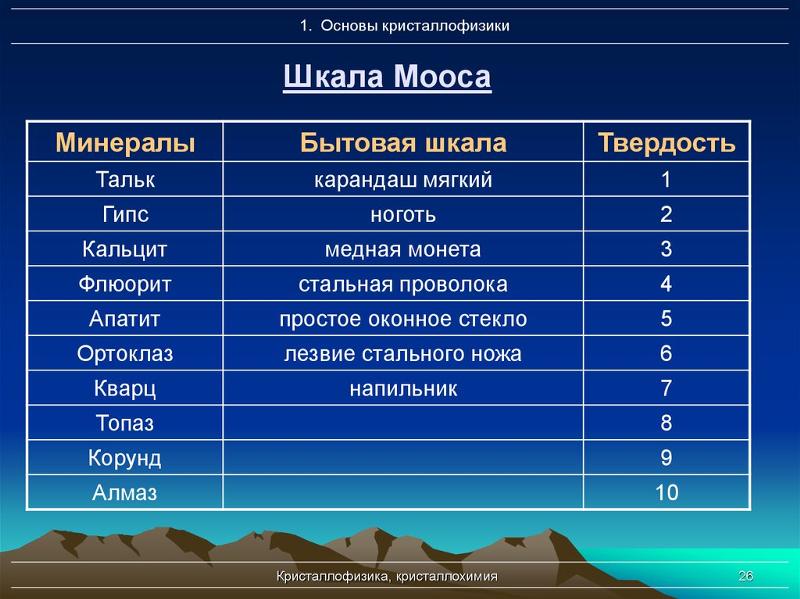 При покупке таких изделий рекомендую это учитывать!
При покупке таких изделий рекомендую это учитывать!
Для придания золотым сплавам чёрного цвета обычно используют следующий технологический прием: поверхность ювелирного изделия покрывают слоем чёрного родия или рутения гальваническим методом; при этом цвет покрытий варьируется в диапазоне от серого до чёрного. Но, как и любое покрытие, оно недолговечно и во время эксплуатации будет стираться.
Типы меди и свойства
Медь, наиболее часто используемая для листового и полосового проката, соответствует стандарту ASTM B370. Он состоит на 99,9% из меди и доступен в шести состояниях, обозначенных ASTM B370 как: 060 (мягкий), H00 (холоднокатаный), H01 (холоднокатаный, с высоким пределом текучести), H02 (полутвердый), H03 (твердый на три четверти). ) и H04 (жесткий).
Мягкая закаленная медь чрезвычайно ковкая и лучше всего подходит для таких применений, как сложные декоративные работы. Исторически он использовался в строительстве. Из-за низкой прочности требовался материал большой толщины. В результате использование меди с мягким отпуском не рекомендуется для большинства строительных применений.
В результате использование меди с мягким отпуском не рекомендуется для большинства строительных применений.
С развитием холоднокатаной меди много лет назад толщина материала могла быть уменьшена без ущерба для его низких эксплуатационных расходов и длительного срока службы. Холоднокатаная медь менее податлива, чем медь с мягким отпуском, но намного прочнее. Это, безусловно, самая популярная медная закалка, используемая в настоящее время в строительстве. Свойства холоднокатаной меди приведены в Таблице 1.1А .
| Удельный вес | 8,89 — 8,94 |
| Плотность | 0,322 фунта/куб. дюймов при 68°F |
| Теплопроводность | 226 БТЕ/кв. фут/фут/ч °F при 68°F |
| Коэффициент теплового расширения | 0,0000098/°F от 68°F до 572°F |
| Модуль упругости (растяжение) | 17 000 000 фунтов на кв. дюйм дюйм |
| Прочность на растяжение | 32 000 фунтов на кв. дюйм мин. |
| Предел текучести (удлинение 0,5 %) | 20 000 фунтов на кв. дюйм мин. |
| Удлинение в 2 дюйма — прибл. | 30% |
| Прочность на сдвиг | 25 000 фунтов на кв. дюйм |
| Твердость — Роквелл (шкала F) Роквелл (шкала Т) | 54 мин. 15 мин. |
Важные свойства шести сплавов, определенных ASTM B370, приведены в таблице 1.1B .
Как правило, для большинства кровельных и гидроизоляционных конструкций рекомендуется использовать холоднокатаную медь твердостью 1/8 (H00). Мягкая медь может использоваться там, где требуется экстремальное формование, например, в сложных условиях примыкания к стене. Однако следует отметить, что холоднокатаная медь обладает гораздо большей устойчивостью, чем мягкая, к напряжениям, вызванным расширением и сжатием. Медный кровельный лист с более высоким отпуском следует указывать только в том случае, если он указан для конкретных и инженерных применений, требующих такого более высокого отпуска.
Медный кровельный лист с более высоким отпуском следует указывать только в том случае, если он указан для конкретных и инженерных применений, требующих такого более высокого отпуска.
| Отпуск Обозначение Стандарт | Прочность на растяжение (тыс.фунтов/кв.дюйм) | Предел текучести (тыс.фунтов/кв.дюйм) Мин. | |
|---|---|---|---|
| Мин. | Макс. | ||
| 060 Мягкий | 30 | 38 | — |
| H00 Холоднокатаный 1/8 Hard | 32 | 40 | 20 |
| H01 Холоднокатаный, высокопрочный 1/4 Hard | 34 | 42 | 28 |
| H02 полутвердый | 37 | 46 | 30 |
| H03 Твердый на три четверти | 41 | 50 | 32 |
| H04 Жесткий | 43 | 52 | 35 |
Предел текучести холоднокатаной меди с высоким пределом текучести (H01) значительно выше, чем у стандартной холоднокатаной меди (H00), до 33 000 фунтов на квадратный дюйм. Это позволяет использовать медь с высоким выходом на 12 унций во многих случаях, когда обычно используется холоднокатаная медь на 16 унций.
Это позволяет использовать медь с высоким выходом на 12 унций во многих случаях, когда обычно используется холоднокатаная медь на 16 унций.
Медь с высоким выходом в основном используется для производства флюсовых изделий, где важны как ковкость, так и прочность.
Хорошая коррозионная стойкость, хорошая электро- и теплопроводность, простота изготовления в сочетании с прочностью и устойчивостью к усталости — вот критерии, по которым выбирают медь или один из ее сплавов.
Коррозионная стойкость: Медь — это благородный металл, способный хорошо сопротивляться воздействию агрессивных сред. В присутствии влаги, солей и загрязнений с высоким содержанием серы медь быстро начинает окисляться и проходить цикл выветривания. Его высокая устойчивость к коррозии обусловлена его способностью реагировать на окружающую среду и достигать равновесия выветривания.
Электрическая и теплопроводность: Медь и ее сплавы являются отличными проводниками электричества и тепла. На самом деле медь используется для этих целей чаще любого другого металла. Легирование неизменно снижает электропроводность и, в меньшей степени, теплопроводность. Медь и сплавы с высоким содержанием меди предпочтительнее медных сплавов, содержащих более нескольких процентов общего содержания сплава, когда требуется высокая электрическая или теплопроводность.
На самом деле медь используется для этих целей чаще любого другого металла. Легирование неизменно снижает электропроводность и, в меньшей степени, теплопроводность. Медь и сплавы с высоким содержанием меди предпочтительнее медных сплавов, содержащих более нескольких процентов общего содержания сплава, когда требуется высокая электрическая или теплопроводность.
Простота изготовления: Медь и ее сплавы, как правило, можно придать требуемой форме и размерам с помощью любого из обычных производственных процессов. Их обычно прокатывают, штампуют, вытягивают и направляют в холодном виде; их прокатывают, экструдируют, куют и формуют при повышенной температуре.
Медь и ее сплавы легко собираются с помощью любого из различных механических процессов или процессов склеивания, обычно используемых для соединения металлических компонентов. Обжим, крепление колышками, клепка и болтовое соединение являются механическими средствами сохранения целостности соединения. Пайка, пайка твердым припоем и сварка являются наиболее широко используемыми процессами соединения медных металлов. Выбор наилучшего процесса соединения определяется эксплуатационными требованиями, конфигурацией соединения, толщиной компонентов и составом(ами) сплава.
Пайка, пайка твердым припоем и сварка являются наиболее широко используемыми процессами соединения медных металлов. Выбор наилучшего процесса соединения определяется эксплуатационными требованиями, конфигурацией соединения, толщиной компонентов и составом(ами) сплава.
Медь – Прочность – Твердость – Эластичность
О меди
Медь – мягкий, ковкий и пластичный металл с очень высокой тепло- и электропроводностью. Свежая открытая поверхность чистой меди имеет красновато-оранжевый цвет. Медь используется как проводник тепла и электричества, как строительный материал и как составная часть различных металлических сплавов, таких как стерлинговое серебро, используемое в ювелирных изделиях, мельхиор, используемый для изготовления морского оборудования и монет, и константан, используемый в тензодатчиках и термопарах. для измерения температуры.
Прочность меди
В механике материалов прочность материала — это его способность выдерживать приложенную нагрузку без разрушения или пластической деформации. Прочность материалов в основном рассматривает взаимосвязь между внешними нагрузками , приложенными к материалу, и результирующей деформацией или изменением размеров материала. При проектировании конструкций и машин важно учитывать эти факторы, чтобы выбранный материал имел достаточную прочность, чтобы противостоять приложенным нагрузкам или силам и сохранять свою первоначальную форму. Прочность материала — это его способность выдерживать приложенную нагрузку без разрушения или пластической деформации.
Прочность материалов в основном рассматривает взаимосвязь между внешними нагрузками , приложенными к материалу, и результирующей деформацией или изменением размеров материала. При проектировании конструкций и машин важно учитывать эти факторы, чтобы выбранный материал имел достаточную прочность, чтобы противостоять приложенным нагрузкам или силам и сохранять свою первоначальную форму. Прочность материала — это его способность выдерживать приложенную нагрузку без разрушения или пластической деформации.
При растяжении способность материала или конструкции выдерживать нагрузки, имеющие тенденцию к удлинению, известна как предел прочности при растяжении (UTS). Предел текучести или предел текучести — это свойство материала, определяемое как напряжение, при котором материал начинает пластически деформироваться, тогда как предел текучести — это точка, в которой начинается нелинейная (упругая + пластическая) деформация.
Предел прочности при растяжении меди
Предел прочности при растяжении меди составляет 210 МПа.
Предел текучести меди
Предел текучести меди составляет 33 МПа.
Модуль упругости меди
Модуль упругости Юнга меди составляет 33 МПа.
Модуль упругости при сдвиге меди 48 ГПа.
Объемный модуль упругости меди составляет 140 ГПа.
Твердость меди
Материаловедение, твердость – это способность выдерживать вмятины на поверхности ( локализованная пластическая деформация ) и царапание . Тест на твердость по Бринеллю — один из тестов на твердость с вдавливанием, разработанный для определения твердости. В испытаниях по Бринеллю твердый сферический индентор вдавливается под определенной нагрузкой в поверхность испытуемого металла.
Твердость меди по Бринеллю составляет приблизительно 250 МПа.
Испытание на твердость по Виккерсу 9Метод 0008 был разработан Робертом Л. Смитом и Джорджем Э. Сандландом из Vickers Ltd в качестве альтернативы методу Бринелля для измерения твердости материалов. Метод определения твердости по Виккерсу можно также использовать в качестве метода определения микротвердости , который в основном используется для мелких деталей, тонких срезов или работы по глубине корпуса.
Твердость меди по Виккерсу составляет примерно 350 МПа.
Твердость к царапанью является мерой устойчивости образца к остаточной пластической деформации из-за трения об острый предмет. Наиболее распространенная шкала для этого качественного теста — 9.0007 Шкала Мооса , которая используется в минералогии. Шкала твердости минералов Мооса основана на способности одного природного образца минерала заметно царапать другой минерал.
Медь имеет твердость приблизительно 3.
Медь – кристаллическая структура
Возможная кристаллическая структура меди : гранецентрированная кубическая структура .
В металлах и во многих других твердых телах атомы расположены в виде правильных рядов, называемых кристаллами. Кристаллическая решетка — это повторяющийся узор из математических точек, простирающийся по всему пространству. Силы химической связи вызывают это повторение. Именно этот повторяющийся узор определяет такие свойства, как прочность, пластичность, плотность, проводимость (свойство проводить или передавать тепло, электричество и т. д.) и форму. Существует 14 основных типов таких паттернов, известных как решетки Браве.
Кристаллическая структура меди
Прочность элементов
ЭЛАСТИКА ЭЛЕМЕНТОВ
Твердость элементов
Облизости прочности
в Мехамии. способность выдерживать приложенную нагрузку без разрушения или пластической деформации. Сопротивление материалов в основном рассматривает взаимосвязь между внешними нагрузками применяется к материалу и в результате деформация или изменение размеров материала. При проектировании конструкций и машин важно учитывать эти факторы, чтобы выбранный материал имел достаточную прочность, чтобы противостоять приложенным нагрузкам или силам и сохранять свою первоначальную форму. Прочность материала – это его способность выдерживать приложенную нагрузку без разрушения или пластической деформации.
При проектировании конструкций и машин важно учитывать эти факторы, чтобы выбранный материал имел достаточную прочность, чтобы противостоять приложенным нагрузкам или силам и сохранять свою первоначальную форму. Прочность материала – это его способность выдерживать приложенную нагрузку без разрушения или пластической деформации.
Схематическая диаграмма кривой напряжения-деформации из низкоуглеродистой стали при комнатной температуре показан на рисунке. Есть несколько стадий, демонстрирующих различное поведение, что предполагает разные механические свойства. Чтобы уточнить, материалы могут пропускать одну или несколько стадий, показанных на рисунке, или иметь совершенно разные стадии. В этом случае приходится различать напряженно-деформированные характеристики пластичных и хрупких материалов. Следующие пункты описывают различные области кривой напряжения-деформации и важность нескольких конкретных мест.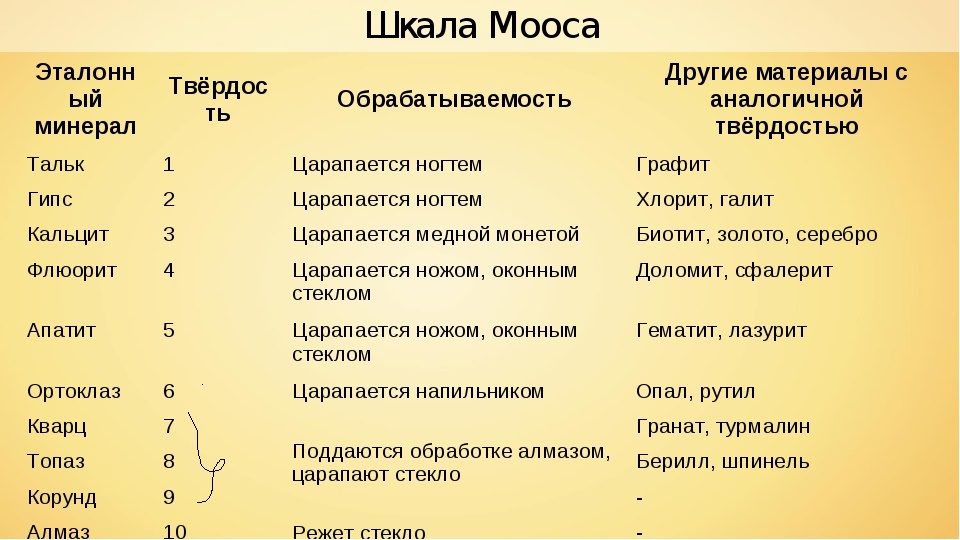
- Предел пропорциональности . Пропорциональный предел соответствует расположению напряжения в конце линейного участка , поэтому график напряжения-деформации представляет собой прямую линию, а градиент будет равен модулю упругости материала. Для напряжения растяжения и сжатия наклон участка кривой, на котором напряжение пропорционально деформации, называется модулем Юнга , а применяется закон Гука . Между пределом пропорциональности и пределом текучести закон Гука становится сомнительным, и деформация увеличивается быстрее.
- Предел текучести . Предел текучести — это точка на кривой напряжения-деформации, которая указывает предел упругого поведения и начало пластического поведения. Предел текучести или предел текучести — это свойство материала, определяемое как напряжение, при котором материал начинает пластически деформироваться, тогда как предел текучести — это точка, в которой начинается нелинейная (упругая + пластическая) деформация.
 До предела текучести материал будет упруго деформироваться и вернется к своей первоначальной форме, когда приложенное напряжение будет снято. Как только предел текучести пройден, некоторая часть деформации будет постоянной и необратимой. Некоторые стали и другие материалы демонстрируют явление, называемое явлением предела текучести. Пределы текучести варьируются от 35 МПа для низкопрочного алюминия до более 1400 МПа для очень высокопрочных сталей.
До предела текучести материал будет упруго деформироваться и вернется к своей первоначальной форме, когда приложенное напряжение будет снято. Как только предел текучести пройден, некоторая часть деформации будет постоянной и необратимой. Некоторые стали и другие материалы демонстрируют явление, называемое явлением предела текучести. Пределы текучести варьируются от 35 МПа для низкопрочного алюминия до более 1400 МПа для очень высокопрочных сталей. - Предел прочности при растяжении . Предел прочности при растяжении является максимальным на инженерной кривой напряжения-деформации. Это соответствует максимальному напряжению , которое может выдержать конструкция при растяжении. Предельная прочность на растяжение часто сокращается до «предельной прочности» или даже до «предельной». Если это напряжение применяется и поддерживается, произойдет разрушение. Часто это значение значительно превышает предел текучести (на 50–60 % превышает предел текучести для некоторых типов металлов).
 Когда пластичный материал достигает предела прочности, он испытывает сужение, когда площадь поперечного сечения локально уменьшается. Кривая напряжение-деформация не содержит более высокого напряжения, чем предел прочности. Несмотря на то, что деформации могут продолжать увеличиваться, напряжение обычно уменьшается после достижения предела прочности. Это интенсивное свойство; поэтому его значение не зависит от размера испытуемого образца. Однако это зависит от других факторов, таких как подготовка образца, наличие или отсутствие поверхностных дефектов, температура тестовой среды и материала. Предел прочности при растяжении варьируется от 50 МПа для алюминия до 3000 МПа для очень высокопрочных сталей.
Когда пластичный материал достигает предела прочности, он испытывает сужение, когда площадь поперечного сечения локально уменьшается. Кривая напряжение-деформация не содержит более высокого напряжения, чем предел прочности. Несмотря на то, что деформации могут продолжать увеличиваться, напряжение обычно уменьшается после достижения предела прочности. Это интенсивное свойство; поэтому его значение не зависит от размера испытуемого образца. Однако это зависит от других факторов, таких как подготовка образца, наличие или отсутствие поверхностных дефектов, температура тестовой среды и материала. Предел прочности при растяжении варьируется от 50 МПа для алюминия до 3000 МПа для очень высокопрочных сталей. - Точка разрушения : Точка разрушения — это точка напряжения, в которой материал физически разделяется. В этот момент деформация достигает своего максимального значения, и материал фактически разрушается, хотя соответствующее напряжение может быть меньше предела прочности в этот момент.
 Пластичные материалы имеют предел прочности при разрушении ниже, чем предел прочности при растяжении (UTS), тогда как в хрупких материалах предел прочности эквивалентен пределу прочности при растяжении (UTS). Если пластичный материал достигает своего предела прочности при растяжении в ситуации с регулируемой нагрузкой, он будет продолжать деформироваться без приложения дополнительной нагрузки, пока не разорвется. Однако, если нагрузка контролируется по смещению, деформация материала может уменьшить нагрузку, предотвращая разрыв.
Пластичные материалы имеют предел прочности при разрушении ниже, чем предел прочности при растяжении (UTS), тогда как в хрупких материалах предел прочности эквивалентен пределу прочности при растяжении (UTS). Если пластичный материал достигает своего предела прочности при растяжении в ситуации с регулируемой нагрузкой, он будет продолжать деформироваться без приложения дополнительной нагрузки, пока не разорвется. Однако, если нагрузка контролируется по смещению, деформация материала может уменьшить нагрузку, предотвращая разрыв.
О модуле упругости
При растяжении однородного стержня (кривая напряжения-деформации) закон Гука описывает поведение стержня в упругой области. В этой области удлинение стержня прямо пропорционально силе растяжения и длине стержня и обратно пропорционально площади поперечного сечения и модулю упругости . Вплоть до предельного напряжения тело сможет восстановить свои размеры при снятии нагрузки. Приложенные напряжения заставляют атомы в кристалле перемещаться из своего положения равновесия. Все атомы смещены на одинаковую величину и сохраняют свою относительную геометрию. Когда напряжения снимаются, все атомы возвращаются в исходное положение, и остаточная деформация не возникает. Согласно Закон Гука, напряжение пропорционально деформации (в области упругости), а наклон равен модулю Юнга .
Все атомы смещены на одинаковую величину и сохраняют свою относительную геометрию. Когда напряжения снимаются, все атомы возвращаются в исходное положение, и остаточная деформация не возникает. Согласно Закон Гука, напряжение пропорционально деформации (в области упругости), а наклон равен модулю Юнга .
Мы можем расширить ту же идею связи напряжения с деформацией с приложениями сдвига в линейной области, связать напряжение сдвига с деформацией сдвига, чтобы создать закон Гука для напряжения сдвига :
Для изотропных материалов в области упругости вы можно связать коэффициент Пуассона (ν), модуль упругости Юнга (E) и модуль упругости сдвига (G):
Модули упругости, относящиеся к поликристаллическим материалам:
- Модуль упругости Юнга. Модуль упругости Юнга представляет собой модуль упругости при растяжении и сжатии в режиме линейной упругости одноосной деформации и обычно оценивается испытаниями на растяжение.

- Модуль упругости при сдвиге. Модуль сдвига или модуль жесткости получают при кручении цилиндрического образца. Он описывает реакцию материала на напряжение сдвига. Его символ — G. Модуль сдвига — одна из нескольких величин для измерения жесткости материалов, возникающая в обобщенном законе Гука.
- Объемный модуль упругости. Объемный модуль упругости описывает объемную упругость или тенденцию объекта деформироваться во всех направлениях при равномерной нагрузке во всех направлениях. Например, он описывает упругую реакцию на гидростатическое давление и равностороннее растяжение (как давление на дне океана или в глубоком бассейне). Это также свойство материала, определяющее упругую реакцию на приложение нагрузки. Для жидкости имеет значение только объемный модуль.
О твердости
В материаловедении твердость — это способность выдерживать вдавливание поверхности ( локализованная пластическая деформация ) и царапание .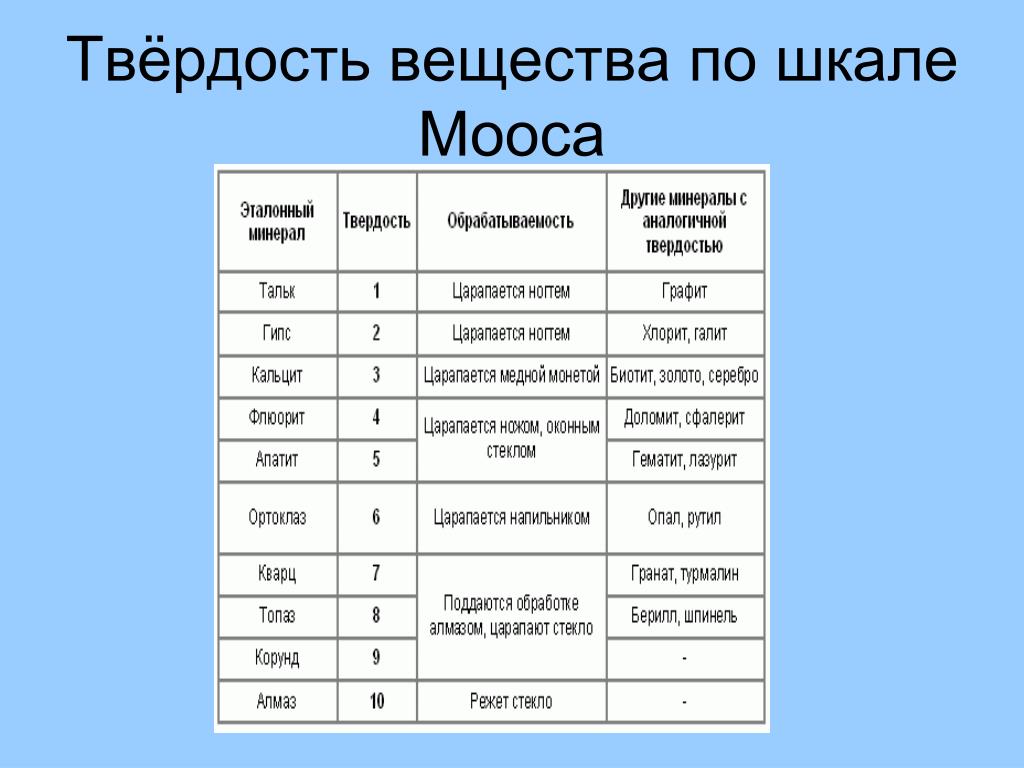 Твердость , вероятно, является наиболее плохо определенным свойством материала, поскольку она может указывать на стойкость к царапанью, стойкость к истиранию, стойкость к вдавливанию или даже стойкость к формованию или локализованной пластической деформации. Твердость важна с инженерной точки зрения, потому что сопротивление износу при трении или эрозии паром, маслом и водой обычно увеличивается с увеличением твердости.
Твердость , вероятно, является наиболее плохо определенным свойством материала, поскольку она может указывать на стойкость к царапанью, стойкость к истиранию, стойкость к вдавливанию или даже стойкость к формованию или локализованной пластической деформации. Твердость важна с инженерной точки зрения, потому что сопротивление износу при трении или эрозии паром, маслом и водой обычно увеличивается с увеличением твердости.
Есть три основных типа измерений твердости :
- Твердость к царапинам . Твердость к царапанию — это мера устойчивости образца к остаточной пластической деформации из-за трения об острый предмет. Наиболее распространенной шкалой для этого качественного теста является шкала Мооса , которая используется в минералогии. Шкала твердости минералов Мооса основана на способности одного природного образца минерала заметно царапать другой минерал. Твердость материала измеряется по шкале путем нахождения самого твердого материала, который данный материал может поцарапать, или самого мягкого материала, который может поцарапать данный материал.
 Например, если какой-то материал царапается топазом, а не кварцем, его твердость по шкале Мооса будет находиться между 7 и 8.
Например, если какой-то материал царапается топазом, а не кварцем, его твердость по шкале Мооса будет находиться между 7 и 8. - Твердость при вдавливании . Твердость при вдавливании измеряет способность выдерживать поверхностное вдавливание (локальную пластическую деформацию) и сопротивление образца деформации материала из-за постоянной сжимающей нагрузки от острого предмета. Испытания на твердость при вдавливании в основном используются в машиностроении и металлургии. Традиционные методы основаны на четко определенных испытаниях на физическую твердость при вдавливании. Очень твердые инденторы определенной геометрии и размеров непрерывно вдавливаются в материал с определенной силой. Параметры деформации, такие как глубина вдавливания по методу Роквелла, записываются для измерения твердости. Общая шкала твердости при вдавливании равна 9.0007 Бринелль , Роквелл и Виккерс .
- Твердость по отскоку .
 Твердость отскока, также известная как динамическая твердость, измеряет высоту «отскока» молотка с алмазным наконечником, падающего с фиксированной высоты на материал. Одно из устройств, используемых для этого измерения, известно как склероскоп . Он состоит из стального шара, сброшенного с фиксированной высоты. Этот тип твердости связан с эластичностью.
Твердость отскока, также известная как динамическая твердость, измеряет высоту «отскока» молотка с алмазным наконечником, падающего с фиксированной высоты на материал. Одно из устройств, используемых для этого измерения, известно как склероскоп . Он состоит из стального шара, сброшенного с фиксированной высоты. Этот тип твердости связан с эластичностью.
О кристаллической структуре
Три наиболее распространенных основных кристаллических узора:
- bcc. В ОЦК (ОЦК) расположении атомов элементарная ячейка состоит из восьми атомов в углах куба и одного атома в центре тела куба. В ОЦК элементарная ячейка содержит (8 угловых атомов × ⅛) + (1 центральный атом × 1) = 2 атома. Упаковка более эффективна (68%), чем простая кубическая, а структура обычная для щелочных металлов и ранних переходных металлов. Металлы, содержащие структуры ОЦК, включают феррит, хром, ванадий, молибден и вольфрам. Эти металлы обладают высокой прочностью и низкой пластичностью.

- ФЦК. В ГЦК (ГЦК) расположении атомов элементарная ячейка состоит из восьми атомов в углах куба и одного атома в центре каждой из граней куба. В ГЦК-системе элементарная ячейка содержит (8 угловых атомов × ⅛) + (6 атомов на гранях × ½) = 4 атома. Эта структура, наряду со своим гексагональным родственником (ГПУ), имеет наиболее эффективную упаковку (74%). Металлы, содержащие структуры FCC, включают аустенит, алюминий, медь, свинец, серебро, золото, никель, платину и торий. Эти металлы обладают низкой прочностью и высокой пластичностью.
- ГПУ. В ГПУ (ГПУ) расположении атомов элементарная ячейка состоит из трех слоев атомов. Верхний и нижний слои содержат по шесть атомов в углах шестиугольника и по одному атому в центре каждого шестиугольника. Средний слой содержит три атома, расположенные между атомами верхнего и нижнего слоев, отсюда и название плотная упаковка. Гексагональная плотная упаковка (ГПУ) — это один из двух простых типов атомной упаковки с самой высокой плотностью, второй — гранецентрированная кубическая (ГЦК).
 Однако, в отличие от ГЦК, это не решетка Браве, поскольку есть два неэквивалентных набора точек решетки. Металлы, содержащие структуры ГПУ, включают бериллий, магний, цинк, кадмий, кобальт, таллий и цирконий. Металлы HCP не такие пластичные, как металлы FCC.
Однако, в отличие от ГЦК, это не решетка Браве, поскольку есть два неэквивалентных набора точек решетки. Металлы, содержащие структуры ГПУ, включают бериллий, магний, цинк, кадмий, кобальт, таллий и цирконий. Металлы HCP не такие пластичные, как металлы FCC.
Сводка
| Элемент | Медь |
| Предел прочности при растяжении | 210 МПа |
| Предел текучести | 33 МПа |
| Модуль упругости Юнга | 120 ГПа |
| Модуль упругости при сдвиге | 48 ГПа |
| Объемный модуль упругости | 140 ГПа |
| Шкала Мооса | 3 |
| Твердость по Бринеллю | 250 МПа |
| Твердость по Виккерсу | 350 МПа |
Источник: www. luciteria.com
luciteria.com
Свойства других элементов
Прочие свойства меди
Влияние жесткости воды на острую токсичность меди и цинка для рыб
. 2010 июль; 26 (6): 361-5.
дои: 10.1177/0748233710369123.
Epub 2010 26 мая.
Мохаммад Эбрахимпур
1
, Хосейн Алипур, Солейман Рахшах
принадлежность
- 1 Департамент наук об окружающей среде, факультет сельского хозяйства, Бирджандский университет, Бирджанд, Иран. [email protected]
PMID:
20504831
DOI:
10.
 1177/0748233710369123
1177/0748233710369123
Мохаммад Эбрахимпур и др.
Токсикол Инд Здоровье.
2010 9 июля0003
. 2010 июль; 26 (6): 361-5.
дои: 10.1177/0748233710369123.
Epub 2010 26 мая.
Авторы
Мохаммад Эбрагимпур
1
, Хосейн Алипур, Солейман Рахшах
принадлежность
- 1 Департамент наук об окружающей среде, факультет сельского хозяйства, Бирджандский университет, Бирджанд, Иран. [email protected]
PMID:
20504831
DOI:
10.
 1177/0748233710369123
1177/0748233710369123
Абстрактный
Целью данного исследования было использование статического теста для изучения острой токсичности двух основных элементов, Cu и Zn, для местной рыбы Capoeta fusca с помощью статического биоанализа. Острая токсичность двух тяжелых металлов для C. fusca определялась в мягкой, жесткой и очень жесткой воде (40, 150 и 380 мг/л в виде CaCO(3)). Результаты показали, что токсичность Cu и Zn снижалась с увеличением жесткости воды, поэтому жесткость воды оказывала значительное влияние на токсичность Cu и Zn для рыб. Медь и Zn были более токсичны в мягкой воде, чем в жесткой. 9Значения 6-часовой летальной концентрации для 50% (LC(50)) для C. fusca были ниже в мягкой воде по сравнению с жесткой и очень жесткой водой. 96-часовая ЛК(50) Cu в мягкой, жесткой и очень жесткой воде составила 1,1, 5,4 и 7,5 мг/л соответственно, а 96-часовая ЛК(50) Zn в мягкой, жесткой воде.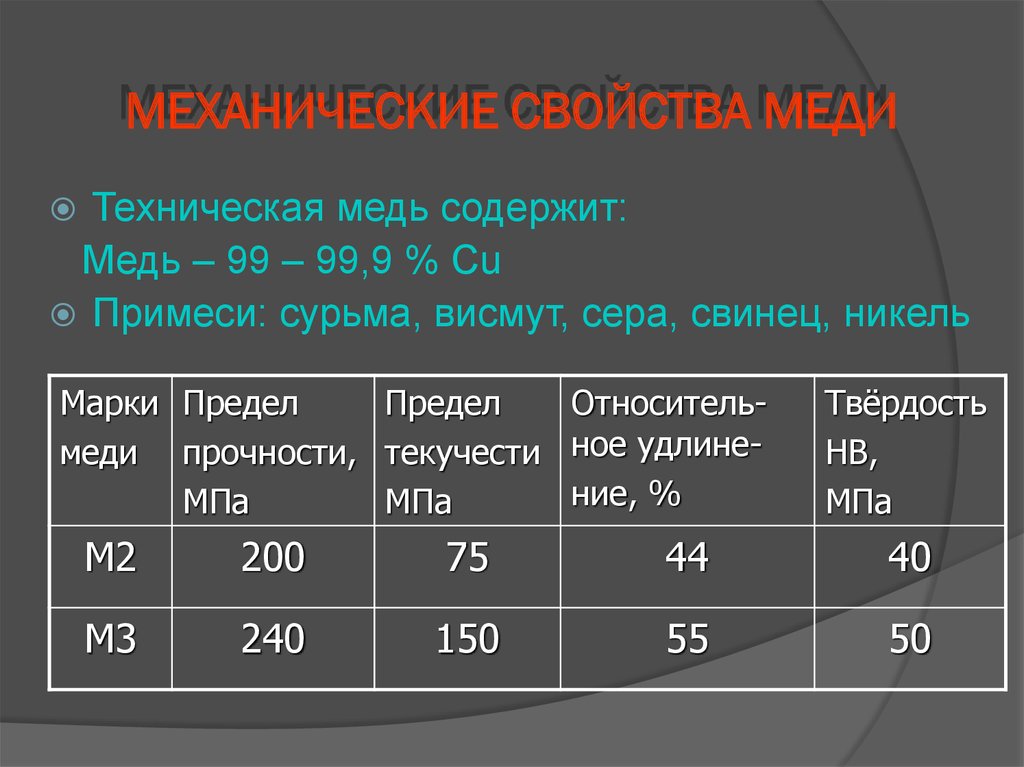 и очень жесткой воды – 13,7, 74,4 и 102,9 мг/л соответственно.
и очень жесткой воды – 13,7, 74,4 и 102,9 мг/л соответственно.
Похожие статьи
Влияние жесткости на острую токсичность смесей металлов с использованием Daphnia magna: прогноз токсичности кислых шахтных стоков.
Йим Дж. Х., Ким К. В., Ким С. Д.
Йим Дж. Х. и др.
Джей Хазард Матер. 2 ноября 2006 г.; 138(1):16-21. doi: 10.1016/j.jhazmat.2005.11.107. Epub 2006 20 мая.
Джей Хазард Матер. 2006.PMID: 16806685
Чувствительность глохидий (личинок) пресноводных мидий к меди: оценка влияния жесткости воды и растворенного органического углерода на чувствительность исчезающих видов.
Гиллис П.Л., Митчелл Р.Дж., Швальб А.Н., Макниколс К.А., Маки Г.Л., Вуд К.М., Акерман Д.Д.
Гиллис П.Л. и соавт.
Аква токсикол. 2008 23 июня; 88 (2): 137-45. doi: 10.1016/j.aquatox.2008.04.003. Epub 2008, 12 апреля.
2008 23 июня; 88 (2): 137-45. doi: 10.1016/j.aquatox.2008.04.003. Epub 2008, 12 апреля.
Аква токсикол. 2008.PMID: 184
Оценка модели биотического лиганда по сравнению с другими методами определения критериев для конкретного участка для меди в поверхностных водах с повышенной жесткостью.
Ван Гендерен Э., Генсемер Р., Смит С., Санторе Р., Райан А.
Ван Гендерен Э. и др.
Аква токсикол. 2007 г., 30 августа; 84 (2): 279–91. doi: 10.1016/j.aquatox.2007.02.024. Epub 2007 16 июня.
Аква токсикол. 2007.PMID: 17681387
Физиология имеет решающее значение для взаимодействия между соленостью и острой токсичностью меди для рыб и беспозвоночных.
Гроселл М., Бланшар Дж., Брикс К.В., Гердес Р.
Гроселл М. и соавт.
Аква токсикол. 2007 г., 30 августа; 84 (2): 162–72. doi: 10.1016/j.aquatox.2007.03.026. Epub 2007 19 июня.
Аква токсикол. 2007.PMID: 17643507
Обзор.
Защита критериев качества воды Cu от ухудшения поведения и химико-механосенсорных реакций: обновление.
Мейер Дж.С., ДеФорест Д.К.
Мейер Дж. С. и др.
Environ Toxicol Chem. 2018 май; 37(5):1260-1279. doi: 10.1002/etc.4096. Epub 2018 19 апр.
Environ Toxicol Chem. 2018.PMID: 2
50
Обзор.
Посмотреть все похожие статьи
Цитируется
Критический обзор: Склонность материалов для водопроводных труб к увеличению или уменьшению роста Legionella и других условно-патогенных микроорганизмов.
Каллом А.
 С., Мартин Р.Л., Сонг Ю., Уильямс К., Уильямс А., Пруден А., Эдвардс М.А.
С., Мартин Р.Л., Сонг Ю., Уильямс К., Уильямс А., Пруден А., Эдвардс М.А.
Каллом А.С. и соавт.
Возбудители. 2020 17 ноября; 9 (11): 957. doi: 10.3390/pathogens57.
Возбудители. 2020.PMID: 33212943
Бесплатная статья ЧВК.Обзор.
Медь и цинк, образующиеся в системе очистки прудов Aquascape IonGen, могут нанести вред здоровью кои ( Cyprinus carpio ).
Такер Э., Герлах Дж., Куртин А., Пассингем К., Мерфи Л., Льюбарт Г.
Такер Э. и др.
Ветеринарная запись открыта. 2020 11 августа; 7 (1): e000396. doi: 10.1136/vetreco-2020-000396. Электронная коллекция 2020.
Ветеринарная запись открыта. 2020.PMID: 32821396
Бесплатная статья ЧВК.Обзор токсичности меди и наночастиц меди для рыб.
Малхотра Н.
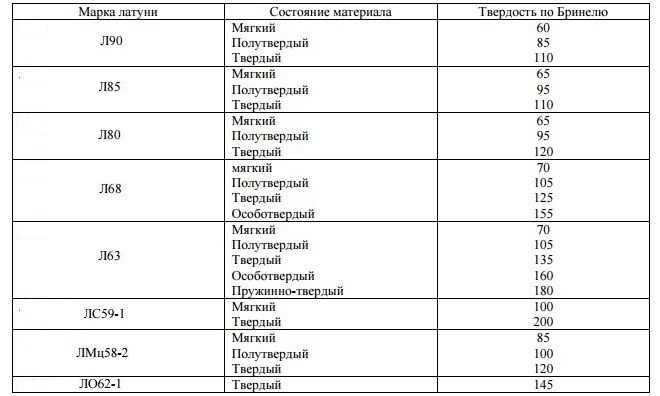 , Гер Т.Р., Уапипатанакул Б., Хуанг Дж.С., Чен К.Х., Сяо К.Д.
, Гер Т.Р., Уапипатанакул Б., Хуанг Дж.С., Чен К.Х., Сяо К.Д.
Малхотра Н. и др.
Наноматериалы (Базель). 2020 7 июня; 10 (6): 1126. doi: 10.3390/nano10061126.
Наноматериалы (Базель). 2020.PMID: 32517348
Бесплатная статья ЧВК.Обзор.
Токсичность и биоаккумуляция кадмия, меди и цинка в прямом сравнении при эквитоксичных концентрациях у молоди обыкновенного карпа (Cyprinus carpio).
Делахаут В., Рашкович Б., Сальвадо М.С., Бервоетс Л., Бласт Р., Де Боек Г.
Делахаут В. и др.
ПЛОС Один. 9 апреля 2020 г .; 15 (4): e0220485. doi: 10.1371/journal.pone.0220485. Электронная коллекция 2020.
ПЛОС Один. 2020.PMID: 32271754
Бесплатная статья ЧВК.Отдельные микроэлементы и металлы в подземных водах пермских отложений вблизи Олькуша (район добычи цинк-свинцовой руды, Южная Польша).

Постава А., Мотыка Ю.
Постава А. и др.
Environ Sci Pollut Res Int. 2019Янв; 26(1):34-43. doi: 10.1007/s11356-018-2953-7. Epub 2018 10 сентября.
Environ Sci Pollut Res Int. 2019.PMID: 30203348
Бесплатная статья ЧВК.Просмотреть все статьи «Цитируется по»
Типы публикаций
термины MeSH
вещества
Медные сплавы | МеталМарт Интернэшнл, Инк.
КОТЛЫ ВЫСОКОЭФФЕКТИВНЫЕ СПЛАВЫ ЛАТУНЬ СВИНЦОВАЯ ЛАТУНЬ ОЛОВЯННАЯ ЛАТУНЬ OLIN сплав № 102 110 122 1093 151 194 195 197 210 220 226 230 240 260 268 350 353 405 411 422 425 ASTM Спец. 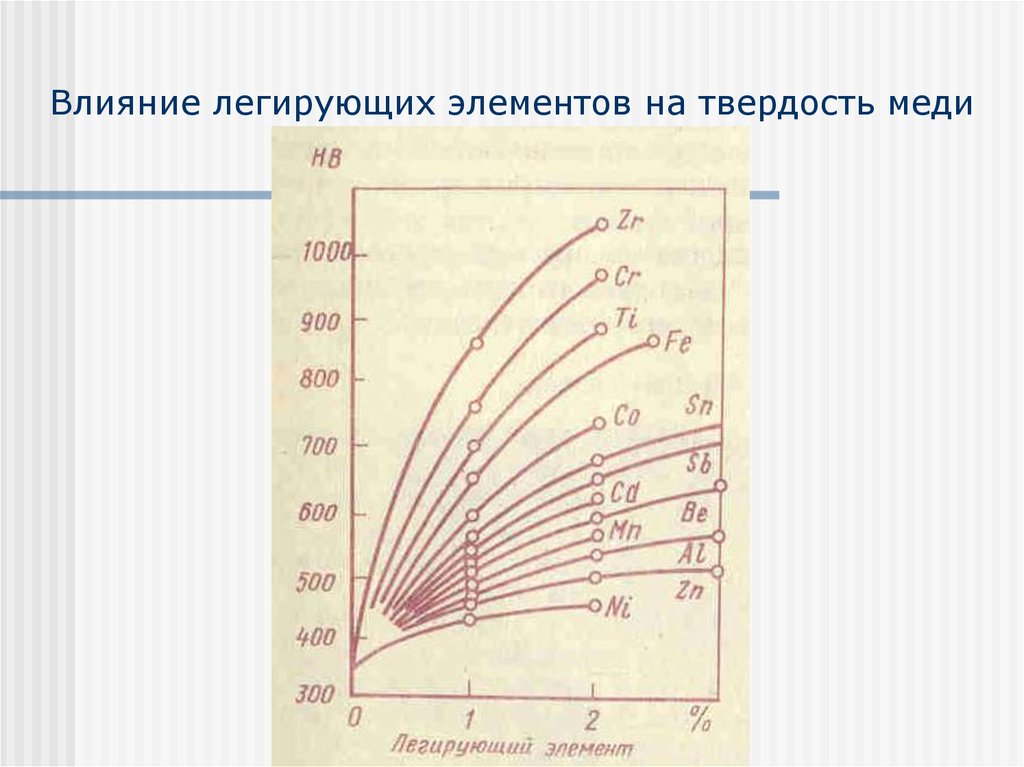 №
№Б152 Б152 Б152 Б152 Б747 Б465 Б465 Б465 Б36 Б36 Б36 Б36 Б36 Б36 Б121 Б121 В591 В591 В591 В591 Плотность 0,323 0,322 0,323 0,322 0,323 0,322 0,322 0,319 0,32 0,318 0,317 0,316 0,313 0,308 0,306 0,306 0,306 0,319 0,318 0,318 0,317 Мод. Эласт. 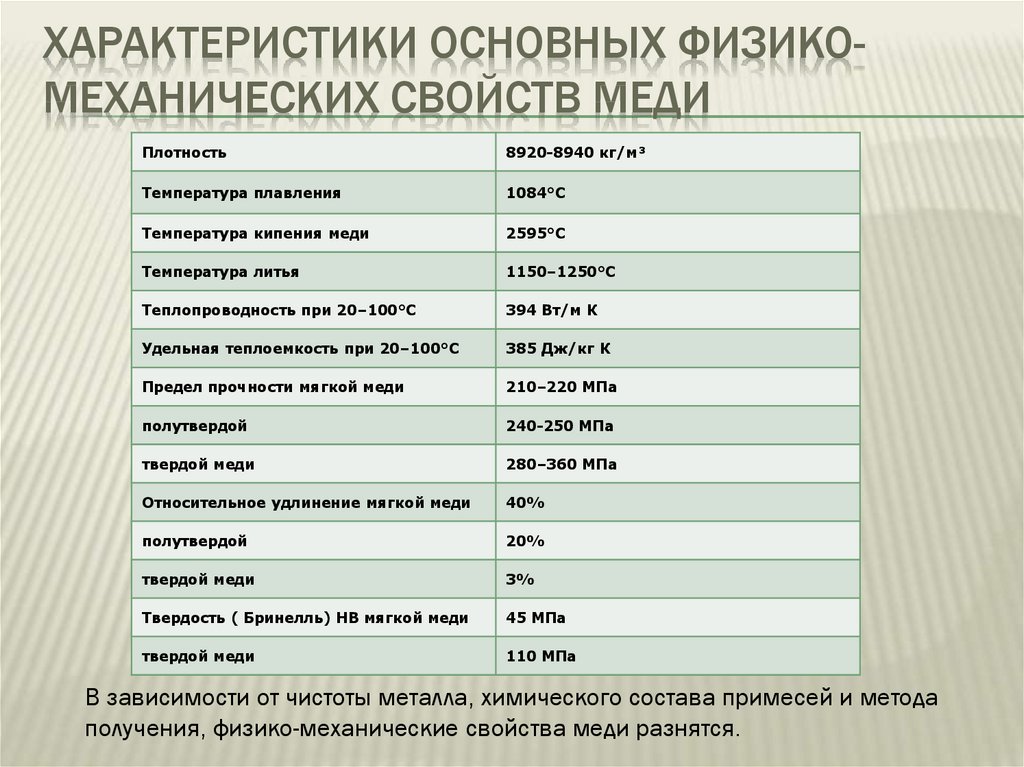
17 17 17 17 17 17 17 17 17 17 17 17 16 16 15 15 15 16 16 16 16 Избранный. конд. 101 101 85 101 95 60 50 80 56 44 40 37 32 28 27 26 26 41 32 31 28 Терм. конд. 226 226 196 226 208 150 115 185 135 109 100 92 81 70 67 67 67 95 75 75 69 Коэф.  Th. Эксп.
Th. Эксп.9,8 9,8 9,8 9,8 9,8 9,7 9,6 9,6 10 10,2 10,3 10,4 10,6 11.1 11,3 11,3 11,3 10,2 10,2 10,2 10,2 ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ x 1000 PSI (кгс/мм 2 = KSI x 0,7031) ПРЕДЕЛ СТОЙКОСТИ x 1000 PSI (номинальное смещение 0,2 %) (кгс/мм 2 = KSI x 0,7031) ОТЖИГ 26-38 37-42 40-63 50-60 43-53 34-40 36-42 37-45 39-47 44-54 45-61 44-61 47-59 46-54 38-45 38-44 41-49 41-47 10 13 38 28 23 10 12 15 13 20 21 23 23 21 16 14 19 17 1/4 ЖЕСТКИЙ 34-42 40-45 60-72 37-47 40-50 42-52 44-54 48-58 49-59 49-59 49-59 49-59 41-53 42-54 47-57 49-59 32 35 57 30 33 32 35 29 33 34 32 29 38 35 38 37 1/2 ЖЕСТКИЙ 37-46 43-51 53-63 68-78 53-63 42-52 47-57 49-59 51-61 55-65 57-67 55-65 55-65 55-65 46-58 49-60 54-65 57-69 37 42 45 71 48 44 47 50 48 42 51 44 46 42 43 49 55 58 3/4 ЖЕСТКИЙ 41-50 47-56 75-85 46-56 52-62 55-65 57-67 61-71 64-74 62-72 62-72 62-72 52-64 55-66 60-72 62-74 43 50 77 50 54 58 55 53 62 53 60 55 55 58 64 64 ТВЕРДЫЙ 43-52 53-62 60-70 82-90 60-70 50-59 57-66 60-69 63-72 68-77 71-81 68-78 68-78 68-78 58-70 61-72 67-79 70-82 45 56 60 83 60 53 58 62 61 61 72 57 68 67 63 64 71 72 EX. HD.47-56 59-65 67-73 67-73 56-64 64-72 69-77 72-80 78-87 83-92 79-89 79-89 79-89 63-75 67-78 75-85 76-88 50 60 67 67 59 63 70 68 68 83 67 79 78 68 70 75 79 ПРУЖИНА 50-58 64-71 70-76 88-97 70-76 60-68 69-77 75-83 78-86 85-93 91-100 86-95 86-95 86-95 68-80 73-83 82-92 84-94 52 66 70 88 70 63 68 76 72 76 86 71 84 84 73 75 82 90 EX. СПР.52 мин 73-80 70-78 61-69 72-80 78-86 82-90 89-97 95-104 90-99 90-99 90-99 73-84 78 мин 88 мин. 92 мин 51 мин 73 74 64 70 78 76 78 89 73 89 88 77 75 мин 82 мин 87 мин. УДЛИНЕНИЕ Номинальное % в 2 дюймах (= % в 50 мм) ТВЕРДОСТЬ ПО РОКВЕЛЛУ B Номинальная — 0,020 футов и более (Rockwell F, 30T или 15N, где указано) ОТЖИГ 35 38 23 26 20 мин. 45 47 40 45 50 53 52 50 56 45 43 45 48 49Ф 45Ф 65Ф 64Ф 71Ф 70Ф 75Ф 75Ф 80Ф 72Ф 61Ф 68Ф 72Ф 72Ф 1/4 ЖЕСТКИЙ 23 22 14 30 27 28 27 26 46 42 44 48 34 23 29 35 72F 32 71 36 41 44 47 51 52 52 52 52 46 47 56 59 1/2 ЖЕСТКИЙ 20 15 17 6 17 17 12 19 14 18 30 36 28 35 27 13 16 20 83F 37 59 78 66 50 58 61 63 66 68 65 65 65 59 61 70 70 3/4 ЖЕСТКИЙ 14 8 3 9 6 9 8 10 16 25 16 21 17 7 7 15 86F 47 81 57 64 68 71 74 77 75 75 75 67 69 76 79 ТВЕРДЫЙ 9 4 7 2 7 5 4 6 7 4 10 19 9 12 10 6 4 9 89F 57 71 83 69 62 70 73 76 80 82 80 80 80 72 74 80 85 EX. HD.4 2 2 6 2 Макс. 2 4 4 2 3 7 4 6 7 4 2 6 91F 60 74 72 68 75 78 81 86 88 86 86 86 75 79 83 90 ПРУЖИНА 3 1 мин 2 2 5 2 Макс. 1 мин 3 3 1 мин 1 мин 5 3 4 5 3 2 4 94F 62 мин 76 85 74 71 78 81 84 89 91 89 89 89 79 82 86 92 EX. СПР.3 Макс. 2 Макс. 1 мин. 2 Макс. 1 Макс. 3 Макс. 2 мин 1 Макс. 1 мин 5 Макс. 1 мин 5 Макс. 4 Макс. 2 Макс. 2 Макс. 2 Макс. 92 МинФ 77 75 72 80 83 86 90 93 90 90 90 81 80 мин 86 мин 92 мин ФОСФОРНАЯ БРОНЗА ВЫСОКОЭФФЕКТИВНЫЕ СПЛАВЫ МЕДНО-НИКЕЛЬ Cu-Ni-Sn НИКЕЛЬ СЕРЕБРО БЕРИЛЛИЕВАЯ МЕДЬ OLIN сплав № 505 510 511 521 544 638 654 664 688 7025 706 715 725 752 762 770 17510 170 172 ASTM Спец. №Б508 Б103 Б103 Б103 Б103 Б422 В96 В694 Б592 Б422 Б122 Б122 Б122 Б122 Б122 Б122 Б534 Б194 Б194 Плотность 0,321 0,32 0,32 0,318 0,321 0,299 0,309 0,317 0,296 0,318 0,323 0,323 0,321 0,316 0,31 0,314 0,319 0,304 0,302 Мод. Эласт.17 16 16 16 15 17 17 16 17 19 18 22 20 18 18 18 20 19 19 Избранный. конд. 48 15 20 13 19 10 7 30 18 40 9 4,6 11 6 9 5,5 45 20 20 Терм. конд.120 40 48,4 36 50 22 21 67 47 98 26 17 31 19 24 17 100 45 45 Коэф. Th. Эксп. 9,9 9,9 9,9 10,1 9,6 9,5 9,7 9,7 10,1 9,8 9,5 9 9,2 9 9 9,3 9,8 9,7 9,7 ПРОЧНОСТЬ НА РАСТЯЖЕНИЕ x 1000 PSI (кгс/мм 2 = KSI x 0,7031) ПРЕДЕЛ ТРУДНОСТИ x 1000 PSI (номинальное смещение или диапазон 0,2 %) (кгс/мм 2 = KSI x 0,7031) ОТЖИГ 38-42 46-56 46-54 56-65 45-52 77-87 75-90 58-68 77-87 90-110 43-50 52 мин 45-65 53-63 57-75 61-76 100-130 100 мин 100 мин (ТМ00/АМ) 13 24 22 29 21 56 44 52 65-90 19 28 21 25 36 32 80-110 70-95 70-95 1/4 ЖЕСТКИЙ 41-51 49-61 46-58 63-75 47-59 90-102 75-90 67-77 87-101 51-67 58-72 55-75 58-72 65-81 69-87 110 мин. 110 мин. (TM01/1/4 НМ) 30 37 35 48 38 82 60 65 76 53 47 73 Макс. 45 52 63 80-110 80-110 1/2 ЖЕСТКИЙ 48-58 58-73 55-70 69-84 55-70 100-112 86-101 74-84 97-112 95-120 58-72 66-80 65-80 66-80 75-91 78-95 120 мин 120 мин (TM02 / 1/2 НМ) 47 57 56 63 57 93 79 76 92 85-110 63 68 68 63 70 78 95-125 95-115 3/4 ЖЕСТКИЙ 54-64 68-79 67-82 80-92 63-74 105-117 97-112 79-89 100-125 74-86 83-98 88-101 (TM03) 57 68 72 77 66 99 92 81 95-120 75 82 92 ЖЕСТКИЙ 59-69 76-91 72-87 85-100 72-87 114-126 108-120 83-93 106-120 71-83 75-88 75-90 78-91 90-105 92-107 110-140 135 мин. 135 мин. (TM04/HM) 62 81 76 86 77 108 101 85 101 75 78 80 82 89 98 100-130 110-135 110-135 ЕХ. HD. 65-75 88-103 84-99 97-112 84-99 118-130 116-126 89-99 113-127 73-85 80-92 80-95 86-98 101-114 102-115 150 мин. 150 мин. (ТМ05/ШМ) 68 93 88 99 88 112 109 89 108 76 83 85 91 98 107 125-145 125-145 ПРУЖИНА 70-79 95-110 91-105 105-119 91-105 123-134 124-133 92-102 123-133 78-88 84-94 85-100 90-101 109-122 108-120 120-150 160 мин. 160 мин. (TM06/XHM) 72 100 94 106 88 мин 116 117 92 114 76 мин 86 90 93 105 112 110-140 135-160 135-170 ЕХ. СПР. 75-84 100-114 96-109 110-122 96-109 130 мин. 131-140 95-105 125 мин. 90-105 96 мин 114 Мин. 116 Мин. — 175 мин. (TM08/XHMS) 77 104 98 110 88 мин 119 Мин. 124 93 112 Мин. 95 95 мин 102 Мин. 115 мин. — 150-175 УДЛИНЕНИЕ Номинальное % в 2 дюймах (= % в 50 мм) ТВЕРДОСТЬ ПО РОКВЕЛЛУ B Номинальная — 0,020 дюйма и более (Rockwell F, 30T, 15N или Hv, где указано) ОТЖИГ 44 55 47 63 46 33 24 35 10 мин 35 30 мин 35 35 40 43 10 мин 18 мин 18 мин (ТМ00/АМ) 69Ф 78Ф 75Ф 86Ф 71Ф 74 (30Т) 97Ф 68 (30Т) — 75Ф 83Ф 50Макс30Т 85Ф 90Ф 87Ф 195-235H 220-260H 220-260H 1/4 ЖЕСТКИЙ 33 41 36 50 33 16 33 13 19 12 17 5 мин 24 35 26 15 мин 16 мин (TM01/1/4 НМ) 48 60 46 74 46 94 81 79 90 64 74 85 Макс. 62 73 75 240-280H 240-280H 1/2 ЖЕСТКИЙ 17 24 21 37 19 10 23 7 9 7 мин 5 6 10 14 18 14 12 мин 14 мин (TM02 / 1/2 НМ) 56 72 67 80 67 96 92 86 95 — 73 80 80 75 84 86 260-310H 260-310H 3/4 ЖЕСТКИЙ 9 15 10 25 11 7 13 5 5 мин 8 10 8 (TM03) 68 82 78 89 77 98 95 85 — 81 88 90 ЖЕСТКИЙ 5 10 7 21 6 4 6 4 4 1 мин 3 3 5 4 4 8 мин 9 мин 11 мин (TM04/HM) 73 88 85 93 85 99 97 87 97 81 86 82 85 92 93 220-290Х 300-350H 300-350H ЕХ. HD.3 4 3 13 3 3 4 4 2 1 мин 2 2 3 2 1 мин 9 мин 10 мин (ТМ05/ШМ) 77 92 90 96 90 100 98 90 98 84 88 87 90 96 97 ПРУЖИНА 2 мин 2 мин 3 6 4 Макс. 2 3 3 1 мин 1 Макс. 1 мин 1 мин 1 мин 1 Макс. 1 Макс. 1 мин 4 мин 5 мин (TM06/XHM) 81 95 92 98 92 100 100 90 99 87 89 90 92 98 98 220-290Х ЕХ. СПР.1 мин 2 2 4 4 Макс. 2 Макс. 2 3 2 Макс. 1 Макс. 2 Макс. 1 Макс. 1 Макс. — 3 мин (TM08/XHMS) 83 96 93 99 93 100 мин 101 91 99 мин 91 92 мин 98 мин 98 мин — Новый электрохимический подход к синтезу медно-графеновых нанокомпозитных фольг высокой твердости
Abstract
Графен доказал свою важную роль в качестве армирующего материала для повышения прочности полимеров, а также композитов с металлической матрицей благодаря своим превосходным механическим свойствам.
Кроме того, показано, что графен блокирует движение дислокаций в нанослоистых композитах металл-графен, что приводит к сверхвысокой прочности. В настоящей статье мы демонстрируем синтез очень твердой композитной фольги Cu-Graphen простым, масштабируемым и экономичным методом импульсного обратного электроосаждения с хорошо спроектированным профилем импульса. В результате оптимизации параметров импульса и плотности тока были получены композитные фольги с хорошо диспергированным графеном, обладающие высокой твердостью ~2,5 ГПа и повышенным модулем упругости ~137 ГПа при электропроводности, сравнимой с проводимостью чистой меди. Параметры импульса разработаны таким образом, чтобы иметь более мелкий размер зерна матрицы Cu, а также равномерное распределение графена по всей матрице, что способствует высокой твердости и модулю. Отжиг этих нанокомпозитных фольг при 300°C не вызывает роста зерен Cu-матрицы и не ухудшает механические свойства, что указывает на роль графена как превосходного армирующего материала, а также ингибитора роста зерен.Введение
Чрезвычайно превосходные свойства недавно появившегося материала графена (Gr), состоящего из одного или нескольких слоев ковалентно связанных sp 2 атомов углерода, гексагонально упакованных в сотовую кристаллическую решетку, позволяют ему превзойти УНТ как идеальное армирование в матричный материал 1,2 . Gr обладает исключительными механическими свойствами (модуль Юнга ~1 ТПа и предел прочности ~130 ГПа) 3 , хорошая электропроводность 4 и лучшие тепловые свойства (K ~ 5000 Вт·м −1 K −1 ) 5 . Ожидается, что благодаря своей двумерной листовой структуре с высоким соотношением сторон и большой площадью поверхности по сравнению с УНТ Gr улучшит свойства композитов 2 . В отличие от УНТ, Гр можно получать в больших количествах недорогими методами путем химического и электрохимического расслоения графита 6,7 . За последнее десятилетие нанокомпозиты с матрицей меди (Cu) стали свидетелями огромного роста благодаря их улучшенным механическим, электрическим и термическим свойствам, что привело к многочисленным электронным приложениям.
Традиционно используемые армирующие материалы в медной матрице, такие как оксиды 8 , наночастицы карбида и т. д. 9 , привели к значительному улучшению механических свойств. Однако из-за их плохой электропроводности они нежелательны для электронных приложений. Таким образом, углерод в качестве армирующего материала в форме волокон, нанотрубок и т. д. 10 привлек внимание научного сообщества из-за одновременного проявления превосходных механических, электрических свойств и чрезвычайно высокой теплопроводности 11 . Спрос на превосходный материал с улучшенными механическими и электрическими свойствами для электронной промышленности привел к разработке композитов Cu-CNT различными методами 12,13 . Однако коммерциализации композитов, армированных УНТ, препятствуют проблемы, связанные с преодолением агломерации УНТ и связанных с ними примесей, в дополнение к высокой стоимости производства. Кроме того, трубчатая структура и высокое соотношение размеров УНТ приводили к запутыванию, что, в свою очередь, приводило к образованию шероховатых и пористых нанокомпозитов 14,15 .Исследовательская группа Кораткара впервые показала, что низкое содержание нанонаполнителя Gr в полимерной матрице демонстрирует лучшие характеристики по сравнению с нанонаполнителями с УНТ с точки зрения механических свойств 16 . Несколько других исследователей также сообщили об улучшении механических 17 , термических 18 и электрических свойств 19 полимерных композитов при введении в матрицу небольших количеств Гр. Уокер и др. 20 показали значительное улучшение ударной вязкости Si 3 N 4 -Gr на 235% по сравнению с его чистым аналогом. Однако имеется очень ограниченное количество исследований композитов с металлической матрицей с Gr и оксидом графена (GO) в качестве наполнителей. С добавлением Gr в матрицы Al 21,22 и Mg 23 методами порошковой металлургии, в Ni 24 электроосаждением на постоянном токе (DC) и в Cu 25 путем молекулярного смешивания было отмечено улучшение механических свойств соответствующих композитов.
Татьяна и др. 26 сообщили об увеличении твердости композита Cu-Gr на 39%, полученного методом порошковой металлургии. Хван и др. 25 , добился увеличения модуля упругости на 30% и улучшения предела текучести на 80% для композитов Cu-Gr по сравнению с чистой медью. Также сообщается, что удельное электрическое сопротивление этих композитов находится в том же порядке, что и у чистой меди. Джаганнадхам продемонстрировал улучшение теплопроводности до 460 Вт/м-К9.0561 27 и удельное электрическое сопротивление 2 × 10 -6 Ом см 28 для композитов Cu-Gr, полученных электроосаждением на постоянном токе. Недавно Ким и соавт. 29 , продемонстрировал сверхвысокую прочность 1,5 ГПа для композитных наностолбиков Cu-Gr путем разработки чередующихся слоев Cu и монослоя Gr с интервалом между повторяющимися слоями 70 нм, что указывает на возможность достижения высокой прочности даже в практических процессах, таких как гальваническое покрытие. введением однородного распределения Gr в матрицу Cu. Техника электроосаждения, особенно с применением импульсных токов, представляет собой простой, экономичный и масштабируемый метод однородного включения наполнителей с наноразмерными размерами по всей матрице 30 . Кроме того, электроосаждение, являющееся низкотемпературным процессом, сохраняет свойства Gr и GO во время приготовления композитов, в отличие от обычных процессов спекания, которые могут разрушить Gr/GO, поскольку они могут включать температуры выше, чем температура разложения Gr/GO. (>600°C) 25 . Насколько нам известно, нет сообщений о композитах Cu-Gr, полученных импульсным обратным электроосаждением (PRED) с улучшенными механическими свойствами при сохранении электрических свойств, аналогичных свойствам чистой меди.В настоящей статье мы впервые сообщаем о получении композитных фольг Cu-Gr методом PRED с твердостью ~2,5 ГПа и модулем упругости ~137 ГПа, что примерно в ~2 раза и в 1,2 раза выше , соответственно, по сравнению с объемной медью (твердость и модуль упругости объемной меди составляют 1,2 ГПа и 116 ГПа соответственно) при сохранении удельного электрического сопротивления в том же диапазоне 31 .
PRED способствует равномерному распределению листов Gr в медной матрице, где они распределяются вокруг зерен через границы зерен для достижения улучшенного взаимодействия с медью по всему листу. Электрохимически расслоенный оксид графена (GO) 6 используется в настоящей работе, так как его легко равномерно диспергировать в электролите из-за присутствия кислородсодержащих функциональных групп, что подтверждается FTIR (рис. S2, вспомогательная информация). Преимущество электрохимического отшелушивания заключается в том, что оно сводит к минимуму повреждение листа GO 6 во время отшелушивания, в отличие от агрессивных химических методов. Для изготовления композитных фольг Cu-Gr концентрацию ОГ в электролите варьировали в пределах 0,1–1,0 гм/л. Концентрация ОГ в электролите 0,5 г/л привела к получению фольги Cu-Gr с лучшими механическими свойствами композита. Затем эти фольги отжигали в атмосфере аргона при 300°C в течение 30 минут для восстановления GO до Gr. Также вероятно, что GO в матрице Cu мог частично восстанавливаться до Gr во время электроосаждения из-за применения больших катодных импульсов во время процесса осаждения. Сообщалось, что Gr и GO демонстрируют твердость и модуль в одном диапазоне, тогда как GO демонстрирует немного более низкую твердость 32 . На рис. 1 (а–д) представлена схема процесса электроосаждения, используемого в текущем исследовании. Полная информация о процессе осаждения обсуждается в разделе экспериментальных методов.Рисунок 1
(a) Экспериментальная установка для электроосаждения, (b) и (c) Схематическое изображение формы волны тока и совместного осаждения Cu и Gr, (d) и (e) приготовленные нанокомпозитные фольги Cu-Gr DC и PRED соответственно.
Полноразмерное изображение
На рисунках 2(a) и 2(b) показаны изображения электрохимически расслоенных нанолистов GO, полученные с помощью трансмиссионной электронной микроскопии (ПЭМ). На изображениях четко указано количество слоев. Было замечено, что листы GO прозрачны и очень стабильны под электронным лучом. Графитовую ламинарную структуру можно наблюдать по электронной дифракции, как показано на вставке рис.
2 (а). Четко очерченные дифракционные пятна подтверждают кристаллическую структуру Гр, полученную электрохимическим расслоением. ГО, используемый в настоящем процессе, в основном состоял из 1–5 слоев и имел диаметр ~ 500 нм–1 мкм, учитывая, что лист графена имеет круглую форму. Инфракрасные исследования с Фурье-преобразованием (FTIR) подтвердили наличие валентной моды O-H (~3432 см -1 ), C = C (~ 1630 см -1 ), C-OH (~ 1382 см -1 ) и COOH (~ 1720 см см -1 ), как показано на рис. S2 ( Вспомогательная информация). На рис. 2(в) показано ПЭМ-изображение двухструйно полированного композита Cu-Gr, подтверждающее наличие Gr в матрице Cu, а изображение FESEM (рис. 2d) поверхности электрополированного и протравленного Cu-Gr фольга показывает равномерно распределенные листы графена в матрице Cu, которые распространяются через границы зерен матрицы Cu. Расстояние (~ 800 нм–1,2 мкм) между листами графена (отмечено красными стрелками) оказалось сравнимым с размером зерна матрицы, как показано в фольгах Cu-Gr, протравленных FIB (рис. 3 (c)). и рис. S5(b)). Картины рентгеновской дифракции (XRD) для фольги из чистой меди и фольги Cu-Gr, приготовленные DC и PRED, показаны на рисунке S1 (вспомогательная информация). Аналогичные закономерности наблюдались для всех композитных фольг. Пики, соответствующие Gr/GO, не наблюдались, поскольку количество GO, включенного в композит, слишком мало, чтобы его можно было обнаружить с помощью XRD. Спектроскопия комбинационного рассеяния, мощный инструмент для определения присутствия Gr, количества слоев, кристалличности, дефектов и т. д., макроскопически подтвердила наличие Gr в фольгах Cu-Gr. В спектрах комбинационного рассеяния света (рис. 2е) композитные фольги с Гр в качестве армирования показали D-диапазон при волновом числе 1348 см -1 и небольшое смещение полосы G (от 1574 до 1582 см -1 ) и полос 2D (от 2692 до 2703 см -1 ) от наблюдаемых для Gr. В композитных фольгах наблюдается небольшое увеличение интенсивности D-полосы по сравнению с G-полосой, что может быть связано с напряжениями, образующимися в Gr, и смятием/складыванием Gr в матрице при соосаждении с Cu. Сообщалось, что в случае композитов, армированных УНТ, полосы комбинационного рассеяния меняют свое положение и интенсивность из-за напряжений и деформаций, возникающих на границе раздела 33 .Рисунок 2
(a) и (b) TEM-изображения Gr, (вставка) Дифракционная картина (c) TEM и (d) FESEM-изображения композитной фольги Cu-Gr, показывающие наличие и распределение Gr в матрице ( e) Спектры комбинационного рассеяния света для композитных фольг Gr и Cu-Gr.
Полноразмерное изображение
Рис. 3
(a), (b) и (c) FIB-изображения напыленной и полированной поверхности PRED Pure Cu, DC Cu-Gr и PRED Cu-Gr. (d) (e) и (f) представляют собой отожженные PRED Pure Cu, DC Cu-Gr, PRED Cu-Gr соответственно.
Изображение в натуральную величину
На рисунках 3a, b и c показаны микрофотографии протравленной сфокусированным ионным пучком (FIB) поверхности электрополированной фольги из чистой меди, полученной с помощью PRED, фольги Cu-Gr, полученной с помощью DC и PRED, соответственно.
Чистая медь PRED имеет почти однородный размер зерна 1,3 ± 0,3 мкм (рис. 3а и рис. S5 (а)). PRED Cu-Gr также имеет однородный размер зерна со средним размером 1,2 ± 0,4 мкм (рис. 3c и рис. S5 (b)), в то время как композитная фольга Cu-Gr, полученная с применением постоянного тока, приводит к зернам с более широким распределением по размерам. (рис. 3б). Двойники роста также присутствуют в свежеосажденной чистой меди, а также в композитных фольгах. PRED имеет преимущество перед электроосаждением на постоянном токе, поскольку позволяет варьировать несколько ключевых параметров обработки, включая подаваемый ток, длительность импульса и рабочий цикл, что обеспечивает получение гладкого, очень плотного и однородного покрытия при минимальном водородном охрупчивании. Это, в свою очередь, улучшает свойства осаждаемого материала. Прямой импульс ограничивает процесс массопереноса и контролирует размер зерна; тогда как обратный импульс сводит к минимуму дендритную морфологию и помогает в удалении удлиненного Gr и слабо адсорбированного Cu или Gr, в дополнение к удалению захваченного водорода во время каждого импульса 34 . Кроме того, ожидается, что включение Gr в матрицу будет выше в PRED. В случае осаждения постоянным током из-за непрерывного приложения тока осаждение происходит быстро в наиболее активных местах зародышеобразования, а непрерывное включение Gr вместе с осаждением Cu приводит к шероховатой поверхности, а также к образованию кластеров Gr в матрице. Наша группа ранее показала, что использование PRED с регулируемыми параметрами импульса позволяет получить очень плотную, гладкую, сильно текстурированную (111) медную фольгу с высокой твердостью и хорошей электропроводностью 35 .Электроосажденные чистые фольги Cu и Cu-Gr были отожжены при 300°C в атмосфере аргона в течение 30 мин для изучения кинетики роста зерен. Наиболее интересные результаты получены для отожженных композитных фольг Cu-Gr. На рис. 3 (d, e и f) показаны микрофотографии отожженных фольг PRED-Cu, DC-Cu-Gr и PRED-Cu-Gr соответственно после травления поверхности FIB. Размер зерен в чистой фольге Cu увеличился до 10 микрон при отжиге (рис.
3d), тогда как в фольгах Cu-Gr не наблюдается значительного увеличения размера зерен (рис. 3e и f) из-за присутствия Gr в качестве второго компонента. фазовый материал на границе зерен, который препятствует движению границ зерен и, таким образом, замедляет рост зерен. Хорошо известно, что морфология второй фазы играет существенную роль в кинетике роста зерен. Установлено, что игольчатые структуры, а также чешуйчатые структуры армирующего материала более эффективно контролируют общие микроструктурные особенности композита 9.0561 36,37 . Помимо того, что Gr является хорошим армирующим материалом, ожидается, что Gr с его листовой структурой будет лучшим ингибитором роста зерен. На изображении FESEM поверхности электрополированной фольги Cu-Gr (рис. 2г) отчетливо видно, что Gr распределен по границам зерен.Твердость и модуль упругости фольг Cu-Gr, приготовленных PRED и DC, оцениваются методом наноиндентирования с использованием метода, описанного Oliver and Pharr 38,39 с трибоиндентером Hysitron.
Приложенная пиковая нагрузка составляла 2000 мкН при скорости нагружения 500 мкН/с, для вдавливания использовался наконечник Берковича. Кривые нагрузки-перемещения, полученные во время наноиндентирования, показаны на рис. 4 (а и б), а соответствующие значения твердости и модуля показаны на рис. 4 (в и г). Каждая исходная точка твердости или модуля упругости представляет собой среднее значение 25 отпечатков, выполненных в аналогичных условиях. Твердость и модуль упругости, полученные для чистой меди, синтезированной PR и электроосаждением на постоянном токе, также показаны на рисунке 4 (c и d) для сравнения. Фольги из чистой меди показали твердость в диапазоне 1,4–1,6 ГПа, а композитные фольги показали твердость в диапазоне 2,1–2,5 ГПа. Это говорит о том, что включение Gr существенно увеличивает твердость на 96% в этих новых композитах. По сравнению с условиями постоянного тока, условия PR дали более высокие значения твердости для композитных фольг из-за отсутствия агломерации листов графена и, таким образом, привели к равномерному распределению Gr по всей матрице. На общую твердость этих композитов влияют три фактора: 1) более мелкий размер зерна матрицы, 2) наличие двойников и 3) присутствие Гр в качестве армирующего материала. Согласно соотношению Холла-Петча, размер зерна должен быть в пределах 300 нм9.0561 35,40 для достижения высокой твердости >2 ГПа в чистой меди, полученной электроосаждением. Однако в настоящем исследовании твердость >2 ГПа достигается для композитных фольг Cu-Gr даже при большом размере зерна ~1,2 мкм, что ясно указывает на роль Gr в повышении твердости. Поскольку размер зерен матрицы сравним в обоих композитах, полученных с разными параметрами обработки (DC и PRED), ясно, что присутствие Gr вызывает улучшение твердости, тогда как фольги из чистой меди с аналогичным размером зерна демонстрируют значительно меньшая твердость. Хотя наличие двойниковых границ способствует блокированию движения дислокаций, эффект двойниковых границ одинаков как в чистой Cu, так и в Cu-Gr фольгах. Кроме того, ожидается, что группы -COOH и -OH, присоединенные к GO, образуют ковалентную связь между матрицей Cu и графеном, обеспечивая эффективную передачу нагрузки. Хван и др. 25, показали, что опосредованная кислородом связь между медью и углеродом повышает прочность связи за счет сильной ковалентной связи. Аналогичные исследования были также проведены для композитов Cu-CNT 41,42 . Кроме того, Парк и соавт. 43 , также сообщили в своем теоретическом исследовании, что эти функциональные группы преимущественно образуют ковалентную связь между Cu и CNT. Поскольку спектр FTIR (рис. S2, дополнительная информация) в настоящем исследовании показывает наличие функциональных групп –OH и –COOH на поверхности, мы предполагаем образование ковалентной связи между матрицей и армированным материалом в настоящей работе. Равномерное распределение и распределение Gr по всей матрице также останавливает рост зерен при осаждении и впоследствии блокирует движение дислокаций в процессе деформации. Снижение твердости композитных пленок Cu-Gr при отжиге незначительно из-за сохранения особенностей микроструктуры. Несмотря на то, что GO, присутствующий вблизи поверхности пленки, может подвергаться восстановлению во время отжига, остаточные функциональные группы, присутствующие в объеме Cu, сохраняют межфазную связь между Cu и GO. Напротив, фольга из чистой меди после осаждения содержала более крупные зерна из-за отсутствия Gr и приводила к гораздо более низким значениям твердости по сравнению с фольгами Cu-Gr и продемонстрировала резкий рост зерен во время отжига. Однако, вопреки ожиданиям, твердость фольг из чистой меди не уменьшилась при отжиге (рис. 4в), вероятно, из-за образования двойников отжига в дополнение к двойникам роста, которые, как известно, образуются в PRED, которые компенсируют уменьшение по твердости за счет роста зерна 44 . Наноиндентирование также проводилось на образцах PRED Cu-Gr при различных пиковых нагрузках в диапазоне от 1000 мкН до 8000 мкН и данных, полученных для Hardness Vs. Пиковая нагрузка и твердость Vs. Глубина контакта показана на рисунках S3a и S3b (вспомогательная информация). Из этих исследований ясно, что твердость была постоянной на всем протяжении и не зависела от пиковой нагрузки (глубины контакта).Рис. 4
Кривые смещения под нагрузкой (a) после осаждения и (b) отожженной фольги PRED из чистой меди, Cu-Gr композитной фольги (c) и (d) Графики демонстрируют твердость и модуль упругости после осаждения и после отжига Композитные фольги Cu и Cu-Gr, полученные с помощью DC и PRED (e) рентгенограммы и (f) интенсивности кристаллографической ориентации, рассчитанные по рентгенограммам.
Изображение полного размера
Хотя модуль не зависит от микроструктуры, в случае композитов значения зависят от армированного материала, его распределения и объемной доли в матрице. Из рис. 4 (d) видно, что модуль композитных фольг PRED Cu-Gr выше, в пределах 127 – 137 ГПа, по сравнению с ~116 ГПа для чистых фольг PRED Cu, что может быть связано с наличием гр. Интересно, что после отжига при 300°С как для чистой Cu, так и для композитных фольг, полученных методом PRED, наблюдалось лишь незначительное снижение значений модуля, тогда как для образцов, осажденных с использованием DC, наблюдается значительное снижение. Большое уменьшение модуля для образцов постоянного тока во время отжига может быть связано с аннигиляцией остаточных напряжений, возникающих в процессе постоянного тока 45 . Об этом также сообщают Xiang et al. 46 , что отжиг может снизить остаточные напряжения, что приведет к уменьшению модуля 47 . Поскольку PRED позволяет осаждать фольги с очень низкими остаточными напряжениями 48 , при отжиге наблюдается лишь незначительное уменьшение модуля (рис.
4г). Кроме того, они показали увеличение ориентации (111) при отжиге, что характерно для пленок, полученных импульсным электроосаждением 49 . Многие исследования показали, что отжиг может привести к преимущественной ориентации зерен 50 , что способствует высокому модулю 51,52 . Недавно мы также наблюдали более высокий модуль для (111) текстурированных медных фольг с импульсным электроосаждением по сравнению с ориентированными (100) и (101) фольгами. Таким образом, индуцированная отжигом ориентация (111) в настоящей работе (рис. 4e и f) в некоторой степени компенсирует уменьшение модуля, возникающее в результате снятия остаточного напряжения, и, следовательно, меньшее снижение значения модуля по сравнению с фольгой, осажденной постоянным током. наблюдается.Удельное электрическое сопротивление композитных фольг Cu-Gr измеряли четырехточечным зондовым методом. Наблюдается, что удельное сопротивление композитной фольги PRED Cu-Gr в состоянии после осаждения составляет ~3,4 × 10 -6 Ом-см и уменьшается до ~ 2,3 × 10 -6 Ом-см при отжиге при 300 ° C в атмосфере аргона в течение 30 мин (рис.
S4, вспомогательная информация). Небольшой прирост удельного сопротивления фольги PRED Cu-Gr после осаждения по сравнению с фольгой из чистой меди (1,7 × 10 −6 ·см) может быть связан либо с наличием плохо проводящего GO, включенного в матрицу, либо с к образованию небольшого количества оксида Cu во время анодного импульса. Как правило, при отжиге в инертной атмосфере релаксация напряжений приводит к росту зерен и удалению остаточного кислорода, что приводит к снижению удельного сопротивления материала. GO должен реагировать с Cu с образованием оксида Cu и Gr, в то время как оксид Cu восстанавливается до Cu во время отжига 28 . Полученные значения удельного сопротивления находятся в диапазоне значений, указанных для композитов Cu-Gr и Cu-CNT 28,31 .Обсуждения
В заключение следует отметить, что композитная фольга Cu-Gr впервые синтезирована методом PRED путем диспергирования GO в электролите для достижения превосходных механических свойств, при этом демонстрируя электропроводность в том же диапазоне, что и чистая Cu.
Для сравнительных исследований композитные фольги также осаждаются методом постоянного тока. Применение импульсного обратного тока привело к равномерному распределению Гр в металлической матрице. Исследования методом наноиндентирования показали, что композитные фольги Cu-Gr, полученные электроосаждением PRED, показали высокую твердость 2,2–2,5 ГПа (увеличение на ~96% от чистой меди). Однородность по всей фольге с точки зрения твердости была высокой для фольги PRED по сравнению с тем, что наблюдалось для фольги, осажденной постоянным током. Модуль упругости фольг, полученных методом PRED, составляет ~137 ГПа, что на ~30% выше, чем у фольг из чистой меди. Отжиг фольги PRED Cu-Gr не показал значительного снижения значений твердости и модуля, что указывает на перспективность этих фольг для нескольких применений. Превосходные механические свойства, полученные, как уже упоминалось, в основном обусловлены мелкозернистостью матрицы Cu и присутствием Gr в качестве армирующего элемента, а также его однородным распределением по всей матрице. Однородность микроструктурных особенностей этих новых нанокомпозитов можно объяснить возможностью оптимизации нескольких параметров, включая плотность приложенного тока, время «включения» и «выключения» импульса как во время «прямого импульса», так и «обратного импульса», в отличие от Осаждение постоянным током, которое позволяет изменять только плотность тока. Наш настоящий процесс подходит для изготовления композитной фольги Cu-Gr с контролем механических и электрических свойств, поскольку это масштабируемый низкотемпературный процесс, экономичный и может быть изготовлен на подложках сложной формы с хорошей воспроизводимостью.Методы
Синтез композитных фольг Cu-Gr
ГО был синтезирован электрохимическим расслоением графита в водном электролите, состоящем из HNO 3 . Нанолисты GO тщательно промывали ультразвуком и центрифугированием с последующей сушкой при 60°C. В ходе электрохимической эксфолиации было приготовлено ОГ с присоединенными к его поверхности необходимыми функциональными группами; поэтому не требовалось никакой дополнительной функционализации для достижения дисперсии в электролите.
Композитная фольга Cu-Gr синтезируется в электролитической ванне, содержащей 250 г/л сульфата меди. Н 2 SO 4 добавляли для поддержания pH на уровне ~1. Чтобы избежать агломерации листов Gr в электролите во время осаждения, было добавлено полимерное поверхностно-активное вещество, такое как PAA5000 (25 ppm для 0,5 г/л Gr). Другие поверхностно-активные вещества, такие как SDS, CTAB и т. д., приводили к образованию порошкообразных отложений. Содержание ОГ, диспергированного в электролите, варьировали в пределах 0,1–1 г/л. Однако было обнаружено, что оптимальная концентрация составляет 0,5 г/л, чтобы получить фольгу Cu-Gr с высокой твердостью, меньшей агломерацией Gr в матрице и хорошей воспроизводимостью. Поэтому настоящие исследования проводились с концентрацией Гр в электролите 0,5 г/л. Температуру бани поддерживали в пределах 15–20°С. Электроосаждение проводилось с помощью двухэлектродной системы с использованием импульсного источника питания Dynatronix (DuPR10-3-6) с электролитическим медным листом (99,99%) в качестве анода и титановой пластины в качестве катода (рис. 1). Чтобы легко отделить осажденную композитную фольгу от титановой подложки, перед нанесением композита в качестве затравочного слоя была нанесена пленка чистой меди толщиной 2 мкм. На рис. 1 (b и c) показано схематическое изображение, объясняющее форму импульса и процесс осаждения во время DC и PRED. GO диспергировали в электролите путем обработки ультразвуком при комнатной температуре в течение 3 часов. до отложения. Электроосаждение проводили при магнитном перемешивании. Электроосаждение постоянным током выполняли с применением плотности тока 0,025 А/см 9 .0561 2 . В случае PRED плотность тока для прямого и обратного импульсов оптимизировали путем проведения осаждений в диапазоне 0,05–0,2 А/см 2 и 0,005–0,015 А/см 2 соответственно. Время прямого импульса включения (T на ) находится в диапазоне 15–50 мс, T выключения находится в диапазоне 50–100 мс, а T Ron и T Roff находится в диапазоне 1 –10 мс. Принятие методов PRED и DC привело к получению фольги толщиной ~ 30 мкм. Электроосажденные фольги Cu и Cu-Gr отжигали при 300°C в течение 30 мин в атмосфере аргона с использованием трубчатой печи.Методы характеризации, используемые для композитов Cu-Gr
Морфологию поверхности, размер зерна и распределение Gr в композитной фольге исследовали с помощью сканирующего электронного микроскопа с полевой эмиссией (Carl Zeiss Ultra 55), сфокусированного ионного пучка (Carl Zeiss Neon 40). ) и трансмиссионный электронный микроскоп (FEI Tecnai G 2 200 KV). Кристаллографическую ориентацию композита охарактеризовали методом XRD (рентгеновский дифрактометр D8 BRUKER D8 ADVANCE). Присутствие Gr в фольгах Cu-Gr было подтверждено спектроскопией комбинационного рассеяния света (LabRAM HR800-JOBINYUON), где источником лазерного излучения был Ar-ионный лазер (514 нм). Механические и электрические свойства были получены методом наноиндентирования (Hysitron Triboindenter TI950) и 4-зондовый метод удельного сопротивления (серия Mitsubishi-Loresta) соответственно.
Литература
Гейм А.К., Новоселов К.С. Возникновение графена. Nat Mater 6, 183–191 (2007).
КАС
ОБЪЯВЛЕНИЯ
пабмедGoogle ученый
Huang, X., Qi, X., Boey, F. & Zhang, H. Композиты на основе графена. Chem Soc Rev 41, 666–686 (2012).
КАС
Статья
пабмедGoogle ученый
Lee, C., Wei, X., Kysar, JW & Hone, J. Измерение упругих свойств и собственной прочности монослойного графена. Наука 321, 385–388 (2008).
КАС
Статья
ОБЪЯВЛЕНИЯ
пабмедGoogle ученый
Новоселов К.С. и др. Эффект электрического поля в атомарно тонких углеродных пленках. Наука 306, 666–669 (2004).
КАС
ОБЪЯВЛЕНИЯ
Статья
пабмедGoogle ученый
Баландин А.
А. Тепловые свойства графена и наноструктурированных углеродных материалов. Nat Mater 10, 569–581 (2011).КАС
Статья
ОБЪЯВЛЕНИЯ
пабмедGoogle ученый
Су, С.Ю., Лу, А.Ю., Сюй, Ю., Чен, Ф.Р., Хлобыстов, А.Н. и Ли, Л.Дж. Высококачественные тонкие графеновые пленки, полученные в результате быстрого электрохимического эксфолиации. ACS Nano 5, 2332–2339 (2011).
КАС
Статья
пабмедGoogle ученый
Park, S. & Ruoff, R.S. Химические методы производства графена. 2009. № 4. С. 217–225.
КАС
Статья
ОБЪЯВЛЕНИЯ
пабмедGoogle ученый
Упадхьяя, А. и Упадхьяя, Г.С. Спекание медно-глиноземных композитов методами порошковой металлургии смешивания и механического легирования. Mater Des 16, 41–45 (1995).
КАС
СтатьяGoogle ученый
Chrysanthou, A.
& Erbaccio, G. Производство композитов с медной матрицей путем обработки на месте. J Mater Sci 30, 6339–6344 (1995).КАС
Статья
ОБЪЯВЛЕНИЯGoogle ученый
Ху, Ю., Шендерова, О. А., Ху, З., Пэджетт, К. В. и Бреннер, Д. В. Углеродные наноструктуры для передовых композитов. Представитель Prog Phys 69, 1847–1895 (2006).
КАС
Статья
ОБЪЯВЛЕНИЯGoogle ученый
Дрессельхаус М.С., Дрессельхаус Г., Шарлье Дж. К. и Эрнандес Э. Электронные, тепловые и механические свойства углеродных нанотрубок. Phil Trans R Soc Lond A 362, 2065–2098 (2004).
КАС
Статья
ОБЪЯВЛЕНИЯGoogle ученый
Мендоза, М.Е., Солорзано, И.Г. и Брокки, Э.А. Механические и электрические характеристики нанокомпозитов Cu-2 мас.% SWCNT, синтезированных путем восстановления in situ. Mater Sci Eng A 544, 21–26 (2012).
КАС
СтатьяGoogle ученый
Чай Г., Сун Ю., Сун Дж. Дж. и Чен К. Механические свойства углеродных нанотрубок и нанокомпозитов меди. J Micromech Microeng 035013, 1–4 (2008).
Google ученый
Бакши, С. Р., Лахири, Д. и Агарвал, А. Композиты с металлической матрицей, армированные углеродными нантрубками — обзор. Int Mater Rev 55, 41–64 (2010).
КАС
СтатьяGoogle ученый
Пфауч, Э. Проблемы коммерциализации композитов из углеродных нанотрубок. WISE Стажер 1–43 (2007).
Рафи, М. А., Рафи, Дж., Ван, З., Сонг, Х., Ю, З.-З. и Кораткар, Н. Улучшенные механические свойства нанокомпозитов при низком содержании графена. ACS Nano 3, 3884–3890 (2009).
КАС
Статья
пабмедGoogle ученый
Lee, D. et al. Улучшение механических свойств эпоксидных нанокомпозитов путем смешивания нековалентно функционализированных нанохлопьев нитрида бора.
Малый 9, 2602–2610 (2013).КАС
Статья
ОБЪЯВЛЕНИЯ
пабмедGoogle ученый
Song, S.H. et al. Повышение теплопроводности эпоксидно-графеновых композитов за счет использования неокисленных чешуек графена с нековалентной функционализацией. Adv Mater 25, 732–737 (2013).
КАС
Статья
пабмедGoogle ученый
Fan, W., Zhang, C., Tjiu, W. W. & Liu, T. Изготовление электропроводящих графен/полистироловых композитов с помощью комбинации подходов латексной и послойной сборки. J Mater Res 28, 611–619 (2013).
КАС
Статья
ОБЪЯВЛЕНИЯGoogle ученый
С.Уокер, Л., Маротто, В.Р., Рафи, М.А., Кораткар, Н. и Корра, Э.Л. Упрочнение графеновых керамических композитов. АСУ Нано 5, 3182–3190 (2011).
Артикул
КАСGoogle ученый
Ван, Дж.
, Ли, З., Фань, Г., Пан, Х., Чен, З. и Чжан, Д. Армирование графеновыми нанолистами в композитах с алюминиевой матрицей. Scripta Mater 66, 594–597 (2012).КАС
СтатьяGoogle ученый
Bartolucci, S. F. et al. Графен-алюминиевые нанокомпозиты. Mater Sci Eng A 528, 7933–7937 (2011).
КАС
СтатьяGoogle ученый
Чен Л.-Ю. и другие. Новый способ нанообработки объемных графеновых нанопластинок, армированных нанокомпозитами с металлической матрицей. Scripta Mater 67, 29–32 (2012).
КАС
СтатьяGoogle ученый
Куанг Д., Сюй Л., Лю Л. и Ху В. Композиты графен-никель. Appl Surf Sci 273, 484–490 (2013).
КАС
Статья
ОБЪЯВЛЕНИЯGoogle ученый
Хванг, Дж. и др. Улучшенные механические свойства нанокомпозитов графен/медь с использованием процесса смешивания на молекулярном уровне.
Adv Mater 10.1002/adma.201302495, (2013).Кольцова Т.С. и др. Новые гибридные медные композиционные материалы на основе углеродных наноструктур. J Mater Sci Eng B 2, 240–246 (2012).
КАС
Google ученый
Джаганнадхам, К. Теплопроводность медно-графеновых композитных пленок, синтезированных путем электрохимического осаждения с эксфолиированными графеновыми пластинками. Metall Mater Trans B 43B, 316–324 (2012).
Артикул
ОБЪЯВЛЕНИЯ
КАСGoogle ученый
Касихаинула, Дж. Электропроводность медно-графеновых композитных пленок, синтезированных методом электрохимического осаждения с эксфолиированными графеновыми пластинками. J Vac Sci Technol B: Microelectron Nanometr Struct 30, 03 D109 (2012).
Артикул
КАСGoogle ученый
Kim, Y. et al. Упрочняющий эффект одноатомного слоя графена в нанослоистых композитах металл-графен.
Nat Commun 4:2114, 10.1038/ncomms3114, (2013).Лоу, С.Т.Дж., Уиллс, Р.Г.А. и Уолш, Ф.С. Электроосаждение композитных покрытий, содержащих наночастицы в металлическом осадке. Surf Coat Tech 201, 371–383 (2006).
КАС
СтатьяGoogle ученый
Субраманиам, К. и др. Стократное увеличение пропускной способности по току в композите углеродная нанотрубка-медь. Nat Commun 4:2202, DOI: 10.1038/ncomms3202 , (2013).
Ниу, Ю. и др. Ориентационные пленки большой площади на основе самосборки оксида графена и низкотемпературного термического восстановления. Appl Phys Lett 101, 181903 (2012).
Артикул
ОБЪЯВЛЕНИЯ
КАСGoogle ученый
Coopera, C.A., Younga, R.J. & Halsallb, M. Исследование деформации углеродных нанотрубок и их композитов с помощью рамановской спектроскопии. Композиты А 32, 401–411 (2001).
Артикул
Google ученый
Чандрасекар, М.
С. и Пушпаванам, М. Импульсное и импульсное обратное напыление. Концепция, преимущества и применение. Электрохим Acta 53, 3313–3322 (2008).КАС
СтатьяGoogle ученый
Сарада, Б.В., Павитра, С.Л.П., Рамакришна, М., Рао, Т.Н. и Сундарараджан, Г. Сильно (111) текстурированная медная фольга с высокой твердостью и высокой электропроводностью методом обратного импульсного электроосаждения. Electrochem Solid-State Lett 13, D40–D42 (2010).
КАС
СтатьяGoogle ученый
Чанг К., Фэн В. и Чен Л.-К. Влияние морфологии частиц второй фазы на кинетику роста зерен. Acta Mater 57, 5229–5236 (2009).
КАС
СтатьяGoogle ученый
Оджи, Г.-Дж. З. а. T. Влияние содержания BN на модуль упругости и прочность на изгиб композитов SiC-BN in situ. J Mater Res 15, 1876–1880 (2000).
ОБЪЯВЛЕНИЕ
Google ученый
Оливер, В.
К. и Фарр, Г. М. Усовершенствованные методы определения твердости и модуля упругости с использованием экспериментов по вдавливанию с измерением нагрузки и смещения. J Mater Res 7, 1564–1583 (1992).КАС
Статья
ОБЪЯВЛЕНИЯGoogle ученый
Оливер, В. К. и Фарр, Г. М. Измерение твердости и модуля упругости с помощью инструментального вдавливания: достижения в понимании и уточнения методологии. Дж Матер Рез 19, 3–20 (2004).
КАС
Статья
ОБЪЯВЛЕНИЯGoogle ученый
Хакамада, М. и др. Взаимосвязь между твердостью и размером зерна в электроосажденных медных пленках. Mater Sci Eng: A 457, 120–126 (2007).
Артикул
КАСGoogle ученый
Лаванья, А. и Клаус-Юрген, В. Композиты из углеродных нанотрубок для электронных корпусов: обзор. Дж Нанотех 2013, 6 (2013).
Google ученый
Ким К.
Т., Ча С.И., Гемминг Т., Эккерт Дж. и Хонг С.Х. Роль межфазных атомов кислорода в улучшенных механических свойствах нанокомпозитов с металлической матрицей, армированной углеродными нанотрубками. Малый 4, 1936–1940 (2008).КАС
Статья
пабмедGoogle ученый
Пак, М., Ким, Б.-Х., Ким, С., Хан, Д.-С., Ким, Г. и Ли, К.-Р. Улучшение связывания медных и углеродных нанотрубок в композите с использованием кислородсодержащих функциональных групп. Углерод 49, 811–818 (2011).
КАС
СтатьяGoogle ученый
Сюй, Д., Кван, В. Л., Чен, К., Чжан, X. и Видвудс Озолиньш, К. Н. Формирование нанодвойников в тонких медных пленках путем релаксации напряжения/деформации при импульсном электроосаждении. Appl Phys Lett 91, 254105 (2007).
Артикул
ОБЪЯВЛЕНИЯ
КАСGoogle ученый
Аланази Н.М., Эль-Шерик А.
М., Аламар С.Х. и Шен С. Влияние остаточных напряжений на коррозию и износ электроосажденных нанокристаллических кобальт-фосфорных покрытий. Int J Electrochem Sci 8, 10350–10358 (2013).КАС
Google ученый
Сян Ю., Цуй Т. Ю. и Влассак Дж. Дж. Механические свойства отдельно стоящих тонких пленок меди с гальваническим покрытием. J Mater Res 21, 1607–1618 (2006).
КАС
Статья
ОБЪЯВЛЕНИЯGoogle ученый
Окоро, К. и др. Влияние условий отжига на механическое и микроструктурное поведение гальванического Cu-TSV. J Micromech Microeng 20, 1–6 (2010).
Артикул
КАСGoogle ученый
Гуан, С. и Нельсон, Б. Дж. Тонкие пленки CoNiP с обратным импульсным электроосаждением нанозернистого размера и микроматрицы для приводов MEMS. J Electrochem Soc 152, C190–C195 (2005).
КАС
СтатьяGoogle ученый
Квон, Д.
, Парк, Х., Гош, С., Ли, К., Чон, Х. Т. и Ли, Дж. Г. Рекристаллизация медных пленок, нанесенных импульсным гальванопокрытием на затравочные слои меди, очищенные плазмой ЭЦР. J Korean Phy Soc 44, 1108–1112 (2004).КАС
Google ученый
Фонг, Д. Д. Напряжения в тонких пленках Cu и многослойных слоях Ag/Ni. Диссертация. В: Инженерные и прикладные науки. Гарвардский университет (Кембридж, Массачусетс) (2001 г.).
Срикант, Н., Премкумар, Дж., Сивакумар, М., Вонг, Ю. М. и III, С. Дж. В. Влияние чистоты провода на соединение медных проводов. В: 9-я конференция по технологиям упаковки электроники. Сингапур, IEEE (2007 г.).
Xiang, Y., Chen, X. & Vlassak, J. J. Механические свойства гальванических тонких пленок Cu, измеренные с помощью метода испытания на вздутие. В: Матер. Рез. соц. Симп. проц. Уоррендейл, Пенсильвания (2002).
Скачать ссылки
Благодарности
Эта работа была поддержана программой Nanomission Департамента науки и технологий.
Авторы хотели бы поблагодарить Варама Сридеви, SEST, Университет Хайдарабада за помощь в исследованиях наноиндентирования и г-на Л. Венкатеша, CMCT, ARCI за визуализацию FIB.Информация об авторе
Авторы и организации
Международный центр перспективных исследований порошковой металлургии и новых материалов (ARCI), Балапур (PO), Хайдарабад, 500005, Индия
Чоккакула Л. П. Павитра, Сарада, Булусу Т. В. Рао и Г. Сундарараджан
Школа инженерных наук и технологий (SEST), Хайдарабадский университет, Гачибоули, Хайдарабад, 500046, Индия
Чоккакула Л. П. Павитра и Котешварарао В. Раджулапати
Авторы
- Чоккакула Л. П. Павитра
Посмотреть публикации автора
Вы также можете искать этого автора в
PubMed Google Scholar - Bulusu V. Sarada
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar - Koteswararao V. Rajulapati
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Академия - Tata N. Rao
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar - G. Sundararajan
Просмотр публикаций автора
Вы также можете искать этого автора в
PubMed Google Scholar
Вклады
CLPP, BVS: разработка и изучение экспериментов и исследований. К.В.Р. способствовал интерпретации данных наноиндентирования и механических свойств. Т.Н.Р. и GS внесли свой вклад в обсуждение данных. Все авторы в равной степени внесли свой вклад в интерпретацию данных и приложили значительные усилия для окончательной версии рукописи. Все авторы рассмотрели рукопись.
Заявление об этике
Конкурирующие интересы
Авторы не заявляют об отсутствии конкурирующих финансовых интересов.
Электронные дополнительные материалы
Дополнительная информация
Вспомогательные информационные научные отчеты
Права и разрешения
Эта работа находится под лицензией Creative Commons Attribution-NonCommercial-NoDerivs 3.
0 Unported License. Чтобы просмотреть копию этой лицензии, посетите http://creativecommons.org/licenses/by-nc-nd/3.0/Перепечатка и разрешения
Об этой статье
Эта статья цитируется
Влияние добавок графена на физико-механические и трибологические свойства нанокомпозитов Cu
- Аднан И. Хдаир
- А. Ибрагим
Международный журнал минералов, металлургии и материалов (2022)
Электрохимически функционализированный графен в качестве антикоррозионного усиления в тонких композитных пленках с медной матрицей
- Акхья Кумар Бехера
- Амлан Дас
- Арчана Маллик
Международный журнал минералов, металлургии и материалов (2021)
Новая стратегия электроосаждения высококачественной медной фольги с использованием композитной добавки и импульса, наложенного на постоянный ток.
- Вэйи Юй
- Чаою Линь
- Маочжун Ан
Журнал прикладной электрохимии (2021)
Композитные пленки медь/функционализированные углеродные нанотрубки со сверхвысокой электропроводностью, полученные методом обратного импульсного электроосаждения
- Давэй Ли
- Цзянли Сюэ
- Яфэн Ян
Journal of Materials Science: Materials in Electronics (2020)
Механически усиленный графен-медный композит с уменьшенным тепловым расширением по отношению к межсоединениям
- Чжунли Ан
- Цзиньхуа Ли
- Такахито Оно
Микросистемы и наноинженерия (2019)
Комментарии
Отправляя комментарий, вы соглашаетесь соблюдать наши Условия и Правила сообщества.
Если вы обнаружите что-то оскорбительное или не соответствующее нашим условиям или правилам, отметьте это как неприемлемое.Бериллиевая медь C17200 — сплав 25
Ал Быть Со Медь Си Мин./Макс. 0,2 1,8–2,0 0,20 мин Рем 0,2 Номиналы — 1,9000 — 98.1000 — Тип продукта Закалка Бар AMS 4650, 4651, 4533, ASTM B194, B196, ВОЕННЫЙ MIL-C-21657, SAE J463, J461 Профили АСТМ Б570 Поковки АМС 4650, АСТМ В570 Плита АСТМ Б194 Стержень AMS 4650, 4534, 4533, 4651, ASTM B196, ВОЕННЫЙ MIL-C-21657, SAE J463, J461 Стержень, поковка АМС 4650 Лист АСТМ Б194 Полоса ASTM B194, SAE J463, J461 Трубка бесшовная АМС 4535, АСТМ B643 Провод АМС 4725, АСТМ Б197, САЭ Дж463, Дж461 Закалка Разд. Размер Холодная обработка Тип Мин. Температура Прочность на растяжение YS
0,05% ULYS
Смещение 0,02%YS
Смещение 0,005 %Удлинн. Правая
ВРХ
Справая сторона
Fправая сторона
30TВХ
500ВН
500ВН
3000Сдвиг
ПрочностьУсталость
СилаИзод
Ударный
Прочный— в. % — Ф тысяч фунтов на квадратный дюйм тысяч фунтов на квадратный дюйм тысяч фунтов на квадратный дюйм тысяч фунтов на квадратный дюйм % Б С Ф 30Т 500 500 3000 тысяч фунтов на квадратный дюйм тысяч фунтов на квадратный дюйм фут-фунт — мм. — — С МПа МПа МПа МПа — — — — — — — — МПа МПа Дж ПЛОСКИЕ ИЗДЕЛИЯ ТМ05 0 68 149 — 125 — — — — — — — — — — — ТМ05 0 0 МИН 20 1030 — 860 — 9 — 31 — — — — — — — 0 ТМ08 0,19 68 182 — 160 — — — — — — — — — — — ТМ08 4,78 0 ТИП 20 1255 — 1103 — 6 — — — — — — — — — 0 ТД02 0,19 68 92 — 82 — — — — — — — — — — — ТД02 4,78 0 ТИП 20 634 — 565 — 15 92 — — 77 — — — — — 0 ТФ00 0,19 68 175 — 155 — — — — — — — — — — 36 ТФ00 4,78 0 ТИП 20 1207 — 1069 — 6 — 38 — — — — — — 248 0 ТМ06 0,19 68 168 — 148 — — — — — — — — — — — ТМ06 4,75 0 ТИП 20 1158 — 1020 — 7 — 37 — — — — — — — 0 ТХ04 0,19 68 200 — 180 — — — — — — — — — — 45 ТХ04 4,78 0 ТИП 20 1379 — 1241 — 2 — 42 — — — — — — 307 0 ТМ02 0,19 68 128 — 105 — — — — — — — — — — — ТМ02 4,78 0 ТИП 20 883 — 724 — 15 — 27 — — — — — — — 0 ТМ00 0,19 68 105 — 82 — — — — — — — — — — — ТМ00 4,78 0 ТИП 20 724 — 565 — 20 — 27 — — — — — — — 0 ТБ00 0 68 70 — 32 — — — — — — — — — — — ТБ00 0 0 ТИП 20 483 — 221 — 45 60 — — 58 — — — — — 0 ТХ02 0,19 68 195 — 175 — — — — — — — — — — 44 ТХ02 4,78 0 ТИП 20 1344 — 1207 — 3 — 41 — — — — — — 303 0 ТМ04 0,19 68 142 — 122 — — — — — — — — — — — ТМ04 4,78 0 ТИП 20 979 — 841 — 12 — 32 — — — — — — — 0 ТД04 0,19 68 110 — 104 — — — — — — — — — — — ТД04 4,78 0 ТИП 20 756 — 717 — 5 99 — 81 — — — — — — 0 ТМ01 0,19 68 115 — 89 — — — — — — — — — — — ТМ01 4,78 0 ТИП 20 793 — 614 — 17 — 23 — — — — — — — 0 ТХ01 0,19 68 185 — 165 — — — — — — — — — — 40 ТХ01 4,78 0 ТИП 20 1276 — 1138 — 4 — 40 — — — — — — 276 0 ТД01 0,19 68 80 — 70 — — — — — — — — — — — ТД01 4,78 0 ТИП 20 552 — 483 — 25 80 — — 70 — — — — — 0 СТЕРЖЕНЬ ТБ00 0 68 72 — 20 — — — — — — — — — — — ТБ00 0 0 ТИП 20 496 — 138 — 20 65 — — — — — — — — 0 ТД04 3 68 103 — 75 — — — — — — — — — — — ТД04 76,2 0 ТИП 20 710 — 517 — 8 94 — — — — — — — — 0 ТФ00 3 68 182 — 130 — — — — — — — — — — — ТФ00 76,2 0 ТИП 20 1255 — 896 — 3 — 39 — — — — — — — 0 ТХ04 0,38 68 405 — 315 — — — — — — — — — — — ТХ04 9,53 0 ТИП 20 2792 — 2172 — 4 — 83 — — — — — — — 0 ТД04 0,38 68 110 — 75 — — — — — — — — — — — ТД04 9,53 0 ТИП 20 758 — 517 — 8 95 — — — — — — — — 0 ТД04 1 68 108 — 75 — — — — — — — — — — — ТД04 25,4 0 ТИП 20 745 — 517 — 8 95 — — — — — — — — 0 ТФ00 0 68 182 — 145 — — — — — — — — — — — ТФ00 0 0 ТИП 20 1255 — 1000 — 4 — 39 — — — — — — — 0 ТХ04 3 68 195 — 145 — — — — — — — — — — — ТХ04 76,2 0 ТИП 20 1344 — 1000 — 4 — 41 — — — — — — — 0 ПРОВОД ТФ00 0 68 178 — 160 — — — — — — — — — — — ТФ00 0 0 ТИП 20 1227 — 1103 — 3 — — — — — — — — — 0 ТД04 0 68 152 — 125 — — — — — — — — — — — ТД04 0 0 ТИП 20 1048 — 862 — 1 — — — — — — — — — 0 ТД02 0 68 122 — 100 — — — — — — — — — — — ТД02 0 0 ТИП 20 841 — 689 — 5 — — — — — — — — — 0 ТХ03 0 68 210 — 190 — — — — — — — — — — — ТХ03 0 0 ТИП 20 1448 — 1310 — 1 — — — — — — — — — 0 ТХ04 0 68 212 — 195 — — — — — — — — — — — ТХ04 0 0 ТИП 20 1462 — 1344 — 1 — — — — — — — — — 0 ТХ02 0 68 200 — 185 — — — — — — — — — — — ТХ02 0 0 ТИП 20 1379 — 1276 — 1 — — — — — — — — — 0 ТБ00 0 68 68 — 28 — — — — — — — — — — — ТБ00 0 0 ТИП 20 469 — 193 — 35 — — — — — — — — — 0 ТД03 0 68 142 — 120 — — — — — — — — — — — ТД03 0 0 ТИП 20 979 — 827 — 2 — — — — — — — — — 0 ТХ01 0 68 190 — 175 — — — — — — — — — — — ТХ01 0 0 ТИП 20 1310 — 1207 — 2 — — — — — — — — — 0 ТД01 0 68 102 — 82 — — — — — — — — — — — ТД01 0 0 ТИП 20 703 — 565 — 10 — — — — — — — — — 0 Свойство продукта Стандарт США Метрическая система Коэффициент теплового расширения 9. 9 . 10-6 на ¡F (68-572 F)17.8 . 10 6? на °C (20-300 C) Плотность 0,298 фунта/дюйм3 при 68 F 8,25 г/см3 при 20°С Электропроводность 22 %IACS @ 68 F 0,129 мегасименс/см при 20 °C Удельное электрическое сопротивление 46,2 Ом-смил/фут при 68 F 7,68 микроом-см при 20 °C Жидкость с температурой плавления США 1800 Ф 982 С Твердая точка плавления США 1590 Ф 866 С Модули упругости при растяжении 18500 тысяч фунтов на квадратный дюйм 128000 МПа Модули жесткости 7300 тысяч фунтов на квадратный дюйм 50330 МПа Удельный вес 8,26 8,26 Удельная теплоемкость 0,1 БТЕ/фунт/м¡F при 68 F 419,0 Дж/кг .
