Установка для хромирования: Оборудование для хрома (химической металлизации), цены на установку для хромирования
Содержание
Гальваническое оборудование для хромирования
Электрохимическое хромирование – насаждение на поверхности деталей слоя хрома определенной толщины под воздействием электрического тока. Технология используется для увеличения износостойкости поверхностей, восстановления их первоначальных размеров, антикоррозионной защиты и в декоративных целях. Главный элемент линий – гальванические ванны. Наша компания изготавливает продукцию согласно действующему ГОСТу 23738-85. В зависимости от технологических особенностей производства ванны для хромирования могут иметь несколько видов.
Ванны без кармана
Ванны с карманом
Ванны с двухступенчатой промывкой
Ванны с трехступенчатой промывкой
В зависимости от типа линии оборудование для хромирования включает в себя набор дополнительных агрегатов и установок. Хромирование может выполняться на:
- Линиях с ручным управлением. Управление технологическим процессом осуществляется оператором при помощи пульта.
 Метод применяется при штучном или мелкосерийном производстве.
Метод применяется при штучном или мелкосерийном производстве. - Линиях с полуавтоматическим управлением. Вручную задается лишь номер позиции.
- Автоматических линиях. Применяется на крупносерийном производстве. Оборудование для хромирования управляется специальной компьютерной программой.
 Метод применяется при штучном или мелкосерийном производстве.
Метод применяется при штучном или мелкосерийном производстве.Выпускаемые нами гальванические ванны можно устанавливать на любые типы линий, на них есть возможность монтировать все необходимое дополнительное технологическое оборудование.
Для обеспечения безопасности процесса в оборудование для хромирования включаются следующие специальные агрегаты:
- Общецеховая или общезаводская химически устойчивая вентиляция. Отдельно монтируются вытяжные зонты и бортовые отсосы.
- Оборудование для подготовки деталей. Имеют вид барабанов, используются для предварительной подготовки деталей.
- Запорная водопроводная арматура и трубопроводы из химически устойчивых материалов.
- Системы автоматики. Дозаторы, контроллеры потока и т.
 д.
д. - Выпрямители постоянного тока, регуляторы напряжения и силы, нагревательные элементы, предохранительная электрическая арматура. Выбирает оптимальные режимы для хромирования различных изделий с учетом заданных оператором параметров.
- Емкости для очистки технологических вод, фильтровальные установки, накопители отходов.
- Электрические шкафы управления.
В зависимости от пожеланий заказчика перечень агрегатов на линиях может корректироваться.
Хромирование деталей происходит в емкостях в среде химического раствора серной кислоты (в пределах 0,8–1,2%) и хромового ангидрида. Раствор приготавливается в запасной ванне из химически инертных пластиков. В емкость наливается половина объема деминерализованной воды и порционно добавляется хромовый ангидрид при постоянном перемешивании до полного растворения. Порошок хромового ангидрида должен соответствовать стандарту ВN-76/6068-11 и иметь в своем составе не более 0,4% серной кислоты. Химическая металлизация выполняется одним из четырех сортов хромового ангидрида: S, I, II и III. В зависимости от сорта изменяется процент серной кислоты. Недостающее количество кислоты добавляется только после проверки плотности жидкости ареометром. Содержание хромового ангидрида определяется по Табл. №1.
В зависимости от сорта изменяется процент серной кислоты. Недостающее количество кислоты добавляется только после проверки плотности жидкости ареометром. Содержание хромового ангидрида определяется по Табл. №1.
Табл. №1. Плотность водного раствора хромого ангидрида при t° = +15°С
Электрохимическое хромирование – непрерывный технологический процесс, параметры покрытия зависят от температуры, плотности раствора и силы тока. В целях экономии энергоносителей современные технологии используют универсальные растворы, что дает возможность регулировать толщину слоя хрома только за счет температуры и времени выдержки. При этом плотность тока не превышает 15–20 А/дм2, а температура +40–50°С. Металл подается в ванную подогретым до рабочей температуры.
Табл. №2. Зависимость толщины покрытия от времени процесса и плотности тока, t° +40°С
Табл. №3. Зависимость толщины покрытия от времени процесса и плотности тока, t°+55°С
Гальваническое хромирование должно выполняться при правильном пространственном положении внутреннего анода и матриц. Если изделия располагаются неправильно, то выделяющиеся на поверхности пузырьки газов препятствуют равномерному осаждению хрома. На рис. 1 показано правильное положение, а на Рис. 2 неправильное.
Если изделия располагаются неправильно, то выделяющиеся на поверхности пузырьки газов препятствуют равномерному осаждению хрома. На рис. 1 показано правильное положение, а на Рис. 2 неправильное.
Правильное размещение изделия
Неправильное положение изделий
1 – анод;
2 – изоляция анода;
3 – зеркало раствора;
4 – изоляция изделия;
5 – покрытие хромом.
Виды покрытий
Процесс гальванического хромирования корректируется с учетом требуемых видов поверхности деталей.
- Двухслойные покрытия комбинированного типа. Придают хрому повышенную износостойкость, увеличивают размеры изделий. Применяется комбинация износостойкого и непористого молочного хрома. Хромирование делается в два этапа. Первый этап протекает при плотности тока 30 А/дм2 и температуре 343 К (+70°С), наносится молочный хром толщиной в пределах 9 мкм. Второй этап – температура раствора понижается до 328 К (+55°С), а катодная плотность тока увеличивается до 45–55 А/дм2.
 Длительность завершающего процесса устанавливается в зависимости от желаемой толщины слоя хрома.
Длительность завершающего процесса устанавливается в зависимости от желаемой толщины слоя хрома. - Черные покрытия. Для нанесения используется то же оборудование для хромирования, меняются только режимы нанесения. Имеет небольшую толщину (в пределах 1,5–2,0 мкм), характеризуется высокой теплопроводностью и адгезией к основанию. Металл сохраняет первоначальные физические свойства при температурах до 773 К (+500°С).
- Пористые покрытия. К ним не относятся молочные, хромирование специально делается таким способом, чтобы на поверхности появлялись микроскопические поры. В них в дальнейшем удерживаются смазочные материалы, что уменьшает износ трущихся поверхностей. Электрохимическое хромирование для пористого покрытия продолжается 10–12 минут при катодной плотности тока 40–60 А/дм2 и температуре раствора 325 К (+50°С) – 331 (+57°С) К.
Качество покрытия во многом зависит и правильности выбора режимов и тщательности предварительной подготовки изделий. Они должны быть очищенными от загрязнений и масляных пятен, острые углы и необрабатываемые отверстия закрытыми. Оборудование для хромирования настраивается технологом, контроль за соблюдением процессов производит оператор. Существующие нормативные документы устанавливают следующие требования по технологическом процессу:
Оборудование для хромирования настраивается технологом, контроль за соблюдением процессов производит оператор. Существующие нормативные документы устанавливают следующие требования по технологическом процессу:
- Допускается кратковременное изменение температуры раствора в пределах ±10°С. Если электролит охладился или перегрелся выше указанных полей допусков, то процесс считается прерванным. Дальнейшие действия зависят от степени нарушения качества покрывающего слоя. После анализа состояния поверхностного слоя хромирование может продолжаться или прекращаться, решение принимает технолог производства.
- Подвески и контакты должны изготавливаться из аналогичного материала. Остальное оборудование не должно подвергаться воздействию агрессивных химических соединений.
- Поперечное сечение всех токопроводящих элементов должны выдерживать требуемые значения с запасом. Величина запаса подбирается с учетом сортамента обрабатываемой продукции. Химическая металлизация выполняется одновременно с максимально широким ассортиментом.
 Перестраивать и переналаживать гальванические ванны для хромирования под каждый тип изделий экономически невыгодно. Надежность контактов должно обеспечивать длительную работу без появления окалины и перегрева, любые скачки величины тока оказывают негативное влияние на качество прокрывающего слоя.
Перестраивать и переналаживать гальванические ванны для хромирования под каждый тип изделий экономически невыгодно. Надежность контактов должно обеспечивать длительную работу без появления окалины и перегрева, любые скачки величины тока оказывают негативное влияние на качество прокрывающего слоя. - Специальное оборудование для подвески должно обеспечивать одинаковое расстояние между однотипными деталями, в противном случае показатели покрывающего слоя не будут идентичными. На поверхности одних появится «пригар», на других образуется матовый оттенок.
- Категорически запрещается прерывание тока во время процесса. Гальваническое хромирование от начала и до конца должно выполняться в указанных режимах. При повторном включении новое покрытие отслаивается от старого, детали подлежат выбраковке и повторной обработке. Допускается повторное покрытие хромом только после анодного травления, при этом хромирование начинается с минимальных значений тока.
- Детали со сложным рельефом поверхности нужно хромировать после «скачка тока».
 Показатели тока на 1–2 минуты увеличивают в два раза против расчетных, в дальнейшем ток понижают и продолжают процесс. За счет такой технологии слой хрома осаждается в самых углубленных местах.
Показатели тока на 1–2 минуты увеличивают в два раза против расчетных, в дальнейшем ток понижают и продолжают процесс. За счет такой технологии слой хрома осаждается в самых углубленных местах.
Некачественное гальваническое хромирование деталей из сплавов меди и стали может сниматься раствором соляной кислоты в пропорции 1:1. На изделиях, насыщение которых водородом не допускается, некачественный слой снимается в щелочных растворах.
Основные дефекты и их причины
| Вид дефекта | Причина |
| Покрытие отслаивается от поверхности | Некачественно очищены поверхности, резко понизилась температура, несоответствие величины тока. |
| Хром отслаивается вместе с подслоем никеля | Пониженное значение pH электролита. |
| Внешний вид покрытия имеет серый оттенок | В растворе недостаточно серной кислоты. |
| Пропуски или неравномерность покрытия по толщине | Плохая подготовка поверхностей, экранирование близкорасположенных элементов на подвесках. |
| Большое количество точеных углублений | Неправильное расположение деталей по отношению к электроду. |
При необходимости сотрудники нашей компании окажут теоретические консультации по выбору оптимальных размеров ванн и технологий хромирования различных деталей.
Если вас интересует стоимость изготовления продукции, отправьте нам техническое задание на почту info@plast‑product.ru или позвоните по телефону 8 800 555‑17‑56
Что необходимо для хромирования делателей?
Рынок защитно-декоративных покрытий стремительно развивается, поэтому хромирование пользуется большим спросом. Но при всём этом оборудование для хромирования не настолько сложное и дорогостоящее, как, например, для гальванохимической или лакокрасочной кузовной обработки автомобиля. В данном материале мы вам расскажем об оборудовании, которое наилучшим образом подойдёт для проведения этого процесса.
- Полное и упрощённое оборудование для хромирования
- Популярная установка VWS
- Особенности проведения хромирования
- Зачем нужно делать хромирование
Лучшей установкой для хромирования автомобильных элементов является та, которая отвечает всем требованиям, что будут описаны ниже. Такое оборудование не должно содержать вредных металлов и химических реагентов.
Такое оборудование не должно содержать вредных металлов и химических реагентов.
Полное и упрощённое оборудование для хромирования
Оборудование для проведения хромирования бывает нескольких видов. Оно классифицируется в зависимости от того, какие действия и какого масштаба выполняются.
Как правило, полное оборудование для хромирования соответствует следующим показателям:
— покрывает как небольшие, так и габаритные изделия;
— не содержит в своём составе металлов, которые могут повлиять на качество растворов;
— система, подающая материалы, обязательно должна быть замкнутой, ведь это даёт возможность просто наполнять ёмкости реагентом и во время этого ничего не потребуется снимать либо откручивать;
— данное оборудование должно быть такого плана, чтобы оно позволяло обеспечивать полный визуальный контроль над израсходованием материалов;
— должно легко чиститься после проведения процесса хромирования.
Полное оборудование для проведения хромирования, произведённое за границей, стоит порядка 2000 долларов. Она включает в себя стенд с манометрами, две ёмкости: большую и меньшую, пистолет для обдува воздухом и серебрильный и, разумеется, инструкцию по применению. Более упрощённое оборудование украинского производства аналогичного образца стоит в разы дешевле – около 7 тысяч гривен.
Она включает в себя стенд с манометрами, две ёмкости: большую и меньшую, пистолет для обдува воздухом и серебрильный и, разумеется, инструкцию по применению. Более упрощённое оборудование украинского производства аналогичного образца стоит в разы дешевле – около 7 тысяч гривен.
Такое упрощение не только уменьшило себестоимость оборудования, но и оставило качество хромирования на таком же высоком уровне. Если украинская установка для проведения серебрения, выполненная в более упрощённом варианте, проводит процедуры того же качества, что и американская, возникает резонный вопрос, а есть ли смысл переплачивать в разы? В данное оборудование входят:
— ёмкости для растворов;
— пульверизаторы для подачи растворов;
— специальные соединительные шланги;
— мануал с описанием того, как обращаться с теми или иными химическими веществами;
— аппаратура для химической металлизации;
— химические растворы количеством, например, на четыре автомобильных колёсных диска;
— детальная инструкция с поэтапным описанием всех видов работ по хромированию.
Помните, что повторно использовать пульверизаторы нельзя из-за возможных браков в работе.
Популярная установка VWS
На рынке оборудования для проведения хромирования присутствуют и наиболее популярные модели. Одна из таких – установка VWS. Она относится к рангу профессионального оборудования для химметаллизации любых поверхностей. При правильном использовании, такая установка даёт стопроцентный результат зеркальной хромированной поверхности.
Давайте рассмотрим, в чём же заключается особенность и популярность установки для хромирования с названием VWS. Первое, о чем необходимо сказать, так это отсутствие лимита по количеству деталей, которые можно обработать. Второе – к обрабатываемым элементам не предоставляются ограничивающие требования в плане их формы, вида и размера, потому что хромирование происходит путём напыления химических реагентов. Работая на данном оборудовании, можно не приобретать дорогие химические составы или гальванические ванны. Также отсутствуют ограничения по размерам ёмкостей.
Также отсутствуют ограничения по размерам ёмкостей.
Установка VWS даёт возможность выбора оттенка хрома, который вы пожелаете. Кроме прочего, можно наносить элементы позолоты и другие напыления драгоценных металлов уже непосредственно на хромированные объекты. Это оборудование лишено различных сложных химических соединений, оказывающих вред человеческому здоровью. Защитное покрытие, которые вы можете наносить на автомобильные детали даже в гаражных условиях, получается всегда прочным и стойким к изнашиванию. Такое хромирование аналогично заводскому покрытию.
Очередным достоинством оборудования VWS является простота его эксплуатации. Нанесение хрома проводится методом распыления, что позволяет краске максимально равномерно обтекать детали даже самой сложной формы и любого размера. Но ценнейшим преимуществом для простых обывателей является высокая рентабельность проведения хромирования. Говоря иначе, эффект хромирования, который предоставляет установка VWS, обойдётся в разы дешевле того, что производится с использованием гальванических и промышленных ванн.
Особенности проведения хромирования
Грамотное проведение хромирования подразумевает не только выбор качественного оборудования, но и подготовку специального помещения с хорошей вентиляцией. Этот факт одинаково важен как для малых, так и больших объёмов выполнения процедуры химической металлизации. Кроме этого, приобретите специальный компрессор, если он не входит по умолчанию в комплект установки. Ведь всё может быть, а техника вашей же безопасности – мера первоочерёдная. Будьте внимательны и обращайте особое внимание на данный параметр. У вас также должен быть влагомаслоотделитель и отдельный пульверизатор для лакирования. Ну и всякая «мелочь» вроде дополнительных шлангов также имеет место быть.
Упрощённое оборудование данного типа позволяет не только хромировать, но и золотить различные автомобильные элементы и детали, которые эксплуатируются в зоне высоких температур. Это касается как двигателей внутреннего сгорания автомобилей и мотоциклов, так и других составляющих.
Зачем нужно делать хромирование
Оборудование для проведения хромирования, о котором было сказано выше, используется не только для придания эстетичного вида металлическим деталям, но и для обеспечения прочности, в первую очередь. Зачастую хромируют автомобильные диски, бампера, решётку радиатора, двигатель, боковые зеркала и многие другие детали и элементы. Как оговаривалось ранее, первоочерёдная задача хромирования заключается в придании деталям прочности, а также устойчивости к окислению, коррозии и другим пагубным воздействиям окружающего мира. Хромируются любые детали. Всё только зависит от оборудования, при помощи которого вы выполняете процедуру.
Огромная популярность хромирования в автомобильной среде, а точнее, среди владельцев, возросла ввиду того, что преобразованные детали обладают замечательными отражающими свойствами. Порой хромируют и автомобильные кузова полностью, что придаёт владельцам гордости в плане того, что они являются обладателями настоящего произведения искусства.
Итак, подведя итоги всего сказанного, ответим на вопрос: зачем нужно хромирование? Для многих эстетов появляется реальная возможность выражения своих творческих замыслов. Приобретение оборудования для хромирования не будет являться каким-то шиком и бездумной тратой денег, а даже наоборот. Изначально вы воплотите в жизнь свои креативные мечты, а после сможете построить и наладить своё собственное дело, приносящее хорошую прибыль.
Оборудование для хромирования — Spectra Chrome
ОБОРУДОВАНИЕ УЖЕ САМО ПРАВИЛЬНО ДЕЛАЕТ РАБОТУ
ООО «Спектра Хром» является эксклюзивным дистрибьютором оборудования для хромирования и золочения SpectraChrome на территории России и стран СНГ.
Компания Spectra Chrome предлагает широкий модельный ряд оборудования для хромирования, цена которого вас приятно удивит. Сравните – и убедитесь в этом сами. И совершенно неважно, вы только открываете свое дело и вникаете в суть технологии или уже готовы красить корабли, нам есть, что вам предложить.
У нас вы можете купить оборудование для хромирования автомобильных дисков и разных видов тюнинга, кованых изделий и рекламных вывесок, приборов домашнего использования и торгово-выставочных стендов; купить оборудование для хромирования деталей интерьера, изделий, выполненных из глины и гипса, предметов мебели, дверей, перил; оборудование для покрытия хромом строительных и отделочных материалов и оборудование для декоративного хромирования сувенирной продукции.
Предлагаемое нами оборудование для химического хромирования понятное, простое и неприхотливое в эксплуатации. Это лучшая альтернатива многоэтапному, достаточно сложному и трудозатратному процессу гальванического хромирования.
Оборудование для электрохимической металлизации разработано с учетом последних тенденций на рынке и позволяет вам создавать настоящие произведения искусства. На каждую систему выдается заводская гарантия и предлагается техобслуживание нашими специалистами. Мы – профессионалы, и знаем о хромировании и золочении всё. Но мы всегда доброжелательны, а не снисходительны. И с радостью подскажем вам, что и как правильно делать. Обращайтесь. Поможем.
Но мы всегда доброжелательны, а не снисходительны. И с радостью подскажем вам, что и как правильно делать. Обращайтесь. Поможем.
Внимание! Цены на оборудование для хромирования деталей 2013 года! Мы стараемся держать объективную цену на все представленные модели. Выбирайте самую популярную систему HV-T или покупайте новую HV Squares. Каждая включает 7 пигментов. Комплект для нанесения покрытия продается отдельно.
Spectra Chrome – это современные технологии, которые служат на благо вашего успеха.
СИСТЕМА HV-T ВКЛЮЧАЕТ:
- Техническую поддержку по бесплатному номеру 800
- Исчерпывающее тренировочное видео
- Руководство по эксплуатации
- Эксклюзивный аэрографический стол с отбойником брызг
- (4) баллона из нержавеющей стали для сжатого газа (емкостью 3 и 5 галлонов)
- Двухкомпонентный распылитель HV
- Распылитель-активатор
- Распылитель деионизированной воды
- (4) комплекта выдвижных шлангов Bi-Flex для воздуха и жидкости
- Воздуходув
- Измеритель минерализации воды
- Градуированные мензурки
- 7 цветовых пигментов (красный, оранжевый, желтый, зеленый, синий, фиолетовый и черный)
- Показан с дополнительным столиком
- В настоящий момент доступна возможность заказа второго распылителя для нанесения серебристого слоя
*Комплекты для нанесения покрытия продаются отдельно Подробнее →
СИСТЕМА (HV)2 ВКЛЮЧАЕТ:
- Техническую поддержку по бесплатному номеру 800
- Исчерпывающее тренировочное видео
- Руководство по эксплуатации
- Настольный терминал
- (4) баллона из нержавеющей стали для сжатого газа большой емкостью 5 галлонов
- (2) двухкомпонентных распылителя HV
- (2) распылителя-активатора
- (2) распылителя деионизированной воды
- (4) комплекта выдвижных шлангов Bi-Flex для воздуха и жидкости
- (2) воздуходува
- Измеритель минерализации воды
- Градуированные мензурки
- 7 цветовых пигментов (красный, оранжевый, желтый, зеленый, синий, фиолетовый и черный)
*Комплекты для нанесения покрытия продаются отдельно Подробнее →
СИСТЕМА HV ВКЛЮЧАЕТ:
- Техническую поддержку по бесплатному номеру 800
- Исчерпывающее тренировочное видео
- Руководство по эксплуатации
- (4) баллона из нержавеющей стали для сжатого газа (емкостью 3 и 5 галлонов)
- Двухкомпонентный распылитель HV
- Распылитель-активатор
- Распылитель деионизированной воды
- (4) комплекта выдвижных шлангов Bi-Flex для воздуха и жидкости
- Воздуходув
- Измеритель минерализации воды
- Градуированные мензурки
- 7 цветовых пигментов (красный, оранжевый, желтый, зеленый, синий, фиолетовый и черный)
*Комплекты для нанесения покрытия продаются отдельно
Аксессуары
- PAW — новый нагреватель сжатого воздуха от Spectra Chrome.

- 45 Spinner — устройство идеально для вращения деталей под углом 45°.
- TuRNTABLE/BASE — новая система установки динамического стенда и платформа вращения/основание Spectra Chrome
- DI water filters — фильтровые системы деионизированной воды
- Magic Chrome — последнее слово в хромировании
- DeVILBISS/SATA — высококачественное оборудование для напыления
Оборудование для гальванического хромирования
Для улучшения декоративных свойств металлические детали можно хромировать. Технология широко применяется в автомобильной промышленности, ряде иных сфер хозяйства. Хромирование деталей требуется и для защиты изделий от повреждений, улучшения их физических качеств. Этот метод обработки металла имеет ряд иных достоинств и преимуществ.
Необходимость хромирования
Под хромированием металла понимают процесс металлизации хромом для улучшения поверхностных свойств и характеристик элементов. При хромировании происходит диффузное насыщение хромом различных поверхностей из стали. Обработка хромом допустима и в отношении АВС пластика, алюминия, латуни, силумина.
При хромировании происходит диффузное насыщение хромом различных поверхностей из стали. Обработка хромом допустима и в отношении АВС пластика, алюминия, латуни, силумина.
Покрытие хромом придает внешнему виду деталей более красивый вид, облагораживает их. Хромовый слой обеспечивает оригинальный цвет «металлик», литые диски автомобиля, отражатели фар, запчасти мотоциклов, сувениры или предметы интерьера для дома начинают выглядеть более эстетично.
Прочие достоинства хромирования:
- Защита. Нанесение слоя хрома помогает повысить стойкость изделий к перепадам температур, увеличивает коррозионную и эрозионную устойчивость, снижает подверженность механическим повреждениям. Детали становятся сверхтвердыми (950 – 1100 единиц по соответствующей шкале), поэтому меньше реагируют на химическое повреждение, не окисляются.
- Восстановление. Срок службы основания серьезно повышается, крупные и мелкие детали становятся очень стойкими к износу.
 При низкой глубине износа хромирование полностью восстанавливает изделие (например, у валов и втулок закрываются трещинки до 1 мм глубиной).
При низкой глубине износа хромирование полностью восстанавливает изделие (например, у валов и втулок закрываются трещинки до 1 мм глубиной). - Отражательные качества. Некоторые элементы автомобиля хромируют для повышения различимости в темноте. Отражение улучшает декоративные качества техники.
- Чистота. Хромирование изделий защитит их от грязи и пыли, поскольку предотвращает прилипание различных загрязнений.
По сравнению с никелированием хромирование имеет меньше недостатков: стоимость услуг ниже, покрытие будет более твердым и прочным. Применение никеля выигрывает лишь по декоративным качествам, так как поверхность становится еще эстетичнее.
Сфера применения хромирования
Полностью описать все области и сферы, где используется технология, сложно. Хромирование незаменимо в мебельной промышленности, хромом обрабатывают фурнитуру, отделочные элементы. Методика популярна в производстве сантехники — элемент наносят на внешнюю и внутреннюю поверхность труб, ванн, раковин, используют для покрытия ручек, смесителей.
В автомобильной промышленности технология применяется для изготовления:
- накладок и отражателей;
- алюминиевых дисков;
- элементов кузова;
- поршней;
- компрессионных колец;
- роликов и осей.
Хромирование применяется при выпуске резины, пластмассы (хром наносят на каландровые валы и пресс-формы), разного измерительного инструмента. Материалом покрывают те элементы, которые сильно трутся между собой, чтобы повысить их износостойкость.
Технология хромирования
Существуют разные способы хромирования, некоторые вполне можно применять в домашних условиях, имея соответствующее оборудование.
Гальванический метод хромирования
Гальваническое хромирование деталей — самый популярный метод, ведь все действия можно осуществить своими руками. Гальваника предполагает помещение деталей в специальный раствор с определенным составом, откуда под воздействием волн (солитонов) электрического тока атомы хрома будут осаждаться на поверхность. Имея нужный набор приспособлений для хромирования, можно самостоятельно создать высококачественное покрытие путем гальванизации.
Имея нужный набор приспособлений для хромирования, можно самостоятельно создать высококачественное покрытие путем гальванизации.
Электролитический метод хромирования
Одна из разновидностей гальваники. При использовании электролиза трех- или шестивалентный хром придает изделию нужный «металлический» вид. При применении трехвалентного элемента основным веществом раствора выступает хромовый ангидрид. Использование шестивалентного хрома отличается от предыдущего метода наличием в составе раствора сульфата хрома.
При проведении электролитического хромирования дисков или иных деталей важно строго соблюдать пропорции компонентов. В противном случае защитный слой быстро отслоится либо на нем будут пятна, неодинаковая матовость и недостаточный глянец.
Диффузионный метод хромирования
Напыление хрома производится при помощи гальванической кисти. В домашних условиях такой метод более предпочтителен, ведь мастеру не потребуется использовать ванну. Особенно рекомендуется выполнять методику для деталей из алюминия, углеродистой стали, сплавов с кремнием.
Особенно рекомендуется выполнять методику для деталей из алюминия, углеродистой стали, сплавов с кремнием.
Химическое хромирование
Применение химических реактивов помогает восстановить хром из его солей. В случае использования химии электрический ток не потребуется. Обычно в качестве реагентов берут соединения фосфора, лимоннокислый натрий, уксусную ледяную кислоту, едкий натр 20 %.
Перед нанесением реагентов детали покрывают слоем меди. После окончания работ промывают заготовки в воде, сушат, полируют (изначально предметы имеют тусклый серый цвет).
Каталитический метод хромирования
Подвид химического хромирования черных или цветных металлов, предполагающий нанесение на деталь жидкости без кислот в составе. Технология безопасна для человека и помогает создать оригинальные, необычные эффекты.
Каталитическое хромирование можно применять в отношении обычных и гибких изделий (при электролизе последнее невозможно, покрытие отслоится).

Обычно в качестве реагента берется серебро в щелочном растворе аммиака, а как восстановитель — формалин или гидразин. Применение серебра делает деталь молочной с зеркальной поверхностью.
Вакуумное хромирование
Технология принадлежит к химической металлизации и имеет еще одно название — PVD-процесс. Дает конденсацию паров хрома на поверхности детали после помещения ее в специальную вакуумную камеру. В этой установке при отрицательном давлении хром нагревается до температуры испарения, потом оседая как туман на изделии.
Расчет давления, срока хромирования будет зависеть от степени износа детали, вида материала. После вакуумного хромирования толщина металлического слоя минимальная, поэтому деталь сверху покрывают специальной краской из баллончика или лакируют.
Термохимическое хромирование
Применяют средства в порошках, состоящие из шамота, феррохрома. Методика аналогична таковой при химическом хромировании, только изделие в процессе будет подвергаться нагреванию.
Хромирование своими руками
Чтобы произвести ремонт изделий с результатом не хуже, чем по ГОСТ, важно точно соблюдать последовательность работ, подготовить нужное оборудование.
Подготовка рабочего места
Для соблюдения мер безопасности, дабы не надышаться вредными, токсичными веществами, нужно произвести детальную подготовку помещения для хромирования.
Следует выполнить такие действия:
- Обеспечить хорошую вентиляцию. Если работы проводятся в гараже, открыть двери, в иных помещениях создать принудительное вентилирование.
- Купить и применять средства индивидуальной защиты — очки, респиратор, перчатки из резины или латекса, фартук, спецодежду.
- Приготовить плотные пакеты для утилизации отходов производства, которые могут быть очень едкими, вредными.
- Убрать из помещения любую органику, так как при контакте с парами соединений хрома она портится.
- Непосредственно перед работой смазать полость носа смесью вазелина и ланолина 2:1.

Помещение, инструменты для хромирования
Для гальванизации нужно приготовить такие инструменты и приспособления:
- Ванна гальваническая. Это может быть любая стеклянная, пропиленовая, полиэтиленовая емкость, годится эмалированный таз, для хромирования малых предметов — обычные банки из стекла. Выбранную емкость надо поместить в деревянный ящик, имеющий изнутри утепление стеклотканью и слоем минеральной ваты. К емкости нужна плотно прилегающая крышка.
- Устройство для нагрева электролита. Лучше всего для этой цели подойдет керамический ТЭН (трубчатый электронагреватель), который не разрушится от контакта с химическими веществами. Можно применить любой иной подходящий подогреватель.
- Электроды. В качестве анода при хромировании послужит свинцовая пластина, которую кладут в емкость, в роли катода выступит держащий деталь зажим. При размещении в таре деталь не должна касаться ее краев.
- Градусник со значениями до +100 градусов Цельсия.

Профессионалы применяют для хромирования специальное оборудование — ванны, электроустановки, мойки и сушки, системы вентиляции. Даже при использовании «домашних аналогов» в емкости будут происходить те же химические процессы, поэтому результат будет приближен к промышленному.
Источник питания
Для нанесения хрома потребуется верно выбранный элемент питания. Годится заземленный источник постоянного тока, напряжение которого регулируется в пределах 1,5 – 12 В, максимальный ток — 20 А. Чтобы отрегулировать мощность, источник должен быть снабжен реостатом.
Состав и метод подготовки электролитов
Для осаждения хрома потребуется вскипятить и охладить воду либо купить дистиллированную. На каждый литр воды берут 250 г хромового ангидрида, 2 – 2,5 г серной кислоты. Удельная плотность последней должна составлять 1,84 г/куб. см.
Способ приготовления электролита для хромирования таков:
- Наполнить емкость водой на ½.
 Температура жидкости должна составить + 60 градусов.
Температура жидкости должна составить + 60 градусов. - Осторожно насыпать хромовый ангидрид, перемешать до растворения.
- Влить воду до заполнения ванны.
- Добавить кислоту.
- Выдержать электролит 3,5 часа под действием номинального тока, что поможет выровнять плотность.
В результате цвет жидкости должен стать темно-коричневым. После она отстаивается 24 часа в прохладном помещении, затем используется по назначению.
Подготовка поверхности
От тщательности подготовительных мероприятий будет зависеть срок эксплуатации готового покрытия и его внешний вид. Вначале деталь нужно очистить, помыть, удалить любые загрязнители. Для более качественного очищения можно воспользоваться наждачкой с мелким зерном или шлифовальной машинкой. Важно, чтобы краска, лак, ржавчина были полностью удалены.
После чистки деталь следует обезжирить. Берут кальцинированную воду (50 г кальцинированной воды разводят в литре воды), добавляют 150 г гидроокиси натрия, 5 г силикатного клея. Количество раствора можно при необходимости увеличить, сохраняя пропорции. Все компоненты нагревают до +90 градусов, выдерживают в средстве деталь 20 минут. Время можно увеличить до 1 часа, если изделие сильно загрязнено.
Количество раствора можно при необходимости увеличить, сохраняя пропорции. Все компоненты нагревают до +90 градусов, выдерживают в средстве деталь 20 минут. Время можно увеличить до 1 часа, если изделие сильно загрязнено.
Хромирование
Процесс хромирования прост, протекает согласно следующим этапам:
- Подогреть готовый, отстоявшийся электролит до +52 градусов, после держать такую температуру постоянно.
- В емкость, где уже установлены анод и катод, положить деталь, подогреть до получения указанной температуры.
- Подать напряжение, выдержать изделие 20 – 60 минут в зависимости от формы, типа изгибов.
- Достать изделие, промыть дистиллированной водой.
- Посушить деталь не менее 3 часов, полностью исключив загрязнение, касание руками.
Хромирование пластмассовых изделий проводится с еще большей осторожностью. Выделяющиеся пары очень токсичны, поэтому металлизировать пластик в жилых помещениях запрещено.
В процессе применяется гальваническая кисть со щетиной 25 мм диаметром, которую обматывают свинцовым проводом. Кисть крепят на торец сосуда, в котором налит электролит. Со второго конца закрепляют диод, в цепи применяют понижающий трансформатор. Плюс трансформатора направляют на анод диода, щетиновую обмотку соединяют с катодом. Равномерно наносят раствор на деталь, проходя по каждой зоне около 20 раз. Затем изделие сушат 3 часа.
Возможные дефекты и их причины
Нередко при металлизации возникает такой эффект, как наводороживание — повышается показатель содержания водорода в хромированной стали. Из-за подобной проблемы снижаются прочность, пластичность металла вследствие изменения его кристаллической решетки. Причины наводороживания стали разнообразны, чаще всего это связано с повышением температуры в процессе гальванизации.
Прочие неприятности, которые могут случиться при хромировании изделий:
- Неравномерность блеска.
 Случается при высокой силе тока, который подается на анод. Полностью блеск может отсутствовать при малом или слишком большом количестве хромового ангидрида, превышении объема серной кислоты.
Случается при высокой силе тока, который подается на анод. Полностью блеск может отсутствовать при малом или слишком большом количестве хромового ангидрида, превышении объема серной кислоты. - Коричневые пятна. Если на детали имеются такие дефекты, норма ангидрида в растворе сильно завышена либо не хватает серной кислоты.
- Мягкость покрытия. Причина — низкая сила тока во время гальванизации или снижение температуры воды.
- Быстрая отслойка хрома. Причина — плохое обезжиривание перед работой, снижение температуры раствора.
- Кратеры на поверхности изделия. Случается из-за задержки пузырьков водорода, на окисленных, пористых основаниях.
Отличный результат можно получить только при строгом следовании технологии. Это даст нужный эффект, сэкономив значительную сумму средств.
Хромирование является одним из наиболее распространенных способов защиты металлических изделий от коррозии, а также их декоративного оформления. На сегодняшний день существует несколько технологий осуществления такой процедуры, для реализации которых применяется различное оборудование для хромирования.
Хромированная своими руками клапанная крышка
Принцип работы
На современном рынке можно приобрести как зарубежное, так и отечественное оборудование для хромирования. Первое, хотя и является компактным, удобным и эффективным в работе, отличается достаточно высокой стоимостью. В комплект такого оборудования входят рабочий стенд, набор манометров, пульверизатор и пистолет, при помощи которого выполняют обдув обрабатываемого изделия. Отечественное оборудование, используемое для хромирования деталей, стоит значительно дешевле зарубежного, но не позволяет выполнять декоративную обработку (с его помощью можно только имитировать ее результаты).
Профессиональная установка для химического хромирования. Все органы управления и контроля удобно расположены на лицевой панели
Хромировка при использовании такого оборудования выполняется следующим образом.
- Обрабатываемая поверхность перед хромированием очищается от лакокрасочных покрытий, любых загрязнений, шлифуется и обезжиривается.

- Затем на нее наносится слой грунтовки.
- Чтобы улучшить адгезию нанесенного грунта с металлом, последний можно подвергнуть термической обработке.
- После этого на поверхность остывшего изделия при помощи пульверизатора наносится слой хрома.
- Для защиты нанесенного в результате хромирования покрытия можно воспользоваться лаком или самоклеящейся пленкой.
Нанесенное таким образом покрытие не может обеспечить надежной защиты металла от коррозии. Эффективно решить эту задачу позволяет химическая металлизация, выполняемая с использованием специальных химических реагентов для хромирования. В результате этой процедуры формируется тонкой слой хрома, отличающийся высокими защитными свойствами.
Отличие псевдохромирования от настоящего
Самый простой способ хромирования, который нельзя считать полноценной металлизацией, подразумевает использование краски, содержащей не менее 75% хромовой пыли. Металлосодержащая краска наносится на поверхность холодного изделия (для этого применяют пульверизатор или обычную малярную кисть). Таким образом, создается своеобразный барьер, предохраняющий металл от коррозии. Результат такого хромирования, если оно правильно выполнено, может прослужить не менее пяти лет. Однако при повреждении покрытия коррозия затронет не только поверхность металла, но и его глубинные слои.
Металлосодержащая краска наносится на поверхность холодного изделия (для этого применяют пульверизатор или обычную малярную кисть). Таким образом, создается своеобразный барьер, предохраняющий металл от коррозии. Результат такого хромирования, если оно правильно выполнено, может прослужить не менее пяти лет. Однако при повреждении покрытия коррозия затронет не только поверхность металла, но и его глубинные слои.
По-настоящему эффективная химическая металлизация предполагает применение:
- специальной емкости, в которой протекают гальванические процессы;
- электролита для хромирования;
- источника постоянного электротока.
Данный набор приспособлений и расходных материалов является минимальным для проведения хромирования.
В полный комплекс оборудования для хромирования также входят ванны для обезжиривания и промывки, маслоотделитель и сушильные камеры
Нанесение хрома в производственных условиях
Алгоритм стандартной процедуры хромирования, выполняемого в производственных условиях, выглядит следующим образом.
- Обрабатываемое изделие помещается в ванну, наполненную электролитическим раствором.
- Затем оно подключается к плюсовому контакту источника электрического тока.
- К отрицательному контакту источника тока подключается любая заготовка, изготовленная из хрома.
- После того как электрический ток начнет поступать к заготовке из хрома, к изделию и в электролит, от заготовки начнут отделяться ионы хрома и двигаться по электролиту к обрабатываемой детали.
- Оседая на ее поверхности и связываясь с ней на молекулярном уровне, ионы хрома формируют на ней надежный и очень долговечный защитный слой.
Промышленная ванна для хромирования
Химическая металлизация позволяет сформировать самое надежное покрытие, отличающееся высокими защитными свойствами. При помощи такой технологии на металлическую деталь может наноситься слой не только хрома, но также цинка, серебра, алюминия и других металлов.
Следует иметь в виду, что химическая металлизация сопровождается выделением вредных для здоровья химических веществ, поэтому, если вы соберетесь провести ее в домашних условиях, необходимо использовать только нежилые помещения. Естественно, не следует пренебрегать и личными средствами защиты. Чтобы обеспечить равномерную скорость протекания химической реакции, для самостоятельного выполнения химической металлизации необходимо правильно подобрать источник постоянного электрического тока.
Естественно, не следует пренебрегать и личными средствами защиты. Чтобы обеспечить равномерную скорость протекания химической реакции, для самостоятельного выполнения химической металлизации необходимо правильно подобрать источник постоянного электрического тока.
Технология термохимической металлизации
По технологии термохимической металлизации в недалеком прошлом выполняли золочение металла. Суть такой технологии, применение которой позволяет наносить на поверхность изделия покрытия не только из золота, но и из других металлов, заключается в следующем.
- На металл наносится специальный состав, состоящий из металлической пыли и связующего вещества, изготовленного на основе древесных смол.
- После того как нанесенный слой полностью высохнет, изделие помещается в муфельную печь.
- Под воздействием высокой температуры, создаваемой внутри печи, связующий состав выгорает, а металлическая пыль плавится, формируя тонкий защитный слой.
Нанесение состава на изделие производится стандартным покрасочным оборудованием
На сегодняшний день существует несколько вариаций такой технологии. Первая из них заключается в том, что слой металла наносится под высоким давлением, при этом само изделие находится в нагретой до требуемой температуры печи. Другой вариант металлизации предполагает, что слой металла предварительно напыляют на обрабатываемую поверхность, а затем изделие обжигают в печи.
Первая из них заключается в том, что слой металла наносится под высоким давлением, при этом само изделие находится в нагретой до требуемой температуры печи. Другой вариант металлизации предполагает, что слой металла предварительно напыляют на обрабатываемую поверхность, а затем изделие обжигают в печи.
Активно используется и более упрощенный, домашний вариант такой технологии:
- Сначала изделие покрывается слоем металлической пыли.
- При помощи фена металлическая пыль на поверхности изделия расплавляется, формируя тонкое покрытие.
- Чтобы сделать покрытие более ровным и гладким, а также равномерным по толщине, его подвергают шлифовке и последующей полировке.
Тщательно отполированное покрытие не уступит по внешнему виду заводской хромировке
Для применения такого метода металлизации потребуются следующие материалы и оборудование:
- пульверизатор, при помощи которого будет наноситься металлосодержащий состав;
- фен, позволяющий формировать поток воздуха, отличающийся высокой температурой;
- шлифовальная машинка;
- состав, при помощи которого будет выполняться финишное полирование обрабатываемой поверхности.

Минимальный набор инструментов для домашней металлизации
При реализации данной технологии на обрабатываемую поверхность распыляются металлические квасцы, которые также представляют определенную опасность для человеческого здоровья. Поэтому, решив воспользоваться таким методом металлизации, позаботьтесь о своей безопасности, надежно защитив органы зрения и дыхания.
Наиболее производительным, но и более сложным в техническом плане является хромирование, выполняемое по горячему методу. Применяется такой метод металлизации преимущественно на крупных производственных предприятиях, где за счет большого количества обрабатываемых изделий затраты на используемые для этого энергоносители минимизируются.
Максимально твердое покрытие можно получить только в производственных условиях
Суть горячего метода, применяемого для хромирования деталей, заключается в том, что обрабатываемое изделие помещают в емкость с расплавленным металлом, который покрывает его поверхность тонким слоем. Естественно, что использовать такую технологию металлизации в домашних условиях проблематично.
Естественно, что использовать такую технологию металлизации в домашних условиях проблематично.
Решив покрывать металл слоем хрома в домашних условиях, вы должны иметь в виду токсичность реактивов для хромирования, поэтому при работе следует строго соблюдать все требования по технике безопасности. Кроме того, для выполнения такого процесса необходимо обладать хотя бы минимальными знаниями по химии и соответствующими навыками.
Главным направлением производственной деятельности «СтанкоСаратов» уже долгие годы является проектирование и изготовление гальванических линий и гальванических ванн под торговой маркой ВИМС и ВСК Пласт. При проектировании гальванических цехов нашими специалистами уделяется большое внимание экологии и охране труда нашего оборудования. Для создания гальванической линии учитывается не только покрываемые дециметры металла, но и расход воды в ваннах промывки, количество кубометров воздуха откачиваемого с зеркала ванн, потребляемое электричество и еще не мало факторов на которые заказчик порой не обращает внимания. По нашему мнению экологичность производства также важно как и его надежность.
По нашему мнению экологичность производства также важно как и его надежность.
Более подробную информацию Вы всегда можете получить по контактным телефонам:
+7 8452 343-895, + 7 909 341 3506, +7 903 021 1999, +7 917 315 8626
Когда создается гальваническое оборудование или оборудование гальванических цехов, большое внимание уделяется комплектации и функциональному применению всех элементов конструкции и технологических решений. Производство гальванического оборудования это процесс достаточно наукоёмкий в котором задействованы специалисты инженерных специальностей конструктора, технологи, нормировщики, инженеры электрики, электронщики, каждый из них делает свою часть работы, что в итоге позволяет заказчику просто купить гальваническое оборудование.
Оборудование для гальванического производства (гальваники)
Для организации гальванического производства будь то гальванический цех, гальванический участок, гальваническая линия или гальваническая ванна, необходимо соблюдать определенные требования позволяющие эффективно и безопасно пользоваться оборудованием для нанесения покрытий. Рассмотрим основные элементы гальванического участка, состав оборудования и конструктивные особенности которые значительно влияют на эффективность всего производства.
Рассмотрим основные элементы гальванического участка, состав оборудования и конструктивные особенности которые значительно влияют на эффективность всего производства.
Хромирование в домашних условиях — технология металлизации
- Процедура хромирования
- Условия для проведения процедуры
- Технология изготовления покрытия
- Методы проведения
- Причины появления изъянов на поверхности деталей
Хромированное покрытие способно изменить качественный и декоративный состав любого предмета. Многие фирмы предлагают услуги по металлизации элементов, но существует альтернатива дорогостоящей процедуре. Вполне реально провести хромирование в домашних условиях, если знать некоторые тонкости и правила производственной технологии.
Процедура хромирования
Хромированием называют сложный физико-химический процесс, представляющий собой зеркальное серебрение отдельных элементов с помощью распыления. Покрытие из хрома не поддаётся окислению и агрессивному напору внешней среды, а также надолго сохраняет насыщенность оттенка. Металлизация хромом применяется не только для обновления автомобильных запчастей, но и для создания интерьерного декора.
Металлизация хромом применяется не только для обновления автомобильных запчастей, но и для создания интерьерного декора.
Условия для проведения процедуры
Процесс преображения невзрачных деталей в зеркальные предметы сопряжён с использованием химических реагентов. Жилая комната или кухня не подойдут для хромирования в домашних условиях. Для такого опыта стоит создать импровизированную лабораторию в гараже или другом изолированном помещении. Опасные испарения реагентов могут повысить риск возникновения онкологических заболеваний, поэтому выбранная комната должна быть оборудована вентиляцией, а мастер снаряжен защитной одеждой, очками и маской.
Подготовка рабочего места – очень ответственная часть работы, при проведении которой нужно учесть некоторые особенности технологии.
В каких условия безопасно проводить хромирование
Базовое оборудование
К основным инструментам, используемым при обработке металла, относят следующие компоненты:
- электрохимическая ванна или стеклянная ёмкость;
- выпрямитель тока;
- нагревательный элемент;
- термометр.

Схема электрохимической ванны для хромирования
Для химической обработки разных металлов предназначена гальваническая ванна. Объёма изолированной ванны хватит для того, чтобы подвергнуть серебрению крупногабаритный металл. Хромирование своими руками мелких деталей можно провести в небольших ёмкостях из стекла.
С помощью обычного термометра можно выдержать нужную для процедуры температуру. Химические реагенты являются основными участниками процесса серебрения металла. Основной компонент – оксид хрома, который в определённой дозировке считается смертельным ядом. К использованию этого вещества стоит отнестись предельно внимательно.
Применение оксида хрома
Химические реагенты
Самостоятельное хромирование также подразумевает поиск надёжных поставщиков, торгующих нужными веществами. Большинство химических компонентов можно приобрести на складах медицинского оборудования, а остальные – купить в аптеке. В стартовый набор включены следующие вещества:
- AgNO3 – азотнокислое серебро – 2 г;
- SnCl2 – двухлористое олово – 2,5 г;
- Глюкоза – 2,5 г;
- NaOH – гидроксид натрия – 22 г;
- NH4OH (аммиак) – 5 мл;
- HCl – соляная кислота – 20 мл;
- Формалин 37% – 0,45 л;
- Дистиллированная вода –2 л.

С помощью кухонных весов или мерных стаканов можно выполнить дозировку каждого препарата. А для самого процесса хромирования своими руками понадобятся одноразовые шприцы и бытовые распылители.
Технология изготовления покрытия
Технология опыления металла хромом включает 4 этапа.
Процесс хромирования
Приготовление растворов
Эта стадия работы начинается с изготовления из химических компонентов специального состава. Раствор двухлористого олова понадобится для активации поверхности металла. Его можно приготовить, использовав следующие компоненты:
- дистиллированная вода – 0,5 л;
- двухлористое олово – 2,5 г;
- соляная кислота – 20 мл.
Приготовление растворов для хромирования
Рецепт восстановителя предполагает следующий набор составляющих:
- дистиллированная вода – 0,5 л;
- формалин – 5 мл;
- глюкоза – 2,5 г.

Рецепт серебрильного раствора:
- дистиллированная вода – 0,5 л;
- азотнокислое серебро – 2 г;
- гидроксид натрия – 2 г;
- аммиак – 5 мл.
Струйное хромирование
Подготовка поверхности
Подготовка изделия для хромирования своими руками требует обезжиривания поверхности металлической детали. Рецепт обезжиривающего состава: дистиллированная вода – 0,5 л (to – 50-60o) и гидроксид натрия — 20 г.
Покрытие стоит протереть обезжиривающей жидкостью, далее нужно тщательно смыть раствор. Необработанные фрагменты детали не будут поддаваться диффузионной металлизации.
Обезжиривание поверхности
Активация покрытия
Реакцию опыления металла необходимо активировать. Выполнение этого приёма требуется для того, чтобы серебро надёжным слоем покрыло желаемый предмет. Активация покрытия производится с помощью раствора двухлористого олова в течение ровно 1 минуты.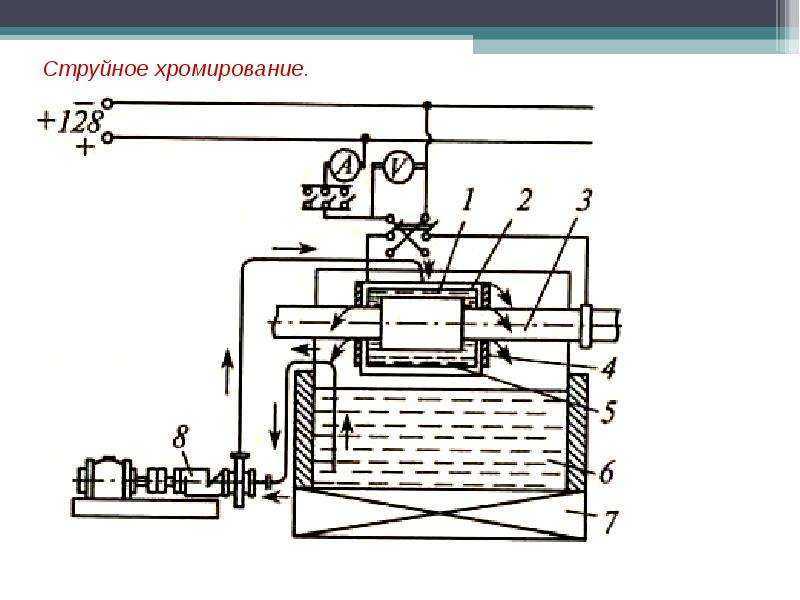 Дальше следует охлаждать поверхность металла, путем помещения его в холодную воду на 3 минуты. Несоблюдение временных промежутков опыления ведёт к браку детали.
Дальше следует охлаждать поверхность металла, путем помещения его в холодную воду на 3 минуты. Несоблюдение временных промежутков опыления ведёт к браку детали.
Помещение металла в раствор
Металлизация
Получение желаемой плёнки серебра на поверхности предмета – самый интересный этап хромирования в домашних условиях. Серебрильный раствор и восстановитель следует распылять по объекту таким образом, чтобы два состава равномерно ложились на поверхности металла.
Металлизация распылителем
Методы проведения
Знание взаимодействия химических элементов и наличие базового оборудования поможет беспроблемно провести хромирование своими руками. Существует 3 способа проведения данной процедуры.
Гальванический
Электрохимический метод серебрения металла подразумевает наличие прокаливающего элемента – катода, среды химической реакции – электролита, обрабатываемой детали – анода. Электролит представляет собой смесь очищенной воды, серной кислоты и хромового ангидрида (CrO3). Погружение объекта металлизации в электролит производится при температуре воды 60-80оС. В результате реакции, на стенках предмета оседают катионы хрома, и деталь покрывается зеркальной плёнкой.
Электролит представляет собой смесь очищенной воды, серной кислоты и хромового ангидрида (CrO3). Погружение объекта металлизации в электролит производится при температуре воды 60-80оС. В результате реакции, на стенках предмета оседают катионы хрома, и деталь покрывается зеркальной плёнкой.
Схема электрохимического устройства
Каталитический
Химический способ обработки металла основывается на взаимодействии реагентов с поверхностью изделия. Атомы с высоким потенциалом поднимаются на верхний слой покрытия в результате реакции с реагентами. Полученное покрытие полируют и доводят до зеркального оттенка.
Диффузионный
Такой метод хромирования сохраняет базовые принципы напыления хрома, но сама процедура проводится с помощью гальванической установки. Этот тип хромирования своими руками избавляет от необходимости сооружать громоздкую электролитическую ванну. Гальваническая установка представляет собой специальную кисть, в которую заливается электролит, трансформатор и шнур, соединяющий катод и анод. Вместо привычной ворсистой кисти можно использовать пористую губку.
Вместо привычной ворсистой кисти можно использовать пористую губку.
Причины появления изъянов на поверхности деталей
Опытные мастера выделяют несколько основных причин, влияющих на качество хромирования в домашних условиях.
Способы устранения изъянов на поверхности деталей
Превышение силы тока. Избыточный ток, пропущенный через объект, может привести к неравномерному окрашиванию предмета.
Несоблюдение технологии. При нарушении оптимальных температурных показателей и дозировки реактивов металл не обретёт желаемый зеркальный блеск.
Некачественная подготовка изделия-основы. Плохое обезжиривание не позволит катионам хрома равномерно осесть на поверхности предмета, а также уменьшит срок его эксплуатации.
Видео по теме: Химическая металлизация (хромирование)
Мы старались для Вас!
Оцените статью
(8 оценок, среднее: 3,75 из 5)
Загрузка. ..
..
или
Расскажите о ней
ХРОМИРОВАНИЕ | decorilla23
Дизайн этого сайта создан в конструкторе . Создайте ваш сайт сегодня.Создать сайт
ХОЧЕШЬ ОРГАНИЗОВАТЬ БИЗНЕС С ПРИБЫЛЬЮ
БОЛЕЕ 100 000РУБ В МЕСЯЦ?
ТОГДА ЗВОНИ!
+7 928 28 28 230
«СТАРТОВЫЙ»
65 000 р.
ОБУЧЕНИЕ
ИНФОРМАЦИОННАЯ И ТЕХНИЧЕСКАЯ ПОДДЕРЖКА
ЭКСКЛЮЗИВНОЕ ПРЕДСТАВИТЕЛЬСТВО
(ВЫ БУДЕТЕ ЕДИНСТВЕННЫМ ПРЕДСТАВИТЕЛЕМ В ВАШЕМ ГОРОДЕ)
БЕСПЛАТНАЯ ДОСТАВКА
НАСТЕННАЯ УСТАНОВКА ДЛЯ ХИМИЧЕСКОЙ МЕТАЛЛИЗАЦИИ/ХРОМИРОВАНИЯ
НАБОР ХИМИЧЕСКИХ РЕАГЕНТОВ
НА 30М2, СМЫВКА, ЛАК, ВЕСЫ, ПИГМЕНТЫ
ВСЕ НЕОБХОДИМЫЕ РАСХОДНЫЕ МАТЕРИАЛЫ
(АБРАЗИВЫ, КРАСКИ, ГРУНТЫ, ЛАКИ, РАСТВОРИТЕЛИ И ОБЕЗЖИРИВАТЕЛИ)
ВОЗДУШНЫЙ МАСЛЯНЫЙ КОМПРЕССОР
СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ
(КОМБИНЕЗОН, МАСКА 3М)
МАЛЯРНАЯ УСТАНОВКА
ПОЛИРОВАЛЬНАЯ МАШИНКА
+ ДИСК ПОЛИРОВАЛЬНЫЙ
ИК СУШИЛКА
ДОПОЛНИТЕЛЬНЫЕ ИНСТРУМЕНТЫ И ОБОРУДОВАНИЕ
(РЕЗАК, ГАЗОВАЯ ГОРЕЛКА, ЛИНЕЙКА И ПРОЧЕЕ)
РЕКЛАМНАЯ ПРОДУКЦИЯ
(ЛИСТОВКИ, ВИЗИТКИ, БАННЕР)
«СТАНДАРТ»
90 000 р.
ОБУЧЕНИЕ
ИНФОРМАЦИОННАЯ И ТЕХНИЧЕСКАЯ ПОДДЕРЖКА
ЭКСКЛЮЗИВНОЕ ПРЕДСТАВИТЕЛЬСТВО
(ВЫ БУДЕТЕ ЕДИНСТВЕННЫМ ПРЕДСТАВИТЕЛЕМ В ВАШЕМ ГОРОДЕ)
БЕСПЛАТНАЯ ДОСТАВКА
НАСТЕННАЯ УСТАНОВКА ДЛЯ ХИМИЧЕСКОЙ МЕТАЛЛИЗАЦИИ/ХРОМИРОВАНИЯ
НАБОР ХИМИЧЕСКИХ РЕАГЕНТОВ
НА 30М2, СМЫВКА, ЛАК, ВЕСЫ, ПИГМЕНТЫ
ВСЕ НЕОБХОДИМЫЕ РАСХОДНЫЕ МАТЕРИАЛЫ
(АБРАЗИВЫ, КРАСКИ, ГРУНТЫ, ЛАКИ, РАСТВОРИТЕЛИ И ОБЕЗЖИРИВАТЕЛИ)
ВОЗДУШНЫЙ МАСЛЯНЫЙ КОМПРЕССОР
СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ
(КОМБИНЕЗОН, МАСКА 3М)
МАЛЯРНАЯ УСТАНОВКА
ПОЛИРОВАЛЬНАЯ МАШИНКА
+ ДИСК ПОЛИРОВАЛЬНЫЙ
ИК СУШИЛКА
ДОПОЛНИТЕЛЬНЫЕ ИНСТРУМЕНТЫ И ОБОРУДОВАНИЕ
(РЕЗАК, ГАЗОВАЯ ГОРЕЛКА, ЛИНЕЙКА И ПРОЧЕЕ)
РЕКЛАМНАЯ ПРОДУКЦИЯ
(ЛИСТОВКИ, ВИЗИТКИ, БАННЕР)
«ПОД КЛЮЧ»
150 000 р.

ОБУЧЕНИЕ
ИНФОРМАЦИОННАЯ И ТЕХНИЧЕСКАЯ ПОДДЕРЖКА
ЭКСКЛЮЗИВНОЕ ПРЕДСТАВИТЕЛЬСТВО
(ВЫ БУДЕТЕ ЕДИНСТВЕННЫМ ПРЕДСТАВИТЕЛЕМ В ВАШЕМ ГОРОДЕ)
БЕСПЛАТНАЯ ДОСТАВКА
НАСТЕННАЯ УСТАНОВКА ДЛЯ ХИМИЧЕСКОЙ МЕТАЛЛИЗАЦИИ/ХРОМИРОВАНИЯ
НАБОР ХИМИЧЕСКИХ РЕАГЕНТОВ
НА 30М2, СМЫВКА, ЛАК, ВЕСЫ, ПИГМЕНТЫ
ВСЕ НЕОБХОДИМЫЕ РАСХОДНЫЕ МАТЕРИАЛЫ
(АБРАЗИВЫ, КРАСКИ, ГРУНТЫ, ЛАКИ, РАСТВОРИТЕЛИ И ОБЕЗЖИРИВАТЕЛИ)
ВОЗДУШНЫЙ МАСЛЯНЫЙ КОМПРЕССОР
СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ
(КОМБИНЕЗОН, МАСКА 3М)
МАЛЯРНАЯ УСТАНОВКА
ПОЛИРОВАЛЬНАЯ МАШИНКА
+ ДИСК ПОЛИРОВАЛЬНЫЙ
ИК СУШИЛКА
ДОПОЛНИТЕЛЬНЫЕ ИНСТРУМЕНТЫ И ОБОРУДОВАНИЕ
(РЕЗАК, ГАЗОВАЯ ГОРЕЛКА, ЛИНЕЙКА И ПРОЧЕЕ)
РЕКЛАМНАЯ ПРОДУКЦИЯ
(ЛИСТОВКИ, ВИЗИТКИ, БАННЕР)
ЧТО ТАКОЕ ХРОМИРОВАНИЕ ИЛИ ХИМИЧЕСКАЯ МЕТАЛЛИЗАЦИЯ?
IMG_20151030_123934. jpg
jpg
IMG-20160221-WA0003.jpg
20160331_165944.jpg
IMG_20151030_123934.jpg
Процесс нанесения зеркального металлического покрытия, обладающего высокой отражательной способностью, основан на «реакции серебряного зеркала» и осуществляется в несколько этапов.
Сначала на поверхность изделия наносится слой специального связующего грунта, являющегося активным к осаждаемому металлическому слою. Затем, с помощью установки для химической металлизации «мета-хром», на покрытую связующим грунтом поверхность распыляются специально подготовленные хим. реагенты, образующие в результате химической реакции белоснежное зеркальное металлическое покрытие. После этого, на металлическое покрытие наносится слой защитного лака, предохраняющий его от потускнения и механического износа. После высыхания защитного лака металлическое покрытие выглядит точно так, как если бы оно было нанесено методом электроосаждения.
Данный процесс нанесения зеркального металлического покрытия методом химической металлизации не является технически сложным и оптимально вписывается в технологический процесс, осуществляемый на обычном промышленном производстве. Производители внедрившие данную технологию в свою производственную линию, могут диверсифицировать производство и тем самым значительно повысить его рентабельность, так как затраты на приобретение установки и расходных хим. реагентов, по сравнению со стоимостью получения аналогичных покрытий с помощью других технологий, незначительны.
Производители внедрившие данную технологию в свою производственную линию, могут диверсифицировать производство и тем самым значительно повысить его рентабельность, так как затраты на приобретение установки и расходных хим. реагентов, по сравнению со стоимостью получения аналогичных покрытий с помощью других технологий, незначительны.
Простота в использовании: Процесс химической металлизации не является технически сложным, а нанесение покрытия схоже с распылением обычной краски, позволяя наносить металлическое покрытие на изделия любых форм и размеров; от корпуса мобильного телефона до большой мраморной статуи.
Нанесение покрытия практически на любые материалы: Практически на любой даже очень пористый материал, будь то дерево, пластмасса, пластик, керамика, гипс и т.д., можно нанести зеркальное металлическое покрытие, обладающее высокой отражательной способностью.
Высокая твердость и износостойкость покрытия: После отверждения защитного лака, покрытие обладает высокими эксплуатационными свойствами и превышает по твердости, и износостойкости защитное лаковое покрытие, нанесенное на автомобиль на заводе-изготовителе.

Отсутствие ограничений в размере изделия: В отличие от гальванического процесса или вакуумной металлизации, где размер покрываемого изделия ограничен размером ванны или вакуумной камеры, при проведении процесса химической металлизации размер изделия не имеет значения.
Возможность выбора желаемого оттенка: Добавляя в защитный лак красящие пигментные тонеры, можно придать металлическому покрытию любой цвет или цветовой оттенок, включая внешний вид таких металлов и сплавов как хром, золото, медь, бронза, латунь и некоторых других.
Высокая рентабельность: Полученное методом химической металлизации, зеркальное металлическое покрытие обладает на 25-30% меньшей себестоимостью по сравнению с наиболее востребованным хромированным покрытием, полученным резервуарным гальваническим способом.
Экологически чистое покрытие: В отличие от гальванического хромирования, при проведении процесса химической металлизации не используются соли токсичного шестивалентного хрома, а сама технология относится к экологически чистой и не наносит вреда окружающей среде.

Данные испытаний:
Испытание на ударное воздействие (при нагрузке 55 кг/см2)
Отсутствие следов воздействия
Результат: Испытание пройдено успешно
Испытание на коррозионную стойкость (воздействие солевого тумана)
Более 1100 часов без признаков помутнения и коррозии.
Результат: Испытание пройдено успешно
Испытание при отлипании липкой ленты (в соответствии со стандартом)
Отсутствие частиц покрытия на липкой ленте (методика 6301.2)
Результат: Испытание пройдено успешно
Технические данные:
Адгезия Отличная
Ударная прочность Очень хорошая
Влагостойкость Отличная
Износостойкость Очень хорошая
Стойкость к химическому воздействию Исключительная
Стойкость к воздействию солевого тумана Отличная
Циклическое испытание на перепады температуры Пройдено
Стойкость к механическому воздействию Высокая
ЕСТЬ ВОПРОСЫ? ЗВОНИ!
+7 928 28 28 230
Новая машина для хромирования формата PRO
Машина для хромирования PRO
Представляем нашу машину для хромирования формата PRO, для распыления всех серебрящих продуктов для создания эффекта хрома a на всех типах поверхностей* мелкие или крупные детали по низкой цене ( Комплект для 20 м² = около 800 евро до налогообложения 1 )0031 . Малый формат PRO дает вам те же результаты , что и большой формат EXPERT. По сути разница меньшая урожайность в м² , отсутствие рамы и другой распылитель с двойной насадкой. На машину PRO можно установить другие типы баков или пистолеты-распылители , путем простого подключения Запатентованные технологии R2S и R5 Продукты металлизации (формулы R2S и R5) являются частью запатентованной технологии в 37 странах. В качестве дистрибьютора STARDUST COLORS имеет право предоставлять клиентам, покупающим продукцию и принимающим ее, бесплатную лицензию на использование технологии при условии приобретения комплектов для металлизации (это партнерство принимает форму лицензионного соглашения, чтобы вернуться к мы подписали до получения продуктов R2S и R5) Эффект хрома благодаря серебрению Этот метод дает эффект 100% хрома , — процесс серебрения, который заключается в нанесении тонкого слоя чистого серебра путем распыления разбавленного серебряного раствора на глянцевую основу вода. StardustColors представляет 2 новые запатентованные высокоэффективные формулы: — Формула Fast R2S (содержит формальдегид) — Формула Slow R5 Различное использование : Отличные возможности для серебристого хрома среди профессионалов в отделке, из мира мебели 90 окна, до предметы роскоши , статуи и предметы искусства , производство роскошных бутылок (шампанское) или производство бутылок (парфюмерия) или даже автомобильные и мотоциклетные детали 
 Этот простой химический процесс хорошо известен и используется в промышленности для производства зеркал .
Этот простой химический процесс хорошо известен и используется в промышленности для производства зеркал .
Как это работает?
Краткое описание 5-этапных процессов
1- Нанесение 2К краски, затем сушка или запекание
2- Нанесение «увлажняющего» агента, затем ополаскивание (смачивание)
3- Нанесение «Активатора», затем ополаскивание (активация)
4- Перекрестное нанесение «А и В» с последующим полосканием (появится эффект хрома)
5- Нанесение финишного покрытия
> Найдите внизу страницы подробное видео (12 минут) (Инструкции и демонстрации по нанесению грунта, серебряного слоя и финишного покрытия)
Доставка
PRO машина представляет собой специальное оборудование для распыления жидких растворов. Не включает расходные материалы. Машина поставляется с инструкцией по эксплуатации и инструкцией по технике безопасности.
Не включает расходные материалы. Машина поставляется с инструкцией по эксплуатации и инструкцией по технике безопасности.
Станок PRO состоит из следующих элементов:
— 1 двойной распылитель* для нанесения хрома
— 1 распылитель воды
— 1 распылитель-активатор с ведром 600 мл
— 1 обдувочный пистолет
— 3 резервуара из нержавеющей стали по 9 л или 18 л каждый
— 1 полуавтоматическая система очистки
— воздух регулятор
— Внутренние трубы и соединители
— Руководство по эксплуатации.
+
Лабораторный набор для серебряных изделий Содержит:
— 3 градуированных пластиковых стакана по 1000 мл
— 3 пробирки 100 мл с градуировкой из пластика
— 20 градуированных пипеток по 1 мл
Все компоненты машины Pro отличаются высоким качеством, экономичностью и простотой замены.
Металлический пистолет-распылитель с двойным соплом можно легко установить на машину Pro.
ИСКЛЮЧИТЕЛЬНЫЙ ЭФФЕКТ ХРОМА
Машина для хромирования позволяет создать посредством химической реакции глянцевый серебристый хромовый эффект со 100% зеркальным эффектом и высоким коэффициентом отражения.
Этот процесс носит исключительно декоративный характер и ни в коем случае не претендует на достижение механической прочности и свойств настоящего хрома.
ВСЕ ПОДЛОЖКИ:
Основное преимущество техники напыления серебром: можно обрабатывать различные формы и предметы из различных материалов (пластик, стекло, камень, металлы, картон, дерево и т.д.) до тех пор, пока поверхность этого материала была должным образом подготовлена и/или загрунтована (см. наши ГРУНТОВКИ Категория )
ПРОФЕССИОНАЛЬНАЯ ХИМИЧЕСКАЯ ТЕХНИКА:
Эта техника более сложная, чем хромовая краска , и требует более тщательного подхода, но дает 100% эффект хрома. Необходимо проявлять большую осторожность, включая использование, смешивание и хранение продуктов. Химические вещества чувствительны к температуре, свету и минеральным примесям (нечистая вода).
Необходимо проявлять большую осторожность, включая использование, смешивание и хранение продуктов. Химические вещества чувствительны к температуре, свету и минеральным примесям (нечистая вода).
Найдите здесь градуированные стаканы и цилиндры для смешивания продуктов
ЭКОЛОГИЧЕСКАЯ ЧИСТОСТЬ И БЕЗОПАСНОСТЬ ПОЛЬЗОВАТЕЛЯ
В машинной технологии STARDUST PRO не используются продукты, содержащие токсичный шестивалентный хром: эффект хрома состоит только из тонкого слоя серебра.
Верхние покрытия и отвердители представляют собой краски на основе растворителей, требующие ношения маски и вытяжки воздуха. Все другие опасные продукты (аммиак), участвующие в реакции хрома, разбавляются большим количеством воды, но, тем не менее, должны использоваться с системой отвода воздуха.
С этой машиной вам не нужно использовать «вакуумные» методы, такие как напыление или «хромирование», в которых используются очень вредные вещества, такие как шестивалентный хром IV.
КАКОЕ ОБОРУДОВАНИЕ НЕОБХОДИМО ?
— Фильтры для очистки воздуха
— Компрессор
— Покрасочная камера для получения чистых грунтовочных и финишных покрытий и для удаления дыма.
— Поддон для сбора жидкостей.
См. здесь градуированные мензурки и цилиндры для смешивания продуктов
ЗАМЕЧАТЕЛЬНАЯ ТЕХНОЛОГИЯ
Этот процесс и этот распылительный аппарат позволяют очень легко создавать эффект хрома на малых или больших деталях простым распылением.
Машина позволяет производить только серебряное покрытие (средний слой). Специальная грунтовка и финишное покрытие наносятся с помощью традиционных пистолетов-распылителей
Нанесение эффекта хрома представляет собой сложную задачу и требует строгого соблюдения инструкций. С другой стороны, нанесение базы и финишного покрытия требует навыков профессионального маляра. Это предложение полностью отличается от хромированной краски: в нем не используются те же продукты (хромовая краска — это краска). Визуальный результат, полученный с нашей системой хромирования, намного лучше, чем у хромовой краски. Также очень легко наносить прозрачное покрытие, используя наше верхнее покрытие CelChrome, без потери зеркального эффекта.
Визуальный результат, полученный с нашей системой хромирования, намного лучше, чем у хромовой краски. Также очень легко наносить прозрачное покрытие, используя наше верхнее покрытие CelChrome, без потери зеркального эффекта.
ЭКОНОМИЧЕСКОЕ РЕШЕНИЕ
Наша профессиональная машина является гарантией наилучшего соотношения цены и качества.
См. ниже расчет себестоимости хромирования детали (например, мотоциклетного шлема).
Гарантия на детали машины составляет 1 год. Запчасти доступны в течение 24 часов.
РАЗЛИЧНЫЕ ВОЗМОЖНОСТИ ПРИМЕНЕНИЯ
Система «хромирования» требует значительных первоначальных инвестиций, но, исходя из нашего опыта, она предоставляет мастерам новых клиентов из сферы декора, роскоши, искусства, автомобильного оборудования, архитектуры. , и роскошных бутылок, и, следовательно, несколько потенциальных заказов с услугами, оплачиваемыми по высоким ставкам. Мы предупреждаем, что использование для деталей, работающих в сложных условиях, таких как диски или бамперы, плохо адаптировано, поскольку этот процесс носит декоративный характер и не обладает устойчивостью к ультрафиолетовому излучению (срок службы на открытом воздухе оценивается максимум в несколько лет)
Мы предупреждаем, что использование для деталей, работающих в сложных условиях, таких как диски или бамперы, плохо адаптировано, поскольку этот процесс носит декоративный характер и не обладает устойчивостью к ультрафиолетовому излучению (срок службы на открытом воздухе оценивается максимум в несколько лет)
ОСНОВА:
Трехслойную систему с «эффектом хрома» можно наносить на любую поверхность, если она правильно загрунтована и/или подготовлена с использованием соответствующей адгезионной грунтовки (дерево, металл, стекло/керамика, бетон, пластик и т. д.)
Этот метод также можно использовать на гибких поверхностях.
ДОЛГОВЕЧНОСТЬ
A гарантированная адгезия : Наша система обеспечивает полную адгезию между грунтовкой, серебряным покрытием и верхним слоем. Благодаря нашему «смачивающему» продукту обработка пламенем не требуется.
Мы используем основу CB7 (специальная грунтовка, обеспечивающая адгезию) для мягкого или сильного запекания или даже для сушки при комнатной температуре: серебристый слой связывается и приваривается к основе. Затем, во время нанесения слоя металлизации и запекания верхнего слоя, 3 слоя (базовый, серебряный, верхний) образуют неразделимое покрытие.
Затем, во время нанесения слоя металлизации и запекания верхнего слоя, 3 слоя (базовый, серебряный, верхний) образуют неразделимое покрытие.
Стойкость к ультрафиолетовому излучению: Не гарантируется при использовании вне помещений: серебро по своей природе чувствительно к ультрафиолетовому излучению. Для продления срока службы рекомендуется наносить несколько слоев финишных покрытий, в частности нашего 9.0010 верхний слой с защитой от УФ-излучения или любой другой лак для кузова + наша добавка против УФ-излучения . Чем больше слоев нанесено, тем выше защита. Вы также можете использовать нашу нанокерамическую защиту , которая действует как мощная защита от ультрафиолета. Однако напоминаем, что работы по серебрению на открытом воздухе не могут быть постоянными и не влекут за собой никаких гарантий.
ПРОДУКТЫ И РАСХОДНЫЕ МАТЕРИАЛЫ
Доступные по цене продукты и расходные материалы продаются в наборах, включающих краски и разбавляемые водой концентраты серебра (1 комплект = 20 м²). Все продукты также предлагается отдельно здесь.
Все продукты также предлагается отдельно здесь.
Найдите здесь нашу сверхчистую дистиллированную воду .
Окрашивание
Окрашивание достигается простым добавлением наших концентрированных красок Candy (доступно 17 красок) в светлое верхнее покрытие.
Можно получить золотой, черный, синий, красный и т. д. цвет хрома, нанеся цветное верхнее покрытие с помощью пистолета-распылителя. Эта техника очень проста в исполнении и создает поразительные эффекты.
ЗАКАЗЫ
Оплата кредитной картой и банковским переводом на сайте или проформа — Доставка во Франции или по всему миру.
Стоимость производства для шлема : 4 24 € -Биллинг: 200 € Минимум
Серебряный химический процесс :
IT Activative Activative Activative Activative the Smaure Activative Activative Activative the Smaure The Smaure Actentive The Smaure Compative the Smaure. затем промывание и комбинированное распыление нитрата серебра и восстановителя в разбавленных водой растворах.
затем промывание и комбинированное распыление нитрата серебра и восстановителя в разбавленных водой растворах.
Для достижения хорошей химической реакции серебрения необходимо работать в мягких или горячих температурных условиях (>20°С) на воздухе (цеха), воде (смеси) и поверхности (детали). Ниже 20°С реакция будет замедленной и не будет удовлетворительной. Чем выше температура, тем лучше результаты и тем ниже будет энергопотребление. Важно, чтобы не было разницы температур между подложкой, жидкостями и воздухом.
Часто задаваемые вопросы:
— Дает ли маленькая машина PRO тот же результат, что и большая машина EXPERT?
>> Да, абсолютно, за исключением того, что машина Pro имеет меньший объем бака и немного менее мощная, что позволяет покрывать меньшие поверхности (макс. 1,5 м²)
— В чем разница между большим и малым опрыскиванием версии?
>> Подробный ответ вы найдете здесь
О схождении струй распыления:
Продукты А и Б распыляются отдельно и встречаются в точке стыка. Затем они смешиваются. Важно, чтобы продукты были смешаны до контакта с поверхностью детали.
О краскопультах или распылителях:
Пистолеты с двойным соплом имеют как преимущества (лучше распыляют жидкости и меньше расходуют), так и недостатки (трудно регулировать, недостаточно мощности для крупных деталей). Они также очень дороги (от 200 до 1500 евро)9.0036
Основные преимущества опрыскивателей: высокая эффективность, экономичность, отсутствие регулировки.
Об очистке пистолета-распылителя:
Для резервуаров и пистолетов достаточно очистки водой и отбеливателем. Для полного восстановления загрязненных деталей необходимо использовать ультразвуковой очиститель .
Цена оборудования для хромирования – Купить дешевое оборудование для хромирования по низкой цене на сайте Made-in-China.com
98734
единиц оборудования для хромирования. Сравнивая цены на оборудование для хромирования
, вы можете купить качественное оборудование для хромирования по заводской цене / низкой цене в Китае.
Напряжение:
380 В
Автоматическая
Полуавтомат
Гарантия:
1 год
Система управления:
ПЛК, дистанционный, ручной
Применение:
Обработка поверхности/гальваническое покрытие
Покрытия:
Цинк Никель Медь Хром Золото Покрытие
Завод электронного оборудования Junan Tongda
Послепродажное обслуживание:
Срок службы
Напряжение:
Зависит от стандарта страны клиента
Автоматический класс:
Автоматический, полуавтоматический, ручной
Гарантия:
2 года
Сертификация:
GS, RoHS, CE, ISO, SGS
Основные части:
Кран для резервуаров из ПП/ПВХ, бочка
Город Линьи Район Ланьшань Завод по производству оборудования для электроснабжения Вэньбо
Послепродажное обслуживание:
Бесплатная установка и обучение, техническая поддержка
Гарантия:
Ограниченная гарантия на один год
Тип:
Вакуумная лакировочная машина PVD
Покрытие:
Вакуумное покрытие
Подложка:
Сталь
Сертификация:
СЕ, ИСО
Гуандун Huicheng Vacuum Technology Co. , Ltd.
, Ltd.
Напряжение:
380 В
Автоматическая
Автомат
Гарантия:
1 год
Сертификация:
RoHS, CE
Применение:
Хром, медь, цинк, никель, золото, серебрение
Выходной ток:
500/1000/2000А
Люян Хейни Электромеханическое оборудование Лтд
Напряжение:
380 В
Автоматическая
Автомат
Гарантия:
1 год
Сертификация:
RoHS, СЕ
Применение:
Хром, медь, цинк, никель, золото, серебрение
Выходной ток:
1500А
Люян Хейни Электромеханическое оборудование Лтд
Напряжение:
220/380/415/440/480В
Автоматическая
Руководство
Гарантия:
1 год
Сертификация:
RoHS, CE, ISO
Эффективность:
96%
Защита:
Ярлык Overtemp Overload Overtemp
Люян Хейни Электромеханическое оборудование Лтд
Напряжение:
220 В
Автоматическая
Автомат
Гарантия:
1 год
Сертификация:
RoHS, CE
Применение:
Хром, медь, цинк, никель, золото, серебрение
Выходной ток:
8000А
Люян Хейни Электромеханическое оборудование Лтд
Напряжение:
220В
Автоматический класс:
Автомат
Гарантия:
1 год
Сертификация:
RoHS, CE
Применение:
Хром, медь, цинк, никель, золото, серебрение
Выходной ток:
1000А
Liuyang Haney Electromechanical Equipment Co. , Ltd.
, Ltd.
Напряжение:
380 В
Автоматическая
Автомат
Гарантия:
1 год
Сертификация:
RoHS, CE
Применение:
Хром, медь, цинк, никель, золото, серебрение
Выходной ток:
2000А
Люян Хейни Электромеханическое оборудование Лтд
Напряжение:
380 В
Автоматическая
Автомат
Гарантия:
1 год
Сертификация:
RoHS, CE
Применение:
Хром, медь, цинк, никель, золото, серебрение
Выходной ток:
5000А
Люян Хейни Электромеханическое оборудование Лтд
Тип:
Линия по производству покрытий
Покрытие:
Вакуумное покрытие
Подложка:
Нержавеющая сталь, стекло, металл, керамика, хрусталь
СЕ, ИСО
Состояние:
Новый
Тип машины:
Магнетронное напыление
Вэньчжоу Cicel Vacuum Machine Co. , Ltd.
, Ltd.
Машина для литья под давлением Тип:
Машина для литья под давлением с горячей камерой
Метод литья под давлением:
Прецизионное литье под давлением
Применение:
Детали машин
Обработка:
Обработка с ЧПУ
Материал:
Алюминиевый сплав
Подготовка поверхности:
Гальваника
Циндао Синхэ Машинери Лтд
Тип:
Дуговой разряд
Покрытие:
Вакуумное покрытие
Подложка:
Металл, сталь, стекло, пластик, керамика
Сертификация:
CE, ISO, TUV
Состояние:
Новый
Применение:
Вакуумная машина для нанесения покрытия на золотую плитку
Компания вакуумных технологий Нинбо Данко, ООО
Тип:
Дуговой и распылительный разряд
Покрытие:
Вакуумное покрытие
Подложка:
Металл, сталь, стекло, пластик, керамика
Сертификация:
CE, ISO, TUV
Состояние:
Новый
Применение:
Вакуумная машина для нанесения покрытия на золотую плитку
Нинбо Данко Вакуумные технологии Лтд
Напряжение:
Индивидуальные
автоматический класс:
Индивидуальные
Сертификация:
CE, ISO
Покрытие:
Покрытие
Подложка:
Сталь
Состояние:
Новый
ВВТ ПРОМЫШЛЕННОСТИ
Напряжение:
Индивидуальные
автоматический класс:
Индивидуальные
Сертификация:
CE, ISO
Покрытие:
Покрытие
Подложка:
Сталь
Состояние:
Новый
WVT ПРОМЫШЛЕННОСТИ
Емкость:
101-200л
Тип:
Настольная витрина с подогревом
Тип двери:
Раздвижная дверь
Источник питания:
Электричество
Контроль температуры:
Компьютерный термостат
Тип температуры:
Однотемпературный
Anhui Socool Refrigeration Co. , Ltd.
, Ltd.
Послепродажное обслуживание:
Да
Напряжение:
380 В
Автоматическая
Автомат
Гарантия:
1 год
Сертификация:
GS, CE, ISO
Система управления:
Портативный, толкающий, удаленный, ПЛК Programee
Завод электронного оборудования Junan Tongda
Послепродажное обслуживание:
Поставляется
Напряжение:
380В
Автоматический класс:
Автомат
Гарантия:
1 год
Сертификация:
CE, SGS
Система управления:
Портативный, толкающий, удаленный, ПЛК Programee
Завод электронного оборудования Junan Tongda
Послепродажное обслуживание:
В комплекте
Напряжение:
380 В
Автоматическая
Автомат
Гарантия:
1 год
Сертификация:
CE, SGS
Система управления:
Портативный, толкающий, удаленный, ПЛК Programee
Завод электронного оборудования Junan Tongda
Напряжение:
380 В
Автоматическая
Автомат
Гарантия:
1 год
Сертификация:
GS, CE, ISO
Система управления:
Портативный, толкающий, удаленный, ПЛК Programee
Режим оборудования:
Портативный, ручной, полуавтоматический, полностью автоматический
Завод электронного оборудования Junan Tongda
Послепродажное обслуживание:
Поставляется
Напряжение:
380 В
Автоматическая
Автомат
Гарантия:
1 год
Сертификация:
КЭ, СГС
Материал:
15 мм ПП/ПВХ
Завод электронного оборудования Junan Tongda
Послепродажное обслуживание:
Да
Напряжение:
380 В
Автоматическая
Автомат
Гарантия:
1 год
Сертификация:
CE
Система управления:
Ручной, дистанционный, ПЛК
Завод электронного оборудования Junan Tongda
Послепродажное обслуживание:
Да
Напряжение:
380 В
Автоматическая
Портативный
Гарантия:
1 год
Сертификация:
GS, CE, ISO, Co, форма E, форма F и т. д.
д.
Применение:
Плакировка на Ss, металле, стали, алюминии, латуни
Завод электронного оборудования Junan Tongda
Послепродажное обслуживание:
Да
Напряжение:
380 В
Автоматическая
Автомат
Гарантия:
1 год
Сертификация:
GS, CE, ISO, Co, форма E, форма F и т. д.
Применение:
Плакировка на Ss, металле, стали, алюминии, латуни
Завод электронного оборудования Junan Tongda
Послепродажное обслуживание:
Да
Напряжение:
220 В
Автоматическая
полуавтомат
Гарантия:
1 год
Сертификация:
CE
Система управления:
Ручной, удаленный, ПЛК
Завод электронного оборудования Junan Tongda
Напряжение:
380 В
Автоматическая
полуавтомат
Гарантия:
1 год
Сертификация:
GS, CE, ISO, Co, форма E, форма F и т. д.
д.
Применение:
Плакировка на Сс, металле, стали, алюминии, латуни
Использование:
Цинк, никель, кром, декоративный хром
Завод электронного оборудования Junan Tongda
Послепродажное обслуживание:
Бесплатная установка и обучение, техническая поддержка
Гарантия:
Ограниченная гарантия на один год
Тип:
Вакуумная лакировочная машина PVD
Покрытие:
Вакуумное покрытие
Подложка:
Сталь
Сертификация:
СЕ, ИСО
Гуандун Huicheng Vacuum Technology Co., Ltd.
Послепродажное обслуживание:
Бесплатная установка и обучение, техническая поддержка
Гарантия:
Ограниченная гарантия на один год
Тип:
Вакуумная лакировочная машина PVD
Покрытие:
Вакуумное покрытие
Подложка:
Сталь
Сертификация:
СЕ, ИСО
Гуандун Huicheng Vacuum Technology Co. , Ltd.
, Ltd.
Послепродажное обслуживание:
Бесплатная установка и обучение, техническая поддержка
Гарантия:
Ограниченная гарантия на один год
Тип:
Вакуумная лакировочная машина PVD
Покрытие:
Вакуумное покрытие
Подложка:
Сталь
Сертификация:
СЕ, ИСО
Гуандун Huicheng Vacuum Technology Co., Ltd.
Напряжение:
AC220V~AC480V
Автоматическая
Автомат
Гарантия:
1 год
Сертификация:
Модель нагрева ISO
:
Электронный, паровой
Размеры (Д*Ш*В):
Кутомизированный
Yantai Wenxu Industrial Co. , Ltd.
, Ltd.
Напряжение:
AC220V~AC480V
Автоматическая оценка:
Автомат
Гарантия:
1 год
Сертификация:
Модель нагрева ISO
:
Электронный, паровой
Размеры (Д*Ш*В):
Кутомизированный
Yantai Wenxu Industrial Co., Ltd.
Напряжение:
Зависит от стандарта страны клиента
Автоматический класс:
Автомат
Гарантия:
2 года
Сертификация:
GS, RoHS, CE, ISO, SGS
Тип покрытия:
Бочка
Упаковка:
Деревянный ящик для электрических устройств, поддон и пленка
Город Линьи Район Ланьшань Завод по электроснабжению Вэньбо
Напряжение:
Зависит от стандарта страны клиента
Автоматический класс:
Автоматический, полуавтоматический, ручной
Гарантия:
2 года
Сертификация:
GS, RoHS, CE, ISO, SGS
Основные части:
Кран для резервуаров из ПП/ПВХ
Тип покрытия:
Ствол Тип
Город Линьи Район Ланьшань Завод по производству оборудования для электроснабжения Вэньбо
Напряжение:
Зависит от стандарта страны клиента
Автоматический класс:
Автоматический, полуавтоматический, ручной
Гарантия:
2 года
Сертификация:
ГС, РоХС, КЭ, ИСО, СГС
Основные части:
Кран для резервуаров из ПП/ПВХ
Тип покрытия:
Тип ствола
Город Линьи Район Ланьшань Завод по производству оборудования для электроснабжения Вэньбо
Послепродажное обслуживание:
Да
Напряжение:
380 В
Автоматическая
Руководство
Гарантия:
1 год
Сертификация:
GS, CE, ISO
Система управления:
Портативный
Завод электронного оборудования Junan Tongda
Напряжение:
Зависит от стандарта страны клиента
Автоматический класс:
Автоматический, полуавтоматический, ручной
Гарантия:
2 года
Сертификация:
GS, RoHS, CE, ISO, SGS
Основные части:
Кран для резервуаров из ПП/ПВХ
Тип покрытия:
Тип ствола
Город Линьи Район Ланьшань Завод по производству оборудования для электроснабжения Вэньбо
Напряжение:
Зависит от стандарта страны клиента
Автоматический класс:
Автоматический, полуавтоматический, ручной
Гарантия:
2 года
Сертификация:
GS, RoHS, CE, ISO, SGS
Основные части:
Кран для резервуаров из ПП/ПВХ, бочка
Тип покрытия:
Тип ствола
Город Линьи Район Ланьшань Завод по электроснабжению Вэньбо
Напряжение:
Зависит от стандарта страны клиента
Автоматический класс:
Автоматический, полуавтоматический, ручной
Гарантия:
2 года
Сертификация:
GS, RoHS, CE, ISO, SGS
Основные части:
Кран для резервуаров из ПП/ПВХ, бочка
Тип покрытия:
Ствол Тип
Город Линьи Район Ланьшань Завод по производству оборудования для электроснабжения Вэньбо
4193.
 00 — Наладчики, операторы и тендерщики гальванических машин для металла и пластика
00 — Наладчики, операторы и тендерщики гальванических машин для металла и пластика
Установка, эксплуатация или обслуживание гальванических машин для покрытия металлических или пластиковых изделий хромом, цинком, медью, кадмием, никелем или другим металлом для защиты или украшать поверхности. Обычно покрываемый продукт погружают в расплавленный металл или раствор электролита.
Образец заявленных названий должностей:
Анодировщик, оператор линии анодирования, хромировщик, помощник по нанесению покрытий, оператор покрытия, гальванизатор, оператор линии, оператор станка, гальваник
Вы покинете O*NET OnLine, чтобы посетить наш дочерний сайт My Next Move. Вы можете вернуться, нажав кнопку Назад в браузере или выбрав «O*NET OnLine» в меню O*NET Sites в нижней части любой страницы в My Next Move.
Вы покинете O*NET OnLine, чтобы посетить наш дочерний сайт My Next Move for Veterans. Вы можете вернуться, используя Назад в браузере или выбрав «O*NET OnLine» в меню O*NET Sites внизу любой страницы My Next Move for Veterans.
Saldrá de O*NET OnLine для посещения нашего филиала Mi Próximo Paso. Puede regresar usando el botón Atrás en su navegador, o eligiendo «O*NET OnLine» en el menu Sitios O*NET en la parte inferior de cualquier página en Mi Próximo Paso.
Трудовая деятельность
Обращение с предметами и их перемещение — Использование рук и рук при перемещении, установке, расположении и перемещении материалов и манипулировании вещами.
Общение с руководителями, коллегами или подчиненными — Предоставление информации руководителям, коллегам и подчиненным по телефону, в письменной форме, по электронной почте или лично.
Мониторинг процессов, материалов или окружения — Мониторинг и анализ информации из материалов, событий или окружающей среды для обнаружения или оценки проблем.
Принятие решений и решение проблем — Анализ информации и оценка результатов для выбора наилучшего решения и решения проблем.

Управление машинами и процессами — Использование либо механизмов управления, либо прямой физической активности для управления машинами или процессами (за исключением компьютеров или транспортных средств).
Идентификация объектов, действий и событий — Идентификация информации путем классификации, оценки, распознавания различий или сходств и обнаружения изменений в обстоятельствах или событиях.
Осмотр оборудования, конструкций или материалов — Осмотр оборудования, конструкций или материалов для выявления причин ошибок или других проблем или дефектов.
Оценка качеств объектов, услуг или людей — Оценка ценности, важности или качества вещей или людей.
Получение информации — Наблюдение, получение и иное получение информации из всех соответствующих источников.
Эксплуатационные транспортные средства, механизированные устройства или оборудование — Движение, маневрирование, навигация или управление транспортными средствами или механизированным оборудованием, таким как вилочные погрузчики, пассажирские транспортные средства, самолеты или плавсредства.

Обучение и обучение других — Выявление образовательных потребностей других, разработка формальных образовательных или обучающих программ или классов, а также обучение или инструктирование других.
Оценка информации для определения соответствия стандартам — Использование соответствующей информации и индивидуальных суждений для определения того, соответствуют ли события или процессы законам, правилам или стандартам.
Креативное мышление — Разработка, проектирование или создание новых приложений, идей, отношений, систем или продуктов, включая творческий вклад.
Обновление и использование соответствующих знаний — Постоянное обновление технических знаний и применение новых знаний в своей работе.
Документирование/запись информации — Ввод, расшифровка, запись, хранение или ведение информации в письменной или электронной/магнитной форме.

Организация, планирование и расстановка приоритетов в работе — Разработка конкретных целей и планов для расстановки приоритетов, организации и выполнения вашей работы.
Обработка информации — Компиляция, кодирование, категоризация, расчет, табулирование, аудит или проверка информации или данных.
Коучинг и развитие других — Выявление потребностей других в развитии и обучение, наставничество или иная помощь другим в улучшении их знаний или навыков.
Руководство, направление и мотивация подчиненных — Предоставление указаний и указаний подчиненным, включая установление стандартов производительности и контроль за производительностью.
Выполнение общих физических упражнений — Выполнение физических действий, требующих значительного использования рук и ног и движений всего тела, таких как лазание, поднятие тяжестей, балансирование, ходьба, наклонение и работа с материалами.

Планирование работы и мероприятий — Планирование мероприятий, программ и мероприятий, а также работы других лиц.
вернуться к началу
Детальная рабочая деятельность
Погружайте объекты или заготовки в растворы для очистки или покрытия.
Отрегулируйте подачу электричества к инструментам или производственному оборудованию.
Эксплуатация окрасочного оборудования или оборудования для нанесения покрытий.
Проверка отделки заготовок или готовой продукции.
Мониторинг работы оборудования для обеспечения его надлежащего функционирования.
Запись операционных или производственных данных.
Удаление изделий или заготовок из производственного оборудования.
Управление шлифовальным оборудованием.
Обрезать лишний материал с заготовок.

Проведение пробных запусков производственного оборудования.
Определение методов производства металла или пластика.
Измерение ингредиентов или веществ, которые будут использоваться в производственных процессах.
Измерение размеров готовых изделий или заготовок для проверки соответствия спецификациям.
Измеряйте материалы, чтобы отметить контрольные точки, линии разреза или другие индикаторы.
Нанесение защитной или декоративной отделки на заготовки или изделия.
Изучите чертежи или другие инструкции, чтобы определить требования к настройке оборудования.
Очистите заготовки или готовые изделия.
Подача материалов или продуктов в оборудование или через него.
Установка материалов или заготовок на производственное оборудование.
Управление кранами, подъемниками или другим движущимся или подъемным оборудованием.

Чистое производственное оборудование.
Обслуживание производственного или технологического оборудования.
Настройте средства управления оборудованием, чтобы регулировать поток производственных материалов или продуктов.
Загрузка предметов в печи или топки.
Смешайте вещества для создания химических растворов.
Замените изношенные компоненты оборудования.
Набор направляющих для оборудования, упоров, распорок или других приспособлений.
Загрузка материалов в производственное оборудование.
Разместите контейнеры для приема материалов или заготовок.
Подсоедините линии подачи к производственному оборудованию или инструментам.
Смазка производственного оборудования.
Установка механических компонентов в производственное оборудование.

Нагрейте материал или заготовки для подготовки или завершения производства.
Резка промышленных материалов при подготовке к изготовлению или обработке.
Поиск профессий, связанных с несколькими подробными видами деятельности
наверх
Рабочий контекст
Давление времени — 94% ответили «Каждый день».
Носите обычное защитное оборудование или оборудование для обеспечения безопасности, такое как защитная обувь, очки, перчатки, средства защиты органов слуха, каски или спасательные жилеты — 93% ответили «Каждый день».
Воздействие загрязняющих веществ — 86 % ответили «Каждый день».
Личные обсуждения — 77% ответили «Каждый день».
Звуки, уровень шума отвлекают или вызывают дискомфорт — 73 % ответили «Каждый день».
Проводите время, используя руки, чтобы обращаться с предметами, инструментами или элементами управления, управлять ими или чувствовать их — 56 % ответили «Постоянно или почти постоянно».

Проводить время стоя — 53% ответили «Постоянно или почти постоянно».
Важность точности или точности — 46 % ответили «Очень важно».
Воздействие опасных условий — 73% ответили «Каждый день».
В помещении, без контроля окружающей среды — 78% ответили «Каждый день».
Работа с рабочей группой или командой — 48 % ответили «чрезвычайно важно».
Ответственность за итоги и результаты — 44% ответили «Очень высокая ответственность».
Контакт с другими — 44% ответили «Постоянный контакт с другими».
Свобода принимать решения — 39% ответили «Много свободы».
Очень высокая или низкая температура — 64% ответили «Каждый день».
Продолжительность типичной рабочей недели — 66% ответили «40 часов».

Ответственность за здоровье и безопасность других — 43 % ответили «Умеренная ответственность».
Проводите время, гуляя и бегая — 30% ответили «Более половины времени».
Координация или руководство другими — 41% ответили «Очень важно».
Важность повторения одних и тех же задач — 40 % ответили «Очень важно».
Тратьте время на повторяющиеся движения — 35 % ответили «Более половины времени».
Темп определяется скоростью оборудования — 48 % ответили «Очень важно».
Последствия ошибки — 36% ответили «Очень серьезно».
Подвержены легким ожогам, порезам, укусам или укусам — 44% ответили «Каждый день».
Частота принятия решений — 50% ответили «Каждый день».
Физическая близость — 52% ответили «Умеренно близко (на расстоянии вытянутой руки)».

Воздействие опасного оборудования — 52% ответили «Каждый день».
Структурированная и неструктурированная работа — 39% ответили «Некоторая свобода».
Иметь дело с неприятными или злыми людьми — 31% ответили «Раз в год или чаще, но не каждый месяц».
Слишком яркое или недостаточное освещение — 49% ответили «Каждый день».
вернуться к началу
Рабочая зона
- Должность
- Рабочая зона 2: требуется некоторая подготовка
- Образование
- Для этих профессий обычно требуется аттестат о среднем образовании.
- Соответствующий опыт
- Обычно требуются некоторые предыдущие навыки, знания или опыт, связанные с работой. Например, кассиру будет полезен опыт работы непосредственно с общественностью.
- Профессиональное обучение
- Сотрудникам этих профессий требуется от нескольких месяцев до одного года работы с опытными сотрудниками.
 С этими профессиями может быть связана признанная программа ученичества.
С этими профессиями может быть связана признанная программа ученичества. - Примеры рабочих зон
- Эти профессии часто предполагают использование ваших знаний и навыков для помощи другим. Примеры включают санитаров, кассиров и клерков по аренде, представителей службы поддержки клиентов, охранников, обойщиков, кассиров и техников зуботехнической лаборатории.
- Диапазон SVP
- Подготовка от 3 месяцев до 1 года (от 4,0 до < 6,0)
вернуться к началу
Обучение и сертификаты
- Государственное обучение
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Местное обучение
Почтовый Индекс
- Сертификаты
Найти сертификаты по всей стране
- Ученичество
- Есть карьерный путь или местоположение в виду? Посетите Apprenticeship.
 gov
gov
внешний сайт , чтобы найти возможности обучения рядом с вами.
вернуться к началу
Навыки
Мониторинг операций — Наблюдение за датчиками, циферблатами или другими индикаторами, чтобы убедиться, что машина работает правильно.
Активное слушание — Уделять полное внимание тому, что говорят другие люди, уделять время тому, чтобы понять высказанные мысли, задавать вопросы по мере необходимости и не перебивать в неподходящее время.
Мониторинг — Мониторинг/Оценка собственной деятельности, других лиц или организаций для внесения улучшений или принятия корректирующих мер.
Эксплуатация и управление — Управление работой оборудования или систем.
Понимание прочитанного — Понимание письменных предложений и абзацев в рабочих документах.
Координация — Регулировка действий по отношению к действиям других.

Критическое мышление — Использование логики и рассуждений для выявления сильных и слабых сторон альтернативных решений, выводов или подходов к проблемам.
Анализ контроля качества — Проведение испытаний и проверок продуктов, услуг или процессов для оценки качества или производительности.
Разговор — Общение с другими для эффективной передачи информации.
Тайм-менеджмент — Управление своим временем и временем других.
вернуться к началу
Знания
Производство и переработка — Знание сырья, производственных процессов, контроля качества, затрат и других методов для максимизации эффективного производства и распределения товаров.
Математика — Знание арифметики, алгебры, геометрии, исчисления, статистики и их приложений.
Химия — Знание химического состава, строения и свойств веществ и химических процессов и превращений, которым они подвергаются.
 Это включает в себя использование химических веществ и их взаимодействие, знаки опасности, методы производства и методы утилизации.
Это включает в себя использование химических веществ и их взаимодействие, знаки опасности, методы производства и методы утилизации.Английский язык — Знание структуры и содержания английского языка, включая значение и правописание слов, правила составления и грамматику.
Механический — Знание машин и инструментов, включая их конструкции, использование, ремонт и техническое обслуживание.
Инженерия и технологии — Знание практического применения технических наук и технологий. Это включает в себя применение принципов, методов, процедур и оборудования для проектирования и производства различных товаров и услуг.
Образование и обучение — Знание принципов и методов разработки учебных планов и обучения, преподавания и инструктажа для отдельных лиц и групп, а также измерения результатов обучения.
Клиентское и личное обслуживание — Знание принципов и процессов предоставления клиентских и личных услуг.
 Это включает в себя оценку потребностей клиентов, соответствие стандартам качества услуг и оценку удовлетворенности клиентов.
Это включает в себя оценку потребностей клиентов, соответствие стандартам качества услуг и оценку удовлетворенности клиентов.Право и управление — Знание законов, сводов законов, судебных процедур, прецедентов, постановлений правительства, исполнительных распоряжений, ведомственных правил и демократического политического процесса.
Дизайн — Знание методов проектирования, инструментов и принципов, используемых при производстве точных технических планов, чертежей, чертежей и моделей.
Общественная охрана и безопасность — Знание соответствующего оборудования, политик, процедур и стратегий для продвижения эффективных местных, государственных или национальных операций по обеспечению безопасности для защиты людей, данных, имущества и учреждений.
Транспорт — Знание принципов и методов перемещения людей или товаров воздушным, железнодорожным, морским или автомобильным транспортом, включая относительные затраты и выгоды.

Физика — Знание и предсказание физических принципов, законов, их взаимосвязей и приложений для понимания динамики жидкостей, материалов и атмосферы, а также механических, электрических, атомных и субатомных структур и процессов.
вернуться к началу
Образование
Какой уровень образования требуется новому сотруднику для выполнения работы по этой профессии? Респонденты сказали:
ответил:
Требуется аттестат ниже средней школыответил:
Требуется аттестат о среднем образовании или его эквивалент подробнееответил:
Требуется степень бакалавра
наверх
Способности
Точность управления — Способность быстро и многократно регулировать органы управления машиной или транспортным средством в точном положении.
Близкое зрение — Способность видеть детали на близком расстоянии (в пределах нескольких футов от наблюдателя).

Устойчивость руки-руки — Способность удерживать руку и руку неподвижно при движении руки или удерживании руки и кисти в одном положении.
Ловкость рук — Способность быстро двигать рукой, рукой вместе с рукой или двумя руками, чтобы хватать, манипулировать или собирать предметы.
Устное понимание — Способность слушать и понимать информацию и идеи, представленные в произнесенных словах и предложениях.
Чувствительность к проблемам — Способность сказать, когда что-то не так или может пойти не так. Это не включает в себя решение проблемы, а только признание того, что проблема существует.
Координация нескольких конечностей — Способность координировать две или более конечностей (например, две руки, две ноги или одну ногу и одну руку) в положении сидя, стоя или лежа. Он не включает в себя выполнение действий, когда все тело находится в движении.

Устное выражение — Способность сообщать информацию и идеи в устной речи так, чтобы другие поняли.
Ясность речи — Способность четко говорить, чтобы другие могли вас понять.
Категория Гибкость — Способность генерировать или использовать различные наборы правил для комбинирования или группировки вещей различными способами.
Дедуктивное рассуждение — Способность применять общие правила к конкретным задачам для получения осмысленных ответов.
Ловкость пальцев — Способность совершать точно скоординированные движения пальцев одной или обеих рук, чтобы хватать, манипулировать или собирать очень маленькие предметы.
Гибкость закрытия — Способность идентифицировать или обнаружить известный узор (фигуру, объект, слово или звук), который скрыт в другом отвлекающем материале.
Индуктивное мышление — Способность объединять фрагменты информации для формирования общих правил или выводов (включает в себя нахождение взаимосвязи между, казалось бы, несвязанными событиями).

Информация Упорядочение — Способность упорядочивать предметы или действия в определенном порядке или образце в соответствии с определенным правилом или набором правил (например, узоры чисел, букв, слов, изображений, математических операций).
Скорость восприятия — Способность быстро и точно сравнивать сходства и различия между наборами букв, цифр, объектов, изображений или узоров. Сравниваемые предметы могут быть представлены одновременно или один за другим. Эта способность также включает в себя сравнение представленного объекта с запомненным объектом.
Избирательное внимание — Способность концентрироваться на задаче в течение определенного периода времени, не отвлекаясь.
Распознавание речи — Способность идентифицировать и понимать речь другого человека.
Статическая сила — Способность прилагать максимальную мышечную силу, чтобы поднимать, толкать, тянуть или переносить предметы.

Сила туловища — Способность использовать мышцы живота и нижней части спины для многократной или непрерывной поддержки части тела в течение долгого времени без «отдачи» или утомления.
вернуться к началу
Проценты
Код процента: RC
Хотите узнать свои интересы? Воспользуйтесь Профилировщиком интересов O*NET в My Next Move.
Реалистичный — Реалистичные профессии часто связаны с работой, которая включает в себя практические, практические проблемы и решения. Они часто имеют дело с растениями, животными и реальными материалами, такими как дерево, инструменты и машины. Многие профессии требуют работы на улице и не требуют большого количества документов или тесного сотрудничества с другими.
Обычный — Обычные занятия часто связаны с выполнением установленных процедур и процедур. Эти занятия могут включать в себя работу с данными и деталями больше, чем с идеями.
 Обычно существует четкая линия полномочий, которой следует следовать.
Обычно существует четкая линия полномочий, которой следует следовать.
к началу страницы
Рабочие ценности
Поддержка — Профессии, которые соответствуют этой ценности работы, предлагают поддерживающее руководство, которое поддерживает сотрудников. Соответствующие потребности: Политика компании, Надзор: Человеческие отношения и Надзор: Технический.
Взаимоотношения — Профессии, которые удовлетворяют этой ценности работы, позволяют сотрудникам оказывать услуги другим и работать с коллегами в дружественной неконкурентной среде. Соответствующие потребности — это сотрудники, моральные ценности и социальные услуги.
Условия труда — Профессии, которые удовлетворяют этой ценности работы, обеспечивают гарантии занятости и хорошие условия труда. Соответствующими потребностями являются активность, вознаграждение, независимость, безопасность, разнообразие и условия труда.

наверх
Рабочие стили
Внимание к деталям — Работа требует внимания к деталям и тщательности при выполнении рабочих задач.
Надежность — Работа требует надежности, ответственности, надежности и выполнения обязательств.
Сотрудничество — Работа требует приятного общения с другими на работе и проявления добродушного отношения к сотрудничеству.
Достижение/Усилие — Работа требует установления и поддержания личных сложных целей достижения и приложения усилий для выполнения задач.
Честность — Работа требует честности и этичности.
Самоконтроль — Работа требует сохранять самообладание, контролировать эмоции, контролировать гнев и избегать агрессивного поведения даже в очень сложных ситуациях.
Независимость — Работа требует выработки собственных способов ведения дел, руководства собой практически без надзора и зависимости от самого себя в достижении цели.

Приспособляемость/Гибкость — Работа требует открытости к изменениям (положительным или отрицательным) и к значительному разнообразию на рабочем месте.
Стрессоустойчивость — Работа требует принимать критику и спокойно и эффективно справляться со стрессовыми ситуациями.
Настойчивость — Работа требует настойчивости перед лицом препятствий.
Аналитическое мышление — Работа требует анализа информации и использования логики для решения рабочих вопросов и проблем.
Лидерство — Работа требует готовности руководить, брать на себя ответственность и предлагать мнения и указания.
Социальная ориентация — Работа требует предпочитать работать с другими, а не в одиночку, и быть лично связанным с другими на работе.
Инициатива — Работа требует готовности брать на себя ответственность и решать задачи.

Инновации — Работа требует творчества и альтернативного мышления для разработки новых идей и ответов на профессиональные проблемы.
Забота о других — Работа требует чуткости к нуждам и чувствам других, понимания и помощи на работе.
наверх
Динамика заработной платы и занятости
- Средняя заработная плата (2021)
- 17,89 долларов в час, 37 200 долларов в год
- Государственная заработная плата
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Местная заработная плата
Почтовый Индекс
- Занятость (2020)
- 39 300 сотрудников
- Прогнозируемый рост (2020-2030)
Отклонение (-1% или ниже)
- Прогнозируемые вакансии (2020-2030)
- 3800
- Тенденции состояния
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Ведущие отрасли (2020)
Производство
Источник: Бюро статистики труда, данные о заработной плате за 2021 год.
внешний сайт и прогноз занятости на 2020-2030 гг.
внешний сайт.
«Прогнозируемый рост» представляет собой расчетное изменение общей занятости за прогнозируемый период (2020–2030 гг.). «Прогнозируемые вакансии» представляют собой вакансии в связи с ростом и замещением.
вернуться к началу
Вакансии в Интернете
- Вакансии штата
Select a StateAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingAmerican SamoaGuamNorthern Mariana IslandsPuerto RicoVirgin Islands
- Местные вакансии
Почтовый Индекс
вернуться к началу
вернуться к началу
вернуться к началу
Спрей для хрома и краска для хрома, цветной хром FutureChrome
Машина для распыления хрома Pro Max 300
Машина для распыления хрома Pro Max 300
В машинах для распыления хрома futurechrome нет ни слишком маленького, ни слишком большого проекта. Эта машина была разработана с использованием новейшего распылителя хромированные пистолеты для достижения качественных и стабильных результатов. Пистолет-распылитель для хромирования обеспечивает идеальное распыление и максимальную форму распыла для оптимального покрытия. Наш пистолет-распылитель для серебрения хрома является лучшим на рынке и был разработан для внедрения процесса распыления устойчивое к потускнению прозрачное покрытие и придает блестящую хромированную отделку. Эта машина для распыления хромового покрытия также оснащена первоклассным распылительным пистолетом-активатором хрома и ведущим в отрасли пистолетом-распылителем для промывки хрома. площадь распыления! Оснащенные нажимными соединениями для легкой очистки и подключения хромированных пистолетов-распылителей, мы также добавили 10-футовые змеевиковые шланги с двойным и тройным соединением, чтобы обеспечить удобное рабочее расстояние. Для получения дополнительной информации о функциях и возможностях этой системы распыления хрома свяжитесь с FutureChrome по телефону (844) 411-3055 или отправьте запрос по электронной почте [email protected].
Для получения дополнительной информации о функциях и возможностях этой системы распыления хрома свяжитесь с FutureChrome по телефону (844) 411-3055 или отправьте запрос по электронной почте [email protected].
Щелкните здесь для финансирования!
Какова долговечность аэрозольного хрома от FutureChrome?
FutureChrome Spray Chrome Отзыв клиента
Приложение Spray Chrome
Кто такое FutureChrome Spray Chrome?
Мы специализируемся на процессе, называемом распылением хрома, который позволяет наносить хром или хромовое покрытие нестандартного цвета на любую поверхность. С помощью Spray Chrome вы сможете распылять на такие поверхности, как стекловолокно, пластик, металлы, фарфор, керамика и другие. Процесс распыления хрома разбавлен до 90% дистиллированной воды, что делает применение спрея хромом в основном дистиллированной водой. В процессе распылительного хромирования FutureChrome на поверхность наносится серебро, что обеспечивает превосходное хромовое покрытие с отличной адгезией. Мы используем уникальное прозрачное покрытие FutureChrome 2K, похожее на стекло, которое было специально разработано с компонентом UVA / UVB, а также гибкостью. Наше запатентованное прозрачное верхнее покрытие обладает высокими свойствами защиты от потускнения, поэтому оно обеспечивает исключительную защиту от ультрафиолетовых лучей. Кристально прозрачное верхнее покрытие, предотвращающее потускнение, защищает хромированное покрытие от пожелтения и потускнения. FutureChrome предлагает непревзойденную техническую поддержку, обучающие видеоролики, варианты обучения на дому и превосходное обслуживание клиентов для наших аппликаторов хромового спрея.
С помощью Spray Chrome вы сможете распылять на такие поверхности, как стекловолокно, пластик, металлы, фарфор, керамика и другие. Процесс распыления хрома разбавлен до 90% дистиллированной воды, что делает применение спрея хромом в основном дистиллированной водой. В процессе распылительного хромирования FutureChrome на поверхность наносится серебро, что обеспечивает превосходное хромовое покрытие с отличной адгезией. Мы используем уникальное прозрачное покрытие FutureChrome 2K, похожее на стекло, которое было специально разработано с компонентом UVA / UVB, а также гибкостью. Наше запатентованное прозрачное верхнее покрытие обладает высокими свойствами защиты от потускнения, поэтому оно обеспечивает исключительную защиту от ультрафиолетовых лучей. Кристально прозрачное верхнее покрытие, предотвращающее потускнение, защищает хромированное покрытие от пожелтения и потускнения. FutureChrome предлагает непревзойденную техническую поддержку, обучающие видеоролики, варианты обучения на дому и превосходное обслуживание клиентов для наших аппликаторов хромового спрея. Когда речь идет о хромированном спрее FutureChrome, ваш успех — это наш успех!
Когда речь идет о хромированном спрее FutureChrome, ваш успех — это наш успех!
FutureChrome Pro Ultra 90 Spray Chrome System 5 995,00 долл. США*
6 500,00 долл. США с пакетом химикатов.
Система распыления хрома Pro Ultra 90 от FutureChrome идеально подходит для запуска нового бизнеса или если вы хотите добавить приложение для распыления хрома в качестве дополнительной услуги к существующему бизнесу.
Система распыления хрома Pro Ultra 90 питается сифоном и поставляется со всеми пистолетами для распыления хрома, необходимыми для нанесения хрома распылением FutureChrome, и дает вам общее покрытие 90 плюс квадратные футы.
FutureChrome Pro Ultra 90 Spray Chrome System Особенности:
- Матово-черное порошковое покрытие
- Пистолет Dual Silvering с наконечником из поликарбоната
- 3 Хромированные пистолеты-распылители с сифонной подачей и поликарбонатными наконечниками
- 10-футовые спиральные шланги
- Воздуходувка из нержавеющей стали
- Химические сосуды из полипропилена весом 96 унций
- Водомасляный сепаратор
- Манометры
- Ролики для переноски
- Настенный кронштейн для настенного монтажа
Бесплатный набор цветов при покупке системы Pro Ultra 90! (399,00 долларов США)
FutureChrome предлагает программу обучения распылению хрома, в рамках которой мы приедем в ваш магазин и обучим вас нашему процессу распыления хрома, известному как «HydroChrome».
Процесс напыления хрома FutureChrome позволяет нанести обычное хромовое или цветное хромовое покрытие практически на любую поверхность.
Для получения информации о наборе для хромирования спреем FutureChrome или уже имеющегося набора и желающих зарегистрироваться для обучения в вашем магазине, позвоните по телефону 844-411-3055 или напишите по адресу [email protected]
CLEAR COVER SPRAY ХРОМ С БУДУЩИМХРОМ
Хромированный спрей Возможности для бизнеса
FUTURECHROME ИДЕАЛЬНО ДЛЯ ВОССТАНОВЛЕНИЯ
Комплект для хромирования спрей DIY
Цветной хромированный спрей
Щелкните здесь, чтобы получить финансирование!
Запланируйте бесплатную демонстрацию Chrome Spray уже сегодня!
Хромируйте практически любую поверхность с помощью революционного процесса распыления хрома FutureChromes!
Процесс твердого хромирования, Оборудование для твердого хромирования, Ахмадабад, Гуджарат, Индия
Процесс твердого хромирования, Оборудование для твердого хромирования, Ахмадабад, Гуджарат, Индия
Электронная почта: response@mirrorroller. com
com
Твердое хромирование (Техническое сотрудничество)
Отправить запрос
Что такое «Хром»
Хром — это сленговое название хрома, одного из 92 встречающихся в природе химических элементов. Хром — это металл, но в чистом виде он бесполезен. Вещи никогда не делаются из сплошного хрома. Скорее, когда вы слышите, что что-то хромированное, на самом деле имеется в виду, что на предмете есть тонкий слой хрома, покрытие из хрома (большая часть предмета обычно состоит из стали, но иногда из алюминия, латуни, меди, пластик или нержавеющая сталь).
Иногда причиной путаницы является тот факт, что люди склонны описывать любое блестящее покрытие как «хром», даже если оно на самом деле не имеет ничего общего с хромом. Например, ярко отполированные алюминиевые детали мотоциклов, такелаж для лодок из электрополированной нержавеющей стали, майларовые воздушные шары и шлемы с вакуумной металлизацией, полублестящие окрашенные колеса и никелированные решетки для духовки иногда называют «хромом» неспециалисты.
Действительно, не всегда легко отличить настоящее хромирование от других видов отделки, если детали не расположены рядом. Однако, когда хромированная отделка находится рядом с другой яркой отделкой, другая отделка обычно не будет очень выгодно сравниваться 🙂
Хромирование
более отражающее (более яркое), более синее (менее бледное, сероватое или желтоватое) и более зеркальное (отражение более глубокое, менее искаженное, больше похожее на зеркало), чем другие виды отделки. Приложите один конец рулетки к блестящему покрытию и посмотрите, сколько дюймов чисел вы можете четко прочитать в отражении — вы можете увидеть, как небесная надпись четко отражается в высококачественном хромированном покрытии. И есть трудно определить «блеск» хромового покрытия, которого нет почти ни у чего другого.
В чем разница между «хромированием», «хромированием гальванопокрытием», «хромированием погружением», «хромированием» и т. д.?
Ничего. Хром всегда наносится гальванопокрытием, его никогда не расплавляют на детали, как шоколад на клубнике, не распыляют, как краску, и не наносят каким-либо другим способом, кроме гальванопокрытия. Однако обратите внимание на предыдущий абзац, что все, что имеет некоторую отражающую способность, не обязательно является настоящим хромированием.
Однако обратите внимание на предыдущий абзац, что все, что имеет некоторую отражающую способность, не обязательно является настоящим хромированием.
Значит, все хромирование примерно одинаковое? Не совсем так. Существует два различных основных применения хромирования: «твердое хромирование» (иногда называемое «инженерным хромированием» или «функциональным хромированием») и «никель-хромирование» (иногда называемое «декоративным хромированием»).
Большинство людей не очень хорошо знакомы с твердым хромированием. Твердое хромирование — это хромирование, которое наносится в виде довольно тяжелого покрытия (обычно измеряемого в тысячных долях дюйма) для обеспечения износостойкости, смазывающей способности, удержания масла и других «износных» целей. Некоторыми примерами могут быть штоки гидравлических цилиндров, ролики, поршневые кольца, поверхности пресс-форм, направляющие резьбы, стволы пистолетов и т. д. «Твердый хром» на самом деле не тверже, чем другие хромированные покрытия, он называется твердым хромом, потому что он достаточно толстый, чтобы его твердость Его можно измерить, в то время как декоративное хромированное покрытие имеет толщину всего в миллионные доли дюйма и разобьется, как яичная скорлупа, если провести тест на твердость, поэтому его твердость нельзя измерить напрямую.
Твердое хромирование почти всегда наносится на изделия из стали, обычно из закаленной стали. По внешнему виду он металлический и может быть блестящим, но не обязательно декоративным. Твердое хромирование — это не та отделка, которую вы хотели бы получить на колесе или бампере.
Существуют различия даже в твердом хромировании: некоторые покрытия оптимизированы, чтобы быть особенно пористыми для удерживания масла, другие — «тонким плотным хромом» и так далее.
Многие мастерские, занимающиеся твердым хромированием, вообще не производят никаких других покрытий, потому что их бизнес предназначен только для удовлетворения инженерных потребностей, связанных с износом. Если в магазине говорят, что они делают «только твердый хром», у них нет услуги, которая была бы интересна большинству потребителей.
Отправить запрос
Список нашей продукции
Производство рулонов
Ролик с зеркальной отделкой
Процесс матовой отделки
Ролик для тиснения
Круглошлифовальные работы
Жесткий процесс хромирования
Процесс термического напыления
Обработка с ЧПУ
Рабочие валки
Календарный рулон для ПВХ
Доктор Ролл
Супер календарь
Цилиндр сушилки для твердого хромирования
поршневые шатуны
Список машин
Обслуживаемые отрасли
Техническое сотрудничество
Процесс термического напыления
Жесткое хромирование
Ролик для тиснения
Mfg Supper Finish Roller
Многослойная пленка для поперечного ламинирования
Связаться с нами
Участок № 23/1, оф. Поместье Панчратна, Nr. Угол Арихант Инд., Мост Рамоль, Рамол, Ватва, GIDC, Ахмедабад-382445, Гуджарат, Индия
Поместье Панчратна, Nr. Угол Арихант Инд., Мост Рамоль, Рамол, Ватва, GIDC, Ахмедабад-382445, Гуджарат, Индия
Электронная почта: [email protected]
Веб-сайт: www.mirrorroller.com
| Дом
Профиль
Товары
Контакт
Расследование
| |
|
|
| Разработано ГИД |
Продвигается MIPL |
Комплект для хромирования | Goldgenie
[vc_row][vc_column width=”2/3″][vc_column_text]
Эффект хрома… как комплект позолоты от Goldgenie может навсегда изменить вашу жизнь и ваш банковский счет
Вы когда-нибудь смотрели на полированные колеса Harley Davidson и думали: «Слишком круто»? Мы все видели эти впечатляющие оправы или даже просто смесители для ванной… Chrome гладкий, умный, блестящий и износостойкий.
Покрытие других, более легко тускнеющих металлических предметов хромом продлевает срок их службы и улучшает внешний вид. Зеркальный блеск? Chrome доставляет каждый раз.
Люди часто хотят, чтобы предметы были хромированными. Но хромирование может быть сложной задачей для неподготовленной руки. Так много людей, мудро, обращаются к профессионалам, чтобы сделать это. А с пакетом деловых возможностей Goldgenie таким профессионалом можете стать вы.
Но хромирование может быть сложной задачей для неподготовленной руки. Так много людей, мудро, обращаются к профессионалам, чтобы сделать это. А с пакетом деловых возможностей Goldgenie таким профессионалом можете стать вы.
С Goldgenie ваш набор для позолоты также может стать набором для хромирования. Мы обеспечиваем вас всем экспертным обучением и высококачественными материалами, чтобы вы могли придать изделиям ваших клиентов фантастическую отделку. =»full»][/vc_column][/vc_row][vc_row][vc_column][vc_separator align=»align_left» style=»shadow» border_width=»2″][/vc_column][/vc_row][vc_row][vc_column ширина=”1/3″][vc_single_image image=”7044″ img_size=”полный”][/vc_column][vc_column ширина=”2/3″][vc_column_text]
Как пользоваться набором для хромирования
Хромирование — это процесс нанесения тонкого слоя хрома на пластиковый или металлический предмет. Этот слой хрома может использоваться в эстетических целях, для предотвращения коррозии, для облегчения очистки, для повышения твердости поверхности объекта — или для всего вышеперечисленного. Иногда, если это просто для декоративных целей, можно использовать менее дорогой «имитатор хрома».
Иногда, если это просто для декоративных целей, можно использовать менее дорогой «имитатор хрома».
Хромирование в основном включает несколько отдельных этапов.
- Обезжирить изделие, чтобы не было сильных загрязнений
- Очистите объект вручную, чтобы убедиться, что все остатки грязи и поверхностные загрязнения удалены
- В зависимости от основного металла вам потребуется провести определенную предварительную обработку
- Помещение изделия в гальванический чан, где оно может нагреться до температуры раствора
- Подача гальванического тока и оставление предмета под ним на определенное время для набора толщины.
[/vc_column_text][/vc_column][/vc_row][vc_row][vc_column][vc_separator align=”align_left” style=”shadow” border_width=”2″][/vc_column][/vc_row][vc_row][ vc_column width=”2/3″][vc_column_text]С комплектом для золочения от Goldgenie мы поставляем все, что вам нужно для качественного хромирования любого предмета, о котором вы только можете подумать. Мы предоставляем профессиональное оборудование, прошедшее сертификацию CE, а также тщательное обучение, чтобы убедиться, что вы действительно знаете, как использовать свой комплект для хромирования, как мастер.
Мы предоставляем профессиональное оборудование, прошедшее сертификацию CE, а также тщательное обучение, чтобы убедиться, что вы действительно знаете, как использовать свой комплект для хромирования, как мастер.
Являясь ведущим мировым специалистом по индивидуальной настройке, мы являемся популярным брендом для людей, которые хотят добиться успеха в области золочения. Владельцы новых бизнес-возможностей Goldgenie получают полный пакет услуг для бизнеса и золотого покрытия. Вам будут предоставлены маркетинговые инструменты, команда поддержки бизнеса и наставник. Не говоря уже о полном наборе для золочения со всеми необходимыми лучшими химическими веществами и достаточным количеством золота, чтобы окупить ваши первоначальные инвестиции. Разговор о выигрышном преимуществе…
С наборами для покрытия Goldgenie вы можете получать фантастический доход, не выходя из дома, совершенствуя заветные предметы — будь то телефоны, сплавы или сумки. Мы работали с бесчисленным количеством владельцев бизнеса, которые видели, как изменилась их жизнь и банковские счета… и все началось с простого запроса.
Чтобы узнать, подходит ли вам хромирование, заполните форму запроса ниже, и мы свяжемся с вами для чата.
Услуги по гальваническому покрытию
Goldgenie также специализируется на всех услугах по отделке и гальваническому покрытию металлов, включая покрытие золотом, серебром, родиевым хромированием. Пожалуйста, напишите нам по адресу [email protected] с необходимыми отделочными услугами или позвоните по телефону +44 208 804 6200, чтобы получить коммерческое предложение.[/vc_column_text][/vc_column][vc_column width=”1/3″][vc_single_image image=”7041″ img_size=»full»][/vc_column][/vc_row][vc_row][vc_column][vc_separator align=»align_left» style=»shadow» border_width=»2″][/vc_column][/vc_row][vc_row][ ширина vc_column = «1/3»][vc_single_image image = «7043» img_size=»полный»][vc_single_image image=»7042″ img_size=»полный»][/vc_column][vc_column ширина=»2/3″][ vc_column_text]
Что включено?
Когда вы инвестируете в Goldgenie Business Opportunity, мы даем вам все, что вам нужно для начала своего бизнеса — на самом деле вы будете браться за дело! Есть несколько возможностей, которые предлагают вам столько же, сколько Goldgenie, кроме того, вы можете быть уверены, что вы работаете с надежным и всемирно признанным брендом.
В комплект поставки входят:
- Гальваническая машина Goldgenie Pro и профессиональный комплект для демонстрации
- Оборудование для золочения, включая зонды, провода, защитные очки, пластиковые контейнеры, перчатки и руководство пользователя (просто пример того, что вы получите в своем бизнес-наборе).
- Полноцветные двусторонние листовки формата А5
- Визитные карточки и фирменные бланки Goldgenie Certified Professional с вашим собственным логотипом и контактной информацией
- Включено достаточное количество золота, чтобы вернуть ваши первоначальные инвестиции.
- Преданный бизнес-наставник и команда, которые помогут вам настроить
- Телефон технической поддержки с 8:00 до 18:00
- Пожизненная гарантия на гальваническую машину
- Обучающие видеоуроки и БЕСПЛАТНОЕ обучение на месте по мере необходимости
- Скидка 10% на всю продукцию Goldgenie
[gg_add-to-cart-widget id=”49″ template=”комплекты покрытий”][/vc_column_text][/vc_column][/vc_row][vc_row css=”.
