Устройство токарно винторезного станка 16к20: Токарный станок 16К20: устройство,характеристика,схемы станка
|
КАТЕГОРИИ: Археология
ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрации Техника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Балочные системы. Определение реакций опор и моментов защемления
|
⇐ ПредыдущаяСтр 4 из 42Следующая ⇒ Токарно-винторезные станки относят к группе универсальных станков, предназначенных для эксплуатации в условиях единичного и мелкосерийного производств. Эти станки имеют практически однотипную компоновку, примером которой может служить компоновка узлов и частей станка модели 16К20 (рис. 1.10). Рис. 1.10. Общий вид токарно-винторезного станка модели 16К20 Модель станка содержит краткую информацию о самом станке. Первая цифра в соответствии с национальной классификацией металлообрабатывающего оборудования, приведённой в приложении 1, указывает на номер группы, к которой принадлежит станок. Цифра «1» в модели станка 16К20 говорит о том, что данный станок относят к станкам токарной группы. Вторая цифра модели характеризует номер типа станка в рамках группы. Основными частями станка являются станина 1, передняя бабка 4, шпиндель 5, суппорт 12, фартук 6, коробка подач 3, гитара сменных зубчатых колёс 2, задняя бабка 13, механизм быстрого перемещения суппорта 16. Станина 1 установлена на левой 18 и правой тумбах 17 и служит для монтажа на ней основных узлов и частей станка. Станина снабжена направляющими, по которым перемещаются суппорт и задняя бабка. Передняя бабка 4 предназначена для размещения в ней коробки скоростей, с помощью которой изменяют частоту и направление вращения шпинделя 5. На правый конец шпинделя, являющегося пустотелым валом, устанавливают различные приспособления для закрепления заготовки. На рисунке 1.10 таким приспособлением является трёхкулачковый самоцентрирующий патрон. Суппорт 12 станка состоит из продольных 7 и поперечных 8 салазок, верхнего суппорта 10 и четырёхпозиционного поворотного резцедержателя 9. В резцедержателе устанавливают и закрепляют резцы, которым вместе с суппортом сообщают движения продольной и (или) поперечной подач. Коробка подач 3 предназначена для изменения скоростей продольного и поперечного движений подачи суппорта, с которым она соединена с помощью ходового винта 14 и ходового вала 15. Передачу вращательного движения выходного вала коробки подач к механизмам суппорта через ходовой винт используют только при нарезании резьб. Гитара сменных зубчатых колёс 2 является звеном передачи движения от шпинделя станка к коробке подач и настраивается при нарезании точных резьб. Заменяя одни зубчатые колёса гитары другими, можно изменять величину подачи суппорта. Фартук 6 предназначен для размещения в нём механизмов, обеспечивающих преобразование вращательного движения ходового вала 15 или ходового винта 14 в прямолинейное поступательное движение суппорта. Заднюю бабку 13 используют в качестве дополнительной опоры заготовки при изготовлении валов с отношением длины к диаметру заготовки более четырёх, а также для закрепления свёрл, зенкеров, развёрток, метчиков и плашек. Этим инструментам, устанавливаемым в выдвигаемую пиноль задней бабки 11, вращением маховичка с рукояткой Р1 (см. рис. 1.10) сообщают движение подачи при обработке отверстий, расположенных по оси вращения заготовки. Привод быстрого перемещения суппорта 16 применяется для сокращения непроизводительных затрат времени на вспомогательные передвижения суппорта. Механизм привода состоит из электродвигателя, вмонтированного в заднюю стойку станины, и клиноременной передачи, с помощью которой передаётся вращение на ходовой вал. Токарные приспособления Для установки и закрепления заготовок на токарных станках используют различные приспособления (рис. 1.11). Рис. 1.11. Приспособления к токарным станкам: а) — трёхкулачковый самоцентрирующий патрон; б) — центр обыкновенный; в) — центр вращающийся; г) — поводковый патрон; д) — люнет неподвижный К основным типам приспособлений относят: двух‒, трёх‒ и четырёхкулачковые патроны, цанговые и поводковые (рис. 1.11, г) патроны, центры (рис. 1.11, б, в), люнеты. Патроны закрепляют на шпинделе станка, а центры устанавливают в пиноли задней бабки или в отверстии шпинделя станка. Кулачковые патроны подразделяют на самоцентрирующие, обеспечивающие при закреплении заготовки, имеющей цилиндрическую поверхность (наружную или внутреннюю), совпадение её оси с осью центров станка, и простые, не реализующие эту функцию. Самоцентрирующие патроны в большинстве случаев изготавливают трёхкулачковыми (рис. 1.11, а) и реже — двухкулачковыми. Патроны этого типа удобны в работе, так как все кулачки, закрепляющие заготовку, перемещаются по радиальным пазам к центру или от центра одновременно и синхронно друг с другом. При использовании самоцентрирующих патронов значительно сокращается время на закрепление заготовки. Простые (не самоцентрирующие) патроны изготовляют обычно четырёхкулачковыми. Каждый кулачок в них перемещается своим винтом независимо от остальных. Это позволяет устанавливать и закреплять в патронах заготовки цилиндрической и не цилиндрической форм. При обработке на токарных станках длинных и нежёстких заготовок применяют люнеты. Люнеты подразделяют на неподвижные (рис. ⇐ Предыдущая12345678910Следующая ⇒ Читайте также: Техника прыжка в длину с разбега Организация работы процедурного кабинета Области применения синхронных машин Оптимизация по Винеру и Калману |
|
|
Последнее изменение этой страницы: 2016-04-18; просмотров: 1875; Нарушение авторского права страницы; Мы поможем в написании вашей работы!
infopedia.
|
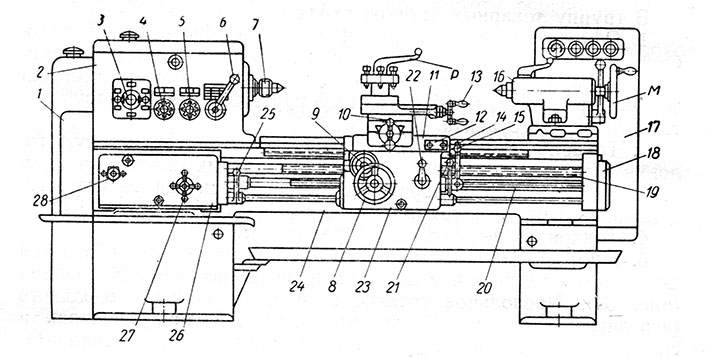 Соответственно данным таблицы приложения 1 станок 16К20 принадлежит к шестому типу станков токарной группы — токарным и токарно-винторезным станкам. Буква между цифрами (в модели станка 16К20 буква «К») указывает на то, что станок по отношению к предыдущей модели станков данных группы и типа модернизирован. Последние две цифры модели в виде числа «20» характеризуют высоту расположения оси шпинделя над направляющими станины (высоту центров) равную 200 мм. Это означает, что диаметр заготовки, обрабатываемой на станке 16К20, не может превышать 400 мм.
Соответственно данным таблицы приложения 1 станок 16К20 принадлежит к шестому типу станков токарной группы — токарным и токарно-винторезным станкам. Буква между цифрами (в модели станка 16К20 буква «К») указывает на то, что станок по отношению к предыдущей модели станков данных группы и типа модернизирован. Последние две цифры модели в виде числа «20» характеризуют высоту расположения оси шпинделя над направляющими станины (высоту центров) равную 200 мм. Это означает, что диаметр заготовки, обрабатываемой на станке 16К20, не может превышать 400 мм.
 Для выполнения всех других видов токарных работ движение от коробки подач к суппорту поступает через ходовой вал.
Для выполнения всех других видов токарных работ движение от коробки подач к суппорту поступает через ходовой вал.

 11.1, д), закрепляемые на станине станка, и подвижные, устанавливаемые на суппорт. Неподвижный люнет при обработке заготовки не меняет своего положения относительно станка. Подвижный люнет, используемый при продольном точении, перемещается вместе с суппортом. Обработку заготовок несимметричных форм осуществляют с использованием планшайб, угольников, оправок и других различных специальных приспособлений.
11.1, д), закрепляемые на станине станка, и подвижные, устанавливаемые на суппорт. Неподвижный люнет при обработке заготовки не меняет своего положения относительно станка. Подвижный люнет, используемый при продольном точении, перемещается вместе с суппортом. Обработку заготовок несимметричных форм осуществляют с использованием планшайб, угольников, оправок и других различных специальных приспособлений. su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 161.97.168.212 (0.005 с.)
su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 161.97.168.212 (0.005 с.)ТВ-6 токарно-винторезный станок: характеристики, назначение, устройство
Заводская маркировка и обозначения
В соответствии с ЕСУОС обозначение станка или его индекс состоит из нескольких цифр и букв. Первый символ – это номер группы. Токарному оборудованию присвоен №1. Второй обозначает разновидность или тип устройства в группе, например, 6 соответствует универсальному токарно-винторезному оборудованию. Далее размещается число, характеризующее важнейший размерный параметр. У токарных им является высота центров над плоскостью основания.
Буква, расположенная между первой и второй цифрой индекса, говорит о том, что модель получена путем усовершенствования ее предшественника. Расположение буквы в конце обозначения указывает на то, что эта модель является результатом модификации базовой. Литера, расположенная посередине – признак того, что это модель базовая и служит именем поколения. Таким образом, индекс 16к20 имеет базовая модель токарно-винторезного станка нового поколения «К» с высотой центров 200 мм.
Литера, расположенная посередине – признак того, что это модель базовая и служит именем поколения. Таким образом, индекс 16к20 имеет базовая модель токарно-винторезного станка нового поколения «К» с высотой центров 200 мм.
По допускам работы токарное оборудование принято делить на такие
- Н – нормальная точность;
- П – повышенная;
- В – высокая;
- А – особо высокая.
- С – особо точные (мастер).
Виды ремонта токарного станка 16К20
Компания «РемСтан» вот уже более 10 лет специализируется именно на обслуживании токарного оборудования. Мы можем предложить такие виды ремонта станка 16К20:
- мелкий (малый). В его ходе осуществляется выявление поломок, замеры геометрии. Оборудование испытывается на холостом ходу. Проверяется точность функционирования и чистота обработки;
- средний. Такие ремонтные работы подразумевают восстановление работоспособности главных механизмов и агрегатов станка. Главной его целью является восстановить ресурс оборудования для возможности успешно эксплуатировать его до планового капремонта;
- капитальный.
 Предварительным этапом обязательно является осмотр и определение перечня деталей, подлежащих замене или восстановлению. Капремонт требует демонтажа станка, поскольку работы выполняются на нашей производственной базе.
Предварительным этапом обязательно является осмотр и определение перечня деталей, подлежащих замене или восстановлению. Капремонт требует демонтажа станка, поскольку работы выполняются на нашей производственной базе.
Компания «РемСтан» выполняет ремонтные работы в сжатые сроки и дает на них гарантию сроком 12 месяцев. Опыт наших специалистов позволяет решать даже наиболее сложные задачи, а гибкая ценовая политика дает возможность заказывать профессиональные услуги ООО «РемСтан» даже небольшим компаниям.
3 Особенности эксплуатации станка
Токарный станок ТВ-6 инструкция по его эксплуатации позиционирует в качестве учебного оборудования. При этом если на нем будет работать достаточно опытный токарь, он сможет на высоком уровне точности и качества выполнять сравнительно сложные операции по обработке металлических изделий. Именно по этой причине в настоящее время данный станок очень часто приобретают домашние умельцы.
При работе на ТВ-6 следует периодически проверять и регулировать степень натяжения ремней станка, что дает возможность в полной мере использовать возможности его электродвигателя мощностью 1,1 киловатт, а также продлевать время эксплуатации клиноременной передачи. Натяжение ремней корректируется достаточно просто – посредством гаек, соединяющих салазки и двигатель. Стандартный показатель величины натяжения на одну ветку ремня составляет 10 килограмм.
Натяжение ремней корректируется достаточно просто – посредством гаек, соединяющих салазки и двигатель. Стандартный показатель величины натяжения на одну ветку ремня составляет 10 килограмм.
В тех случаях, когда при использовании станка наблюдается серьезная вибрация шпинделя, рекомендуется затянуть все гайки данного узла. Если подобные мероприятия не привели к устранению вибрационных явлений, вероятнее всего, подшипники опоры шпинделя вышли из строя. Это означает, что ТВ-6 нуждается в квалифицированном ремонте.
При обнаружении зазора в указанных подшипниках следует произвести шлифование горцев, расположенных на компенсационном кольце. Также осевой и радиальный зазор (если он незначителен) можно устранить регулировкой пары “контргайка – гайка”.
Добавим, что эксплуатационный срок станка будет тем больше, чем более ответственно вы относитесь к его обслуживанию. Требуется постоянно проводить профилактические и ремонтные работы, целью коих является поддержание состояния оборудования на должном уровне. При таком подходе ТВ-6 будет служить вам по-настоящему долго.
При таком подходе ТВ-6 будет служить вам по-настоящему долго.
Как правильно купить подержанный станок
Самый простой способ купить б/у аппарат — зайти на сайт бесплатных объявление о продаже на территории РФ: Avito.ru. К сожалению, несмотря на обилие объявлений, для конкретного региона выбор может оказаться недостаточным. Есть и другие продающие интернет-ресурсы. Например, региональный сайт «Из рук в руки». Существуют и еженедельные газеты с таким же или подобным названием. Можно самому подать объявление о покупке.
Предупреждение: покупая по объявлению в другом регионе можно попасть на недобросовестных продавцов. Или товар может не отвечать заявленному состоянию, или предложат более высокую цену. В результате деньги на поездку будут выброшены на ветер. Так что лучше искать предложение поближе.
На что следует обращать внимание при покупке:
- Наличие патрона, кулачков, задней бабки, электродвигателя. Причем если электродвигатель еще можно будет купить, то заднюю бабку достать довольно трудно (их часто сдают в металлолом, поскольку снять со станка можно довольно легко).

- Необходимо убедиться, что шпиндель станка вращается, перемещение суппорта включается. Если электродвигатель не работает, можно вращать шпиндель вручную за приводной шкив. Если что-то не вращается или не движется, очевидно, имеются какие-то поломки.
- Проверьте — насколько изношены трущиеся поверхности, а также радиальную болтанку шпинделя и пиноли задней бабки. Любая найденная неисправность — повод для снижения цены. Если же неисправностей много, лучше отказаться от покупки даже за небольшую сумму. Потому что ремонт может влететь в копеечку.
Вот вкратце и все, что можно рассказать в рамках одной статьи. Дополнительные сведения можно почерпнуть на тематических форумах. Оказывается, есть много людей, которым нравится осваивать токарное ремесло и они делятся своим практическим опытом. К сожалению, высказывания иногда бывают спорными. В сомнительных случаях лучше обращаться за советом к опытному токарю-профессионалу.
Отличия ТВ-6 от ТВ-4
Принципиальных различий в конструкции двух станков нет. Ниже перечислены некоторые изменения:
Ниже перечислены некоторые изменения:
- Несколько увеличена мощность привода (с 1 до 1,1 кВт).
- Из-за того, что в КС увеличен модуль зубчатых колес (1,5 вместо 1,25 у ТВ-4), незначительно изменились числа оборотов, хотя, по сути, они остались в том же диапазоне.
- Станок стал на 34 см короче, но на 8 — выше. По-видимому, конструкторы учли подростковую акселерацию в 70-х годах прошлого столетия.
- Уменьшен на 3 мм диаметр сквозного отверстия в шпинделе с целью повышения его жесткости.
- Увеличено коническое отверстие в шпинделе для установки неподвижного центра (Морзе №3).
- Станок обрел штатное защитное ограждение рабочей зоны.
- Увеличен ход верхних салазок: 85 мм вместо 50-ти.
- Вес станка увеличился на 20 кг: 300 против 280-ти у ТВ-4.
Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно!
На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки.
Токарно-винторезный станок ИТ-1М
Станок облегченного типа предназначался для наработки практики в мастерских. Позволяет обрабатывать цилиндрические заготовки снаружи, сверлить и растачивать, нарезать резьбу. В настоящее время снят с производства.
Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.
Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.
Токарные станки Универсал 2 и Универсал 3
Настольные станки для изготовления мелких деталей. Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.
Токарный станок ТШ-3
Выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.
Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.
Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.
Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.
Токарно-револьверный станок 1341
Станок револьверной группы позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.
Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.
Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.
Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.
Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.
Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.
Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.
Назначение — практическое обучение будущих токарей.
Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.
ТВ-6М (ТВ6М) станок токарно-винторезный учебный. Назначение, область применения
Школьный токарно-винторезный станок ТВ-6М является заменил модель ТВ-4
. (Смотрите статьюШкольные токарные станки ) и был заменен на более совершенную модельТВ-7. Станок ТВ-6М является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Принцип работы и особенности конструкции станка
Учебный токарно-винторезный станк ТВ-6М, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок ТВ-6М имеет 6 скоростей шпинделя за счет переключения шестерен в коробке передней бабки, 3 скорости подач суппорта, может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
Конец шпинделя станка ТВ-6М имеет резьбу М36х4, поэтому для установки токарного или поводкового патрона на шпиндель необходим промежуточный фланец (его называют, также, план-шайба) (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-6М — Ø100 мм.
Привод станка осуществляется от асинхронного электродвигателя ~380В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя через шестерни движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей. Ходовой винт включается при нарезании резьб. Скорость и направление вращения ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его), ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи и направление задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-6М не предусмотрено.
Смазка коробки скоростей — разбрыгиванием шестернями масла из масляная ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Использование устройства
Хоть данное оборудование для точения, соответственно с описанием, и считается учебным, посредством него возможно достигать отличной точности и осуществлять довольно непростые токарные процедуры. Ввиду этого эти станки часто покупают владельцы домашних мастерских.
Ввиду этого эти станки часто покупают владельцы домашних мастерских.
В приводе устройства применяются клиноременные передачи. Нужно следить за тем, чтобы ремни были постоянно натянуты. Это даст возможность максимально задействовать мощность привода, намного увеличить эксплуатационный период передачи. Если ремни слабо натянуты, их можно отрегулировать. Для этого необходимо немного открутить гайки, которые соединяют салазки с мотором, установить нужное натяжение (десять килограмм на 1 ветку ремня клина).
Довольно часто в ТВ-6 возникает неполадка, заключающаяся в вибрировании шпиндельного элемента. Она может появиться из-за того, что соединяющие винты ослабли. Если вы подтянули гайки шпинделя, а вибрирование продолжается, значит, сломались подшипники.
Если в подшипниках появились промежутки, избавиться от них возможно, отшлифовав торцевые части колец компенсации или отрегулировав гайки. Устранить данными методами возможно только маленькие промежутки, относящиеся к радиальному/осевому типу.
ТВ-6, как и всякий иной станок, нужно регулярно технически обслуживать и ремонтировать. Лишь в этом случае он проработает долгий срок, даст возможность обрабатывать заготовки с высокой точностью.
Фартук
Фартук необходим для подачи суппорта от ходового валика (винта) механическим или ручным способом. Если необходимо выполнить подачу вручную, следует вращать маховик, который расположен на валу-шестерне. Последний смыкается с шестерней, которая находится на валике реечного зубчатого колеса.
Червяк, соединенный при помощи скользящей шпонки с валиком, обеспечивает механическую подачу. Он передает движение на червячную шестерню. От нее по следующему зубчатому колесу и кулачковой муфте движение передается реечной шестерне. Кулачковая муфта соединена с рукоятью, поворот которой приводит к механической подаче.
Конструктивные узлы и их характеристики
Ременная передача от двигателя приводит в движение ведущий вал станка. Одновременно она предохраняет привод от перегрузок. Передняя бабка представляет собой коробку скоростей со шпиндельным узлом. Она имеет 3 вала с шестернями. В зависимости от комбинации зацепления инструмент получает вращение определенной частоты.
Передняя бабка представляет собой коробку скоростей со шпиндельным узлом. Она имеет 3 вала с шестернями. В зависимости от комбинации зацепления инструмент получает вращение определенной частоты.
На конце шпинделя установлен патрон, в котором крепится заготовка. Резец перемещается продольно вместе с суппортом и в поперечном направлении механизмом салазок. Механическое движение обеспечивается зацеплением с шестернями фартука.
Задняя бабка передвигается только вручную. На месте она фиксируется болтами, прижимающими снизу сухари к направляющим. Они закручиваются гаечным ключом. В торце узла маховик с ручкой для перемещения пиноли. Сверху рычаг зажимающего механизма.
Компактные и легко управляемые станки ВТ 3 не выпускаются с 90 годов. Но они по-прежнему продолжают работать в гаражах, домашних и ремонтных мастерских. Простое оборудование легко восстановить и запустить самостоятельно.
Краткая история
Это оборудование производится Ростовским комбинатом учебного оборудования с начала 1970 х годов. Из-за специфики своего применения данный станок назывался «Школьник».
Из-за специфики своего применения данный станок назывался «Школьник».
Индустриализация требовала профессиональных кадров, поэтому страна снабжала современными по тем меркам технологиями все средние учебные заведения.
На Ростовском комбинате данный станок выпускается и по сей день, поскольку продолжает пользоваться спросом в частных мастерских и для любителей токарного дела.
Также есть еще завод на Украине в г. Грождно, который также выпускает серию данного оборудования. Но Ростовский комбинат считается все же основным производителей этой функциональной мобильной конструкции.
Комплектация токарного станка ТВ-6
Основанием оборудования служит поставленная на 2 тумбах станина, изготовленная из чугуна методом литья. На ней закреплены передняя и задняя бабки, подвижное приспособление, на котором укреплен режущий инструмент.
В число основных элементов входят:
- электрический двигатель;
- механизм, передающий движение рабочим элементам;
- рабочий орган, представленный в виде шпинделя и система управления.

Тумба
У устройства для обработки различных видов металла предусмотрены две тумбы, зафиксированные спереди и сзади. Они имеют П-образную форму, прочность которой достигается ребрами жесткости.
Реверсивная кнопка установлена на лицевой стороне передней тумбы. Она предназначена для приведения в рабочее состояние электрического двигателя и его отключения. Щиток с электрооборудованием собран на тумбе, расположенной сзади.
Гитара и коробка передач
Под термином «гитара» подразумевается механизм, изготовленный в виде консоли с закрепленными на ней шестернями. Его основная функция заключается в передаче механической энергии от головки рабочего вала к коробке подач.
Она состоит из элементов:
- зубчатых колес, передающих вращательное движение;
- сливного устройства;
- фитинга;
- рукоятки;
- подвижного вала;
- блок-шестерни.

Коробка передач предназначена для изменения режима работы подвижных частей, что осуществляется при помощи рычагов и осуществления смазки шестеренок.
Фартук
Основное назначение фартука – одного из технических узлов заключается в механической подаче резца рычагами управления от главного вала или винта. Он передвигается по полозьям влево либо вправо в зависимости от заданной функции, срезая металлические стружки с подлежащей обработке детали.
На нем устанавливается:
- суппорт – узел, на котором крепится и перемещается инструмент;
- рычаги управления.
Суппорт
Назначение суппорта заключается в креплении и перемещения режущего инструмента, обрабатываемой детали. Он установлен на фартуке с целью подачи резца на протяжении всего технологического цикла по направлению к центру диаметра подлежащей обработке заготовки либо детали.
В его состав входят:
- три салазки – продольные, поперечные и верхние;
- резцедержатель.

Токарно винторезный станок
Общее описание токарно-винторезного станка
Токарно винторезный станок – оборудование, которое используется для обработки заготовок из металлов и других материалов точением (резанием). С помощью токарных станков осуществляют расточку и обточку цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление, зенкерование, развертывание отверстий и другие работы.
На Токарно винторезном станке простой принцип работы: заготовка, которая зажата в горизонтальном положении, начинает вращаться и резцом, который подвижен, снимается не нужный материал. Но для того чтобы осуществить этот принцип, нужен механизм, который состоит из большого количества точно пригнанных элементов.
Токарные станки объединяют девять видов станков, которые отличаются по различным признакам: по конструктивной компоновке, по назначению, по степени автоматизации.
Использование на станках специальных дополнительных устройств (для фрезерования, для шлифования, для сверления радиальных отверстий) сильно расширяет технологическую функциональность оборудования.
Токарные станки, автоматы и полуавтоматы, делятся на вертикальные и горизонтальные, в зависимости от размещения шпинделя, который несет приспособление для установки заготовки детали, которая обрабатывается.
Вертикальные станки в основном используются для обработки деталей крупных размеров и массы, но небольшой
длины. Наиболее известные токарные станки во времена советского союза — 16К20 и 1К62.
Токарный станок предназначен для обработки материалов резанием, для того чтобы получить детали в форме тел вращения. На сегодняшний день есть несколько основных видов токарных станков. Самая универсальная техника токарной группы – это токарно-винторезные станки, которые применяют в условиях мелкосерийного
производства. А токарно-винторезные станки, в свою очередь, тоже разделяются на виды:
Устройство токарно винторезного станка
Токарно-винторезный станок имеет свое индивидуальное устройство. Основной корпус техники является
Основной корпус техники является
неподвижным, а инструмент начинает свою работу, нажатием специальных головок. Деталь, которая получается в
процессе обработки можно применять в таких операциях. Сейчас многие считают, что использование токарно-
винторезного станка осуществляется не оптимально. Обработку материалов можно увеличить и проводить с большей
эффективностью. Но элементом, получаемым производителями после работы, обычно довольны.
Токарно-винторезный станок — оси
Токарно-винторезный станок оси – это достаточно новое оборудование. Но, тем не менее, он уже успел завоевать популярность у специалистов промышленной сферы. Токарный станок оси, иначе называемый ОЗУ, объединяет в себе черты обычных токарных инструментов с пинолем стиля оси.
На токарном станке данного типа принцип работы достаточно
простой и понятный даже тем людям, которые никогда не сталкивались с промышленностью. В момент, когда
В момент, когда
оборудование стыкуется с заготовкой, которую нужно обработать, то он начинает скользить по её поверхности. И
поэтому процесс обработки становится быстрым, легким, ну и качественным.
Токарно-винторезный станок типа CNC
Данный станок в состоянии заменить старый вид оборудования. Мультишпиндель и другие инструменты станков CNC
имеют ряд преимуществ: просты в установке и легки в эксплуатации. Такая техника в полном объеме отвечает
тенденциям сегодняшней разработки рабочих мест.
Показатели токарно-винторезных станков CNC намного
выше других существующих типов оборудования данного класса. Можно отметить, что организации, которые
приобретают такие станки, решают свои проблемы с производительностью на все сто процентов.
Токарно-винторезный станок с легкостью можно считать наиболее универсальным станком из всех существующих
станков токарной группы. Он используется в условиях мелкосерийного и единичного производства разнообразных
Он используется в условиях мелкосерийного и единичного производства разнообразных
деталей. Сейчас за счет своей универсальности он пользуется большим спросом во многих организациях, которые
работают в металлообрабатывающей промышленности.
Такую популярность обеспечивает большой спектр
задач, которые он выполняет. Это и большая степень производительности, и надежность, и высокая точность
обработки деталей. Наиболее известным токарно-винторезным станком в советском союзе был 16К20. Работа этого
станка базируется на снятии стружки с заготовок продукции при точении, таким образом обрабатываются чаще
всего тела вращения. Также к станкам токарной группый входят и токарно карусельные станки.
Токарные станки позволяют обрабатывать внутренние и наружные поверхности. Техника дает возможность обтачивать
детали разнообразных форм (фасонных, конических, цилиндрических), выполнять сверление, растачивание,
развертывание отверстий, подрезку торцов, накатку рифлений, нарезание резьбы и другие операции. Также
Также
возможность применения специального оборудования даст вам возможность выполнять и другую работу. К примеру,
вы сможете осуществлять фрезерование, шлифование, нарезание зубьев и другие.
Токарно-винторезная техника, в первую очередь, предназначена для единичного и мелкосерийного
производства. Но, если необходимо, его можно будет оборудовать дополнительными приспособлениями и
устройствами, которые дадут возможность расшириться до серийного производства. В массовом производстве
используются токарные и револьверные полуавтоматы и автоматы. Обслуживание автомата подразумевает
периодическую наладку, подачу материала на станок и контроль обрабатываемых деталей.
В полуавтомате
же движения, которые связаны со снятием и загрузкой заготовок, не автоматизированы. Автоматическое управление
рабочим процессом таких токарно-винторезных станков выполняется благодаря распределительному валу, где установлены кулачки.
Московский станкостроительный завод Токарный станок 16К20 Станки бывшие в употреблении
- Описание
- Характеристики
- Об этом продавце
Станок токарно-винторезный модель 16К20 ПМ1000
Станок после капитального ремонта.
Характеристики станка:
Размах над станиной, мм 400
Размах над суппортом, мм 220
Расстояние между центрами 1000
Класс точности по ГОСТ 8-82 Н
Размер внутреннего конуса в шпинделе Морзе 6 М80*
Шпиндель конец по ГОСТ 12593-72 6К
Диаметр сквозного отверстия в шпинделе, мм 55
Максимальный вес заготовки, закрепляемой в патроне, кг 300
Максимальная масса детали, закрепленной в центрах, кг 1300
Количество ступеней вращения шпинделя, шт. 23
23
Число ступеней частот обратного вращения шпинделя 12
Пределы частоты прямого вращения шпинделя, мин-1 12,5 — 2000
Пределы частоты обратного вращения шпинделя, мин-1 19 — 2 420
Число ступеней рабочих подач — продольная 42
Количество ступеней рабочих подач — поперечная 42
Пределы рабочих подач — продольных, мм/об 0,7 — 4,16
Пределы рабочих подач — поперечных, мм/об 0,035-2,08
Количество нарезаемых метрических витков 45
Количество нарезаемых дюймовых витков 28
Количество нарезаемых модульных витков 38
Число шагов нарезки 37
Число нарезаемых витков — архимедова спираль 5
Наибольший крутящий момент, кНм 2
Наибольшее перемещение пиноли, мм 200
Поперечное перемещение корпуса, мм ± 15
Наибольшее сечение резца, мм 25
Мощность двигателя главного привода 10 кВт
Мощность электродвигателя привода быстрых перемещений суппорта, кВт 0,75 или 1,1
Мощность насоса охлаждения, кВт 0,12
Габаритные размеры машины (Д х Ш х В), мм
2 812 х 1 166 х 1 324
Масса машины, кг 3 035
Обратите внимание, что данное описание могло быть переведено автоматически . Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
| Расстояние между центрами | 1000 мм |
| Ø над кроватью | 400 мм |
| Ø над поперечной направляющей | 220 мм |
| Нос шпинделя | М80 |
| Отверстие шпинделя | 55 мм |
| Капитальный ремонт | да |
| Задняя бабка | № |
| Устойчивый | № |
| ——————- | |
| Длина x ширина x высота | 2812,0 × 1166,0 × 1324,0 |
| Вес | 3035 кг |
| Рабочее время | |
| Время работы без подзарядки | |
| Государственный | отлично |
| По местным нормам | ——— |
| Статус | под напряжением |
| Тип клиента | Пользователь – крупная компания |
| Действует с | 2020 |
| Предложения онлайн | 20 |
| Последнее действие | 2 сентября 2022 г. |
Описание
Станок токарно-винторезный модель 16К20 ПМ1000
Станок после капитального ремонта.
Характеристики станка:
Размах над станиной, мм 400
Размах над суппортом, мм 220
Расстояние между центрами 1000
Класс точности по ГОСТ 8-82 Н
Размер внутреннего конуса в шпинделе Морзе 6 М80*
Конец шпинделя по ГОСТ 12593-72 6К
Диаметр сквозного отверстия в шпинделе, мм 55
Максимальная масса заготовки, закрепляемой в патроне, кг 300
Максимальная масса закрепляемой в центрах детали, кг 1300
Количество ступеней вращения шпинделя, шт. 23
Число ступеней частот обратного вращения шпинделя 12
Пределы частоты прямого вращения шпинделя, мин-1 12,5 — 2000
Пределы частоты обратного вращения шпинделя, мин-1 19 — 2 420
Количество ступеней рабочих подач — продольных 42
Количество ступеней рабочих подач — поперечных 42
Пределы рабочих подач — продольных, мм/об 0,7 — 4,16
Пределы рабочих подач — поперечных, мм/об 0,035-2,08
Номер нарезаемых метрических резьб 45
Количество нарезаемых дюймовых резьб 28
Количество нарезаемых модульных резьб 38
Количество шагов нарезки 37
Количество нарезаемых витков — архимедова спираль 5
Наибольший крутящий момент, кНм 2
Наибольшее перемещение пиноли , мм 200
Поперечное перемещение корпуса, мм ± 15
Наибольшее сечение фрезы, мм 25
Мощность двигателя главного привода 10 кВт
Мощность электродвигателя привода быстрого перемещения суппорта, кВт 0,75 или 1,1
Мощность насоса охлаждения, кВт 0,12
Габаритные размеры машины (Д х Ш х В), мм
2 812 х 1 166 х 1 324
Масса машины, кг 3 035
Обратите внимание, что данное описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Технические характеристики
| Расстояние между центрами | 1000 мм |
| Ø над кроватью | 400 мм |
| Ø над поперечной направляющей | 220 мм |
| Нос шпинделя | М80 |
| Отверстие шпинделя | 55 мм |
| Капитальный ремонт | да |
| Задняя бабка | № |
| Устойчивый | № |
| ——————- | |
| Длина x ширина x высота | 2812,0 × 1166,0 × 1324,0 |
| Вес | 3035 кг |
| Рабочее время | |
| Время работы без подзарядки | |
| Государственный | отлично |
| По местным нормам | ——— |
| Статус | под напряжением |
Об этом продавце
| Тип клиента | Пользователь – крупная компания |
| Действует с | 2020 |
| Предложения онлайн | 20 |
| Последнее действие | 2 сентября 2022 г. |
Токарный станок: технические характеристики
Различные детали Токарный станок обрабатывает их вращением. При этом стружка удаляется из продукта на высокой скорости. Таким образом, заточить заготовку можно где угодно. Как правило, на токарно-винторезном станке устанавливаются конические и цилиндрические заготовки. В то же время многие предприятия обрабатывают фасонные поверхности.
Кроме того, станки для нарезки винтов позволяют выполнять точечную обрезку концов. Сверление происходит достаточно быстро благодаря мощным электродвигателям. Еще одной функцией этих устройств является прокатка гофры и притирка.
Основные элементы винтовой отрезной машины
Основными элементами любой отрезной машины являются электрозапускная система, пясть, опора и мощная рама. Он предназначен для удержания всего механизма. Крутящий момент на шпиндель передается с помощью ходового винта. Для изменения скорости есть коробка передач. Для управления процессом в механизме предусмотрены рычаги изменения положения шпинделя. Дополнительно есть кнопки для контроля передней бабки.
Для изменения скорости есть коробка передач. Для управления процессом в механизме предусмотрены рычаги изменения положения шпинделя. Дополнительно есть кнопки для контроля передней бабки.
Станки торговой марки «Триод»
Станки фирмы «Триод» отличаются своей универсальностью. При этом можно делать расточку различных деталей. Напряжение устройств довольно высокое. Отдельно упомянем управление. Для вращения шпинделя обычно предусмотрено 6 скоростей. Конусы пинолей обычно устанавливаются в классе МК 2. При этом внутренний конус шпинделя выпускается в серии МК 4. Максимальный диаметр обработки деталей на станках не менее 130 мм. Длина изделия допускается до 700 мм. Пределы частот вращения достаточно широки. Максимально механизм можно разогнать до 1600 об/мин. Из недостатков можно отметить только проблемную коробку передач. В некоторых случаях его может заклинить, и тогда машину приходится ремонтировать.
Характеристики модели «Триод ТВ-16»
У данного токарно-винторезного станка характеристики следующие: напряжение питания 400 В, потребляемая мощность 550 Вт.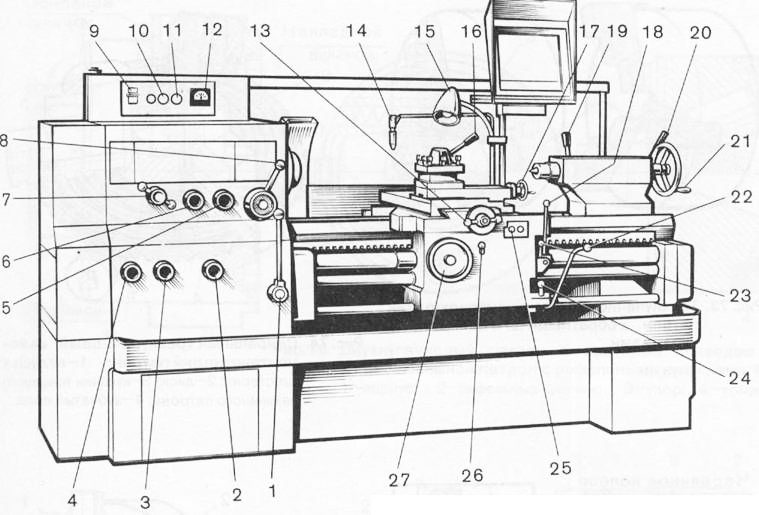 При этом возможно подключение модели к генератору . Максимально допустимая длина изделия для обработки – 700 мм. При этом диаметр заготовки должен быть менее 250 мм. Подставка сделана очень качественно и позволяет хорошо резать.
При этом возможно подключение модели к генератору . Максимально допустимая длина изделия для обработки – 700 мм. При этом диаметр заготовки должен быть менее 250 мм. Подставка сделана очень качественно и позволяет хорошо резать.
Диаметр шпинделя 20 мм. При этом внутренний конус относится к классу МК 4. Максимально штифт можно перемещать на расстояние не более 60 мм. На первой передаче скорость составляет 115 об/мин. Максимально токарно-винторезный станок «ТВ-16» можно разогнать до 1620 об/мин. Вообще у этой модели 6 передач. Резьба может быть нарезана метрическим или дюймовым способом. Высота винторезного станка 1470 мм, ширина и глубина 560 мм. Общий вес устройства 140 кг. Данная модель используется для мелкосерийного производства.
Токарно-винторезные станки «Opti»
Токарно-винторезные станки фирмы «Opti» отличаются компактностью. При этом они способны выполнять достаточно много. В целом у них хороший менеджмент. С этой целью производители оснастили все модели цифровыми индикаторами. Все это помогает точно контролировать работу шпинделя. Этот механизм, как правило, работает на специальных роликовых подшипниках. Класс точности шпинделя Р5. Станки токарно-винторезных станков изготовлены из закаленной стали, поэтому способны выдерживать большие нагрузки. Радиальное биение у многих моделей не менее 0,009мм.
Все это помогает точно контролировать работу шпинделя. Этот механизм, как правило, работает на специальных роликовых подшипниках. Класс точности шпинделя Р5. Станки токарно-винторезных станков изготовлены из закаленной стали, поэтому способны выдерживать большие нагрузки. Радиальное биение у многих моделей не менее 0,009мм.
Подшипники установленной грузоподъемности. Для машин предусмотрена кнопка аварийной остановки. Кроме того, имеется продольная каретка для правильной работы суппорта. В целом точность обработки достаточно высока. Для безопасности здоровья человека имеется защитный экран. Она полностью покрывает всю площадь резания. Продольная подача в устройствах автоматическая. Трапециевидную резьбу на заготовке можно сделать. Также возможна работа по метрической и дюймовой резке. Задняя бабка при желании может быть смещена. Ценовая политика компании достаточно мягкая. Учитывая это, можно выбрать дешевый токарно-винторезный станок.
Обзор характеристик модели «Опт 1К62»
Токарно-винторезный станок «1К62» имеет электродвигатель на 600 Вт. При этом его предельная частота составляет 50 Гц. Детали можно обрабатывать до максимального диаметра 180 мм. Высота центров станка 90 мм. Минимальная скорость шпинделя составляет 150 об/мин. Токарно-винторезный станок «1К62» может достигать не более 2500 оборотов в минуту. Всего предусмотрено два шага.
При этом его предельная частота составляет 50 Гц. Детали можно обрабатывать до максимального диаметра 180 мм. Высота центров станка 90 мм. Минимальная скорость шпинделя составляет 150 об/мин. Токарно-винторезный станок «1К62» может достигать не более 2500 оборотов в минуту. Всего предусмотрено два шага.
Внутренний конус шпинделя устанавливается по классу МК 3. Максимальное отверстие в изделии можно сделать диаметром 21 мм. Ширина кровати 100 мм. Ход каретки 55 мм. Задняя бабка достаточно подвижна. Пределы метрической резьбы от 0,5 до 3 мм. Размеры данной модели следующие: высота 830 мм, ширина 425 мм, глубина 360 мм.
Чем отличается модель «Опти 16К20»?
«Опти 16К20» — достаточно мощный токарно-винторезный станок. Характер механизма подачи зависит от конфигурации. Высота станка 900 мм, ширина 450 мм, глубина 440 мм. Полная масса модели 60 кг. Картридж устройства классифицируется как кулачковый. Токарно-винторезный станок «16К20» имеет позиционную резцедержатель. Защитный забор в данной модели предусмотрен. Также следует отметить удобный поддон для чипсов. Дополнительно производители позаботились о кожухе для патрона. Максимальная частота устройства 60 Гц. При этом номинальная мощность составляет 700 Вт. Максимальный диаметр изделия 190 мм. Высота центров 100 мм. Средняя скорость находится на уровне 500 об/мин.
Защитный забор в данной модели предусмотрен. Также следует отметить удобный поддон для чипсов. Дополнительно производители позаботились о кожухе для патрона. Максимальная частота устройства 60 Гц. При этом номинальная мощность составляет 700 Вт. Максимальный диаметр изделия 190 мм. Высота центров 100 мм. Средняя скорость находится на уровне 500 об/мин.
На максимальной передаче токарно-винторезный станок «16К20» может разгоняться до 3000 об/мин. Конус шпинделя оснащен серией МК 3 и диаметром 30 мм. В данном случае размер каретки скольжения составляет 55 мм. Пиноль задней бабки — класс «МК 2». Скорость продольной подачи составляет 0,1 мм за оборот. Высота инструмента 13 мм. В целом, этот токарно-винторезный станок хорошо справляется с нарезкой конусов. Для этого есть вращающаяся тележка. Кроме того, есть возможность сдвинуть заднюю бабку. Направляющие рамы изготовлены производителем из чугуна. Подшипники в устройстве металлокерамические. Благодаря этому достигается высокая точность.
Токарно-винторезные станки торговой марки «Квантум»
Токарно-винторезные станки этой марки отличаются бесступенчатой регулировкой скорости. Шлифовальные шпиндели изготовлены из закаленной стали. При этом биение картриджа довольно велико. Кнопка аварийной остановки предусмотрена для многих моделей. Также имеется автоматическая продольная коробка передач. Каретка суппорта движется очень плавно. Подшипники в устройстве отличаются повышенной грузоподъемностью.
Ходовые винты устанавливаются двойными. Двигатели на токарно-винторезных станках устанавливаются разной мощности. При этом изменяется и индекс номинальной частоты. Защитный экран для безопасности человека во всех моделях предусмотрен производителем. Система ЧПУ может быть установлена на токарно-винторезных станках. Направляющие рамы изготовлены из стали. Корпус патронов — с переключателем.
Параметры модели «Квант 250»
Токарно-винторезный станок «Квант 250» Электродвигатель имеет суммарную мощность 750 Вт. При этом частота находится на уровне 50 Гц. Высота центров 125 мм. Деталь на станке можно обрабатывать длиной не более 550 мм. Ширина кровати 135 мм. Средняя скорость шпинделя 600 об/мин. Максимально разрешено достигать 2800 об/мин. Внутренний конус установлен в серии MK 3.
При этом частота находится на уровне 50 Гц. Высота центров 125 мм. Деталь на станке можно обрабатывать длиной не более 550 мм. Ширина кровати 135 мм. Средняя скорость шпинделя 600 об/мин. Максимально разрешено достигать 2800 об/мин. Внутренний конус установлен в серии MK 3.
Диаметр шпинделя 21 мм. Ход каретки верхней каретки 70 мм. Конус пиноли в устройстве класса МК 2. Перемещение задней бабки возможно на расстояние не более 70 мм. При этом продольная подача составляет 0,1 мм на оборот. Предельный шаг метрической резьбы 3,5 мм. Длина резца инструмента 13 мм. Общая высота станка 1250 мм, ширина 600 мм, глубина 475 мм. Масса агрегата 125 кг.
Характеристики станка «Квантум 300»
Эти токарно-винторезные станки отличаются большой точностью обработки. При этом на них можно установить систему ЧПУ. Резьба винта трапециевидная. Направляющие рамки относятся к индуктивным. В данном случае они изготовлены из закаленной стали. Скорость вращения шпинделя 600 об/мин. Ступени в этом токарно-винторезном станке предусмотрены производителем. 6. Ширина станины аппарата 140 мм. Максимальный диаметр заготовки 250 мм. Высота центров механизма ровно 100 мм. Электродвигатель установлен на 700 Вт. Частота составляет 60 Гц.
6. Ширина станины аппарата 140 мм. Максимальный диаметр заготовки 250 мм. Высота центров механизма ровно 100 мм. Электродвигатель установлен на 700 Вт. Частота составляет 60 Гц.
Ход верхней каретки 70 мм. При этом конус пинола имеет класс «МК 2». Индекс продольной подачи довольно высокий. Вес машины 130 кг. Патрон в этой модели классифицируется как кулачковый (диаметр 125 мм). Держатель устанавливается производителем. Кроме того, есть два остановочных центра. Гильза патрона довольно качественная. Имеется защитное ограждение на станке для резки винтов. Также следует отметить удобный поддон для чипсов. Резец устройства выполнен из стали. В стандартный комплект «Квант 300» входят: токарно-винторезный станок, паспорт, комплект шестерен и силовой кабель. Подводя итог, можно сказать, что данная модель отлично подходит для различных видов резки, а также шлифовки металлических заготовок.
Токарно-винторезный станок, Изобретатели токарно-винторезного станка | edubilla.com
Токарно-винторезный станок — это машина, способная нарезать очень точную резьбу посредством одноточечной нарезки, которая представляет собой процесс управления линейным движением инструмента в точно известном соотношении с вращательным движением. заготовки. Это достигается за счет передачи ходового винта (который приводит в движение насадку инструмента) к шпинделю с определенным передаточным числом для каждого шага резьбы. Каждому градусу вращения шпинделя соответствует определенное расстояние линейного перемещения инструмента в зависимости от желаемого шага резьбы (английской или метрической, мелкой или крупной и т. д.)
заготовки. Это достигается за счет передачи ходового винта (который приводит в движение насадку инструмента) к шпинделю с определенным передаточным числом для каждого шага резьбы. Каждому градусу вращения шпинделя соответствует определенное расстояние линейного перемещения инструмента в зависимости от желаемого шага резьбы (английской или метрической, мелкой или крупной и т. д.)
Название «токарно-винторезный станок» несет в себе таксономическую квалификацию при его использовании — это термин исторической классификации, а не термин из текущей терминологии коммерческого станкостроения. Ранние токарные станки много веков назад не были приспособлены для нарезания резьбы. Позже, от позднего средневековья до начала девятнадцатого века, некоторые токарные станки назывались «токарно-винторезными станками» из-за специально встроенной в них способности нарезания резьбы. С тех пор эта способность встроена в большинство металлообрабатывающих станков, но в современной систематике они не называются «токарно-винторезными станками».
История
Винт известен уже тысячелетия. Архимед изобрел водяной винт, систему подъема воды. Винты как механические крепления датируются первым веком до нашей эры. Хотя винты были чрезвычайно полезны, сложность их изготовления препятствовала их широкому распространению.
Ранние деревянные винты
Самые ранние винты, как правило, изготавливались из дерева, и их строгали вручную, с помощью или без помощи токарного станка с ручными токарными инструментами (стамесками, ножами, стамесками), а также точно как строгальщик мог справиться. Вполне вероятно, что иногда деревянные заготовки, из которых они начинали, были ветвями деревьев (или молодыми стволами), которые были сформированы виноградной лозой, спирально обернутой вокруг них, пока они росли. (На самом деле, различные романские слова, обозначающие «винт», происходят от корня слова, относящегося к виноградным лозам.) Трости, скрученные виноградными лозами, показывают, насколько такие палки напоминают винт.
Ранние металлические винты
Ранние крепежные винты из металла и ранние винты для дерева [шурупы из металла для использования в древесине] изготавливались вручную с помощью напильников, используемых для нарезания резьбы. Один из методов изготовления довольно точной резьбы заключался в том, чтобы надрезать стержень с помощью наклонного ножа, обернув его наполовину вокруг стержня, при этом нож был точно наклонен для правильного шага. Это был один из методов, который Модслей использовал для изготовления своих первых ходовых винтов. Это делало винт медленным и дорогим в изготовлении, а его качество сильно зависело от навыков изготовителя. Требовался процесс автоматизации производства винтов и повышения точности и постоянства резьбы.
Один из методов изготовления довольно точной резьбы заключался в том, чтобы надрезать стержень с помощью наклонного ножа, обернув его наполовину вокруг стержня, при этом нож был точно наклонен для правильного шага. Это был один из методов, который Модслей использовал для изготовления своих первых ходовых винтов. Это делало винт медленным и дорогим в изготовлении, а его качество сильно зависело от навыков изготовителя. Требовался процесс автоматизации производства винтов и повышения точности и постоянства резьбы.
Самые ранние токарные станки с машинным управлением для нарезания резьбы
Токарные станки существуют с древних времен. Приспособить их к нарезанию резьбы — очевидный выбор, но проблема направления режущего инструмента по правильной траектории была препятствием на протяжении многих веков. Только в позднем средневековье и начале Нового времени в этой области произошли прорывы; самое раннее из существующих сегодня свидетельств произошло в 15 веке и задокументировано в Mittelalterliche Hausbuch. Оно включает в себя направляющие и ходовой винт. Примерно в то же время Леонардо да Винчи нарисовал эскизы, изображающие различные токарно-винторезные станки и станки, один из которых имеет два ходовых винта. На некоторых из этих эскизов Леонардо также показывает сменные шестерни.
Оно включает в себя направляющие и ходовой винт. Примерно в то же время Леонардо да Винчи нарисовал эскизы, изображающие различные токарно-винторезные станки и станки, один из которых имеет два ходовых винта. На некоторых из этих эскизов Леонардо также показывает сменные шестерни.
В последующие три столетия появилось много других рисунков, особенно среди мастеров-орнаменталистов и часовщиков. Они включали в себя различные важные концепции и впечатляющую изобретательность, но немногие из них были достаточно точными и практичными в использовании. Например, Вудбери обсуждает Жака Бессона и других. Они внесли впечатляющий вклад в токарную обработку, но контекст, в котором они обычно работали (токарная обработка как изобразительное искусство для богатых людей), не направлял их вклад в промышленное использование.
Генри Хиндли спроектировал и сконструировал токарно-винторезный станок примерно в 1739 году. Он имел пластину, направляющую инструмент, и мощность, подаваемую с помощью набора шестерен с ручным приводом. Меняя шестерни, он мог нарезать винты с разным шагом. Удаление шестерни позволило ему сделать левую резьбу.
Меняя шестерни, он мог нарезать винты с разным шагом. Удаление шестерни позволило ему сделать левую резьбу.
Современные токарно-винторезные станки (конец 18-начало 19 вв.)
Первый по-настоящему современный токарно-винторезный станок, вероятно, был построен Джесси Рамсденом в 1775 году. Его устройство включало ходовой винт, скользящую опору и механизм переключения передач. Они образуют элементы современного токарного станка (без ЧПУ) и используются по сей день. Рамсден смог использовать свой первый токарно-винторезный станок, чтобы сделать токарные станки еще более точными. С их помощью он смог создать исключительно точную делительную машину и, в свою очередь, одни из лучших астрономических, геодезических и навигационных инструментов 18 века.
Другие последовали. Примерами могут служить французский механик по фамилии Сенот, который в 1795 году создал токарно-винторезный станок, пригодный для промышленного производства, и Дэвид Уилкинсон из Вермонта, который в 1798 году применил суппорт скольжения. Однако этих изобретателей вскоре затмил Генри Модслей, который в 1800 году создал токарно-винторезный станок, который часто называют первым. Ясно, что он не был первым; тем не менее, он стал самым известным, распространив по всему миру выигрышную комбинацию ходового винта, скользящего упора и переключения передач в практичном в использовании и достаточно надежном для резки металла. Эти токарно-винторезные станки конца 18 века представляли собой прорыв в развитии технологии. Они разрешили крупномасштабное промышленное производство взаимозаменяемых винтов. Стандартизация форм резьбы (в том числе угла резьбы, шага, главного диаметра, делительного диаметра и т. д.) началась сразу же на внутрифирменном уровне, и к концу XIX в.20-м веке он был перенесен на международный уровень (хотя множество стандартов все еще существует).
Однако этих изобретателей вскоре затмил Генри Модслей, который в 1800 году создал токарно-винторезный станок, который часто называют первым. Ясно, что он не был первым; тем не менее, он стал самым известным, распространив по всему миру выигрышную комбинацию ходового винта, скользящего упора и переключения передач в практичном в использовании и достаточно надежном для резки металла. Эти токарно-винторезные станки конца 18 века представляли собой прорыв в развитии технологии. Они разрешили крупномасштабное промышленное производство взаимозаменяемых винтов. Стандартизация форм резьбы (в том числе угла резьбы, шага, главного диаметра, делительного диаметра и т. д.) началась сразу же на внутрифирменном уровне, и к концу XIX в.20-м веке он был перенесен на международный уровень (хотя множество стандартов все еще существует).
Современное время
До начала 19 века понятие токарно-винторезного станка противопоставлялось понятию обычного токарного станка, в котором отсутствовали детали, необходимые для направления режущего инструмента по точному пути, необходимому для получения точной нить. С начала 19 века было обычной практикой встраивать эти детали в любой универсальный токарный станок по металлу; таким образом, различие между «обычным токарным станком» и «токарно-винторезным станком» не распространяется на классификацию современных токарных станков. Вместо этого существуют другие категории, некоторые из которых объединяют возможность одноточечной нарезки с другими возможностями (например, обычные токарные станки, токарные станки и токарные станки с ЧПУ), а некоторые из них опускают возможность одноточечной нарезки как не относящуюся к делу. предназначению станков (например, скоростные и револьверные станки).
С начала 19 века было обычной практикой встраивать эти детали в любой универсальный токарный станок по металлу; таким образом, различие между «обычным токарным станком» и «токарно-винторезным станком» не распространяется на классификацию современных токарных станков. Вместо этого существуют другие категории, некоторые из которых объединяют возможность одноточечной нарезки с другими возможностями (например, обычные токарные станки, токарные станки и токарные станки с ЧПУ), а некоторые из них опускают возможность одноточечной нарезки как не относящуюся к делу. предназначению станков (например, скоростные и револьверные станки).
В настоящее время резьба резьбовых крепежных изделий (таких как крепежные винты, шурупы для дерева, шурупы для стеновых панелей и шурупы для листового металла) обычно не нарезается с помощью одноточечной нарезки; вместо этого большинство из них создается другими, более быстрыми процессами, такими как формование резьбы, накатка и нарезка резьбонарезными головками.
