Вальцовка листового: Вальцовка листового металла — технология процесса
Содержание
Вальцовка листового металла в Санкт-Петербурге
Вальцовка труб, обечаек, конусов из углеродистой, легированной стали и сплавов, в том числе нержавеющих и алюминия.
Компания «Элдвиг СПб» предлагает услуги по вальцовке листового металла в Санкт-Петербурге и Ленинградской области. Вы можете заказать изготовление труб, опор и цилиндрических емкостей различного диаметра, цилиндрических и эллипсовидных обечаек, а также конусообразных заготовок.
|
Толщина обрабатываемого листа |
от 3 до 20 мм |
|
Ширина обрабатываемого листа |
от 150 до 1200 мм |
|
Масса обрабатываемого листа |
до 500 кг |
|
Внутренний диаметр обечайки |
от 250 до 1500 мм (в зависимости от толщины и материала обрабатываемого листа) |
|
Вальцуемые металлы |
углеродистые, легированные стали и сплавы, в том числе нержавеющие, оцинкованные и алюминий |
Вальцевание как метод обработки листового металла известно на протяжении уже нескольких сотен лет. В первоначальном виде этот процесс представляет собой механическое деформирование листа металла. Материал пропускается через вращающиеся ролики — вальцы. В зависимости от настроек вальцовочного станка, на выходе получается готовое изделие или заготовка цилиндрической или конусовидной формы, трубопрокат круглого, квадратного или прямоугольного профиля.
В первоначальном виде этот процесс представляет собой механическое деформирование листа металла. Материал пропускается через вращающиеся ролики — вальцы. В зависимости от настроек вальцовочного станка, на выходе получается готовое изделие или заготовка цилиндрической или конусовидной формы, трубопрокат круглого, квадратного или прямоугольного профиля.
Видимая простота технологии вальцовки листового металла позволяет выдерживать сравнительно низкие цены на услуги, а отсутствие термического воздействия в процессе гибки сохраняет первоначальные свойства металла и помогает избежать возникновения дефектов в заготовках.
Вальцовка труб
Одним из основных направлений вальцовки листового металла на нашем производстве является изготовление различных труб и трубных изделий. Выгодная цена для заказчика и экономический эффект производителя достигается использованием одного из самых высокотехнологичных станков в «легком» сегменте. Это вальцы гидравлические четырехвалковые серии МСА-1224 (производство DAVI, Италия). Вальцы способны изгибать стальные листы толщиной до 20 мм и массой до 500 кг. С помощью этой листогибочной машины компания «Элдвиг СПб» стала одним из флагманов в Санкт-Петербурге, осуществляющим вальцовку труб для индивидуальных заказчиков.
Вальцы способны изгибать стальные листы толщиной до 20 мм и массой до 500 кг. С помощью этой листогибочной машины компания «Элдвиг СПб» стала одним из флагманов в Санкт-Петербурге, осуществляющим вальцовку труб для индивидуальных заказчиков.
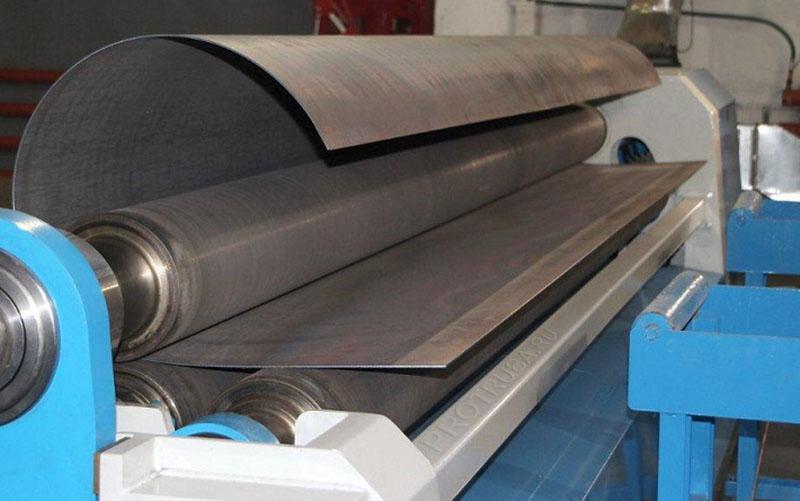
Посмотрим, как же происходит вальцовка труб поэтапно.
Сначала металлический лист подается вручную и зажимается между центральными прокатными валками. Далее все происходит автоматически: берутся за дело боковые валки, которые поочередно воздействуют на лист металла и придают ему цилиндрическую форму. Осталось только скрепить между собой два края будущей стальной трубы для получения полноценного цилиндра. На четырехвалковом листогибе вальцовка и выполнение скрепляющего шва происходит всего за один проход.
Компания «Элдвиг СПб» выполняет вальцовку труб из многих разновидностей стали: нержавеющей, углеродистой, легированных сталей и сплавов, а также оцинкованного и алюминиевого листа. В дальнейшем эти металлические изделия и заготовки используются в изготовлении опор, трубопроводов, дымоходов, воздуховодов и кожухов систем теплоизоляции.
В дальнейшем эти металлические изделия и заготовки используются в изготовлении опор, трубопроводов, дымоходов, воздуховодов и кожухов систем теплоизоляции.
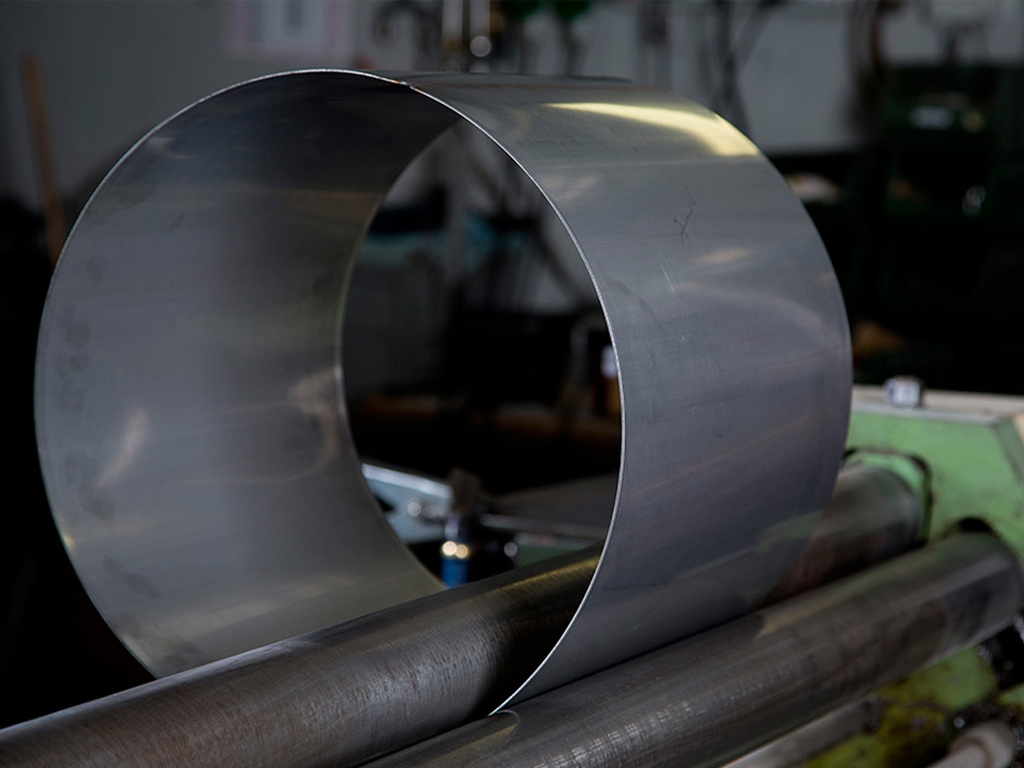
Вальцовка обечаек
Обечайка, как и труба, представляет собой цилиндрический элемент конструкции. Отличие заключается лишь в соотношении размеров: если у трубы длина намного превышает диаметр, то у обечайки высота стенки вполне сопоставима с ее диаметром. Обычно металлические обечайки, дополненные с одной стороны днищем, становятся резервуарами любого размера — от бидона до котла или цистерны.
Компания «Элдвиг СПб» принимает заказы на изготовление обечаек в Санкт-Петербурге путем вальцовки листового металла. Наша четырехвалковая листогибочная машина выполняет детали с внутренним диаметром цилиндра от 250 до 1500 мм (в зависимости от толщины исходного материала). Для вальцовки обечаек используют углеродистые и легированные стали и сплавы, а также нержавейку и алюминий.
Вальцовка конуса
Конические элементы из листового металла по сути тоже можно назвать обечайками, но их изготовление чуть сложнее и требует специального оборудования.
Вальцы серии МСА-1224, применяемые на нашем производстве в Санкт-Петербурге, как раз обладают нужными конструктивными особенностями для вальцовки конусов. Планетарный ход боковых валков позволяет получать при вальцовке деталь с большим и меньшим диаметром с каждой стороны — это и есть конус. Кроме того, оборудование дополняется приспособлением для гибки конусов.
Услуга по вальцеванию является важной и ответственной частью нашей работы. По всем возникающим вопросам свяжитесь с нами по телефону +7(812) 242-66-76, электронной почте [email protected] или оставьте заявку на сайте. Мы сконцентрированы на предоставлении качественных услуг своим клиентам и будем рады помочь Вам.
Заказать вальцовку металла в Москве
Skip to content
Вальцовка – это один из способов гибки металлических листов в радиальном или линейном направлении. В первом случае используются специальные валы, через которые проходит лист, приобретая нужный радиус. Если с первого раза задать его нельзя, процедуру повторяют. Линейная осуществляется с помощью пресса и специальной матрицы, которая регулирует угол.
Если с первого раза задать его нельзя, процедуру повторяют. Линейная осуществляется с помощью пресса и специальной матрицы, которая регулирует угол.
В компании Посметалл также установлен профилегиб – устройство, осуществляющее изгиб профильной трубы, двутавра, тавра, прямоугольника, полосы, швеллера и прочих форм. При этом предварительный нагрев не требуется, что сокращает время металлообработки. Параметры кривизны определяются установленными валками, они сменные, поэтому у нас можно заказать любой сгиб.
При определении стоимости учитывается профиль, размер, диаметр гибки.
Особенности вальцовки металла
Холодная обработка позволяет сохранять первоначальные эксплуатационные свойства, целостность, прочность. В результате материал остается герметичным, но приобретает необходимую форму. Используется технология в самых разных областях деятельности – от промышленности до рекламных конструкций.
Мы работаем с цветным и черным металлом – алюминием, медью, латунью, нержавейкой, оцинковкой, легированной, углеродистой, жаропрочной сталью и т. д. Мы вальцуем:
д. Мы вальцуем:
- профили;
- трубы;
- листы – плоские, рифленые, перфорированные.
Для этого необходимо специальное оборудование и опыт, чтобы исключить случайные повреждения в процессе. Особенно это касается толстых элементов – чем больше толщина, тем сложнее металлообработка. Это обусловлено снижением пластичности, уменьшением угла сгиба, увеличением продолжительности воздействия.
Преимущества способа
Этот метод подходит для изготовления деталей, где нельзя использовать сварку или резьбовое соединение, т.к. они могут потерять герметичность. Кроме того, у него есть и другие достоинства:
- относительная простота и высокая скорость обарботки;
- экономичность – по сравнению с соединением деталей гибка более выгодна с точки зрения расхода материала и ценника на обработку;
- сохраняется глубинная структура сплава;
- прочность соединения;
- возможность изготовления любых объемов деталей благодаря собственному производству;
- отсутствие швов и потребности в дополнительной финишной шлифовке поверхности.

А при заказе в Посметалл вы получите дополнительные плюсы:
- высокую скорость изготовления благодаря современному оборудованию, способному обрабатывать большой объем материала за смену;
- дополнительные услуги – сварка, калибровка, лазерная резка и т.д.;
- большой запас сплавов на складе – вам не нужно приобретать его в другой компании и заказывать к нам доставку;
- собственный отдел логистики, который отвечает за доставку заказов клиентам;
- возможность обработки крупногабаритных заготовок;
- постоянный контроль качества, что исключает риск брака;
- скромные ценники.
Узнать стоимость услуги можно, позвонив нам, оставив заявку на сайте или написав на почту. При этом укажите особенности металла, нужно ли вам его покупать, или вы предоставите его, объемы работы, сложность конфигурации, срочность. Мы быстро рассчитаем точную сумму и сделаем вам выгодное предложение. Заказывайте профессиональную услугу от Посметалл!
Вальцовочное оборудование для листового металла SAHINLER RM
Толщина листа
от 0,5 до 3мм
Диаметр валов
90мм
рабочая зона
1250мм
минимальный диаметр заготовки
130мм
ПРИМЕРЫ РАБОТ
“КОРПОРАЦИЯ ПОСМЕТАЛЛ” – БОЛЕЕ 10 ЛЕТ НА РЫНКЕ
0
проектов выполнено
0
довольных клиентов
0млн
деталей изготовлено
0
тонн металла обработано
Почему люди доверяют нам
Новейшее оборудование
Современное оборудование обеспечивает высокую точность и скорость обработки изделий, что позволяет минимизировать отходы.
Контроль качества
Мы заботимся о своей репутации, поэтому наши клиенты гарантированно получают только качественные изделия.
Новейшее оборудование
Современное оборудование обеспечивает высокую точность и скорость обработки изделий, что позволяет минимизировать отходы.
Широкий спектр услуг
Лазерная резка, гибка и вальцовка металлов, лазерная резка труб, порошковая покраска, металлоизделия, резка мдф и фанеры.
ВАМ МОЖЕТ БЫТЬ ИНТЕРЕСНО
Лазерная резка металла
Лазерная резка алюминия, сталей, нержавейки, оцинковки
Подробнее
Перфорация листового металла
Координатно-пробивные работы по листовому металлу
Подробнее
Гибка листового металла
Гибка металла длиной до 4 метров!
Подробнее
Лазерная резка труб
Резка труб и профилей лазером
Подробнее
Порошковая покраска
Порошковая покраска металлических изделий
Подробнее
ОТЗЫВЫ
Очередной заказ — уголки для восстановления автомобильных рам. Брака нет, всё в соответствии с чертежами, сделали быстрее, чем обещали…. Скучно с вами, ребята…))
Брака нет, всё в соответствии с чертежами, сделали быстрее, чем обещали…. Скучно с вами, ребята…))
Игорь, 25.10.2021
Лазерная резка изделий
Прошло более полугода от моего предыдущего отзыва. Продолжаю работать с Посметалл. Все более убеждаюсь – это лучшая клиентоориентированная компания на рынке! Не скрою, без “шероховатостей” работы со смежниками не бывает, но как же мастерски персонал Посметалла решает сложные вопросы со своими клиентами! При проверке полученного заказа уже у себя на производстве, нами было обнаружено отсутствие одной позиции (первый раз за несколько лет!!!!). И мы и изготовитель были на 100% уверены в своей невиновности. Они – что отгрузили, мы – что ничего не потеряли. Ситуация патовая. ((( Но руководство Посметалла в одностороннем порядке принимает на себя все расходы по изготовлению недостающих деталей и отгружает их в кратчайшие сроки! Спасибо большое. )))
Алексей, 26.02.2019
Лазерная резка изделий
Заказывал резку и гибку в разных местах. Знакомые порекомендовали Посметалл. Подкупило, то, что не нужно предварительно закупать и завозить материал, не нужно затем везти в краску – компания оказывает полный перечень услуг. Расчет стоимости проводят в день заказа. Все вопросы по особенностям изготовления заказа решаются быстро и на высоком уровне, как менеджерами, так и инженерным составом. Несколько раз на этапе подготовки файлов конструктором Посметалла были выявлены маленькие, и незаметные, на первый взгляд, но весьма критичные ошибки в моих чертежах. Металл, закупленный и используемый для выполнения моих заказов, был хорошего качества, ровный, без коррозии и других дефектов. Сроки изготовления – выше всяких похвал. Отдельно хочется отметить доброжелательность и опеку персоналом клиента на этапе отгрузки готовых изделий – встретили, помогли, выдали бумаги… Все спокойно, без нервов, с искренней улыбкой… Спасибо.
Знакомые порекомендовали Посметалл. Подкупило, то, что не нужно предварительно закупать и завозить материал, не нужно затем везти в краску – компания оказывает полный перечень услуг. Расчет стоимости проводят в день заказа. Все вопросы по особенностям изготовления заказа решаются быстро и на высоком уровне, как менеджерами, так и инженерным составом. Несколько раз на этапе подготовки файлов конструктором Посметалла были выявлены маленькие, и незаметные, на первый взгляд, но весьма критичные ошибки в моих чертежах. Металл, закупленный и используемый для выполнения моих заказов, был хорошего качества, ровный, без коррозии и других дефектов. Сроки изготовления – выше всяких похвал. Отдельно хочется отметить доброжелательность и опеку персоналом клиента на этапе отгрузки готовых изделий – встретили, помогли, выдали бумаги… Все спокойно, без нервов, с искренней улыбкой… Спасибо.
Алексей, 08.05.2019
Лазерная резка изделий
Работаем с лазерной резкой уже много лет. Заказывали в Твери и во Владимире. В Москве полагали дорого, кроме того, те кто дают рекламу в половине случаев даже на запросы не отвечают. Просто игнорируют. А если делают, то за 2 недели, а по факту три или месяц. В Посметалле заказывал уже 2 раза, оба раза (небольшие заказы) сделали быстрее, чем обещали. Причем второй раз, я даже не успел платежку прислать, а уже пришел ответ, что готово! По цене также дешевле, чем в Твери, процентов на 10-ть. По качеству никаких претензий. Работаю с Ольгой Гущиной. Все оперативно, четко. Спасибо.
Заказывали в Твери и во Владимире. В Москве полагали дорого, кроме того, те кто дают рекламу в половине случаев даже на запросы не отвечают. Просто игнорируют. А если делают, то за 2 недели, а по факту три или месяц. В Посметалле заказывал уже 2 раза, оба раза (небольшие заказы) сделали быстрее, чем обещали. Причем второй раз, я даже не успел платежку прислать, а уже пришел ответ, что готово! По цене также дешевле, чем в Твери, процентов на 10-ть. По качеству никаких претензий. Работаю с Ольгой Гущиной. Все оперативно, четко. Спасибо.
Константин, 07.11.2018
Лазерная резка изделий
Благодарственное письмо от православного детского социально-реабилитационного центра “Покров” Декабрь 2017
Социально-реабилитационный центр “Покров”, 25.01.2018
Лазерная резка изделий
Мне очень срочно был нужен трафарет логотипа компании из металла. Специалист Ольга давала все инструкции подробно, в каком виде должен быть файл, как это сделать и постоянно держала со мной связь. Огромная благодарность! И выпишите Ольге премию, пожалуйста!Трафарет вышел как нужно!Оперативно!Дальнейшего процветания Вашей компании!
Огромная благодарность! И выпишите Ольге премию, пожалуйста!Трафарет вышел как нужно!Оперативно!Дальнейшего процветания Вашей компании!
Анна, 23.08.2018
Лазерная резка изделий
Доброго дня, всем. Возникла необходимость в лазерной резке металла, точнее нужно было располосовать лист Ст3, но на сегменты длиной почти 3 метра, каждый. Причем очень срочно. В Москве загрузка компаний, что занимаются лазерной резкой очень плотная, а времени было в обрез, пришлось ехать за МКАД, о чем не капли не жалею. Работа была выполнена быстро и на высоком уровне качества, лично благодарен Марии – специалисту фирмы, скажу точно, что человек действительно занимается своим делом. Заказ по лазерной резке метала был выполнен максимально быстро – буквально в течение нескольких часов, что меня сильно порадовало, время для меня деньги, а дефицит времени – это деньги очень большие, фирма мне в этом здорово помогла. Всем советую обращаться по вопросам лазерной резки в компанию ООО «Корпорация ПОСМЕТАЛЛ», они очень нормальные и супернадежные профессионалы своего дела! Всем всего лучшего и успехов в ваших делах! Борис.
Борис, 21.08.2018
Лазерная резка изделий
Выражаю благодарность команде ООО “Корпорация ПОСМЕТАЛЛ” и отдельно менеджеру Поляковой Оксане. оперативный расчет, быстрое производство, мастерство на высоте!
Артур ММ, 23.07.2018
Лазерная резка изделий
Несколько раз заказывал резку и покраску металла, очень доволен качеством и оперативностью. Когда не было возможности забрать заказ самовывозом, мне пошли навстречу и направили детали на такси. Спасибо Вам за работу! Будем сотрудничать с Вами дальше.
Газизов Ильдар, 01.07.2018
Лазерная резка изделий
Много компаний предлагают подобные услуги, но мало кто оперативно решает те мелкие трудности что возникают в процессе создания изделий. То чертеж не правильный, то материала нет и сроки невозможны, да и цены от первичного предложения растут прогрессивно. Наша компания получила и объективные сроки с ценой и должное качество. И это при том, что заказ не был масштабным. Значит важен каждый клиент, как и должно быть у предприятия берегущего свою репутацию и уважающего своих заказчиков. Спасибо ВАМ большое!
И это при том, что заказ не был масштабным. Значит важен каждый клиент, как и должно быть у предприятия берегущего свою репутацию и уважающего своих заказчиков. Спасибо ВАМ большое!
Игорь, 13.12.2017
Лазерная резка изделий
Все превосходно и оперативно. Приятно с вами иметь дело !!!
Андрей, 13.12.2017
Лазерная резка изделий
>Благодарственное письмо от православного детского социально-реабилитационного центра “Покров” Ноябрь 2017
Социально-реабилитационный центр “Покров”, 08.12.2017
Лазерная резка изделий
Очень рад, что обратился к Вам! Заказ выполнен быстро и качественно! Размеры выдержаны точно, качество реза Отличное! Большое Спасибо! (Заказ был №28839, счет 111 от 05 октября)
Вячеслав, 04.12.2017
Лазерная резка изделий
Выражаем коллективу Посметалл огромную благодарность за очень качественно выполненную работу. Мы не ожидали такого безупречного результата. Считаем Вашу работу, по производству нашей станины, идеальным исполнением нашего замысла. Большое спасибо за , подход к вашему делу и оперативность, от чертежа до готового продукта. Ваша компания, в наших глазах, является ярким представителем современного ведения бизнеса и правильного отношения к задаче клиента.
Мы не ожидали такого безупречного результата. Считаем Вашу работу, по производству нашей станины, идеальным исполнением нашего замысла. Большое спасибо за , подход к вашему делу и оперативность, от чертежа до готового продукта. Ваша компания, в наших глазах, является ярким представителем современного ведения бизнеса и правильного отношения к задаче клиента.
Коммерческий директор ООО «Арктика-Сервис» Шевченко А.С., 11.10.2017
Лазерная резка изделий
отличные мастера и хорошие менеджеры. все в срок, оперативно, круто.
Антон Беликов, 30.06.2017
Лазерная резка изделий
Добрый день! Работаю С этой компанией уже не первый год; вопросов связанных с качеством, сроком исполнения по разным спектрам выполненных работ не было. Радует поминание, профиссионализм данной компании в работе. Процветания, удачи,роста,успехов!
Михаил, 05.04.2017
Лазерная резка изделий
Компания , где мечта из идей просто в голове, реализуется в реальные проекты. Крутые инженеры ! Люди которые любят свою работу, и заботятся о качестве изделий и не важно какой сложности, люди которые никогда не говорят что они не могут что то сделать. На практике сотрудничества с данной компанией убедилась что для людей работающих в Посметалле нет ничего не возможного. Даже не смотря на постоянную нервотрепку с моей стороны по отношению к ним, проявили невероятное терпение и выдержку. С креативом подошли к выполнению поставленных задач . Крутые парни! Растите, процветайте!
Крутые инженеры ! Люди которые любят свою работу, и заботятся о качестве изделий и не важно какой сложности, люди которые никогда не говорят что они не могут что то сделать. На практике сотрудничества с данной компанией убедилась что для людей работающих в Посметалле нет ничего не возможного. Даже не смотря на постоянную нервотрепку с моей стороны по отношению к ним, проявили невероятное терпение и выдержку. С креативом подошли к выполнению поставленных задач . Крутые парни! Растите, процветайте!
Галина, 29.03.2017
Лазерная резка изделий
Добрый день! Знаю компанию уже 4-й год; за это время было успешно, качественно и в срок выполнено много наших заказов по лазерной резке и гибке стальных деталей. Удачи и процветания Вашей компании!
Сергей, 10.03.2017
Лазерная резка изделий
Ваше имя
Ваш телефон
Ваше сообщение
ₓ
Вальцовка металла | Компания Невские Ресурсы
ГлавнаяУслугимы делаем
Профессиональная вальцовка металла — еще одна задача, которую с успехом решают специалисты компании «Невские Ресурсы». Собственное производство на основе оборудованной современной технической базы позволяет нам поддерживать гибкую, демократичную ценовую политику и гарантировать безупречное качество вальцевания металлов в любые формы. Мы используем в работе современные станки и последние мировые технологии обработки высокопрочных материалов. Если возникают трудности в понимании самого процесса, предлагаем вам ознакомиться более визуально на сам процесс вальцовки металла.
Собственное производство на основе оборудованной современной технической базы позволяет нам поддерживать гибкую, демократичную ценовую политику и гарантировать безупречное качество вальцевания металлов в любые формы. Мы используем в работе современные станки и последние мировые технологии обработки высокопрочных материалов. Если возникают трудности в понимании самого процесса, предлагаем вам ознакомиться более визуально на сам процесс вальцовки металла.
Вальцовка или вальцевание – это процесс изменения формы, размера, диаметра металлической заготовки с помощью специального металлопрокатного оборудования.
Способы пластической деформации стальных деталей и придание им нужной конфигурации (конусной, цилиндрической, квадратной, овальной) используются людьми со времен старинного кузнечного дела. Теперь трудоемкую ручную ковку железа могут заменить «умные» машины. Вальцовочный парк в нашей компании «Невские Ресурсы» состоит из нескольких станков. Большие вальцы — вальцовка до 25 мм, средние вальцы — вальцевание толщиной до 8 мм, и малые вальцы — сгибаем вальцовкой минимальный диаметр 60 мм и толщиной до 4 мм. Для закатки вальцовкой толщин более 60 мм применяем доработанный станок.
Для закатки вальцовкой толщин более 60 мм применяем доработанный станок.
Технологии нового тысячелетия стали более совершенны. Методы вальцовки металла упрощены и автоматизированы. Созданы мощные высокопроизводительные гидравлические станки с электроприводом, удобные инструменты, конструкции с ручным управлением, позволяющие легко работать в различных масштабах, с любым сырьем. Наш мини завод позволяет решить задачи простым техническим путем! Вся обработка от резки развертки до получения конуса или обечайки в одном месте — в компании «Невские Ресурсы»!
Выгодные условия компании «Невские Ресурсы»:
- Стоимость вальцовки листов металла – 100 р. за шт., труб – 50 р. за штуку;
- Возможно выполнение заказа всего за 1 рабочий день;
- Вы получаете предварительные расчеты, бесплатные консультации;
- Прием заказов на штучные изделия и большие партии;
- Предоставляем все современные виды вальцевания;
- Для вас разработают индивидуальную инженерно-проектную документацию, чертежи;
- Наши станки способны обрабатывать металл толщиной 0,5-6 см, шириной до 2,5 метра;
- Применяем разные виды стали (оцинкованная, нержавеющая), алюминий, медь, углеродистые сплавы, цветные и черные металлы, твердые полимеры и резину;
- Обширный каталог наших изделий поможет вам легко сориентироваться в заказе;
- Выполним работу по вашему эскизу или предложим свой профессиональный вариант;
- Ведется строгий контроль над качеством обработки материалов;
- Вы получите приятные скидки при постоянных заказах;
- Предлагаем выгодные условия партнерам, разработаем коммерческое предложение;
- Вы приобретаете надежные гарантии и добросовестное отношение наших сотрудников.

Мы также будем рады вам предложить целый спектр дополнительных услуг по металлопрокатным работам. К ним относится развальцовка, завальцовка труб, способ вальцевания «в радиус» и др. Эти методы обеспечивают более прочные, надежные соединения деталей и труб, герметичные швы и долгий срок эксплуатации.
В понятие вальцовки входит целый перечень технических процессов, которые изменяют параметры твердых заготовок. Это может быть формирование стального уголка, швеллера, узкой полосы, сужение и расширение стенок трубы, создание профнастила, изменение поперечного сечения, формы (круг, овал, квадрат, конус и т.п.). Кроме того, применяется холодный и горячий (сварочный) методы обработки твердого сырья.
Холодная вальцовка листов металла – безупречный способ обработки.
Технологию холодного вальцевания сегодня предпочитают все цивилизованные страны мира. Такую популярность легко объяснить целым рядом весомых преимуществ. К ним относится сохранение свойств материала после обработки, отсутствие риска появления возможных дефектов, щелей и трещин. Холодный метод с успехом применяется для изгиба сложных деталей, поэтому с успехом используется в ювелирном производстве.
К ним относится сохранение свойств материала после обработки, отсутствие риска появления возможных дефектов, щелей и трещин. Холодный метод с успехом применяется для изгиба сложных деталей, поэтому с успехом используется в ювелирном производстве.
Виды вальцовки металла и их назначение
3 основных вида вальцовки металла:
- Штамповочная технология. Этот способ применяется для деталей с одинаковыми размерами и техническими параметрами. Он позволяет поддерживать высокую производительность процесса, необходимую для работы с крупной партией сырья. Как правило, штампованные детали используются в больших промышленных цехах и заводах.
- Формовочная технология вальцовки металла. Такая техническая операция позволяет обрабатывать самые разные заготовки и детали. Формовочное вальцевание включает в себя: одноручьевый тип (высокая производительность), многоручьевый (сложные формы с разным сечением), периодический (повторяющиеся изделия).

- Отделочная технология вальцовки металла. Такой способ позволяет создавать на обрабатываемой детали рельефную поверхность. В качестве заготовок применяются стальные профили, пруты, турбины, лопасти и другие сложные заготовки. В этой технологии мы используем наиболее эффективный, холодный тип вальцевания.
Мы принимаем заказы на изготовление партий деталей, а также единичных изделий. С заказчиком всегда согласовывается применение определенных технологий исходя из объема заказа, а также требований к качеству продукции. При этом наша компания устанавливает разумные цены на услуги вальцовки металла.
Оборудование для вальцовки металла компании «Невские ресурсы»
На рынке современного металлопроката сегодня представлены высокотехнологичные инструменты, позволяющие производить вальцовку сложных нестандартных изделий с высокой точностью. Наша производственная база оснащена самыми последними техническими разработками, инструментом и оборудованием. Персонал компании — это профессиональные инженеры, технологи, опытные мастера своего дела. Мы регулярно совершенствуемся и повышаем уровень технической специализации.
Персонал компании — это профессиональные инженеры, технологи, опытные мастера своего дела. Мы регулярно совершенствуемся и повышаем уровень технической специализации.
Промышленные машины для вальцевания, которыми оснащена наша производственная база, представляют собой мощные станки из высокопрочной стали с длительным сроком службы. Принцип работы заключается в обкатке материала вокруг вращающихся вальцев, имеющих разный радиус. У нас работают лучшие 3-х и 4-х валковые универсальные машины самого последнего технического образца.
В устройстве станка располагается основной верхний вал и 3 или 4 вальца, позволяющие изменять угол обработки изделия, создавая на выходе заданную форму детали или диаметр трубы. Функциональность металлопрокатного оборудования зависит от объемов работ, от толщины обрабатываемого металла или ширины листа.
Чем толще лист, тем радиус полученной детали становится соответственно меньше. Наиболее продуктивны трёх-четырёх-роликовые машины. Обычно парные валы располагаются симметрично либо асимметрично друг другу. Их количество напрямую влияет на производительность и уровень качества полученного результата.
Их количество напрямую влияет на производительность и уровень качества полученного результата.
3-х-валковое устройство – имеет доступную стоимость, обладает скоростью 5 м в минуту и рассчитано на заготовки от 6 мм толщиной. Слишком тонкий стальной лист не всегда зажимается валиками и может выпасть из станка во время обработки.
В 4-х валковом универсальном станке процесс полностью автоматизирован, скорость 6 м/мин, исключены сбои, выскальзывание детали и другие неполадки. Станок управляется удобным пультом. Это самое дорогое, но и самое совершенное современное оборудование для вальцовки.
Для разных целей используются соответствующие листогибочные станки и инструменты. Если для заготовок из мягкой меди достаточно простых инструментов, то для вальцевания труб и прутов твердой стали мы применяем специальные многофункциональные машины для создания изделий по индивидуальному и серийному заказу.
Процесс вальцевания должен производиться в установленной последовательности и с соблюдением всех норм, поэтому оптимальным решением станет обращение в специализированную металлообрабатывающую компанию с хорошей деловой репутацией! Профессиональный подход к решению вопроса позволит избежать необоснованных финансовых потерь и быть уверенным в качестве готовой продукции.
На текущий момент у нас есть возможность изготовления, вальцевания обечаек из листового металла шириной до 2000 мм и толщиной от 0,5 мм до 60 мм.
Этапы вальцовки металла:
- Анализ технических параметров металла, физико-химических свойств сырья;
- Замеры (расстояния между деталями и технические характеристики;
- Изгибание листа, трубы и внутренней решетки под давлением;
- Снятие нагрузки с готового изделия.
Несмотря на почти полную автоматизацию нашего производства, процесс качественного вальцевания требует специальных навыков и технических знаний. В компании «Невские Ресурсы» работают инженеры и мастера высокой квалификации, настоящие профессионалы в сфере современного металлопроката. Мы выполняем любые заказы в минимальные сроки.
Почему вальцовка металла – становится все более востребована в современном мире?
Применение вальцовки в разных областях.
Металлопрокатные операции выполняют ряд многочисленных задач по изменению, деформации металлических деталей и заготовок. Вальцовка используется в строительстве, турбинном производстве, при формировании инженерных коммуникаций (вентиляция, теплообменное оборудование), при обработке кромок изделий, в мебельной промышленности и пр.
Как сделать заказ?
- Заполнить форму заявки на нашем сайте;
- Получить бесплатную консультацию о ценах и сроках;
- Заказать предварительную смету.
Вы можете также связаться с нашими менеджерами по телефону либо написать нам на e-mail . Доверьте работу надежным профессионалам!
Наши контактные телефоны: (812) 906-55-55, (921) 945-44-44, (900) 626-33-11
В техническом отделе вы сможете получить консультацию по всем вопросам, включая стоимость изделий.
Для оформления заказа достаточно связаться с нашими менеджерами по указанным телефонам или электронной почте : [email protected]
Вальцовка листового металла в Санкт-Петербурге – цена на услуги вальцовки листового металла в компании «Артекс»
Предлагаем все популярные услуги по обработке металлов. Занимаемся изготовлением пресс-форм, наносим разные виды финишных покрытий, готовы выполнить гибку, порезку или рубку по вашим эскизам, любую декоративную обработку. Одно из основных направлений – вальцовка листового металла. Для проведения работ применяются трубогибочные машины гидравлического типа, ковочные вальцы.
| Оставить заявку |
|
Количество |
Толщина металла, мм |
Стоимость вальцовки листа | |
|---|---|---|---|
|
Диаметр вала 75 мм |
Диаметр вала 300 мм | ||
|
50 |
0,8-1,0 |
300,0 |
— |
|
100 |
270,0 |
— | |
|
500 |
250,0 |
— | |
|
1000 |
230,0 |
— | |
|
более 1000 |
200,0 |
— | |
|
50 |
1,2-1,5 |
300,0 |
— |
|
100 |
270,0 |
— | |
|
500 |
250,0 |
— | |
|
1000 |
230,0 |
— | |
|
более 1000 |
200,0 |
— | |
|
50 |
2-2,5 |
300,0 |
— |
|
100 |
280,0 |
— | |
|
500 |
260,0 |
— | |
|
1000 |
240,0 |
— | |
|
более 1000 |
220,0 |
— | |
|
50 |
3,0 |
300,0 |
600,0 |
|
100 |
290,0 |
580,0 | |
|
500 |
270,0 |
470,0 | |
|
1000 |
250,0 |
400,0 | |
|
более 1000 |
230,0 |
350,0 | |
|
50 |
4,0 |
— |
620,0 |
|
100 |
— |
580,0 | |
|
500 |
— |
470,0 | |
|
1000 |
— |
400,0 | |
|
более 1000 |
— |
350,0 | |
|
50 |
5,0-6,0 |
— |
650,0 |
|
100 |
— |
580,0 | |
|
500 |
— |
470,0 | |
|
1000 |
— |
400,0 | |
|
более 1000 |
— |
350,0 | |
|
50 |
8,0 |
— |
680,0 |
|
100 |
— |
620,0 | |
|
500 |
— |
600,0 | |
|
1000 |
— |
580,0 | |
|
более 1000 |
— |
570,0 | |
Описание технологии
Вальцовка листового металла (вальцевание) – это технология по обработке с применением методов пластической деформации вдоль заданной пространственной направленности с получением радиусного изгиба. В радиальной направленной зоне развальцовку делают для корректировки диаметров изделий. Саму обработку с учетом геометрии, прочности заготовок делают:
В радиальной направленной зоне развальцовку делают для корректировки диаметров изделий. Саму обработку с учетом геометрии, прочности заготовок делают:
- с подгибом листа;
- без подгиба листа.
Металлические заготовки обрабатывают на специальных станках с применением оборудования для гибки труб, валков в форме цилиндров. Процесс представляет собой деформацию материала холодным способом путем проката заготовки между парой валков, после элементы прижимают к металлу. Радиус обработки зависит от способа, в промышленных масштабах обычно применяют станки – разных габаритов, оснащенные валками заданных диаметров.
Заказать услугу гибкого деформирования или вальцовки листового металла на выгодных условиях вы можете в компании «Артекс». Заранее рассчитаем цены, сроки, поможем вам купить необходимые изделия на максимально выгодных условиях.
Почему выбирают «Артекс»?
Вальцовка металла в Москве и области по выгодной цене
Описание
В производстве металлоконструкций и отдельных изделий из листового проката, зачастую возникает необходимость придания им сложных криволинейных поверхностей.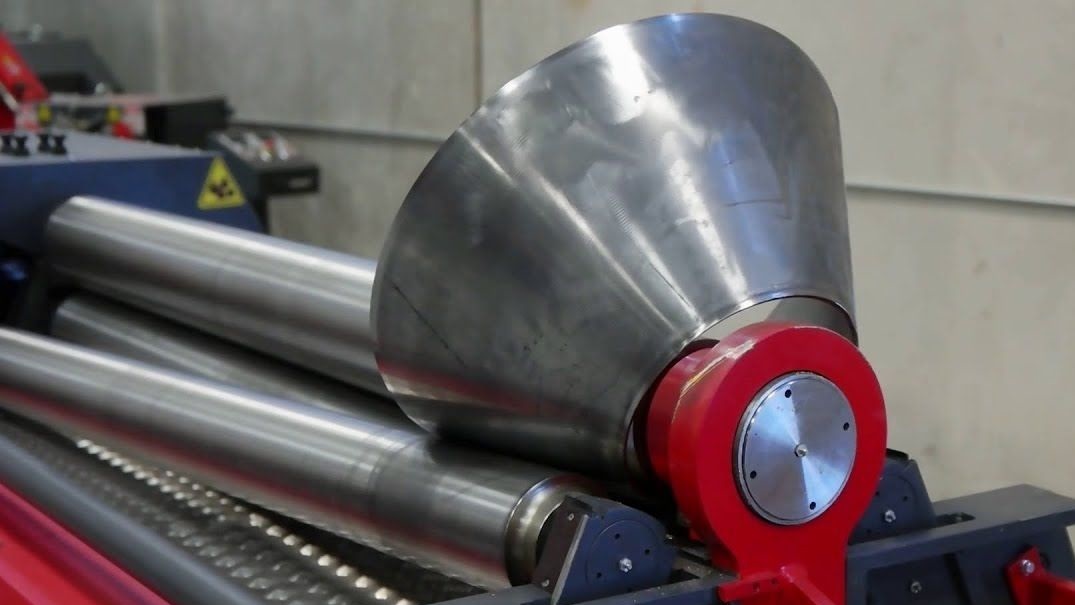 Классическими методами получить такие изделия очень сложно, поэтому для их изготовления применяют метод вальцовки металла. Это технология механической обработки, при которой происходит воздействие на листовой металла тремя валами. Под воздействием давления и расстояния отведения осей нижних валов формируется изгиб с заданным радиусом. С помощью такой операции из прямолинейной листовой заготовки можно получить различные изделия с криволинейной или радиусной поверхностью.
Классическими методами получить такие изделия очень сложно, поэтому для их изготовления применяют метод вальцовки металла. Это технология механической обработки, при которой происходит воздействие на листовой металла тремя валами. Под воздействием давления и расстояния отведения осей нижних валов формируется изгиб с заданным радиусом. С помощью такой операции из прямолинейной листовой заготовки можно получить различные изделия с криволинейной или радиусной поверхностью.
Из каких материалов мы выполняем вальцовку?
Компания ИПК «Спектр» предлагает профессиональные услуги по вальцовке разных видов металлов. Этот технологический процесс применим для стали разных марок, нержавейки, цветных металлов, алюминия, бронзы и других материалов. Вальцовочный станок оснащен мощной механической оснасткой, что позволяет обрабатывать материалы толщиной до 6мм.
Данная технология относится к операции гибки, но имеет свои особенности. Все изгибы при ней получатся радиальными. Путем изменения высоты верхнего вала можно варьировать изменять радиус изгиба заготовки. Вальцевание деталей из металла специфическая операция. С ее помощью изготавливают:
Путем изменения высоты верхнего вала можно варьировать изменять радиус изгиба заготовки. Вальцевание деталей из металла специфическая операция. С ее помощью изготавливают:
- трубы большого диаметра;
- коллекторы, переходы с одного размера на другой;
- конусы и сегменты для сложных коллекторных изделий;
- спирали для шнеков и многое другое.
Данная технология применяется для производства деталей для разных направлений. Она используется в строительстве промышленных объектов, в машиностроении, в изготовлении оборудования специального назначения.
Быстрый запуск
Оперативно и быстро окажем услугу любой сложности и характера.
Прозрачное ценообразование
Составляем список работ по услуге, указывая стоимость каждого из них.
Прозрачная отчетность
Отчитаемся по каждому выполненному пункту, а если вас что-то не устроит, то мы готовы устранить недочеты.
Стоимость услуг
Заказать вальцовку металла в Москве по самым выгодным ценам можно в компании ИПК «Спектр».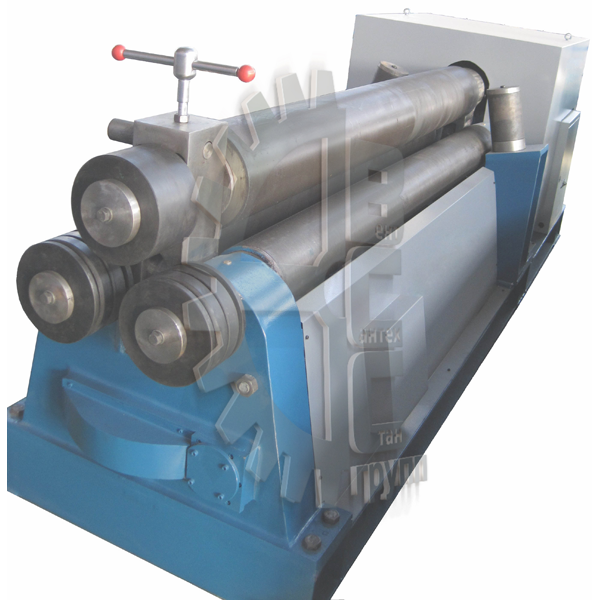 Она предлагает полный комплекс услуг, связанный с данной операцией и высокое качество работ. Современное оборудование позволяет получать радиусы с высокой точностью. На стоимость данных услуг оказывают непосредственное влияние следующие факторы:
Она предлагает полный комплекс услуг, связанный с данной операцией и высокое качество работ. Современное оборудование позволяет получать радиусы с высокой точностью. На стоимость данных услуг оказывают непосредственное влияние следующие факторы:
-
Вид материала, из которого будет производиться конус или иная деталь. -
Количество деталей в партии и услуги доставки при надобности. -
Число операций, потому что кроме вальцовки также выполняется лазерная резка, гибка, сварка, фрезеровка, сверление и прочие работы.
Нужна консультация?
Подробно расскажем о наших услугах, видах работ и типовых проектах, рассчитаем стоимость и подготовим индивидуальное предложение!
Задать вопрос
Преимущества вальцовки металла
Наша компания профессионально занимается механической обработкой металла, поэтому предлагает много услуг и преимуществ. Качественная работа объясняется наличием собственного ОТК и надежных поставщиков металлопроката. Мы работаем не только с разными металлами, но и заготовками. Это могут быть швеллеры, балки, трубы. Изготавливаем единичные изделия и партии с дальнейшей доставкой. При необходимости произведем конструкции в сборе с операцией вальцовки.
Мы работаем не только с разными металлами, но и заготовками. Это могут быть швеллеры, балки, трубы. Изготавливаем единичные изделия и партии с дальнейшей доставкой. При необходимости произведем конструкции в сборе с операцией вальцовки.
Используемое оборудование
Электромеханический трехвалковый вальцовочный комплекс SBX-V1275x6
Стационарная гибка листового металла выполняется на электромеханических валковых машинах. Благодаря наличию электродвигателя они демонстрируют высокую производительность и эффективность, актуальную для любого современного предприятия.
Вне зависимости от количества валов, принцип действия станков несложен. Листовая заготовка устанавливается в зазор между валами, которые вращаются в разных направлениях. Проходя между цилиндрами, лист изгибается и принимает нужную форму. Основной ассортимент готовых изделий, выпускаемых с помощью вальцов, — это детали в форме цилиндра, конуса или овала. Метод холодной гибки, положенный в основу рабочего процесса, не разрушает металл и не оказывает негативного влияния на его структуру, как это иногда бывает в ходе длительного термического воздействия на металлические сплавы.
Основные характеристики
- Цельнометаллические валы (ст40X) ТВЧ + Хром (60HRc)
- Рабочая поверхность валов 1270 мм
- Толщина прокатываемой стали 6 мм
- Толщина для пред-подгиба 4 мм
- Диаметр валов 140 x 140 x 140 мм
- Привод электромеханический (реверс)
- Питание 380В
- Потребляемая мощность (1,1 кВт + 1,1 кВт) 2,2 кВт
Гибка и вальцовка металла в Москве
Гибка металла – это технологическая операция, придающая металлическому листу или профилю изгиб вдоль выбранного направления. Основным преимуществом гибки является то, что при данной операции исключается применение сварки, структура металла остается монолитной. Гибка производится на правильно-гибочных прессах и профилегибочных машинах. Разновидностью гибки является вальцовка.
Вальцовка – это технологическая операция радиального деформирования листового или профильного проката. Вальцовка производится на листогибочных и профилегибочных машинах с использованием специальных валиков (вальцов).
Вальцовка производится на листогибочных и профилегибочных машинах с использованием специальных валиков (вальцов).
Мы предлагаем услуги гибки и вальцовки листового металла, трубного, сортового и профильного металлопроката: арматуры, круга, квадрата, уголка, двутавра, швеллера. Все работы выполняются с высоким качеством в короткие сроки.
Наше оборудование
На нашем производстве используется следующее листогибочное и профилегибочное оборудование:
- листогибочная машина Sahinler 4R HSS 25-320
- профилегибочная машина Durma PBH 100
- листогибочный пресс И1422
- листогибочный пресс И-134
Листогибочная машина Sahinler 4R HSS 25-320
4-х валковая гидравлическая листогибочная машина Sahinler 4R HSS 25-320 предназначена для вальцовки металлических листов толщиной до 20 мм. Данная машина используется для изготовления деталей цилиндрической формы с постоянным и переменным радиусом.
Технические характеристики листогибочной машины Sahinler 4R HSS 25-32
| Количество валков, шт | 4 |
| Длина валков, мм | 2550 |
| Максимальная толщина листа, мм | 20 |
Профилегибочная машина Durma PBH 100
3-х валковая гидравлическая профилегибочная машина Durma PBH 100 относится к классу роликовых ротационных машин с вращательно-поступательным движением рабочего органа и поступательным движением заготовки. Машина позволяет выполнять операции по радиусной гибке различных видов профилей: прямоугольного профиля, полосы, тавра, двутавра, уголка, прутка, швеллера, трубы круглого, прямоугольного и квадратного сечений.
Технические характеристики профилегибочной машины Durma PBH 100
| Количество роликов, шт | 3 |
| Диаметр роликов, мм | 315 |
| Максимальная высота профиля, мм | 100 |
Листогибочный пресс И1422
Гидравлический листогибочный пресс И1422 предназначен для гибки листового и полосового металлопроката. С помощью универсального V-образного штампа металл перегибается под определенным углом, детали придается необходимая конфигурация.
С помощью универсального V-образного штампа металл перегибается под определенным углом, детали придается необходимая конфигурация.
Технические характеристики листогибочного пресса И1422
| Номинальное усилие, тонн | 16 |
| Максимальная длина сгибаемой поверхности, мм | 1350 |
| Максимальная толщина листа, мм | 10 |
Листогибочный пресс И-134
Кривошипный листогибочный пресс И-134 предназначен для гибки листового и полосового металлопроката.
Технические характеристики листогибочного пресса И-134
| Номинальное усилие, тонн | 100 |
| Максимальная длина сгибаемой поверхности, мм | 2550 |
Вальцовка металла
Вальцовка позволяет получить цилиндрические и конические изделия с большими радиусами изгиба и равномерной деформацией вдоль заданного направления. Для вальцовки профильного или листового проката используются различные виды гибочных машин.
Для вальцовки профильного или листового проката используются различные виды гибочных машин.
Вальцовка листового металла является наиболее простым способом изготовления деталей цилиндрической формы, комплектующих к емкостному оборудованию, обечаек. Обечайка – это деталь цилиндрической или конической формы (типа барабана, трубы или кольца), которая используется для производства элементов сварных конструкций, а также для производства емкостей, сосудов, котлов, баков и различных резервуаров.
| Вальцовка листового металла | Вальцовка листового металла |
| Вальцовка листового металла | Вальцовка профильного металлопроката |
Преимущества работы с Механическим заводом «Спецмашмонтаж»
Важным преимуществом работы с нами является широкий спектр предоставляемых нашим заводом услуг по обработке металла. Наше предприятие имеет оборудование для резки, рубки, гибки листового и профильного проката, сварки, токарных, фрезерных, окрасочных и других операций. Гибка металла может быть лишь одним из звеньев цепочки технологических операций, необходимых заказчику. Обратившись к нам, Вы получите требуемый набор операций для производства конечных изделий.
Наше предприятие имеет оборудование для резки, рубки, гибки листового и профильного проката, сварки, токарных, фрезерных, окрасочных и других операций. Гибка металла может быть лишь одним из звеньев цепочки технологических операций, необходимых заказчику. Обратившись к нам, Вы получите требуемый набор операций для производства конечных изделий.
Механический завод «Спецмашмонтаж» предлагает полный комплекс услуг:
Проектирование металлоконструкций
Металлообработка
Изготовление металлоконструкций
Доставка
Монтаж металлоконструкций
Неразрушающий контроль
Любую интересующую Вас информацию по услуге гибки и вальцовки металла можно получить у сотрудников нашей компании, связавшись с нами по телефону +7(495)583-78-86, по электронной почте Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра. или воспользовавшись формой обратной связи.
Если Вы хотите рассчитать стоимость услуги, пожалуйста, заполните форму обратной связи и приложите чертежи изделий. Наш менеджер свяжется с вами и предоставит предварительный расчет стоимости.
Наш менеджер свяжется с вами и предоставит предварительный расчет стоимости.
Что такое листопрокатная машина и для чего она используется?
Отправленный: Южные Продажи Машинного Изготовления | Опубликовано: 3 августа 2020 г.
Прокат толстолистового проката является невероятно важным аспектом производства металлов. Он включает в себя прокатку плоского листового металла для создания цилиндрических изделий, таких как трубы, прицепы-цистерны, ведра и сосуды под давлением. Поскольку большая часть изделий, поставляемых при прокатке листа, является сложной, ультрасовременной и уникальной, они создаются с использованием специализированного оборудования, известного как листопрокатный станок или листогибочный станок. В этой статье мы рассмотрим, что такое листопрокатный станок и его использование в обрабатывающей промышленности.
Что такое листопрокатная машина?
Машина для вальцевания листового металла — это оборудование, которое используется для прокатки различных типов листового металла в круглые, полукруглые, круглые формы с различными радиусами или коническими формами (некоторые машины также специализируются на прокатке материалов обратно в плоские формы!). Вальцовочный станок может похвастаться рабочим механизмом, который позволяет ему сгибать плоский листовой металл в большую дугу или цилиндр или даже в квадрат, форму эллипса и многосекционную дугу. Используя серию точных и прочных закаленных валков, приводимых в действие гидравлическими или механическими методами, валки приводятся в положение качания с материалом, которому требуется придать форму. После того, как материал прочно удерживается между двумя валками, третий, а иногда и четвертый валец приводят в положение, проталкивая материал, вызывая первоначальный изгиб или то, что называется предварительным изгибом. Затем валки начинают вращаться, протягивая материал через защемленные валки и мимо толкающих валков, создавая дугу в материале.
Вальцовочный станок может похвастаться рабочим механизмом, который позволяет ему сгибать плоский листовой металл в большую дугу или цилиндр или даже в квадрат, форму эллипса и многосекционную дугу. Используя серию точных и прочных закаленных валков, приводимых в действие гидравлическими или механическими методами, валки приводятся в положение качания с материалом, которому требуется придать форму. После того, как материал прочно удерживается между двумя валками, третий, а иногда и четвертый валец приводят в положение, проталкивая материал, вызывая первоначальный изгиб или то, что называется предварительным изгибом. Затем валки начинают вращаться, протягивая материал через защемленные валки и мимо толкающих валков, создавая дугу в материале.
Для чего используются пластинчатые ролики?
Листопрокатные машины используются при производстве почти всех видов цилиндрических изделий. Их применение распространяется на широкий спектр предметов, включая сосуды под давлением (интенсивно используемые в нефтяной и газовой промышленности), бытовую технику, корабли, энергию ветра, военный арсенал, аэрокосмическую и автомобильную технику.
Поскольку не все прокатные материалы одинаковы, для каждого проекта может потребоваться особый тип листопрокатного станка. Таким образом, вы должны ожидать, что найдете на рынке широкий ассортимент пластинчатых роликов. Тип оборудования, который вы выбираете, должен основываться на сложности и уникальности заказов клиента. Некоторые из стандартных металлопрокатных станков включают:
- 2-валковые машины (идеальны для тонкой круговой прокатки с высокой повторяемостью)
- 3-х рулонный начальный зажим (самая популярная конструкция в основном из-за стоимости)
- Двойной захват с 3 роликами (доступная конструкция для тяжелых работ по гибке)
- 3 ролика с изменяемой геометрией (доступная конструкция для приложений с переменным радиусом)
- 4 рулона с двойным зажимом (Самый универсальный дизайн)
- Вертикальные валки (идеально подходит для качения очень больших радиусов, таких как надземные резервуары для хранения топлива и воды)
- Автоматизированный цикл и специальные ролики (спиральные воздуховоды, рулоны из гофрированного материала и т.
 д.)
д.)
Двухвалковые листогибочные станки предназначены для гибки плоских металлических листов шириной до 8-12 дюймов и толщиной 12 калибров. Это делает их идеальными для серийного производства тонких цилиндрических изделий, используемых в бытовой технике, таких как канистры для фильтров.
Трехвалковые листопрокатные машины могут быть далее классифицированы на асимметричные, горизонтальные, с нижним валком и пластинчатые валки с изменяемой геометрией. Хотя все инструменты этой категории работают по разным принципам, все они используются для гибки средних и толстых листов. Трехвалковые листогибочные станки широко используются не только в общем производстве, но и в химической, котельной, судостроительной, металлоконструкционной, нефтяной и машиностроительной промышленности.
4-валковые листогибочные станки известны тем, что превращают плоские листы в сферические тела, тела конической трубы или другие формы. Четырехвалковые листогибочные станки более производительны, точны, безопасны, универсальны и просты в эксплуатации, чем остальные. После того, как материал установлен и зажат, два ролика по обе стороны от защемленного ролика выполняют всю работу без необходимости снимать пластину и вращать ее для предварительного сгибания обоих концов. Они могут прокатывать листовую сталь толщиной до 8 дюймов и, скорее всего, будут оснащены контроллерами ЧПУ для операций с переменным радиусом и сложных форм, таких как эллиптические и полицентрические заготовки. Их самым большим преимуществом является то, что они могут использоваться для обработки широкого спектра листовых металлов, а также допускают высокую степень автоматизации. Их также можно использовать для прокатки сегментов труб, овалов, закругленных коробок и других форм.
После того, как материал установлен и зажат, два ролика по обе стороны от защемленного ролика выполняют всю работу без необходимости снимать пластину и вращать ее для предварительного сгибания обоих концов. Они могут прокатывать листовую сталь толщиной до 8 дюймов и, скорее всего, будут оснащены контроллерами ЧПУ для операций с переменным радиусом и сложных форм, таких как эллиптические и полицентрические заготовки. Их самым большим преимуществом является то, что они могут использоваться для обработки широкого спектра листовых металлов, а также допускают высокую степень автоматизации. Их также можно использовать для прокатки сегментов труб, овалов, закругленных коробок и других форм.
Просмотрите перечень листопрокатных машин SFMS!
Если листопрокатный станок является следующей единицей оборудования, которую вы хотите добавить в арсенал своего производственного цеха, не ищите ничего, кроме отдела продаж Southern Fabricating Machinery Sales. Наш обширный инвентарь может похвастаться множеством профилегибочных машин, которые обязательно удовлетворят и превзойдут потребности вашего клиента. Ищете ли вы качественный подержанный 2-х валковый станок или новый 4-х валковый листогибочный станок, вы обязательно найдете их в SFMS. Мы идеально позиционируемся как поставщик номер один самых производительных и сложных машин для вальцов растений, доступных на рынке сегодня.
Ищете ли вы качественный подержанный 2-х валковый станок или новый 4-х валковый листогибочный станок, вы обязательно найдете их в SFMS. Мы идеально позиционируемся как поставщик номер один самых производительных и сложных машин для вальцов растений, доступных на рынке сегодня.
Southern Fabricating Machinery Sales
Southern Fabricating Machinery Sales (SFMS) с 1980-х годов является экспертом в области покупки, продажи и посредничества в подержанном машинном и бывшем в употреблении промышленном оборудовании. Мы работаем в механических мастерских, инструментальных штампах, пресс-формах и производственных цехах, как и ваш, и работаем с тем самым оборудованием, которое мы теперь предлагаем в качестве решения для ваших производственных нужд!
ЧПУ повышает производительность прокатки листового и толстолистового проката
Для правильного применения прокатка с ЧПУ позволяет менее опытным пользователям изготавливать сложные формы.
За последние 35 лет ЧПУ и ЧПУ в металлообработке становятся все более сложными. Они управляют различными осями в ячейках роботизированных листогибочных прессов, штамповочных систем с погрузочно-разгрузочными работами, лазерных систем с погрузочно-разгрузочными работами и системами хранения, роботизированной сварки и т. д.
Несмотря на это, кажется, что одна область отстала: листогибочные валки. Тем не менее, улучшения в средствах управления и их программном обеспечении начинают значительно повышать пропускную способность.
Во многих случаях технология позволяет адаптировать прокатку к разным материалам, и можно увидеть, как современные четырехвалковые станки с ЧПУ производят сложные детали всего за 30 секунд. Как и любое технологическое достижение, интеллектуальное управление прокатным станком имеет свои пределы, но особенно в последние годы ЧПУ на прокатных станках добилось большого успеха.
Историческая перспектива
До появления цифровых считывателей операторы валков записывали положение гибочного валка, чтобы повторить работу. Они измеряли положение нижних валков вручную, возможно, с помощью рулетки или линейки, или с помощью индикатора, поставляемого с машиной (см.0007 Рисунок 1 ).
Они измеряли положение нижних валков вручную, возможно, с помощью рулетки или линейки, или с помощью индикатора, поставляемого с машиной (см.0007 Рисунок 1 ).
В дополнение к измерению положения ролика цифровые показания сделаны для простого измерения линейного перемещения (см. Рисунок 2 ). Они были полезны тем, что могли контролировать плоскую область. Как только оператор сопоставил положение валка с информацией о перемещении заготовки, он или она могли создать запись, которая служила своего рода «программой», которая использовалась в следующий раз, когда валок выполнял задание. Появление числового программного управления позволило оператору сохранять как положения валков, так и информацию о перемещении для завершения детали (см. 9).0007 Рисунок 3 ).
Ранние элементы управления не имели настоящего «разума». Они не допускали истинного смешивания радиуса, используемого для таких деталей, как квадратные резервуары, эллипсы и овалы. Для этого требовалась возможность плавного перехода между различными радиусами и (как в случае с квадратными резервуарами и подобными сложными работами) между изогнутыми и плоскими частями детали. Чтобы элементы управления могли автоматически выполнять такие плавные переходы, им нужны были более умные алгоритмы.
Чтобы элементы управления могли автоматически выполнять такие плавные переходы, им нужны были более умные алгоритмы.
Ранние системы управления могли без ручного программирования прокатывать цилиндры и другие формы с резкими переходами, производя то, что могло выглядеть как штампованная деталь (см. Рисунок 4 ). Но они не могли «облегчить» создание плавного перехода между разными радиусами (см. Рисунок 5 ). Они не могли катиться и приспосабливаться одновременно. Машины работали по простой системе «точка-точка».
Какие станки выигрывают от использования ЧПУ?
Двухвалковые машины могут быть чрезвычайно производительными, но они обычно используются для конкретной работы или работ и с ЧПУ. В качестве производственных систем двухвалковые машины даже с самыми простыми контроллерами могут прокатывать деталь за деталью на высоких скоростях, часто всего за 10 секунд. Они могут включать в себя сложные контроллеры для соответствующей автоматизации, такой как системы подачи или разгрузки материала. Но сам процесс прокатки, как правило, не получает всех преимуществ и универсальности от первоклассного ЧПУ.
Но сам процесс прокатки, как правило, не получает всех преимуществ и универсальности от первоклассного ЧПУ.
Большинство людей, ищущих управляемые гибочные валки, не рассматривают трехвалковые станки с двойным защемлением или станки с регулируемой осью, хотя для некоторых применений доступны станки с ЧПУ. Они на самом деле не подходят для работы с ЧПУ, потому что валки не зажимают лист постоянно для приложений, требующих предварительного изгиба с обоих концов. Точно так же станки с одним зажимом можно использовать с ЧПУ, хотя они не идеальны для большинства приложений. Но четырехвалковые станки, будь то планетарные или линейные, идеально подходят для работы с ЧПУ.
Полезное использование ЧПУ связано с тем, как материал должен перемещаться в машине через цикл прокатки. Для предварительного изгиба обоих концов или использования контрольной точки требуется постоянная контрольная точка. Для предварительной гибки обоих концов на трехвалковых машинах с двойным зажимом лист обычно зажимают, освобождают и снова зажимают. Когда материал перемещается, элемент управления может потерять истинное положение материала. В четырехвалковой машине средний нижний валок зажимает материал на протяжении всего цикла прокатки. Таким образом, система управления «знает» положение пластины на протяжении всего процесса.
Когда материал перемещается, элемент управления может потерять истинное положение материала. В четырехвалковой машине средний нижний валок зажимает материал на протяжении всего цикла прокатки. Таким образом, система управления «знает» положение пластины на протяжении всего процесса.
Камера показывает крупный план радиуса, формируемого на листовом валу.
Программирование листового проката
Современные интеллектуальные ЧПУ используют заводские алгоритмы, специально разработанные для процесса прокатки. Для создания программ на ЧПУ операторы могут выбирать формы из библиотеки, а затем вводить необходимые данные. Это может включать длину материала, толщину, тип материала, предел текучести и другие элементы в зависимости от формы. Например, для деталей со сглаженным или измененным радиусом или диаметром очень важно знать, где сглаживание должно начинаться и заканчиваться. Страница исправлений в системе управления позволяет операторам при необходимости корректировать программу. Кроме того, некоторые элементы управления позволяют импортировать файлы DXF.
Кроме того, некоторые элементы управления позволяют импортировать файлы DXF.
A Примечание о производительности
«Производительность ЧПУ» станка не является его «номинальной производительностью» или «производительностью предварительного изгиба». Это что-то меньшее, обычно около 40% от его номинальной мощности.
Рассмотрим машину с номинальной мощностью для прокатки стали толщиной до 1 дюйма с пределом текучести 36 000 фунтов на квадратный дюйм за несколько проходов. Это означает, что машина может раскатывать этот материал до диаметра, в три-пять раз превышающего диаметр верхнего рулона, в зависимости от производителя. Эта же машина, прокатывающая тот же материал, будет (опять же, в зависимости от производителя), вероятно, будет иметь мощность предварительного изгиба 0,625 дюйма за несколько проходов до минимального диаметра прокатки в 1,2–1,5 раза больше диаметра верхнего валка с плоскими концами. в 1,5-2 раза больше толщины материала. Минимальные диаметры, равные 1 диаметру верхнего валка, достижимы при определенной толщине материала.
Этот же станок, вероятно, будет иметь производительность ЧПУ около 0,40 дюйма. Это связано с тем, что алгоритмы управления ищут «прокатку за один проход», поскольку никто не может точно рассчитать влияние веса и положения листа во время последующих проходов.
Коэффициенты материала
Действительно ли работает ЧПУ на листовом валу? Хотя нет ничего идеального, системы на базе ЧПУ пользуются большим успехом. Наилучшие шансы на успех возникают, когда оператор или программист знает реальные свойства материала, который они используют, такие как предел текучести и реальная толщина. Фактически, на прокатку любой формы могут влиять зерно материала, точная толщина материала и предел текучести, температура листа, а также то, как материал был обработан до того, как он попал в валок.
Могут помочь такие опции, как верхняя и боковая опоры. Например, верхняя опора может помочь поддержать заготовку и определить размер детали. Скажем, вы катаете 10-ga. материал до 70 дюймов. Внутренний диаметр. К сожалению, материал прогибается под собственным весом после прокатки половины цилиндра или более. Это не только создает непостоянный диаметр, но также увеличивает вероятность того, что концы пластин будут перекрываться. Другими словами, вы будете прокатывать материал двойной толщины.
Внутренний диаметр. К сожалению, материал прогибается под собственным весом после прокатки половины цилиндра или более. Это не только создает непостоянный диаметр, но также увеличивает вероятность того, что концы пластин будут перекрываться. Другими словами, вы будете прокатывать материал двойной толщины.
В этом случае можно установить верхнюю опору на меньшую высоту (меньший диаметр). Как только передняя кромка цилиндра окажется над верхней опорой, вы должны переместить верхнюю опору на 70 дюймов. Благодаря точному и постоянному диаметру цилиндра его края не будут перекрываться, что не позволит прокатывать материал двойной толщины.
Как насчет существенных нарушений? Например, некоторые материалы могут иметь свои особенности, даже помимо изменения предела текучести. Чтобы приспособиться к этому, современные элементы управления используют искусственный интеллект (ИИ), чтобы «узнавать» о ваших материалах и их характеристиках. Чем больше вы бросаете, тем больше учится управление.
Измерительные системы
Системы могут использовать удаленную систему измерения радиуса, подключенную напрямую или через Wi-Fi, для проверки радиуса детали при выходе листа или плиты из валков. Система передает информацию обратно в систему управления, чтобы внести необходимые коррективы и дополнить библиотеку ИИ.
Сегодня это самое современное оборудование для типичных прокатных операций. Но для некоторых нишевых приложений имеет смысл доводить измерения в реальном времени до крайности.
РИСУНОК 1 До появления цифровых показаний операторы измеряли положение нижних валков вручную.
Например, можно разработать лазерное измерительное устройство с обеих сторон машины. Деталь прокатывается, завершая проход. Устройство измеряет диаметр или радиус и передает это измерение обратно в систему управления. Элемент управления сравнивает фактическое измерение с измерением, которое, по мнению элемента управления, должно быть. Любая коррекция выполняется для следующего прохода, и процесс продолжается до тех пор, пока не будут достигнуты окончательные размеры детали.
Любая коррекция выполняется для следующего прохода, и процесс продолжается до тех пор, пока не будут достигнуты окончательные размеры детали.
Например, если при первом проходе машина видит, что прокатывает 40-дюймовый. диаметра, и он знает, что диаметр должен быть 36 дюймов, алгоритмы станка, используя известные свойства материала, такие как толщина и предел текучести, сделают необходимые корректировки для следующего прохода. Такие экстремальные формы измерения в реальном времени встречаются редко просто из-за затрат времени и денег. Но это, по крайней мере, показывает, чего можно достичь, раздвинув конверт.
Конусы и ЧПУ
ЧПУ может прекрасно сохранять настройки положения валков, линейного перемещения и положения на каждом конце каждого нижнего вала, если оно правильно оборудовано. Таким образом, если вы можете разместить правильно вырезанную пластину в машине в правильном положении, она должна «теоретически» прокатать деталь с настройкой из правильно, ранее прокатанной детали.
Единственная проблема заключается в том, что поскольку конус имел два разных диаметра, материал должен скользить по валкам; то есть вы должны пропустить меньший конец рядом с насадкой конуса с меньшей скоростью, чем большой диаметр. Если пластина теряет положение «0», она не может обеспечить стабильные результаты от конуса к конусу. В зависимости от того, что прокатывается, и количества, которое оправдывает инвестиции, иногда могут помочь конические валки (см. Рисунок 6 ).
Производители не усовершенствовали необходимое программное обеспечение и соответствующие компоненты станка для последовательного проката конуса, особенно с ЧПУ, определяющим настройки. На конечные результаты влияют различные факторы, и факторы, отличающиеся от обычных цилиндрических прокаток. Они включают в себя размещение листа перед началом прокатки, наклон валков, температуру листа, грязь на листе и его местоположении, шлак на материале в результате плазменной резки и различные точки твердости в результате лазерной или плазменной резки.
Производительность следующего уровня
Современные прокатные станки теперь могут быть частью более крупных автоматизированных систем, которые могут включать системы подачи, комбинированные системы продольной резки и системы подачи, загрузку деталей, выброс деталей, специальные верхние поддерживающие устройства и даже роботизированную обработку деталей. и сварка деталей. Все это предлагает производителям еще более высокий уровень производительности.
А при программировании вручную система камер может помочь операторам расположить пластину как можно ближе к центральному расстоянию между верхним и средним нижним валками (см. ведущий образ ). Производители листопрокатного оборудования и поставщики услуг могут даже получить удаленный доступ к управлению для оказания поддержки клиентам, а в случае необходимости могут быть предусмотрены защитные блокировки.
Новые возможности прокатного производства
Рассмотрим операцию по изготовлению ковшей экскаватора. Операция может столкнуть их на листогибочном прессе, но это требует тщательного планирования и обработки. И независимо от того, насколько хорошо тормоз выполняет постепенное изгибание, в большинстве обычных применений тормоз, вероятно, оставит заметные линии изгиба.
Операция может столкнуть их на листогибочном прессе, но это требует тщательного планирования и обработки. И независимо от того, насколько хорошо тормоз выполняет постепенное изгибание, в большинстве обычных применений тормоз, вероятно, оставит заметные линии изгиба.
Прокатка на станках с ЧПУ не оставляет линий изгиба и в целом позволяет получить более привлекательный вид изделия. А интеллектуальное ЧПУ позволяет производить эти ковши, а также квадратные баки, эллипсы, овалы и другие изделия, для которых требуется настоящий скругленный радиус, намного быстрее, чем раньше. Более того, ЧПУ могут принести пользу обучению. Работая на станке с ЧПУ и наблюдая за процессом, неопытные операторы больше узнают о прокатке.
Как и большинство станков, прокатные системы с ЧПУ могут помочь вам достичь определенных целей, но для достижения идеальных результатов может потребоваться внести коррективы. В любом случае, когда вы сделаете эти настройки правильно, ролик с ЧПУ может помочь снизить стоимость детали и во многих случаях значительно сократить время производства.
РИСУНОК 2 Цифровые показания для простого измерения линейного хода.
Ссылки на иллюстративные видеоролики о прокатке листового металла
Двухвалковый гибочный станок с ПЛК
Пример двухвалкового гибочного станка
Гибка с переменным радиусом, эллипс автоматика с защитным кожухом
Четырехвалковая машина с роботизированной системой загрузки
Прокат листового металла с ЧПУ с вертикальными опорами
Услуги по прокату стальных листов — Компания по прокату легких и тяжелых листов
Услуги по прокату стальных листов — Компания по прокату легких и тяжелых листов | Северный берег стали
Перейти к навигации
Перейти к содержимому
Ваш браузер устарел.
В настоящее время вы используете Internet Explorer 7/8/9, который не поддерживается нашим сайтом. Для получения наилучших результатов используйте один из последних браузеров.
- Хром
- Firefox
- Пограничный браузер Internet Explorer
- Сафари
$ внутренний баннер
$ внутренний баннер
North Shore Steel — одна из самых способных компаний по прокату стальных листов в Северной Америке, и все начинается с нашей команды опытных операторов валков, которые имеют более 100 лет опыта прокатки. Имея 12 станков для прокатки толстолистового проката, наша команда располагает оборудованием и инструментами, необходимыми для прокатки самых больших и сложных цилиндров в сталелитейной промышленности. В процессе предоставления услуг по прокатке стальных листов наша компания занимается предоставлением прочных и нестандартных стальных листов для вашего конкретного проекта. Конечным результатом является превосходное качество и производительность.
Возможности прокатки стального листа
Немногие другие сталелитейные компании в регионе побережья Мексиканского залива могут сравниться с нашими возможностями прокатки стального листа. Машины на нашем предприятии способны прокатывать стальной лист толщиной от 1/4 дюйма до 10 дюймов. размеры, которые могут быть прокатаны. Наша команда выполнила проекты с катанием цилиндров из стального листа длиной до 12 футов. Мы также можем прокатывать легкие и тяжелые стальные листы диаметром от 18 дюймов до 22 футов в диаметре.
Машины на нашем предприятии способны прокатывать стальной лист толщиной от 1/4 дюйма до 10 дюймов. размеры, которые могут быть прокатаны. Наша команда выполнила проекты с катанием цилиндров из стального листа длиной до 12 футов. Мы также можем прокатывать легкие и тяжелые стальные листы диаметром от 18 дюймов до 22 футов в диаметре.
Некоторые из следующих характеристик выделяют нас среди конкурентов:
- Мы можем катать цилиндры длиной до 12 футов
- Наши машины могут прокатывать 10 дюймов толщиной лист
- 60 Тонн нетто Грузоподъемность под краном
- ½ ASME допуск на округлость в качестве внутреннего стандарта
Более широкие возможности
Толщина до 10 дюймов
Длина 10 и 12 футов
Диаметр до 22 футов
Лучшее качество
1/2 ASME Roundness
ISO 9001: 2015 Сертифицированный
100% прослеживаемость
Высоко надежные
Секции продаж
100+ лет. Прокатка
Прокатка
North Shore Steel может прокатывать стальной лист в форму, необходимую для вашего применения. Некоторые из распространенных форм, которые мы предлагаем, включают:
- Полные цилиндры
- Стальные баллоны большого диаметра
- Цилиндрические сегменты
- Ремни
Предлагаемые материалы
Имея многолетний опыт работы в отрасли прокатки стальных листов, наши специалисты по прокату понимают физические и химические свойства материалов, которые мы прокатываем. Наша компания оказывает услуги по металлообработке следующих материалов:
- Нержавеющая сталь серии 300
- Сплав 200, Сплав 400, Монель 500
- ASTM B209 5083 Алюминий
- Специальные стали PVQ, включая Chrome Moly SA 387, SA710 GR A и другие
- Отслаивание плакированного материала, зачищение и прокатка
- Высокопроизводительный A514, HY-80, HY-100
Дополнительные услуги для листопрокатного производства
В дополнение к нашим стальным листовым прокатам мы предлагаем следующие дополнительные услуги:
- Сварка продольных и кольцевых швов ASME
- Переходные фаски
- Профильные отверстия с ЧПУ (вырезанные после закатки на цилиндрах диаметром до 60 дюймов)
- Распиловка
- Газовая резка
- Плазменная резка
Общие области применения и отрасли
Мы с гордостью обслуживаем производителей сосудов высокого давления, теплообменников, котлов, военного, тяжелого оборудования и других отраслей промышленности. Некоторые из распространенных применений легкого и толстолистового проката включают: круглые стенки резервуаров, корпуса сосудов под давлением, корпуса котлов, трубопроводы и резервуары для хранения.
Некоторые из распространенных применений легкого и толстолистового проката включают: круглые стенки резервуаров, корпуса сосудов под давлением, корпуса котлов, трубопроводы и резервуары для хранения.
Мы не производим готовую продукцию, поэтому вам не придется беспокоиться о конкуренции с нами в ваших проектах.
Почему компания North Shore Steel?
Когда речь идет о прокатке стальных листов в регионе побережья Мексиканского залива, у компании North Shore Steel больше пропускной способности, чем у наших конкурентов. На нашем заводе в Хьюстоне работает специальная команда специалистов по валковому прокату и специалистов по продажам, которые хорошо оснащены для работы с широким спектром проектов по прокатке стального листа. Мы полны решимости превзойти ожидания и отраслевые стандарты в отношении сроков выполнения заказов, предлагаемых продуктов и обслуживания клиентов. Вот как мы катимся.
Свяжитесь с нами
Стальная пластина
Мы инвентаризируем толстолистовой прокат многих сортов и размеров, используя почти все основные листопрокатные заводы в мире.
Учить больше
Формование пластин
Североамериканское оборудование для формования, гибки и гибки листового металла. Наши шесть машин грузоподъемностью от 400 до 3000 тонн с длиной станины 27 футов — 6 дюймов, формирующие листовую сталь в холодном и горячем состоянии с допусками толщиной до 10 дюймов. Распространенными формами являются цилиндры, нестандартные трубы, концентрические и эксцентрические конусы, обжимные пластины и многое другое.
Учить больше
ASME сварка и неразрушающий контроль
Хотя мы не являемся изготовителем, мы предлагаем важные услуги по сварке в дополнение к нашим другим процессам с добавленной стоимостью.
Учить больше
Вернуться к началу
Поболтай с нами,
на базе LiveChat
Листопрокатный станок — определение, типы, детали, принцип работы и преимущества [Полная информация]
Листопрокатный станок
Определение листопрокатного станка
Листопрокатный станок – определение, типы, детали, принцип работы и преимущества:- Листопрокатный станок представляет собой тип металлообрабатывающего станка, в котором используются рабочие ролики для обработки и формовки листового металла. Листогибочный станок также известен как листогибочный ролик. Этот станок представляет собой тип станка, который используется для создания непрерывной точечной гибки листового металла. Листопрокатный станок имеет особое значение в производстве листового металла. Это оборудование может быть использовано для производства цилиндрических деталей, конических деталей и других деталей, имеющих дугообразную форму различной формы.
Листогибочный станок также известен как листогибочный ролик. Этот станок представляет собой тип станка, который используется для создания непрерывной точечной гибки листового металла. Листопрокатный станок имеет особое значение в производстве листового металла. Это оборудование может быть использовано для производства цилиндрических деталей, конических деталей и других деталей, имеющих дугообразную форму различной формы.
Значение листопрокатного станка
Процесс прокатки листа осуществляется с помощью машин, известных как листопрокатные станы, которые в основном состоят из трех параллельных стальных роликов, расположенных подобно вершинам равнобедренного треугольника. Листовой металл при проходе между нижним и верхним роликами изменяет свою форму и претерпевает кривизну, известную как радиус кривизны. Этот так называемый радиус зависит от взаимного положения трех стальных роликов. Ролики нужно отодвинуть, если мы хотим иметь широкий радиус. С другой стороны, если требуется меньший радиус, то к ним нужно приблизиться.
Принцип работы листопрокатного станка
- Верхний валец симметричного листопрокатного станка совершает вертикальное движение в центре двух нижних валков за счет использования гидравлического масла в цилиндрах, воздействующего на поршень. При содействии конечного редуктора главного редуктора приводит в движение два нижних роликовых редуктора и создает вращательное движение, которое направлено на обеспечение крутящего момента, необходимого для прокатки листов в машине.
- Теперь сплющенный пластиковый лист металла последовательно пропускают между тремя рабочими роликами, двумя нижними роликами и одним верхним роликом прокатного станка. Непрерывная операция гибки производится с помощью пресса верхних валков и вращательного движения нижних валков.
- В то время как внутренний слой выполняет деформацию сжатия, средний остается неизменным, а внешний слой растягивается для деформации. Весь этот процесс приводит к постоянной пластической деформации заготовки из листового металла.
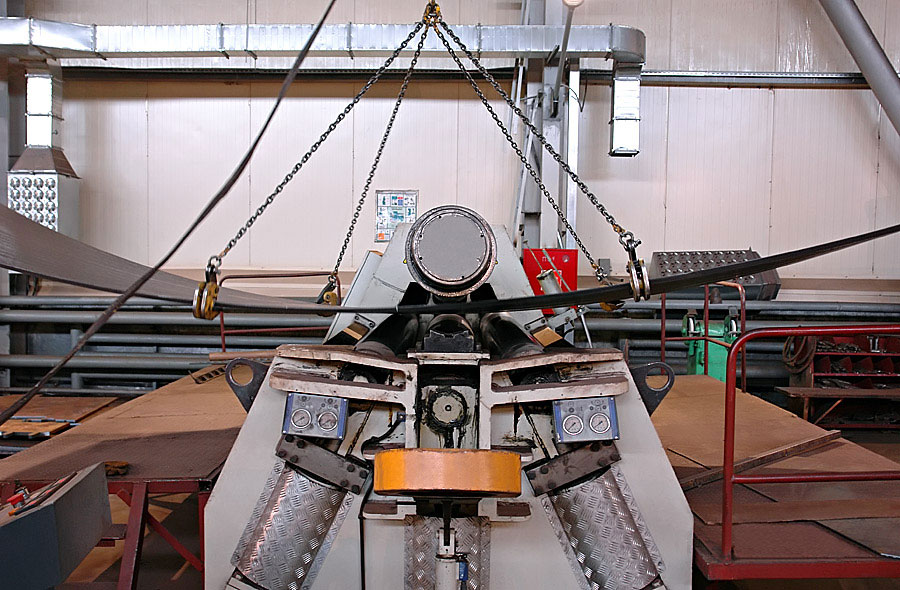 Заготовка из металлического листа, наконец, скатывается в цилиндр, конус и т. д. в соответствии с требованиями.
Заготовка из металлического листа, наконец, скатывается в цилиндр, конус и т. д. в соответствии с требованиями.
- Этот листогибочный станок идеально подходит для производства больших профилегибочных станков толщиной 50 мм и более.
- Нижняя часть нижнего ролика в листопрокатном станке сопровождается рядом фиксированных стальных роликов, чтобы сократить пролет двух роликов, тем самым повышая точность конечной заготовки и общую производительность. и КПД машины.
Процесс прокатки
Классификация листопрокатных станков
Существуют различные типы гибочных станков в зависимости от областей их применения. По количеству валков существующие листопрокатные машины подразделяются на трехвалковые и четырехвалковые. Затем трехвалковый гибочный станок подразделяется на симметричный трехвалковый гибочный станок, трехвалковый гибочный станок с горизонтальной регулировкой вниз, листогибочный станок с регулировкой по дуге вниз, универсальный трехвалковый гибочный станок с верхним валком и гидравлический гибочный станок.
В зависимости от точки передачи листопрокатного станка они классифицируются как механические и гидравлические гибочные станки. Машина универсального типа с верхним валком является наиболее устаревшей версией, в то время как машина с горизонтальной регулировкой вниз сравнительно более совершенна. Среди всех машин с регулировкой дуги вниз самая последняя из всех.
1. Механический
Механический гибочный станок трехвалкового типа классифицируется как симметричный и асимметричный
a) Механическая трехвалковая симметрия
Конструкция этой машины представляет собой трехвалковую симметричную конструкцию. Верхний вал этой машины перемещается вертикально по центру при симметричном положении двух нижних валков. Эта конфигурация достигается за счет передачи винтовой гайки и червяка. Вращательное движение, передаваемое в машине через выходную шестерню редуктора, находящегося в зацеплении с шестерней нижнего вальца, обеспечивает необходимую величину крутящего момента для прокатываемого металлопластикового листа. Самым большим недостатком механического листогибочного станка является необходимость предварительного загиба торца листового металла (с помощью другого оборудования).
Самым большим недостатком механического листогибочного станка является необходимость предварительного загиба торца листового металла (с помощью другого оборудования).
б) Механическая трехвалковая асимметричная
Конструкция этой машины представляет собой трехвалковую асимметричную машину, в которой верхний валок выполняет функцию главного привода, а нижний валок перемещается вертикально для зажима листа прочно и зацепите с верхним роликовым механизмом через нижний роликовый механизм.
2. Гидравлический
Самым большим преимуществом гидравлического трехвалкового симметричного листогибочного станка является то, что верхний ролик этого прокатного станка можно очень легко поднимать и опускать вертикально. машина получается за счет использования гидравлического масла в гидравлических цилиндрах, работающих на штоке поршня. Нижний ролик внутри машины приводится во вращательное движение, а выходная шестерня входит в зацепление с редуктором машины. Для обеспечения необходимого крутящего момента, необходимого для катушки, под нижним роликом присутствует натяжной ролик, который можно регулировать вручную.
Для обеспечения необходимого крутящего момента, необходимого для катушки, под нижним роликом присутствует натяжной ролик, который можно регулировать вручную.
Верхний вал этой машины имеет форму, очень похожую на конструкцию барабана, что повышает прямолинейность изготавливаемого продукта и подходит для изготовления сверхдлинных резервуаров с различной формой поперечного сечения. Поскольку этот листопрокатный станок является симметричным трехвалковым листопрокатным станком с регулировкой вверх, он может легко прокатывать и формировать металлические листы в круглые, дугообразные и конические заготовки в соответствии с требованиями в определенном диапазоне. Один из двух нижних роликов, присутствующих в этой модели, является ведущим роликом, а другой ролик — ведомым роликом.
Части листопрокатного станка
1. Ролики
i) Верхний валик
Верхний валец, присутствующий в этом устройстве, в основном состоит из главного подшипника, масляного цилиндра. Верхний валок является важной частью этой листопрокатной машины. Обычно он изготавливается из 42CrMo и закаляется после тщательной черновой обработки. Диапазон его твердости при закалке и отпуске составляет около HB 230 ~ 29.0.
Верхний валок является важной частью этой листопрокатной машины. Обычно он изготавливается из 42CrMo и закаляется после тщательной черновой обработки. Диапазон его твердости при закалке и отпуске составляет около HB 230 ~ 29.0.
ii) Нижний ролик
Нижний ролик этого устройства состоит из нижнего ролика, седла подшипника, шестерни, подшипника скольжения и т. д. Он идеально подходит для работы при нормальных температурных условиях и используется с низкоскоростные тяжелонагруженные участки. Нижний ролик изготовлен из высококачественной углеродистой стали. Они тщательно обрабатываются черновой обработкой и циклами закалки и отпуска. Твердость при закалке и отпуске составляет около HB230 ~ 29.0.
iii) Опорный ролик
Устройство опорного ролика состоит из опорного ролика, клинового механизма и регулируемого маховика. Ролик изготовлен из стали 45#, подвергнут закалке и отпуску. В машине имеется группа опорных роликов. Пользователь может легко регулировать их вверх и вниз в соответствии с загрузкой листового проката требуемых спецификаций. Опорный ролик здесь используется для поддержки средней части нижнего ролика, чтобы улучшить жесткость нижнего ролика.
Пользователь может легко регулировать их вверх и вниз в соответствии с загрузкой листового проката требуемых спецификаций. Опорный ролик здесь используется для поддержки средней части нижнего ролика, чтобы улучшить жесткость нижнего ролика.
Это сделано для того, чтобы повысить точность формовки заготовки. В процессе прокатки листового металла на рабочие ролики воздействуют экстремальные условия эксплуатации заготовки. Эти условия эксплуатации включают огромные усилия, высокие изгибающие моменты, термические напряжения и износ. Поэтому при изготовлении роликов производитель должен учитывать прочность, жесткость и износостойкость материала, используемого для производства.
2. Рама машины
Рама этого механического устройства состоит из корпуса машины, скользящей пластины и втулки вала. Затем каркас сваривают, а затем отжигают. Эта рама машины используется для установки основных гидравлических цилиндров и способствует горизонтальному перемещению верхних частей катка.
3. Основание
Конструкция основания прокатного станка включает коробчатую сварную конструкцию, которая затем подвергается закалке и снятию напряжений. Эта коробка затем используется для установки различных компонентов этой машины. На него устанавливаются рама, редуктор, двигатель и другие узлы и устройства, а затем формируются в цельную машину.
4. Система главного привода
Главный привод этой листопрокатной машины в основном состоит из одного главного двигателя, тормоза, редуктора, редуктора, подшипника и т. д. Система этой машины для обеспечения мощности может вращаться вперед так и в обратном порядке. Крутящий момент внутри этой машины передается на нижние ролики с помощью главного редуктора. Выходная шестерня и шестерня нижнего ролика вместе заставляют нижний ролик вращаться. Движение нижнего ролика зависит от трения между приводом и пластиной для подачи и завершения прокатки.
5. Устройство перемещения
Устройство перемещения листопрокатного станка приводится в действие электродвигателем. Затем это движение контролируется с помощью редуктора, шестерни, червяка, винтового стержня и гайки, чтобы управлять движением роликов. Устройство горизонтального перемещения этого механического устройства приводится в действие двигателем горизонтального перемещения, функция которого состоит в том, чтобы приводить в движение раму и все части верхнего ролика в горизонтальном направлении по всему механизму червячного привода, а также механизму винтового привода для реализации предварительной — процесс гибки заготовки.
Затем это движение контролируется с помощью редуктора, шестерни, червяка, винтового стержня и гайки, чтобы управлять движением роликов. Устройство горизонтального перемещения этого механического устройства приводится в действие двигателем горизонтального перемещения, функция которого состоит в том, чтобы приводить в движение раму и все части верхнего ролика в горизонтальном направлении по всему механизму червячного привода, а также механизму винтового привода для реализации предварительной — процесс гибки заготовки.
6. Переворачивающее устройство
Переворачивающее устройство этой листопрокатной машины включает в себя скользящий блок, масляный цилиндр и т. д. Переворачивающее устройство установлено на одной стороне переворачивающей рамы, которая используется для всех операций переворачивания и выздоравливающий. Основная функция поворотного устройства в листопрокатном станке состоит в облегчении извлечения продукта из станка вдоль осевого направления ролика.
7. Балансировочное устройство
Балансировочное устройство этой машины состоит из балки, опорной пластины и стержня. Он используется для прижатия концов верхнего ролика, чтобы сохранить баланс верхнего ролика после того, как переворачивающая рама полностью опрокинута, что облегчает выгрузку заготовки.
Преимущества листопрокатного станка
- Эффективность
- Малый размер
- Малый вес
- Простая конструкция
- Простота изготовления и установки
- Съемный
Источник изображения:- shenchong
Комитет по технологии холодной прокатки листа
Комитет События
Найти комитет
- Безопасность и здоровье
- Деятельность комитета
- Только для членов
- Относящийся к окружающей среде
- Деятельность комитета
- Только для членов
- Производство кокса
- Деятельность комитета
- Только для членов
- Производство чугуна
- Деятельность комитета
- Только для членов
- Железо прямого восстановления
- Деятельность комитета
- Только для членов
- Электросталеплавильное производство
- Деятельность комитета
- Только для членов
- Кислородное производство стали
- Деятельность комитета
- Только для членов
- Специальные сплавы и литейное производство
- Деятельность комитета
- Только для членов
- Ковш и вторичная переработка
- Деятельность комитета
- Только для членов
- Непрерывное литье
- Деятельность комитета
- Только для членов
- Горячая прокатка листов
- Деятельность комитета
- Только для членов
- Холодная прокатка листа
- Деятельность комитета
- Только для членов
- Цинкование
- Деятельность комитета
- Только для членов
- Прокат пластин
- Деятельность комитета
- Только для членов
- Сортовой прокат
- Деятельность комитета
- Только для членов
- Изделия из белой жести
- Деятельность комитета
- Только для членов
- Труба и трубка
- Деятельность комитета
- Только для членов
- Роллы
- Деятельность комитета
- Только для членов
- Металлургия — Производство стали и литья
- Деятельность комитета
- Только для членов
- Металлургия — обработка, продукты и приложения
- Деятельность комитета
- Только для членов
- Энергетика и коммунальные услуги
- Деятельность комитета
- Только для членов
- Приложения для цифровизации
- Деятельность комитета
- Только для членов
- Электрические приложения
- Деятельность комитета
- Только для членов
- Управление проектами и строительством
- Деятельность комитета
- Только для членов
- Техническое обслуживание и надежность
- Деятельность комитета
- Только для членов
- Огнеупорные системы
- Деятельность комитета
- Только для членов
- Краны
- Деятельность комитета
- Только для членов
- Обработка материалов
- Деятельность комитета
- Только для членов
- Транспорт и логистика
- Деятельность комитета
- Только для членов
- Безопасность и здоровье
Присоединяйтесь к комитету
Технологическое обучение
Награды и признание Комитета
Ресурсы комитета
Комитет События
Найти комитет
-Безопасность и здоровье
-Деятельность Комитета
-Только для членов
-Относящийся к окружающей среде
-Деятельность Комитета
-Только для членов
-Коксохимия
-Деятельность Комитета
-Только для членов
-Чугунное производство
-Деятельность Комитета
-Только для членов
-Железо прямого восстановления
-Деятельность Комитета
-Только для членов
-Электросталеплавильное производство
-Деятельность Комитета
-Только для членов
-Кислородное сталеплавильное производство
-Деятельность Комитета
-Только для членов
-Специальные сплавы и литейное производство
-Деятельность Комитета
-Только для членов
-ковш и вторичная переработка
-Деятельность Комитета
-Только для членов
-Непрерывное литье
-Деятельность Комитета
-Только для членов
-Горячая листовая прокатка
-Деятельность Комитета
-Только для членов
-Холодная листовая прокатка
-Деятельность Комитета
-Только для членов
-Гальванизация
-Деятельность Комитета
-Только для членов
-Прокат пластин
-Деятельность Комитета
-Только для членов
-Сортовой прокат
-Деятельность Комитета
-Только для членов
-Продукты из белой жести
-Деятельность Комитета
-Только для членов
-Труба и трубка
-Деятельность Комитета
-Только для членов
-Роллы
-Деятельность Комитета
-Только для членов
-Металлургия — Производство стали и литья
-Деятельность Комитета
-Только для членов
-Металлургия — обработка, продукты и приложения
-Деятельность Комитета
-Только для членов
-Энергетика и коммунальные услуги
-Деятельность Комитета
-Только для членов
— Приложения для цифровизации
-Деятельность Комитета
-Только для членов
-Электрические приложения
-Деятельность Комитета
-Только для членов
-Управление проектами и строительством
-Деятельность Комитета
-Только для членов
-Техническое обслуживание и надежность
-Деятельность Комитета
-Только для членов
-Огнеупорные системы
-Деятельность Комитета
-Только для членов
-краны
-Деятельность Комитета
-Только для членов
-Обработка материалов
-Деятельность Комитета
-Только для членов
-Транспорт и логистика
-Деятельность Комитета
-Только для членов
Присоединяйтесь к комитету
Технологическое обучение
Награды и признание Комитета
Ресурсы комитета
МИССИЯ: Способствовать безопасности и прогрессу в технологиях холодной прокатки листового и полосового проката и методах эксплуатации путем обмена информацией и обучения.

Штатный инженер AIST | Стул | Заместитель председателя |
►Посмотрите всю линейку доступных вебинаров!
Основы холодной прокатки — практический учебный семинар
Дата: 20 февраля 2023 г.
Местонахождение: Hilton Palacio del Rio, Сан-Антонио, Техас
Контактное лицо: Джессика Мортимер, тел. +1-724-814-3071
[email protected]
ВСЕ МЕРОПРИЯТИЯ
Оставайтесь на связи, наблюдая за прошедшими заседаниями и мероприятиями Комитета по технологиям холодной прокатки листа.
►Просмотреть сейчас
Посетите зону только для членов Комитета по технологиям холодной прокатки, чтобы получить доступ к протоколам заседаний, презентациям, спискам и серверам рассылки. Вы должны быть активным пользователем для просмотра.
►Просмотреть сейчас
Просмотреть Члены, присоединившиеся к Комитету по технологиям холодной листовой прокатки за последние 30 дней.
►Просмотреть сейчас
Плоский прокат Новости сталелитейной промышленности
Nucor приступает к получению сертификата LEED для нового толстолистового стана
Линия по производству олова U.S. Steel Idles Indiana
Nucor инвестирует 200 млн долларов США в завод в Южной Каролине
Строительство листопрокатного завода Nucor начнется этой осенью
BlueScope Steel устанавливает в США гораздо более крупный флаг
Базовое руководство по гибке валков и преобразованию производительности листовых валков
Содержание
1. Введение
Введение
В производстве котлов и сосудов под давлением широко используется технология гибки валков, гибка стальных профилей, особенно цилиндрических труб, как наиболее типичная.
Они изготовлены из листового металла и могут быть сформированы методом прессования или методом прокатки и гибки, который также называется прокаткой листа.
Метод прессования обычно использует универсальную матрицу для прессования пластины.
Вальцегибочный станок предназначен для непрерывной трехточечной гибки листа с пластической деформацией листа и достижением необходимого радиуса изгиба.
2. Гибка валков
Гибка валков заключается в формировании гибки на гибочном станке с использованием листового металла или профиля в качестве заготовки.
Форма листогибочных деталей цилиндрическая, коническая и переменной кривизны;
Как правило, трехвалковый листогибочный станок используется для гибки деталей одинаковой и переменной толщины в направлении толщины.
Существует два вида профилегибочных деталей: одинаковой кривизны и переменной кривизны.
Существует множество видов профилей, таких как угол, Т-образный профиль.
Заготовки бывают двух видов: экструзионные и гибочные.
Четырехвалковый листогибочный станок обычно используется для гибки таких деталей.
2.1 R OLL Изгиб ГОДОВОЙ ИНТЕРМИСТИ
9
, когда Rolling Sate Sate Sate Material Sate The The Lowerfts) The Lowerfts Showers Showers). роликовая кровать. Когда вал верхнего ролика падает, материал пластины изгибается и деформируется под действием изгибающего момента.
Из-за вращения вала верхнего и нижнего ролика трение между валом ролика и стальным листом приводит лист в движение, что приводит к непрерывному изменению положения давления листового металла, таким образом образуя гладкую поверхность изгиба и завершая формирование рулона.
В процессе вальцевания режим деформации листового металла эквивалентен режиму свободного изгиба.
Кривизна гибочной части валков зависит от взаимного расположения валков, толщины листового металла и механических свойств.
Регулируя взаимное положение роликов, заготовку можно согнуть в любую кривизну, меньшую, чем кривизна верхнего ролика.
Из-за наличия упругого восстановления при изгибе кривизна изгибаемой части валка не может быть равна кривизне верхнего валка.
Наиболее важной характеристикой метода профилирования является его универсальность.
Как правило, нет необходимости добавлять технологическое оборудование к листопрокатному станку, и для прокатной гибки профилей необходимы только ролики, подходящие для различных форм и размеров сечения.
Недостатками вальцегибки являются низкая производительность и низкая точность.
2.2 P поздний рулон er
Профилегибочный станок включает в себя листогибочный станок и станок для гибки профилей.
Поскольку большинство материалов, обрабатываемых в процессе гибки вальцов, представляют собой листовые заготовки, а листогибочный станок также может выполнять прокатку стали общего профиля с некоторым технологическим оборудованием, вальцегибочный станок в основном представляет собой листогибочный станок.
Существует три основных типа листопрокатных машин:
- симметричный трехвалковый листопрокатный станок
- асимметричный трехвалковый листопрокатный станок
- Четыре рулона ролика
2,3 R Процесс изгиба OLL
Основной метод калтинга и плита на пластинке является калочнической поверхностью.
При соблюдении надлежащих технологических мероприятий и необходимого оборудования можно также прокатывать сталь конической поверхности и гибочного профиля.
Рис. 1 Общие методы предварительной гибки
Прокатка толстолистового проката состоит из трех этапов: предварительной гибки (прессовая головка), центрирования и вальцевания.
1) Предварительная гибка
Из рисунка 1 видно, что можно сгибать только часть стального листа, контактирующую с верхним валом.
Следовательно, на обоих концах стальной пластины есть отрезки, которые нельзя сгибать.
Эта длина называется оставшейся прямой кромкой.
Размер оставшейся линейки зависит от формы изгиба оборудования.
Теоретическое значение остаточной прямолинейности показано в Таблице 1.
Фактическое значение остаточной прямолинейности обычно больше теоретического значения, которое составляет 6-20t для симметричного изгиба и 1/10-1/6 для асимметричного изгиба .
Таблица 1 Теоретическая остаточная прямолинейная граничная величина гибки стального листа
| Тип оборудования | Листопрокатный станок | Пресс | |||
| Форма гибки | Asymmetric bending | Die bending | |||
| Three-roll | Four-roll | ||||
| Remaining straight edge | Cold bending | L/2 | (1. 5~2 )t 5~2 )t | (1~2 ) T | 1,0 T |
| Горячий изгиб | L/2 | (1,3 ~ 1,5) T | (0,75 ~ 1) T | 0,5 T | |
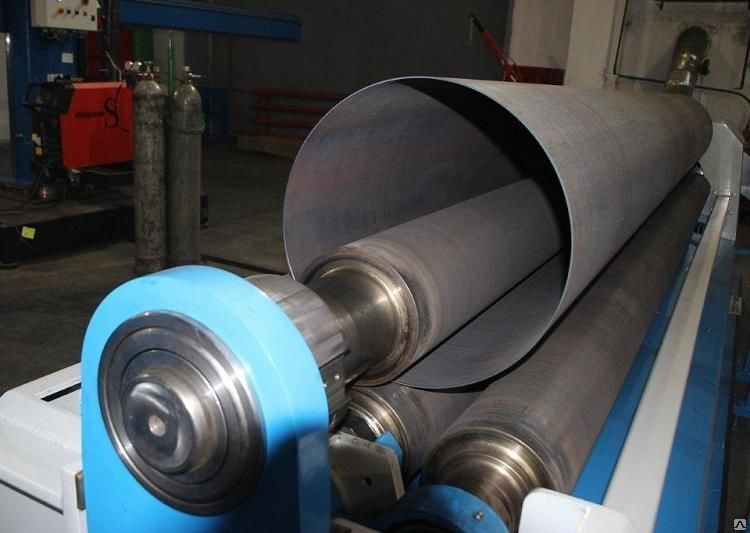
 3 (а).
3 (а).
 4.
4.





 3 T he roll bending diameter is the same as the plate width required by the specification of the bending machine, but the material is different .
3 T he roll bending diameter is the same as the plate width required by the specification of the bending machine, but the material is different .