Вальцовка обечаек: Вальцовка обечаек – особенности технологии и оборудование + видео
Содержание
Вальцовка и изготовление обечаек — особенности, технология
Вальцовка обечаек относится к одному из важнейших технологических процессов. Без этого этапа невозможно представить изготовление цилиндрических деталей. Особенности, сама технология и используемый инструмент заслуживают отдельного рассмотрения. Как и части валков.
- Основная терминология, суть вальцовки
- Особенности дефектов, описание технологии
- Вальцевание – как проводить, какими инструментами?
- Почему обечайки так необходимы?
Основная терминология, суть вальцовки
Сначала необходимо разобраться с основными понятиями, которые используются в такой сфере деятельности, как изготовление обечаек.
- Вальцевание – способ обработки заготовок с металлом при помощи высокого давления. Форма детали в результате изменяется, с равномерным распределением по длине. Без данного этапа невозможно представить создание большого количества деталей.
- Операция проводится при помощи вальцовочного инструмента.
 Название валков получили другие детали.
Название валков получили другие детали. - После завершения операции появляются готовые детали либо заготовки, потом проходящие дополнительную штамповку. И поставляются, например, в Обнинск.
Обечайки, изготовление которых не так трудно организовать – конструкционный элемент цилиндрической либо конической формы. Выполняется с использованием нескольких форм:
- барабан;
- недлинная труба;
- кольцо;
- обод.
Обечайки из листовой стали – это элементы, которые становятся незаменимыми частями у баков и резервуаров, котлов, других подобных металлоконструкций. Цветные, чёрные металлы и их сплавы становятся основными материалами в производстве. Обнинск не исключение.
Особенности дефектов, описание технологии
При вальцовке работы проводятся с подгибом листа либо без выполнения данной операции, всё зависит от геометрических размеров детали, изначальных показателей по прочности. Когда выбирают оборудование, данные параметры играют не менее важную роль. При изготовлении обечайки могут иметь следующие размеры:
При изготовлении обечайки могут иметь следующие размеры:
- Толщина в пределах от 3 до 100 мм.
- Длина – 30-3100 мм.
- Диаметр наружной стороны – 20-280 сантиметров.
При деформации внутри деталей из металла искажения доходят до предельных значений. Также меняется и толщина.
Сама операция по вальцеванию конструкций из металла и из нержавейки состоит из двух основных стадий – гибка, непосредственно сама вальцовка. Последняя часть процесса отличается тем, что способствует перемещению гибки по всей поверхности, подвергаемой обработке.
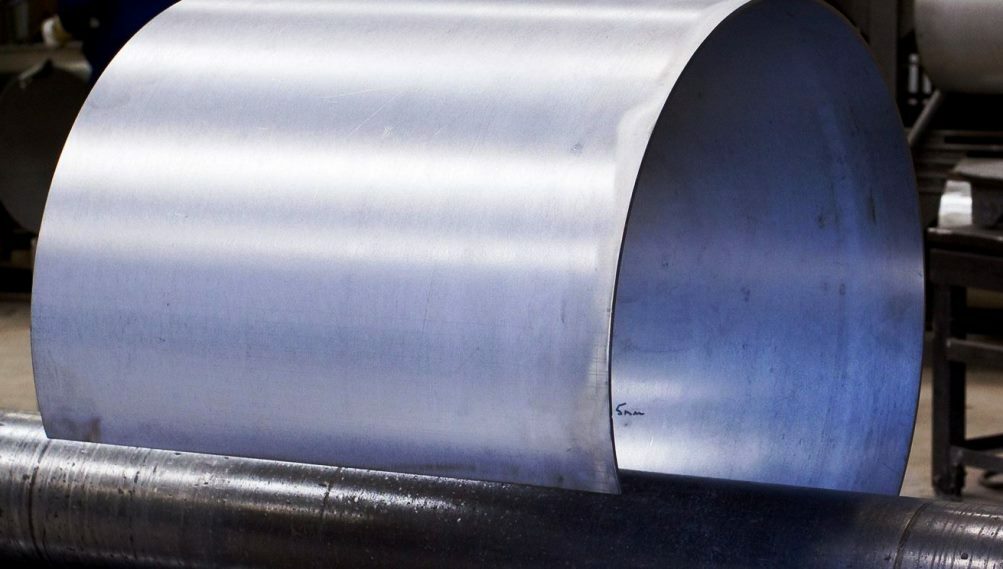
Металл подвергается двум видам деформации – начинается с упругой, потом переходят к пластической. Чем меньше радиус загибания – тем больше надо прилагать усилий. Это связано с тем, что увеличивается слой металла в мм, который требует волочения.
В металле могут возникать внутренние напряжения после того, как вальцевание металла заканчивается. Существует три разновидности подобных явлений. Их учитывают и те, кто работает в городе Обнинске.
- Зональные напряжения появляются между отдельными зонами сечения и частями детали. Именно эта деформация больше всего способствует появлению дефектов, потому она считается наиболее опасной. После появляются коробления и трещины на поверхности валков, других деталей. Их свойства зависят от градиента температур, появляющегося между разными частями детали во время температурного воздействия. Для измерения также пользуются мм.
- Изменения структурного типа происходят у зёрен внутри либо снаружи. Появление напряжений связано с различными расширительными коэффициентами, обладающими разными характеристиками. Образование новых фаз различных объёмов тоже может привести к дополнительным предметам. Это негативно влияет на изготовление рулонных и других видов деталей. Обнинск не исключение.
- Напряжения третьей группы появляется внутри объёма нескольких ячеек, составляющих кристаллические решётки. Из-за этого может усложняться подгибка кромок.
У всех напряжений разная природа образования. Но последствия остаются одинаковыми – возникновение упругой деформации, искажение внутри кристаллической решетки. Но это не влияет на изготовление упаковки толстостенных изделий, к примеру.
Но последствия остаются одинаковыми – возникновение упругой деформации, искажение внутри кристаллической решетки. Но это не влияет на изготовление упаковки толстостенных изделий, к примеру.
Проблемы легко устраняются, для этого достаточно использовать термообработку. Ведь сам характер деформаций изменяется, если их сильно охладить либо нагреть. К примеру, при повышении температур происходит расширение поверхностных слоёв. Но сердцевина остаётся непрогретой, создаёт дополнительные препятствия. Это касается и кромок.
Это приводит к появлению напряжения сжатия. Обечайка 24 миллиметра не исключение. Но охлаждение делает так, что процессы происходят в обратном порядке. У поверхностных слоёв температура обычно меньше.
Именно поэтому они подвержены напряжениям больше, чем те слои, что находятся глубже. Но после окончательного охлаждения температура будет выровнена на всей поверхности металла. Развальцовка не нужна. А вот дополнительная настройка никогда не помешает.
При этом не стоит ждать, что дефекты будут устранены окончательно. Есть ещё напряжения, которые получили название остаточных. С ними знакомы и те, кому требуется проводить обработку кромок.
Есть ещё напряжения, которые получили название остаточных. С ними знакомы и те, кому требуется проводить обработку кромок.
Термическая обработка, например, отпуск, имеет и другие полезные свойства для изделий с углом. Потребность в этой операции могут испытывать те, кто работает с закалённой сталью.
Структурно-напряженное состояние для таких материалов стало практически нормой. Основа становится более пластичной, когда повышается температура. Чем она больше – тем дольше длится сама обработка. Что и позволяет снять большую часть напряжений. Картонные изделия во многом похожи на металлические.
Вальцевание – как проводить, какими инструментами?
Специальные прессы или машины – вот какие приспособления могут справиться с подобными видами обработки. Гибку обечаек нельзя осуществить только ручным методом. То же самое касается и гибки. Технология вальцовок должна соблюдаться максимально строго, иначе нужного результата не добиться, работая с установкой, занимаясь прокаткой.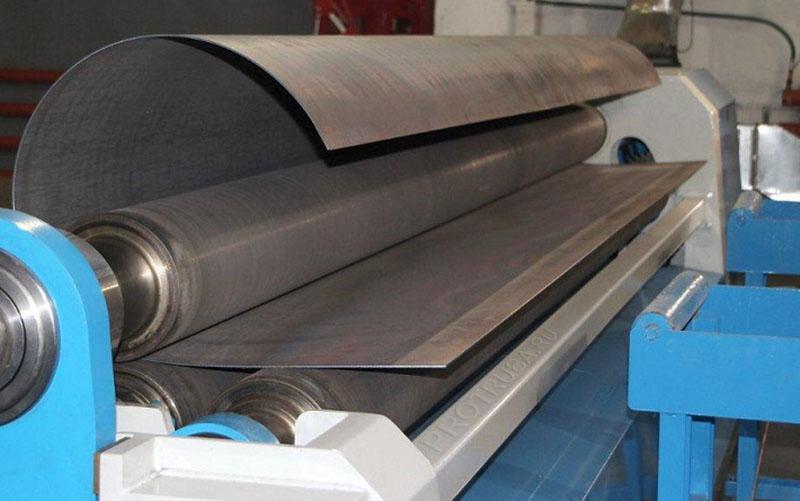
Трёхвалковые вальцы – разновидность оборудования, которая часто используется для решения подобных задач. Встречается несколько разновидностей приспособлений:
- Ручные.
- Механические – в Санкт-Петербурге и других городах они получили широкое распространение.
- С электрическим приводом – такие широко используются в городе Обнинске.
Чаще всего в СПб и других городах используется вариант, когда валки располагаются в виде треугольника. Два находятся снизу, а один – сверху. Диаметры валков бывают разными, всё определяют характеристики требуемой детали. Длина вальцевания находится в пределах 340-3000 мм.
Электрическое оборудование – гораздо более лёгкий вариант для использования. Это можно понять, ознакомившись с нормативной документацией. Но и его стоимость доступна далеко не каждому. Если не планируется открывать крупномасштабное производство, то можно обойтись и более простыми вариантами установок. Такие имеют простой угол.
Видео: изготовление обечайки из нержавейки толщиной 3 мм.
Почему обечайки так необходимы?
Эти детали становятся главными при построении корпусов. Среди узлов агрегата этот отличается материалоемкостью, наибольшей ответственностью. То есть, он принимает на себя максимум нагрузок. При прокладке технологических трубопроводов без данной конструкции вообще не обойтись, как и без валков.
Из обечаек изготавливают колонное оборудование, трубопроводы нестандартной формы. Каждое изделие сопровождается документом.
Особо сложными для изготовления считаются обечайки с критическим соотношением между диаметром внутреннего и толщиной вальцуемого материала.
В машиностроении производство также невозможно представить без таких деталей. Обечайками можно назвать многие конструкции, имеющие коническую либо круглую форму. Главное – обращаться к изготовителю, который гарантирует полный контроль производственных процессов, соблюдение необходимых размеров.
Republished by Blog Post Promoter
Вальцовка обечаек
Вальцовка обечаек
цилиндрической, конической и нестандартной формы
Основные характеристики
| Ширина, мм | Диаметр, мм | Гибка, мм | Подгибка, мм |
|---|---|---|---|
| 2000 | 572 | 33,9 | 28,8 |
| 2000 | 676 | 36,8 | 31,2 |
| 2000 | 780 | 42,4 | 36,0 |
| 2000 | 1040 | 48,1 | 40,8 |
| 2000 | 1560 | 50,9 | 43,2 |
| 2000 | 2080 | 53,7 | 45,6 |
| 2000 | 2600 | 56,6 | 48,0 |
| 1500 | 572 | 39,2 | 33,3 |
| 1500 | 676 | 42,4 | 36,0 |
| 1500 | 780 | 49,0 | 41,6 |
| 1500 | 1040 | 55,5 | 47,1 |
| 1500 | 1560 | 58,8 | 49,9 |
| 1500 | 2080 | 62,0 | 52,7 |
| 1500 | 2600 | 65,3 | 55,4 |
| 1000 | 572 | 48,0 | 40,7 |
| 1000 | 676 | 56,9 | 44,1 |
| 1000 | 780 | 60,5 | 50,9 |
| 1000 | 1040 | 68,0 | 57,7 |
| 1000 | 1560 | 72,0 | 61,1 |
| 1000 | 2080 | 76,0 | 64,5 |
| 1000 | 2600 | 80,0 | 67,5 |
Документы
ISO 9001
ISO 9001 Eng
Вальцовка обечаек
Вальцовка обечаек и конусных заготовок в Санкт-Петербурге
ДОГОВОР-ОФЕРТА
НА ОКАЗАНИЕ ИНФОРМАЦИОННЫХ УСЛУГ
Санкт-Петербург
1 августа 2009 года
Общество с ограниченной ответственностью «Ленмонтаж», юридическое лицо, созданное и действующее в соответствии с законодательством Российской Федерации (далее – ООО «Ленмонтаж»), публикует настоящую бессрочную оферту (далее – «Оферта») о заключении Договора на предоставление информационных услуг (далее – «Договор», «Согласие»), адресованную неограниченному кругу лиц.
1. ПРЕДМЕТ ОФЕРТЫ
1.1. Настоящее предложение является офертой в понимании, установленном статьёй 435 Гражданского кодекса Российской Федерации, и содержит все значимые условия Договора. Тексты Договора и Оферты тождественны по юридическому смыслу.
1.2. Настоящее предложение предусматривает согласие получателя на обработку персональных данных в понимании, установленном статьёй 9 Федерального закона № 152-ФЗ от 27.07.2006 «О персональных данных» (далее – «Закон № 152-ФЗ»).
2. ПРЕДМЕТ ДОГОВОРА
2.1. Лицо, принявшее условия Оферты (далее – «Пользователь») способом, установленным параграфом 3.1 Оферты, соглашается со всеми существенными условиями, выраженными в Оферте и Договоре, и признаётся заключившим Договор с ООО «Ленмонтаж».
2.2. В соответствии с настоящим Договором ООО «Ленмонтаж» обязуется безвозмездно оказать информационные услуги Пользователю в виде рассмотрения обращения Пользователя.
2.3. Обращение Пользователя производится путём заполнения электронной формы «Остались вопросы?», размещённой ООО «Ленмонтаж» по электронному адресу в сети Интернет www. zmk.lenmontag.ru.
zmk.lenmontag.ru.
2.4. Рассмотрением обращения является ознакомление уполномоченного на то представителя ООО «Ленмонтаж» с текстом обращения, включая ознакомление с указанными Пользователем персональными данными, с помощью средств информационной среды ООО «Ленмонтаж». Пользователь, составивший обращение, может получить или не получить уведомление о принятии, рассмотрении обращения, а также получить или не получить ответ на него. Решение о произведении или отказе от совершения данных действий в одностороннем порядке принимается ООО «Ленмонтаж» в зависимости от возможности предоставить Пользователю мотивированный, основанный на профессиональных деловых перспективах ответ или комментарий.
2.5. ООО «Ленмонтаж» не принимает на себя, а Пользователь не возлагает на ООО «Ленмонтаж» никаких дополнительных обязательств, связанных с исполнением Договора.
2.6. Моментом исполнения Договора является момент ознакомления уполномоченного на то представителя «Ленмонтаж» с обращением Пользователя в порядке, установленном параграфом 2. 4 Договора.
4 Договора.
3. ЗАКЛЮЧЕНИЕ ДОГОВОРА
3.1. Заключение Договора (акцепт Оферты) осуществляется Пользователем путём заполнения электронной формы «Остались вопросы?», размещённой по электронному адресу в сети Интернет www.zmk.lenmontag.ru, с проставлением электронной отметки, подтверждающей заключение Договора и согласие Пользователя с обработкой ООО «Ленмонтаж» персональных данных Пользователя, добровольно предоставленных Пользователем в целях исполнения Договора и не предназначенных для передачи третьим лицам.
4. ПЕРСОНАЛЬНЫЕ ДАННЫЕ
4.1. В целях исполнения Договора ООО «Ленмонтаж» может производить автоматизированный сбор, хранение и обработку персональных данных Пользователя, добровольно предоставленных Пользователем, в порядке, установленном Законом № 152-ФЗ.
4.2. Сбор, хранение и обработка персональных данных осуществляется ООО «Ленмонтаж» с согласия субъекта обработки персональных данных, выраженного путём принятия Оферты в порядке, установленном параграфом 3. 1.
1.
4.3. Пользователь, как субъект персональных данных, настоящим подтверждает, что уведомлён об осуществлении либо возможности осуществления сбора, хранения и обработки его персональных данных ООО «Ленмонтаж» в понимании, установленном параграфом 1 части 4 статьи 18 Закона № 152-ФЗ, ознакомлен с целями таких сбора, хранения, обработки и даёт своё прямо выраженное согласие на такие сбор, хранение, обработку.
4.4. ООО «Ленмонтаж» подтверждает, что персональные данные Пользователя:
- собираются, хранятся и используются на территории Российской Федерации;
- не включают в себя коммерческую, государственную тайну, не находятся под защитой иных режимов секретности и не требуют специального порядка обработки;
- не распространяются, а также не предоставляются третьим лицам без согласия субъекта персональных данных и используются оператором исключительно для исполнения договора с субъектом персональных данных.

4.5. ООО «Ленмонтаж» принимает меры защиты персональных данных Пользователя в пределах необходимости, установленной частью 1 статьи 19 Закона № 152-ФЗ:
- обеспечивает контролируемый доступ к таким данным;
- производит ознакомление уполномоченных на работу с такими данными лиц с требованиями законодательства РФ в сфере защиты персональных данных;
- принимает организационно-технические меры обеспечения безопасности таких данных.
4.6. ООО «Ленмонтаж» обязуется прекратить сбор и обработку персональных данных в момент исполнения Договора, как это установлено параграфом 2.6 Договора.
4.7. ООО «Ленмонтаж» не несет и не возлагает ответственности, а также не проверяет содержание, достоверность, либо иные значимые юридические характеристики в отношении персональных данных, предоставляемых Пользователем при обращении.
5. ПРОЧИЕ УСЛОВИЯ
5.1. Договор-оферта, среди прочего, включает основные положения политики ООО «Ленмонтаж» в отношении работы с персональными данными при пользовании информационным сайтом www. zmk.lenmontag.ru. Во исполнение требований части 2 статьи 18.1 Закона № 152-ФЗ ООО «Ленмонтаж» обеспечивает открытый и публичный доступ к настоящему документу по электронному адресу в сети Интернет www.zmk.lenmontag.ru, либо по письменному запросу, направленному на адрес электронной почты [email protected].
zmk.lenmontag.ru. Во исполнение требований части 2 статьи 18.1 Закона № 152-ФЗ ООО «Ленмонтаж» обеспечивает открытый и публичный доступ к настоящему документу по электронному адресу в сети Интернет www.zmk.lenmontag.ru, либо по письменному запросу, направленному на адрес электронной почты [email protected].
5.2. ООО «Ленмонтаж» оставляет за собой право одностороннего изменения Оферты, Договора без уведомления Пользователей.
5.3. Оферта, Договор представлены в одном электронном экземпляре без заверения подписью, цифровой подписью, сертифицированной цифровой подписью либо печатью организации и считаются обладающими действительной юридической силой в силу соответствующего толкования части 1 статьи 434 Гражданского кодекса РФ. Экземпляры оферты не предоставляются в пользование сторонам, принявшим Оферту (заключившим Договор).
5.4. Действие Договора, Оферты неразрывно связано с деятельностью информационного сайта, расположенного по электронному адресу www.zmk.lenmontag.ru. При отсутствии со стороны ООО «Ленмонтаж» технической возможности исполнить обязательства, предусмотренные Договором, указанным в Договоре способом, стороны соглашаются считать Договор расторгнутым без выставления взаимных претензий.
5.5. В случае прекращения деятельности информационного сайта, расположенного по электронному адресу www.zmk.lenmontag.ru, либо по решению ООО «Ленмонтаж» настоящая Оферта (Договор) считаются отозванными, а ранее возникшие на основании принятия Оферты взаимные обязательства сторон прекращают действие.
5.6. Моментом получения Оферты считается момент заполнения электронной формы «Остались вопросы?», размещённой по электронному адресу в сети Интернет www.zmk.lenmontag.ru. Сроком акцепта Оферты является время присутствия Пользователя, определяемое как продолжительность сеанса пользования информационным сайтом ООО «Ленмонтаж» с уникальным идентификатором пользовательской информационной среды (адрес и местоположение IP, наименование провайдера, другие характеристики). Оферта может быть отозвана ООО «Ленмонтаж» в том числе в течение данного срока.
5.7. В случае разных толкований и/или расхождений между русским и иностранным текстами Оферты, Договора приоритет имеет русский текст.
5.8. При возникновении неустранимых путём переговоров разногласий стороны Договора соглашаются с рассмотрением споров в Арбитражном суде Санкт-Петербурга и Ленинградской области.
5.9. Все прочие положения, не урегулированные настоящим Договором, регулируются в соответствии с действующим законодательством Российской Федерации.
5.10. Местом заключения, действия, исполнения Договора является Российская Федерация вне зависимости от местонахождения Пользователя.
6. ЛИЦО, ОБЪЯВИВШЕЕ ОФЕРТУ
ООО «Ленмонтаж»
ИНН: 7814003081 КПП: 470301001
Адрес: Россия, Ленинградская обл., Всеволожский р-н, м. Углово, д. 18/81, пом. 11.
Вальцовка листового металла, цены на услугу
- Главная
- Услуги
 org/ListItem»>Вальцовка
org/ListItem»>Вальцовка- Вальцовка листового металла
Для получения дополнительной информации по услугам | 8 (343) 278-42-18 |
Вальцовка листового металла (производство обечаек) – технологическая операция по обработке металла, которая производится вдоль некоторого направления
Вальцовка листового металла (изготовление обечаек)– это процесс деформации листового материала под давлением мощных валков. Осуществляется это на специальном оборудовании — гидравлических вальцах до определенного радиуса. В результате прокатки между валками металлический лист приобретает конусовидную или цилиндрическую форму с необходимыми параметрами.
УТК-Сталь организовала собственное предприятие для оказания услуг по обработке материалов — УТК-Сервис.
Вальцовка металла от УТК-Сервис
В производстве обечаек используется материал, который поддается холодной деформации. Мы работаем с высококачественными материалами российского производства, которые соответствуют ГОСТ или ТУ, а также с импортными материалами, которые соответствуют AISI:
Мы работаем с высококачественными материалами российского производства, которые соответствуют ГОСТ или ТУ, а также с импортными материалами, которые соответствуют AISI:
- углеродистые и низколегированные стали: Ст3, 09Г2С, 20, 13ХФА и др.
- котельные стали по ГОСТ 5520-79: 09Г2С, 20К, 17Г1С, 12ХМ и др.
- коррозионно-стойкие и жаропрочные стали: 08(12)Х18Н10Т, 10Х17Н13М2Т, 20Х23Н17 и др.
- зарубежные аналоги по AISI: 304, 316, 321 и др.
- двухслойные стали: Ст3+08Х18, 09Г2С+08Х18Н10Т, 09Г2С+06ХН28МДТ, 10Х2М1А+12Х18Н10Т и др.
- УТК-Сервис использует Современный 4х валковый листогибочный пресс фирмы AKYAPAK с ЧПУ. Он позволяет осуществлять загиб листов толщиной до 25 мм.
- Минимальный диаметр гибки 406мм.

- Предподгибка листа толщиной до 20мм (формирование обечайки без прямых участков).
- Максимальный диаметр (в варианте секционной сборки) не ограничен.
- Максимальная высота – ограничена шириной валков гибочной машины. Мы изготавливаем обечайки высотой до 2000мм.
УТК-Сервис оказывает услуги вальцовки листового металлопроката, а так же производства элементов емкостного оборудования (цилиндрических и конических обечаек)
Меньшая длина ровного участка после одной прокатки!!!
С помощью нашей 4-х валковой машины можно получить полный цилиндр за одну прокатку. Это происходит благодаря тому, что материал зажимается нижним валком во время выполнения процедуры предподгибки и гибки. Преимущество станка в том, что он позволяет добиться точной фиксации листа между верхним и нижним валом, таким образом, снижая длину ровного участка обечайки. За счет улучшенных характеристик, 4-х валковый станок AKYAPAK, снижает вероятность возникновения брака по вине оператора, тем самым гарантируя стабильный уровень качества и производительности.
Возможно изготовление обечаек нестандартной и сложной формы!
ЧПУ управление (CNC) на нашем станке позволяет выполнить гибы обечаек различных форм и типов: овальные, прямоугольные, нестандартные.
Изготовление конических обечаек
Заготовка для изготовления конической обечайки вырезается из листового проката с помощью станка лазерной или гидроабразивной резки с ЧПУ. В большинстве случаев она напоминает форму «подковы». Конические обечайки, как и цилиндрические обечайками, изготавливаются из цельной заготовки или сваренной из 2-х и более частей в соответствии с ГОСТ Р 52630-2012.
- Минимальный диаметр гибки 540мм.
- Предподгибка листа толщиной до 15мм (формирование обечайки без прямых участков).
- Максимальный диаметр (в варианте секционной сборки) не ограничен.
Максимальная высота – ограничена шириной валков гибочной машины. Мы изготавливаем обечайки высотой до 2000 мм.
Обладая широким парком оборудования, сервисный центр УТК-Сервис предлагает также обработку торца обечайки под приварку днища, штуцеров, отводов и др. элементов на стадии раскроя заготовки.
После сваривания обечайки осуществляется контроль сварного шва методом внешнего осмотра и измерения, ультразвуковая дефектоскопия, а также калибровка изделия для точного соответствия заказываемым размерам.
Отправьте нам запрос с чертежами в любом формате, и мы оперативно проведем расчет стоимости вальцовки и времени выполнения Вашего заказа!
Ссылка на страницу данной услуги на сайте УТК-Сервис
Руководитель: Константинов Алексей Андреевич
Тел. многоканальный: (343) 278-42-18
Электронная почта: [email protected]
Оформите заявку на сайте, мы свяжемся с вами в ближайшее | Заказать услугу |
Поделиться
Назад к списку
Жесткий чемодан и ручная кладь для путешествий
Товаров с 1 по 12 из 38 всего
Товаров на странице:
12 предметов
24 шт.
36 предметов
Все позиции
Страница:
- 1
- 2
- 3
- 4
Сортировать по
 swissgear.com/luggage/hard-shell-luggage?dir=asc&order=position»>
swissgear.com/luggage/hard-shell-luggage?dir=asc&order=position»>
Позиция- Имя
- Цена от низкой до высокой
- Цена от высокой до низкой
- Новые товары
 swissgear.com/luggage/hard-shell-luggage?dir=desc&order=bestsellers»>
swissgear.com/luggage/hard-shell-luggage?dir=desc&order=bestsellers»>
Бестселлеры
Должность
Имя
Цена от низкой до высокой
Цена от высокой к низкой
Новейшие товары
Бестселлеры
Товары с 1 по 12 из 38 всего
Элементов на странице:
12 предметов
24 шт.
36 предметов
Все позиции
Страница:
- 1
- 2
- 3
- 4
Сортировать по
 swissgear.com/luggage/hard-shell-luggage?dir=asc&order=position»>
swissgear.com/luggage/hard-shell-luggage?dir=asc&order=position»>
Позиция- Имя
- Цена от низкой до высокой
- Цена от высокой до низкой
- Новые товары
 swissgear.com/luggage/hard-shell-luggage?dir=desc&order=bestsellers»>
swissgear.com/luggage/hard-shell-luggage?dir=desc&order=bestsellers»>
Бестселлеры
Должность
Имя
Цена от низкой до высокой
Цена от высокой к низкой
Новейшие товары
Бестселлеры
Производство корпусов прокатных стальных валков
Содержание
- Химические и физические требования
- Производство
- Срок службы корпусов
Не вдаваясь в подробную историю предмета, можно упомянуть следующее, касающееся эволюции рулонные ракушки. На заре горного машиностроения практически для всех таких измельчающих устройств, как рассматриваемые, использовался чугун, причем обычно какая-либо хорошая смесь серого чугуна была наиболее подходящей по износостойкости. Иногда, хотя и не часто, использовались раковины или кольца Мюллера, охлажденные на глубину от ½ до 1 дюйма через забой.
Но вскоре стало очевидно, что чугун, независимо от того, насколько хорошо он подобран по сорту или составу, или насколько тщательно отформован или охлажден по внешнему виду, не является подходящим материалом для изготовления шлифовальных колец или штампов, поскольку для надлежащее выполнение их работы, абсолютная однородность и отсутствие дыр или других дефектов очень важны. Следовательно, сталь, то есть литая сталь, была следующей и наиболее логично считалась более подходящей для выполнения только что упомянутых требований. Хотя он был дороже чугуна, он был тверже; и прочнее, и бесконечно лучшего износоустойчивости. Но даже литая сталь не давала удовлетворительных результатов, особенно на быстроходных валках с узкой поверхностью и большими диаметрами, разработанных ведущими производителями в течение последних двух десятилетий. Именно по этой причине производитель стали вскоре осознал важность удовлетворения ситуации и в течение указанного периода разработал корпус валка из катаной стали. Это была естественная эволюция, и в течение последних 10 лет практически не использовался другой материал, за исключением некоторых небольших или медленно работающих мельниц, где расходы на стальные корпуса не были оправданы.
Это была естественная эволюция, и в течение последних 10 лет практически не использовался другой материал, за исключением некоторых небольших или медленно работающих мельниц, где расходы на стальные корпуса не были оправданы.
Таким образом, производитель стали имеет дело только с обечайками стальных валков, когда он поставляет эти изнашиваемые детали машиностроителю или оператору мельницы, и для лучшего понимания предмета можно сказать несколько слов об их химических и физических требованиях. не будет лишним, прежде чем перейти к рассмотрению их изготовления.
Химические и физические требования
В то время как применение стальных обечаек в качестве быстроизнашивающихся деталей в различных типах мельниц было сравнительно новым, чисто механические особенности их изготовления легко достигались за счет использования прокатки шин. мельницы, которые много лет назад использовались для изготовления шин для ведущих колес локомотивов и вагонов. Поскольку механические манипуляции были практически идентичными, требовалось только, чтобы производитель стали выбрал правильную марку и состав стали для оболочки валка: не слишком твердую, чтобы не сломаться, и не слишком мягкую, чтобы не бояться слишком быстрого износа. Конечно, для достижения желаемых результатов потребовалось много экспериментов и многолетний опыт.
Конечно, для достижения желаемых результатов потребовалось много экспериментов и многолетний опыт.
Что касается средних химических и физических свойств, используемых при производстве корпусов валков, то в качестве передовой практики американских производителей стали можно указать следующее:
Выше приведены средние используемые диапазоны. Оболочки, которые хорошо себя зарекомендовали в реальной эксплуатации, прошли следующие анализы в плавках, из которых они были изготовлены:
Эти результаты показывают, что оболочки работают очень однородно по составу.
Вышеупомянутые физические свойства представляют общий интерес, но их не следует воспринимать как имеющие какое-либо особое значение для успешной работы корпусов валков, поскольку они никоим образом не проявляют качества металла в его стойкости к абразивный износ. В конце концов, как было сказано ранее, требуется оболочка из металла, достаточно твердого, чтобы не изнашиваться слишком быстро, и в то же время не настолько твердого, чтобы сломаться до того, как он изнашивается.
Производство
Вкратце, процесс изготовления корпусов валков выглядит следующим образом: Длинный цилиндрический стальной слиток отливается путем заливки расплавленного металла в чугунную форму, как показано на рис. 1. Эти слитки имеют высоту около 7 футов, а размер окружности слиток варьируется в зависимости от желаемого размера оболочки валка. Когда металл остынет, формы снимаются со слитков, которые затем в холодном виде нарезаются на токарном станке на несколько секций, называемых заготовками (рис. 2 и 3), каждая из которых напоминает большой сыр. Иногда слитки нарезают или разрезают на заготовки в горячем состоянии, но, конечно, холодная нарезка является гораздо более совершенным методом, так как дает возможность провести тщательный осмотр центра заготовки.
Верхнюю часть этих слитков, в которой преобладает выделение примесей, выбраковывают, и используют только те части, которые не содержат примесей. Общеизвестно, что во всех отливках при охлаждении наблюдается тенденция к сегрегации шлаковых материалов и примесей и их образованию по направлению к центру, где в результате усадки образуется трубчатое или осевое отверстие.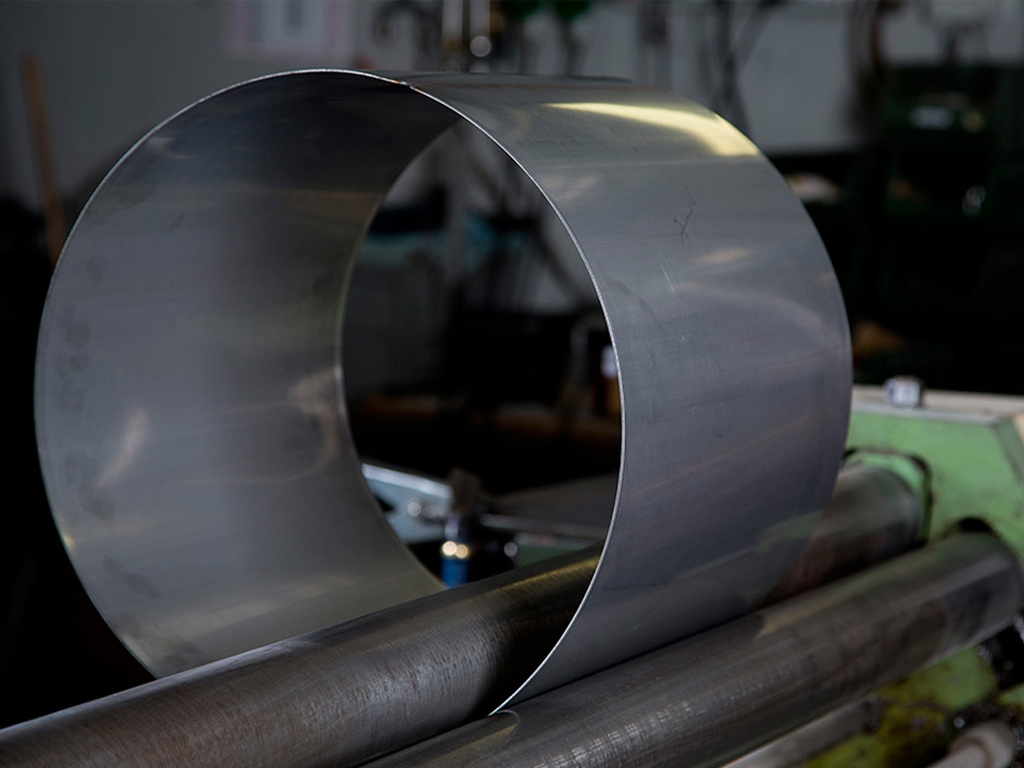 Таким образом, цель при изготовлении хороших корпусов валков должна состоять в том, чтобы сохранить только те части слитка, которые находятся на внешней окружности или вблизи нее, которые после наиболее быстрого охлаждения обязательно имеют наиболее однородную текстуру волокон и наиболее свободны от примесей. .
Таким образом, цель при изготовлении хороших корпусов валков должна состоять в том, чтобы сохранить только те части слитка, которые находятся на внешней окружности или вблизи нее, которые после наиболее быстрого охлаждения обязательно имеют наиболее однородную текстуру волокон и наиболее свободны от примесей. .
Чтобы проиллюстрировать практику нарезки этих слитков с учетом отбраковки верхней части, делается ссылка на рис. 4, который иллюстрирует сегрегацию примесей и дефектов из-за усадки металла и показывает, что при охлаждении эти слитки примеси концентрируются в центре и ближе к вершине слитка. Это убедительно показывает необходимость производить
надлежащую отбраковку любых стальных отливок, чтобы застраховаться от неприятностей из-за примесей.
Эти заготовки после нарезки, хотя и не имеют надлежащих размеров, на самом деле представляют собой вес желаемого готового изделия плюс надлежащий допуск на потери при нагреве, ковке и прокатке, а также на последующую механическую обработку, если оболочка требует машинной обработки. Заготовку нагревают, грубо выковывают и расплющивают паровым молотом до приблизительного диаметра и желаемой поверхности. В ходе той же операции в центре пробивают отверстие, а затем при том же нагреве «высекают» рог наковальни; это означает забивание грубого кольца, накинутого на рог, увеличение внешнего и внутреннего диаметров и придание кольцу надлежащего отношения, грубо говоря, диаметра к требуемой поверхности.
Заготовку нагревают, грубо выковывают и расплющивают паровым молотом до приблизительного диаметра и желаемой поверхности. В ходе той же операции в центре пробивают отверстие, а затем при том же нагреве «высекают» рог наковальни; это означает забивание грубого кольца, накинутого на рог, увеличение внешнего и внутреннего диаметров и придание кольцу надлежащего отношения, грубо говоря, диаметра к требуемой поверхности.
Эти необработанные кольца после такой ковки снова помещают в нагревательную печь и нагревают до температуры, необходимой для прокатки.
Модификация этого процесса ковки заготовок используется одним из производителей, который имеет самое последнее и современное оборудование и который после нагрева заготовки до требуемой температуры обрабатывает ее
под гидравлическим прессом усилием 5000 тонн, что дает металлу хорошее обжатие. При этом прессовании, совершаемом в три операции, заготовка расплющивается, в центре пробивается отверстие и подготавливается черновое кольцо для валков аналогично, но несомненно более тщательно, чем при штамповке заготовки.
Раскатка оболочек до нужного размера производится на шиномонтажном станке, где они вращаются посредством прижимных роликов в горизонтальной или вертикальной плоскости. Во время этой операции все поверхности обечайки подвергаются очень высокому гидравлическому давлению валков, что обеспечивает тщательное обжатие металла, что дает ему необходимую работу для создания идеальной конструкции для тяжелых условий эксплуатации, которым обычно подвергаются обечайки валков в реальных условиях. использовать. При этой прокатке внутренняя и внешняя поверхности и две стороны оболочки задействуются одновременно, тем самым увеличивая диаметр оболочки за счет выдавливания и удлинения ее окружности до тех пор, пока не будет получен желаемый размер как в отношении диаметра, так и поверхности.
Как указывалось ранее, эта прокатка производится на тех же станах, которые используются для прокатки шин ведущих колес локомотивов или колес вагонов. Этот метод в настоящее время достиг очень высокой степени эффективности, и в ряде случаев гильзы вводятся в эксплуатацию в том виде, в каком они получены из этих валков, причем наружный диаметр вместе с такими допусками, которые могут быть допустимы, настолько близки чтобы не требовалось дополнительной обработки на лицевой стороне. Это оставляет твердую корку из-за более быстрого охлаждения металла на периферии, что очень полезно при шлифовке и значительно увеличивает срок службы оболочки. Внутренняя часть оболочки остается шероховатой, если ее необходимо прикрепить к центру валков деревянными клиньями для мокрого шлифования. Если отверстие в кольце должно быть прямым или конусообразным, для этого оставляют соответствующий припуск
Это оставляет твердую корку из-за более быстрого охлаждения металла на периферии, что очень полезно при шлифовке и значительно увеличивает срок службы оболочки. Внутренняя часть оболочки остается шероховатой, если ее необходимо прикрепить к центру валков деревянными клиньями для мокрого шлифования. Если отверстие в кольце должно быть прямым или конусообразным, для этого оставляют соответствующий припуск
с внутренней стороны, но наружную или изнашиваемую поверхность кольца, обработанную в результате операций прокатки практически гладкой, желательно оставить в таком состоянии по причине упомянутого выше преимущества.
Рис. 5-9 иллюстрируют некоторые из преобладающих типов отверстий гильз, используемых в валках, производимых основными производителями горнодобывающего оборудования в Соединенных Штатах, и обычно обозначаются следующим образом: рис. 5, прямое отверстие; Рис. 6. Одноконусное отверстие; Рис. 7. Двухконусное отверстие; Рис. 8. Углубление для стягивающих болтов; Рис. 9, Специальное отверстие.
9, Специальное отверстие.
Что касается прокатки гильз, то, по-видимому, существует предел эффективности, определяемый шириной и толщиной гильз. Очевидно, что масса металла толщиной более 5 дюймов не может быть достаточно обработана давлением валков, если только валки не могут быть сделаны намного более мощными, чем те, которые используются в настоящее время, особенно когда комбинация прокатки и прессования, естественно, имеет свои относительные ограничения. . С другой стороны, ширина, независимо от толщины, имела бы свой предел около 15 или 16 дюймов, потому что очень широкая масса, даже тоньше 5 дюймов, испытывала бы такие же трудности при тщательной обработке. Таким образом, можно предположить, что обечайки толщиной более 5 дюймов и шириной более 16 дюймов не могут успешно прокатываться на шинном заводе и давать однородный и плотный металл, который будет хорошо служить и изнашиваться.
Ниже приведены пределы размеров для прокатки, используемые в практике одного из крупнейших производителей шин в Соединенных Штатах: оболочки прокатки шириной от 8 до 10 дюймов, внешним диаметром 108 дюймов и толщиной 3 дюйма; от 10 до 16 дюймов или меньше, внешний диаметр 68 дюймов и толщина 3 дюйма.
Обечайки шириной более 16 дюймов и толщиной более 5 дюймов и весом, скажем, 5000 фунтов или более, лучше всего производить на гидравлическом ковочном прессе соответствующей мощности как строго кованый, а не прокатный продукт. Нельзя придавать достаточного значения необходимости тщательной обработки металла в этих поковках на всем пути к центру с помощью машин такого типа, которые достаточно тяжелы и мощны для выполнения необходимой операции ковки и лучше подходят для этого. чем роллы. Автор убежден, что большая часть случаев неравномерного износа обечаек валков предельной ширины, причем не из-за неправильной настройки или неправильной подачи прокатного стана, а из-за того и другого, во многом связана с неравномерной плотностью металла в результате работал на шиномонтажном заводе, который был слишком легким для тяжелых и толстых профилей, проходящих через валки.
Срок службы снарядов
Ограничения данной статьи не позволяют дать столь исчерпывающую трактовку этого подзаголовка, как хотел бы представить автор, на основе данных, собранных за последние 13 лет при предоставлении горнодобывающей общественности в Запад со стальными валками и материалами родственного характера, но для общности и краткости следующие примеры, взятые у пользователей валков в широко разделенных штатах Монтана, Колорадо, Сонора, Аризона и Юта, проиллюстрируют, что может можно считать хорошими средними показателями срока службы корпусов стальных валков и быстроизнашивающихся деталей чилийского прокатного стана.
Мельница №1 (Монтана). — Используемые мельницы были 6 футов. Эванс-Уодделл и 6 футов. Тип Monadnock, питание от вращающихся распределителей в центре. Измельченная руда была очень твердой и содержала около 65% кремнезема. Размер корма составлял 3 мм. и нагнетание 16 мм. Скорость дробления составляла 80 тонн в сутки. или 2400 тонн в месяц. Срок службы шин составил 4 месяца на комплект из трех штук при непрерывной работе; срок службы штампов, 2 месяца, работает постоянно. Количество дробленой породы на фунт израсходованной стали составило 1,06 тонны.
Мельница № 2 (Колорадо). —На этом заводе 6 футов. Использовались мельницы Evans-Waddell, питаемые от вращающихся распределителей в центре. Подавали обожженную руду пробой 60% кремнезема следующей крупности: 5/32 — 4%; на 10 меш, 15; на 16 меш, 16; на 20 меш, 7; на 30 меш, 11; и через 30 меш, 47 процентов. Выделение дало следующий ситовой анализ: на 30 меш, 1%; на 40 меш, 13; на 60 меш, 20; на 80 меш, 12; на 100 меш, 17; на 150 меш, 7; и через 150 меш 30 проц. Измельчение шло со скоростью 173 тонны в сутки. Средний срок службы бандажей и штампов, определяемый ресурсом штампов, составил: сталеплавильный завод № 1 – 183,3 сут; сталевар № 2, 164,2 сут. Средний тоннаж дробления на комплект: Сталеплавильный завод №1 – 31 711 тонн; сталеплавильный завод №2, 28 407 тонн. Средний вес снаряда 1488 г., комплекта (3) 4464 фунта; штампов, 3029фунт.; всего 7 493 фунта. Количество тонн дробленой стали на один фунт израсходованной стали составило: № 1, 4,25 и № 2, 3,8, что дает количество фунтов стали, израсходованных на тонну дробленой руды, следующим образом: № 1, 0,236 и № 2, 0,264 фунта. Средний вес лома на комплект составлял 1640 фунтов.
Примечание. —Эти снаряды ни разу не снимались с машин с момента запуска. Они не были полностью изношены, но использовались 2,5 года. В течение этого времени их время от времени выравнивали в машине, прикрепляя держатель токарного инструмента к основной раме, а затем поворачивая валки назад с помощью электрического оборудования с задним редуктором через обычные ремни валков.
В течение периода использования двух комплектов валков они измельчили 1 076 000 тонн руды размером 3 дюйма, которая была произведена дробилкой McCully № 8 (с отсеиванием мелочи по пути к валкам), до продукта размером примерно 1 дюйм. Приблизительно 0,25% продукта дробления удалялось ситами перед валками.
Материал для корпусов размером 42 на 15 дюймов – катаная шинная сталь, корпуса размером 54 на 24 дюйма полностью кованые. Для двух машин предусмотрено четыре комплекта валков, а поскольку при каждой замене в машину помещается другой комплект гильз, невозможно обеспечить показатели тоннажа на весь срок службы какого-либо одного комплекта гильз.
Свинцовые руды, известняк, шлак, железная руда и т. д. на секции № 1 от 40 процентов от общего тоннажа на заводе.
Медные руды, большая часть свинцового штейна, футеровочные руды и т.п. проходят через секцию № 2, составляя 60 процентов от общего объема дробления.
Рис. 10 и 11 являются прекрасными примерами того, как тонкие оболочки должны изнашиваться в реальных условиях эксплуатации, чтобы считаться наиболее эффективными и удовлетворительными. На рис. 10 показан стандартный тип корнуолльского валка с прямым каналом, в данном случае диаметром 30 дюймов и лицевой стороной 14 дюймов, изношенный до минимальной точки. На рис. 11 показаны прокатанные шины, использовавшиеся на одном из лучших типов чилийских мельниц, также изношенные настолько, что показанная полукруглая или серповидная деталь была вытянута вручную из ее круглой формы. Оба эти примера являются наглядной демонстрацией и доказывают больше, чем любое количество сложных испытаний или ведение записей, что материал, из которого были сделаны эти конкретные оболочки и шины, был однородным и прочным, а также прочным, что подтверждается его прочностью. и устойчивость к разрыву, даже при износе до показанного тонкого сечения.
Табличный список весов, составленный автором для различных размеров корпусов валков, приведенный ниже, может представлять общий интерес в связи с этой статьей.
8073 Rolling Shell Trail, Wesley Chapel, FL 33545 — MLS T3397681
Это карусель с плитками, которые активируют карточки с описанием недвижимости. Используйте кнопки «Назад» и «Далее» для навигации.
1/1
Посмотреть этот дом
Сохранить это объявление
9Поделиться этой ссылкой
- Сохранять
- Скрывать
- Контакт
- Распечатать
- Делиться
- Продано
- Закрыто
- Таунхаус
- 3 Кровати
- 2 Полноразмерные ванны
- 1 Частичная ванна
- 1 807 кв. футов
- Сохранять
- Скрывать
- Делиться
- Карта и расположение
Уэсли Чапел, Флорида 33545
Это карусель с плитками, которые активируют карточки с описанием недвижимости. Используйте кнопки «Назад» и «Далее» для навигации.
1/1
См. В этом доме
Сохранить этот дом
Поделиться этой ссылкой
См. В этом доме
Сохраните этот дом
Поделитесь этой ссылкой
Описание свойства
Полная информация о свойстве
Подробная информация для 8073 Shell Shell Trail
Общий
- Аренда: $2,500
- Статус: Закрыто
- Тип: Таунхаус
- 6 71909 MLS1 ID: 30
- Добавлено: 33 дн. назад
Интерьер
- Особенности интерьера: Комбинация кухни и общей комнаты, Спальня наверху, Гардеробная
- Меблировка: Без мебели
3 Посудомоечные машины , Утилизация, Сушка, Электрический водонагреватель, Микроволновая печь, Плита, Холодильник, Стиральная машина
Комнаты
Ванные комнаты
- Ванные комнаты: 3 0014
- Full Bathrooms: 2
- Half Bathrooms: 1
Bedrooms
- Total Bedrooms: 3
Exterior
- Deck/Patio: Covered
- Porch/Patio/ Палуба: покрывает
парковка
- Гараж: Да
- Прилагаемый гараж: Да
- Гаражные пространства: 2
- Покрытые пространства: . 0010 2
- Особенности парковки: Driveway
Местоположение
- Область: 33545 — Wesley Chapel
- County: Pasco
- . NORTH TWNHMS PH 4
- Схема проезда: Двигайтесь по I-275N до I-75N, сверните на 279 на FL-54 в направлении Zephyrhills/Wesley Chapel, поверните направо на Wesley Chapel Blvd., продолжайте движение по FL-54E, поверните налево на Curley Road, поверните налево на Overpass Rd, на 1-м перекрестке поверните направо на Epperson Blvd, на круговой развязке продолжайте движение прямо, чтобы остаться на Epperson Blvd, поверните направо на Sea Air Dr, поверните налево на Blue Passing Loop, поверните направо на Тропа катящейся раковины.
School Information
- Elementary School: Wesley Chapel Elementary-PO
- Middle School: Thomas E Weightman Middle-PO
- High School: Wesley Chapel High-PO
Community
- Имя сообщества: 33545 — Wesley Chapel
- Особенности сообщества: Требуется одобрение покупателя
- Ассоциация: Да
- Доц. Имя: Epperson Breeze Homes
- Количество домашних животных: 2
- Ограничения по содержанию домашних животных: ПРОВЕРИТЬ В ТСЖ, / 35 фунтов.
Отобление и охлаждение
- Тип охлаждения: Центральный воздух
- Тип отопления: Электрический
Структурная информация
- ИСТОРЕ: Два
- ИСТОРЕ: Два
- Stories/Уровни: Два
- Stories/Уровни:
- . Жилая площадь: 1807 кв. футов
- Год построена: 2021
Особенности лоты
- Размер лота (акры): 0,07
- Размер лота (кв.
Финансовые соображения
- Цена аренды: $ 2 500
- Плата за аренду: $ 250
- Assoct Feet Desc. : Требуется
- .Защитный депозит: $ 2 500
- Депозит по домашнему животу: $ 300
Раскрытие и отчеты
- APN: 26-25-20-0180-00000-1670
- 9009. 0180-00000-1670
Перечислены и проданы Dalton Wade Inc
Школы
Школы, обслуживающие 8073 Rolling Shell Trail
.Имя
Классы Расстояние 7 ПК-5 3,5 мили 7 6-8 2,8 мили 5 9-12 2 мили Отказ от ответственности: Рейтинги школ предоставлены
Великие школы. Оценки выставляются по шкале от 1 до 10.
Узнайте больше о рейтингах GreatSchools.
Границы посещаемости школы предоставлены Pitney Bowes и приводятся только для справки. Свяжитесь со школой напрямую, чтобы подтвердить право на зачисление.История цен на 8073 Rolling Shell Trail
9/09/2022
Проданный
$ 2 500
—
MLS
22.08.2022
. Помещенные
$ 2500
. предоставленные областными управлениями. Информация не гарантируется и должна быть проверена независимо.
Информация сообщества
Информация сообщества для 8073 Rolling Shell Trail
Просмотр информации о сообществе
SavedSave
{{ address }} #{{ unitNumber }} {{ cityStateZip }}
- {{ item.output }}
- {{ updateIndicator.label }} {{ updateIndicator.value 1} 9004 9004
{{ item.value }}
{{ item.label }}
- MLS # {{ listingStatus.mlsNumber }}
Это карусель с плитками, которые активируют карточки с описанием недвижимости.
Используйте кнопки «Назад» и «Далее» для навигации.Цена снижена
-$500 (-0,13%)
$389 500
26849 Кармен пл.
Лутц, Флорида 33559- Одна семья
- Активный
- Обновлено 5 дней назад
3
Кровати
2
Всего ванн
1 505
кв. футов
Цена снижена
-24 901 долл. США (-3,44%)
699 999 долларов США
18909 Сен-Лоран Д-р
Лутц, Флорида 33558- Одна семья
- Активный
- Обновлено 3 дня назад
4
Кровати
3
Всего ванн
2 850
кв. футов
Цена снижена
-20 000 долларов США (-4,45%)
429 000 долларов США
207 5-я авеню ЮВ
Лутц, Флорида 33549- Одна семья
- Активный
- Обновлено 1 день назад
3
Кровати
3
Всего ванн
1 998
кв.
футов
Цена снижена
-50 000 долларов США (-6,26%)
749 000 долларов США
19207 Кривой пер.
Лутц, Флорида 33548- Одна семья
- Активный
- Обновлено 2 дня назад
3
Кровати
2
Всего ванн
2 240
кв. футов
{{ priceOutput.priceText }}
День открытых дверей
SavedSave
{{ address }} #{{ unitNumber }} {{ cityStateZip }}
- {{} item. updateIndicator.label }} {{ updateIndicator.value }}
{{ item.value }}
{{ item.label }}
- MLS # {{ listingStatus.mlsNumber }}
Это карусель с плитками, которые активируют карточки с описанием недвижимости.
Используйте кнопки «Назад» и «Далее» для навигации.$Продано
2300 долларов США
8061 Роллинг Шелл Трейл
Уэсли Чапел, Флорида 33545- Таунхаус
- Закрыт
3
Кровати
3
Всего ванн
1 597
кв. футов
$Продано
2229 долларов США
8064 Роллинг Шелл Трейл
Уэсли Чапел, Флорида 33545- Таунхаус
- Закрыт
3
Кровати
3
Всего ванн
1 597
кв. футов
$Продано
2195 долларов США
31539 Синяя проходная петля
Уэсли Чапел, Флорида 33545- Таунхаус
- Закрыт
3
Кровати
3
Всего ванн
1 597
кв. футов
$Продано
2500 долларов США
31611 Синяя проходная петля
Уэсли Чапел, Флорида 33545- Таунхаус
- Закрыт
3
Кровати
3
Всего ванн
1 760
кв.
футов
{{ priceOutput.priceText }}
День открытых дверей
SavedSave
{{ address }} #{{ unitNumber }} {{ cityStateZip }}
- {{} item.output}0014
- {{ updateIndicator.label }} {{ updateIndicator.value }}
{{ item.value }}
{{ item.label }}
- MLS # {{ listingStatus} 9001 } 4
8073 Rolling Shell Trail, Wesley Chapel, FL 33545 (MLS# T3397681)
Таунхаус, проданный 9 сентября 2022 года за 2500 долларов.
Хотите узнать больше о 8073 Rolling Shell Trail?
У вас есть вопросы о поиске других
недвижимость на продажу
или арендовать
в часовне Уэсли?
Вы можете просмотреть все варианты аренды Wesley Chapel или
свяжитесь с агентом Coldwell Banker, чтобы запросить дополнительную информацию.Закрыть
Поделиться URL
Скопировать URL
10 лучших чемоданов на колесиках 2022
10 лучших чемоданов на колесиках 2022 | Стратег
com/strategist/_components/disclaimer-text/instances/cjsnrocl3001a3g65rmz1ohpd@published»> Каждый продукт независимо отбирается (одержимыми) редакторами. Вещи, которые вы покупаете по нашим ссылкам, могут приносить нам комиссию.
Фото: Vendors
Кто, кроме грузчиков, знает, через что проходят наши чемоданы, когда их не видно в аэропорту? По крайней мере, вам всегда понадобится чемодан на колесиках, который можно переносить. Но помимо этого, что делает хороший багаж очень разнообразным: жесткий корпус или мягкий? Два колеса или четыре? Роскошь или доступность? Стильно или практично? В идеале, ваш багаж будет идеальным сочетанием их всех. Чтобы найти эти чемоданы Златовласки, мы спросили некоторых из самых много путешествовавших людей, которых мы знаем, об их фаворитах, и ниже вы найдете чемодан, подходящий практически для каждого путешественника.
Лучший результат | Подходит для часто летающих пассажиров | Лучший водонепроницаемый | Лучший до $100 | Лучшее решение для деловых поездок | Лучший настраиваемый | Лучшее для упаковщика | Лучший универсальный | Лучшее для детей | Лучшая мягкая сторона
Жесткий против мягкого: Основываясь на полученных нами рекомендациях, наши эксперты определенно отдают предпочтение чемоданам с жестким корпусом среди наших экспертов.
Он прочный, его легко чистить, он защитит вашу одежду во время дождя, а клопам труднее проникнуть внутрь, если вы столкнетесь с ними в поездке. Жесткие корпуса в этом списке сделаны либо из АБС-пластика, недорогого, но менее прочного пластика; поликарбонат, более прочный, но и легкий материал; или алюминий, который немного тяжелее, но самый прочный. Большинство материалов в этом списке изготовлены из поликарбоната, но есть и несколько деталей с мягкими стенками для тех, кто еще не переключился. Хотя они не так долговечны, «с точки зрения ремонта мы всегда считаем, что брезентовый багаж с мягкими стенками лучше, чем чемоданы с жесткими стенками, потому что вы можете ремонтировать брезент», — Тони Пекорелла, президент и генеральный директор Modern Leather Goods, говорит ремонтная мастерская на Манхэттене. Он является авторизованным мастером по ремонту многих брендов багажа, перечисленных ниже, и говорит, что кто-то каждый день приходит с треснутой жесткой оболочкой, и «их вообще невозможно починить». Таким образом, в дополнение к тому, что чемоданы с мягкими боковинами можно починить, они также удобны для перепаковки, потому что в них можно положить больше, чем в жесткий поликарбонатный чемодан, и уместить большую ручную кладь, чтобы она поместилась в багажном отделении.Компрессионные перегородки: Довольно стандартной особенностью всех чемоданов являются ремни с пряжками, которые надеваются на одежду и помогают удерживать ее на месте. В более новых жестких оболочках они удвоили эту концепцию с помощью полных разделителей, которые сжимают вашу одежду и облегчают закрытие чемодана. В отличие от ремешков, разделители закрывают всю секцию и обычно имеют дополнительный карман на молнии, что устраняет распространенную жалобу на то, что в чехлах из поликарбоната нет отделений меньшего размера.
com/strategist/_components/clay-paragraph/instances/ckzn17hea000w3e6mxnx0zdgx@published» data-word-count=»187″> Колеса: Наши эксперты постоянно восторгались колесами своих любимых чемоданов, описывая их как гладкие и прочные. Большинство говорили о своих четырех вращающихся колесах, которые значительно облегчают перемещение чемодана, поскольку он может скользить во всех направлениях. С точки зрения комфорта и простоты использования четыре колеса, безусловно, лучший вариант, и мы рекомендуем его, но, опять же, Пекорелла говорит, что это не лучший выбор с точки зрения ремонта. «Всегда прочнее иметь чемодан с двумя колесами», — говорит он. «Эти колеса заключены в кожух, поэтому единственное, что действительно может случиться с этими колесами, — это то, что они со временем изнашиваются, как шины на вашей машине». С четырьмя спиннерами, которые Пекорелла полностью признает в личном использовании, он говорит, что из-за того, что они не заключены в корпус, а просто прикреплены к дну чемодана, вы рискуете их выбить.
«Если вы съезжаете с бордюра или слишком сильно ударяете по эскалатору, колесо тут же сломается», — говорит он. «Это один из самых больших ремонтов, которые мы делаем здесь за весь день».Гарантия: Почти ни один из чемоданов в этом списке не поддается легкому ремонту, потому что у них мягкий борт и два колеса, и это потому, что на все они распространяется довольно хорошая гарантия, которая, по словам Пекореллы, на самом деле является самой важной частью. «Вот что мы постоянно говорим нашим клиентам: если вы регулярно путешествуете, внимательно изучите гарантию производителя багажа и посмотрите, что они покрывают, а что нет», — говорит он. «Существует большая разница между очень хорошими, которые я бы порекомендовал, если бы мы не записывались, и теми, которые я бы не рекомендовал». Самая большая фраза, которую вы хотите избежать, — это «ограничено дефектами производителя», что, по словам Пекореллы, означает, что они в основном ничего не покрывают и будут приписывать ущерб износу или говорить, что это ваша вина или вина авиакомпании.
«Пожизненная гарантия» идеальна, и он говорит, что большинство из них предлагают ее. Другие скажут, что у них есть «ограниченная пожизненная гарантия», что означает, что она действительна только в течение определенного количества лет или есть ограничения на то, к чему она применяется. Суть Pecorella заключается в том, чтобы делать домашнее задание: таким образом, вы действительно будете знать, что получаете.Ручная кладь
От
$275От
$275Жесткий поликарбонат | Компрессионные делители | 360-градусные вращающиеся колеса | Ограниченная пожизненная гарантия
Нам рекомендовали этот стиль чемодана Away практически любого размера, но самый популярный из них — Bigger Carry-on.
Его вместимость составляет почти 50 литров, но он по-прежнему подходит для большинства верхних багажных отсеков и идеально подходит для длительных поездок. Келли Фарбер, основатель KF Literary Scouting, взяла только это в трехнедельную командировку по семи городам и сказала: «Эта штука просто не уйдет». Однако независимо от того, какой у вас размер, каждый из них обладает теми же желательными качествами, которые наши эксперты искали в современном чемодане. «Он прочный, но легкий и имеет зарядное устройство USB, поэтому я могу зарядить свой телефон ровно настолько, чтобы вызвать Uber», — сказал писатель и фотограф Николас Гилл. «Кроме того, внутри у него есть нейлоновая сумка, куда я могу бросить свою одежду после того, как попала под внезапный ливень в джунглях, что, кажется, всегда случается». Стефани Бе из TravelBreak.net и BUENA также отмечает «замок, одобренный Управлением транспортной безопасности США, колеса с поворотом на 360 градусов, надежную фурнитуру и стильный дизайн». На одной стороне чемодана также есть внутренний компрессионный разделитель, который «позволяет нам сложить все вещи и застегнуть молнию», — говорит Саммер Халл, директор по туристическому контенту в Points Guy. Для Кианы Брукс, помощника покупателя Dior, еще одним преимуществом была гарантия, которая помогла ей оправдать цену большого размера. На него действует ограниченная пожизненная гарантия. В данном случае это означает, что срок его действия не истекает, но есть ограничение на то, что он покрывает. Согласно веб-сайту, Away исправит или заменит любые функциональные повреждения корпуса, колес, ручек, молний или «всего, что мешает вам использовать багаж». Однако на аккумуляторную батарею распространяется двухлетняя гарантия.От
275 долларовв гостях
Купить
Чемодан Rimowa Essential Cabin
875 $
875 $
Жесткий поликарбонат | Компрессионные делители | 360-градусные вращающиеся колеса | 5-летняя гарантия производителя.
Линейка чемоданов Rimowa Essential заняла второе место после Away. Более десяти человек упомянули бренд; в конечном итоге он не занял первое место из-за цены, но те, кто рекомендует его, говорят, что он того стоит, если вы часто путешествуете. Халл часто летает, поэтому ее багаж «не один или два раза в год, а постоянный компаньон», поэтому она оправдала траты больше на чемодан, который был бы функциональным, а также веселым. Он поставляется в 11 цветах и двух вариантах отделки и работает как мечта, по словам владельцев, почти все из которых хвалят колеса. «Я не буду делать вид, что понимаю всю физику подшипников и осей на сумках Rimowa, но я знаю, что они удивительно хорошо крутятся в аэропорту», — говорит Халл. Крис Шалкс с веб-сайта о путешествиях Rice/Potato , который часто говорит, что «это была одна из наших лучших инвестиций в путешествия, которые мы сделали», также говорит, что «колеса катятся гладко, как нож сквозь масло, независимо от местности, на которой они находятся.
». Rimowa также была первым брендом, выпустившим чемодан из поликарбоната еще в 2000 году, поэтому у компании было более 20 лет, чтобы усовершенствовать прочную, но легкую конструкцию. Писатель-путешественник Хиллари Итон привезла проверенную версию этого во время 48-часового путешествия из Ванкувера в Мачу-Пикчу на «крошечном гидроплане, трех дальнемагистральных рейсах, пятичасовом автобусе и двухчасовой поездке на поезде», — говорит Итон. сумка и трехнедельные вещи внутри уцелели. Многие пользователи также упомянули, как легко отремонтировать этот чемодан, если что-то пойдет не так, что меня шокировало после изучения гарантии. Гарантия производителя составляет пять лет — если вы не забудете зарегистрировать свой продукт при его покупке. В противном случае, это длится только в течение двух. Даже в течение этих пяти лет гарантия применяется только в том случае, «если на удобство использования продукта значительно отрицательно влияет дефект материала или изготовления, уже имевшийся на момент передачи (дефект)», — говорится в сообщении бренда. Повреждения, вызванные «истиранием, неправильным использованием, неисправной работой или воздействием внешних сил», например, трещины, разрывы и царапины, возникшие в полете, не покрываются. У Rimowa много мелкого шрифта, поэтому я предлагаю изучить его перед покупкой.$875
в Нордстреме
Купить
$875
в Римова
Купить
Оригинальный чехол для салона Rimowa
1400 долларов США
1400 долларов США
Жесткий алюминиевый корпус | Компрессионные делители | 360-градусные вращающиеся колеса | 5-летняя гарантия производителя.
Еще одним популярным предложением Rimowa является линия Original, в которую входят алюминиевые чемоданы, сделавшие бренд известным.
В то время как алюминий тяжелее поликарбоната (эта ручная кладь составляет 90,5 фунта, а указанный выше весит 7,1 фунта), это самый прочный материал для изготовления жесткой оболочки, и Rimowa делает их полностью водонепроницаемыми, что является преимуществом для Тома Маршана, соучредителя роскошной одежды. бренд путешествий и образа жизни Black Tomato. В то время как другие жесткие оболочки в этом списке в основном защитят ваши вещи от дождя, у них все еще есть тканевые молнии, через которые может проникнуть вода. Эти чемоданы закрываются скорее как сундуки с двумя встроенными замками TSA и полностью герметичным открыванием. Алюминий также гарантирует, что ваши вещи внутри останутся в безопасности, что является ключевым для Маршана: «Моя Rimowa видела довольно много вещей по всему миру, в том числе падение крошечного автомобиля с багажника на крыше, когда он ехал по дорогам в Греции (чудесно невредимым). )». Брайен Келли, специалист по очкам, также любит чехлы Original. Другие функции — перегородки, колеса и гарантия — почти такие же, как у линейки Essential, но Келли добавляет, что ручки Rimowa также выделяются, описывая их как «особенно потрясающие для высоких людей, поскольку ручка выдвигается очень высоко».1400 долларов США
в Римова
Купить
Чемодан для ручной клади Amazon Basics Hardside Spinner
От
$89От
$89Жесткий корпус из АБС-пластика | Компрессионный ремень | 360-градусные вращающиеся колеса | Ограниченная гарантия
Каждый другой чемодан в этом списке стоит более 200 долларов, поэтому найти такой чемодан менее чем за 100 долларов, который можно было бы сочетать с остальными, довольно сложно. Этот кейс AmazonBasics сделан из АБС-пластика, самого дешевого и наименее прочного материала с твердой оболочкой, что объясняет его цену, но он по-прежнему является фаворитом писателя Робина Ритца.
На самом деле она даже не любила ручную кладь до того, как попробовала этот, всегда предпочитая проверять сумку, но после того, как попробовала этот спиннер из-за цены, она обнаружила, что в нем гораздо больше нравится. По ее словам, ее привлекли «отделения и намного лучшая, чем ожидалось, функциональность». Ритца также впечатлил размер 21-дюймового чемодана. «Это действительно идеально для выходных или четырех-пятидневной поездки», — говорит она. «Я недавно путешествовал с друзьями, у которых есть багаж Away и Delsey, и теперь все думают о том, чтобы получить эту сумку». Amazon имеет трехлетнюю ограниченную гарантию, которая защищает от дефектов материалов и изготовления при обычном использовании и не распространяется на нормальный износ, неправильное или неправильное использование, косметический ущерб или очистку, ущерб или потерю, вызванную авиакомпанией, а также случайные или косвенные убытки. , включая повреждение или потерю содержимого сумки, невозможность использования, потерю времени или аналогичные расходы.От
$89на Амазонке
Купить
От
$89на Амазонке
Купить
Июльская ручная кладь Pro
345 $
345 $
Жесткий поликарбонат | Компрессионные делители | 360-градусные колеса Spinner | Ограниченная пожизненная гарантия
Раньше я называл июль «Далеко из глубин». Австралийский бренд стал доступен в США в прошлом году, и его чемоданы напоминают чемоданы Away с несколькими другими преимуществами. Зарядное устройство July имеет порт USB-C, поэтому вы можете заряжать новейший iPhone или ноутбук прямо из сумки. Его самая маленькая ручная кладь весит примерно вдвое меньше, чем у Away, хотя они оба имеют одинаковую вместимость литров, и вы можете персонализировать ее.
Эта конкретная модель выделяется съемным тканевым передним карманом, который отлично подошел Кристин Ванг, основательнице TheSkiGirl, которая вообще является поклонницей багажа с мягкими боковинами. Это в основном сочетает в себе два. Он вмещает 16-дюймовый ноутбук и имеет внутренние отделения для других документов, а также внешний карман на молнии для мелких предметов. Если вы путешествуете по работе, все, что вам нужно, легко доступно, и вместо того, чтобы копаться в сумке, чтобы достать ноутбук в TSA, вы можете просто отстегнуть эту сумку. Июль предлагает пожизненную гарантию на заводские настройки по умолчанию и ограниченную пожизненную гарантию, которая распространяется на повреждения колес, застежек-молний, ручек, нейлонового компрессионного ремня и трещин в поликарбонатном корпусе или алюминиевых бамперах.$345
в июле
г.
Купить
Бродить по прогулке
550 $
Фото: Стратег; Фото: розничный продавец
com/strategist/_components/clay-paragraph/instances/ck5wju3b8002l3g61dg1csbj0@published» data-word-count=»13″> Жесткий поликарбонат | Компрессионные делители | 360-градусные вращающиеся колеса | Ограниченная пожизненная гарантия
Вы можете персонализировать багаж July, но Roam полностью настраивается. «Roam позволяет вам настраивать их легкие прочные изделия в ярких, привлекательных цветах», — говорит главный редактор Travel + Leisure Жаки Гиффорд. «Недавно я купил один с задней частью «Arabian Purple» (это тонкий пурпурный), передней частью «Pacific Blue» (чуть более яркий, более холодный темно-синий) и молнией «Metro Grey». Цветовые варианты теперь другие, но они не менее захватывающие. Вы также можете бесплатно добавить свою монограмму. Багаж Roam имеет множество стандартных функций, которые мы ищем. Он сделан из поликарбоната и имеет встроенный замок TSA, вращающиеся колеса и компрессионные перегородки с обеих сторон чемодана.
Гарантия тоже стандартная. Его пожизненная ограниченная гарантия распространяется на трещины в корпусе и колесах, ручках или застежках-молниях, которые больше не работают, если повреждение произошло во время использования багажа по назначению.$550
в роуме
Купить
Béis Ролик для ручной клади
198 $
Жесткий поликарбонат | Компрессионные делители | 360-градусные вращающиеся колеса | Ограниченная пожизненная гарантия
Если вы не можете путешествовать, не взяв с собой весь шкаф, багаж Béis для вас. Во-первых, его «расширяют до двух дюймов», — говорит Лаура Рэтлифф, старший редакционный директор TripSavvy.
Однако, согласно описанию продукта, он, вероятно, ближе к трем дюймам, поскольку в нем говорится, что чемодан расширяется до 12 дюймов, что больше его стандартной глубины в девять дюймов. Чем больше вещей, тем тяжелее сумка, а встроенный в Béis индикатор ограничения веса гарантирует, что вы не превысите ограничение в 50 фунтов для зарегистрированных сумок. По словам представителя службы поддержки, индикатор веса багажа активируется, когда вы поднимаете чемодан за боковую ручку. Красная отметка появится, если вес багажа превышает 50 фунтов, что избавит вас от стресса и денег на стойке регистрации.Несмотря на то, что он не является водонепроницаемым, как Rimowa выше, застежка-молния водонепроницаема, что является еще одной любимой особенностью Ratliff. Между тем, блогер-путешественник HeyCiara ценит замок TSA, ручку с эргономичной поддержкой и встроенную сумку для белья и обуви, чтобы ваша одежда не пачкалась.
Что касается гарантии, Béis распространяется только на поликарбонатные корпуса, а не на новую коллекцию мягких чехлов. Он охватывает все стандартные вещи, но действует только «в течение разумного срока службы багажа», согласно веб-сайту, что звучит так, как будто срок действия не разглашается в зависимости от того, как долго, по мнению бренда, он должен длиться.$198
в Бейсе
Купить
Колесный дорожный рюкзак Osprey Soujourn — 80 л
385 $
385 $
Нейлоновая мягкая сторона | Компрессионные ремни | Полиуретановые колеса | Пожизненная гарантия
Блогер-путешественник Александра Баакс проводит несколько туристических ретритов в год, поэтому ей приходится таскать с собой что угодно, от снаряжения для подводного плавания до ковриков для йоги.
Прочный каркас ее 80-литровой сумки Sojourn обеспечивает столь необходимую структуру, а компрессионные ремни обеспечивают достаточно места (в сумке также есть набивка для защиты хрупких вещей). «Что мне нравится в этой сумке, так это то, что 90 процентов времени, когда я использую его как чемодан на колесиках, он также может быть и рюкзаком, который я иногда использую, пересекая шаткий индонезийский причал или поднимаясь по опасным ступеням в Перу», — говорит Баакс. . Ей также нравится бесплатный пожизненный ремонт, предлагаемый Osprey, который покрывает любую неисправность, обнаруженную в сумке.$385
в скопе
Купить
Детская ручная кладь ГУРХОДВО на колесах
70 $
70 $
Жесткий корпус из АБС и поликарбоната | Компрессионный ремень | 360-градусные вращающиеся колеса | Гарантия 100-процентного безрискового удовлетворения
com/strategist/_components/clay-paragraph/instances/ckzn3e48b003y3e6mpjeglblg@published» data-word-count=»215″> Писатель-стратег Лорен Ро недавно написала о своих поисках недорогого и привлекательного чемодана для своего малыша Оги. «Каждый чемодан на колесиках, предназначенный для маленьких детей, был украшен либо персонажами, либо супергероями, либо откровенно уродливой графикой», — сказала она. «Если бы это выглядело отдаленно сложно, это стоило бы слишком дорого для чего-то, что мы использовали бы всего несколько раз в год». В конце концов ее муж наткнулся на этот простой 18-дюймовый спиннер, предназначенный для детей, по цене менее 100 долларов. «В нем может поместиться все, что нужно Оги для более чем недельной поездки в Калифорнию, включая всю его одежду, книги и снаряжение (например, его звуковой аппарат)», — добавляет Ро. В нем также есть много привлекательных элементов полноразмерного чемодана, таких как встроенный замок, вращающиеся колеса, телескопическая ручка и, хотя он не является полноценным разделителем, у него есть компрессионный ремень.
Однако, если что-то сломается, вам, возможно, придется просто смириться с потерей. Он продается сторонним продавцом, поэтому, хотя он имеет право на возврат в течение 30 дней с момента покупки на Amazon, «100-процентная гарантия безрискового удовлетворения» бренда точно не прописана. В нем говорится: «Если вы по какой-либо причине недовольны нашей продукцией, свяжитесь с нами. Мы будем рады возможности обслужить вас и обеспечить полное удовлетворение». Это, однако, не устраняет повреждения с течением времени.$70
на Амазонке
Купить
$70
на Амазонке
Купить
Легкий расширяемый вертикальный чемодан Travelpro Maxlite 5 Softside
144 $
170 $ сейчас скидка 15%
144 $
Нейлоновая мягкая сторона | Закрытые колеса | Компрессионный ремень | Ограниченная пожизненная гарантия
com/strategist/_components/clay-paragraph/instances/ckzn3iemf004l3e6m8ypys12k@published» data-word-count=»229″> С точки зрения ремонта Пекорелла, вероятно, сказал бы, что этот чемодан — мечта. Он сделан из легко поддающегося ремонту нейлона и имеет всего два колеса в кожухе, которые не отламываются. Он также расширяется до двух дюймов и имеет несколько отделений. Ничто из этого не является новаторским, но бывший генеральный менеджер TripSavvy Молли Фергус является поклонницей этого, по общему признанию, «простого, но эффективного» чемодана. Для ручной клади она предпочитает сумки с мягкими стенками, чтобы можно было набить их как можно больше, а в эту сумку можно положить прилично. Это ее сумка для поездок продолжительностью менее недели, и хотя она не обеспечивает такой же защиты, как жесткий футляр, она по-прежнему долговечна. Фергус путешествовал с ним в Майами, Канкун и по всей Европе: «Он выжил, когда его тащили по песку, грязи и булыжникам», — говорит она. Ограниченная пожизненная гарантия Travelpro распространяется на дефекты колесиков, застежек-молний, удлинителей и ручек для переноски, и она действует столько, сколько вы им владеете.
Кроме того, в течение первого года на ваш продукт распространяется гарантия Trusted Companion Promise, которая покрывает стоимость ремонта в случае повреждения, причиненного авиакомпанией, и покрывает стоимость доставки любого продукта, который необходимо отправить в один из ремонтных центров. удобства. Однако, чтобы воспользоваться этим преимуществом, убедитесь, что вы зарегистрировали свой продукт в течение 120 дней с момента его покупки.$144
на Амазонке
Купить
$170
в Travelpro
Купить
Расширяемый Samsonite для упаковщиков
154 доллара
$190
в настоящее время
19% скидкаНабор чемоданов на колесиках, получивший более 30 000 5-звездочных отзывов на Amazon.
Из
41 доллар$95
в настоящее время
скидка 57%Купить
на АмазонкеДешевая, но хорошая расширяемая ручная кладь
99 долларов
$140
в настоящее время
Скидка 29%com/strategist/_components/clay-paragraph/instances/cl8cy8x2w000s3b6vy40jg49c@published» data-word-count=»127″> • Александра Бэкес, блогер о путешествиях и основательница Wander Woman Retreats
• Стефани Би, основательница BUENA и блога Travel Break
• Киана Брукс, помощник покупателя Dior
• Хиллари Итон, автор статей о кулинарии и путешествиях
• Келли Фарбер, основатель KF Literary Scouting
• Молли Фергус, бывший генеральный менеджер TripSavvy
• Джеки Гиффорд, главный редактор Travel + Leisure
• Николас Гилл, писатель и фотограф
• Саммер Халл, директор по туристическому контенту в The Points Guy
• Сиара Джонсон, путешествия блогер HeyCiara
• Брайан Келли, The Points Guy
• Том Марчант, соучредитель бренда роскошных путешествий и стиля жизни Black Tomato
• Тони Пекорелла, президент и главный исполнительный директор Modern Leather Goods
• Лаура Рэтлифф, старший редактор TripSavvy
• Робин Ритц, писатель и главный редактор Club Monaco
• Лорен Ро, писатель-стратег
• Крис Шалкс, соучредитель Rice/Potato
• Кристин Ванг, основательница TheSkiGirlcom/strategist/_components/clay-paragraph/instances/citykj9zh006ox2y632iljx5l@published» data-word-count=»49″> Стратег — это новый сайт , предназначенный для размещения наиболее полезных экспертных рекомендаций о том, что можно купить в обширном пространстве электронной коммерции. Некоторые из наших последних завоеваний включают лучшие зонты , ножи для стейков , белые футболки , кусачки для ногтей и коврики для йоги. Обратите внимание, что все цены могут быть изменены.
Если вы покупаете что-то по нашим ссылкам, Нью-Йорк может заработать партнерскую комиссию.
10 самых лучших чемоданов на колесиках
Каждый продукт независимо отбирается (одержимыми) редакторами.
Вещи, которые вы покупаете по нашим ссылкам, могут приносить нам комиссию. Houghton приобретает компанию Shell по производству масел для металлообработки и металлопроката
Опубликовано
Печать
Твитнуть
Новостные ленты Нории
Houghton International Inc., мировой производитель и поставщик промышленных жидкостей и услуг по управлению химическими веществами, подписала соглашение о приобретении бизнеса Shell Metalworking and Metal Rolling Oils. Сделка, завершение которой ожидается в начале 2011 года, должна быть одобрена регулирующими органами.
Houghton и Shell Metal Working and Metal Rolling Oils являются известными производителями специальных жидкостей на мировом рынке жидкостей для металлообработки и металлопроката.
«Это приобретение объединит две дополняющие друг друга организации, которые выиграют от объединения двух талантливых команд и интеграции передового опыта, — сказал Пол ДеВиво, генеральный директор Houghton International Inc. — Эта сделка позволит Houghton лучше предоставлять свои глобальные технологии и возможности приложений. к более широкой клиентской базе».
Условия сделки не разглашаются.
О компании Houghton International
С 1865 года Houghton International Inc. является лидером в разработке и производстве специальных химикатов, масел и смазочных материалов для металлообрабатывающей, автомобильной, сталелитейной и алюминиевой промышленности, а также для множества других рынков. Компания Houghton со штаб-квартирой в Вэлли-Фордж, штат Пенсильвания, имеет производственные, дистрибьюторские и исследовательские центры по всему миру.Об авторе
Статьи по Теме
Увеличение числа прогулочных лодок для удовлетворения спроса на морские смазочные материалы в США
Biosynthetic Technologies объявляет о выпуске новой линейки присадок на основе олео для применения в жидкостях для металлообработки
Fluitec становится первой в мире компанией по производству промышленных смазочных материалов, получившей сертификат B Corp.
Распаковка: гидравлическое масло Mystik® JT-9™ LeakShield® AW
Избранные видео
Spectro Scientific FluidScan 1100 — портативный инфракрасный анализатор масла
Турбинное масло Shell с технологией преобразования газа в жидкость (Turbo S4 X и GX)
Набор инструментов для отбора проб масла Chevron
Набор инструментов Chevron Cool
Избранные технические документы
Важность контроля уровней металлов в смазочных материалах при применении масел для стационарных газовых двигателей
Анализ сильного скольжения и усталостного износа
Руководство покупателя
Смазочные материалы
Масляная фильтрация
Хранение смазочных материалов и обращение с ними
Глоссарий
∙
О Нории
∙
Политика конфиденциальности
Реклама у нас
∙
Отправить контент
Отправить нам сообщение
800-597-5460∙
Факс: 918-746-0925
Надежный завод
∙
Конференция по надежному заводу
Noria∙
Книжный магазин Нория
∙
РелаВоркс
Eames Herman Miller Кресло на колесиках из стекловолокна Ткань в стиле Александра Жирара на 1stDibs
Кресло на колесиках из стекловолокна Eames Herman Miller в стиле Александра Жирара
Просмотреть похожие товары
Eames для стула Herman Miller из стекловолокна, терракотовый
Редкое темно-синее кресло Herman Miller Eames из стекловолокна DAX
Набор из четырех стульев Eames для вращающихся корпусов Herman Miller
Herman Miller из стекловолокна DSS для Eame Стул
Eames для Herman Miller DAR Кресло из стекловолокна желтого цвета
Eames Стекловолокно Herman Miller Arm Shell Chair
Early Zenith Parchment DAX Кресло из стекловолокна для Herman Miller
Eames for Herman Miller Темно-синий стул из стекловолокна
Herman Miller Eames Model DAT-1 Наклоняемый поворотный офисный/настольный стул
Eames для Herman Miller Parchment DSS Shell Chairs
Herman Miller Eames DAX Стекловолоконный стул
Eames Лимонно-желтый стул Shell
1 из 14
650 $Запрашиваемая цена
Еще от этого продавца
Посмотреть все
Набор из четырех обеденных стульев Eames Herman Miller Black DSW
Авторы Herman Miller, Charles and Ray Eames
Расположен в Майами, Флорида
Набор из 4 черных стульев DSW, спроектированных Чарльзом и Рэем Eames для Herman Miller в 1950-х годах.
Обеденные стулья или боковые стулья имеют формованную черную оболочку и дюбель из орехового дерева «палочку для еды». Стулья$2150 / комплект
Набор из шести обеденных стульев Mastercraft Imperial Velvet, 1970-е годы
Вейман/Уоррен Ллойд, Mastercraft
Расположен в Майами, Флорида
Какое поистине невероятное мастерство в этом редком наборе из 6 предметов из искусственного бамбука середины века Кресла Mastercraft от Weiman/Warren Lloyd, изготовленные в Италии, около 1975 года. Из редкой серии k…
Категория
Американские стулья для столовой в стиле модерн середины века 20-го века
Материалы
Никель, латунь
Набор из шести обеденных стульев Mastercraft Imperial Velvet, 1970-е гг. Века Современные сине-белые бархатные кресла с черными железными ножками, датируемые 1950-ми годами. Клубные стулья были недавно обиты лазурным небом или светлым.
..Категория
Кресла 20-го века, французские середины века, современные
Materials
Iron
Pair of Mid-Century Blue and White Velvet Lounge Chairs, France, 1950s
$3,500 / set
Pair of Milo Baughman Green Velvet Flat Bar Chairs, Thayer Coggin, 1960s
By Thayer Coggin, Milo Baughman
Расположен в Майами, Флорида
Великолепная пара недавно перешитых кресел Milo Baughman для Thayer Coggin. Стулья, полностью обитые роскошным изумрудно-зеленым бархатом цвета драгоценного камня, полированы…
Категория
20-го века американский современный кресла в середине века
Материалы
Нержавеющая сталь
Пара зеленых бархатных стульев Milo Baughman, Thayer Coggin, 1960S
$ 4 000 / Стал
PARIP PARIN с пуфом Фредрика Кайзера для Vatne Mobler
Кнут Сетер, Ватне Мёблер, Фредрик А.
КайзерНаходится в Майами, Флорида
Пара шезлонгов 1960-х годов с высокой спинкой и оттоманка из хорошо патинированной коньячной кожи с каркасом из бразильского палисандра. Фредрик Кайзер для Vatne Mobler. Винтажные кресла имеют пом…
Category
20th Century Norwegian Mid-Century Modern Armchairs
Materials
Leather, Rosewood
Pair Rosewood and Leather Chairs with Ottoman by Fredrik Kayser for Vatne Mobler
$6,500 / set
Mid-Century Harvey Probber Style Walnut Sofa
By Harvey Probber, Dunbar Furniture, Edward Wormley
Расположен в Майами, Флорида
Большой четырехместный винтажный диван из не совсем белой ткани со светло-лиловыми и небесно-голубыми акцентами в виде геометрических полос и цветочных узоров с розовыми мотивами . Диван середины века оснащен…
Категория
20-й век американский середине века современные диваны
Материалы
Velvet, Walnut
Середина века Harvey Probber Styl Майло Боман, Thayer Coggin
Находится в Майами, Флорида
Гигантское вращающееся кресло-ванна: великолепное крупногабаритное клубное кресло с тафтинговой спинкой, модель 3405, разработанное Майло Боманом для Thayer Coggin в 1919 году.
65, теперь классика дизайна. Недавно reuffholst …Категория
21-й век и современные американские современные поворотные стулья середины века
Материалы
Ткань
Milo Baughman Grey Swiver Круглый стул Mobler PP130
Автор: PP Møbler, Hans J. Wegner
Расположен в Майами, Флорида
Потрясающее скандинавское кресло середины века, современное мягкое кресло, разработанное датской легендой Гансом Вегнером в 1949 и запущен в производство в 1986 г. компанией PP Mobler. Сделано представлено стул Hoop Lounge …
Категория
21-й век и современные датские датские стулья в середине века
Материалы
Сталь
HANS WEGNER для PP Mobler PP130 Circle Dail Вам также могут понравиться
Eames for Herman Miller Терракотовый стул из стекловолокна
Чарльз и Рэй Имс, Герман Миллер
Расположен в Бруклине, штат Нью-Йорк.
Оригинальные терракотовые стулья Eames из стекловолокна 1960-х годов с оригинальными основаниями в форме буквы H, разработанные Чарльзом и Рэем Имзом для Германа Миллера. The scarce terracotta shell has its original finis…
Category
Vintage 1960s Mid-Century Modern Chairs
Materials
Fiberglass
Eames for Herman Miller Terracotta Fiberglass Shell Chair
$750 / item
Rare Navy Синее кресло Herman Miller Eames из стекловолокна DAX
Авторы Herman Miller, Charles и Ray Eames
Находится в Бруклине, штат Нью-Йорк
Впечатляющее и редкое стекловолоконное кресло Herman Miller Eames. Великолепный текстурированный корпус на черной стальной основе. Все амортизаторы целы, самовыравнивающиеся напольные скользящие элементы присутствуют. Это v…
Категория
Американские современные кресла середины 20-го века
Материалы
Стекловолокно
Редкое темно-синее кресло Herman Miller Eames из стекловолокна DAX
1650 долларов США
Набор из четырех стульев Eames для вращающихся стульев Herman Miller
Herman Miller, Charles and Ray Eames
Находится в Рио-Виста, Калифорния Имс для Германа Миллера.
Каркасы из стекловолокна обиты редким геометрическим черно-белым принтом с…Категория
Американские современные офисные стулья и письменные стулья середины века 20-го века
Материалы
Сталь
Комплект из четырех опор для вращающихся стульев Herman Miller
8000 долл. США / комплект
Оригинальные стулья из литого стекловолокна DSS 1960-х годов на штабелируемой основе, разработанные Чарльзом и Рэем Имзом для Herman Miller. Блестящие оранжевые раковины в оригинальном состоянии, каждая с…
Категория
Винтаж 1960-х годов в середине века современные стулья
Материалы
Стекловолокно
Eames для Herman Miller DSS Orange Fiberglass Shell. Charles and Ray Eames
Расположено в Бруклине, штат Нью-Йорк.
Оригинальное формованное кресло из стекловолокна 1960-х годов на черной основе Eiffel, разработанное Чарльзом и Рэем Eames для Herman Miller.
Великолепная ирисково-желтая цветовая гамма с отчетливой нитью …Категория
Винтаж 1960-х годов в середине столетия Современные кресла
Материалы
Стекловолокно
Eames для Herman Miller Dar Fiberglass Herchair в желтом
$ 1 2009
eames gererslass herless herlash herless herless herless herless herless herless herless herless herless herless herless. и Ray Eames
Находится в Оклахома-Сити, штат Оклахома
Глянцевая оболочка из стекловолокна от Charles and Ray Eames для Herman Miller. Корпус из стекловолокна имеет красно-оранжевый цвет и штамп с более поздней звездой Цинциннати (1965-1978).
Категория
Американские современные кресла середины века конца 20-го века
Материалы
Стекловолокно
Стекловолокно Eames Herman Miller Arm Shell Chair
Стекловолокно Herman Miller Arm Shell Chair
Herman Miller, Charles and Ray Eames, Zenith
Расположен в Сан-Хосе, Калифорния
Обеденное кресло Iconic design (DAX) x-base от Ray и Charles Eames, около начала 1950-е годы.
Это кресло второго поколения, окрашенное в пергамент, сохраняет глянцевую отделку, поддерживаемую…Категория
Винтажные американские кресла середины века 1950-х годов
Материалы
Сталь
Early Zenith Parchment DAX Стекловолокно Кресло для Herman Sheller5090
$1200
Eames for Herman Miller Темно-синее кресло из стекловолокна
By Herman Miller
Расположен в Бруклине, штат Нью-Йорк
Оригинал 19Формованные стулья из стекловолокна 60-х годов темно-синего цвета, разработанные Чарльзом и Рэем Имзом для Herman Miller.
Категория
Винтажные современные стулья середины века 1960-х годов
Материалы
Стекловолокно
Eames for Herman Miller Темно-синий стул из стекловолокна
25 800 долл. США / шт.
Модель Herman Miller Eames DAT-1 Поворотный офисный/настольный стул
Герман Миллер, Чарльз и Рэй Имз
Расположен в Бруклине, штат Нью-Йорк
Отличный пример классического офисного кресла Eames DAT-1.
Формованная оболочка из стекловолокна с наугхайдом для долговечности и комфорта. Удобно катится, поворачивается и наклоняется на литых алюминиевых…Категория
Середина 20-го века Современные офисные и письменные стулья середины 20-го века
Материалы
Алюминий
Herman Miller Eames Model DAT-1 Tilting Swivel Офисный/рабочий стул
$1,499
Eames for Herman Miller Parchment DSS Shell Chairs
Herman Miller, Charles and Ray Eames
Расположен в Бруклине, штат Нью-Йорк Имс для Германа Миллера. Блестящие раковины находятся в первоначальном состоянии, каждая из которых…
Категория
Винтажные современные стулья середины века 1960-х годов
Материалы
Стекловолокно
Eames для Herman Miller Parchment DSS Shell Chands
$ 750 / пункт
Недавно просмотр
Посмотреть больше
Прочтите больше
Promise 1stdibs
.
