Вертикально фрезерные станки бесконсольные: Бесконсольные фрезерные станки — купить в Москве, цена
Содержание
Бесконсольный вертикально фрезерный станок: устройство, схема работы
Главная / ЧПУ станок / Фрезерный станок / Бесконсольный вертикально фрезерный станок: устройство, схема работы
Бесконсольный вертикально фрезерный станок, на примере модели 656П, показан на рис. 1 показан. Основными частями станка являются: станина 1, стойка 2, салазки 3 стола, стол 4, салазки 5 шпиндельной бабки, шпиндельная бабка 6 и подвесной пульт управления 7. Шпинделю станка сообщается вращательное движение от электродвигателя D1, N = 20 кВт; n = 1420 об/мин (рис. 2) через 18-ступенчатую коробку скоростей (три переключения между валами II и III, три — между валами III и IV, два — между валами IV и V). Переключения производятся с помощью двухпозиционных Ц2, и Ц4, и трехпозиционных Ц1, и Ц3, гидроцилиндров управления плунжерного типа. Соответствующие полости гидроцилиндров управления соединяются с насосной станцией посредством крана управления КУ, который может занимать 18 различных положений. Ниже, в таблице, показано, какие полости гидроцилиндров управления соединяются с насосом (т. е. с напором — H) и какие — с баком (т. е. со сливом — С) для настройки различных чисел оборотов шпинделя.
Ниже, в таблице, показано, какие полости гидроцилиндров управления соединяются с насосом (т. е. с напором — H) и какие — с баком (т. е. со сливом — С) для настройки различных чисел оборотов шпинделя.
Таблица 1
Масло к крану управления КУ бесконсольного вертикально фрезерного станка поступает от насоса Н1, через фильтр Ф1, и подпорный клапан К2, отключающий гидроцилиндры управления от насосной станции при падении давления ниже 5-6 бар [(5-6) x 10(5) н/м2]. Наибольшее давление ограничивается предохранительным клапаном К1 16-18 бар.
Рис. 1. Бесконсольный вертикально фрезерный станок 656П.
Коробка скоростей с электродвигателем D1 смонтирована в шпиндельной бабке, которую при настройке можно перемещать с помощью электродвигателя D2 (N = 2,8 кВт, n = 1420 об/мин) по направляющим стойки со скоростью: v=1420*(36/39)*(2/28)/*8=750 мм/мин.
Рис. 2. Кинематическая схема бесконсольного вертикально фрезерного станка 656П
Перемещение бабки бесконсольного вертикально фрезерного станка производится нажатием кнопки «Бабка вверх» или «Бабка вниз». При этом включается электромагнит Эм1, пилота З1, который переводит золотник 32, в позицию «отжим». Масло от насоса h2, через золотник 32, направляется в бесштоковые полости четырех гидроцилиндров Цзаж зажима салазок шпиндельной бабки (на схеме показаны только два цилиндра). Салазки освобождаются и конечным выключателем КB1, включается электродвигатель D2.
При этом включается электромагнит Эм1, пилота З1, который переводит золотник 32, в позицию «отжим». Масло от насоса h2, через золотник 32, направляется в бесштоковые полости четырех гидроцилиндров Цзаж зажима салазок шпиндельной бабки (на схеме показаны только два цилиндра). Салазки освобождаются и конечным выключателем КB1, включается электродвигатель D2.
В случае надобности шпиндельную бабку можно повернуть на угол до 30° в любую сторону от ее вертикального положения, вращая вручную квадрат на конце вала XXIII. За один оборот этого вала шпиндельная бабка поворачивается на один градус: α=1*(1/30)*(18/216)*360°=1°.
При этом предварительно нужно отпустить зажимы, которые приводятся в действие поворотом квадрата вала XXV. Для выдвижения пиноли шпинделя из корпуса шпиндельной бабки служит маховичок 1.
Рабочие продольные и поперечные подачи бесконсольного фрезерного станка осуществляются от отдельных электродвигателей постоянного тока с бесступенчатым регулированием чисел оборотов в пределах 24-1800 об/мин, быстрые перемещения — от тех же двигателей, но при 2400 об/мин. Как видно из схемы, скорости продольного (Snp) и поперечного (Snon) перемещений могут быть следующими:
Как видно из схемы, скорости продольного (Snp) и поперечного (Snon) перемещений могут быть следующими:
Snp=(24…1800; 2400)*(1/26)*(40/30)*(18/18)*(27/26)*8*2≈20…1500; 2000 мм/мин;
Snon=(24…1800; 2400)*(1/26)*(40/30)*8*2≈20…1500; 2000 мм/мин.
При продольном перемещении вращается винт ХVІІ посредством зубчатого колеса z=26, а поперечное перемещение осуществляется вращением гайки ходового винта XII.
Электродвигатель поперечного перемещения можно включать только после поворота крана золотника З3, в позицию «отжим»; масло подается в бесштоковые полости гидроцилиндров зажима салазок и происходит отжим. По освобождении салазок срабатывает конечный выключатель КВ2, подготовляющий цепь включения электродвигателя поперечных перемещений. На валах IX и XV сидят предохранительные муфты ПМ1, и ПМ2.
Ручные продольные и поперечные перемещения можно производить независимо от автоматического, поскольку при продольном перемещении стола вручную вращение от маховичка 2 передается через передачи (75/60)*(2/40)=1/16 на гайку ходового винта XVII, а при поперечном перемещении — от маховичка 3 через передачи (18/24)*(2/24)=1/16 на ходовой винт XII.
Реле давления РД1, гидравлической системы управления выключает электродвигатель привода шпинделя при падении давления масла в гидросистеме управления ниже 15-16 бар.
В качестве рабочей среды в гидросистеме управления используется масло «Индустриальное 20».
Для централизованной смазки бесконсольного вертикально фрезерного станка предусмотрена отдельная гидросистема, в которую входит насос Н2, предохранительный клапан К3, фильтр Ф2 и реле давления РД2. Последнее допускает включение вращения шпинделя только при достаточном давлении в системе смазки. Для смазки используется масло «Индустриальное 45».
Бесконсольно фрезерные станки широко используются для скоростного фрезерования плоскостей на заготовках корпусных деталей с большим припуском на обработку. Они могут настраиваться на автоматический цикл: рабочая подача — быстрый обратный ход — стоп. В некоторых станках этого типа при обратном ходе стола бесконсольного фрезерного станка фреза автоматически отводится от обработанной поверхности, чтобы не повредить ее.
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
8.2 Вертикально-фрезерные бесконсольные станки
Бесконсольные
вертикально-фрезерные станки
(вертикально-фрезерные станки с
крестовым столом) применяют для
фрезерования крупных деталей с большой
толщиной срезаемого слоя. Бесконсольные
станки имеют большую мощность, высокие
частоты
вращения шпинделя и подачи стола.
Шпиндельная бабка с расположенной в
ней коробкой скоростей перемещается
в вертикальном направлении по
направляющим станины. Вращение шпинделя
осуществляется от отдельного
электродвигателя. У некоторых станков
можно устанавливать ось шпинделя под
углом. Стол имеет движения по двум
взаимно перпендикулярным направлениям
в горизонтальной плоскости.
Вертикально-фрезерные
бесконсольные станки выпускают в
основном со столом шириной 630, 800 и
1000 мм. Станком управляют обычно с
Станком управляют обычно с
подвесного пульта. На базе основных
исполнений станков изготовляют
различные модификации (с поворотной
шпиндельной бабкой, со встроенным
круглым столом, копировальные
и
др.).
Вертикально-фрезерный
бесконсольный станок 6А59 показан
на
рис. 8.5.
Техническая характеристика станка
Размер рабочей
поверхности стола, мм:
ширина…………………………………………………………………….1000
длина………………………………………………………………………2500
Перемещение стола,
мм:
продольное………………………………………………………………..2000
поперечное
…………………………………………………………….…..950
Расстояние
от торца шпинделя до поверхности стола,
мм……………100—1000
Частота
вращения шпинделя, мин-1
……………………………………..25—3250
Подача
(бесступенчатое регулирование),
мм/мин………………………20—1500
Мощность
электродвигателя главного движения,
кВт…………………………22
Масса,
т………………………………………………………………………….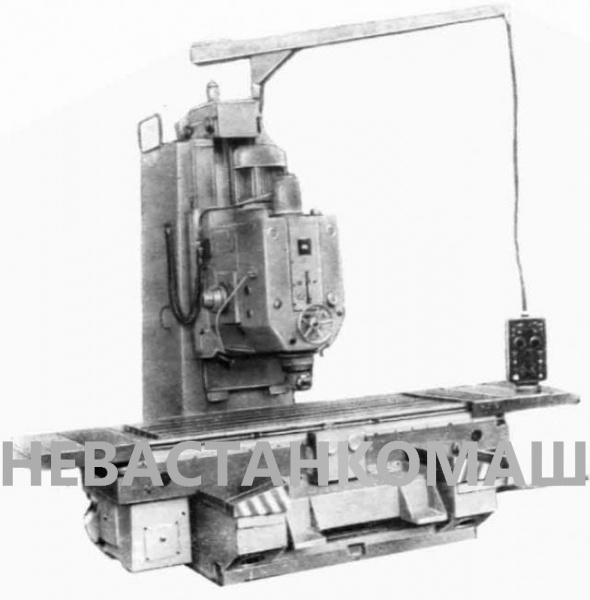 23,6
23,6
Рис. 8.5. Вертикально-фрезерный
станок с крестовым столом 6А59
Станок применяют
для фрезерных работ, используя различные
виды быстрорежущего и твердосплавного
инструмента, а также для простых расточных
и сверлильных работ с вертикальной
подачей фрезерной бабки.
8.3 Продольно-фрезерные станки
Продольно-фрезерные
станки предназначены для обработки
горизонтальных, вертикальных, наклонных
и фасонных поверхностей деталей
торцовыми, цилиндрическими и фасонными
фрезами. Станки выпускают одно- и
двухстоечными, с одним или несколькими
шпинделями. Продольно-фрезерные станки
имеют рабочий стол, совершающий только
продольное перемещение. Главным движением
в продольно-фрезерных станках является
вращательное движение шпинделя бабок,
а движениями подач — продольное движение
стола и соответствующие перемещения
шпиндельных бабок. Кроме рабочих
движений станки имеют обычно следующие
установочные движения: быстрые продольные
перемещения стола; быстрые перемещения
шпиндельных бабок; быстрый подъем
или опускание траверсы; перемещение
гильз шпинделей каждой шпиндельной
бабки для точной установки фрез на
нужную толщину срезаемого слоя; поворот
любой из шпиндельных бабок для
установки фрезы под нужным углом (у
станков с поворотными шпиндельными
бабками). Ширина стола продольно-фрезерных
Ширина стола продольно-фрезерных
станков находится в пределах 320—5000 мм,
а длина 1000—12500 мм и более. Каждый шпиндель
приводится в движение от отдельного
электродвигателя.
Современные
продольно-фрезерные станки имеют высокую
производительность. Машинное время
при обработке сокращается в результате
высоких скоростей шпинделей, высоких
подач, больших тяговых сил приводов
подач и достаточных мощностей шпиндельных
бабок. Вспомогательное время сокращается
в результате механизации вспомогательных
операций, при применении дистанционного
управления станком с одного подвесного
пульта. В конструкциях станков
предусмотрены возможность наладки
с пульта управления любого режима
работы, дистанционное бесступенчатое
регулирование подач (для станков с
шириной стола 500 мм и более), зажим и
отжим перемещаемых узлов, их перемещение,
механизированная уборка стружки из зон
резания и другие виды механизации.
У продольно-фрезерных
станков неподвижная станина является
основанием, к которому у двухстоечных
станков крепят две стойки без поперечины
или с поперечиной, а у одностоечных —
одну стойку, несущую консольную траверсу.
Рис.8.6.
Двухстоечный продольно-фрезерный станок
Двухстоечный
продольно-фрезерный станок с неповоротными
шпиндельными бабками показан на рис.
8.6., одностоечный станок с неповоротной
шпиндельной бабкой — на рис. 8.7. Схемы
компоновок одностоечных и двухстоечных
станков приведены на рис. 8.8.
Рис. 8.7. Одностоечный продольно-фрезерный
станок
Рис. 8.8. Схемы компоновок продольно-фрезерных
станков
Вертикальные фрезерные станки с ЧПУ | Ardel Engineering
Вертикально-фрезерный станок с ЧПУ имеет цилиндрические фрезы, ориентированные вертикально по оси шпинделя. Это особенно полезно для погружных пропилов и сверления; эти инструменты считаются лучшими для погружения. Благодаря технологии ЧПУ инструменты в некоторых вертикальных обрабатывающих центрах могут перемещаться по пяти осям для изготовления нестандартных форм, пазов, отверстий и деталей в трехмерных деталях.
Что такое вертикальное фрезерование с ЧПУ?
Вертикальное фрезерование с ЧПУ относится к фрезерным операциям с ЧПУ, в которых используются вертикальные фрезерные станки. Как следует из названия, станки имеют вертикально ориентированную оснастку. Такая конструкция делает их пригодными для использования в операциях концевого фрезерования, в которых используются инструменты с зубьями на периферии и торце.
По сравнению с горизонтальными фрезерными станками с ЧПУ вертикальные фрезерные станки с ЧПУ обладают следующими преимуществами :
- Доступны по более низкой цене (до четырех-пяти раз дешевле).
- Их проще использовать, так как их конструкция позволяет лучше видеть, что происходит с инструментом и заготовкой.
- Они меньше по размеру, а значит, занимают меньше места в механическом цехе.
- Простой процесс настройки и программирования вертикального оборудования с ЧПУ обеспечивает простую работу и удержание заготовки, что делает его идеальным решением для мелких деталей и небольших тиражей.

Вертикальное фрезерование может использоваться для производства высококачественных прецизионных деталей в различных отраслях промышленности, включая аэрокосмическую, электронную, медицинскую, автомобильную и индустриальные проекты. Простота настройки также делает вертикальную обработку с ЧПУ отличным выбором для создания прототипов. Они идеально подходят для создания следующего:
- Детали коробчатого типа, такие как блоки цилиндров, редукторы, шпиндельные коробки и корпуса шестеренчатых насосов
- Сложные криволинейные детали, такие как кулачки, крыльчатки двигателей, гребные винты и полости литейных форм
- Специальные или нестандартные детали, такие как кронштейны и основания
Вертикальные инструменты с ЧПУ и варианты обработки
Вертикально ориентированные инструменты с ЧПУ эффективны для широкого спектра операций. Хотя вертикальные фрезерные станки являются наиболее распространенным типом оборудования с ЧПУ, к другим полезным инструментам относятся:
Хотя вертикальные фрезерные станки являются наиболее распространенным типом оборудования с ЧПУ, к другим полезным инструментам относятся:
- Вертикальные токарные станки с ЧПУ — Доступные в широком диапазоне размеров, эти инструменты могут выполнять быстрые и точные разрезы с чрезвычайно жесткими допусками. Их можно найти в сочетании с обрабатывающими центрами для фрезерной и токарной обработки с одной установкой.
- Вертикальные обрабатывающие центры с ЧПУ — наиболее распространенное оборудование с ЧПУ, эти сложные инструменты представляют собой простейшие для программирования фрезерные станки с ЧПУ и являются ключевым компонентом многих механических мастерских. Эти системы лучше всего подходят для коротких тиражей и небольших размеров, они могут быть полностью оснащены набором инструментов и устройств смены инструмента, магазинов и каруселей. Они также предлагают охлаждающие и жидкостные системы и специальные корпуса.
- 5-осевые станки с ЧПУ — Среди самых передовых фрезерных обрабатывающих центров эти инструменты можно манипулировать по пяти осям для производства трехмерных деталей с высоким уровнем сложности, точности и скорости даже для самых сложных конструкций.

- Свяжитесь с командой Ardel сегодня для получения дополнительной информации о вертикальном фрезеровании с ЧПУ. Чтобы сотрудничать с Ardel Engineering в вашем следующем проекте по механической обработке, запросите предложение.
Для получения дополнительной информации о прецизионном фрезеровании посетите следующие страницы:
- Что такое фрезерование с ЧПУ?
- Фрезерный процесс с ЧПУ
- Фрезерные инструменты с ЧПУ
- Горизонтально-фрезерные станки с ЧПУ
Birmingham Вертикально-фрезерные станки для тяжелого режима работы со столом 10 x 54 дюйма — BPV-1054C
Добавление в корзину… Товар добавлен
Вертикально-фрезерный станок Birmingham Heavy Duty 10 x 54 дюймов со столом — BPV-1054C
- Закаленный и шлифованный рабочий стол 10 x 54 дюйма
- Высококачественное литье механита
- Прецизионные подшипники шпинделя класса 7
- Коробчатые направляющие на оси Y
- Ласточкин хвост на направляющих X и Z
- Закаленные и отшлифованные направляющие скольжения по осям X и Y
- Закаленный и отшлифованный рабочий стол с Т-образными пазами
- 3 л.
 с., 220 В / 440 В / 3 фазы или 1 фаза Доступно
с., 220 В / 440 В / 3 фазы или 1 фаза Доступно - Шпиндель R-8
- Turcite «B» на направляющей седла (ось Y) на моделях с регулируемой скоростью
- Закаленная и отшлифованная хромированная игла
- Ход пера: 5 дюймов
- Грузоподъемность стола 700 фунтов
- Наклоняемая и вращающаяся головка
- Ручные и механические шпиндельные подачи
Стандартные характеристики :
- Высококачественная фрезерная головка тайваньского производства
- Высокоточный корпус мельницы китайского производства
- Сверхпрочная колонна и основание
- Малообслуживаемые машины
- Высокоточные ходовые винты
- Циферблаты с матовым хромированием
- Основание встроенной стойки охлаждающей жидкости
- Двойные коленные и столовые замки
- Рама с двойным замком
- Перо большого диаметра хромированное
- Цельная пинольная шестерня и вал
- Головка шпинделя с внутренним охлаждением
- Закаленные и шлифованные направляющие
- Мощный двигатель 3 фазы или 1 фаза
- Высокоточные подшипники шпинделя класса 7
- Трехступенчатая подача вниз с автоматическим остановом
- Гарантия на один год и продление на 2 года
Стандартная комплектация:
- Ящик для инструментов 1 комплект
- Передний защитный кожух 1 шт.

- Задняя защита от стружки 1 шт.
- Дышло 1 шт.
- Одноразовая смазка
| Технические характеристики | |
|---|---|
| Размер стола | 10 x 54 дюйма |
| Грузоподъемность стола | 800 фунтов. |
| Стол с Т-образным пазом | 5/8 х 3 дюйма |
| Только стрела для продольного перемещения | 38 дюймов |
| Продольное перемещение с механической подачей | 34 1/2 дюйма |
| Поперечный ход | 18 дюймов |
| Вертикальное перемещение | 18 дюймов |
| Перемещение поршня | 18 дюймов |
| Перемещение пиноли | 5 дюймов |
| Конус шпинделя | Р8 |
Поворотная головка RH.  | |