Вес электрода 4мм: ESAB ОК 46.00 4мм, 6.6кг – купить электроды в магазинах «Всё для Сварки»
Содержание
Электроды “Монолит” (РЦ) 4 мм — 5 кг
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Универсальный электрод для широкого применения в промышленности и быту. Предназначен для ручной дуговой сварки на постоянном или переменном токе рядовых и ответственных конструкций из низкоуглеродистых марок сталей, поставляемых по ДСТУ 2651/ГОСТ 380 (Ст 0, Ст 1, Ст 2, Ст 3 всех групп А, Б, В и всех степеней раскисления – “КП”, “ПС”, “СП”) и по ГОСТ 1050 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20), во всех пространственных положениях (кроме вертикального сверху вниз для электродов диаметром 5,0 мм).
Условия применения
Коэффициент наплавки – 9,5 г/А.ч. Расход электродов на 1 кг наплавленного металла — 1,75 кг.
Электроды марки МОНОЛИТ РЦ предназначены для сварки угловых, стыковых, нахлесточных соединений из металла толщиной от 3 до 20 мм.
Электроды малочувствительны к качеству подготовки кромок, наличию ржавчины и других поверхностных загрязнений.
При монтажной сварке возможна работа во всех пространственных положениях без изменения сварочного тока. Сварка вертикальных швов способом «сверху-вниз» производится короткой дугой или опиранием. Не следует допускать затекания шлака впереди дуги. Для этого угол подъема электрода к вертикали должен составлять 40 – 70°. В нижнем положении электрод рекомендуется наклонять в направлении сварки на 20 – 40° от вертикали.
ХИМИЧЕСКИЙ СОСТАВ НАПЛАВЛЕННОГО МЕТАЛЛА, %
|
|
|
|
|
|
|
|
|
| ||
|
|
|
| ||
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА ШВА
|
|
|
|
|
|
|
|
ОСОБЫЕ СВОЙСТВА
Электроды МОНОЛИТ РЦ отличаются от аналогичных товаров других производителей уменьшенной величиной выделений и интенсивностью образования сварочного аэрозоля и марганца при сварке металла.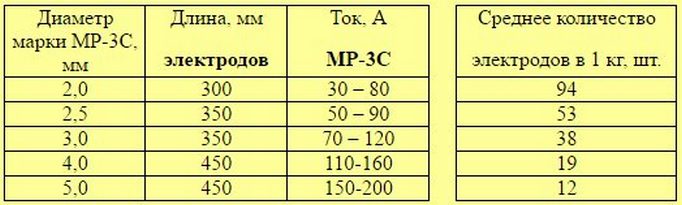 Это было достигнуто путём подбора высококачественного сырья и высоким уровнем контроля технологических процессов при производстве электродов. Институтом электросварки им. Е.О. Патона НАН Украины и Институтом медицины труда АМН Украины подтверждено, что выделение марганца снижено более чем на 30%, выделение вредных веществ в сварочном аэрозоле более 28%.
Это было достигнуто путём подбора высококачественного сырья и высоким уровнем контроля технологических процессов при производстве электродов. Институтом электросварки им. Е.О. Патона НАН Украины и Институтом медицины труда АМН Украины подтверждено, что выделение марганца снижено более чем на 30%, выделение вредных веществ в сварочном аэрозоле более 28%.
Электроды МОНОЛИТ РЦ отличаются легким начальным и повторным зажиганием, мягким и стабильным горением дуги, обеспечивают малые потери металла от разбрызгивания, равномерное плавление покрытия, отличное формирование металла шва, легкую отделимость шлаковой корки.
Позволяют выполнять сварку на предельно-низких токах. Для электродов малого диаметра сварка может производиться от источников питания, включаемых в бытовую сеть.
Легкое обращение с электродами дает возможность выполнять сварку начинающим сварщикам.
Сварка в труднодоступных местах. Возможность сгибать электрод без повреждения обмазки.
возможно сваривание по окисленным, масляным и окрашенным поверхностям.
РЕЖИМЫ СВАРКИ
|
| |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сварку проводить постоянным током любой полярности (рекомендуется обратной «+» на электроде или переменным током от трансформатора с напряжением холостого хода не менее 50 В.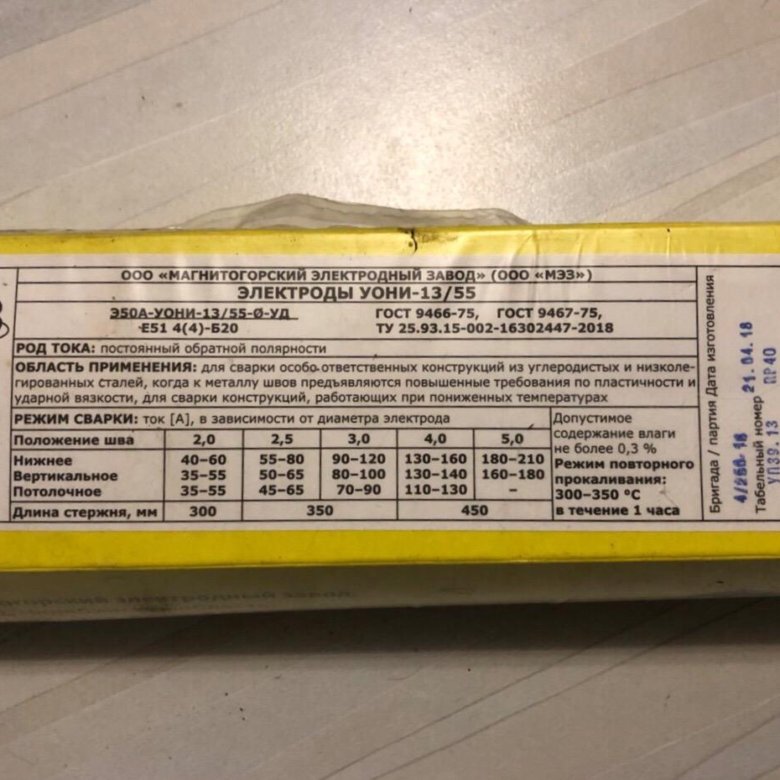 )
)
УПАКОВОЧНЫЕ ДАННЫЕ
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
АНАЛОГИ
|
|
|
|
|
|
|
|
|
|
|
|
 00
00
ПРОКАЛКА ПЕРЕД СВАРКОЙ
При нормальных условиях хранения не требуют прокалки перед сваркой; в случае увлажнения сушка перед сваркой: 110±10°С 25 — 30 мин.
ПОЛОЖЕНИЕ ШВОВ ПРИ СВАРКЕ
РА РВ РС PF
PG PE PD EN 287
СЕРТИФИКАЦИЯ
Сертификат соответствия системе сертификации УкрСЕПРО
Сертификат соответствия государственным стандартам Республики Беларусь (СтБ)
Государственный стандарт Российской Федерации (ГОСТ Р)
Сертификат соответствия ISO 2560A № С-W/002/07 Instytut Spawalnictwa, Польша
Сертификат соответствия с директивами Евросоюза (CE)
Система менеджмента качества
Сертификат Национального Агентства Контроля Сварки
Уменьшена токсичность до 28%
Электроды УОНИ-13/55 ф 4мм (СЗСМ) уп.
 5,5кг
5,5кг
Основное назначение электродов УОНИ-13/55
Для сварки ответственных конструкций из углеродистых и низколегированных сталей, в том числе работающих при знакопеременных нагрузках и отрицательных температурах.
Условное обозначение электродов
|
Нормативная документация |
Классификация |
Условное обозначение |
|---|---|---|
|
ГОСТ 9466-75, ГОСТ 9467-75, ТУ 1272-001-50133500-2015 |
ISO 2560 E 51 5 B20 AWS A5.1 E7015 |
Э50А-УОНИ-13/55-⌀1,6-УД Е 516-Б20 |
Рекомендуемое значение тока (А)
|
Положение шва | |||
|---|---|---|---|
|
Диаметр, мм |
Нижнее |
Вертикальное |
Потолочное |
|
1,6 |
30-50 |
30-45 |
30-45 |
|
2,0 |
40-60 |
40-55 |
40-55 |
|
2,5 |
70-90 |
60-80 |
60-80 |
|
3,0 |
100-130 |
90-120 |
90-120 |
|
4,0 |
160-190 |
130-160 |
130-160 |
|
5,0 |
180-240 |
160-200 |
- |
|
6,0 |
210-290 |
- |
- |
Характеристики плавления электродов Э50А УОНИ-13/55
|
Коэффициент наплавки, г/Ач |
9,5 |
|
Расход электродов на 1 кг наплавленного металла, кг |
1,5 |
Основные характеристики металла шва и наплавленного металла
|
Механические свойства металла шва |
Кол-во |
|---|---|
|
Временное сопротивление разрыву, МПа, σв |
>= 490,000 |
|
Относительное сужение, %, ψ |
>= 45,000 |
|
Относительное удлинение, %, δ5 |
>= 22,000 |
|
Предел текучести, МПа, σт |
>= 375,000 |
|
Работа удара -20°C, Дж, KV-20 |
>= 47,000 |
|
Угол загиба, ° |
>= 150,000 |
|
Ударная вязкость -20°C, Дж/см2, KCU-20 |
>= 60,000 |
|
Ударная вязкость +20°C, Дж/см2, KCU+20 |
>= 120,000 |
|
Ударная вязкость -40°C, Дж/см2, KCU-40 |
>= 40,000 |
|
Ударная вязкость -50°C, Дж/см2, KCV-50 |
>= 34,000 |
|
Химический состав наплавленного металла |
Массовая доля элементов, % |
|---|---|
|
углерод, C |
<= 0,100 |
|
марганец, Mn |
0,900 — 1,500 |
|
фосфор, P |
<= 0,030 |
|
сера, S |
<= 0,030 |
|
кремний, Si |
0,250 — 0,600 |
Технологические особенности сварки:
Сварку производят только на короткой длине дуги по очищенным кромкам.
Прокалка перед сваркой: 300±10°C 1 час
Сертификаты
1. Национальная ассоциация контроля и сварки (НАКС)
2. Федеральное автономное учреждение «Российский Речной Регистр» (РРР)
3. Российский Морской Регистр Судоходства (РМРС)
4. Система сертификации ГОСТ Р госстандарт России (ГОСТ Р)
Электроды сварочные в Сызрани: 1520-товаров: бесплатная доставка, скидка-30% [перейти]
Партнерская программаПомощь
Сызрань
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Электротехника
Электротехника
Продукты и напитки
Продукты и напитки
Дом и сад
Дом и сад
Промышленность
Промышленность
Вода, газ и тепло
Вода, газ и тепло
Торговля и склад
Торговля и склад
Все категории
ВходИзбранное
ПромышленностьСварочное оборудованиеСварочные электродыЭлектроды сварочные
Электроды Inforce УОНИ-13/55 Тип: Э50А, Вес нетто: 5. 000, Свариваемый материал: углеродистые стали
000, Свариваемый материал: углеродистые стали
ПОДРОБНЕЕЕще цены и похожие товары
Электрод для сварки ASKAYNAK X3796 Тип: Э46, Длина: 350, Вес нетто: 2.100
ПОДРОБНЕЕЕще цены и похожие товары
Электроды Ватра МР-3С Тип: Э46, Длина: 450.000, Вес нетто: 1.000
ПОДРОБНЕЕЕще цены и похожие товары
Электроды KOBELCO LB-52U Тип: LB-52U, Длина: 400.000, Вес нетто: 5.000
ПОДРОБНЕЕЕще цены и похожие товары
Электрод для сварки ASKAYNAK X4569 Тип: Э50, Длина: 350, Вес нетто: 2.200
ПОДРОБНЕЕЕще цены и похожие товары
Сварочные электроды RSE S-46 Тип: E6013, Аналоги: ESAB OK-46.00, Длина: 350
ПОДРОБНЕЕЕще цены и похожие товары
1 116
1595
Сварочные электроды RSE S-46.15 universal Тип: E6013, Аналоги: ESAB OK-46. 00, Длина: 400
00, Длина: 400
ПОДРОБНЕЕЕще цены и похожие товары
Электрод для сварки ASKAYNAK X4570 Тип: Э50, Длина: 350, Вес нетто: 3.400
ПОДРОБНЕЕЕще цены и похожие товары
Электрод СЗСМ ОЗС-12 Тип: Э46, Вес нетто: 1.000, Свариваемый материал: углеродистые стали
ПОДРОБНЕЕЕще цены и похожие товары
1 773
2533
Электроды СпецЭлектрод СЭОК-46 Тип: Э46, Аналоги: ОЗС-12, МР-3С, АНО-36, Длина: 450
ПОДРОБНЕЕЕще цены и похожие товары
Сварочные электроды RSE S-46.15 universal Тип: E6013, Аналоги: ESAB OK-46.00, Длина: 400
ПОДРОБНЕЕЕще цены и похожие товары
Электроды СпецЭлектрод ОЗС-12 Тип: Э46, Аналоги: СЭ ОК-46, МР-3С, АНО-36 Монолит, АНО-21 Стандарт,
ПОДРОБНЕЕЕще цены и похожие товары
Сварочные электроды ESAB OK 46. 00 Тип: Э46, Длина: 300, Вес нетто: 1.000
00 Тип: Э46, Длина: 300, Вес нетто: 1.000
ПОДРОБНЕЕЕще цены и похожие товары
Электроды Ватра МР-3С Тип: Э46, Длина: 450.000, Вес нетто: 5.000
ПОДРОБНЕЕЕще цены и похожие товары
Сварочные электроды RSE S-46 Тип: E6013, Аналоги: ESAB OK-46.00, Длина: 400
ПОДРОБНЕЕЕще цены и похожие товары
Электроды ASKAYNAK AS R-143 Тип: Э46, Вес нетто: 2.000, Марка электрода: AS R-143
ПОДРОБНЕЕЕще цены и похожие товары
Электроды СпецЭлектрод МР-3С Тип: Э46, Аналоги: СЭ ОК-46, ОЗС-12, АНО-36, Вес нетто: 1.000
ПОДРОБНЕЕЕще цены и похожие товары
417
510
Электроды Электрод Тольятти МР-3 АТЛАНТ Сертификат Накс: да, Длина: 360.000, Вес нетто: 1.000
ПОДРОБНЕЕЕще цены и похожие товары
Электроды Inforce УОНИ-13/55 Тип: Э50А, Вес нетто: 5. 000, Свариваемый материал: углеродистые стали
000, Свариваемый материал: углеродистые стали
ПОДРОБНЕЕЕще цены и похожие товары
Электроды Inforce МР-3 Тип: Э46, Вес нетто: 5.000, Марка электрода: МР-3
ПОДРОБНЕЕЕще цены и похожие товары
Сварочные электроды НЗСЭ Эталон АНО-21 Тип: Э46, Длина: 350.0, Вес нетто: 1.000
ПОДРОБНЕЕЕще цены и похожие товары
Электроды KOBELCO LB-52U Тип: LB-52U, Длина: 350.000, Вес нетто: 5.000
ПОДРОБНЕЕЕще цены и похожие товары
Электроды KOBELCO LB-52U Тип: E7016, Длина: 350.000, Вес нетто: 5.000
ПОДРОБНЕЕЕще цены и похожие товары
Электрод для сварки ASKAYNAK X3876 Тип: Э46, Длина: 350, Вес нетто: 3.200
ПОДРОБНЕЕЕще цены и похожие товары
Электроды ESAB УОНИИ 13/55 СВЭЛ Тип: Э50А, Длина: 350, Вес нетто: 4. 500
500
ПОДРОБНЕЕЕще цены и похожие товары
Электроды KOBELCO LB-52U Тип: E7016, Длина: 350.000, Вес нетто: 1.000
ПОДРОБНЕЕЕще цены и похожие товары
2 страница из 28
ЭЛЕКТРОД СВАРОЧНЫЙ 4ММ (1коробка-100шт) AS R-143 Аскайнак 6013
Общее описание
AS R-143 представляет собой рутиловый электрод с толстым покрытием. Поскольку количество его основных компонентов выше, чем у АС Р-116, свойства металла шва соответственно выше. Металл шва имеет высокую стойкость к растрескиванию. Шлак легко удаляется, и он дает высококачественные, гладкие и превосходные швы. Его легко поджигать и повторно поджигать, поэтому он является идеальным и простым в использовании электродом
Классификация и типичный состав металла сварного шва
| AWS A5.1 | : | E6013 |
| EN ISO 2560-A | : | E 42 0 RR 12 |
| C | Si | Mn | |
0,08 | 0,35 | 0,65 |
|
Mechanical Properties of the Weld Metal, Typical
| Yield Strength | : | 480 | (N/mm²) | ||
|---|---|---|---|---|---|
| Tensile Strength | : | 550 | (N/mm²) | ||
| Elongation (L=5d) | : | 25 | (%) | ||
| Impact (ISO-V) | : | 60 | (Joule) | (0°C) | |
| 40 | (Joule) | (–20°C) |
Note : Redrying temperature is 70-80°C / 1 hour
Approvals and Certificates
Lloyd Approvals
ABS | BV | DNV | LRS | RINA | TL |
Certificates
CE | DB | TÜV | ГОСТ | SEPRO | TSE |
4
5 Применение к сварным материалам и сварным швам0003
AS R-143 представляет собой электрод общего назначения, особенно используемый для сварки низко- и среднеуглеродистых конструкционных сталей от St 33 до St 52. 3. Машиностроение, мостовые конструкции; сварка корпусов котлов, автомобильных кузовов, стальной мебели, работы с металлическими листами, тонкие листы и мелкий ремонт являются одними из областей его применения.
3. Машиностроение, мостовые конструкции; сварка корпусов котлов, автомобильных кузовов, стальной мебели, работы с металлическими листами, тонкие листы и мелкий ремонт являются одними из областей его применения.
| Конструкционная сталь общего назначения: |
| DIN: Ст 33, Ст 34, Ст 37, Ст 44, Ст 44-2, Ст 44-3, Ст 52-3, Ст 9 520132 EN: S185, S235, S275, S355 DIN: St 37-4, St 44-4, St 52-4 EN: P235TR2 — P355T2 |
| Fine Grained Steels : |
| DIN: StE 255 — StE 420 EN: S255N — S420N DIN: WStE 255 EN: P255NH |
| Elevated Temperature Steels : |
| DIN: St 35-8, St 45-8 EN: P235G1TH — P255G1TH |
| Материалы труб: |
| DIN: StE 210-7 — StE 360-7 EN: L210 — L360NB DIN: StE 290-7 TM-StE 360-7 TM EN: L290MB — L360MB DIN: X42, X46, X52, X60 ( API 5LX) |
| Boiler & Pressure Vessel Steels : |
| DIN: HI, HII, HIII EN: P235GH, P265GH, P285NH DIN: 17 Mn 4, 19 Mn 6 EN: P295GH, P355GH |
| Корабельные таблички: |
| DIN: A, B, D DIN: Ah42 — Eh46 |
| Cast Steels : |
| DIN: GS-38, GS-45, GS-52 EN: GE200, GE240, GE260 |
Welding Parameters / Packing and Diameter Informations
Тип тока и полярность: переменный ток мин. 50 В / DC ( -)
50 В / DC ( -)
| Диаметр (мм) | Длина (мм) | Текущий (AMPER) | .0132 (G/100 шт.| 195 | 2,1 | |
|---|---|---|---|---|---|
| 2.50 | 350 | 65 — 90 | 2070 | 100 | 2,1 |
| 3.25 | 350 | 90 — 140 | 3230 | 100 | 3,2 |
| 4.00 | 350 | 140 — 200 | 4770 | 100 | 4,8 |
| 4.00 | 450 | 140 — 190 | 6690 | 100 | 6,7 |
| 5.00 | 350 | 180 — 240 | 7550 | 65 | 4,9 |
5. 00 00 | 450 | 180 — 230 | 9910 | 65 | 6,4 |
Welding Positions
Welding Rods | Сварочные электроды
Переключить навигацию
Поиск
Поиск
Учетная запись
Настройки
Валюта
GBP — Британский фунт стерлингов
- евро — евро
БЕСПЛАТНАЯ доставка
Для всех заказов на сумму свыше 75 фунтов стерлингов, только для материковой части Великобритании
Не знаю? Позвольте нам помочь вам выбрать
БЕСПЛАТНАЯ доставка
При заказе на сумму свыше 75 фунтов стерлингов, только на материковую часть Великобритании
Не знаете? Поможем выбрать
Финансы доступны
DivideBuy
 trustpilot.com/review/www.weldingsuppliesdirect.co.uk» target=»_blank»>Trustpilot
trustpilot.com/review/www.weldingsuppliesdirect.co.uk» target=»_blank»>Trustpilot
Interest FREE 4 финансирование теперь доступно через DivideBuy Business Finance теперь доступно! Позвоните нам для получения дополнительной информации. Посмотреть как Список Позиции 1-16 из 41 Страница Страница Страница Страница Показывать 8 на страницу Сортировать по Должность Посмотреть как Список Позиции 1-16 из 41 Страница Страница Страница Страница Показывать 8 на страницу Сортировать по Должность Welding Supplies Прямой складской ассортимент сварочных электродов от различных брендов, включая Bohler Welding Elecrodes, SIF, Super 6, UTP и Hilco. Уточните параметры поиска Варианты покупок Тип электрода 6013 7018 316 312 6010 Жесткая облицовка Чугун 307 308 309 310 318 347 7024 8010 Дуплекс/супердуплекс Раздолбай Хастеллой Инконель / Инколой стеллит Извлечение шпильки показать еще 12 показывай меньше Производитель Болер МВА СИФ СРП МагмаСварка ГеКа (Гедик) Оставайтесь на связи с нами и получайте новости о предложениях и событиях . doi: 10.1016/j.jneumeth.2006.08.009. Epub 2006, 22 сентября. Т Сато
Сетка
Вы сейчас читаете страницу
1
2
3
Следующий
16
24
32
40
Все
наименование товара
Цена
доверенность
Установить нисходящее направление
Сетка
Вы сейчас читаете страницу
1
2
3
Следующий
16
24
32
40
Все
наименование товара
Цена
доверенность
Установить нисходящее направление Мы можем посоветовать подходящие электроды для сварки любых материалов. У нас также есть альтернативные сварочные электроды для Stellite 6 , сварочных электродов Metrode и Oerlikon Fincord M’s. Мы можем поставить сварочные стержни для твердосплавных покрытий, сварки разнородных металлов и сварки труб. Позвоните в наш отдел продаж по техническим вопросам, чтобы получить консультацию сегодня.
Мы можем посоветовать подходящие электроды для сварки любых материалов. У нас также есть альтернативные сварочные электроды для Stellite 6 , сварочных электродов Metrode и Oerlikon Fincord M’s. Мы можем поставить сварочные стержни для твердосплавных покрытий, сварки разнородных металлов и сварки труб. Позвоните в наш отдел продаж по техническим вопросам, чтобы получить консультацию сегодня. Подключайтесь к WSD
Новая многоэлектродная матрица для хронической регистрации нейронов с независимым и автоматическим гидравлическим позиционированием
 2007 15 февраля; 160 (1): 45–51.
2007 15 февраля; 160 (1): 45–51.
1
, Т. Судзуки, К. Мабучи
принадлежность
- 1 Кафедра информационной физики и вычислительной техники, Высшая школа информационных наук и технологий, Токийский университет, 7-3-1, Токио, 113-8656, Япония. [email protected]
PMID:
16996616
DOI:
10.1016/j.jneumeth.2006.08.009
Т. Сато и др.
J Neurosci Методы.
.
. 2007 15 февраля; 160 (1): 45–51.
doi: 10.1016/j.jneumeth.2006.08.009.
Epub 2006, 22 сентября.
Авторы
Т Сато
1
, Т. Сузуки, К. Мабучи
принадлежность
- 1 Кафедра информационной физики и вычислительной техники, Высшая школа информационных наук и технологий, Токийский университет, 7-3-1, Токио, 113-8656, Япония. [email protected]
PMID:
16996616
DOI:
10.
 1016/j.jneumeth.2006.08.009
1016/j.jneumeth.2006.08.009
Абстрактный
Мы сообщаем о новой конструкции микропривода, которая позволяет создавать многоэлектродные массивы, способные хронически регистрировать многоэлементную нейронную активность бодрствующих животных. Нашей основной мотивацией для изобретения этого устройства было упрощение задачи позиционирования электродов, которая занимает значительное количество времени и требует высокого уровня навыков. С новыми микроприводами каждый электрод независимо и автоматически устанавливается на место. Система гидравлического привода используется для уменьшения размера, веса и стоимости конструкции. Гидравлическая жидкость также используется как часть электрической цепи и облегчает подключение электродов. Система маршрутизации была прикреплена для уменьшения количества трубных соединений. Микропривод цилиндрический, имеет диаметр 23,5 мм, высоту 37 мм и вес 15 г. Он позволяет использовать до 22 электродов, расположенных на сетке с шагом 0,35 мм. Каждый электрод может быть расположен на любой глубине до 4 мм. Микропривод был оценен в экспериментах по быстрой и хронической записи, и было показано, что он способен автоматически позиционировать каждый электрод и успешно записывать нервные сигналы бодрствующих крыс.
Он позволяет использовать до 22 электродов, расположенных на сетке с шагом 0,35 мм. Каждый электрод может быть расположен на любой глубине до 4 мм. Микропривод был оценен в экспериментах по быстрой и хронической записи, и было показано, что он способен автоматически позиционировать каждый электрод и успешно записывать нервные сигналы бодрствующих крыс.
Похожие статьи
Микропривод пьезодвигателя с обратной связью для точного позиционирования электродов при хронической одиночной записи у мышей с поведением.
Yang S, Cho J, Lee S, Park K, Kim J, Huh Y, Yoon ES, Shin HS.
Ян С. и др.
J Neurosci Методы. 2011 15 февраля; 195(2):117-27. doi: 10.1016/j.jneumeth.2010.09.006. Epub 2010 22 сентября.
J Neurosci Методы. 2011.PMID: 20868709
Экономичный многоканальный массив корковых электродов для длительных периодов записи во время поведения.

Rennaker RL, Ruyle AM, Street SE, Sloan AM.
Реннакер Р.Л. и соавт.
J Neurosci Методы. 2005 15 марта; 142 (1): 97-105. doi: 10.1016/j.jneumeth.2004.07.018.
J Neurosci Методы. 2005.PMID: 15652622
Многоканальная имплантируемая система микроприводов для использования с острыми ультратонкими микроэлектродами «Reitboeck».
Swadlow HA, Берешполова Y, Бездудная T, Cano M, Stoelzel CR.
Swadlow HA, et al.
J Нейрофизиол. 2005 г., май; 93(5):2959-65. doi: 10.1152/jn.01141.2004. Epub 2004, 15 декабря.
J Нейрофизиол. 2005.PMID: 15601730
Хронические многокомпонентные записи поведения животных: преимущества и ограничения.
Super H, Roelfsema PR.
Супер Х и др.
Прог Мозг Res. 2005;147:263-82. дои: 10.1016/S0079-6123(04)47020-4.
дои: 10.1016/S0079-6123(04)47020-4.
Прог Мозг Res. 2005.PMID: 15581712
Обзор.
Усилители на интегральных схемах для многоэлектродной интракортикальной записи.
Джохум Т., Денисон Т., Вольф П.
Джохум Т. и др.
Дж. Нейронная инженерия. 2009 Февраль;6(1):012001. дои: 10.1088/1741-2560/6/1/012001. Epub 2009 12 января.
Дж. Нейронная инженерия. 2009.PMID: 19139560
Обзор.
Посмотреть все похожие статьи
Цитируется
Реимплантируемый микропривод для долгосрочной хронической внеклеточной записи у свободно движущихся крыс.
Поло-Кастильо Л.Э., Вильявисенсио М., Рамирес-Луго Л., Ильескас-Уэрта Э., Морено М.Г., Руис-Уэрта Л., Гутьеррес Р., Сотрес-Байон Ф.
 , Кабальеро-Руис А.
, Кабальеро-Руис А.
Поло-Кастильо Л.Э. и др.
Фронтальные нейроски. 2019 21 фев; 13:128. doi: 10.3389/fnins.2019.00128. Электронная коллекция 2019.
Фронтальные нейроски. 2019.PMID: 30846926
Бесплатная статья ЧВК.Адаптивные подвижные нейронные интерфейсы для мониторинга одиночных нейронов в головном мозге.
Мутхусвами Дж., Ананд С., Шридхаран А.
Мутусвами Дж. и соавт.
Фронтальные нейроски. 2011 8 сент.; 5:94. doi: 10.3389/fnins.2011.00094. Электронная коллекция 2011.
Фронтальные нейроски. 2011.PMID: 21927593
Бесплатная статья ЧВК.Долгосрочные нейронные записи с использованием подвижных микроэлектродов на основе МЭМС в головном мозге.
Джексон Н., Шридхаран А., Ананд С., Бейкер М., Окандан М.

