Виды электродов сварочных: Виды сварочных электродов. Какие марки применять в конкретном случае
Содержание
Типы и виды покрытия сварочных электродов
Виды покрытия электродов по ГОСТ 9466-75 подразделяются на кислые, целлюлозные, рутиловые и основные. Также существуют электроды с покрытием смешанного вида, например, рутилово-целлюлозные или рутилово-кислые и электроды с прочими видами покрытий, которые не относятся к указанным выше и обозначаются буквой «П». А при наличии в составе покрытия железного порошка в количестве более 20% к обозначению вида покрытия электродов добавляют букву «Ж». По европейскому стандарту DIN EN 499 электроды также делятся на четыре вида: C – cellulose, A – acid, R – rutile, B – basic.
В нашей статье мы рассмотрим электроды с покрытием четырех основных видов, особенности их применения, а также плюсы и минусы различных типов покрытия. А о том, как выбрать электроды для сварки читайте здесь.
Содержание
Электроды с кислым покрытием (символ А)
В состав электродов с кислым покрытием входят: оксиды железа, марганца и кремния. Стоит отметить, что токсичные оксиды марганца могут нанести вред здоровью человека. Поэтому электроды с кислым покрытием теряют свою популярность и используются все реже. Вместо них применяются смешанные – рутилово-кислые.
Стоит отметить, что токсичные оксиды марганца могут нанести вред здоровью человека. Поэтому электроды с кислым покрытием теряют свою популярность и используются все реже. Вместо них применяются смешанные – рутилово-кислые.
По механическим свойствам металла шва электроды с покрытием этого вида относятся к типам Э38 и Э42 по ГОСТ 9467-75, обладая пределом прочности до 412 МПа. Они малочувствительны к окалине и ржавчине на свариваемом металле, а также допускают работу удлиненной дугой. Сварку ими можно выполнять на постоянном и переменном токе.
При работе электродами с таким типом покрытия за счет выделения большого количества кислорода во время сварки повышается температура дуги и снижается поверхностное натяжение расплавленного металла, что делает его очень текучим. Это позволяет повысить скорость сварки, но несет риски подрезов (один из дефектов сварного соединения). При этом металл шва имеет повышенную склонность к образованию горячих трещин.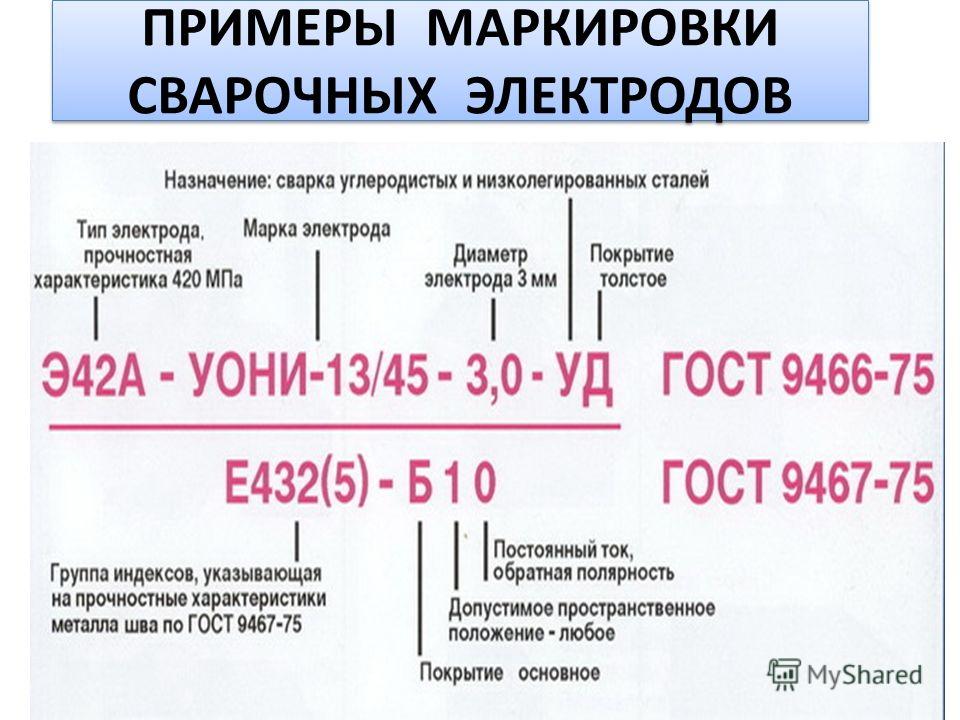
Плюсы электродов с кислым покрытием
- Легкое зажигание и стабильное горение дуги
-
Возможность проводить сварочные работы на постоянном и переменном токе -
При сварке ржавого или покрытого окалиной металла не образуют пор -
Устойчивость к влаге и механическим воздействиям -
Обеспечивает ровный сварной шов -
Хорошая отделяемость шлаковой корки
Минусы электродов с кислым покрытием
- Риск образования подрезов
- Выброс опасных токсинов
- Опасность образования горячих трещин при сварке
Области применения
Данный тип электродов используют для сварки некритичных низколегированных стальных конструкций в строительстве и машиностроении.
Электроды с целлюлозным покрытием (символ Ц)
До 50% состава электродов с целлюлозным видом покрытия занимают органические составляющие, как правило, целлюлоза. Также в него могут входить органические смолы, ферросплавы, тальк и прочие вещества.
Также в него могут входить органические смолы, ферросплавы, тальк и прочие вещества.
Металл шва, полученный при использовании целлюлозных электродов по химическому составу соответствует полуспокойной или спокойной стали. При этом он содержит повышенное количество водорода. По механическим свойствам металла шва электроды с этим покрытием соответствуют типам Э42, Э46 и Э50 по ГОСТ 9467-75 и обладают пределом прочности до 412 МПа, 451 МПа и 490 МПа соответственно.
Их главной особенностью является возможность выполнения вертикальных швов на спуск (сверху вниз). Это достигается за счет образования малого количества шлака, который не стекает вниз, а также большого количества защитных газов. При односторонней сварке на весу для электродов с целлюлозным видом покрытия характерно образование равномерного обратного валика шва.
Следует отметить, что эти электроды обладают повышенным количеством брызг и пониженной пластичностью металла шва, обусловленной большим количеством водорода, образующегося при сгорании органических компонентов.
Плюсы электродов с целлюлозным покрытием
- Легкое зажигание и стабильное горение дуги
- Возможность выполнять сварочные работы как на постоянном, так и на переменном токе
- Легкое отделение шлака
- Возможность сварки во всех пространственных положениях
- Отличная защита сварочной ванны
- Отсутствие выброса опасных токсинов
- Чистый корневой шов
Минусы электродов с целлюлозным покрытием
- Сильные брызги металла
- Чешуйчатый поверхностный шов
- Высокое содержание водорода в защитном газе
- Склонность к небольшим подрезам по краям (трещинам)
- Необходимо прокалить электроды перед началом работы
Области применения
Электроды из целлюлозы применяют при сварке низколегированных сталей. Эффективны при сварке корневого шва магистральных трубопроводов.
Электроды с рутиловым покрытием (обозначение Р)
Рутиловый вид покрытия электродов состоит в основном из природного концентрата рутила (двуокиси титана TiO2), кремнезема (гранита, полевого шпата, слюды), карбонатов кальция и магния, ферромарганца.
Металл шва, выполненный электродами с рутиловым покрытием, соответствует спокойной или полуспокойной стали. Большинство марок электродов с рутиловым покрытием по механическим свойствам металла шва относится к типам Э42 и Э46 по ГОСТ 9467-75 и обладают пределом прочности до 412 МПа, 451 МПа соответственно. При этом у рутиловых электродов стойкость металла шва к образованию трещин выше чем у электродов с кислым покрытием.
Кроме чисто рутиловых покрытий, широко распространены смешанные: рутилово-целлюлозный (РЦ), рутилово-основной (РБ), кисло-рутиловый (АР) типы, которые также обладают хорошими технологическими свойствами.
Электроды с этим видом покрытия характеризуются спокойным расплавлением с малым количеством брызг, а также обеспечивают переход металла стержня в сварочную ванну малыми или средними каплями. Они обладают легким повторным поджигом дуги за счет наличия TiO2, зачастую без соприкосновения стержня электрода с основным металлом. За счет этой особенности достаточно удобно работать короткими швами, когда необходимо частое прерывание дуги. Шов при этом имеет тонкий рисунок, а шлак легко отделяется от металла шва. Еще одним преимуществом рутилового вида покрытия является низкая чувствительность при работе с влажным и ржавым металлом и по окисленной поверхности.
За счет этой особенности достаточно удобно работать короткими швами, когда необходимо частое прерывание дуги. Шов при этом имеет тонкий рисунок, а шлак легко отделяется от металла шва. Еще одним преимуществом рутилового вида покрытия является низкая чувствительность при работе с влажным и ржавым металлом и по окисленной поверхности.
Следует отметить, что рутиловые покрытия менее вредны для здоровья сварщика, чем остальные.
Плюсы электродов с рутиловым покрытием
- Легкое повторное зажигание
- Стабильное горение дуги
- Нет необходимости подготавливать поверхность к работе
- Высокая прочность шва. Не образует горячих и холодных трещин в металле
- Обеспечивает мелкочешуйчатый шов
- Легкое отделение шлака
- Можно использовать как с переменным, так и с постоянным током
Минусы электродов с рутиловым покрытием
- Необходимо прокалить электроды до начала работ
- Необходимо контролировать силу тока, потому что с ее увеличением характеристики электродов ухудшаются
Области применения
Рутиловые электроды – очень популярные, так как область их применения достаточно широка. Например, они используются при сварке низкоуглеродистых конструкций и изделий, сборке трубопроводных конструкций, а также сварке и ремонте изношенных деталей.
Например, они используются при сварке низкоуглеродистых конструкций и изделий, сборке трубопроводных конструкций, а также сварке и ремонте изношенных деталей.
Популярные марки электродов с рутиловым видом покрытия
- GOODEL-OK46 – рутилово-целлюлозное, тип Э46
- АНО-21 – рутилово-целлюлозное, тип Э46
- ОЗС-4 – рутиловое, тип Э46
- ОЗС-12 – рутиловое, тип Э46
- МР-3 – рутиловое или рутилово-целлюлозное, тип Э46
Электроды с основным покрытием (символ Б)
В состав электродов с основным видом покрытия входят карбонаты магния и кальция (доломит, мрамор, магнезит) и плавиковый шпат (CaF2). Последний снижает эффективность работы при использовании переменного тока, поэтому сварка такими электродами выполнятся только на постоянном токе. Смешанные типы, содержащие меньшее количество CaF2 допускают выполнение работ на переменном токе.
Металл, наплавленный электродами с основным покрытием, по химическому составу соответствует спокойной стали. По механическим свойствам металла шва электроды с основным покрытием относятся к типам Э42А, Э46А, Э50А, Э55 и Э60 по ГОСТ 9467-75. Наиболее распространенный и востребованный тип Э50А обладает временным сопротивлением разрыву до 490 МПа. Индекс «А» указывает на то, что наплавленный металл обладает повышенными пластическими свойствами.
По механическим свойствам металла шва электроды с основным покрытием относятся к типам Э42А, Э46А, Э50А, Э55 и Э60 по ГОСТ 9467-75. Наиболее распространенный и востребованный тип Э50А обладает временным сопротивлением разрыву до 490 МПа. Индекс «А» указывает на то, что наплавленный металл обладает повышенными пластическими свойствами.
Электроды с этим видом покрытия характеризуются высокими показателями пластичности и ударной вязкости при нормальных и низких температурах, а также обладает повышенной стойкостью против образования горячих трещин. Это достигается за счет низкого содержания газов, неметаллических включений и вредных примесей. Также газозащитная среда минерального происхождения, состоящая в основном из СО и СО2, лишена водорода, приводящего к образованию холодных трещин в наплавленном металле. Перенос металла в сварочную ванну происходит средними и крупными каплями, расплавленный металл получается вязкотекучим.
Вместе с тем по технологическим характеристикам электроды с основным покрытием имеют свои недостатки. Они достаточно чувствительны к образованию пор при наличии окалины, ржавчины и масла на кромках свариваемых деталей, а также при увлажнении покрытия и удлинении дуги. А также требуют соблюдения условий хранения (в сухом вентилируемом помещении) и обязательной прокалки при высоких температурах перед применением. Сварка, как правило, производится постоянным током обратной полярности.
Плюсы электродов с основным покрытием
- Шов обладает хорошей вязкостью и пластичностью
- Металл содержит небольшое количество газов и примесей
- Стык устойчив к горячему растрескиванию
- Возможность сварки во всех пространственных положениях
Минусы электродов с основным покрытием
- Чувствительны к влаге – электроды следует хранить в сухом месте
- При работе на переменном токе дуга может быть нестабильной
- Удлинение дуги приводит к появлению пор
- При работе на влажных поверхностях соединение может ухудшиться
- Перед работой электроды необходимо прокалить
- Перед сваркой необходимо подготовить поверхность
- Сложны для начинающих сварщиков
Области применения
Электроды с основным покрытием используются при сварке ответственных конструкций, когда к металлу шва предъявляются высокие требования. Широко используются для сварки нефтегазопроводов, мостов и других ответственных сооружений.
Широко используются для сварки нефтегазопроводов, мостов и других ответственных сооружений.
Популярные марки электродов с основным видом покрытия
- GOODEL-52U – основное, тип Э50А
- УОНИ-13/55 – основное, тип Э50А
- ЦУ-5 – основное, тип Э50А
- ТМУ-21У – основное, тип Э50А
Виды электродов для сварки
Дата публикации: 15.11.2018 12:53
Чтобы получить хороший результат в виде качественного сварного шва, перед началом сварных работ необходимо внимательно изучить необходимые для производства материалы. Нужно разобраться в видах электродов, ведь универсальных изделий для сварки пока не существует. Каждый вид применяется для конкретного материала и при определенных условиях.
Электрод представляет собой стержень определенного размера, выполненный из металла или другого материала. Существуют разнообразные виды электродов для сварки:
- Неплавящиеся стержни изготовлены из графита, а также могут быть торированными, итрированными и угольными.

- Плавящиеся электроды производят из легированных, высоколегированных и углеродистых марок стали, бронзы, меди, чугуна и других металлов. Эти изделия обладают покрытием, которое выполняет сразу несколько функций при расплавлении металла. К его «обязанностям» относится защита от газовой фазы сварочной ванны и стабилизация электрической дуги.
Изделия с щелочным покрытием легко образуют и стабилизируют дугу.
Электроды делятся на несколько основных классов:
- — электроды для сварки теплоустойчивых легированных видов стали;
- — электроды для сварки высоколегированных видов стали с особенными свойствами;
- — электроды для сварки конструкционных сталей с применением дуговой сварки;
- — электроды для наплавки металла;
- — электроды для сварки цветных металлов;
- — электроды для сварки чугуна;
Также электроды делятся на четыре типа по допустимым положениям сваривания:
- – все возможные положения;
- – все возможные положения кроме вертикального сверху вниз;
- – нижнее, горизонтальное и вертикальное сверху вниз;
- – нижнее положение;
В промышленности используются различные типы электродов для соединения металлов, которые обладают разной температурой плавления.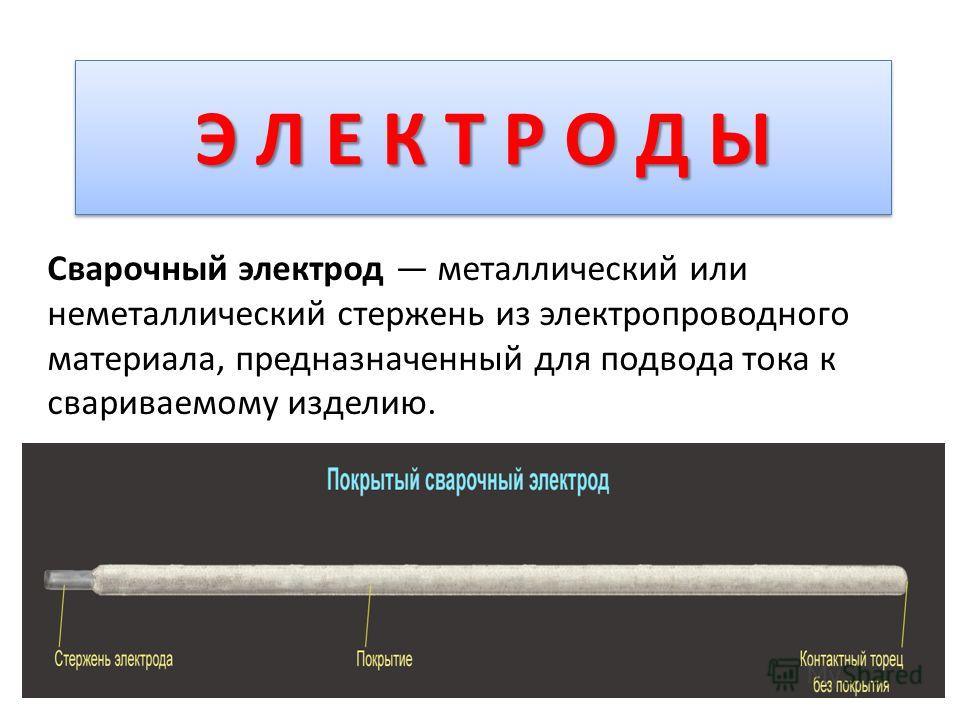 Для каждой задачи подбирается специальный тип сварочного электрода. Например, одна марка электродов для сварки используется для тонкой листовой стали толщиной 0,5 мм, другой тип соединяет металлопрофили толщиной 5 мм.
Для каждой задачи подбирается специальный тип сварочного электрода. Например, одна марка электродов для сварки используется для тонкой листовой стали толщиной 0,5 мм, другой тип соединяет металлопрофили толщиной 5 мм.
Есть много типов стержней, которые классифицировать сложно. Типы для сварки стали определяются по ГОСТу 9467-75. Например, в буквенно-числовых обозначениях марок Э42А, Э38 и Э50А:
- «Э» обозначает «электрод»,
- число указывает минимальное время сопротивления разрыву,
- буква «А» определяет возможность использовать наплавляемый пластичный металл повышенной вязкости.
- буквой «Н» обозначаются изделия для наплавления на разные поверхности,
- буквой «У» маркируются стержни для соединения изделий из углеродистой стали,
- буква «Т» – для изделий из легированных теплоустойчивых сталей.
Химические элементы, входящие в состав наплавки, тоже отражаются в маркировке электрода, например:
- «Х» – хром,
- «М» – молибден,
- «Б» – ниобий,
- «Ф» – ванадий.

К одному классу отечественных и зарубежных сварочных материалов относится большое количество марок сварочных электродов.
Проволока для производства электродов маркируется так:
- буквы Св означают сварочный тип,
- число после букв определяет проценты углерода в металле,
- буквенный код означает наличие легирующих веществ,
- следующее число означает процент этих элементов в составе стержня.
Также это очень важно помнить еще и потому что если Вы сварите изделие не подходящим видом электродов, то Вам никто не даст гарантию, что оно доживет до завтра. Правильно относиться к выбору электродов Вам помогут и прайс-листы наших заводов-изготовителей, найти которые Вы сможете только в разделе «Контакты». Помните: правильное отношение к выбору электродов является залогом успешно выполненной работы!
Различные типы сварочных электродов и их использование [Пояснение] PDF
В этой статье вы узнаете , какие существуют типы сварочных электродов при сварке? Как и когда их использовать? Объяснение с помощью изображений .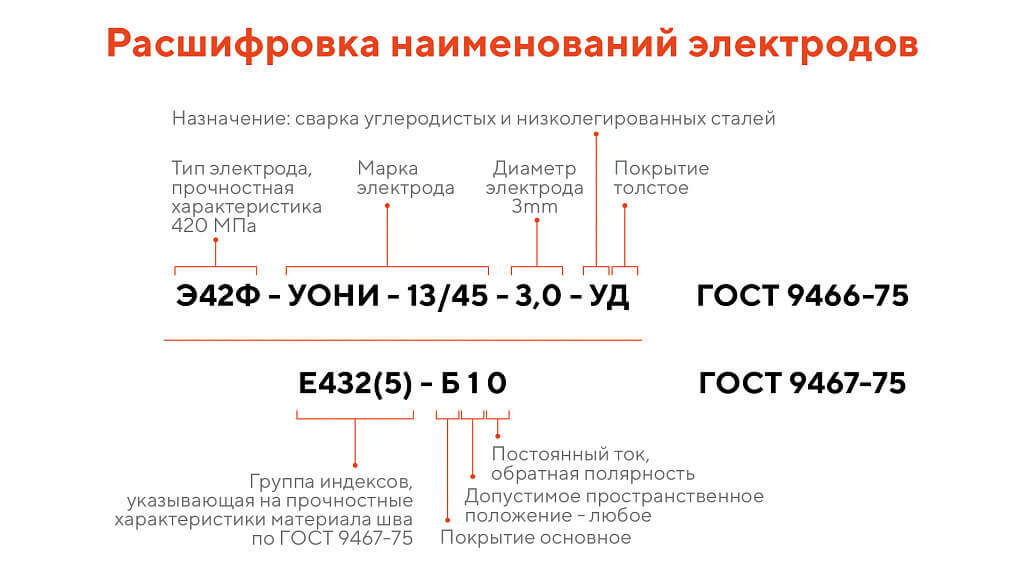
Если вам нужна эта статья в PDF-форме , вы можете скачать ее в конце.
Что такое сварочный электрод?
Если вы занимаетесь самодельной сваркой всего пару раз или являетесь профессиональным сварщиком, выполняющим сварку каждый день, процесс сварки требует большого мастерства. При сварке используются многие важные инструменты, такие как молотки, сварочные аппараты, перчатки, защитные очки и сварочные прутки.
Прежде чем мы рассмотрим различные типы сварочных электродов, давайте разберемся, что они из себя представляют. Сварочный стержень состоит из двух разных металлов, проволоки или наполнителей, которые при соединении их с основным металлом под воздействием электрического тепла соединяют две части металла вместе с гладкой поверхностью.
Сварочные стержни обычно используются при дуговой сварке в защитных газах (SMAW). Его также можно назвать сварочным электродом. Он в основном подает присадочный металл к заготовке и проводит электрический ток к дуге.
Правильный выбор сварочного электрода — сложная задача. использование неподходящего электрода может привести к плохому сварному шву. Чтобы вывести свое безупречное сварочное мастерство на новый уровень, вы должны хорошо разбираться в сварочных электродах. Поэтому мы обсудим и расскажем вам о наиболее распространенных сварочных электродах и их использовании. Давайте начнем.
Проверка: Каковы распространенные типы дефектов сварки? [Причины, меры по устранению]
Типы сварочных электродов
Если вы в основном не выполняете сварку TIG, вы будете использовать расходуемые электроды с использованием дуговой сварки с угольными электродами. Углеродные электроды обычно изготавливаются из угольного графита и не являются расходуемым материалом.
#1 Неплавящиеся электроды
Неплавящийся электрод остается целым, не меняет своих свойств и не плавится. Однако нерасходуемые палочки могут со временем изнашиваться из-за окисления или испарения. Единственной целью использования таких электродов является создание и поддержание электрической дуги.
Единственная проблема в том, что при работе с неплавящимися электродами необходимо вручную подавать наполнители. Эти электроды используются при сварке вольфрамовым электродом в среде инертного газа (TIG), угольной дуговой сварке (CAW) и сварке атомарным водородом (AHW). Неплавящиеся электроды в основном содержат угольные и вольфрамовые электроды.
#1 Угольные электроды
Угольный электрод создает электрическую дугу между электродом и склеиваемым материалом. Эта дуга создает температуру выше 3000 °C. Эти сварочные электроды более старые и менее распространены в сварке, хотя все еще используются.
Поскольку он генерирует высокую дугу, его сложно контролировать по сравнению с дугой других процессов. Он подходит для нагрева металлов и вырезания отверстий в металлах, но не используется для сварки тонких металлов.
№2 Вольфрамовый электрод
Вольфрамовые электроды подходят для дуговой сварки вольфрамовым электродом в среде инертного газа (TIG) или при выполнении плазменной сварки. Это самые популярные виды неплавящихся электродов.
Это самые популярные виды неплавящихся электродов.
Вольфрамовые электроды изготавливаются из чистого вольфрама или комбинации вольфрама и тория или вольфрама и циркония. Электроды из чистого вольфрама подходят для небольших работ с тонкими металлами, поскольку они не требуют большой силы тока.
Вольфрамо-циркониевый электрод используется для тяжелых металлов, но не так долговечен, как вольфрамо-ториевый электрод. Вольфрамовые ториевые электроды являются популярными типами, которые обеспечивают самые прочные сварные швы с высокой силой тока.
#2 Расходуемые электроды
Расходуемый электрод работает именно так, как кажется. Когда используются эти присадочные электроды, стержни расплавляются и расходуются, чтобы перекрыть зазор между основным металлом и другой металлической частью. Плавящиеся электроды используются как при сварке MIG, так и при дуговой сварке.
Плавящиеся электроды плавятся в процессе сварки, в отличие от неплавящегося электрода. Стандартными плавящимися электродами для сварки являются стержневые, сплошные и порошковые проволоки. Плавящиеся электроды далее классифицируются как электроды без покрытия или с покрытием для процесса дуговой сварки.
Плавящиеся электроды далее классифицируются как электроды без покрытия или с покрытием для процесса дуговой сварки.
Неизолированные электроды обычно не имеют флюсового покрытия для защиты сварочной ванны, и сварка в основном используется для марганцовистой стали. Электроды с покрытием также подразделяются на три типа .
№1 Электроды со светлым покрытием
Электроды со светлым покрытием имеют тонкий слой флюса. Однако флюс не создает надежного защитного газа, защищающего сварочную ванну от таких загрязнителей, как фосфор или сера. Электроды с легким покрытием производят меньше шлака, чем электроды со средним или толстым покрытием, с коэффициентом покрытия около 1,25.
№2 Электроды со средним покрытием
Электрод со средним покрытием с коэффициентом покрытия 1,45. Они предлагают множество преимуществ, таких как исключительный контроль дуги, легко удаляемый шлак и возможность сварки в любом положении. Они в основном используются в морских буровых установках, строительстве мостов и сварке трубопроводов.
№3 Электроды с толстым покрытием
Электроды с толстым покрытием используются для получения высококачественного металла шва, сравнимого и даже превосходящего основной металл по механическим свойствам. Он имеет коэффициент покрытия от 1,6 до 2,2, что помогает образовывать эффективный защитный газ для защиты сварного шва при воспламенении сварочной ванны.
Читайте также: Различные типы металлов и их свойства [PDF]
Типы сварочных электродов
Ниже приведены распространенные типы сварочных электродов:
- Электрод из низкоуглеродистой углеродистой стали
- Электроды из мягкой стали
- Электроды из нержавеющей стали
- Прутки для сварки алюминия
- Прутки для сварки бронзы
Электрод из углеродистой стали №1 с низким содержанием водорода
Электрод из порошка железа с низким содержанием водорода с первичным покрытием для низкотемпературных применений. Всепозиционный электрод для сварки среднепрочных и мелкозернистых углеродистых сталей. Эти сварочные стержни имеют хорошие сварные швы, идеально подходящие для сварки и резки толстых материалов.
Эти сварочные стержни имеют хорошие сварные швы, идеально подходящие для сварки и резки толстых материалов.
Кроме того, он обладает впечатляющей долговечностью и обеспечивает легкое создание и удержание дуги. Они также эффективны при склеивании углеродистых и низколегированных сталей. Кроме того, после удлиненного штифта электрод демонстрирует отличные механические свойства.
№2 Электроды из мягкой стали
Электроды из мягкой стали изготовлены из высококачественного материала, но с низкой концентрацией отложений из углеродистой стали. Этот электрод работает при низком напряжении переменного тока (50 В) при любых условиях. Они обладают значительной прочностью на растяжение, чтобы поддерживать долгую дугу.
Они широко используются в судостроении, железнодорожных вагонах, трубопроводах и автомобильной промышленности. Кроме того, он обеспечивает ровную и стабильную сварочную дугу с низким уровнем разбрызгивания, отличной отделяемостью шлака и образованием мягкого наплавленного валика.
Электрод №3 из нержавеющей стали
Это основной электрод, обеспечивающий сварку низкоуглеродистой аустенитной нержавеющей стали. Он предназначен для обеспечения и поддержания стабильного качества сварки независимо от воздействия температуры и погодных условий.
Эти стержни обеспечивают превосходную устойчивость к коррозии, гладкую сварку и легкое удаление шлака. Сварочные электроды обеспечивают потрясающую и долговечную проектную работу, которая только кричит о качестве и превосходном мастерстве.
#4 Сварочные стержни для алюминия
Эти сварочные стержни универсальны для сварки алюминия, подходят для сварки чистого алюминия и сварки различных алюминиевых сплавов. Он производит высококачественные сварные швы и обеспечивает прочные, плотные, пористые и безтрещинные наплавки.
Алюминиевые сварочные стержни могут работать практически с любым цветным металлом. Они просты в использовании, имеют высокую скорость сварки, меньше брызг и плавную работу.
#5 Бронзовые сварочные стержни
Бронзовые сварочные стержни используются почти только для соединения меди с разнородными металлами или для ремонта бронзовых деталей. Эти стержни также используются при пайке, когда используется присадочный металл. В этом случае он имеет более низкую температуру плавления, чем соседние металлы, чтобы закрыть зазор между заготовками.
Типы сварочных электродов в соответствии с их номерами
#1 6010
Изображение: sharkind.com
Электрод 6010 представляет собой электрод общего назначения, который эффективно выполняет сварку в вертикальном и потолочном положениях. Однако скорость осаждения электродов невелика. Это популярные типы, используемые для глубокого проникновения. Эти электроды подходят только для источников постоянного тока.
Этот электрод имеет очень тугую дугу, что может вызвать трудности у сварщиков-любителей. Электродной дугой 6010 легко управлять, она обеспечивает плоский сварочный валик с небольшим образованием шлака. Эти сварочные прутки предназначены для сварки труб и полевого строительства, кораблей, водонапорных башен, сосудов под давлением и стальных резервуаров для хранения.
#2 6011
Изображение: Indiamart.com
6011 сварочные прутки могут производить сварные швы с минимальной прочностью на растяжение 60 000 фунтов на квадратный дюйм. Это всепозиционный электрод с мягкой дугой, минимальным разбрызгиванием, умеренным проплавлением и легко удаляемым шлаком. Этот электрод может работать как от источников переменного, так и постоянного тока.
Обеспечивает легко контролируемую дугу с глубоким проплавлением и высококачественным металлом сварного шва. Эти электроды подходят для новых и чистых материалов, более тонких материалов и более широких корневых отверстий. Сварочные электроды 6011 славятся ремонтом автомобилей, двигателей, сельскохозяйственной техники и других замасленных, ржавых и грязных предметов.
#3 6012
Изображение: Alibaba.com
6012 сварочные электроды — это электроды общего назначения, которые обеспечивают превосходные шунтирующие характеристики, особенно для приложений с плохой подгонкой. Эти электроды имеют стабильную дугу и работают при больших токах с малым разбрызгиванием.
Чрезвычайно универсальные, эти электроды могут быть совместимы с источниками переменного и постоянного тока. Для сварки, где требуется гладкий и чистый внешний вид, электрод 6012 — идеальный выбор. Этот электрод используется для сварки листового металла и других слаботочных приложений.
#4 6013
6013 сварочный пруток представляет собой универсальный электрод, обеспечивающий мягкую, устойчивую дугу, легко восстанавливаемую, легкий контроль шлака при сварке вертикально вниз, низкое разбрызгивание и красивый внешний вид валика. Он имеет сильное титановое покрытие и в основном используется для тонколистового металла.
Эти электроды можно использовать в любом положении с переменным или постоянным током (прямая или обратная полярность). Электроды 6013 сравнимы с электродами 6011 по прочности на растяжение, условиям сварки и видам тока. Эти типы сварочных стержней используются в новых строительных и производственных работах.
#5 7018
Изображение: Amazon.com
7018 сварочные электроды предназначены для сварки низко-, средне-, высокоуглеродистых сталей и высокопрочных низколегированных сталей. Это всепозиционный электрод с густым флюсом и высоким содержанием железного порошка, что делает его самым простым в использовании. Они подходят для источников питания переменного и постоянного тока.
Известно, что эти электроды обеспечивают плавную, тихую дугу с минимальным разбрызгиванием и умеренным проплавлением дуги. Этот стержень поможет вам правильно контролировать дугу и уменьшить послесварочные помехи. Эти сварочные стержни создают прочные сварные швы с минимальной прочностью на растяжение 70 000 фунтов на квадратный дюйм.
#6 7024
Изображение: prata-welding.com
7024 — это высокоскоростной железный порошковый электрод с толстым покрытием, используемый для высокоскоростной наплавки при горизонтальной сварке и сварке вниз. Они обеспечивают превосходную привлекательность для оператора, отличный внешний вид валика и самоочищающийся шлак.
Эти электроды также могут питаться от источника переменного или постоянного тока. Этот электрод имеет высокое содержание железного порошка, что помогает повысить скорость осаждения. Он может хорошо работать на стальной пластине толщиной не менее ¼ дюйма. Толстый и может использоваться на металлах размером более ½ дюйма.
Читайте также: Типы сварных соединений (подробное объяснение)
Что такое электродное покрытие?
Покрытия электродов изготавливаются из минералов, органических материалов, ферросплавов и порошков железа, связанных с силикатами натрия или калия. Он обеспечивает газовую защиту дуги, стабильность дуги легкого зажигания, защитный шлак, хорошую форму сварного шва и защищает расплавленный металл сварного шва.
Покрытие покрыто сравнительно качественным лаком, нанесенным слоем толщиной от 1 до 3 мм. Вес такого покрытия составляет от 15 до 30% от веса электрода. Основной целью легкого покрытия является повышение стабильности дуги. Поскольку покрытие электрода хрупкое, можно использовать только электроды с прямым стержнем.
Преимущества покрытия
- Повышает стабильность дуги, добавляя определенные химические вещества, обладающие такой способностью, путем ионизации пути дуги.
- Поставляет флюс, помогающий удалять оксиды и другие примеси из расплавленных металлов.
- Уменьшает разбрызгивание металла сварного шва, когда покрытие горит медленнее, чем сердцевина.
- Замедляет скорость охлаждения сварного шва, чтобы предотвратить затвердевание.
Типы покрытий
Поскольку каждый тип электродного покрытия имеет множество характеристик, уникальный химический состав каждого покрытия придает ему различные свойства. Существует множество различных типов покрытий, и обязательно изучите наилучшее применение каждого покрытия, чтобы убедиться, что вы выбрали правильное для своего проекта.
#1 Целлюлозное покрытие
Эти покрытия содержат около 1/3 целлюлозы и 2/3 других органических материалов. Под воздействием сварочной дуги материал разлагается с образованием трех различных газов: водорода, монооксида углерода и диоксида углерода, которые усиливают дугу.
За счет этого позволяет току глубже проникать в металл, что приводит к более прочным сварным швам. Кроме того, он выделяет слой газа для защиты сварочной ванны от загрязнений. Целлюлозные покрытия доступны в различных химических смесях с уникальными свойствами и лучшими приложениями.
#2 Минеральное покрытие
Минеральные покрытия оставляют слой шлака поверх металла сварного шва. Хотя шлак может показаться раздражающим побочным эффектом, он служит полезной цели. Шлак электрода с минеральным покрытием остывает гораздо медленнее, чем электрод с целлюлозным покрытием.
Это дает загрязнениям время отфильтроваться на поверхности металла, не давая им нарушить структуру сварного шва.
#3 Mixture
Сочетает целлюлозу и минералы и является популярным выбором среди производителей, поскольку они предлагают лучшее из обоих химикатов. Поскольку эти покрытия содержат несколько компонентов и больше ингредиентов, химическое разнообразие дает несколько существенных преимуществ.
Защитный газ и защита от шлака на сварных швах могут быть невероятно полезными, особенно при работе с неблагородными металлами.
Значение номера, напечатанного на сварочных электродах
Система нумерации сварочных электродов может сначала показаться запутанной, но как только вы поймете номер, вам будет легко выбрать электрод для вашей работы. Эта система, разработанная AWS, сообщает, какое давление может выдержать стержень, правильное положение сварки, состав флюса и правильный выбор тока.
Как определить?
Наиболее широко используемыми сварочными электродами являются 7018, 7014, 6013, 6011 и 6010. Например, использование сварочного электрода 6010 позволяет определить предел прочности при растяжении по первым двум числам. Это число представлено фунтами на квадратный дюйм (psi).
Умножив 60 на 1000, вы получите 60 000 (psi), а это значит, что это давление, которое может выдержать сварной шов. Третий номер сварочного стержня определяет оптимальное положение для сварки. Используются только положения сварки 1, 2 и 4.
1 означает, что сварочную проволоку можно использовать во всех положениях, 2 означает плоское или горизонтальное положение, а 4 означает верхнее или вертикальное положение. В случае со сварочной проволокой 6010 это означает, что ее можно использовать в любых условиях. Последнее число описывает материал флюса и подходящий для использования ток.
Цифра 0 означает, что стержень изготовлен из натрия с высоким содержанием целлюлозы, а подходящий ток сварочного электрода — DC+. Покрытие стержня изготавливается из различных металлов, которые перечислены ниже.
| Number | Material | Current |
|---|---|---|
| 0 | High cellulose sodium | DC+ |
| 1 | High cellulose potassium | AC, DC+, DC- |
| 2 | Высокое содержание титана, натрий | AC, DC- |
| 3 | Высокое содержание титана, калий | AC, DC+ |
| 4 | Железный порошок, Titania 922524 AC, DC+, DC- | |
| 5 | Low hydrogen sodium | DC+ |
| 6 | Low hydrogen potassium | AC, DC+ |
| 7 | High iron oxide, potassium powder | AC, DC+, DC- |
| 8 | Калий с низким содержанием водорода, железный порошок | AC, DC+, DC- |
Читайте также: Что такое контактная сварка? Его типы, работа и применение
Как выбрать сварочные электроды?
Теперь вы можете подумать, что знакомы с различными сварочными электродами, но выбрать один для конкретного применения по-прежнему сложно. Ниже приведены некоторые важные факторы, которые каждый сварщик должен учитывать при выборе электродов.
№1 Основной металл
Перед сваркой следует помнить одну вещь: состав основного металла. Во-первых, вы должны найти сварочный пруток, который точно соответствует основному металлу. Это повысит ваши шансы на получение прочного и стабильного сварного шва.
Если вы не уверены в составе основного металла, учитывайте следующие факторы:
#1 Внешний вид металла
Если вы работаете со сломанным куском металла, проверьте его текстуру перед сваркой. Шероховатая или зернистая поверхность означает, что вы работаете с чугунным металлом.
#2 Магнитный или немагнитный
Другой способ определения основного металла состоит в том, чтобы определить, является ли металл магнитным или немагнитным. Если он магнитный, велика вероятность легированной стали или углеродистой стали. Если он немагнитный, основным металлом может быть нержавеющая сталь, марганцевая сталь или цветной сплав, такой как латунь, алюминий, медь или титан.
#3 Искровой тип
В дополнение к вышеизложенному, сварщик должен также проверить, какую искру дает основной металл один раз против шлифовального станка. Критическая роль здесь заключается в том, что чем больше разгорается его искра, тем выше содержание углерода в основном металле.
#2 Прочность на растяжение
Необходимо согласовать прочность на растяжение сварочного электрода с основным металлом. Если вы этого не сделаете, это может привести к растрескиванию, среди других блокировок. Чтобы определить предел прочности сварочного стержня, вам просто нужно проверить первые два числа. Я уже рассказывал вам о процессе проверки прочности на растяжение.
#3 Сварочный ток
Большинство сварочных электродов совместимы с источниками переменного и постоянного тока, а некоторые поддерживают обычные источники питания. Чтобы определить тип тока, который будет использоваться со сварочным стержнем, вам необходимо проверить четвертый номер стержня.
#4 Позиции сварки
Чтобы определить, для какой позиции подходит конкретный электрод, обратитесь к третьей цифре в системе AWS. 1 используется для плоского, горизонтального, вертикального и надземного положения, а 2 — только для плоского и горизонтального. Например, электрод 6010 можно использовать в плоском, горизонтальном, вертикальном и потолочном положениях.
#5 Технические характеристики и обслуживание
Обязательно оцените условия, в которых будет находиться сварная деталь во время ее эксплуатации. Если он используется в условиях высоких или низких температур, подверженных повторяющимся ударным нагрузкам, электрод с низким содержанием водорода и высокой пластичностью уменьшит вероятность растрескивания сварного шва.
Аналогичным образом проверяйте технические характеристики сварки при работе с критически важными объектами, такими как сосуды под давлением или строительство котлов. В большинстве случаев эти сварочные спецификации требуют, чтобы вы использовали определенный тип электрода.
Завершение
Как я уже сказал, это, также известные как электроды, сварочные материалы, которые расплавляются и пропитываются в таких процессах, как сварка электродом. Сварочный стержень присоединяется к сварочному аппарату, создавая электрическую дугу между основным металлом.
Итак, на данный момент я надеюсь, что рассказал все о « Сварочных электродах ». Если у вас остались сомнения или вопросы по этой теме, вы можете связаться с нами или задать в комментариях. Если вам понравилась эта статья, то, пожалуйста, поделитесь ею с друзьями.
Хотите получать бесплатные PDF-файлы прямо на свой почтовый ящик? Тогда подпишитесь на нашу рассылку.
Адрес электронной почты
Загрузите PDF-файл этой статьи:
Нажмите здесь, чтобы загрузить
Вы можете прочитать больше в нашем блоге:
- Различные типы плоскогубцев: как использовать? с [Изображениями и PDF]
- 31Различные типы гаечных ключей и их использование [Полное руководство]
- Что такое долото? Его типы, части, методы и меры предосторожности.
Типы сварочных электродов — номер сварочного электрода Значение и классификация
В сварке электродом существует несколько типов сварочных электродов для сварки различных материалов, различного назначения и характеристик сварочного электрода. Итак, каковы основные типы сварочных электродов?
Давайте узнаем больше в этом посте.
Электроды для электродной сварки Типы: классификация и типы покрытия
Электроды для электродной сварки (SMAW) являются важной частью сварочного процесса. Они бывают разной металлургии и размеров, и у каждого есть свое конкретное назначение.
Также существует множество различных типов электродов для сварки, поэтому важно выбрать правильный для работы.
Некоторые распространенные типы сварочных электродов для электродуговой сварки (SMAW) включают:
- Электроды общего назначения (для низкоуглеродистой стали), такие как E6010, E6011 и E6013.
- Электроды с низким содержанием водорода (для сварки углеродистой и низколегированной стали), например, E7018, E8018 и E10018.
- Электрод из нержавеющей стали (для нержавеющей стали и других высококачественных металлов) Например, E308L, E309л.
- Сварка чугуна (для сварки чугуна и чугуна с углеродистой сталью) Например, ENiFe-CI, ENi.

- И многие другие типы.
При выборе сварочного электрода важно учитывать толщину и тип свариваемого металла, а также среду, в которой будет происходить сварка.
Сварка SMAW или Ручная сварка Типы электродов классифицируются на основе следующих факторов:
- Размер – Обычно доступны следующие размеры: 3/32, 1/8 (самый распространенный), 5/32 и 3/16, 7/32, ¼ и 5/16 дюйма (2,4, 2,5, 3,2, 4,0, 4,8, 5,0, 5,6 дюйма). , 6,0, 6,4 и 8,0 мм).
- Тип тока: AC, DC (DCEP/DCEN)
- Тип покрытия: Целлюлоза, рутил, кислота, щелочь, железный порошок и т. д., как подробно описано в этой статье.
- Материал – Сварочные электроды изготавливаются из мягкой стали, не содержащей железа, высокоуглеродистой стали, чугуна, нержавеющей стали и специального сплава.
- Прочность — Прочность сварного шва на растяжение должна быть выше, чем у свариваемого металла. Материал электрода также должен быть прочнее, чтобы выдерживать разжижение сварного шва, происходящее из-за покрытия электрода/основного металла.
- Положение сварки — Различные электроды, используемые для каждого положения сварки: горизонтальное, плоское, вертикальное, потолочное, как показано на рис. 1 и т. д. Посмотрите это видео на YouTube, чтобы узнать о различных положениях сварки.
4 Types of Welding Electrodes & Rods
The mainly used 4 types of Welding Electrodes for Mild Steel & Carbon Steel Welding are:
- E6010
- E6013
- E7018 &
- E7024
Following are the Основные сварки сварки для сварки из нержавеющей стали:
- E308L-16
- E309L-16
- E316L-16
- E310-16
- E347-16
. Что является сварщиком.0462 Основными элементами в покрытии стержня для сварки электродами являются: Элементы покрытия сварочного электрода и их назначение 1) Флюсы: Кремнезем, CaO (из известняка), плавиковый шпат. Предпочтение отдается полуспокойной или полностью спокойной стали, потому что ее производство дешевле, а также потому, что она придает электроду оптимальные рабочие характеристики. Поскольку можно получить любой желаемый химический состав металла сварного шва из легированной стали путем включения подходящих легирующих элементов в флюсовое покрытие, современные производители электродов используют одну марку полуспокойной качественной стали для производства широкого спектра низкоуглеродистой стали, электроды из низколегированной стали и наплавки. Спецификация Американского общества сварщиков для электродов для дуговой сварки с покрытием из углеродистой стали (AWS A5.1) гласит: «Основная проволока, используемая для сварочного электрода в этой спецификации, обычно представляет собой полуспокойную сталь или сталь с покрытием, содержащую обычно 0,10% углерода (C) , 0,45% Mn, 0,03% серы, 0,02% фосфора и 0,01% кремния». Сердечникная проволока является важным компонентом ручного электрода, так как она существенно влияет на характеристики электрода и свойства металла шва. полуспокойная качественная сталь используется для изготовления сердечника электродов из мягкой стали во всем мире. Общий химический состав сварочной проволоки из углеродистой стали приведен ниже: Углерод 0,10 макс. Сварка электродом (SMAW) Функции покрытия электрода Сварка электродом (SMAW) Покрытие электрода Основные функции или цели перечислены ниже: Покрытие также контролирует следующие характеристики дуги: Наиболее распространенные типы и номера электродов для сварки SMAW E6010 Сварочный стержень для электродуговой сварки (SMAW) E6010 представляет собой стержень для сварки электродом на основе целлюлозы, используемый для сварки корневого участка трубопровода. E6010 Спецификация электрода и ее значение E6011 Сварочный стержень для сварки электродом (SMAW) E6011 или E4311 представляет собой сварочный стержень из углеродистой стали (мягкой стали) для сварки электродом. Электроды E6011 [E4311 согласно CSA W48] предназначены для использования с полярностью переменного тока и копируют эксплуатационные характеристики стержня и механические характеристики типа стержня по классификации E6010 [E4310]. E6011 также можно использовать с обратной полярностью (DCEP). E6011 обеспечивает меньшее проникновение по сравнению со стержневым типом E6010 (E4310). E6011(E4311) Сварочный электрод, значение и спецификация E6012 Сварочный стержень для сварки электродом (SMAW) E6012 представляют собой покрытие с высоким содержанием титана/рутила, образующее толстый слой шлака и обеспечивающее низкое проникновение при сварке. Стержни E6012 могут использоваться для сварки в положении сварки. Сварной шов E6012 менее пластичен по сравнению со стержнем типа E601. Связанное чтение: E6012 Сварочный электрод: все, что вам нужно знать. E6013 Сварочный стержень для электродуговой сварки (SMAW) Электрод для SMAW/стержневой сварки E6013 в соответствии с AWS SFA 5.1 или E4313 в соответствии с SFA 5.1M или CSA W48 — наиболее широко используемые электроды для сварки стержнями для листового металла, общего изготовления и конструкций сварочные работы. Электроды E6013 (CSA E4313) очень похожи на электроды E6012 (CSA E4312), но E6013 имеет явные отличия в покрытии, образовании шлака и полярность сварки . Нажмите на ссылку ниже, чтобы узнать больше о сварочном электроде E6013. E6013 Спецификация электрода и ее значение, фактический MTC E7018 Сварочный электрод для сварки электродом (SMAW) E7018 представляет собой электрод для электродной сварки с низким содержанием водорода, используемый для сварки низкоуглеродистой и углеродистой стали. Нажмите на ссылку ниже, чтобы узнать подробнее о сварочном электроде E7018. E7018 Спецификация электрода и ее значение, E7018 MTC.pdf E7024 Сварочный стержень для сварки электродом (SMAW) Стержни для электродной сварки E7014 или E4914 имеют тип покрытия (тип стержня для сварки рутилом2) и E6013. . Но E7024 добавляется с дополнительным железным порошком для повышения эффективности наплавки. E7024 имеет более толстое покрытие и добавлено дополнительное количество железного порошка по сравнению со сварочным электродом типа E7014. Однако этот стержень не может использоваться при сварке во всех положениях, как тип E7014. Нажмите на ссылку ниже, чтобы узнать больше о сварочном электроде E7024. E7024, E7024-1 Спецификация электрода и ее значение Типы покрытия сварочных электродов и их различные функции успешная сварочная операция. Основными элементами покрытия сварочного электрода являются: Типы покрытия электродов SMAW для малоуглеродистой стали Основными типами покрытия электродов для сварки электродами или SMAW являются: 1) Целлюлозный тип 6) Кислотный рутиловый тип 9) ) Окислительный тип Здесь объясняются наиболее распространенные типы сварочных электродов и покрытия, используемые в сварочных стержнях согласно спецификации AWS. Основным компонентом этого покрытия является целлюлоза, обычно более 30% по весу. Другие органические материалы, такие как древесная мука, древесный уголь, хлопок, пряжа, бумажная обертка, крахмал и камедь, также использовались для частичной замены целлюлозы. Другими обычно используемыми элементами являются диоксид титана (полученный из гранулированного минерального рутила), металлический раскислитель, т.е. ферромарганец, различные виды силикатов алюминия или магния и жидкий силикат натрия для связывания элементов покрытия. Целлюлоза, представляющая собой органический материал, разлагается в дуге и образует объемный газовый экран, защищающий дугу от атмосферного кислорода и азота. Газообразная атмосфера, образующаяся при дуге, имеет приблизительно следующий состав: 1,0 % CO 2 , 55 % CO, 42 % H 2 и 1,5 % H 2 O. 7 9 Сумма производимого шлака относительно невелико. Этот тип покрытия не содержит достаточного количества ионизирующих соединений, поэтому электрод с таким покрытием работает только на постоянном токе. Для использования на переменном токе (а также на постоянном токе) в покрытие добавляют небольшие количества соединений кальция и калия, а связующее вещество на основе силиката натрия заменяют силикат калия. Особенностью этого типа является намеренное удержание от 4 до 6% влаги в покрытии, что положительно влияет на рабочие характеристики электрода. Влага предотвращает преждевременное обугливание целлюлозы и приводит к глубоко проникающей, мощной дуге распылительного типа, которая успешно используется при так называемой сварке дымоходов магистральных трубопроводов. Основным компонентом этого покрытия является рутил, обычно превышающий 50% по массе (без учета целлюлозного материала). Он имеет естественный темно-черный блестящий вид, в отличие от чистого диоксида титана (называемого titania), который имеет снежно-белый цвет и поэтому также называется титановым белым. Иногда в покрытии используется рутил в мелкоизмельченном виде, который имеет грязно-коричневый цвет. Покрытие также содержит шлакообразующие кремнистые материалы, такие как полевой шпат и каолин, а также соединения кальция и калия для обеспечения стабильности дуги при сварке на переменном токе. Также включены целлюлоза и ферромарганец в различных количествах. Связующим является силикат натрия или силикат калия. За прошедшие годы появились две разные версии этого типа. Один из них содержит от 10 до 15% целлюлозы и наносится на электрод для получения коэффициента покрытия от 1,3 до 1,4. Образующийся при сварке шлак является вязким и быстро замерзающим, что делает электрод особенно пригодным для вертикальной сварки и потолочного положения. Другая версия содержит около 3% целлюлозы и наносится на электрод для обеспечения коэффициента покрытия от 1,5 до 1,7. Шлак, образующийся при сварке, тяжелый, плотный и обычно самоотделяющийся. Основным компонентом этого покрытия является оксид железа. Другими составляющими являются соединения марганца (иногда включая оксид марганца) и диоксид кремния, а также достаточное количество раскислителей. Органические материалы отсутствуют. В качестве связующего используется силикат калия. При сварке это покрытие образует объемистый железо-марганцево-окисно-кремнеземистый жидкий шлак, металлургический характер которого кислый. Этот шлак затвердевает, образуя характерную сотовую структуру, и легко отделяется. Это покрытие имеет высокое содержание карбоната кальция (в виде известняка, кальцита или мрамора) и фторида кальция (в виде плавикового шпата).
2) Шлакообразователи: Рутил, титанат, титанат калия, ильменит, асбест, глинозем, кварцевая мука, железный порошок, плавиковый шпат, полевой шпат, двуокись маннана, волластонит.
3) Стабилизаторы дуги: Оксалат калия, силикат калия, карбонат циркония, калий, полевой шпат, карбонат лития, титан.
4) Газообразующие материалы: Целлюлоза, Известняк, Древесная мука.
5) Скользящие вещества (для облегчения экструзии): Глицерин, фарфоровая глина, каолиновая глина, тальк, бентонит, глина, слюда.
6) Связующие вещества: Силикат натрия, декстрин, силикат калия, камедь, сахар, асбест.
7) Раскислители и легирующие элементы: Ферротитан, Ферросилиций, Феррохром, Ферроколумбий, Ферромарганец, Электроникель, Электромарганец, Ферромолибден, Металлы в порошкообразном виде. Сварка стержнем (SMAW) Материал проволоки стержня
Кремний 0,03 макс.
Марганец от 0,38 до 0,62
Сера 0,030 макс.
Фосфор 0,030 макс.
Медь 0,15 макс. Нажмите здесь, чтобы узнать подробности о значении стержня E6010, спецификации, свойствах, полярности и сертификате испытаний. Они хорошо подходят для сварки листового металла. Он также используется для сварки материала из углеродистой стали с низколегированной сталью и сваркой литой стали.
2) Рутиловый тип
3) Кислотный тип
6) Основной тип
7) Целлюлозный тип Целлюлозно-натриевое покрытие (стержни типа EXX10)
4
Таким образом, наплавленный шов покрывается тонким рыхлым шлаковым слоем, который легко отделяется. Стержни с рутиловым покрытием (типы EXX13, EXX14)
Рутил представляет собой природный песок, содержащий около 95% диоксида титана. Электрод с таким покрытием является наиболее популярным типом в большинстве стран и описывается как конструкционный электрод общего назначения из мягкой стали. Кислотное покрытие стержней
Стержни для покрытия базового типа (EXX18)
