Виды проволока сварочная: Что такое сварочная проволока | Виды: омедненная, порошковая и др.
Содержание
Виды стальной проволоки | Применение сварочной проволоки в строительстве
Проволока – разновидность металлопроката, имеющая форму нити либо шнура с обычно круглым сечением. Выпускают ее из стали различных марок, цветных металлов (также существует биметаллическая и полиметаллическая проволока). Также для получения дополнительных характеристик она может подвергаться дополнительной обработке в виде нанесения различных покрытий. Широкий спектр параметров обусловил широкое применение изделия в различных сферах, включая строительство. Например, марочные медные и алюминиевые проволоки используют при прокладке сетей электроснабжения за счет их низкого сопротивления, что предотвращает потери на нагрев и разрушение материала.
Проволока вязальная
При выполнении бетонных работ предварительно создается каркас из арматуры либо металлического круга. Для обеспечения его неподвижности и предотвращения разрушения во время заливки готового цементного раствора используют вязальную проволоку, которая характеризуется следующими характеристиками:
- высокая гибкость за счет проведения обязательного отжига после производства;
- малое содержание углерода в составе для повышения пластичности;
- небольшой диаметр для облегчения фиксации отдельных элементов арматуры.


Проволока для армирования
Прочность бетонных изделий в значительной степени зависит от качества армирующего слоя, который воспринимает механические нагрузки и должен предотвращать изменения геометрической формы. Для малоответственных элементов и при небольших воздействиях при эксплуатации в качестве элемента для армирования используют проволоку толщиной примерно в 5-6 миллиметров. Этого диаметра достаточно, например, для заливки стяжки на полу в жилых и административных помещениях.
Проволока нихромовая
Особенность подобной проволоки в использовании сплава на основе никеля и хрома с небольшими легирующими добавками других металлов. Подобный состав обеспечивает высокое сопротивление электрическому току, поэтому материал используют в качестве нагревательных элементов различных ТЭНов. С их помощью можно в сфере строительства вести подогрев бетонной смеси, сушку помещения перед проведением отделочных работ, обогрев для обеспечения комфорта для персонала во время ремонта либо отдыха в бытовом помещении. Использование для отопления электроэнергии гарантирует соблюдение пожарной безопасности, упрощает подключение и перевозку обогревателя при условии соблюдения правил эксплуатации. Нихромовая проволока имеет небольшой диаметр и при необходимости может быть довольно легко заменена, восстановив работоспособность нагревателя.
Использование для отопления электроэнергии гарантирует соблюдение пожарной безопасности, упрощает подключение и перевозку обогревателя при условии соблюдения правил эксплуатации. Нихромовая проволока имеет небольшой диаметр и при необходимости может быть довольно легко заменена, восстановив работоспособность нагревателя.
Проволока сварочная
Строительство не обходится без большого объема сварочных работ. Речь о соединении металлоконструкций в единое целое, возведение ограждений, элементов благоустройства и так далее. Использование для работы сварочной проволоки дает сразу несколько преимуществ перед традиционными электродами:
- повышение качества сварного шва за счет стабильного горения дуги;
- широкий выбор марок проволоки для решения любых технических задач по сварке;
- уменьшение разбрызгивания во время работы;
- увеличение производительности работы.
Одновременно оборудование для сварки сравнимо по стоимости с обычными выпрямителями.
Проволока для холодной вытяжки
Ее изготавливают из качественной углеродистой стали, а процесс производства включает фосфатирование, отжиг, калибровку и другие операции. Это обеспечивает высокую прочность и одновременно простоту обработки, гибкость и пластичность материала. В сфере строительства проволоку для холодной вытяжки используют для изготовления свариваемых элементов, всевозможного крепежа и других изделий. Толщина по ГОСТ может достигать 9,8 мм.
Проволока нержавеющая
Если к строительному материалу предъявляются повышенные требования в плане гигиены, сохранения прочности при условии использования в условиях агрессивных сред, то используют проволоку из нержавеющих сплавов. Их особенность в повышенном содержании никеля, хрома и некоторых других легирующих элементов (в зависимости от необходимых характеристик), что обеспечивает защиту от возникновения химической реакции окисления за счет образования на поверхности защитной пленки.
Купить проволоку в Москве различных видов и характеристик можно в компании «Рент Металл» по выгодным ценам, как в розницу, так и оптом.
Виды, характеристики и применение сварочной проволоки
Главная
Виды, характеристики и применение сварочной проволоки
Сварочная проволока — материал незаменимый при проведении сварочных работ любого характера. Она используется при любой сварке. Применяется она при дуговой сварке.
Сварочное производствоШвы при этом получаются тонкие и отличаются крепким характером. Они образуются такого характера, что способны выдержать нагрузку любого давления. Расходование материала отличается экономичностью, а сама работа непрерывностью и ровностью. Дуга горит постоянно и устойчиво. Это является ее преимуществом.
Проволока обладает определенными свойствами. Гибкость и пластичность определяется количеством углерода, которое содержит ее химический ассортимент. Зависимость обратно пропорциональная. При малом его содержании более выражены эти свойства.
При малом его содержании более выражены эти свойства.
Ингредиенты, обеспечивающие легирование в материале представлены различными химическими элементами. Может иметь место содержание различных примесей. Это могут быть сера и фосфор. Чем меньше этих примесей, тем проволока более высокого качества. Если проводится сварка черного металла, то обычно применяется проволока из углеродистой стали. Если свариваются цветные металлы, то подбирается проволока для конкретного материала.
Подобный материал может быть в виде порошка, носить активированный характер и быть смешанным.
Сплошной вид используется при различных видах сварочных работ. Из нее также изготавливаются электроды.
Порошковый вариант имеет вид полой трубки. В ней находится флюсовый порошок. В состав порошка входят химикаты и сплавы. Флюс предотвращает действие воздуха на металл. При этом сварные швы не окисляются. Под его действием формируется сам шов. Под его влиянием сварка обладает высокими техническими параметрами. При сварке газ не нужен. Это позволяет вести работы даже в условиях ветра.
При сварке газ не нужен. Это позволяет вести работы даже в условиях ветра.
Плазменная резкаПосредством этой проволоки наплавляют различные детали, которые работают в условиях высокого давления и под действием сильных нагрузок.
В активированную проволоку входят порошкообразные добавки. Они способны зажечь сварочную дугу. Шов ровного характера, а разбрызгивание металла самое минимальное.
На такую проволоку может наноситься слой меди. Это повышает устойчивость к коррозии.
Проволока для сварки выступает в роли присадочного материала. Во время процесса она плавится и заполняет шов. Металл при сварке разбрызгивается, а проволока восполняет его потери. Может иметь место использование прутков и лент.
Проволоку для присадки необходимо правильно выбрать. Главное требование состоит в сходстве ее химического состава с материалом для сварки. Чем больше будет углерода, тем более пластичным будет шов.
Вторым требованием является то обстоятельство, при котором температура плавления проволоки, должна быть ниже, чем у свариваемого металла. При большей температуре большая вероятность того, что металл будет прожигаться. Плавление у нее должно быть равномерным. В этом случае шов не будет содержать дефекты и отличается ровностью. При неправильной подборке температуры плавления на шве будут образовываться трещины. Шов будет зашлакованным. Но самым неприятным моментом является возможное образование скрытых полостей. Они могут находиться внутри самого шва.
При большей температуре большая вероятность того, что металл будет прожигаться. Плавление у нее должно быть равномерным. В этом случае шов не будет содержать дефекты и отличается ровностью. При неправильной подборке температуры плавления на шве будут образовываться трещины. Шов будет зашлакованным. Но самым неприятным моментом является возможное образование скрытых полостей. Они могут находиться внутри самого шва.
Требования к проволоке общего характера:
- Толщина присадочного материала должна быть такой же, что и у свариваемых элементов.
- Она не должна содержать окалину. Поверхность ее должна быть чистая.
- Плавление должно быть равномерным, без брызг.
- Шов должен образовываться ровный.
Они несложные, но обязательны для выполнения.
При сварке часто пользуются флюсом. Это позволяет получить идеальный шов. Поверхность получается ровная и гладкая, что обеспечит надежность и долговечность. Использование присадочного материала в виде проволоки позволяет провести сварочные работы с получением качественного результата.
Использование присадочного материала в виде проволоки позволяет провести сварочные работы с получением качественного результата.
Читайте так же:
30.10.2017 / Особенности конструкции взрывозащищенных кран-балок
23.12.2020 / Изготовление перекрытия между этажами из металлоконструкций для промздания
01.09.2021 / Сборные металлоконструкции на болтах.
13.06.2018 / Обработка металлических конструкций от коррозии
06.04.2020 / Изготовление металлоконструкций быстровозводимого логистическо-складского комплекса.
02.04.2014 / Эстакады: производство и монтаж
30.05.2018 / Двутавровые балки перекрытия: изготовление и сферы применения
19.08.2019 / Строительство производственных зданий
30.05.2010 / Металлургическое производство
22.07.2021 / Монтаж стальных конструкций опор пролетного строения эстакады.
Возврат к списку
Руководство по типам и применению
Знаете ли вы, как правильно выбрать проволоку для своего сварочного проекта?
Сможете ли вы сделать это, не тратя 30 минут на поиск в Google?
Если вы новичок в сварке, велика вероятность, что вы ответили «нет» на оба вопроса — и это нормально.
Дуговая сварка металлическим электродом в среде защитного газа (GMAW), также известная как сварка металлическим электродом в среде инертного газа (MIG), является одним из самых популярных методов сварки среди начинающих. Но многие начинающие сварщики изо всех сил пытаются выбрать правильную проволоку для своих проектов.
Читайте дальше, чтобы узнать больше о различных типах проволоки для сварки MIG, их классификации, размерах и о том, как правильно выбрать проволоку для сварки MIG.
Типы проволоки для MIG
Существует два основных типа проволоки для MIG: сплошная проволока и порошковая проволока.
Сплошная проволока
Сварочные аппараты MIG используют «стандартную» сплошную проволоку, для которой требуется защитный газ для защиты сварочной ванны и предотвращения атмосферного загрязнения. Необходимый защитный газ зависит от свариваемого материала, хотя стандартными вариантами являются углекислый газ и 75% аргон.
Как правило, эти проволоки покрыты мягкой сталью с медным покрытием — отличный выбор для сварки тонких заготовок и таких материалов, как алюминий.
Сплошные проволоки для сварки MIG бывают разных диаметров и более доступны по цене, чем порошковые проволоки. Они создают хорошие, прочные сварные швы, образуя мало брызг и не образуя шлака, что делает сварку MIG аккуратным процессом.
Однако сплошная проволока может быть не лучшим вариантом для каждой задачи сварки, поскольку она плохо работает на открытом воздухе и не подходит для сварки чугуна и толстых заготовок.
Плюсы:
- Доступнее, чем порошковая проволока
- Минимальное разбрызгивание/ меньшая потребность в очистке после сварки
- Улучшенный вариант проволоки для сварки тонких заготовок
- Отличный выбор для сварки алюминия
Минусы:
- Требуется защитный газ для защиты сварного шва
- Не лучший вариант провода для уличных условий
- Не подходит для сварки чугуна
- Не подходит для сварки грязных металлов
Размеры проволоки
Сварка MIG имеет несколько размеров проволоки, потому что вы не можете сваривать материалы разной толщины с помощью проволоки только одного размера.
Вместо этого вам нужно выбрать размер проволоки в соответствии с толщиной свариваемого металла.
Например, при сварке листового металла наиболее распространенными размерами проволоки являются 0,35 и 0,45 дюйма. Однако при сварке тонкой стали вам, вероятно, понадобится сплошная проволока MIG меньшего диаметра, 0,24 или 0,30 дюйма.
Ниже приведена полная таблица рекомендуемых размеров проволоки в зависимости от толщины свариваемого материала:
Классификация
Американское общество сварщиков предлагает систему классификации для различных сплошных проволок MIG, и каждая проволока имеет разные коды. Сплошные проволоки MIG классифицируются под кодом AWS A5.18.
Одна из наиболее распространенных проволок MIG для низкоуглеродистой стали имеет классификационный код ER70S-6, что означает следующее:
- ER: Электрический стержень
- 70: Это число представляет минимальную прочность на разрыв металла сварного шва, выраженную в фунтах на квадратный дюйм (PSI), умноженную на 1000
- S: Это означает, что указанный провод является сплошным
- 6: Этот номер, который иногда также содержит букву, представляет собой химические добавки внутри провода, которые могут повлиять на настройки полярности вашей машины.
 Для этой конкретной проволоки цифра 6 означает, что она содержит больше раскислителей, что позволяет сваривать ржавую или грязную сталь
Для этой конкретной проволоки цифра 6 означает, что она содержит больше раскислителей, что позволяет сваривать ржавую или грязную сталь
Проволока ER70S-6 часто используется со 100% углекислым газом или аргоном/углекислым газом 75/25.
Вот список других часто используемых сплошных проволок MIG:
- ER70S-3: Это еще одна проволока, в основном используемая для сварки низкоуглеродистой стали. Он содержит раскислители марганца и силикон и обычно используется со 100% углекислым газом или аргоном/углекислым газом 75/25.
- ER5056, ER5356, ER4043: Эти проволоки обычно используются при сварке алюминия. ER5056 — мягкая проволока с хорошей пластичностью; ER5356 немного жестче и имеет более высокую прочность на растяжение, в то время как ER4043 представляет собой сплошную проволоку MIG для всех положений.
- ER308, ER316, ER308-L: Эти проволоки обычно используются для сварки нержавеющей стали.
 В проволоке ER308-L буква L означает низкоуглеродистую, что защищает от коррозии и повышает коррозионную стойкость.
В проволоке ER308-L буква L означает низкоуглеродистую, что защищает от коррозии и повышает коррозионную стойкость.
Эти классификации также указывают тип сплава в сплошной проволоке MIG. Различные типы сплошных проволок MIG с различными сплавами расширяют возможности сварки и улучшают качество сварки в зависимости от свариваемого материала.
Настройки сварочного аппарата
Помимо выбора правильной проволоки для сварки MIG, для успешного выполнения сварки необходимо также настроить параметры сварочного аппарата.
В приведенной ниже таблице содержится вся необходимая информация о том, как настроить элементы управления на вашем сварочном оборудовании и какой тип газа использовать в зависимости от процесса сварки, который вы хотите выполнить.
Скорость напряжения может варьироваться в зависимости от нескольких параметров, в том числе:
- Скорость движения
- Приварной уголок
- Вылет
Покупка твердой проволоки
При покупке сплошной проволоки для сварки MIG следует учитывать также количество и размер рулонов. Если вы не знаете, как купить подходящую сплошную проволоку, выполните следующие действия:
Если вы не знаете, как купить подходящую сплошную проволоку, выполните следующие действия:
- Определите необходимый размер проволоки: Выберите размер проволоки в соответствии с толщиной свариваемого материала и установленной силой тока.
- Учитывайте материал, который вы будете сваривать: С помощью сварки МИГ можно сваривать различные металлы. Вы должны учитывать материал при выборе проволоки, потому что материал будет влиять на толщину и состав проволоки, которая вам понадобится.
- Определите, важна ли прочность на растяжение: Некоторые проволоки для сварки MIG содержат сплавы, повышающие их прочность на растяжение. При покупке проволоки вы должны знать предел прочности на растяжение, чтобы убедиться, что она подходит для применения, для которого вы планируете ее использовать.
- Выберите размер катушки с проволокой: Промышленным сварщикам обычно требуются катушки с проволокой большего размера, в то время как непромышленным сварщикам требуются катушки меньшего размера.

Например, YesWelder предлагает ER706-S на 10-фунтовой катушке, а PGN предлагает ER706-6 на 11-фунтовой катушке.
Порошковая проволока
В отличие от сплошных проволок MIG, для которых требуется защитный газ, для порошковых проволок этого не требуется. Внутри этих проволок содержится флюс, который действует как защитный газ для сплошных проволок MIG и защищает сварочную ванну.
Из-за этого многие называют сварку с флюсовой проволокой безгазовой сваркой MIG, хотя этот метод обычно называют дуговой сваркой с флюсовой проволокой (FCAW).
Поскольку для этих проводов не требуется бензобак, они обеспечивают лучшую мобильность и отлично подходят для сварки на открытом воздухе. Еще один важный момент, на который стоит обратить внимание, это то, что порошковые проволоки могут быть:
- Самозащита
- Двойное экранирование
Порошковая проволока более долговечна и гораздо лучше переносит ржавчину, краску и грязь, чем сплошная проволока MIG. Кроме того, они отлично подходят для сварки чугуна, стали и толстых заготовок, но не подходят для сварки алюминия и тонких заготовок.
Кроме того, они отлично подходят для сварки чугуна, стали и толстых заготовок, но не подходят для сварки алюминия и тонких заготовок.
Эта проволока дороже, чем обычная проволока MIG, но поскольку для них не требуется газовый баллон, общие затраты могут быть даже ниже, чем при обычной сварке MIG.
Плюсы:
- Бензобак не нужен
- Лучшая мобильность
- Устойчивость к ржавчине, краске и грязи
- Отлично подходит для сварки на открытом воздухе
- Отличный вариант для сварки чугуна, стали и толстых заготовок
Минусы:
- Эти провода дорогие
- Они производят больше брызг и шлака, чем сплошные проволоки MIG
- Не подходит для сварки алюминия и тонколистового проката
Размеры проволоки
Как и обычная сплошная проволока MIG, порошковая проволока бывает разных размеров. Не существует такой вещи, как проволока, подходящая для всех сварочных решений, поэтому подбирать проволоку нужно по нескольким параметрам, в том числе:
- Внешний вид сварного шва
- Место сварки
- Материал и его толщина
- Настройки сварочного аппарата
Порошковая проволока поставляется в нескольких стандартных размерах MIG, в том числе:
- 0,023 дюйма
- 0,030 дюйма
- 0,035 дюйма
- 0,045 дюйма
- 0,052 дюйма
- 1/6 дюйма
- 5/64 дюйма
- 3/32 дюйма
Классификация
Прежде чем мы перейдем к классификации порошковых проволок, вы должны знать, что существует несколько типов порошковых проволок с различными сплавами.
Особенность порошковой проволоки заключается в том, что в зависимости от свариваемого материала вам понадобится разная проволока, поэтому очень важно знать, из какого сплава состоит проволока и для какого материала вы можете ее использовать.
Американское общество сварщиков классифицирует порошковые проволоки из углеродистой стали под кодом AWS A5.20.
Их классификация немного отличается от классификации обычных проволок MIG, поэтому вместо ER, используемого для классификации проволок MIG, порошковые проволоки начинаются с буквы E, обозначающей электрод. Кроме того, вместо буквы S, используемой для сварки MIG, порошковая проволока имеет букву T (трубчатая проволока) или C (композитная проволока).
В качестве примера можно рассмотреть Э70С-6, порошковую проволоку общего назначения, что указывает на следующее:
- E: Электрод
- 7: Это число представляет собой предел прочности при растяжении, умноженный на 10 000
- 0: Этот номер представляет позицию сварки; в данном случае ноль означает, что данная порошковая проволока подходит только для плоской и горизонтальной сварки
- C: Композитный провод
- 6: Так же, как и для сплошной проволоки MIG, этот номер обозначает химические добавки внутри проволоки и иногда может содержать букву
Вот список других часто используемых порошковых проволок:
- E71T-GS: Это однопроходная порошковая проволока для сварки низкоуглеродистой и оцинкованной стали.
 GS в этой классификации означает, что провод открыт для интерпретации производителем, то есть вы всегда должны проверять информацию о нем
GS в этой классификации означает, что провод открыт для интерпретации производителем, то есть вы всегда должны проверять информацию о нем - E70T-6: Универсальная порошковая проволока для сварки в плоском или горизонтальном положении
- Э71Т-11: Это может быть однопроходная или многопроходная проволока, которая обычно используется при сварке встык или внахлест, даже в ветреную погоду
В строительстве одной из наиболее распространенных порошковых проволок является Lincoln Innershield 232 (NR-232), подпадающая под классификацию E71T-8.
В этой проволоке с флюсовой сердцевиной цифра 1 означает, что ее можно сваривать во всех положениях, а цифра 8 означает, что эта проволока имеет низкое содержание водорода.
Причина, по которой эта проволока с флюсовым сердечником так популярна, заключается в том, что она содержит конструктивные элементы, отвечающие сейсмическим требованиям Калифорнии, а также сейсмическим требованиям AWS D1. 8. Однако сейсмостойкость этой проволоки часто затрудняет работу с ней.
8. Однако сейсмостойкость этой проволоки часто затрудняет работу с ней.
Ниже вы можете увидеть таблицу с рабочими рекомендациями по использованию NR-232:
0,068 обозначает диаметр проволоки, а CTWD обозначает расстояние от контактного наконечника до рабочего расстояния, влияющее на величину тока, проходящего через соединение. Полярность должна быть DCEN, а раздел депозитной ставки позволяет рассчитать количество проводов, которое вам понадобится для конкретного проекта.
Двойное экранирование
Несмотря на то, что существуют обычные порошковые проволоки, существуют также проволоки с двойным экраном. Они отличаются от обычных флюсовых проволок тем, что используют флюс из проволоки и дополнительный газ для защиты сварного шва.
Из-за этого большинство людей называют эти проволоки газозащитными, а этот процесс они называют сваркой порошковой проволокой с двойной защитой (FCAW-G).
В газовых порошковых проволоках с двойной защитой обычно используется 100% диоксид углерода или смесь диоксида углерода и аргона. Этими проволоками обычно легко управлять, и они обеспечивают чистые и аккуратные сварные швы.
Этими проволоками обычно легко управлять, и они обеспечивают чистые и аккуратные сварные швы.
Один из образцов порошковой проволоки с двойным экраном имеет классификацию E71T-1C JH8, что означает следующее:
- Э: Электрод
- 7: Это число представляет собой предел прочности при растяжении, измеренный в PSI, умноженный на 10 000, что в данном случае составляет 70 000 PSI
- 1: Подходит для сварки во всех положениях
- T: Трубчатая проволока
- 1: Это спецификация, отражающая удобство использования провода (числа могут варьироваться от 1 до 14). В данной ситуации цифра 1 указывает на то, что проволока содержит кислотные химические добавки. Тем не менее, эта проволока имеет систему рутилового шлака, которая создает мало брызг и шлака и обеспечивает хорошую свариваемость
- C: Эта буква обозначает необходимый газ, которым в данном случае является двуокись углерода (если вы видите букву M, вам следует использовать смесь двуокиси углерода и аргона)
- JH8: Это дополнительные коды; J означает, что электрод имеет повышенную ударную вязкость; H8 означает максимальное количество диффундирующего водорода, которое может содержать этот провод
Покупка порошковой проволоки
Как и обычная проволока MIG, порошковая проволока выпускается в рулонах разного веса и размера.
Как упоминалось выше, одной из самых популярных проволок с флюсовым сердечником является Lincoln Innershield 232 (NR-232), которая выпускается в катушках с проволокой разного размера весом до 50 фунтов.
В то время как большинство людей предпочитает меньшие размеры, покупка катушки с флюсовой проволокой весом 50 фунтов может быть выгодной, поскольку это дешевле, чем покупка нескольких катушек меньшего размера.
Другие популярные порошковые проволоки включают:
- Hobart h322108-R22 с 10-фунтовой катушкой
- Проволока Forney 42300 Flux Core Mig Wire с 2-фунтовой катушкой
- ARCCAPTAIN E71T-GS с 2-фунтовой шпулей
Часто задаваемые вопросы
Нужна ли мне другая проволока MIG для нержавеющей стали?
Для сварки нержавеющей стали вам следует искать проволоку MIG из нержавеющей стали, лучшими вариантами являются проволоки 309 и 316.
При сварке нержавеющей стали MIG не рекомендуется использовать обычную сплошную проволоку MIG, поскольку она обычно содержит мало углерода, а это означает, что она может легко ржаветь.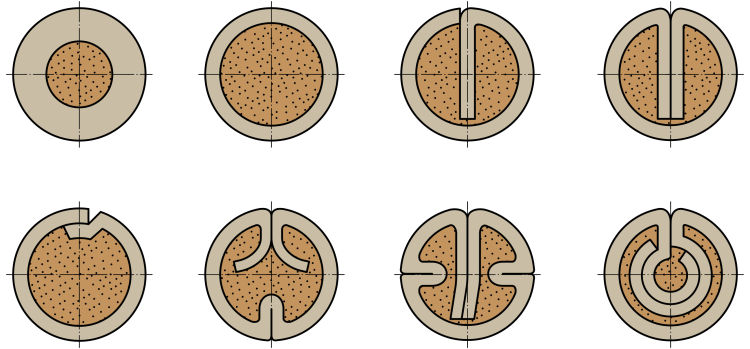 Использование обычной проволоки может привести к ржавчине сварного шва, что не подходит для хороших сварных соединений, так как может привести к их хрупкости и растрескиванию.
Использование обычной проволоки может привести к ржавчине сварного шва, что не подходит для хороших сварных соединений, так как может привести к их хрупкости и растрескиванию.
Также не забудьте выбрать подходящий защитный газ, желательно с содержанием углекислого газа менее 5%.
Почему алюминиевую проволоку труднее подавать с помощью механизма подачи сварочной проволоки MIG?
Алюминиевую проволоку труднее подавать с помощью сварочного аппарата MIG, потому что она намного мягче стальной проволоки.
Некоторые из наиболее распространенных проблем с подачей алюминиевой проволоки:
Птичье гнездо
Прогары
Неустойчивая дуга
При покупке алюминиевой проволоки MIG старайтесь выбирать качественную проволоку с гладкой поверхностью. Кроме того, при настройке подачи проволоки необходимо соответствующим образом установить разрывное натяжение, чтобы предотвратить перематывание проволоки.
Однако вы можете использовать шпульный пистолет, чтобы облегчить подачу проволоки и сделать процесс сварки менее грязным, а ваши сварные швы будут выглядеть аккуратнее.
Для чего используется проволока 0,6 MIG?
Проволока MIG диаметром 0,6 мм используется для сварки низкоуглеродистой стали. Как правило, эта проволока используется со 100% углекислым газом или смесью углекислого газа и аргона и подходит для материалов различной толщины, от 3/15 дюйма до 22 галлия.
Для чего используется проволока 0,8 MIG?
Проволока MIG диаметром 0,8 мм используется для сварки низкоуглеродистой стали с использованием 100% углекислого газа или смеси углекислого газа и аргона. Этот диаметр проволоки подходит для материалов различной толщины, от ⅜ дюйма до 22 галлия, в зависимости от типа проволоки, газа и расхода.
Должен ли я использовать сварочную проволоку .30 или .35?
Проволока диаметром 0,030 дюйма и 0,035 дюйма очень похожи, но каждая из них имеет характеристики, делающие их подходящими для различных целей.
Прежде чем принять решение о том, какую из этих проволок следует использовать для следующего сварочного проекта, следует учесть следующие факторы:
Толщина материала
Возможности сварочного аппарата
Проволока диаметром 0,030 дюйма больше подходит для более тонких металлов и сварочных аппаратов. с меньшей силой тока, в то время как провод диаметром 0,035 дюйма лучше подходит для более толстых материалов и требует большей силы тока.
Подведение итогов
Существует множество факторов, которые необходимо учитывать при выборе подходящей проволоки для сварки MIG.
Но со временем и практикой вы научитесь легко выбирать проволоку для сварки MIG. А пока я рекомендую сосредоточиться на наиболее распространенных классификациях удилищ, прежде чем пытаться изучить остальные.
Чтобы помочь вам в обучении, обратитесь к Американскому обществу сварщиков за справочниками или посетите ближайшую местную библиотеку. Если вы работаете с опытными сварщиками, не бойтесь просить их о помощи.
И вы всегда можете оставлять свои вопросы в разделе комментариев, и я отвечу на них, когда смогу.
Какие типы сварочной проволоки с флюсовым сердечником являются лучшими?
Изучите различные типы сварочной проволоки с флюсовым сердечником, чтобы найти наилучший вариант для ваших нужд.
Проволока с флюсовым сердечником необходима при сварке и производстве металлов. Они бывают разных форм и размеров и используются для создания различных сварных швов. Знание различных типов проволоки с флюсовым сердечником может помочь вам выбрать правильный вариант для вашего проекта.
Почему важна сварочная проволока с флюсовым сердечником?
Проволока для сварки с флюсовым сердечником является наиболее важным типом проволоки, поскольку она универсальна. Проволока с флюсовым сердечником может использоваться в различных процессах сварки, включая дуговую сварку вольфрамовым электродом в среде защитного газа (GTAW), дуговую сварку в среде защитного металла (SMAW) и сварку MIG.
Порошковая проволока также является наиболее универсальным типом сварочной проволоки, поскольку ее можно использовать с различными горелками и типами сварочных аппаратов. Кроме того, проволока с флюсовым сердечником может использоваться как для сварки TIG, так и для сварки MIG, что делает ее идеальным выбором для проектов, требующих широкого спектра сварных соединений.
Кроме того, порошковая проволока наиболее терпима к ошибкам. Поскольку проволока с флюсовым сердечником не так чувствительна к нагреву, как другие сварочные проволоки, вы можете совершать больше ошибок, не причиняя слишком большого ущерба. Это делает сварку под флюсом одним из самых безопасных способов соединения металлов.
Какие существуют типы сварочной проволоки с флюсовым сердечником?
Проволока для сварки с флюсовым сердечником выпускается различных типов, каждый из которых обладает особыми характеристиками, которые делают ее идеальной для определенных областей применения. Вот краткий обзор наиболее распространенных типов:
Проволока с ферромагнитным (Fe) сердечником
Проволока с ферромагнитным (Fe) сердечником изготавливается из смеси железа и меди и является наиболее распространенным типом порошковой проволоки. Он прочный и термостойкий, что делает его идеальным для сварки толстых металлических листов.
Он прочный и термостойкий, что делает его идеальным для сварки толстых металлических листов.
Проволока с сердечником из аргона (Ar)
Проволока с сердечником из аргона (Ar) изготовлена из чистой формы газообразного аргона, что делает ее идеальной для сварки деликатных материалов без риска окисления. Проволока с аргоновым сердечником также с меньшей вероятностью образует искры во время сварки, что может быть опасно, если вы работаете рядом с проводами под напряжением.
Проволока с медным (Cu) сердечником
Проволока с медным (Cu) сердечником также изготавливается из смеси железа и меди, но с более высоким процентным содержанием меди. Это делает проволоку с медным сердечником более термостойкой, чем проволока с железным сердечником, и идеально подходит для сварки тонких металлических листов. Медь также имеет немного более низкую стойкость к окислению, поэтому она лучше подходит для материалов, подверженных ржавчине.
Откройте для себя возможности сварки с флюсовой проволокой с помощью Полного руководства по типам проволоки для сварки с флюсовой проволокой!
Типы сварочной проволоки с флюсовой сердцевиной
Какое оборудование для сварки с флюсовой сердцевиной лучше всего подходит для вас?
В течение многих лет сварка с флюсовым сердечником была популярным выбором для сварки металлических деталей. Процесс прост: вы помещаете металлические детали, которые нужно сварить, в порошковую проволоку, а затем подаете на проволоку тепло и электричество. Флюс проволоки помогает создать прочную связь между металлами.
Процесс прост: вы помещаете металлические детали, которые нужно сварить, в порошковую проволоку, а затем подаете на проволоку тепло и электричество. Флюс проволоки помогает создать прочную связь между металлами.
Сварка флюсовой проволокой — отличный вариант для тех, кто ищет простой и недорогой способ сварки двух или более металлических частей. Однако при выборе сварочного аппарата с флюсовой проволокой необходимо учитывать несколько факторов.
Некоторые факторы, которые вы должны учитывать, включают тип используемой проволоки, напряжение и силу тока, которые может выдержать ваш сварочный аппарат, а также тип экранирования, который вам потребуется. На рынке доступны различные виды сварочной проволоки с флюсовым сердечником, каждый из которых имеет свои преимущества и недостатки. Ниже приведен список некоторых из наиболее распространенных типов сварочной проволоки с флюсовым сердечником, а также несколько советов по выбору того, который соответствует вашим потребностям.
1) Сварочный аппарат с питанием от сети переменного тока
Если вы планируете использовать сварочный аппарат дома или в небольшом магазине, то, вероятно, лучшим вариантом будет сварочный аппарат с питанием от сети переменного тока. Эти ткацкие станки могут работать с напряжением до 650 вольт, что достаточно для сварки большинства металлов.
2) Сварочный аппарат постоянного тока
Если вы планируете использовать свой сварочный аппарат в более обширном магазине или дома с розеткой переменного тока, сварочный аппарат постоянного тока, вероятно, будет вашим лучшим вариантом. Эти ткацкие станки могут работать с напряжением до 12 000 вольт, что достаточно для сварки большинства металлов.
3) Сварочный аппарат с флюсовой проволокой
Если вы ищете простой и доступный способ сварки металлических деталей, идеальным выбором будет сварочный аппарат с флюсовой проволокой. Эти ткацкие станки используют одну проволоку с флюсовым покрытием, что делает процесс простым и легким в освоении.
