Виды уголков: Сортамент уголков – все виды и типоразмеры с ГОСТами + Видео
Содержание
Уголок металлический. Виды производства и использования уголка
Металлический уголок имеет Г-образную форму и две полки, расположенные перпендикулярно друг другу. Его широко применяют в строительстве, легкой и тяжелой промышленности. Уголки производят при помощи горячей прокатки и холодного загибания. Эти изделия бывают с равными (ГОСТ 19771 и 8509) и с разными (ГОСТ 19772 и 8510) по размеру полками.
Характеристики профиля зависят в основном от состава стали, длины продукта, варианта изготовления и габаритов. Холодногнутые уголки отличаются скругленным внешним углом. Их горячекатаные аналоги имеют в этом месте четкие грани, образующие 90 градусов. Далее рассмотрим основные параметры, по которым различается Г-образный профиль.
Неправильно подобранный уголок может привести к обрушению подобной конструкции
По каким характеристикам различают металлические крепежные уголки
Заказывая металлоизделия, необходимо свериться с их параметрами в нормативных документах. Для уголков основными характеристиками являются:
Для уголков основными характеристиками являются:
- Форма. Это изделия с равными и разными полками.
- Точность прокатки. Она бывает обычная и высокая.
- Способ производства. Уголки бывают холоднокатаные, холодногнутые и горячекатаные.
- Радиус внутреннего и наружного закругления. Для гнутого уголка учитывается степень искривления.
Характеристики Г-образного профиля зависят также от марки стали и способов обработки изделия. При необходимости его можно сделать устойчивым к коррозии, химикатам, перепадам температур и другим негативным факторам.
Длина
По протяженности уголков длина делится на:
- Мерную. Длина уголков от 6 до 12 метров. В отдельных случаях можно заказать и больше.
- Немерную. Обычно у уголков любая длина. В основном варьируется от 4 до 12 метров.
- Кратную мерную от 4–12 метров. Может изменяться на величину погрешности, указанную в государственном стандарте.
Для металлических уголков с равными полками длина регламентируется ГОСТ 8509 со всеми допустимыми отклонениями.
Соотношение полок
У равнополочных металлических уголков размер полки варьируется от 20 до 200 миллиметров. Толщина стенки – не более 35 миллиметров. Такие изделия сочетают в себе легкость и высокую прочность в продольном сечении. Равнополочные уголки легко монтировать разными способами, сверлить, гнуть и сваривать. Поэтому они так востребованы, в том числе в машиностроении.
Неравнополочные уголки имеют одну полку размером от 16 до 150 миллиметров, а вторую – от 25 до 200 миллиметров. Толщина их стенки колеблется от 2 до 15 миллиметров. Такие изделия хороши для решения специфических задач. Прочность их в основном зависит от толщины стенок. Чем она больше, тем больше металла расходуется. При необходимости можно проводить цинкование неравнополочных уголков. Так они будут невосприимчивы к влажности и воздействию широкого диапазона температур.
Способ производства
При изготовлении металлического крепежного уголка применяется сталь нормальной, повышенной и высокой прочности. В зависимости от назначения изделий она может быть легированной, углеродистой, оцинкованной и нержавеющей. Последние два вида применяются при использовании уголков в особенно жестких условиях. Из-за разницы марок стали и сплавов, которые входят в основу изделия, цена за погонный метр металлического уголка одного размера может отличаться. Г-профиль производят методами холодной и горячей прокатки, а также холодной гибки. Разберем каждый из этих способов подробнее.
В зависимости от назначения изделий она может быть легированной, углеродистой, оцинкованной и нержавеющей. Последние два вида применяются при использовании уголков в особенно жестких условиях. Из-за разницы марок стали и сплавов, которые входят в основу изделия, цена за погонный метр металлического уголка одного размера может отличаться. Г-профиль производят методами холодной и горячей прокатки, а также холодной гибки. Разберем каждый из этих способов подробнее.
- Самый популярный вид уголка – горячекатаный. Его изготавливают из цельнометаллической заготовки, которую предварительно раскаляют. Так структура металла меняется и ему легче придать нужную форму. Для этого раскаленный полуфабрикат прокатывают через валки под давлением. Материал заготовки выбирают согласно сфере использования конечного изделия. После прокатки, остывания и обработки уголки проверяют на соответствие стандартам.
- Гнутый профиль получают на гибочных станах. Более легкий уголок производят методом холодной гибки.
 Так структура металла не меняется. После горячей гибки металлический крепежный уголок становится более тяжелым. Заготовками для таких изделий выступают металлические листы или полосы. Гнутые уголки отлично противостоят динамическим нагрузкам, обладают повышенной вязкостью и небольшими отклонениями от стандартных габаритов.
Так структура металла не меняется. После горячей гибки металлический крепежный уголок становится более тяжелым. Заготовками для таких изделий выступают металлические листы или полосы. Гнутые уголки отлично противостоят динамическим нагрузкам, обладают повышенной вязкостью и небольшими отклонениями от стандартных габаритов.
Для чего нужны металлические уголки
Г-образный профиль используют во многих сферах наряду со швеллерами, двутавровыми балками, трубами и другим прокатом. Например, горячекатаные изделия с толстыми стенами применяют для создания конструкций, испытывающих повышенные нагрузки. Холодногнутые уголки являются сравнительно тонкостенными. Поэтому из них делают мебель, полки, каркасы и различные изделия, которые особенно не нагружаются. Рассмотрим применение металлических уголков по основным отраслям.
Строительство
При возведении монолитных зданий и вспомогательных объектов стальные уголки незаменимы. Ими укрепляют несущие конструкции, подвергающиеся периодическим и постоянным нагрузкам. Для этого используются изделия из низколегированной стали. С помощью уголков собирают армирующие конструкции, а также укрепляют подоконники, двери и окна. Секрет популярности уголка в строительстве – высокая прочность при малом весе.
Для этого используются изделия из низколегированной стали. С помощью уголков собирают армирующие конструкции, а также укрепляют подоконники, двери и окна. Секрет популярности уголка в строительстве – высокая прочность при малом весе.
Интерьерный дизайн
Г-образный профиль с разной длиной полок – основа для арочных конструкций. С помощью уголков также собирают короба и ниши из гипсокартона. Алюминиевые и нержавеющие аналоги применяют, чтобы защитить углы конструкций и стыки от повреждений.
Машиностроение
Металлические уголки используются повсеместно при сборке автомобилей, вагонов, а также военной и другой техники. Они являются компонентами для:
- Станин приборов.
- Кожухов проводки.
- Деталей бытовой техники.
- Электромеханических установок.
Особенно популярны изделия из стали 09Г2С. Из них делают болтовые и сварные конструкции.
Сборка мебели
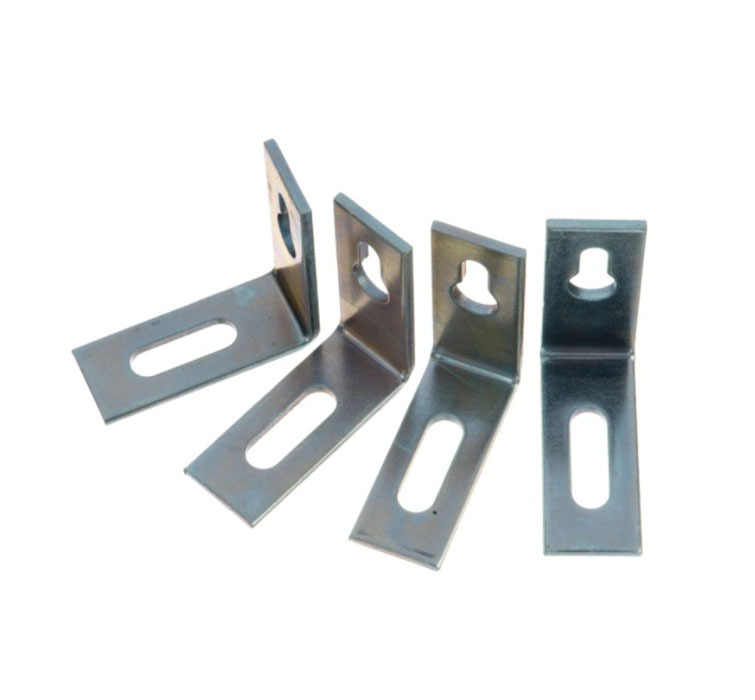
Уголки с разными и одинаковыми полками являются несущими и одновременно направляющими элементами для крупных стеллажей и полок, рассчитанных на тяжелые грузы. Металлический профиль дополнительно обрабатывается грунтовкой и краской, чтобы обеспечить его устойчивость к коррозии и другим негативным воздействиям. Кроме того, металлические крепежные уголки соединяют элементы каркасов корпусной мебели. В основном для этого применяются гнутые изделия. Ведь в них сочетаются достаточная прочность и небольшой вес.
Металлический профиль дополнительно обрабатывается грунтовкой и краской, чтобы обеспечить его устойчивость к коррозии и другим негативным воздействиям. Кроме того, металлические крепежные уголки соединяют элементы каркасов корпусной мебели. В основном для этого применяются гнутые изделия. Ведь в них сочетаются достаточная прочность и небольшой вес.
Сборка виадуков и других подобных конструкций – еще одна сфера применения уголков
Итоги
Вне зависимости от типа металлических уголков, их лучше приобретать у проверенных производителей, соблюдающих стандарты ГОСТ. Иначе конструкция может не выработать положенный срок, а средства будут израсходованы напрасно. Поэтому лучше не экономить и всегда проверять соответствие профиля нормативам.
При необходимости можно заказать металлический уголок для нестандартных задач. В этом направлении популярностью пользуется изделие размером 25 на 25. За счет перфорации граней увеличивается адгезия уголка и уменьшается вес. Это позволяет облегчить конечную конструкцию. Такие особенности подходят для сборки опор мостов, усиления несущих балок, строительства заграждений, фиксации труб и т. д. Главное – не забыть рассчитать нагрузку на профиль и оптимальную точность изготовления перед покупкой.
Такие особенности подходят для сборки опор мостов, усиления несущих балок, строительства заграждений, фиксации труб и т. д. Главное – не забыть рассчитать нагрузку на профиль и оптимальную точность изготовления перед покупкой.
Уголок размеры таблица металлический
Один из самых востребованных видов металлопроката — уголок стальной. Применение стального уголка очень обширное, его можно встретить практически во всех отраслях, начиная от мебельной и заканчивая автомобилестроением. Но естественно самое популярное его применение это в строительстве — с его помощью можно сооружать не только небольшие строения вроде гаражей, но и большие монолитные строения. Стальной уголок применяется в строительстве как монтаж металлоконструкций, армирование перекрытий, усиление монолитных железобетонных сооружений. Из-за своей невысокой прочности и невысокой несущей способности, не может быть использован в качестве основного элемента. Стальной уголок можно использовать только для дополнительного усиления, либо исключительно в легких металлоконструкциях. Широкое применение стальной уголок приобрел так же при монтаже ограждающих конструкций, фасадов. вышек различного назначения. Форма профиля уголка идеально подходит для изготовления дверных и оконных проемов. При изготовлении мебели, усиления её каркаса, могут применяться малые типоразмеры уголка стального. Так же можно использовать для декорирования и оформления интерьеров нержавеющий профиль уголок. В машиностроении уголки используются при производстве вагонов, крупногабаритной и специальной техники, при производстве автомобилей. Угловой профиль при электромонтажных работах может быть применен в качестве основы для крепления аппаратуры и кабелей. В приусадебном строительстве можно использовать уголок для сооружения теплиц и парников, ограждений, беседок, изготовления навесов, уличных конструкций (лавок, качелей, столов), калиток, ворот. Так же можно использовать для изготовления стеллажей-каркасов шкафчиков, тележек. верстаков и другого производственного оборудования.
Широкое применение стальной уголок приобрел так же при монтаже ограждающих конструкций, фасадов. вышек различного назначения. Форма профиля уголка идеально подходит для изготовления дверных и оконных проемов. При изготовлении мебели, усиления её каркаса, могут применяться малые типоразмеры уголка стального. Так же можно использовать для декорирования и оформления интерьеров нержавеющий профиль уголок. В машиностроении уголки используются при производстве вагонов, крупногабаритной и специальной техники, при производстве автомобилей. Угловой профиль при электромонтажных работах может быть применен в качестве основы для крепления аппаратуры и кабелей. В приусадебном строительстве можно использовать уголок для сооружения теплиц и парников, ограждений, беседок, изготовления навесов, уличных конструкций (лавок, качелей, столов), калиток, ворот. Так же можно использовать для изготовления стеллажей-каркасов шкафчиков, тележек. верстаков и другого производственного оборудования.
Существует несколько видов стальных уголков, которые изготавливаются по определенным нормативным документам:
• Уголки равнополочные ГОСТ 8509-93;
• уголки неравнополочные ГОСТ 8510-93.
Полка угла-это одна из его сторон. В равнополочном уголке эти стороны равны.
Ширина полки варьируется от 20 мм до 200 мм, толщина металла максимум достигает 16 мм. Вес стального уголка измеряется в килограммах на метр, например, для равнополочного изделия с шириной полки 20 мм и толщиной металла 3 мм вес будет составлять 0,890 кг/м. Для самого большого представителя этого вида металлопроката – двухсотмиллиметрового изделия – при толщине в 12 мм вес будет составлять порядка 37 кг/м. Уголки изготавливают длинной от 4 м до 12 метров, но допускается и изготовление свыше 12 метров. Так же есть уголки немерной длины, минимальное значение которой – 4 метра. При производстве больших партий строго определенного размера по ГОСТу допускается наличие 15 % немерных изделий в качестве уголка.
➤ Уголок горячекатаный равнополочный ГОСТ 8509-93
Определение размера уголка горячекатаного равнополочного согласно чертежу:
• A – ширина полки;
• t – толщина полки;
• r внутр.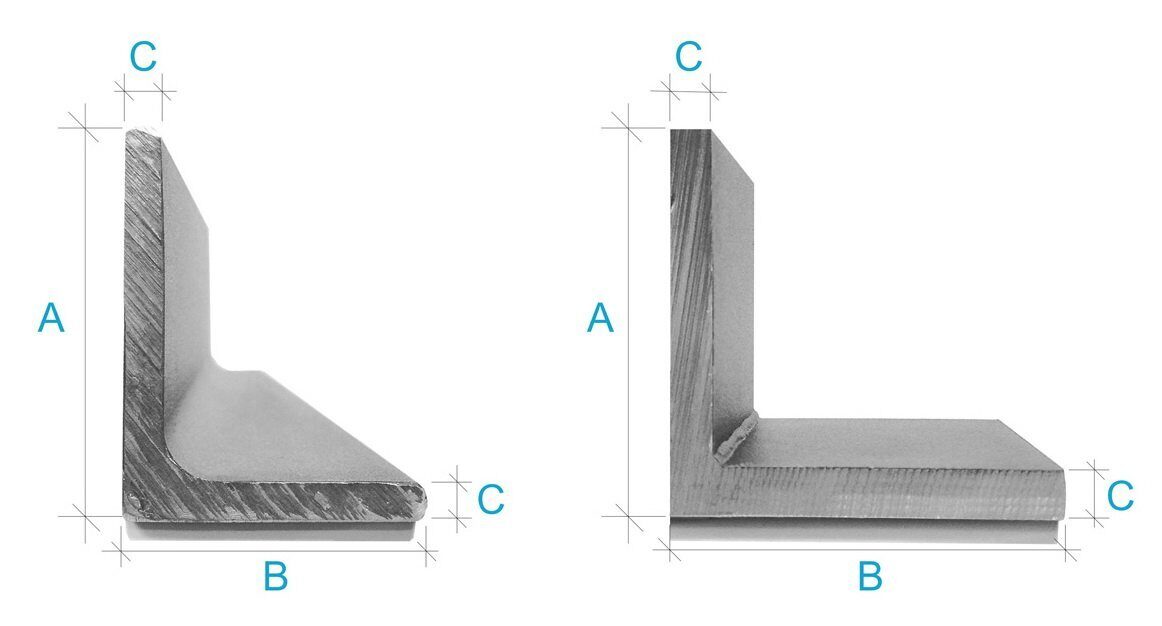 – радиус внутреннего закругления;
– радиус внутреннего закругления;
• r внешн. – радиус внешнего закругления полок.
Горячекатаный уголок изготавливают из готовой стальной заготовки, которую нагревают и пропускают через станок, далее формируют изделия по заданным размерам. Данное изделие может быть применено фактически во всех отраслях. Особенно активно его используют в строительстве в качестве жесткой арматуры для усиления бетона в монолитных конструкциях, для изготовления металлоконструкций и крепления к ним кабелей, труб и аппаратуры.
➤ Уголок горячекатаный неравнополочный ГОСТ 8510-93
Определение размера уголка горячекатаного неравнополочного согласно чертежу:
• B – ширина меньшей полки;
• A – ширина полки;
• t – толщина полки;
• r внутр. – радиус внутреннего закругления;
• r внешн. – радиус внешнего закругления полок.
Неравнополочный уголок представляет собой вид фасонного металлопроката, имеющий поперечное сечение в виде буквы «Г». Горячекатаный неравнополочный уголок производится из прямоугольной или квадратной заготовки с помощью горячей деформации — методом прокатки.
Горячекатаный неравнополочный уголок производится из прямоугольной или квадратной заготовки с помощью горячей деформации — методом прокатки.
В качестве исходного сырья используется сортовая заготовка, чаще всего она бывает квадратной или прямоугольной формы. Главной отличительной особенностью, по которой метод горячей прокатки получил свое название, является нагрев заготовки до температур, при которых сталь становится достаточно пластичной и может относительно быстро и без дефектов деформироваться в группах прокатных клетей.
Горячекатаный неравноплочный уголок производится по ГОСТ 8510. Согласно этому стандарту изготавливается продукция с толщиной полок от 3 мм до 16 мм, при этом внутренний радиус может составлять от 3,5 мм до 14 мм, а наружный — от 1,2 мм до 4,7 мм. Длина проката составляет от 4 метров до 12 метров.
Основными положительными техническими характеристиками неравнополочного уголка принято считать:
• небольшой вес;
• высокий уровень жесткости;
• благодаря особенностям формы, способен выдержать большую нагрузку.
Данный вид изделия используют чаще в разнообразных отраслях промышленности, а также в домашнем хозяйстве. Неравнополочный уголок так же нашёл применение и при производстве мебели, и в отделке помещений.
➤ Гнутые равнополочные уголки ГОСТ 19771-93
Определение размера уголка гнутого равнополочного согласно чертежу:
• b – ширина полки;
• S – толщина полки;
• R – радиус кривизны.
Гнутый стальной уголок – не самый популярный, но все же достаточно ходовой вид металлопроката. Такое название он получил из-за метода производства. При данном методе в месте сгиба остаются остаточные напряжения, которые имеют негативное влияние на прочность самого угла. Отличить его от горячекатаного можно даже визуально — у первого четкий прямой угол, а в гнутом он сглажен. Ширина полки гнутого равнополочного уголка по стандарту может быть от 36 мм до 160 мм, а толщина полки от 2,5 мм до 4 мм. Допустимая длина изделий от 3 метров до 12 метров.
Существует три класса точности гнутых уголков:
• Обычной точности – тип В;
• Повышенной точности — тип Б;
• Высокой точности — тип А.
Как мы уже говорили, гнутые уголки не отличаются особой прочностью, этим они уступают горячекатаным и по этой же причине не могут использоваться при монтаже ответственных, высоконагруженных металлоконструкций. Не смотря на этот недостаток, применение гнутого уголка достаточно обширно из-за простоты его монтажа. В зависимости от вида стали можно применять сварку.
Несмотря на вышеуказанный недостаток, список направлений использования остается достаточно внушительным:
• Машино- и станкостроение;
• Вагоностроение;
• Выпуск крупногабаритной техники;
• Производство мебели;
• Строительство, архитектура, дизайн;
• Отделка помещений;
• Монтаж каркасов, не предполагающих серьезных нагрузок;
• Использование в различных железобетонных конструкциях.
➤ Гнутые неравнополочные уголки ГОСТ 19772-93
Определение размера уголка гнутого неравнополочного согласно чертежу:
• b/B – ширина полки;
• S – толщина полки;
• R – радиус кривизны.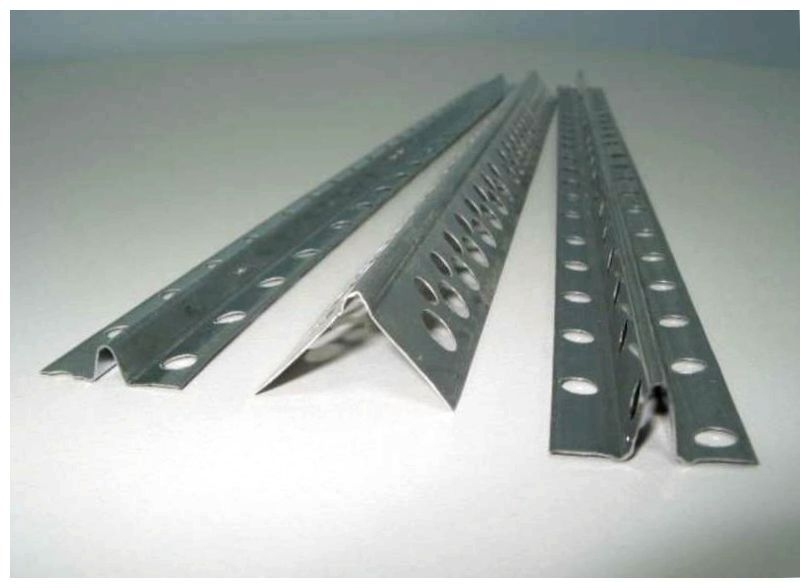
Гнутый неравнополочный уголок представляет собой вид фасонного металлопроката, в виде буквы «Г». В отличии от равнополочного ширина полок неодинаковая.
Уголок выпускается из низколегированных и углеродистых марок стали. Длина профиля варьирует от 3 метров до 12 метров. Размеры поперечного сечения определяются материалом, из которого изготовлено изделие.
При использовании углеродистых полуспокойных и кипящих (кипящие марки в современном производстве практически не используются) сталей обыкновенного качества и качественных конструкционных сталей, характеризующихся временным сопротивлением разрыву до 460 Н/мм2, выпускаются типоразмеры от 25х32 мм до 140х180 мм. При использовании углеродистых спокойных, полуспокойных сталей обыкновенного качества, качественных конструкционных марок с временным сопротивлением разрыву от 460 Н/мм2 и низколегированных сталей изготавливается уголок от 25х40 мм до 100х155 мм.
Высокую жесткость неравнополочному гнутому уголку обеспечивает Г- образный профиль, а также благодаря ему идет противодействие изгибающим нагрузкам. Также гнутый неравнополочный уголок обладает высокими технологическими свойствами, хорошей свариваемостью для широкого спектра марок стали, возможностью резки разными способами, креплением на болтах, заклепках и так далее.
Также гнутый неравнополочный уголок обладает высокими технологическими свойствами, хорошей свариваемостью для широкого спектра марок стали, возможностью резки разными способами, креплением на болтах, заклепках и так далее.
Данный вид уголка используют в таких сферах как машиностроение, мостостроение. мебельное производство, изготовление закладных деталей ЖБИ и ЖБК, промышленное и гражданское строительство, возведение каркасных строений, сварка или сборка ограждений, опор, балок, ветвей колонн и других элементов, армирование бетона.
✔ Как выбирать стальные уголки, на что необходимо обратить внимание?
Первое на что стоит обратить внимание — это точность, о ней можно узнать по букве на маркировке. А-высокая точность, В-обычная точность. Данная маркировка показывает параметры готового изделия, ровность, точность, толщину, а также какие — либо отклонения.
Для маленьких изделий в металлопрокате высокая точность является важной характеристикой, а вот для больших изделий важны совсем другие характеристики.
Далее следует обратить внимание на способы изготовления — холодное катание и горячее. Как мы уже писали выше холодное катание имеет наименьшую прочность, чем горячая прокатка.
Третье на что следует обращать внимание — это полки. Есть два вида — это равносторонние и неравносторонние. Вариант первый — это металлическая полоса, которая имеет посередине угол в 90°. Второй вариант напоминает букву «Г», потому что одна сторона длиннее другой.
Уголки, которые имеют равные стороны являются прочнее, поэтому их используют чаще всего. Но если необходимо индивидуально рассчитать длину обоих полок, то здесь используют уже не равносторонние уголки, также у этого варианта имеются высокие армирующие свойства.
И последнее, на что необходимо обратить внимание — это сталь из которой изготовлены металлические уголки. При изготовлении стальных уголков используют несколько видов с стали.
Если же в строительстве необходимо, чтобы конструкция была надежной, чтобы не влияла на нее окружающая среда и перепады температуры, то стоит останавливать свой выбор на изделиях из низколегированной стали.
ᐅ ПЛОТНОСТЬ СТАЛИᐅ ВЕС 1 МЕТРАᐅ ГОСТыᐅ МАРКИ СТАЛИ
Понимание гоночной линии | Командный спорт
Хотите побить рекорд? Возможно, вы просто хотите побить свой личный рекорд. Каковы бы ни были ваши причины, по которым вы хотите проехать немного быстрее, правильная гоночная траектория имеет основополагающее значение для более быстрого круга.
От Льюиса Хэмилтона в «Формуле-1» до Эндрю Джордана в британском чемпионате по кузовным гонкам, чтобы узнать время круга, нужно смотреть на трассу и определять, по каким линиям вам нужно двигаться.
Помните: быстрый круг — это не только максимально быстрое прохождение каждого поворота, но и наилучшая комбинация поворотов, которую вы можете составить в целом. Возможно, вы сможете пройти один угол без усилий, но если это выведет вас из строя для следующего, ваше общее время прохождения этих двух поворотов будет медленнее.
Итак, прочтите это руководство и посмотрите на свою дорожку — как вы собираетесь проехать круг?
Гоночная трасса
Фанатам Top Gear «звезда в недорогом автомобиле» известно, что большинство водителей любят спорить о том, какую линию лучше выбрать, и иногда все сводится к личным предпочтениям. Однако независимо от того, предпочитаете ли вы широкую линию или агрессивный узкий ход, основы всегда остаются неизменными.
Однако независимо от того, предпочитаете ли вы широкую линию или агрессивный узкий ход, основы всегда остаются неизменными.
Следует помнить четыре основных момента:
Точка торможения : точка, в которой вы убираете ногу с педали акселератора и включаете тормоз. Эта точка будет отличаться от поворота к повороту, и стоит поставить себе небольшие напоминания, чтобы начать торможение — например, отметки на трассе или определенную отметку на стене.
Точка входа в поворот : точка, в которой вы поворачиваете руль на повороте. Опять же, попробуйте установить маркер, чтобы напомнить вам, когда именно наступила эта точка, или попросите члена вашей местной команды TeamSport поделиться своим опытом.
Вершина : точка, в которой ваш карт находится ближе всего к внутренней части угла. Когда вы стремитесь попасть на гоночную трассу, понимание вершины имеет решающее значение.
Точка выхода : точка, в которой вы завершили поворот, начинаете думать о следующем, а при определенных обстоятельствах можете ускориться и уйти.
Несмотря на то, что каждый из четырех аспектов чрезвычайно важен сам по себе, все четыре должны быть связаны друг с другом, чтобы действительно создать правильную гоночную линию.
Техника прохождения поворотов на картинге
На каждой трассе есть три основных типа поворотов: сложные, острые повороты и длинные, быстрые повороты. Когда дело доходит до последнего, весь смысл гоночной траектории состоит в том, чтобы попытаться максимально уменьшить угол поворота, что позволит карте двигаться по более быстрой и прямой траектории. Что касается более острых поворотов, хитрость заключается в том, чтобы как можно быстрее повернуть карт вокруг апекса, прежде чем нажать на педаль газа и разогнаться.
Наконец, рассмотрим комплексы. Это группа поворотов, которые расположены близко друг к другу и требуют компромисса на гоночной трассе и подхода, уникального для трассы. Примерами этого являются esses в Кардиффе и Бристоле, а также секция под мезой в Уоррингтоне.
Ознакомьтесь с нашими советами по вождению при поворотах в разделе ниже.
Как найти гоночную трассу
Для начала возьмем пример простого правого поворота. Подъезжая к углу, поставьте свой карт к левой стороне трассы, как показано на видео ниже. Это поможет уменьшить серьезность изгиба, который вы собираетесь решить.
Следите за своим маркером. Это будет вашим сигналом затормозить или убрать ногу с педали акселератора — движение, которое можно использовать, чтобы заставить карт отступить или просто снизить скорость, с которой он движется. На видео ниже этот участок линии показан красным цветом.
Сосредоточьтесь на подходе к точке поворота, прежде чем повернуть руль карты вправо. В этот момент постарайтесь вообще не использовать тормоза и ограничьте количество газа — это поможет снизить ваши шансы заноса и разворота. На видео ниже этот раздел показан белым цветом.
Как только вы достигли апогея, прибавьте газу, чтобы подтолкнуть карт к точке выхода. Эта часть процесса показана зеленой линией на видео.
Освоение шиканы
В отличие от стандартных поворотов, в шиканах один поворот следует за другим в быстрой последовательности. Несколько известных примеров этого типа изгиба существуют во всем мире гонок, в том числе Nouvelle в Монако и Corkscrew на Mazda Raceway Laguna Seca.
Уловка для понимания гоночной трассы через шикану проста. По сути, водитель должен попытаться уменьшить остроту каждого поворота, нажав на вершину первого поворота — это позволит ему/ей маневрировать по трассе вовремя для второй части поворота, прежде чем нажать на газ и питание к точке выхода.
В приведенном ниже примере мы показываем, как правильно подъехать к шикане на трассе TeamSport в Лидсе.
Как вы можете видеть, карт приближается к шикане, перемещаясь к правой стороне трассы, прежде чем затормозить в обозначенной точке торможения.
Когда водитель достигает точки входа в поворот, карт движется к вершине первого поворота. Вскоре после этого водитель слегка прибавляет газ, выпрямляет руль и поворачивает во вторую часть шиканы.
После этого водитель немного прибавляет газ, прежде чем проехать через точку выхода.
Гоночная леска через шпильку
Во всем мире автоспорта шпилька является одним из самых распространенных видов поворота. Проще говоря, как «U-образный изгиб», они представляют собой части трассы, которые могут увеличить или сократить время прохождения круга.
Хитрость, чтобы забить шпильку, заключается в том, чтобы поздно затормозить, развернуться и попытаться пройти апекс как можно быстрее и плотнее, сохраняя при этом достаточную скорость, чтобы оставаться конкурентоспособным. Это может показаться сложным, и для того, чтобы сделать это правильно, требуется определенный уровень мастерства и храбрости, но никто никогда не говорил, что картинг — это легко, верно?
Думаете, у вас есть все необходимое, чтобы победить на местной трассе TeamSport? Посмотрите видео ниже и узнайте все, что вам нужно, чтобы разбить свой PB.
Так же, как мы видели в исходном примере, водитель снова приближается к шпильке с противоположной стороны трассы к апексу. Это не только уменьшает угол поворота, но и дает больше места для поворота карты при движении на скорости.
Поскольку вы будете двигаться на более низкой скорости через шпильку, точка выхода наступит намного раньше, чем обычно, и хотя у вас может возникнуть соблазн нажать на газ, когда вы достигнете вершины, вам будет гораздо лучше нажать на газ. медленно, чтобы избежать пробуксовки колес.
В этом случае при частичном нажатии газа на повороте карт вылетает из поворота, а это означает, что на восстановление скорости уходит меньше времени.
Как быстро проходить повороты на картинге
- Определите гоночную линию . Гоночная линия сводит к минимуму угол поворота, что означает, что вы можете поддерживать скорость и ускоряться на другой стороне.
 Изучите трассу перед гонкой, чтобы найти самые быстрые линии.
Изучите трассу перед гонкой, чтобы найти самые быстрые линии. - Brake Straight — Торможение при повороте может привести к потере сцепления с дорогой и заносу. Суть в том, чтобы затормозить, пока машина движется прямо, и повернуть в угол на пониженной скорости.
- Сохраняйте плавность – Любое резкое торможение или поворот приведет к потере скорости
- Разгоняйтесь до вершины . После того, как вы преодолели вершину, у вас будет гораздо более прямая линия, чтобы ускориться на выходе из поворота и достичь максимальной скорости.
- Увеличьте скорость — Как только вы освоите линию и технику, каждый раз наращивайте скорость.
Помните, хотя это здорово освежить в памяти базовые навыки картинга, пока вы дома, ничто не сравнится с азартом, когда вы садитесь в карт и начинаете гонку по-настоящему. Забронируйте сеанс для себя и своих друзей в TeamSport, испытайте свои новые техники прохождения поворотов и покажите им, как это делается. Мы с нетерпением ждем встречи с вами!
Мы с нетерпением ждем встречи с вами!
Найти ближайший трек
разных углов, разные техники: оптимизируйте каждый поворот
В зависимости от конкретного поворота трассы ваше торможение, гоночная линия и весь метод могут измениться. Как гонщики, мы пытаемся извлечь из времени круга каждую десятую долю секунды, поэтому важно понимать эти различия.
Добро пожаловать в урок №11 из нашей серии «Университет водителей». Сегодня мы собираемся изучить, как мы должны изменить нашу технику для различных типов углов.
Три типа поворотов
Конечно, на любой гоночной трассе не бывает двух одинаковых поворотов, но мы можем разделить повороты на три основных типа, основываясь больше на том, что следует за ними, чем на самом повороте.
Мы можем использовать эти три категории — при условии, что водитель быстр и последователен на входе в поворот, — потому что прямая, следующая за поворотом, важнее для времени прохождения круга, чем сам поворот.
Следовательно, мы можем разделить каждый угол на:
- Перед длинной прямой
- Перед короткой прямой
- Непосредственно перед другим поворотом (или последовательностью поворотов)
С каждым из этих различных типов углов мы получить наибольшую пользу, если у нас будет другая техника вождения.
Во-первых, вы можете спросить, как мы определяем короткую или длинную прямую? Очевидно, что это немного сложно, но для целей этого урока я скажу, что длинная прямая — это участок, на котором вы можете подумать об обгоне, а в дни трека — прямые, на которых организаторы разрешают обгон.
Повороты перед длинной прямой
Быстрее всего автомобиль движется по прямой.
Это не значит, что мы должны вести свои машины только по прямой линии и в прямом направлении, но с поворотами, которые предшествуют длинной прямой, мы должны стараться максимально открывать выходы из поворотов, чтобы сократить время прохождения круга.
Выходите из этих поворотов с прибавкой скорости всего на одну милю в час на выходе, и вы продолжите использовать это преимущество на протяжении всей следующей прямой. В совокупности это приводит к значительной экономии времени.
На приведенной ниже диаграмме показан пример медленного поворота с длинным прямым движением.
В этом типе поворота выгодно затормозить чуть раньше, достаточно поздно входить в поворот, поздно выходить из поворота и открывать выход из поворота, чтобы можно было быстро выйти на полный газ.
Вот краткое изложение того, что вам нужно сделать:
- Затормозить относительно рано, так как минимальная скорость будет в начале поворота
- Повернуть довольно поздно, «выравнивая» вход
- Апекс поздно, обычно около ⅔ – ¾ за поворотом – это открывает съезд, позволяет быстрее выровнять машину, а затем быстро разогнаться до полного ускорения
- Используйте всю колею на выезде, открывая угол поворота руля
- Продолжайте использовать преимущество в скорости вниз всей следующей прямой, что приводит к более быстрому времени прохождения круга
Поворот перед короткой прямой
На приведенной ниже диаграмме показан пример того, что я имею в виду под короткой прямой — это просто связующая прямая между двумя поворотами без времени на длительный период ускорения или обгона.
В этом типе поворота возможность выиграть время есть только на входе в поворот, а также на выходе из второго поворота в зависимости от длины следующей прямой. Для простоты мы пока проигнорируем второй угол.
Поскольку прямая после первого поворота такая короткая, приоритетом является не выход – скоро нам снова придется нажимать на тормоза для второго поворота, и поэтому любая дополнительная скорость выхода, которую мы несем, не так уж важна. важный.
Поскольку нам не нужно сосредотачиваться на скорости на выходе, вы должны попытаться максимально увеличить скорость до первого апекса. Идея состоит в том, чтобы держать газ как можно дольше и поворачивать к апексу немного раньше, чем мы могли бы подумать.
Как видно из приведенной ниже диаграммы, большая часть токарной обработки выполняется на вершине и после нее. Мы немного едем поперек трассы в зоне торможения, что позволяет водителю сильнее тормозить даже после поворота.
После прохождения апекса необходимо расположить машину так, чтобы максимально увеличить выход из второго поворота.
В нашем примере есть длинная прямая, поэтому мы должны изменить нашу технику, чтобы открыть выход из второго поворота и как можно скорее дать полный газ.
Вот краткое изложение того, что вам нужно сделать:
- Затормозить как можно позже, чтобы выиграть время на прямой
- Повернуть немного раньше, чем обычно, и подвести машину к апексу. Это отрезает несколько метров пути, и вы можете сделать платформу автомобиля более плоской
- Вы должны были набрать большую скорость в апексе, теперь продолжайте замедлять машину и позиционируйте ее так, чтобы максимально увеличить выход из второго поворота
Последовательность поворотов
Последовательности поворотов, пожалуй, самое интересное в гонке отслеживать. Вспомните Maggots, Becketts, Chapel в Сильверстоуне или повороты 6, 7 и 8 на COTA. однако вызывают определенные трудности у водителей. Вот почему эти типы изгибов так полезны, когда вы делаете их правильно.
Когда один угол следует за другим, ваша линия выхода из одного является линией входа в следующий. Итак, как нам принять решение о том, что важнее и какую гоночную трассу выбрать?
Итак, как нам принять решение о том, что важнее и какую гоночную трассу выбрать?
Как всегда, поворот, предшествующий следующей длинной прямой, является самым важным — любая дополнительная скорость на выходе здесь переносится на прямую и способствует более быстрому кругу.
Думая о гоночной трассе, нам нужно работать в обратном направлении от последнего поворота в последовательности перед прямой.
Думайте о последнем повороте в серии так же, как о любом повороте перед длинной прямой. Стремитесь к позднему апексу и как можно раньше нажмите на педаль акселератора на выходе, чтобы максимально ускориться на следующей прямой.
На карте трассы ниже видно, что мы максимально раскрыли последний поворот в последовательности. Все повороты, предшествующие этому, являются чем-то вроде компромисса, но идея состоит в том, чтобы сохранить высокий импульс и занять хорошую позицию для последнего поворота.
Когда вы держите машину на грани сцепления (дополнительную информацию см. в руководстве здесь), ваша траектория не будет идеально одинаковой на каждом круге.
в руководстве здесь), ваша траектория не будет идеально одинаковой на каждом круге.
Я говорю не об огромных ошибках, а скорее о небольших изменениях в гоночной траектории, поскольку машина естественным образом движется немного теснее или шире, чем предполагалось.
В последовательности поворотов важно быть динамичным. Если вы бежите немного шире на выходе из одного поворота, вы выиграете немного времени, но поставите под угрозу вход в следующий.
Всеми этими изменениями можно управлять, и они не будут стоить вам никакого времени, но вы не должны слишком далеко отклоняться от идеальной гоночной траектории — хороший обзор на протяжении всей последовательности поворотов имеет решающее значение для того, чтобы сделать все правильно.
Резюме
При движении по трассе я обнаружил, что если моя линия прохождения поворота кажется правильной, значит, она быстрая. Это приходит с опытом и временем, но используйте информацию в этом руководстве, чтобы подтвердить свое внутреннее чувство об оптимизации гоночных трасс для разных поворотов.
