Вм 127м паспорт: ВМ127М Станок консольно-фрезерный вертикальный. Паспорт, схемы, характеристики, описание
Содержание
ВМ127М Станок консольно-фрезерный вертикальный. Паспорт, схемы, характеристики, описание
Сведения о производителе фрезерного станка ВМ127М
Вертикальный консольно-фрезерный универсальный станок ВМ127М выпускался на предприятии Воткинский машиностроительный завод, основанный в 1759 году.
Металлорежущие станки на Воткинском машиностроительном заводе выпускаются начиная с 1956 г. Это вертикально-фрезерные станки 6Н13, ВМ127, ВМ127М, универсально-фрезерные ВМ130, ВМ133, горизонтально-фрезерные станки с ЧПУ ВМ500ПМФ4, ВМ501ПМФ4, а также токарный настольный станок Универсал-В.
Станки, выпускаемые Воткинским машиностроительным заводом
- 6Н13П — станок вертикальный консольно-фрезерный, 400 х 1600
- 6Р13Ф3 — станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- 6Р13рФ3 — станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
- ВМ127 — станок консольно-фрезерный вертикальный, 400 х 1600
- ВМ127М — станок консольно-фрезерный вертикальный, 400 х 1600
- ВМ-130 — станок фрезерный широкоуниверсальный, 250 х 630
- ВМ501ПМФ4 — станок горизонтально-фрезерный с ЧПУ и АСИ, Ø 250
- Универсал-В — станок токарно-винторезный настольный, Ø 150
ВМ127М cтанок вертикальный консольно-фрезерный.
 Назначение, область применения
Назначение, область применения
Станок фрезерный консольный вертикальный модели ВМ127М предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов и сплавов торцовыми, концевыми, цилиндрическими, радиусными и другими фрезами в условиях индивидуального, мелкосерийного и серийного производства. Масса детали с приспособлением — до 800 кг.
Консольно-фрезерный станок ВМ127М заменил в 1988 фрезерный станок ВМ127.
На станке можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, зубчатые колеса и т. д.
Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет организовать многостаночное обслуживание.
Мощный привод главного движения станка ВМ 127М и тщательно подобранные передаточные отношения обеспечивают оптимальные режимы обработки при различных условиях резания и полное использование возможностей быстрорежущего и твердосплавного инструмента.
Простота обслуживания станка ВМ127М переналадка приспособлений и инструмента представляют значительные удобства при использовании станка в мелкосерийном производстве.
Автоматическая система смазки узлов обеспечивает неприхотливость и надежность станка в самых жестких условиях эксплуатации.
Модификация станка 2012 года
В 2012 году Воткинский завод освоил изготовление новой модификации станка ВМ127М, в которой:
- Изменена конструкция вертикальных направляющих станины с профиля «Ласточкин хвост» на П-образный профиль, что позволило увеличить массу обрабатываемой детали до 800 кг
- Заменена механическая коробка подач на бесступенчатое регулирование (Серводигатель), для более точной и быстрой настройки режимов резания, и повышению производительности обработки
- При изготовлении станка с устройством цифровой индикации заменены комплектующие на импортного производителя с использованием магнитных линеек вместо оптических
Общий вид вертикального консольно-фрезерного станка ВМ127М с УЦИ
Фото широкоуниверсального фрезерного станка ВМ-130
Фото широкоуниверсального фрезерного станка ВМ-130. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фото широкоуниверсального фрезерного станка ВМ-130
Фото широкоуниверсального фрезерного станка ВМ-130. Смотреть в увеличенном масштабе
Фото широкоуниверсального фрезерного станка ВМ-130
Фото широкоуниверсального фрезерного станка ВМ-130. Смотреть в увеличенном масштабе
Фото широкоуниверсального фрезерного станка ВМ-130
Фото широкоуниверсального фрезерного станка ВМ-130. Смотреть в увеличенном масштабе
Фото консольно-фрезерного станка вм127м
Фото консольно-фрезерного станка вм127м
Фото консольно-фрезерного станка вм127м. Смотреть в увеличенном масштабе
Расположение составных частей консольно-фрезерного станка ВМ127М
Расположение составных частей консольно-фрезерного станка вм127м
Перечень основных узлов консольно-фрезерного станка ВМ127М
- Станина — 6Р13.1.01.03
- Коробка скоростей — 6Р13.3.01.03
- Поворотная головка — 6Р13.
 31.02
31.02 - Стол-салазки — 6Р13.7.01Б
- Консоль — 6Р13.6.01Б
- Коробка подач — 6Р13.4.01А
- Электрооборудование — ВМ127М.8.00.000
- Коробка переключений скоростей шпинделя — 6Р13.5.01-01
- Устройство электромеханического зажима инструмента — 6Р13К.93.000
Расположение органов управления фрезерным станком ВМ127М
Расположение составных частей консольно-фрезерного станка вм127
Расположение органов управления фрезерным станком ВМ127 Смотреть в увеличенном масштабе
Перечень органов управления фрезерным станком ВМ127М
- 3. Указатель скоростей шпинделя
- 4. Стрелка-указатель скоростей шпинделя
- 6. Кнопка «Импульс шпинделя»
- 7. Переключатель зажима-отжима инструмента
- 8. Поворот головки
- 9. Зажим гильзы шпинделя
- 11. Рукоятка включения продольных перемещений стола
- 12. Зажимы стола
- 13. Маховик ручного продольного перемещения стола
- 14.
 Кнопка «Быстро стол»
Кнопка «Быстро стол» - 15. Кнопка «Пуск шпинделя»
- 16. Кнопка «Стоп»
- 18. Маховик ручных поперечных перемещений стола
- 19. Рукоятка ручного вертикального перемещения стола
- 20. Кольцо-нониус
- 21. Лимб механизма поперечного перемещения стола
- 22. Кнопка фиксирования грибка переключения подач
- 23. Грибок переключения подач
- 24. Указатель подач стола
- 25. Стрелка-указатель подач стола
- 26. Рукоятка включения поперечной и вертикальной подач стола
- 27. Зажим салазок на направляющих консоли
- 31. Переключатель ввода «включено-выключено»
- 32. Переключатель насоса охлаждения «включено-выключено»
- 34. Рукоятка переключения скоростей шпинделя
- 36. Зажим консоли на станине
- 37. Маховик выдвижения гильзы шпинделя
- 38. Зажим головки на станине
- 40. Кнопка «Стоп» аварийная
- 41. Лампа сигнальная
Кинематическая схема фрезерного станка ВМ127М
Кинематическая схема фрезерного станка вм127м
Схема кинематическая консольно-фрезерного станка ВМ127М. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. По средством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении с ответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
График чисел оборотов шпинделя станка, поясняющий структуру механизма главного движения, приведен на рис. 9. Вертикальные подачи в 3 раза меньше продольных
Описание конструкции основных узлов фрезерного станка ВМ127
Станина
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка и жестко закреплена на основании и зафиксирована штифтами.
Поворотная головка
Поворотная головка вертикального консольно-фрезерного cтанка ВМ127М
Поворотная головка вертикального консольно-фрезерного cтанка ВМ127М. Смотреть в увеличенном масштабе
Поворотная головка (рис. 14) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в Т-образный паз фланца.
Шпиндель
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 6 и подтягиванием гайки 1.
Регулировку шпинделя проводят в следующем порядке:
- выдвигается гильза шпинделя;
- демонтируется фланец 5;
- снимаются полукольца 6;
- с правой стороны корпуса головки вывертывается резьбовая пробка;
- через отверстие отвертыванием винта 2 расконтривается гайка 1;
- стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника;
- щупом замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 6 подшлифовываются на необходимую величину;
- полукольца устанавливаются на место и закрепляются;
- привертывается фланец 5. Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовывать примерно на 0,12 мм.
После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов
Величину нагрева подшипников характеризуют измерением электротермометром температуры внутренней поверхности конического отверстия.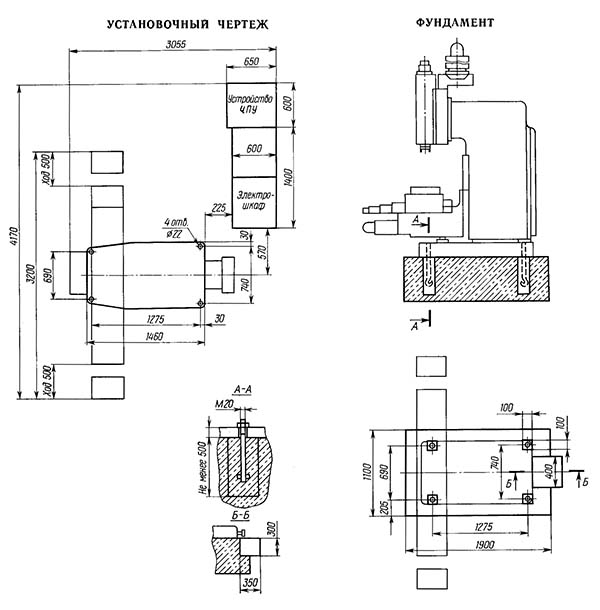
Избыточная температура поверхности инструментального конуса не должна превышать 55°С.
Вращение шпинделю передается от коробки скоростей через пару конических и пару цилиндрических зубчатых колес, смонтированных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от насоса станины, а смазка механизма перемещения гильзы — шприцеванием.
Для демонтажа шпинделя с пинолью из корпуса головки необходимо:
- снять специальную шпонку фиксации гильзы с правой стороны корпуса головки, предварительно вывернув два винта крепления;
- отвернуть винты крепления, расстыковать разъем электропитания механизма крепления инструмента. Снять механизм крепления инструмента;
- отвернуть крепежные винты и снять переднюю пластмассовую панель головки;
- удалить штифт крепления направляющей втулки ходового винта перемещения гильзы;
- удалить заглушку из отверстия под направляющую втулку ходового винта пиноли;
- демонтировать винт подачи пиноли совместно с направляющей втулкой;
- снять кронштейн с гайкой ходового винта, предварительно вывернув винты его крепления;
- демонтировать шпиндель с пинолью.

Примечание: Перед демонтажом винта подачи пиноли необходимо принять меры, исключающие самопроизвольное выпадение пиноли со шпинделем из корпуса головки (вывести ось шпинделя в горизонтальное положение или применить специальные упоры под торец пиноли или шпинделя).
Сборку производить в обратном порядке.
Коробка скоростей
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 0,5—0,7 мм.
Осмотр коробки скоростей можно производить через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 13), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по медной трубке отводится на глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.
При работе плунжерный насос издает характерный циклический звук.
Коробка переключения скоростей
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 1 (рис. 16), передвигаемая рукояткой переключателя 5, посредством сектора 2 через вилку 8 (рис. 15) перемещает в осевом направлении главный валик 3 с диском переключения 7.
Диск переключения можно поворачивать указателем скоростей 9 через конические шестерни 14 и 16, Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 17 и 19.
Рейки попарно зацепляются с зубчатым колесом 18. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 6 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 13, заскакивающим в паз звездочки 10.
Регулирование пружины 11 производится пробкой 12 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 5 (см. рис. 16) во включенном положении Удерживается за счет пружины 4 и шарика 3. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин, и диска с вилками в положение скорости 81,5 об/мин. Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла. Отсутствие масляного дождя может вызвать недопустимый нагрев щечек вилок переключения и привести к заеданию вилок, их деформации или поломке.
Плоскость разъема уплотняется прокладкой или бензиноупорной смазкой БУ, ГОСТ 7171-78.
Коробка подач
Коробка подач фрезерного станка вм127м
Коробка подач фрезерного станка ВМ127м. Смотреть в увеличенном масштабе
Коробка подач обеспечивает получение рабочих подач и быстрых перемещений стола, салазок и консоли. Кинематику коробки подач см. на рис. 8.
Получаемые в результате переключения блоков скорости вращения передаются на выходной вал 7 (рис. 17) через шариковую предохранительную муфту, кулачковую муфту 15 и втулку 16, соединенную шпонкой с кулачковой муфтой 15 и выходным валом 7.
При перегрузке механизма подач шарики, находящееся в контакте с отверстиями кулачковой втулки 17, сжимают пружины и выходят из контакта. При этом зубчатое колесо 2 проскальзывает относительно кулачковой втулки 17 и рабочая подача прекращается. Быстрое вращение передается от электродвигателя, минуя коробку подач, зубчатому колесу 6, которое сидит на хвостовике корпуса фрикциона 10 и имеет, таким образом, постоянное число оборотов. При монтаже необходимо проверить затяжку гайки 8. Корпус фрикционной муфты должен свободно вращаться между зубчатым колесом 9 и упорным подшипником.
При монтаже необходимо проверить затяжку гайки 8. Корпус фрикционной муфты должен свободно вращаться между зубчатым колесом 9 и упорным подшипником.
Диски фрикциона через один связаны с корпусом фрикциона, который постоянно вращается, и втулкой 4, которая, в свою очередь, соединена шпонкой с выходным валом 7.
При нажатии кулачковой муфты 15 на торец втулки 14 и далее на гайку 5 диски 11 и 12 сжимаются и передают быстрое вращение выходному валу 7 и зубчатому колесу 9.
При регулировании предохранительной муфты снимается крышка 19 (рис. 18) и вывертывается пробка 20.
На место пробки вставляется стальной стержень так, чтобы конец его вошел в одно из отверстий на наружной поверхности гайки 1 (см. рис. 17), которая застопоривается. Плоским стержнем через окно крышки повертывается за зубья зубчатое колесо 2. После регулировки гайка обязательно контрится от самопроизвольного отворачивания стопором 18.
Регулирование считается правильным, если при встречном фрезеровании цилиндрической фрезой удается фрезеровать чугун марки СЧ15 при следующих параметрах режима резания:
- Диаметр фрезы — 200 мм
- Число зубьев — 14
- Ширина фрезерования — 150 мм
- Глубина фрезерования — 6 мм
- Число оборотов в минуту — 63 об/мин
- Продольная подача по лимбу — 500 мм/мин
При этих режимах муфта может периодически прощелкивать.
Регулирование зазора между дисками фрикциона производится гайкой 5, которая от самопроизвольного перемещения заперта фиксатором 13.
Коробка переключения подач
Коробка переключения подач (рис. 19) входит в узел коробки подач. Принцип ее работы аналогичен работе коробки переключения скоростей.
Для предотвращения смещения диска 21 в oceвом направлении валик 29 запирается во включенном положении шариком 24 и втулкой 28. Попадая в кольцевую проточку валика 27, шарики освобождают от фиксации валик 29 при нажиме на кнопку.
Фиксация поворота диска переключения 21 осуществляется шариком 22 через фиксаторную втулку 25, связанную шпонкой с валиком 29.
Регулирование усилия фиксации поворота диска переключения производится резьбовой пробкой 23. Смазка коробки подач осуществляется разбрызгиванием масла, поступающего из системы смазки консоли. Кроме этого, в нижней части платика консоли имеется отверстие (сверление в нагнетательную полость насоса смазки), через которое смазка поступает к маслораспределителю коробки подач.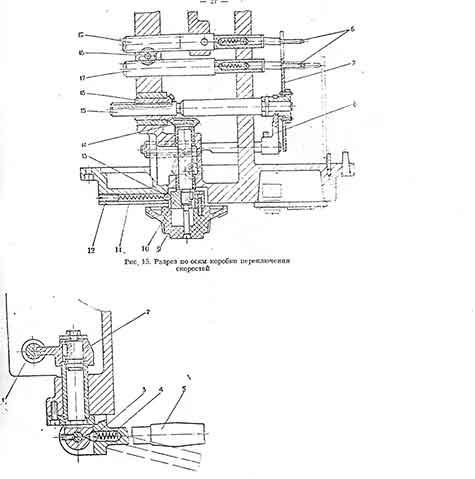
От маслораспределителя отводятся две трубки: нa глазок контроля работы насоса и для смазки подшипников. Непосредственно через маслораспределитель масло подается на смазку подшипников фрикционной муфты.
Для достижения плотности стыка коробки подач и консоли разрешается установка коробки подач, кроме прокладки, на бензиноупорную смазку БУ (ГОСТ 7171-78, если прокладка не обеспечивает достаточной герметичности.
Консоль
Консоль является базовым узлом, объединяющим узлы цепи подач станка. В консоли смонтирован ряд валов и зубчатых колес, передающих движение от коробки подач в трех направлениях — к винтам продольной, поперечной и вертикальной подач, механизм включения быстрого хода, электродвигатель подач. В узел «консоль» входит также механизм включения поперечных и вертикальных подач. Зубчатое колесо 8 (рис. 20) получает движение от колеса 9 (см. рис. 17) и передает его на зубчатые 7, 4, 2 и 1 (см. рис. 20). Зубчатое колесо 4 смонтировано на подшипнике и может передавать движение валу только через кулачковую муфту 6, связанную с валом. Далее через пару цилиндрических и пару конических колес движение передается на винт 14 (рис. 21).
Зацепление конической пары 10 и 15 отрегулировано компенсаторами 12 и 13 и зафиксировано винтом, входящим в засверловку пальца 11.
Втулка 16 имеет технологическое значение и никогда не демонтируется.
Гайка вертикальных перемещений закреплена в колонке. Колонка установлена точно по винту и зафиксирована штифтами на основании станка.
Зубчатое колесо 2 (см. рис. 20), смонтированное на гильзе, через шпонку и шлицы постоянно вращает шлицевой вал IX цепи продольного хода.
Винт поперечной подачи X получает вращение через зубчатое колесо 2 и свободно сидящее на валу колесо 1 при включенной кулачковой муфте поперечного хода.
Для демонтажа залов VII и VIII необходимо снять коробку подач и крышку с левой стороны консоли, после чего через окно консоли вывернуть стопоры у зубчатых колес 8 и 9.
Демонтаж салазок можно произвести после демонтажа шлицевого вала IX.
При демонтаже салазок необходимо также демонтировать кронштейн поперечного хода или винт поперечной подачи.
Для полного демонтажа вертикального винта необходимо предварительно снять узел «стол-салазки».
Механизм включения быстрого хода
Механизм включения быстрого хода выключает кулачковую муфту подачи 15 и сжимает диски 1 и 12 фрикционной муфты (см. рис. 17).
Рычаг 21 (рис. 22) посажен на ось 24 и связан с ней штифтом; ось давлением пружины 26 отжимается в направлении зеркала станины. На оси 24 имеется две пары гаек. Правые гайки 22 предназначены для регулирования усилия пружины. Левые 23, упираясь в торец втулки 25, закрепленной в стенке консоли, служат для ограничения и регулирования хода оси, что необходимо для облегчения ввода подшипника в паз кулачковой муфты во время монтажа коробки подач на консоли, а также для устранения осевых ударных нагрузок на подшипник вала при включении кулачковой муфты. Рычаг имеет на задней стенке уступ, в который упирается шип фланца втулки 27. При повороте втулки рычаг 21 перемещается и сжимает пружину 26. Ось 28 на втором конце имеет мелкий зуб, обеспечивающий возможность монтажа рычага 29, соединяющего ось 28 с тягой электромагнита, под необходимым углом.
При повороте втулки рычаг 21 перемещается и сжимает пружину 26. Ось 28 на втором конце имеет мелкий зуб, обеспечивающий возможность монтажа рычага 29, соединяющего ось 28 с тягой электромагнита, под необходимым углом.
Электромагнит через тягу и шарниры скреплен с вилкой 19, от которой через гайку 17 и пружину 18 усилие передается на рычаг 29. Таким образом, независимо от усилия, развиваемого электромагнитом, усилие на рычаге определяется степенью затяжки пружины 18.
Цепь включения быстрого хода от электромагнита до фрикционной муфты должна удовлетворять следующим условиям:
- общий зазор между дисками фрикциона в выключенном состоянии должен быть не менее 1…1,5 мм;
- во включением положении фрикциона диски должны быть плотно сжаты и сердечник электромагнита полностью втянут. При этом сжатие пружины 18 допускается до положения, определяемого зазором от низа рычага 29 до торца вилки 19 в 1…1,5 мм;
- пружина 18 должна развивать усилие, немногим меньше усилия электромагнита.

Гайка 17 регулируется так, чтобы сердечник электромагнита во включенном положении был полностью втянут. Усилие сжатия дисков определяется величиной натяга пружины 18 и не зависит от величины зазора в дисках. ВНИМАНИЕ!
РЕГУЛИРОВАТЬ ЗАЗОР В ДИСКАХ, ПОЛАГАЯ, ЧТО ЭТО УВЕЛИЧИТ СИЛУ СЖАТИЯ ДИСКОВ, ЗАПРЕЩАЕТСЯ.
Усилия электромагнита при включении, передаваемые через рычаги, могут расшатывать систему, поэтому при осмотрах и ремонте необходимо проверять сохранность шплинтов, крепление гайки 17, посадку шпонок и крепление самого электромагнита на крышке консоли. Износ подшипника 20 увеличивается, если усилие его прижима не ограничивается гайками 22 и 23.
Механизм включения вертикальной и поперечной подач
Механизм включения вертикальной и поперечной подач выполнен в отдельном корпусе и управляет включением и отключением кулачковых муфт поперечной и вертикальной подач и электродвигателя подач.
При движении рукоятки вправо или влево, вверх или вниз связанный с ней барабан 32 (рис. 23) совершает соответствующие движения и своими скосами управляет через рычажную систему включением кулачковых муфт, а через штифты — конечными выключателями мгновенного действия, расположенными ниже механизма и предназначенными для реверса электродвигателя подачи.
23) совершает соответствующие движения и своими скосами управляет через рычажную систему включением кулачковых муфт, а через штифты — конечными выключателями мгновенного действия, расположенными ниже механизма и предназначенными для реверса электродвигателя подачи.
Тяга 33 связывает барабан с дублирующей рукояткой. В своей средней части на ней закреплен рычаг, на который действуют кулачки, ограничивающие поперечный ход. В конце тяга имеет рычаг для ограничения вертикальных перемещений. При включениях и выключениях поперечного хода тяга перемещается поступательно, а вертикального хода — поворачивается.
Блокировка, предохраняющая от включения маховички и рукоятки ручных перемещений при включении механической подачи, включает в себя коромысло 6 и штифт 5 (см. рис. 20).
При включении кулачковой муфты рукояткой подачи коромысло 6 при перемещении муфты поворачивается, передвигает штифт, который упирается в дно кулачковой муфты маховичка или рукоятки, и отодвигает их, не давая возможности кулачкам сцепиться.
Если система имеет повышенный люфт, необходимо выпрессовать пробку вала VII, расконтрить гайку 30 (см. рис. 23) и подвернуть винт 31. После проверки люфта необходимо тщательно законтрить гайку 30.
Система смазки консоли включает в себя плунжерный насос (рис. 24), золотниковый распределитель (рис. 25), маслораспределитель и отходящие от него трубки, подающие масло к подшипникам, зубчатым колесам, винтам поперечного и вертикального перемещений. Плунжерный насос смазки консоли, коробки подать механизмов узла «стол-салазки» засасывает масло через сетку фильтра из масляной ванны и подает его по трубке к золотниковому распределителю.
От золотникового распределителя отводятся трубки для смазки вертикальных направляющих консоли, на штуцер гибкого шланга смазки узла «стол-салазки» и к маслораспределителю консоли. Производительность насоса около 1 л/мин.
При нажиме на кнопки (см. рис. 25) доступ масла к маслораспределителю перекрывается и оно от насоса поступает соответственно на вертикальные направляющие консоли или для смазки узла «стол-салазки».
Смазка на вертикальный винт поступает через отверстия в зубчатом колесе и в самом винте.
Стол и салазки
Стол и салазки (рис. 26) обеспечивают продольные и поперечные перемещения стола.
Ходовой винт 1 получает вращение через скользящую шпонку гильзы 9, смонтированную во втулках 5 и 7. Гильза через шлицы получает вращение от кулачковой муфты 6 при сцеплении ее с кулачками втулки 5, жестко связанной с коническим зубчатым колесом 4. Втулка 5 имеет зубчатый венец, с которым сцепляется зубчатое колесо привода круглого стола. Кулачковая муфта 6 имеет зубчатый венец для осуществления вращения винта продольной подачи при перемещениях от маховичка.
Зубчатое колесо 45 (рис. 30) подпружинено на случай попадания зуба на зуб. Зацепление с шестерней 45 может быть только в случае расцепления муфты 6 с втулкой 5 (см. рис. 26).
Таким образом, маховичок 24 (рис. 30) блокируется при механических подачах.
Гайки 2 и 3 ходового винта (рис. 26) расположены в левой части салазок. Правая гайка 3 зафиксирована двумя штифтами в корпусе салазок, левая гайка 2, упираясь торцем в правую при повороте ее червяком выбирает люфт в винтовой паре. Для регулирования зазора необходимо ослабить гайку 11 (рис. 27) и, вращая валик 10, произвести подтягивание гайки 2 (рис. 26). Выбор люфта необходимо производить до тех пор, пока люфт ходового винта, проверяемый поворотом маховичка продольного хода, окажется не более 3—5° и пока при перемещении стола вручную не произойдет заклинивание винта на каком-либо участке, необходимом для рабочего хода.
Правая гайка 3 зафиксирована двумя штифтами в корпусе салазок, левая гайка 2, упираясь торцем в правую при повороте ее червяком выбирает люфт в винтовой паре. Для регулирования зазора необходимо ослабить гайку 11 (рис. 27) и, вращая валик 10, произвести подтягивание гайки 2 (рис. 26). Выбор люфта необходимо производить до тех пор, пока люфт ходового винта, проверяемый поворотом маховичка продольного хода, окажется не более 3—5° и пока при перемещении стола вручную не произойдет заклинивание винта на каком-либо участке, необходимом для рабочего хода.
После регулировки нужно затянуть контргайку 11 (см. рис. 27), зафиксировать валик 10 в установленном положении.
Стол в своих торцах соединяется с ходовым винтом через кронштейны, установка которых производится по фактическому расположению винта, и фиксируется контрольными штифтами. Упорные подшипники смонтированы на разных концах винта, что устраняет возможность его работы на продольный изгиб. При монтаже винта обеспечивается предварительный натяг ходового винта гайками с усилием 100—125 кг.
Зазор в направлениях стола и салазок выбирается клиньями. Регулирование клина 12 стола (рис. 28) производится при ослабленных гайках 13 и 15 подтягиванием винта 14 отверткой.
После проверки регулирования ручным перемещением стола гайки надежно затягиваются.
Зазор в направляющих салазок регулируется клипом 17 при помощи винта 16. Степень регулирования проверяется перемещением салазок вручную.
Зажим салазок на направляющих консоли обеспечивается планкой 8 (см. рис. 26).
Механизм включения продольной подачи
Механизм включения продольной подачи (рис. 29) осуществляет включение кулачковой муфты продольного хода, а также включение, выключение и реверсирование электродвигателя подач.
Рукоятка 21 жестко соединена с осью 20 и поворачивает рычаг 18, по криволинейной поверхности которого в процессе переключения катится ролик 30 (см. рис. 30). При нейтральном положении рычага ролик находится в средней впадине, при включенном — в одной из боковых впадин.
Движение ролика через рычаг 31 передается штоку 40 и через зубчатое колесо 42 — рейке 46 и вилке 44, ведущей кулачковую муфту.
Пружина 37, регулируемая пробкой 36, постоянно нажимает на шток 40. Пружина 39 обеспечивает возможность включения рукоятки при попадании зуба на зуб кулачковой муфты. Регулирование пружины 39 производится винтом 38 при помощи ключа, который вставляется через отверстие пробки 36. Чрезмерное сжатие пружины 37 ослабляет действие пружины 39. На одной оси с рычагом 31 сидит рычаг 33, который служит для включения кулачковой муфты кулачком 34, прикрепленным к тяге 35. Тяга соединяет основную рукоятку продольного хода с дублирующей.
Включение и реверсирование электродвигателя подач производится конечными выключателями 32. Отключение двигателя происходит после выключения кулачковой муфты.
На ступице 22 (см. рис. 29) рукоятки продольного хода имеются выступы, на которые воздействуют кулачки ограничения продольного хода или (при автоматических циклах) управления продольным ходом.
При снятой крышке 28 (см. рис. 30) можно проверить работу контактов конечных выключателей и при необходимости очистить их от пригара.
Механизм автоматического цикла
Механизм автоматического цикла обеспечивает возможность управления столом от кулачков. На оси рукоятки продольного хода смонтированы жестко связанные между собой звездочки 23 и 19 включения быстрого хода при работе станка на авто-
Система смазки станка вм127м
Схема расположения точек смазки показана на рис. 36.
Описание работы системы смазки.
Внимательное отношение к смазке, нормальная работа системы смазки является гарантией безотказной работы станка и его долговечности.
На станке имеются две изолированные централизованные системы смазки:
- зубчатых колес, подшипников, коробки скоростей и элементов коробки переключения скоростей, зубчатых колес и подшипников шпиндельной головки;
- зубчатых колес, подшипников коробки подач, консоли, салазок, направляющих консоли, салазок и стола, винтов поперечного и вертикального перемещений.
Масляный резервуар и насос смазки коробки скоростей находятся в станине. Масло в резервуар заливается через крышку 18 до середины маслоуказателя 1.
Масло в резервуар заливается через крышку 18 до середины маслоуказателя 1.
При необходимости уровень масла должен пополняться.
Слив масла производится через патрубок 17. Контроль за работой системы смазки коробки скоростей осуществляет маслоуказателем 10.
Масляный резервуар и насос смазки узлов, обеспечивающих движение подачи, расположены в консоли. Масло в резервуар заливается через угольник 14 до середины маслоуказателя 15. Превышать этот уровень не рекомендуется: заливка выше середины маслоуказателя может привести к подтекам масла из консоли и коробки подач, кроме того, при переполненном резервуаре масло через рейки затекает в корпус коробки переключения, что может привести к порче конечного выключателя, кратковременного включения двигателя подач. При снижении уровня масла до нижней точки маслоуказателя необходимо пополнить резервуар.
Слив масла из консоли производится через пробку 13 в нижней части консоли с левой стороны. Контроль за работой системы смазки коробки подач и консоли осуществляется маслоуказателем 3.
Работа системы смазки считается удовлетворительной, если масло каплями вытекает из подводящей трубки (в маслоуказателях 10 и 3).
Наличие струйки или заполнение ниши указателя маслом свидетельствует о хорошей работе масляной системы.
Направляющие стола, салазок, консоли и механизма привода продольного хода, расположенные в салазках, смазываются периодически от насоса, расположенного в консоли. Масло для смазки этих узлов поступает из резервуара консоли. Смазка направляющих консоли осуществляется нажатием кнопки 5, а смазка направляющих салазок, стола и механизма привода продольного хода — кнопки 6.
Достаточность смазки оценивается по наличию масла на направляющих.
Смазка подшипников концевых опор винта продольной подачи, механизма перемещения гильзы, подшипников, шпинделя производится шприцеванием.
Электрооборудование вертикального консольно-фрезерного станка ВМ127М
Система питания
Питающая сеть: Напряжение 380 В, род тока переменный, частота 50 Гц
Цепи управления: Напряжение 110 В, род тока переменный
Цепи управления: Напряжение 65 В, род тока постоянный
Местное освещение: напряжение 24 В.
Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) 20 А.
Номинальный ток защитного аппарата (предохранителей, автоматического выключателя) в пункте питания электроэнергией 63 А.
Электрооборудование выполнено по следующим документам: принципиальной схеме 6Р13.8.000Э3. схеме соединения изделия Р13.8.000Э4.
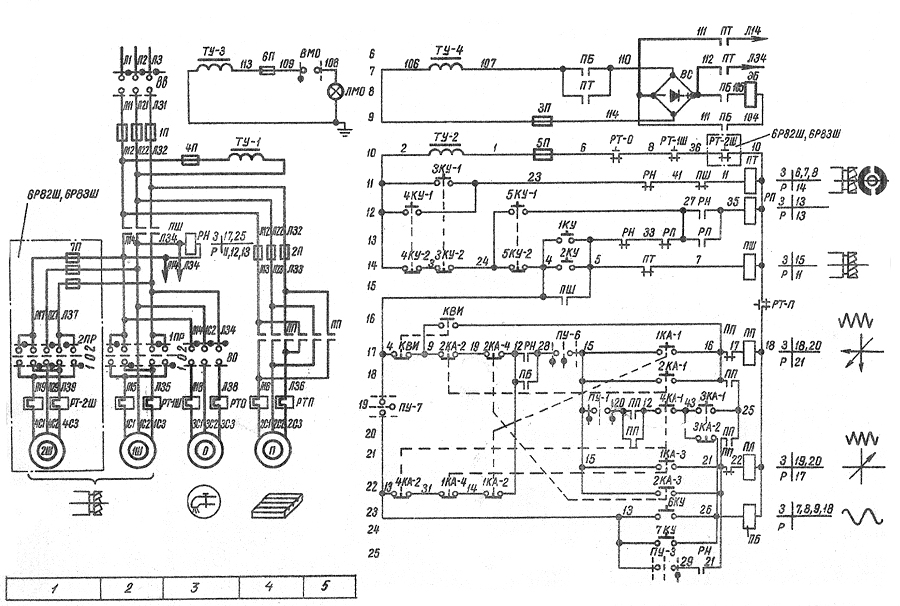
Схема электрическая фрезерного станка ВМ127М
Электрическая схема фрезерного станка вм127м. Силовая часть
Схема электрическая фрезерного станка ВМ127М. Силовая часть. Смотреть в увеличенном масштабе
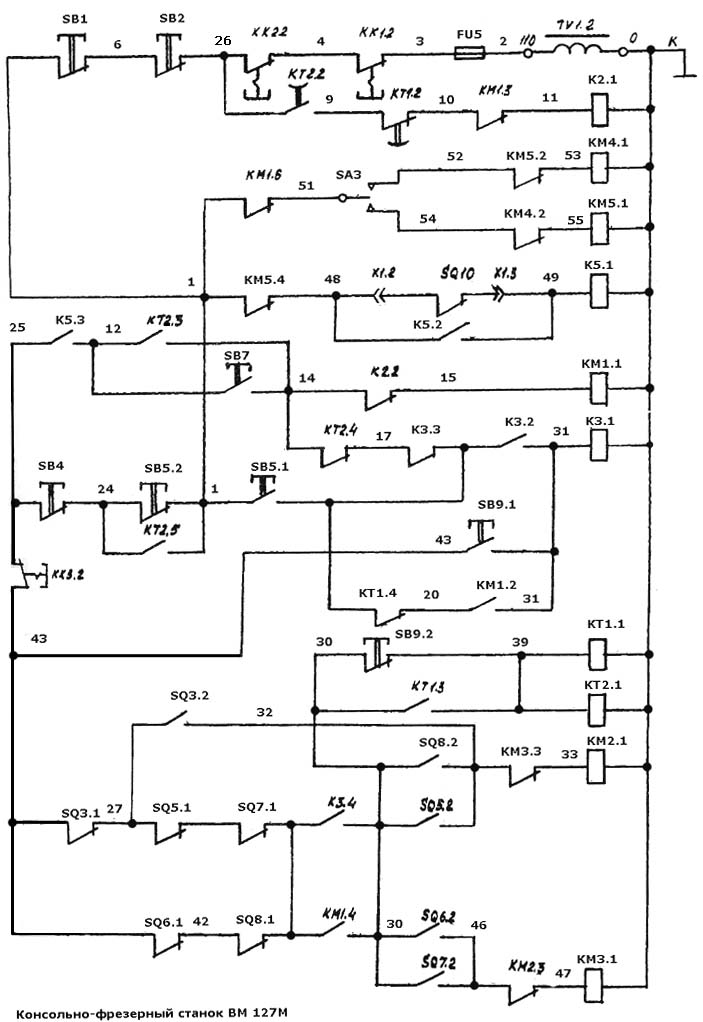
Электрическая схема фрезерного станка вм127м. Управляющая часть
Схема электрическая фрезерного станка ВМ127М. Управляющая часть. Смотреть в увеличенном масштабе
Перечень элементов электрической схемы консольно-фрезерного cтанка ВМ127М
Перечень элементов электрической схемы консольно-фрезерного cтанка ВМ127М
Перечень элементов электрической схемы консольно-фрезерного cтанка ВМ127М. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Схема расположения электрооборудования на консольно-фрезерном станке ВМ127М
Схема расположения электрооборудования на станке вм127м
Схема расположения электрооборудования на станке ВМ127М. Смотреть в увеличенном масштабе
Функциональное назначение пускателей:
- КМ1 — подключает напряжение 380 В к приводу главного движения Ml и двигателю насоса охлаждения М2
- КМ2, КМЗ — подключают напряжение 380В к приводу подач М3
- КМ4, КМ5 — подключают напряжение 380В к двигателю механизма крепления инструмента
- К2 — включает динамическое торможение шпинделя
- КЗ — включает быстрый ход привода подач и импульсное включение привода главного движения при переключении скоростей шпинделя
- К5 — подготавливает цепь включения привода главного движения после зажима инструмента
- КТ1 — задает время вращения шпинделя после его выключения до включения торможения
- КТ2 — задает время торможения шпинделя
Функциональное назначение органов управления, расположенных на станке:
- QF1 — вводной выключатель
- QS2 — переключатель насоса охлаждения «включено-выключено»
- SQ3 — выключатель импульсного включения привода подач при переключении скоростей
- SQ5, SQ7 — выключатель привода стола «вперед-назад» и «вверх-вниз»
- SQ6, SQ8 — выключатель привода стола «влево-вправо»
- SQ10 — выключатель блокировки главного движения и подач при зажиме инструмента
Боковой пульт управления. Назначение органов управления:
Назначение органов управления:
- SB1 — Аварийное отключение
- SB5 — Импульсное включение шпинделя
- SA3 — Зажим, разжим инструмента
- QS2 — Включение насоса охлаждения
Передний пульт управления. Назначение органов управления:
- SB2 — Аварийное отключение
- SB4 — Отключение шпинделя
- SB7 — Включение шпинделя
- SB9 — Ускоренное перемещение подач
Работа составных частей электрооборудования фрезерного станка ВМ127М
Работа станка в наладочном режиме
Зажим инструмента
Для зажима инструмента необходимо тумблер SA3 (на боковом пульте) установить в положение «Зажим» и удерживать рукой. При этом срабатывает пускатель КМ4, который подает напряжение на двигатель механизма зажима инструмента М4. Идет зажим инструмента. Прощелкивание муфты в механизме зажима свидетельствует об окончании зажима инструмента. Микровыключатель SQ10 своими контактами включает пускатель К5. 1, который становится на самопитание, отключает двигатель М4 и подготовит цепь пуска двигателя шпинделя.
1, который становится на самопитание, отключает двигатель М4 и подготовит цепь пуска двигателя шпинделя.
Разжим инструмента: тумблер SA3 установить в положение «Разжим» и удерживать рукой. При этом срабатывают пускатели КМ5.1. Пускатель КМ5.3. подает напряжение на двигатель М4. Идет отжим инструмента. Окончание отжима инструмента контролируется визуально.
Примечание:
- Во избежание получения травм при разжиме инструмента пуск шпинделя блокируется замыкающими контактами К5
- При вращающемся шпинделе разжим инструмента заблокирован размыкающими контактами К5 в цепи включения двигателя М4
- При зажиме и разжиме инструмента, с целью исключения проворачивания шпинделя, необходимо установить низкую скорость оборотов шпинделя (не выше 400об/мин)
Включение шпинделя
Для включения шпинделя необходимо нажать кнопку SB7, включаются пускатель КМ1 и реле времени КТ1, КТ2. Пускатель КМ1 подает напряжение 380В на двигатель Ml, a KT2 своими замыкающими контактами блокирует выключатель SB7.
Выключение и торможение шпинделя
Для выключения шпинделя необходимо нажать кнопку SB4. Отключаются пускатель КМ1 и реле времени КТ1, КТ2. Через 1,2 с включится пускатель К2, который своими замыкающими контактами включит динамическое торможение шпинделя. Через 5,6 с замыкающие контакты реле времени КТ2 выключают пускатель К2, а К2 соответственно отключит динамическое торможение шпинделя.
Включение насоса охлаждения
Насос охлаждения включается переключателем QS2. 380В подается на двигатель М2 при включенном шпинделе.
Аварийное выключение станка
При аварии на станке нажать кнопку SB1 (SB2), которая отключает 110В в цепях управления станком вм127м. Примечание. Для повторного включения станка необходимо:
- кнопку SB1 (SB2) установить в исходное положение
- произвести зажим инструмента
Импульсное включение
Для облегчения переключения скоростей шпинделя и подачи предусмотрено импульсное включение двигателя шпинделя Ml кнопкой SB5, двигателя подачи М3 выключателем SQ3.
Электропривод подач
Электропривод подач представляет собой электромеханическую систему. Включение и отключение подачи осуществляется рукоятками, которые имеют три. фиксированных положения, а также выключателями SQ6, SQ8 для продольной; SQ5, SQ7 для вертикальной или поперечной подачи.
Быстрый ход подачи происходит при нажатии кнопки SВ9, включается пускатель КЗ и электромагнит быстрого хода УА. На станке электрической блокировкой исключается возможность одновременного включения продольной и поперечной или вертикальной подачи.
Регулировка цепи торможения шпинделя
Регулировка цепи торможения производится после замены или ремонта реле времени КТ1, КТ2, а также в случае, когда временные характеристики цепи торможения не соответствуют указанным в п. 7.6.5.
Для проведения регулировки необходимо:
- подать питание на станок
- включить шпиндель
Одновременно с выключателем шпинделя включить секундомер и остановить его при срабатывании К2. Если зафиксированное время превышает I сек., повернуть регулятор реле времени КТ1 по часовой стрелке. Повторить включение и выключение шпинделя, добиваясь включения пускателя К2 через 1 сек. Если пускатель К2 срабатывает менее , чем 1 сек. после отключения шпинделя, тогда регулятор реле КТ1 повернуть против часовой стрелки. Регулировку реле КТ2 проводить аналогично КТ1. Выключить шпиндель станка, одновременно с нажатием кнопки SB4, запустить секундомер и остановить его после остановки шпинделя. Зафиксированное время не Должно быть более 6 сек.
Если зафиксированное время превышает I сек., повернуть регулятор реле времени КТ1 по часовой стрелке. Повторить включение и выключение шпинделя, добиваясь включения пускателя К2 через 1 сек. Если пускатель К2 срабатывает менее , чем 1 сек. после отключения шпинделя, тогда регулятор реле КТ1 повернуть против часовой стрелки. Регулировку реле КТ2 проводить аналогично КТ1. Выключить шпиндель станка, одновременно с нажатием кнопки SB4, запустить секундомер и остановить его после остановки шпинделя. Зафиксированное время не Должно быть более 6 сек.
Читайте также: Производители фрезерных станков в России
ВМ127М Станок консольно-фрезерный вертикальный. Видеоролик.
Основные технические данные и характеристики станка ВМ127М
| Наименование параметра | ВМ127 | ВМ127М |
|---|---|---|
| Рабочий стол | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Максимальная нагрузка на стол (по центру), кг | 300 | 800 |
| Размеры рабочей поверхности стола (длина х ширина), мм | 1600 х 400 | 1600 х 400 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 |
| Наибольшее перемещение стола продольное механическое и ручное, мм | 1000 | 1010 |
| Наибольшее перемещение стола поперечное механическое, мм | 300 | 300 |
| Наибольшее перемещение стола поперечное от руки, мм | 320 | 320 |
| Наибольшее перемещение стола вертикальное механическое, мм | 400 | 400 |
| Наибольшее перемещение стола вертикальное от руки, мм | 420 | 420 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола при ручном перемещении, мм * Размер 30 мм обеспечивается за счет выдвижения шпинделя | 30. .500* .500* | 30..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины, мм | 620 | 420 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | 0,05 |
| Перемещение стола на один оборот лимба продольное, мм | 4 | 4 |
| Перемещение стола на один оборот лимба поперечное, мм | 6 | 6 |
| Перемещение стола на один оборот лимба вертикальное, мм | 2 | 2 |
| Шпиндель | ||
| Частота вращения шпинделя, об/мин | 31,5..1600 | 40..2000 |
| Количество скоростей шпинделя | 18 | 18 |
| Наибольший крутящий момент, кгс.м | 137 | |
| Эскиз конца шпинделя | ГОСТ 836-72 | |
| Конус шпинделя | 50 | 50АТ5 |
| Наибольшее осевое перемещение пиноли шпинделя, мм | 80 | 80 |
| Перемещение пиноли на один оборот лимба, мм | 4 | 4 |
| Перемещение пиноли на 1 деление лимба, мм | 0,05 | 0,05 |
| Наибольший угол поворота шпиндельной головки, град | ±45 | ±45 |
| Цена одного деления шкалы поворота головки, град | 1 | |
| Механика станка | ||
| Быстрый ход стола продольный и поперечный, мм/мин | 3000 | 3000 |
| Быстрый ход стола вертикальный, мм/мин | 1000 | 1000 |
| Число ступеней рабочих подач стола | 18 | 18 |
Пределы рабочих подач. Продольных и поперечных, мм/мин Продольных и поперечных, мм/мин | 25..1250 | 25..1250 |
| Пределы рабочих подач. Вертикальных, мм/мин | 8,3..416,6 | 8,3..416,6 |
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | есть | есть |
| Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) | есть | есть |
| Блокировка раздельного включения подачи | есть | есть |
| Автоматическая прерывистая подача Продольная | есть | есть |
| Автоматическая прерывистая подача Поперечная и вертикальная | нет | |
| Торможение шпинделя | есть | есть |
| Предохранение от перегрузки (муфта) | есть | есть |
| Привод | ||
| Количество электродвигателей на станке | 3 | 4 |
| Электродвигатель привода главного движения М1, кВт | 11 | 11 |
| Электродвигатель насоса охлаждающей жидкости М2, кВт | 0,12 | 0,12 |
| Электродвигатель привода подач М3, кВт | 3 | 2,1 |
| Электродвигатель зажима инструмента М4, кВт | Нет | АИР56В2УЗ |
| Электронасос охлаждающей жидкости Тип | Х14-22М | П-32МС10 |
| Производительность насоса СОЖ, л/мин | 22 | 22 |
| Габарит станка | ||
| Габариты станка, мм | 2560 х 2260 х 2430 | 2560 х 2260 х 2500 |
| Масса станка, кг | 4250 | 4250 |
Примечания
- Полную величину указанных ходов можно использовать только при отсутствии деталей и устройств, ограничивающих перемещение стола, салазок или консоли, например:
- при установке в шпинделе оправки с фрезой сокращается вертикальный ход;
- при установке обрабатываемой детали или приспособления, свисающих между столом и зеркалом станины, сокращается поперечный ход салазок.

- Станок специализированный фрезерный консольный ВМ127М. Руководство по эксплуатации ВМ127М00.00.000, 1982
- Схема электрическая принципиальная ВМ127М.
 8.000 Э3
8.000 Э3 - Схема электрическая соединений ВМ127М.8.000 Э4
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973, с.141
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.
 Г. Расчёты настроек и наладок фрезерных станков, 1969
Г. Расчёты настроек и наладок фрезерных станков, 1969 - Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
Паспорта вертикально-фрезерного станка в Чебоксарах
- Главная
- Продажа
- Производственные услуги
- Паспорт вертикально-фрезерного станка
Вы можете очень быстро сравнить цены паспорта вертикально-фрезерного станка и подобрать оптимальные варианты из более чем 482 предложений
Вм-127м Вертикально Фрезерный Станок
Состояние: Б/У Год выпуска: 1980
Продаем Б/У Вм-127 м Вертикально Фрезерный СтанокВ хорошем состоянии. Есть паспорт1987 г.в.Подключен. Покажем в работе.Цена 340 тыс руб за наличный расчет.Звоните!Технические характеристики:Размеры…
Есть паспорт1987 г.в.Подключен. Покажем в работе.Цена 340 тыс руб за наличный расчет.Звоните!Технические характеристики:Размеры…
14.09.2022
Чебоксары (Россия)
340 000
вертикально-фрезерный станок 6М13У
Состояние: Б/У Год выпуска: 1993 Производитель: Савеловский машзавод (Россия)
Продается вертикально-фрезерный станок 6М13У 1993 г. выпуска. Механика — хорошее состояние, комплект. Электрика — шкафы некомплект.Размеры рабочей зоны — 600х400Перемещения, X x Y x Z:…
01.09.2018
Чебоксары (Россия)
230 000
вертикально-фрезерный станок TOS FV32, Чехия
Состояние: Б/У Год выпуска: 1984 Производитель: TOS (Чехия)
Продается вертикально-фрезерный станок TOS FV32 (Чехословакия) в хорошем состоянии с проверкой в работе. Технические характеристики станка FV-32Размеры рабочей поверхности стола, мм 1250×320Число…
01.09.2018
Чебоксары (Россия)
120 000
Вертикально-фрезерный станок ВМ127М
Состояние: Б/У Год выпуска: 1992 Производитель: Россия (Россия)
В хорошем состоянии, с проверкой в работеТехнические характеристикиПараметрыРазмеры рабочей поверхности стола, мм1600 х 400Число Т-образных пазов3Максимальная нагрузка на стол (по центру),…
05.04.2017
Чебоксары (Россия)
Фрезерный станок по дереву F205 Casadei (Италия)
Состояние: Б/У Год выпуска: 2012 Производитель: Casadei (Италия)
Фрезерный станок по дереву F205 Casadei (Италия)
год выпуска 2012
Размеры стола: 1200×730 мм
Макс. диаметр инструмента: 320×85 мм
диаметр инструмента: 320×85 мм
5 режимов шпинделя: 3000-10000 об/мин
Макс. рабочая высота…
08.09.2016
Чебоксары (Россия)
465 000
Станок вертикально фрезерный 6р13
Состояние: Б/У Год выпуска: 1981 Производитель: Россия
Станок вертикально фрезерный 6р13, состояние хорошее, с проверкой в работе, после ревизии, работает полностью исправно, по всем вопросам и дополнительным фото обращаться по телефону! Есть видео в…
01.06.2018
Чебоксары (Россия)
180 000
Токарно-фрезерный станок с ЧПУ WoodTec T 1200
Состояние: Новый Производитель: WoodTec
В наличии
НАЗНАЧЕНИЕ:Основное использование — это изготовление балясин и других тел вращения при производстве эксклюзивной мебели и лестниц. ВИДЫ ОБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ:Основное использование в обработке…
ВИДЫ ОБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ:Основное использование в обработке…
14.07.2017
Чебоксары (Россия)
6 180
Токарно-фрезерный станок с ЧПУ WoodTec T 1500
Состояние: Новый Производитель: WoodTec
В наличии
НАЗНАЧЕНИЕ:Основное использование — это изготовление балясин и других тел вращения при производстве эксклюзивной мебели и лестниц.ВИДЫ ОБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ:Основное использование в обработке…
14.07.2017
Чебоксары (Россия)
6 820
Продольно-фрезерный станок ГФ1704н1 (Стол 630х2500)
Состояние: Б/У Год выпуска: 1974 Производитель: ГЗФС (Россия)
Горьковский завод фрезерных станков, для чернового и получистового фрезерования плоскостей. Стол 630 */ 2500мм, 5 Т-образных пазов. Станок делался по спецзаказу.4 бабки, 5 шпинделей. Бабка…
Стол 630 */ 2500мм, 5 Т-образных пазов. Станок делался по спецзаказу.4 бабки, 5 шпинделей. Бабка…
25.07.2018
Чебоксары (Россия)
450 000
Фрезерный станок с чпу фс-3ш
Состояние: Новый Производитель: Россия
В наличии
Продам фрезерный станок с ЧПУ фс 3ш производитель г. Пенза,почти новый, подробности по тел
18.03.2020
Чебоксары (Россия)
410 000
Фрезерный станок ФС 250
Состояние: Б/У Год выпуска: 1990
Продаю широкоуниверсальный фрезерный станок ФС-250. Есть возможность проверки в работе. Погрузка и демонтаж за наш счет. Звоните, мы подберем для вас необходимое оборудование.
22.12.2020
Чебоксары (Россия)
135 000
фрезерный станок ВМ 131 ВФ1
Состояние: Б/У Год выпуска: 1991
Продам широкоуниверсальный фрезерный станок ВМ 131 ВФ1. В рабочем состоянии.
В рабочем состоянии.
22.12.2020
Чебоксары (Россия)
180 000
Уфгс 2015 Фрезерный Станок С чпу по дереву
Состояние: Б/У Год выпуска: 1980
Продаем Б/У Уфгс 2015 Фрезерный Станок С ЧПУ по деревуКак новый, Работал 3 мес,Из допов: Система аспирации, Датчики безопасностиПодключен. Покажем в работе.Цена 430 тыс руб за наличный…
14.09.2022
Чебоксары (Россия)
430 000
Вертикально-сверлильный станок СС 2635
Состояние: Б/У Год выпуска: 1987
Предприятие реализует вертикально-сверлильный станок СС-2635.Стоимость указана ориентировочно!Фото — по запросу!По всем интересующим Вас вопросам — обращайтесь по телефону!
12.09.2022
Чебоксары (Россия)
140 000
Универсальный фрезерный станок 6Р82
Состояние: Б/У Производитель: Россия
в хорошем состоянии, с проверкой в работепредназначен для выполнения разнообразных фрезерных работ цилиндрическими, торцевыми, концевыми, фасонными и другими фрезами. Размеры рабочей поверхности…
Размеры рабочей поверхности…
05.04.2017
Чебоксары (Россия)
фрезерный станок с ЧПУ 1400*2500*250
Состояние: Новый Год выпуска: 2014
В наличии
продаю фрезерно-гравировальный станок с ЧПУ, новый
«SP» 1425
высокопроизводительный надежный станок. предназначен для обработки дерева(любых пород), мдф, металла, искусственного камня….
02.12.2014
Чебоксары (Россия)
580 000
LTT-6090 JigWei Фрезерный станок с ЧПУ
Состояние: Новый Год выпуска: 2014
В наличии
Предназначен для высококачественного фрезерования и гравирования поверхностей деталей и заготовок по плоскости (программное обеспечение 2D) и в 3-х мерном пространстве (3D…
22. 05.2017
05.2017
Чебоксары (Россия)
250 000
Копировально-фрезерный станок с верхним расположением шпинделя WoodTec MX 5068
Состояние: Новый Производитель: WoodTec
В наличии
Макс. толщина заготовки, мм150Размеры стола, мм805х600Вертикальный ход стола, мм180Угол наклона стола,°± 45°Макс. ход шпинделя, мм65Частота вращения шпинделя, об/мин18 000Мощность электродвигателя…
18.07.2017
Чебоксары (Россия)
2 750
Присадочной-фрезерный станок «masterproff Z3»
Состояние: Новый Производитель: masterproff (Россия)
В наличии
Оборудование новое.Станок «masterPROFF Z3» предназначен для одновременной автоматической фрезеровки заготовки под шип двумя фрезерными головками (исключая выров материала) и присадки по торцу. ..
..
07.02.2019
Чебоксары (Россия)
600 000
фрезерный станок ФСШ-1А с шипорезной кареткой
Состояние: Б/У Год выпуска: 1998 Производитель: Днепропетровск (Украина)
1998 г. выпуска, все работает. максимально допустимая толщина деревянной заготовки – 10 см;габариты рабочего стола – 100*32,5 см;параметр максимального вертикального смещения шпинделя – до 10…
24.02.2018
Чебоксары (Россия)
40 000
Популярные категории в Чебоксарах
Да кстати, на портале ProСтанки выбор предложений по паспорту вертикально-фрезерного станка почти как на Авито и TIU
Видео паспорта вертикально-фрезерного станка
Паспорт ВМ127 Станок специализированный фрезерный консольный (Воткинск)
Наименование издания: Руководство по эксплуатации (ВМ127. 00.00.000РЭ)
00.00.000РЭ)
Выпуск издания: Воткинский машиностроительный завод
Год выпуска издания: 1985
Кол-во книг (папок): 1
Кол-во страниц: 85
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Руководство по эксплуатации (ВМ127.00.00.000РЭ)
Общие сведения о станке
— Внешний вид станка
Основные технические данные и характеристики
— Эскиз Т-образных пазов
— Эскиз направляющих станины
— Эскиз конца шпинделя
Сведения о содержании драгоценных металлов
Комплект поставки
Указание мер безопасности
Состав станка
— Ограждение фрез
— Расположение составных частей станка
Устройство, работа станка и его основных частей
— Расположение органов управления
— Кинематическая схема
— График чисел оборотов шпинделя в минуту
— График продольной и поперечной подач
— Насос смазки коробки скоростей
— Разрез поворотной головки без механизма зажима инструмента
— Разрез по осям коробки переключения скоростей
— Механизм рукоятки переключения скоростей
— Разрез по выходному валу коробки подач
— Коробка подач
— Механизм переключения подач
— Консоль (развёртка)
— Консоль (разрез по винту подъёма)
— Разрез по механизму включения электромагнита
— Разрез включения вертикальной и поперечной подач
— Насос смазки консоли
— Золотниковый распределитель
— Разрез по ходовому винту
— Регулировка зазора в ходовом винте
— Регулирование клиньев
— Разрез по рукоятке включения продольной подачи
— Общий вид салазок
— Механизм запирания муфты
Электрооборудование
— Принципиальная электросхема станка
— Диаграмма переключателя и командоаппаратов
— Электросхема соединений
— Электросхема соединений на дверке левой ниши
— Электросхема соединений в левой ниши
— Схема расположения электрооборудования на станке
Система смазки
— Схема смазки станка
Порядок установки
— Схема транспортировки станка
— Установка станка
Порядок работы
— Настройка станка на автоматические циклы
— Схема расположения подшипников качения
Характерные неисправности и методы их устранения
Особенности сборки и разборки при ремонте
Материалы по запасным частям**********
Свидетельство о приёмке
Свидетельство о консервации
Свидетельство об упаковке
Указание по эксплуатации
Гарантийные обязательства
Перечень нормативно-технических документов
Приложение 1: Сведения о содержании цветных металлов в станке
Описание станка:
Весьма распространённой потребностью в направлении промышленного производства по нашим наблюдениям является паспорт станка вм127. Так как именно вот этот фрезерный станок применяется в производственных реалиях весьма и весьма широко, то потребность в наличии наиболее полной документации будет являться действительно актуальным моментом в вопросах эксплуатации, обслуживания и даже в условиях некоторого ремонта станочной единицы для фрезерования. Производился данный станок таким известным в среде поставщиков металлообрабатывающего оборудования заводом под названием Воткинский машиностроительный завод. Этот момент конечно же является примечательным, ведь именно в этой производственной среде получалось реализовывать наиболее интересные и надёжные модели станочного оборудования. В частности, фрезерные станки, оснастку и запчасти к ним, что поставлялись всё тем же заводом. Эта документация произведена ещё в одна тысяча девятьсот восемьдесят пятом году, и обладает вполне хорошим объёмом информации. Всего в техническом издании представлено не менее восьмидесяти пяти страниц, распространённого формата А4 в читаемом качестве, что позволит ознакомиться с теоретической, а вместе с этим и практической информацией о станке.
Так как именно вот этот фрезерный станок применяется в производственных реалиях весьма и весьма широко, то потребность в наличии наиболее полной документации будет являться действительно актуальным моментом в вопросах эксплуатации, обслуживания и даже в условиях некоторого ремонта станочной единицы для фрезерования. Производился данный станок таким известным в среде поставщиков металлообрабатывающего оборудования заводом под названием Воткинский машиностроительный завод. Этот момент конечно же является примечательным, ведь именно в этой производственной среде получалось реализовывать наиболее интересные и надёжные модели станочного оборудования. В частности, фрезерные станки, оснастку и запчасти к ним, что поставлялись всё тем же заводом. Эта документация произведена ещё в одна тысяча девятьсот восемьдесят пятом году, и обладает вполне хорошим объёмом информации. Всего в техническом издании представлено не менее восьмидесяти пяти страниц, распространённого формата А4 в читаемом качестве, что позволит ознакомиться с теоретической, а вместе с этим и практической информацией о станке.
Дело в том, что фрезерный станок вм127 паспорт которого находится в нашем архиве и переведён в электронный формат. Может быть поставлен оперативно и в весьма короткие сроки в электронный адрес заказчика согласно перечню, приведенному выше. После оплаты и поступления платежа на наш расчётный счёт мы направляем документацию для работы со станком и обслуживанием его важнейших узлов, а так же элементов. Само по себе издание обозначается согласно канону как руководство по эксплуатации. Но именно в руководстве присутствует вполне себе объёмное описание, граничащее с теоретической частью станка. Ну и конечно приведены практические материалы в виде чертежей направленных всё больше на работу с механикой фрезерного станка. Опять же, кроме возможностей механической части, здесь есть и полноценный раздел, направленный на работу с электрикой. Всё так же, как и в первом случае присутствует детальное описание электрики станка или ещё его можно назвать теоретической частью. Но вместе с этим, имеется довольно развёрнутая подача всех необходимых электросхем, что конечно же важно в вопросах работы с любым типом оборудования. А раздел, что связан с мелким ремонтом станка, называется уже материалами по запасным частям представленным в виде чертежей, что не менее важно.
А раздел, что связан с мелким ремонтом станка, называется уже материалами по запасным частям представленным в виде чертежей, что не менее важно.
| 6А56; 6А59 (Ульяновск)паспорт станка 6А75ВФ1(Одесса)паспорт станка 6А76ПФ2 (Одесса)паспорт станка 6В11; 6В11Рпаспорт станка 6В75; 6В75Ппаспорт станка 6Д12Ф20; 6Д82ШФ20 (Дмитров)паспорт станка 6Е75ПФ1 (Ереван)паспорт станка 6Е80Ш паспорт станка 6Е463 (Львов)паспорт станка 6К82Г; 6К82; 6К82Ш; 6К12 (Дмитров)паспорт станка 6Л463 (Львов)паспорт станка 6М10паспорт станка 6М11Кпаспорт станка 6М12П; 6М12ПБ (Горький)паспорт станка 6М12П-А (Горький)паспорт станка 6М13П; 6М13ПБ (Горький) паспорт станка 6М13П-А (Горький)паспорт станка 6М76П (Иркутск) паспорт станка 6М82А (Горький)паспорт станка 6М82; 6М82Г; 6М82ГБ (Горький)паспорт станка 6М82Ш; 6М83Ш (Горький) паспорт станка 6М83А (Горький)паспорт станка 6М83Ш-А (Горький)паспорт станка 6М610Ф1паспорт станка 6М610Ф1-08(Минск)смотреть демо версию 6Н11 (Дмитров)паспорт станка 6Н12 (Горький) паспорт станка 6Н12П (Горький)паспорт станка 6Н13Ппаспорт станка 6Н13Ф3-1паспорт станка 6Н81 (Дмитров)паспорт станка 6Н81А (Дмитров)паспорт станка 6Н81Г (Дмитров)паспорт станка 6Н82Гпаспорт станка 6Н83Г (Горький)паспорт станка 6Н804Г; 6Н104 (Вильнюс)паспорт станка 6П80; 6П80Г (Вильнюс)паспорт станка 6Р10паспорт станка 6Р11 (Дмитров)паспорт станка 6Р12Б (Горький)паспорт станка 6Р13 (Воткинск)паспорт станка 6Р13 (Горький)паспорт станка 6Р80паспорт станка 6Р80Г паспорт станка 6Р81 (Дмитров)паспорт станка 6Р81Г (Дмитров)паспорт станка 6Р81Ш (Дмитров)паспорт станка 6Р82 паспорт станка 6Р82Г паспорт станка 6Р82Ш (Горький)паспорт станка 6Р83Шпаспорт станка 6С12; СФ15.  паспорт станка паспорт станка6Т12-1паспорт станка 6Т12-29 паспорт станка 6Т12Ф20паспорт станка 6Т13-1паспорт станка 6Т13-29 паспорт станка 6Т13Ф20 (Горький)паспорт станка 6Т80Ш; 6Т80Г; 6Т80; 6Т10 паспорт станка 6Т82Г-1; 6Т82-1; 6Т83Г-1; 6Т83-1 паспорт станка 6Т82Ш; 6Т83Ш (Нижний Новгород)паспорт станка 6Т82Ш-1; 6Т83Ш-1паспорт станка 65А60Ф1-2 (Воронеж)паспорт станка 67К25ПРпаспорт станка 67К25ПФ2 (Иркутск)паспорт станка 67К25ПФ2-0 (Вильнюс)паспорт станка 67М20В (Одесса)паспорт станка 654-0 (Ульяновск)паспорт станка 654Т (Ульяновск)паспорт станка 654Ф3 (Ульяновск)паспорт станка 661Б (Дмитров)паспорт станка 675 (Одесса)паспорт станка 675П (Горький)паспорт станка 676Ппаспорт станка 676П (Вильнюс)паспорт станка 678М (Одесса) паспорт станка 679 (Иркутск) паспорт станка 692М (Дмитров) паспорт станка 692Р-1 паспорт станка 6532П (Вильнюс)паспорт станка 6540; 6550 (Чаренцаванский СЗ)паспорт станка 6550 РФ-3 (Чаренцаванский СЗ)паспорт станка 6608; 6308; 6610; 6310; 6610Б паспорт станка 6612У; 6616У; 6620У; 6625У паспорт станка 6622 (Горький)паспорт станка 6720ВФ2 (Одесса)паспорт станка 6720ПФ1 (Ереван) паспорт станка 6725В (Вильнюс)паспорт станка 96КП (Тула)паспорт станка АЛГ-100Е (Югославия) паспорт станка АЛГ-200паспорт станка ВМ127 (Воткинск) паспорт станка ВМ127М (Воткинск)паспорт станка ВМ130В (Воткинск) паспорт станка ВМ130М (Воткинск)паспорт станка ВМ133 (Воткинск)паспорт станка ГФ2171С5паспорт станка ГФ2171С6 паспорт станка ДФ-92 (Дмитров)паспорт станка ЛГ-22 — карусельно-фрезерный (ЧСЗ)паспорт станка ЛФ260МФ3 (Львов) паспорт станка МАНО — 400 (МН — 400) (Германия)паспорт станка MAHO (MH700C)(MH600P) (Германия)паспорт станка НГФ — 110Ш4паспорт станка ОФ-55 г.  Владимирпаспорт станка Владимирпаспорт станкаПрага 221Т (Индия) паспорт станка СФ35паспорт станка СФ676 (Киров)паспорт станка ТГ-2паспорт станка ТФС-4паспорт станка УФ 0916 (Ульяновск)паспорт станка ФС-250 г.Владимирпаспорт станка ФУ1-250; ФУ2-250 (КНДР) паспорт станка ФУ 32 Х 132А (Румыния) паспорт станка ФВ 32 Х 132А (Румыния)паспорт станка ФО 32 Х 132 А (Румыния)паспорт станка ФМТ-09паспорт станка ACIERA F4 (Швейцария) паспорт станка ERNF1 (SCHIETS FRITZ KOOP)паспорт станка F 315(400) (ГДР)паспорт станка FA2H(V)(U) Чехословакия паспорт станка FA3H(V)(U) Чехословакия паспорт станка FA 5A-V (Чехословакия)паспорт станка FSS(FW)(FU)315(400)/V/V1/V2 (ГДР) паспорт станка FN 20(Чехословакия)паспорт станка FN 22(Чехословакия)паспорт станка FN32 (Чехословакия)паспорт станка FN40 (Чехословакия)паспорт станка FNK 25Aпаспорт станка FP 20 (Чехословакия)паспорт станка FU-36; FO-36: FV-36CF; FV-36CR (Румыния) паспорт станка FU251M (Болгария) паспорт станка FU321 (Болгария) паспорт станка FUW 200 (250)(315)паспорт станка FUS 22 (Румыния) паспорт станка FUW 260×720 (Германия)паспорт станка FUS-25(32)паспорт станка FV321M (Болгария) паспорт станка FW-32 паспорт станка GFLV 250 (ГДР) паспорт станка «RIKEN» RTM-3 (Япония) паспорт станка SMO-32 (Украина)паспорт станка VF2(Япония)паспорт станка WF 2.  1 (Германия) паспорт станка 1 (Германия) паспорт станкаZFWVG 250 (ГДР) паспорт станка КЛАССИФИКАЦИЯ И НУМЕРАЦИЯ ФРЕЗЕРНЫХ СТАНКОВ Фрезерные станки относятся к шестой группе, первая цифра в обозначении модели фрезерного станка: | ПАСПОРТ СТАНКА: Паспорт — это основной технический документ, содержащий данные, характеризующие станок, рекомендации по установке его и уходу за ним. В паспорте указывают основные размеры станка, скорости шпинделя и стола, величины подач, величину наибольшего допустимого крутящего момента на шпинделе и мощность. В нем содержатся сведения об основных принадлежностях и приспособлениях к станку, о приводе, гидравлических механизмах, схеме управления станком, об устранении дефектов при работе, приводятся электро- и гидросхемы, кинематическая схема, спецификация подшипников, зубчатых колес, электродвигателей, золотников, клапанов и других устройств. |
 ПРИВОДА
ПРИВОДА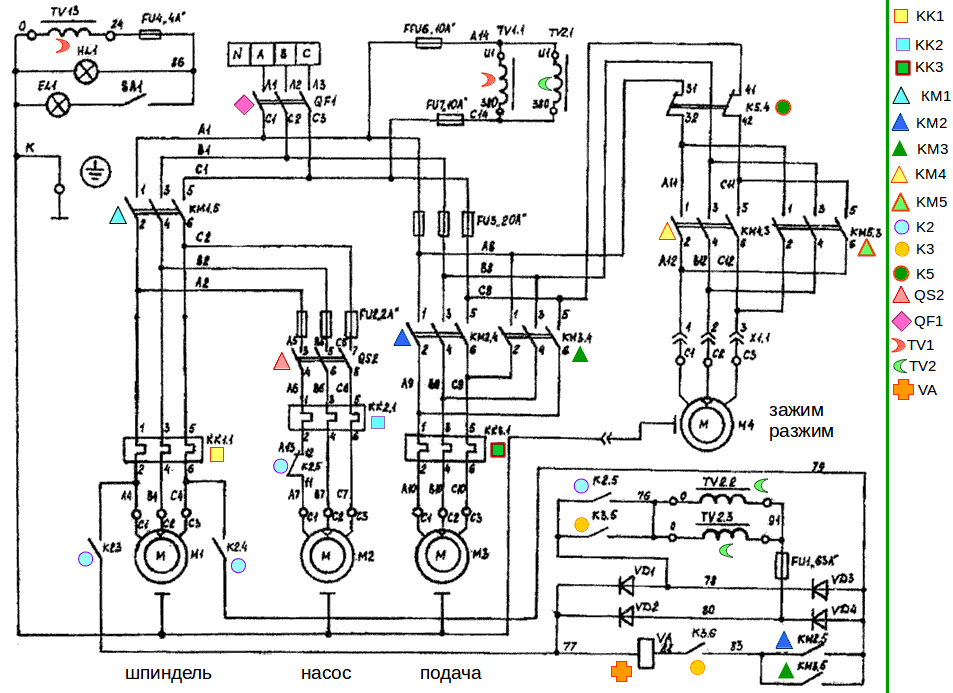 Например, у станка 612 третья цифра 2 означает консольный вертикально-фрезерный станок второго размера или со столом 320 х 1250 мм. Продольно-фрезерный станок 6612 имеет стол 1800 х 6000 мм., у него размеры стола обозначены двумя цифрами.
Например, у станка 612 третья цифра 2 означает консольный вертикально-фрезерный станок второго размера или со столом 320 х 1250 мм. Продольно-фрезерный станок 6612 имеет стол 1800 х 6000 мм., у него размеры стола обозначены двумя цифрами. Буква Ш в станке 6М82Ш означает широко-универсальную модель консольного горизонтально-фрезерного станка, имеющую, кроме горизонтального шпинделя, еще вертикальную головку на хоботе.
Буква Ш в станке 6М82Ш означает широко-универсальную модель консольного горизонтально-фрезерного станка, имеющую, кроме горизонтального шпинделя, еще вертикальную головку на хоботе.
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ..
.. ..
.. ..
..
 ..
.. ..
..6Р13.
 Вертикально-фрезерный станок. Паспорт, Характеристики, Схема, Руководство
Вертикально-фрезерный станок. Паспорт, Характеристики, Схема, Руководство
Едва ли найдется отрасль тяжелой промышленности и машиностроения, где не задействуются, так или иначе, фрезерные станки. С их помощью значительно упрощается и ускоряется процесс формовки поверхностей, достигается высокая точность и удобство обработки, обеспечивается большой потенциал автоматизации производства.
Современный рынок предлагает фрезерные станки различных типов и конфигураций, что позволяет подбирать устройства в точном соответствии с потребностями технологического процесса. Однако не теряют популярности и универсальные модели, прошедшие испытание временем и доказавшие на деле свою надежность и практичность. Одним из наиболее известных устройств подобного рода является вертикально-фрезерный станок 6Р13. Несмотря на появление новых представителей того же модельного ряда (серии 6Т и FSS), модель 6Р13 остается на плаву благодаря совокупности описанных эксплуатационных качеств и лояльной цене.
Область применения
Станок 6Р13 предназначен для выполнения фрезерных, сверлильных и расточных работ по чугуну, стали, цветными металлам, некоторым видам пластмасс и др. Он допускает обработку поверхностей, расположенных в вертикальной и горизонтальной плоскостях, под углами до 45 градусов, в пазах и криволинейных элементах профиля при помощи фрез:
- торцевых;
- концевых;
- цилиндрических;
- радиусных;
- других типов.
Станок выпускается Горьковским заводом фрезерных станков (ГЗФС) с 1972 года и получил широкое распространение как на территории бывшего СССР, так и за ее пределами. Известен своей надежностью, неприхотливостью к условиям работы и качеству обслуживания, высоким качеством исполнения.
Фото: 6Р13.
6М13П – Станок вертикальный консольно-фрезерный
Купить станочный подшипник с доставкой
Технические характеристики:
Станки модели 6м13п предназначены для выполнения различных фрезерных работ в условиях как индивидуального, так и крупносерийного производства. В крупносерийном производстве станки могут быть успешно использованы также для выполнения работ операционного характера.
В крупносерийном производстве станки могут быть успешно использованы также для выполнения работ операционного характера.
длина 2565 ширина 2135 высота мм 2235
Вес станка кг 4060
Наименьшее и наибольшее расстояние от торца шпинделя до стола мм 30-500 Расстояние от оси шпинделя до вертикальных направляющих станины мм 450 Наибольшее расстояние от задней кромки стола до вертикальных направляющих станины мм 360 Размер рабочей поверхности стола (длина/ширина) мм 1600/400
Наибольшие перемещения стола:
продольное от руки 900 продольное механически 900 поперечное от руки 320 поперечное механически 300 вертикальное от руки 420 вертикальное механически мм 400
Выключающие упоры продольной, поперечной и вертикальной подач Есть
Автоматическая прерывная подача:
продольная Есть поперечная и вертикальная Нет Перемещение на одно деление лимба мм 0,05
Перемещение на один оборот лимба:
продольное и поперечное 6 вертикальное мм 2
Число Т-образных пазов 3 Предохранение от перегрузки (муфты) Есть Блокировка ручной и механической подач Есть
система ГОСТ836-62 размер №3 Торможение шпинделя Есть Блокировка рукояток Есть
Наибольшее осевое перемещение пиноли шпинделя от руки мм 85 Перемещение пиноли на один оборот лимба мм 4 Перемещение пиноли на одно деление лимба мм 0,05 Наибольший угол поворота шпиндельной головки град ±45 Поворот на одно деление шкалы град 1
Продажа инструмента, оборудования, станков, оснастки. СПб. [email protected] , +7(911)941-0011.
СПб. [email protected] , +7(911)941-0011.
Стоимость: Уточняйте
Вертикальный консольно-фрезерный станок мод. 6М13П представляет собой оригинальный станок высокой точности и жесткости. Шпиндель станка смонтирован в поворотной головке имеющей поворот в вертикальной плоскости, параллельной продольному ходу стола, на угол в 45 градусов в любую сторону.
Модельный ряд
Горьковский завод фрезерных станков начал их производство в 1932 году с модели 682. За ней последовали:
- 6Б12 –выпускался с 1937 года;
- 6Н12 — с 1951 года;
- 6Н13ПР — с 1956 года, признан лучшим станком своего времени;
- 6Н13Ф3-2 — с 1957 года, впервые установлено ЧПУ;
- 6М12 — с 1960 года;
- 6М12П — с 1961 года, высокоточный станок;
- 6Р13 — с 1972 года, заменил станок морально устаревший 6М12;
- 6Р12Б — с 1974 года, относится к классу быстроходных станков;
- 6Р13РФ3 — с 1976 года, использовано ЧПУ, установлена револьверная головка;
- 6Р12К-1К-1 — с 1978 года, установлено копировальное устройство;
- 6Т12-1 — с 1985 года, унифицированы основные узлы и агрегаты;
- 6Т12 — с 1991 года, усовершенствованная модель 1985 года.

Технические характеристики
Информация о некоторых характеристиках станка заложена уже в маркировке. Так, цифра «6» означает тип станка — фрезерный, буква «Р» указывает на поколение (пятое, после поколений Б, К, Н, М), а индекс «13» говорит о размерах стола — они составляют 1600*400 мм. Среди других важных данных:
- Высота шпинделя над поверхностью стола — от 30 до 500 мм;
- Величина максимального перемещения стола: в вертикальной плоскости — 430 мм; в продольной — 1000 мм; в поперечной — 400 мм.
- Величина перемещения стола на одно деление лимба — 0,05 мм в любой плоскости.
- Скорость холостого перемещения стола — до 4000 мм/мин в горизонтальной плоскости и до 1330 мм/мин в вертикальной.
- Величина подачи — до 12,5-1600 мм/мин в горизонтальной плоскости и до 4,1-530 мм/мин в вертикальной.
- Максимальный диаметр фрезы при черновой обработке — 200 мм.
- Всего скоростей шпинделя — 18.
- Скорость вращения шпинделя — от 31,5 до 1600 об/мин.

- Максимальный угол поворота головки шпинделя — 45 градусов.
- Мощность привода главного движения — 11 кВт.
- Мощность привода подач — 3 кВт.
- Максимальная масса обрабатываемой заготовки или детали — 630 кг.
- Габаритные размеры станка: высота — 2430 мм; длина — 2570 мм; ширина — 2250 мм.
- Масса снаряженного станка — 4300 кг.
Обозначение
Буквенно-цифирный индекс Вертикально-фрезерный станок 6Р13, 6Т13, 6М13П, 6Н13П, 6Н13 обозначает следующее: цифра 6 — это фрезерный станок; индекс Р, Т, М, Н — обозначает завод-производитель станка , цифра 1 – обозначает вертикально-фрезерный станок, цифра 3 – типоразмер станка (размер стола).
| Технические характеристики | Параметры |
| Размеры рабочей поверхности стола, мм | 1 600 х 400 |
| Наибольшее продольное перемещение стола, мм | 1 000 |
| Наибольшее поперечное перемещение стола, мм | 400 |
| Наибольшее вертикальное перемещение стола, мм | 430 |
| Расстояние от торца шпинделя до рабочей поверхности стола, мм | 70 — 500 |
| Пределы частот вращения шпинделя, мин -1 | 31,5 — 1600 |
| Ускоренное продольное перемещение стола, мм/мин | 4 000 |
| Ускоренное поперечное перемещение стола, мм/мин | 4 000 |
| Ускоренное вертикальное перемещение стола, мм/мин | 1 330 |
| Максимальная масса обрабатываемой детали с приспособлением, кг | 1 250 |
| Мощность электродвигателя привода шпинделя, кВт | 11 |
| Мощность электродвигателя привода стола, кВт | 3 |
| Конус шпинделя по ГОСТ 30064-93 | ISO 50 |
| Габаритные размеры станка (Д х Ш х В), мм | 2 570 х 2 252 х 2 430 |
| Масса станка с электрооборудованием, кг | 4 300 |
Кинематическая схема
Привод шпинделя фрезерного станка 6Р13 осуществляется электромотором при помощи ступенчатого семивального редуктора, расположенного в верхней части станка. Он же исполняет функции регулировки скорости вращения. Привод стола осуществляется через сложный многовальный механизм от маломощного электродвигателя, или вручную посредством механических управляющих устройств. Расположение этих и некоторых других элементов указано на кинематической схеме станка.
Основные узлы станка
Основной частью фрезерного станка 6Р13 является станина, которая служит для размещения остальных крупных узлов. В образованной ею нише располагается подвижная консоль с закрепленной на ней коробкой подач. Последняя выполняет функцию передачи крутящего момента к вспомогательным рабочим органам станка с его изменением по величине и направлению, т. е. участвует в процессе регулировки режима работы устройства. На консоли располагаются салазки и рабочий стол, которые также участвуют в формировании рабочего движения и служат надежным механизмом крепления обрабатываемой детали.
Внутри станины за соответствующими щитками располагаются блок электрооборудования и коробка скоростей, сгруппированная с коробкой переключения. Электрооборудование отвечает за своевременное и полное снабжение электрическим током двигателей устройства, осуществляет контроль за режимом работы и некоторые регулировочные функции. В некоторых модификациях этот модуль включает ЧПУ. Коробка скоростей и коробка переключения необходимы для передачи крутящего момента к шпинделю с ручным выбором одной из 18 возможных скоростей вращения.
В отдельный узел выделяют также поворотную головку шпинделя. Она необходима для обработки поверхностей, расположенных под углом до 45 градусов относительно рабочей плоскости стола станка.
- Станина
- Поворотная головка
- Коробка скоростей
- Коробка подач
- Коробка переключения
- Консоль
- Стол и салазки
- Электрооборудование
Коробка подач в сборе 6Р13
Коробка подач в сборе для фрезерного станка 6Р13. Также вы можете заказать отдельно:
Вал 1 оси коробки скоростей 6Р13.3.39СБ
Блок шестерен ВМ127М.4.700 Вал 6Р13. 3.123 СБ Вал 6Р13.3.33Н СБ Вал 6Р13.3.40Н СБ Вал 6Р13.3.64Н СБ Вал фрикционный 6Р13.4.50Б СБ (игольчатый подшипник) Вал шлицевый 6Р13.4.45Н СБ Диски фрикционные комплект 6Р13 Диск фрикционный 6Р13.4.172/72Н. Зубчатые колеса в сборе 6Р13.3.51ДР/6Р13.3.52ДР Колесо зубчатое 6Р13.3.43ДР Колесо зубчатое 6Р13.3.46ДР Колесо зубчатое 6Р13.3.47ДР Комплект шестерен коробки подач 6Р13 Корзина фрикциона 6Р13 Коробка пререключения 6Р13.5.01-01 Коробка подач 6Р13.4.01А01 Коробка скоростей 6Р13.3.01-01 Муфта кулачковая 6Р13.4.39 Муфта кулачковая 6Р13.4.39Г Муфта кулачковая 6Р13.4.57А Муфта кулачковая 6Р13.6.151БР Муфта фрикционная 6Р83 в сборе Муфта фрикционная 6Р13 Муфта фрикциона 6Р13.4.55Б
Коробки подач фрезерных станков общего назначения представляют собой многоваловые коробки, изменение частот вращения выходного вала которых обеспечивается рядом групповых передач с подвижными блоками или кулачковыми муфтами. Коробки подач обеспечивают ряд рабочих подач и ускоренные перемещения. Для предохранения механизма подач от перегрузок в коробках предусматривают предохранительные шариковые или дисковые фрикционные муфты.
В станках с числовым программным управлением коробки подач отсутствуют, и вращение от высокомоментного двигателя с широким диапазоном регулирования передается непосредственно (или через несложный редуктор) на тяговое устройство (ходовой винт). Требуемая частота вращения шпинделя и подача во фрезерных станках обеспечиваются относительно сложным, но удобным в эксплуатации механизмом управления. Назначение этих механизмов — предварительный выбор требуемой частоты или подачи во время работы станка на предыдущей операции и, после остановки станка, включение новой частоты или подачи одной рукояткой. Очевидно, такой механизм должен обеспечить перемещение блоков и включение кулачковых муфт в определенной, наперед заданной комбинации. Механизм управления главным движением фрезерного станка показан на рис. 6.7. В отдельном корпусе 1, монтируемом на передней стенке коробки скоростей, расположен указатель 2 частот вращения шпинделя. Поворачивая этот указатель, через установленные на валиках 4 и 6 конические колеса 5 я 7 можно поворачивать диск переключения 16. В диске переключения имеются концентрично расположенные отверстия определенного диаметра, которые при фиксированном повороте диска устанавливаются против каждой пары толкателей 14 и15, предназначенных для переключения одного блока. Число пар толкателей соответствует числу перемещаемых блоков зубчатых колес или кулачковых муфт. На рисунке показан только один блок 11. Толкатели связаны между собой шестереннореечной передачей 8, 9, 10, причем на одном из толкателей закреплена вилка 12, взаимодействующая с блоком. Правые концы толкателей выполнены ступенчатыми для обеспечения двух или трех положений блока. Рукояткой 18 через сектор-рейку 20 перемещают вилку управления диском 17. Между рейками шестеренно-реечной передачи и толкателем установлены пружины 13, которые сжимаются при совпадении зубьев блока и шестерни по торцам. Положение рукоятки 18 и указателя 2 фиксируется соответственно фиксаторами 19 и 3.
В начале переключения рукояткой 18 отводят диск 16 в правое положение. Затем указателем 2 поворачивают диск 16, угловое положейие которого соответствует заданной частоте вращения шпинделя. Рукояткой 18 диск перемещают влево. Если против одного из толкателей каждой пары отсутствует отверстие (против другого толкателя пары в этот момент находится отверстие), то толкатель или непосредственно, или через реечную передачу перемещает блок в нужное положение. Если требуется перемещать тройной блок, то толкатели блока на левом конце имеют две ступени.
Аналогично устроен и механизм управления движением подачи. В тяжелых фрезерных станках механизм переключения имеет гидравлический или электрический привод.
Работа станка
Фрезерный станок 6Р13 работает по классической схеме, в которой главным рабочим движением является вращение фрезы, а вспомогательным — подача стола с закрепленной на нем заготовкой или деталью. Режим работы в станках старой конструкции рассчитывается вручную и задается посредством регулировочных рукояток и рычагов. В более современных модификациях регулировку и контроль процесса фрезерования осуществляет ЧПУ, становится возможным работа по шаблону благодаря копировальному устройству.
Ручное управление
Осуществляется при помощи основных и дублирующих маховиков продольного и поперечного перемещения стола, рукояти ручного вертикального перемещения, маховика выдвижения гильзы шпинделя. После переключения соответствующего тумблера, становится возможна работа в автоматизированном режиме, где доступен выбор нескольких предустановленных подач. Ряд управляющих механизмов вносит изменения в направление вращения шпинделя, угол его наклона, скорость вращения, режимы освещения и охлаждения. Отдельно осуществляется общий пуск станка и пуск шпинделя, кнопки аварийной остановки работы дублированы в удобных местах.
6Р13 характеризуется относительной простотой в работе, не слишком требователен к квалификации фрезеровщика и для опытного рабочего интуитивно понятен. Эти качества, в купе с безотказностью и высоким качеством обработки материалов, обусловили потребность в станке различных отраслей народного хозяйства.
Наиболее эффективно использование станка на небольших машиностроительных фирмах, авторемонтных предприятиях.
iscsi — Freenas работает медленно — сеть @ 400 МБ/с, диск @ 150 МБ/с
У меня есть 16-ядерный экземпляр FreeNAS 11.3-U4.1 с виртуализацией, работающий на Hyper-V с 32 ГБ ОЗУ и 18 ТБ цели iscsi на DELL T630. оборудование серверного уровня.
Жесткие диски находятся в режиме IT с карты RAID, поэтому представлены в коробке FreeNAS как отдельные диски.
Дедупликация не выполняется, только сжатие по умолчанию.
Общий ресурс Windows использует ReFS в качестве инициатора iscsi на Windows Server 2019и не заполнен только 1 ТБ или около того, используется для передачи тестовых файлов фильмов.
На нескольких протестированных машинах (по одной за раз) сначала он работает быстро при любой передаче — чтение или запись со скоростью 130 МБ/с, но затем примерно через минуту замедляется до 40 Мбит/с, а иногда даже продолжает зависать.
Сетевые тесты выполняются быстро как внутри, через машины на той же машине, так и на внешних машинах:
root@freenas[~]# iperf3 -s -------------------------------------------------- --------- Сервер прослушивает 5201 -------------------------------------------------- --------- ^Ciperf3: прерывание - работа сервера завершена root@freenas[~]# iperf3 -s -------------------------------------------------- --------- Сервер прослушивает 5201 -------------------------------------------------- --------- Принимается подключение от 192.
Загрузка процессора поверху минимальна:
последний pid: 15377; средние нагрузки: 1,15, 0,90, 1,06 до 0+12:42:50 03:48:22
44 процесса: 1 работающий, 43 спящих
ЦП: 0,1% пользователей, 0,0% хороших, 15,7% системных, 0,0% прерываний, 84,2% бездействующих.
Память: 14M активных, 488M неактивных, 1060M стирки, 28G проводных, 1584M свободных
ARC: всего 25G, 852M MFU, 19G MRU, 4773M Anon, 580M Заголовок, 75M Другое
20G со сжатием, 23G без сжатия, соотношение 1,12:1
Обмен: 6144M всего, 46M использовано, 6097M свободно
PID USERNAME THR PRI NICE SIZE RES STATE C TIME WCPU COMMAND
104 root 41 20 0 329M 258M kqread 5 3:15 0,77% python3.7
15347 корень 1 20 0 7892K 3452K CPU5 5 0:00 0,16% Верх
1917 www 1 20 0 30920K 10268K kqread 6 0:01 0,03% nginx
93 root 1 20 0 9164K 5548K выберите 7 0:04 0,02% devd
5597 root 8 20 0 40284K 17892K select 6 1:25 0,00% rrdcached
1323 корень 1 20 0 12484K 12580K выбрать 2 0:02 0,00% ntpd
1522 корень 1 20 0 9012K 5024K выбор 5 0:01 0,00% zfsd
1433 корень 1 20 0 127M 105M kqread 2 0:03 0. 00% uwsgi-3.7
5622 root 11 20 0 354M 261M nanslp 7 6:57 0.00% Собрано
zpools находятся ниже:
root@freenas[~]# список zpool -v
НАЗВАНИЕ РАЗМЕР ALLOC FREE CKPOINT EXPANDSZ FRAG CAP DEDUP HEALTH ALTROOT
Freenas-загрузка 110G 1.25G 109G - - 0% 1% 1,00x ОНЛАЙН -
da0p2 110G 1.25G 109G - - 0% 1%
pool1 32.5T 2.60T 29.9T - - 1% 7% 1.00x ОНЛАЙН /млн
raidz2 32,5 т 2,60 т 29,9 т - - 1% 7%
gptid/e7aba92d-dc27-11ea-b1e2-00155d450302 - - - - - - -
gptid/ea0339c1-dc27-11ea-b1e2-00155d450302 - - - - - - -
gptid/eadd3d73-dc27-11ea-b1e2-00155d450302 - - - - - - -
gptid/eb18ed64-dc27-11ea-b1e2-00155d450302 - - - - - - -
gptid/eb80f3cc-dc27-11ea-b1e2-00155d450302 - - - - - - -
gptid/eb99fe09-dc27-11ea-b1e2-00155d450302 - - - - - - -
с помощью root@freenas[~]# ./solnet-array-test-v2.sh я вижу (показ записи займет 467 минут, я уверен, что скорость записи в порядке, поскольку изначально она высокая):
Диск Размер диска МБ/с %ofAvg ------- ---------- ------ ------ da0 130048 МБ 658 268 ++БЫСТРЫЙ++ da1 5723166MB 204 83 --МЕДЛЕННО-- da2 5723166MB 176 72 --МЕДЛЕННО-- da3 5723166MB 164 67 --МЕДЛЕННО-- da4 5723166MB 161 66 --МЕДЛЕННО-- da5 5723166MB 186 76 --МЕДЛЕННО-- da6 5723166MB 167 68 --МЕДЛЕННО-- Выполнение начального чтения параллельного массива Ср 12 авг 04:06:35 PDT 2020 Диск da0 имеет размер 130048 МБ.
Чтобы добавить, дисковые пространства Windows с тем же оборудованием имеют постоянную скорость 150 МБ / с (почти то, что я вижу выше с тестом), , но без замедления через 1 минуту до 30-50 МБ / с, которое я вижу при фактическом использовании Freenas.
Любая другая диагностика, которую мне нужно провести, или идеи о том, что это может быть?
Бесплатная служба автоматизированного анализа вредоносных программ на базе Falcon Sandbox
JVC_187.vbs
Этот отчет создан на основе файла или URL-адреса, отправленного в эту веб-службу 22 октября 2019 г. 20:10:07 (UTC)
Гостевая система: Windows 7, 32-разрядная, Профессиональная, 6.1 (сборка 7601), Пакет обновления 1
Создан отчет по
Falcon Sandbox v8.30 © Гибридный анализ
Обзор Образец не передан
Повторный анализ
Хэш видел до Показать похожие образцы
Запросить удаление отчета
Реагирование на инцидент
Оценка рисков
- Стойкость
- Изменяет функцию автоматического выполнения, устанавливая/создавая значение в реестре.
Планирует выполнение задачи в определенное время и дату.
Порождает много процессов - Отпечаток пальца
- Информация о процессе запросов
Читает имя активного компьютера - Уклонение
- Проверяет свойство устройства (часто используется для обнаружения артефактов виртуальной машины)
Обнаружена ссылка на строку запроса WMI, которая, как известно, используется для обнаружения ВМ. - Поведение сети
- Контакты 1 домен и 1 хост.
Посмотреть все детали
Методы обнаружения MITRE ATT&CK™
В этом отчете есть 20 индикаторов, которые были сопоставлены с 15 техниками атаки и 6 тактиками.
Посмотреть все детали
| Исполнение | ||||||
|---|---|---|---|---|---|---|
| Т1047 | Инструментарий управления Windows |
| Инструментарий управления Windows (WMI) — это функция администрирования Windows, которая обеспечивает единую среду для локального и удаленного доступа к системным компонентам Windows. Узнать больше |
| ||
| Т1168 | Локальное планирование заданий |
| В системах Linux и Apple поддерживается несколько методов для создания заранее запланированных и периодических фоновых заданий: cron, Die. Узнать больше |
|
| |
| Постоянство | ||||||
| Т1060 | Ключи запуска реестра / Стартовая папка |
| Добавление записи в «ключи запуска» в реестре или в папке автозагрузки приведет к тому, что указанная программа будет выполняться при входе пользователя в систему. Узнать больше |
| ||
| Т1215 | Модули ядра и расширения |
| Загружаемые модули ядра (или LKM) — это фрагменты кода, которые можно загружать и выгружать в ядро по запросу. Узнать больше |
|
|
|
| Т1168 | Локальное планирование заданий |
| В системах Linux и Apple поддерживается несколько методов для создания заранее запланированных и периодических фоновых заданий: cron, Die. Узнать больше |
|
| |
| Т1179 | Зацеп |
| Процессы Windows часто используют функции интерфейса прикладного программирования (API) для выполнения задач, требующих многократного использования системных ресурсов. Узнать больше |
| ||
| Повышение привилегий | ||||||
| Т1055 | Процесс впрыска |
| Внедрение процесса — это метод выполнения произвольного кода в адресном пространстве отдельного живого процесса. Узнать больше |
|
| |
| Т1179 | Зацеп |
| Процессы Windows часто используют функции интерфейса прикладного программирования (API) для выполнения задач, требующих многократного использования системных ресурсов. Узнать больше |
| ||
| Уклонение от обороны | ||||||
| Т1055 | Процесс впрыска |
| Внедрение процесса — это метод выполнения произвольного кода в адресном пространстве отдельного живого процесса. Узнать больше |
|
| |
| Доступ к учетным данным | ||||||
| Т1179 | Зацеп |
| Процессы Windows часто используют функции интерфейса прикладного программирования (API) для выполнения задач, требующих многократного использования системных ресурсов. Узнать больше |
| ||
| Дискавери | ||||||
| Т1082 | Обнаружение системной информации |
| Злоумышленник может попытаться получить подробную информацию об операционной системе и оборудовании, включая версию, исправления, исправления, пакеты обновлений и архитектуру. Узнать больше |
| ||
| Т1120 | Обнаружение периферийных устройств |
| Злоумышленники могут попытаться собрать информацию о подключенных периферийных устройствах и компонентах, подключенных к компьютерной системе. Узнать больше |
|
| |
| Т1124 | Обнаружение системного времени |
| Системное время устанавливается и сохраняется службой времени Windows в домене для обеспечения синхронизации времени между системами и службами в корпоративной сети. Узнать больше |
| ||
| Т1057 | Обнаружение процесса |
| Злоумышленники могут попытаться получить информацию о запущенных процессах в системе. Узнать больше |
| ||
| Т1012 | Реестр запросов |
| Злоумышленники могут взаимодействовать с реестром Windows для сбора информации о системе, конфигурации и установленном программном обеспечении. Узнать больше |
| ||
Дополнительный контекст
Связанные артефакты песочницы
- Связанные SHA256s
- 30cf264b5be98f9b6151ae9b038c99f86adc286111429ea30ab0f72861aa2898
Индикаторы
Детали файла
Все детали:
JVC_187.
vbs
- Имя файла
- JVC_187.vbs
- Размер
- 3,7 МБ (3881971 байт)
- Тип
- скрипт vbs
- Описание
- Текст ASCII с очень длинными строками
- Архитектура
- WINDOWS
- SHA256
- 688bf430b4386a62beaf2ca89060d18fdc2e1710af008e5a4a5be
d14020
- MD5
- 5880B6BA79C03364AB2A408D819E0DC5
- SHA1
- E57DA872E708037CE2C40FEDC68E678855.
49152:RKaqtBNgOstkJjOqnA8B/tnNHAjeOiJ6sdi0KiGuxM44G18DgwXxzIqCkYDQq43B:J
Скриншоты
Загрузка контента, пожалуйста, подождите. ..
- Использование ЦП
- Принятые байты
- Чтение с диска, байт/сек
- Запись на диск, байт/сек
- сетевых пакетов/сек
- байт файла подкачки
Гибридный анализ
Совет: Щелкните проанализированный процесс ниже, чтобы просмотреть дополнительные сведения.
Всего проанализировано 7 процессов (System Resource Monitor).
wscript.exe
«C:\JVC_187.vbs»
(PID: 2224)
VideoBoost.
exe
(ИД: 2772)
VideoBoost.
exe
/С
(ИД: 3528)
mvrahy.
exe
(ИД: 3052)
mvrahy.
exe
/С
(PID: 3332)
проводник.
exe
(ИД: 2168)
schtasks.
exe
/Создать /RU «NT AUTHORITY\SYSTEM» /tn zrrrnfyxrs /tr «\»%TEMP%\VideoBoost.exe\» /I zrrrnfyxrs» /SC ONCE /Z /ST 22:16 /ET 22:28
(ИД: 1564)
| Зарегистрированные вызовы сценариев | Зарегистрированный стандартный вывод | Извлеченные потоки | Дампы памяти |
| Ограниченный контроль | Сетевая активность | Ошибка сети | Мультискан Матч |
Сетевой анализ
Запросы DNS
Войти для загрузки Запросы DNS (CSV)
| Домен | Адрес | Регистратор | Страна | ||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| clippingpatharena. com OSINT Связанные артефакты для clippingpatharena.com
| 67.222.152.235 ТТЛ: 14399 | PDR Ltd. d/b/a PublicDomainRegistry.com | США |
HTTP-трафик
| Конечная точка | Запрос | URL-адрес | Данные | ||||
|---|---|---|---|---|---|---|---|
| 67.222.152.235:80 (clippingpatharena.com) | ПОЛУЧИТЬ | clippingpatharena. com/wp-content/uploads/2019/10/acl/mcidnvjbds.png?bg=spx26 | ПОЛУЧИТЬ /wp-content/uploads/2019/10/acl/mcidnvjbds.png?bg=spx26 HTTP/1.1 Соединение: Keep-Alive Принимать: */* Accept-Language: en-us Агент пользователя: Windows Хост: clippingpatharena.com Подробнее
| ||||
| 67.222.152.235:80 (clippingpatharena.com) | ПОЛУЧИТЬ | clippingpatharena. com/wp-content/uploads/2019/10/acl/mcidnvjbds.png?bg=spx26 | ПОЛУЧИТЬ /wp-content/uploads/2019/10/acl/mcidnvjbds.png?bg=spx26 HTTP/1.1 Соединение: Keep-Alive Принимать: */* Accept-Language: en-us Агент пользователя: Windows Хост: clippingpatharena.com Подробнее
|
Извлеченные файлы
Уведомления
- Не все источники для индикатора ID «api-55» доступны в отчете
- Не все источники для идентификатора индикатора «мутант-0» доступны в отчете
- Не все источники для индикатора ID «поток-2» доступны в отчете
- Не все источники для индикатора ID «поток-20» доступны в отчете
- Не все источники для идентификатора индикатора «string-24» доступны в отчете
- Не все источники для идентификатора индикатора «string-5» доступны в отчете
Бесплатная служба автоматизированного анализа вредоносных программ на базе Falcon Sandbox
JVC_58099.
vbs
Этот отчет создается на основе файла или URL-адреса, отправленного в этот веб-сервис 3 февраля 2020 г. в 17:34:01 (UTC), и сценария действия 9.1015 Heavy Anti-Evasion
Гостевая система: Windows 7 64-разрядная, Профессиональная, 6.1 (сборка 7601), пакет обновления 1
Отчет создан
Falcon Sandbox v8.30 © Гибридный анализ
Обзор Образец недоступен
Повторный анализ
Хэш видел до Показать похожие образцы
Запросить удаление отчета
Реагирование на инцидент
Оценка риска
- Поведение сети
- Контакты 1 домен и 1 хост.
Посмотреть все детали
Методы обнаружения MITRE ATT&CK™
В этом отчете есть 3 индикатора, которые были сопоставлены с 5 техниками атаки и 4 тактиками.
Посмотреть все детали
| Постоянство | ||||||
|---|---|---|---|---|---|---|
| Т1179 | Зацеп |
| Процессы Windows часто используют функции интерфейса прикладного программирования (API) для выполнения задач, требующих многократного использования системных ресурсов. Узнать больше |
| ||
| Т1215 | Модули ядра и расширения |
| Загружаемые модули ядра (или LKM) — это фрагменты кода, которые можно загружать и выгружать в ядро по запросу. Узнать больше |
| ||
| Повышение привилегий | ||||||
| Т1179 | Зацеп |
| Процессы Windows часто используют функции интерфейса прикладного программирования (API) для выполнения задач, требующих многократного использования системных ресурсов. Узнать больше |
| ||
| Доступ к учетным данным | ||||||
| Т1179 | Зацеп |
| Процессы Windows часто используют функции интерфейса прикладного программирования (API) для выполнения задач, требующих многократного использования системных ресурсов. Узнать больше |
| ||
| Командование и управление | ||||||
| Т1094 | Пользовательский протокол управления и контроля |
| Злоумышленники могут взаимодействовать, используя собственный протокол управления и контроля вместо использования существующего [[Technique/T1071|Стандартный протокол прикладного уровня]] для инкапсуляции команд. Узнать больше |
| ||
Дополнительный контекст
Связанные артефакты песочницы
- Связанные SHA256s
- 5dc8b7783e68de4c11d1a898f3bc533c5d9196ff2e2fe9ad65c53a52882ac920
Индикаторы
Детали файла
Все детали:
JVC_58099.
vbs
- Имя файла
- JVC_58099.vbs
- Размер
- 4,4 МБ (45
байт) - Тип
- скрипт vbs
- Описание
- Текст ASCII с очень длинными строками
- Архитектура
- WINDOWS
- SHA256
- 2969755e37951c2400326b7afbe5fbfa97b2dc1a8fb0528c3c8e2b0625fa2fa1
- MD5
- 4C3BE48A15B15971E206BF1CEF3A225A
- SHA1
- 13EDDA74349D8F9AD78B5F4A814C4794FEB56BD8F9AD78B5F4A814C4794FEB56BD8F9AD78B5F4A814C4794FEB56BD55F9AD78B5F4A814C4794FB56BD8
49152:Q/zvTDgzRKkXIkNkETzkdY6ZFrpPtuelkUFUaq+9nNPbdUsHgNmYLfeAaK3KPw8N:Y
Скриншоты
Загрузка контента, пожалуйста, подождите. ..
- Использование ЦП
- Принятые байты
- Чтение с диска, байт/сек
- Запись на диск, байт/сек
- сетевых пакетов/сек
- байт файла подкачки
Гибридный анализ
Совет: Щелкните проанализированный процесс ниже, чтобы просмотреть дополнительные сведения.
Всего проанализировано 1 процесс (System Resource Monitor).
wscript.exe
«C:\JVC_58099.vbs»
(ИДП: 2056)
| Зарегистрированные вызовы сценариев | Зарегистрированный стандартный вывод | Извлеченные потоки | Дампы памяти |
| Ограниченный контроль | Сетевая активность | Ошибка сети | Мультискан Матч |
Сетевой анализ
Запросы DNS
Войти для загрузки Запросы DNS (CSV)
| Домен | Адрес | Регистратор | Страна |
|---|---|---|---|
| csrkanjiza. rs | 91.102.231.82 ТТЛ: 3599 | — | Сербия |
HTTP-трафик
| Конечная точка | Запрос | URL-адрес | Данные | ||||
|---|---|---|---|---|---|---|---|
| 91.102.231.82:80 (csrkanjiza.rs) | ПОЛУЧИТЬ | csrkanjiza. rs/wp-content/uploads/2020/02/ending/444444.png | ПОЛУЧИТЬ /wp-content/uploads/2020/02/ending/444444.png HTTP/1.1 Соединение: Keep-Alive Принимать: */* Accept-Language: en-us Пользовательский агент: FlaskPy Хост: csrkanjiza.rs Подробнее
|
Извлеченные файлы
Значимые файлы не извлечены.
Уведомления
- Применена фильтрация сетевого белого шума (процесс)
- Не все запросы Falcon MalQuery завершены вовремя
- Не все источники для индикатора ID «string-24» доступны в отчете
- Не все источники для идентификатора индикатора «string-5» доступны в отчете
()
%PDF-1. 4
%
1 0 объект
>
эндообъект
6 0 объект
/Заголовок
/Предмет
/Автор
/Режиссер
/Ключевые слова
/CreationDate (D:20220
5542-00’00’)
/ModDate (D:20120607183235+02’00’)
>>
эндообъект
2 0 объект
>
эндообъект
3 0 объект
>
эндообъект
4 0 объект
>
эндообъект
5 0 объект
>
ручей
GPL Ghostscript 9.05()2012-06-07T18:32:35+02:002012-06-07T18:32:35+02:00PDFCreator Версия 1.4.1
конечный поток
эндообъект
7 0 объект
>
эндообъект
8 0 объект
>
эндообъект
9 0 объект
>
эндообъект
10 0 объект
>
эндообъект
11 0 объект
>
эндообъект
12 0 объект
>
эндообъект
13 0 объект
>
эндообъект
14 0 объект
>
эндообъект
15 0 объект
>
эндообъект
16 0 объект
>
эндообъект
17 0 объект
>
эндообъект
18 0 объект
>
эндообъект
19 0 объект
>
эндообъект
20 0 объект
>
эндообъект
21 0 объект
>
эндообъект
22 0 объект
>
эндообъект
23 0 объект
>
эндообъект
24 0 объект
>
эндообъект
25 0 объект
>
эндообъект
26 0 объект
>
эндообъект
27 0 объект
>
эндообъект
28 0 объект
>
эндообъект
290 объект
>
эндообъект
30 0 объект
>
эндообъект
31 0 объект
>
эндообъект
32 0 объект
>
эндообъект
33 0 объект
>
эндообъект
34 0 объект
>
эндообъект
35 0 объект
>
эндообъект
36 0 объект
>
эндообъект
37 0 объект
>
эндообъект
38 0 объект
>
эндообъект
39 0 объект
>
эндообъект
40 0 объект
>
эндообъект
41 0 объект
>
эндообъект
42 0 объект
>
эндообъект
43 0 объект
>
эндообъект
44 0 объект
>
эндообъект
45 0 объект
>
эндообъект
46 0 объект
>
эндообъект
47 0 объект
>
эндообъект
48 0 объект
>
эндообъект
49 0 объект
>
эндообъект
50 0 объект
>
эндообъект
51 0 объект
>
эндообъект
52 0 объект
>
эндообъект
53 0 объект
>
эндообъект
54 0 объект
>
эндообъект
55 0 объект
>
эндообъект
56 0 объект
>
эндообъект
57 0 объект
>
эндообъект
58 0 объект
>
эндообъект
590 объект
>
эндообъект
60 0 объект
>
эндообъект
61 0 объект
>
эндообъект
62 0 объект
>
эндообъект
63 0 объект
>
эндообъект
64 0 объект
>
эндообъект
65 0 объект
>
эндообъект
66 0 объект
>
эндообъект
67 0 объект
>
эндообъект
68 0 объект
>
эндообъект
69 0 объект
>
эндообъект
70 0 объект
>
эндообъект
71 0 объект
>
эндообъект
72 0 объект
>
эндообъект
73 0 объект
>
эндообъект
74 0 объект
>
эндообъект
75 0 объект
>
эндообъект
76 0 объект
>
эндообъект
77 0 объект
>
эндообъект
78 0 объект
>
эндообъект
79 0 объект
>
эндообъект
80 0 объект
>
эндообъект
81 0 объект
>
эндообъект
82 0 объект
>
эндообъект
83 0 объект
>
эндообъект
84 0 объект
>
эндообъект
85 0 объект
>
эндообъект
86 0 объект
>
эндообъект
87 0 объект
>
эндообъект
88 0 объект
>
эндообъект
890 объект
>
эндообъект
90 0 объект
>
эндообъект
91 0 объект
>
эндообъект
92 0 объект
>
эндообъект
93 0 объект
>
эндообъект
94 0 объект
>
эндообъект
95 0 объект
>
эндообъект
96 0 объект
>
эндообъект
97 0 объект
>
эндообъект
98 0 объект
>
эндообъект
99 0 объект
>
эндообъект
100 0 объект
>
эндообъект
101 0 объект
>
эндообъект
102 0 объект
>
эндообъект
103 0 объект
>
эндообъект
104 0 объект
>
эндообъект
105 0 объект
>
эндообъект
106 0 объект
>
эндообъект
107 0 объект
>
эндообъект
108 0 объект
>
эндообъект
109 0 объект
>
эндообъект
110 0 объект
>
эндообъект
111 0 объект
>
эндообъект
112 0 объект
>
эндообъект
113 0 объект
>
эндообъект
114 0 объект
>
эндообъект
115 0 объект
>
эндообъект
116 0 объект
>
эндообъект
117 0 объект
>
эндообъект
118 0 объект
>
эндообъект
1190 объект
>
эндообъект
120 0 объект
>
эндообъект
121 0 объект
>
эндообъект
122 0 объект
>
эндообъект
123 0 объект
>
эндообъект
124 0 объект
>
эндообъект
125 0 объект
>
эндообъект
126 0 объект
>
эндообъект
127 0 объект
>
эндообъект
128 0 объект
>
эндообъект
129 0 объект
>
эндообъект
130 0 объект
>
эндообъект
131 0 объект
>
эндообъект
132 0 объект
>
эндообъект
133 0 объект
>
эндообъект
134 0 объект
>
эндообъект
135 0 объект
>
эндообъект
136 0 объект
>
эндообъект
137 0 объект
>
эндообъект
138 0 объект
>
эндообъект
139 0 объект
>
эндообъект
140 0 объект
>
эндообъект
141 0 объект
>
эндообъект
142 0 объект
>
эндообъект
143 0 объект
>
эндообъект
144 0 объект
>
эндообъект
145 0 объект
>
эндообъект
146 0 объект
>
эндообъект
147 0 объект
>
эндообъект
148 0 объект
>
эндообъект
1490 объект
>
эндообъект
150 0 объект
>
эндообъект
151 0 объект
>
эндообъект
152 0 объект
>
эндообъект
153 0 объект
>
эндообъект
154 0 объект
>
эндообъект
155 0 объект
>
эндообъект
156 0 объект
>
эндообъект
157 0 объект
>
эндообъект
158 0 объект
>
эндообъект
159 0 объект
>
эндообъект
160 0 объект
>
эндообъект
161 0 объект
>
эндообъект
162 0 объект
>
эндообъект
163 0 объект
>
эндообъект
164 0 объект
>
эндообъект
165 0 объект
>
эндообъект
166 0 объект
>
эндообъект
167 0 объект
>
эндообъект
168 0 объект
>
эндообъект
169 0 объект
>
эндообъект
170 0 объект
>
эндообъект
171 0 объект
>
эндообъект
172 0 объект
>
эндообъект
173 0 объект
>
эндообъект
174 0 объект
>
эндообъект
175 0 объект
>
эндообъект
176 0 объект
>
эндообъект
177 0 объект
>
эндообъект
178 0 объект
>
эндообъект
1790 объект
>
эндообъект
180 0 объект
>
эндообъект
181 0 объект
>
эндообъект
182 0 объект
>
эндообъект
183 0 объект
>
эндообъект
184 0 объект
>
эндообъект
185 0 объект
>
эндообъект
186 0 объект
>
эндообъект
187 0 объект
>
эндообъект
188 0 объект
>
эндообъект
189 0 объект
>
эндообъект
190 0 объект
>
эндообъект
191 0 объект
>
эндообъект
192 0 объект
>
эндообъект
193 0 объект
>
эндообъект
194 0 объект
>
эндообъект
195 0 объект
>
эндообъект
196 0 объект
>
эндообъект
197 0 объект
>
эндообъект
198 0 объект
>
эндообъект
199 0 объект
>
эндообъект
200 0 объект
>
эндообъект
201 0 объект
>
эндообъект
202 0 объект
>
эндообъект
203 0 объект
>
эндообъект
204 0 объект
>
эндообъект
205 0 объект
>
эндообъект
206 0 объект
>
эндообъект
207 0 объект
>
эндообъект
208 0 объект
>
эндообъект
2090 объект
>
эндообъект
210 0 объект
>
эндообъект
211 0 объект
>
эндообъект
212 0 объект
>
эндообъект
213 0 объект
>
эндообъект
214 0 объект
>
эндообъект
215 0 объект
>
эндообъект
216 0 объект
>
эндообъект
217 0 объект
>
эндообъект
218 0 объект
>
эндообъект
219 0 объект
>
эндообъект
220 0 объект
>
эндообъект
221 0 объект
>
эндообъект
222 0 объект
>
эндообъект
223 0 объект
>
эндообъект
224 0 объект
>
эндообъект
225 0 объект
>
эндообъект
226 0 объект
>
эндообъект
227 0 объект
>
эндообъект
228 0 объект
>
эндообъект
229 0 объект
>
эндообъект
230 0 объект
>
/ProcSet [/PDF /Text /ImageC /ImageB /ImageI]
>>
эндообъект
231 0 объект
>
ручей
хڕXn6+!; dArķ {K~jaT[mjb^’;S)22]_pW|n/ӎ?L. 9PŠq
Ку
у +
ڄ
U2:4#[lP1 ;i䒎F;bFE}*j7
networking — Маскарад иногда не работает
У меня возникла проблема с тем, что трафик частной сети не маскируется в очень специфических обстоятельствах.
Сеть представляет собой группу гостей VMware, использующих сеть 10.1.0.0/18 .
Проблемный хост — 10.1.4.20 255.255.192.0 , и единственный шлюз, на который он настроен, — 10.1.63.254 . Сервер шлюза $vpnGatewayAddress должен маскировать весь исходящий трафик и перенаправлять его через $outerGatewayAddress , но по какой-то причине 10.1.4.20 иногда имеет $outerGatewayAddress в кэше маршрутизации, как вы можете видеть здесь:
ip -s кэш показа маршрута 199.16.156.40
199.16.156.40 из 10.1.4.20 через $outerGatewayAddress dev eth0
кеш использован 149 age 17sec ipid 0x9e49
199.16.156.40 через $outerGatewayAddress dev eth0 src 10.1.4.20
кэш используется 119возраст 11 секунд IPID 0x9e49
Проблема возникает только с api. twitter.com
После очистки кеша я снова могу пропинговать его, и кеш выглядит нормальным:
ip route flush cache 199.16.156.40
ping api.twitter.com
PING api.twitter.com (199.16.156.40) 56 (84) байт данных.
64 байта от 199.16.156.40: icmp_req=1 ttl=247 время=93,4 мс
ip -s route показать кеш 199.16.156.40
199.16.156.40 от 10.1.4.20 до 10.1.63.254 dev eth0
возраст кеша 3 секунды
199.16.156.40 через 10.1.63.254 dev eth0 src 10.1.4.20
кеш использован 2 возраст 2сек
Сетевая информация для сервера приложений (без lo):
ip a
eth0 Link encap:Ethernet HWaddr 00:50:56:a4:48:20
инет-адрес: 10.1.4.20 Bcast: 10.1.63.255 Маска: 255.255.192.0
адрес inet6: fe80::250:56ff:fea4:4820/64 Область действия: ссылка
ВВЕРХ ТРАНСЛЯЦИЯ РАБОТАЕТ MULTICAST MTU:1500 Метрика:1
Пакеты RX: 1523222895 ошибки: 0 отброшены: 407 переполнения: 0 кадр: 0
Пакеты TX: 1444207934 ошибки: 0 отброшены: 0 переполнены: 0 перевозчик: 0
коллизии: 0 txqueuelen: 1000
Байты RX: 1524116772058 (1,5 ТБ) Байты TX: 5656
505 (565,6 ГБ)
Сетевая информация для VPN-шлюза (без lo тоже):
eth0 Link encap:Ethernet HWaddr 00:50:56:a4:56:e9
inet addr:$vpnGatewayAddress Bcast:$broadcastAddress Mask:255. 255.255.192
адрес inet6: fe80::250:56ff:fea4:56e9/64 Область действия: ссылка
ВВЕРХ ТРАНСЛЯЦИЯ РАБОТАЕТ MULTICAST MTU:1500 Метрика:1
Пакеты RX: 7030472688 ошибки: 0 отброшены: 1802 переполнения: 0 кадр: 0
Пакеты TX: 695- 84 ошибки: 0 отброшены: 0 переполнены: 0 перевозчик: 0
коллизии: 0 txqueuelen: 1000
Байты RX: 7777330931859 (7,7 ТБ) TX байт: 7482143729162 (7,4 ТБ)
eth0:0 Link encap:Ethernet HWaddr 00:50:56:a4:56:e9
инет-адрес: 10.1.63.254 Bcast: 10.1.63.255 Маска: 255.255.192.0
ВВЕРХ ТРАНСЛЯЦИЯ РАБОТАЕТ MULTICAST MTU:1500 Метрика:1
eth0:1 Link encap:Ethernet HWaddr 00:50:56:a4:56:e9
инет-адрес: 10.1.127.254 Bcast: 10.1.127.255 Маска: 255.255.192.0
ВВЕРХ ТРАНСЛЯЦИЯ РАБОТАЕТ MULTICAST MTU:1500 Метрика:1
tun0 Инкап ссылки: UNSPEC HWaddr 00-00-00-00-00-00-00-00-00-00-00-00-00-00-00-00
инет-адрес: 10.8.1.1 P-t-P: 10.8.1.2 Маска: 255.255.255.255
UP POINTOPOINT RUNNING NOARP MULTICAST MTU: 1500 Метрика: 1
Пакеты RX: 477047415 ошибки: 0 отброшены: 0 переполнены: 0 кадр: 0
Пакеты TX: 833650386 ошибки: 0 отброшены: 101834 превышения: 0 перевозчик: 0
коллизии: 0 txqueuelen: 100
Байты приема: 89948688258 (89,9 ГБ) TX байт: 1050533566879 (1,0 ТБ)
eth0 ведет во внешний мир, а tun0 — в сеть виртуальных машин openvpn, на которой находится сервер приложений.
ip r для VPN-шлюза:
по умолчанию через $outerGatewayAddress dev eth0 metric 100 10.1.0.0/18 dev eth0 proto kernel scope link src 10.1.63.254 10.1.64.0/18 dev eth0 прото-область ядра ссылка src 10.1.127.254 10.8.1.0/24 через 10.8.1.2 dev tun0 10.8.1.2 dev tun0 ссылка на область ядра proto src 10.8.1.1 10,9.0.0/28 через 10.8.1.2 dev tun0 $addressEndingWithAZero/26 dev eth0 ссылка на область ядра proto src $vpnGatewayAddress
ip r на сервере приложений:
по умолчанию через 10.1.63.254 dev eth0 метрика 100 10.1.0.0/18 dev eth0 proto kernel scope link src 10.1.4.20
Правила межсетевого экрана:
Цепь PREROUTING (политика ПРИНЯТЬ 380M пакетов, 400G байт) pkts bytes target prot opt in out source target Цепочка INPUT (политика ACCEPT 127M пакетов, 9401M байт) pkts bytes target prot opt in out source target Цепочка OUTPUT (политика ACCEPT 1876K пакетов, 137M байт) pkts bytes target prot opt in out source target Цепочка POSTROUTING (политика ACCEPT 223M пакетов, 389Г байт) pkts bytes target prot opt in out source target 32М 1921М МАСКАРАД все -- * eth0 10.
конфигурация перенаправления:
sysctl net.ipv4.conf.all.send_redirects net.ipv4.conf.all.send_redirects = 1 sysctl net.ipv4.conf.eth0.send_redirects net.ipv4.conf.eth0.send_redirects = 1 sysctl net.ipv4.conf.tun0.send_redirects net.ipv4.conf.tun0.send_redirects = 1
Почему маскарад иногда не работает? Как я могу предотвратить это?
El Paso Herald (Эль-Пасо, Техас), изд. 1, суббота, 19 июля, 1919 — Страница 27 из 36
тридцать шесть страниц: черно-белая страница 20 x 16 дюймов.
Оцифровано с 35 мм. микрофильм.
Это
газета
входит в состав сборника под названием:
Техасская цифровая газетная программа и
был предоставлен Порталу в историю Техаса
библиотеками ЕНТ.
Посмотреть полное описание этой газеты.
Эти элементы управления являются экспериментальными и еще не оптимизированы для пользователей.
яркость
Сброс яркости
0
контраст
Сброс контрастности
0
насыщенность
Сброс насыщенности
0
заточить
«/>
Сброс резкости
0
экспозиция
Сброс экспозиции
0
оттенок
Сбросить оттенок
0
гамма
Сброс Гамы
0
Применение фильтров
Предыдущий элемент
Следующий элемент
Следующий текст был автоматически извлечен из изображения на этой странице с помощью программного обеспечения для оптического распознавания символов:
Week-End Edition 19-20 июля 1919 года.
27
Пинта Здание Национального банка
ВОСПИТАНИЕ ОТЦА
ДЖОРДЖ МАКМАНУС
Готовый справочный бизнес-справочник
Business CoDejes
Copyright llll. International .Sewi Service
Dlt CARL SMITH PH. 1171. Ком. 117.
Недвижимость и страхование
ПРОЙДИТЕ курс стенографии в Whls
ler School и станьте компетентным в sny
ptiftn. Телефон 397:. 516 Меса.
АНДЕКСОН ИНВ. CO. СТРАХОВАНИЕ A(iCT.
? ti B E.-nterg. Mgr. пнон. 41.
пропустил два
из них::
Уборка и фрессин
RID .IIAMIE REALTY CH-
IOS l.a.
ТЕХАС Чистящие и покрасочные работы. Фоно
3129. 912 Техас. CnaL. Роза. Prop.
DOLOLAS C. CUOU'ELL AUENCY
JAPANESE CLEANING WOBKS Салфетки
чистящие средства. Тел. 313 San Jacinto St.
I W U1LL1AUS AOEJiTT
EL PASO HERALD
rJWH-WHMAREYOO (НИКОГДА НЕ ДО ЭТОГО I I HOVf DOCU I j I SAW MCNAHAN 1 'I ELL-FOR CQCOretA) (I KNOW T-I. T
OWHAWE ДРУГОЕ j AN4 - ОНИ СНЯЛИ J ЗНАЮТ- С ЧЕРНЫМ ПАЛЬТОм f - 1VE. КОТ НА A J 1 J J- Z
-'J Flrl Natl Bok BMt PMn. 1MI
IIORACE Б. СТИВС!
K a RMatr и Ic.uran-
TI R'Et. ККМП А COLD1TEIX
рр S-т- НБ. тел. МСО.
Продается СТЖ Недвижимость
4-х этажный участок Асфальтированная улица. Ф. S174-J.
МАЛЕНЬКИЙ нолси; в продаже 3031 Doug-
Phnne 5609-W.
ПРОДАЕТСЯ Хороший дом.
ir sa Телефон 6512.
Звонок 3E1S
И.-Мит и ти л" в Алтура. Парк два участка
S ana Mock 49: 3350.00 наличными. ТВ. IL
H-ssell. Box 3S4. Lowell. Arltona.
утюг sai.i - Шестикомнатная квартира, все
бу - олово черты; с мебелью: возле Пяти
п.н.с. на 3 автомобильные линии; 4го м;ми-
111 XGALOW Шесть комнат лозы и
р. - В эпоху 4 участка и гараж на автомобильной линии.
S4Sntt ОН БЫСТРО. ира. 861
vnn stLE room hrifck house on
o--.. t lot. цена 31700. Применить к
S''5H So. EI Paso St.
SEUJ11L новый 4-х и 5-ти комнатный бунга
-v- bst строительство пуд условия;
f n. i le location На Манхэттене. См.
Телефон Pa-c-oon s t8S или
ПРОДАЕТСЯ
Майнер Ливана и Якоты.
фер. Телефон 4209.
Н. КАНЗАС СТ.
F-r I" 91x130 ft сердце Эль
р-н J ICO парадный фут; полнал.
тр в-. .T-178. уход IJerald.
Продается Городская Недвижимость
ТОРГ' на 4 комнаты и спальная
р-р б бунгало на машине и мощеный
-.дерево рядом с uranaview scnooi easy
tern- s Thone SS12 или 686.
BT OWXER
"ne 4 комнатный дом в Гранд Вью.
J "n 4 комната в Правительственном Холме.
" n Телефон 714SW.
JS ROOM кирпичный дом с подвалом
n 'rail, расположенный на улице Эль-Пасо,
r-t" за 308 в месяц: 34000
b ..1 tai i it. Вечеринка уезжает из города. См. остроумие
в 70S Texas.
LET I S Fl RXISII ваш новый дом.
u Jij. e самая привлекательная линия
- r- шина в городе: условия для всех RIO
t ir i pi-nvtnmF, fit 109-11 K.
? . St Телефон ZS02. национальный
Ассоциация советов по недвижимости
и как таковые имеют право на исключительное использование слова REALTORi
Андерсон Инвестиционная компания.
Броддус и Ле Барон.
X. Г. Буохоз.
A. P. Coles & Bros.
D. C. Агентство Crowell.
Фиск-Рамси Риэлти Компани.
Х. П. Хадфлельд.
Компания по недвижимости Кллберн-Хейл.
Ливелл и Шерман.
McKee Bros.
Джеймс I Марр и компания.
Инвестиционная компания Ньюман.
В. Ф. Пейн.
Park Bros.
Terry-Kirkpatrlck Realty Co.
Чарльз Б. Стивенс.
Гораций Б. Стивенс.
Дж. Дж. Уоттс.
Уайт-Паден Риэлти Компани.
Продается городская недвижимость.
Продажа Aniomobilei Требуются
ISO FORDS по 2-й цене Anto Laundry.
1IODOE автомобиль. РС. состояние крыши. Тел. :'
AUTO LAUNL-KY Возьмите напрокат вымытую банку
, пока вы ждете 2M N. Kamaa. Ф. S77.
ПРОДАЖА FOB Автомобиль Ford Touring. хороший аа
новый. Телефон 894 J.
FOR StLE Привлекательный магазин
crt r. .lPnce загоны и т. д. в Alla-
--c Tixat. между Сьерра-Бланкой
itj V. n Horn. Хорошее предложение для
He ti a'i v ho хочет уйти от
e t " T'rice low. Условия. H. B.
i- - n ?Q4 N. Oregon St
ПОЗВОЛЬТЕ БОЛЬНО ДЛЯ ВАС
n Tfi'.r лоты или наш небольшой платеж
авансовый платеж легко ежемесячно или
- - Первоначальные платежи
Мы c - oor собственный бульдозер и можем дать
te преимущество самой низкой стоимости
cf t: -tenilg и workmanship Мы
furu .-b планы и спецификации бесплатно
IU1IE1 это мы
Строители.
501-202 qple3 Bide
ПЯТЬУГОЛЬНЫХ угловых участков на автомобильной линии
Участки 1 до блока S 127 Highland Park
Цена 31S00. Условия. Напишите B.W.P.
Greigr. Уинслоу Аризона.
В АРЕНДУ ИЛИ ПРОДАЕТСЯ с мебелью или
без мебели oautirul бунгало 3
спальни две односпальные кровати рояль
лучшая мебель газон сад фрукты
и гараж: ограниченный район
первый класс. Тел. 620 или 2715.
MANHATTAN HEIGHTS LOTS
У нас все еще есть несколько доступных строительных площадок
в Manhattan Heights.
ki asos самый популярный улучшенный ана
район с ограниченным проживанием Цены
3590 за лот и уд. см. нас для терминов
и местоположения.
ЛИВЕЛЛИ. & СнЕРХАВ.
116 Texas Street Телефон 4226.
Телефон 613. Члены Совета по недвижимости Эль-Пасо.
АЛЬТА ВИСТА РАЙОН
4 комнатная кирпичная стеклянная веранда дубовые полы.
улица с твердым покрытием; удобно до школы Alta Vista
. Всего 32750. Смотрите у нас
терминов. Нет проблем, чтобы показать.
SCOTT SALES REALTY CO.
т-н. KWORiKW. иМИЭ хнмрей .. рр.р.
Laree кондитерский магазин В добыче j WAXTIU) Хороший кузов автомобиля Ford toartcs.
iuwii в Аризоне очень dcsl унция оборудовать-1 u. ж. Кайфтр. лолс джраетс.
мясо в эксклюзивном магазине или его
вид в городе. Можно получить за модер
ели первый платеж и остаток на условиях
на усмотрение покупателя. Для дальнейшего инзормациона
обращайтесь по номеру uox I S
care iieraia.
Продажа Автомобилей Требуются
Вы хотите хороший поздний автомобиль MDI дешево?
Вот ваш шанс. Тел. 4KS суббота или
понедельник. Автомобиль дворняги б продан.
AVE нужны легкие автомобили всех марок.
349.
DANA AT7TO ПРОДАЖА
0S Montaiufc.
Гепатртнтр нашей Специальности.
Продается Fnrnihire
ITJKMTUKE для продажи поштучно недорого
leariac город Toeaday. h29 Montana St.
I Oil & ALK Одна избивающая печь. Призыв
хорошее состояние. Flefschman Cx 127 M-
Campbell St.
lUUMTUKt; f пожарные комнаты использовали шесть
месяцев партии, покидающей город. Позвоните в 34ББ.
Филиал 17.
МАКСИАТТАВ ГАЙГАИВ.
Красивое пятикомнатное бунгало с
створкой и n едой-растением; жесткий
деревянных полов повсюду; все bcilt-i
zeatu res: два полных лота и nnvvi
aireci. uHrprice ibu.vu. ксермс
костюм. См. МОРТ-ШТРАУС.
ГРУДНЫЕ БРАТЬЯ.
Недвижимость и страхование.
Рона 2424. 409-10 CapT- Bldcr.
Эль GUT акров лучший kaII в nniHr vallex.
частично улучшен. 50 евро за тракт; лучшая покупка
В терминах долины. Адрес владельца Ящик
ro. Tex.
h PENDENS farm fn- rnf tr vtrlrlnf Tn n.
uuTman или фермер JuroDean nreierreo.
джиууфью а. уход за ним.
ТОЛЬКО $32ZOJ00. ЩЕЛЧОК! j ЗАПАС масла или хорошее масло в аренду взято
'ur.ca.low из 4 комнат nnisnea; в качестве части оплаты за t комнату Dungaiow
ciax комнату (ластеризованную и тонированную в
t .dp reakfast комнату и подвал.
rt tl ta Участок Vita на асфальтированной улице
2 м от автомобильной дороги Дом в идеальном состоянии
.nu.in- $200.00 вниз SS7.&0 мес.
Совет все интересующие.
111 PS NEVLTY CO. двухэтажный дом на "Вест
Кева улица навлнц пайя. куйя
не пропускать при стоимости менее 6000,00 долларов США
ли; стоит сайт ?zoio.oe. rnce
I550i' 00
A.XDERSOX INVESTMENT COMPANY
r 6 jrwi We. Кнон 4W1.
АЛА5ИЕДА. AVE
Участки фасада 75х140 Угол переулка
Большой 1 комнатный кирпичный дом в хорошем состоянии
ит:нн. мощение1 оплачено. Один из бешеных
вредителей нападает на меня в iotaw
lou em't eoaal It.
СМ. НАПОЛНИТЕЛЬ WTTH
CHARLES B. STEVENS
REL ESTATE t INSURANCE.
ГОРОДСКОЙ НАЦИОНАЛЬНЫЙ МАНК.
Телефон 3454.
ПРОДАЕТСЯ ОТ СОБСТВЕННИКА
Современное 5-комнатное бунгало на двух
участках, огороженных бетонным забором
гаража. 2650 долларов. Подайте заявку 2927 Mountain
Ave A. J. Roddy. '
САМОЕ БОЛЬШОЕ лучшее построенное самое удобное бунгало в Эль-Пасо. Очень
!artre гостиная консерватория четыре
спален. Полный цоколь пол плитка
н зимний сад кухня и ванна.
Плитка на стенах в ванной и на кухне. Hard-
посватать полы во всех остальных комнатах. Двойной
параграф по асфальтированной улице. 150 футов
спереди на углу. .
ANDERSON INVESTMENT CO.
306 Mesa Ave. Телефон 4061
в Альта-Виста: 4000 долларов.
ON BLISS ST A dandv 5-комнатная квартира
галоу застекленная спальня" гараж
мощеные огороженные дорожки; $52a0.
f50 DOWN купит новую 5 комнатную квартиру-
маленькое крыльцо в подвале. :
арендованный; в Альта-Виста;. $370; $25
месячный.
НА АЛАМОГОРДО 1-комнатное бунгало.
застекленная спальня в подвале.
асфальтированный; 3eo J2&0 вниз.0046 315-17 Мартин корп. Телефон 2800.
ПРОДАЕТСЯ.
5-комнатное кирпичное бунгало спальное место
спальное место. ивв диок Вайоминг стрит.
5-комнатный кирпичный коттедж: Северный Канзас
ул.
-комнатное кирпичное бунгало, стоящее на
100x140 футах пола. с кирпичным флигелем
домов и гаражом на улице Дуглас.
6-комнатный кирпичный коттедж 1100 квартал Ари
Зона ул.
Любое из этих жилищ
можно купить по очень низким ценам. Условия могут ne
удовлетворительно устроены.
ЛИЗО 1U ШУСТЕР.
Телефон 965. 814 Mills Bldg.
ИТАНЧ ЛУ ПРОДАЕТСЯ Хороший snrinr. лоты
vw iAse cow Brass ana много wooa.
16 миль к востоку от Spiineervllle Arix R. 1L
rwnina. cpngvTviue. Аризона
Восемь j f . o акр гомо в WUUs.
Техас; каждое улучшение i- asary good
ana ana waiu. Коробка Aaaresa 155 Wll
. пусть
ДЕСЯТЬ акров doie tn. sriVMi hmi- a nMUi
цена будет обнажена для продажи b7 Auc. 1: alo
47 акров на жажду! улица заселена. be-
iqw напрасно. II. ты о. Ллард и сын Лас
1"EE орошаемая ферма речная пойма
живая вода рядом со школой и церковью.
Для получения подробной информации обращайтесь к It. I Smith. Box
aa. ncpe r. ax. вниз по долине для
ronsiuerBDiy меньше за акр tnan uncuiu-
raitu una saioir.inc 7 uiitnc fnr an
nregs trade.v z.care lie raid.
VK &ALE Forced жертвоприношение oalv SIC
per акр 163 акра богатая вода beartn
mil iinn rMtraennf nvr ani 9железная дорога 0046 под Кинконом возле Селдена; дешевый
дом: 28 Tercent dlwonnt tar nth.
юнер. zi miei sl. Лос-Анджелес. Кал.
it)II &ALK 20 aero truck farm extra
aiutj iina. z mues Tram AicTJOncratit. н.
М.: рудный дом. Уна вода. eJetrant ell-
помощник и т. д.; также рассмотрит возможность аренды или
"auo lor собственности недалеко от тил ласо. Aaoress
xs. j. ieney. uox isz.
НА ПРОДАЖУ.
Ранчо горного скота eontalnlns 7509
акров переданной земли и 304 акра в аренду
иана; wen waterea uy озера Eprings и
ручьев: хорошо огорожен, содержит около ZM
акров сельскохозяйственных угодий, в настоящее время ralslnr ififa.
му ами тартей; Gooa ouuauigs witn raoa-
улучшают хорошее фермерское снаряжение;
l в настоящее время снабжен первоклассным редким рогатым скотом
NEW BUNGALOWS IN MANHATTAN, а также электронным стадом чистопородных
np.irnTS i герефордов: продается с или без крупного рогатого скота
TaT riifn covni navir nnAoi-m h.i.v I. Адрес narticnlara Stem La&l
бунгало в Manhattan Heights пять 1 L?ck Comiany-Cimarron. Colfax
Давайте покажем вам эти con
очень привлекательных домов.
ЛЕА ЙЕЛЛ И ШЕРМАН.
116 Техас-Стрит. Телефон 4226.
Члены Совета по недвижимости Эль-Пасо.
ОДИН ИЗ НАШИХ ДОПОЛНИТЕЛЬНЫХ ПРЕДЛОЖЕНИЙ
Fbnx комнаты и sleeninir крыльцо: встроенные
.n функции; также газовая плита горячая вода
ретер. Рядом машина и школа ООО
гниль строй хонс за что просим
фко-ае и лоты за 2650$ на льготных условиях.
См. МОРТ ФТКАСС.
БРАТЬЯ GOOD3LAN.
Недвижимость и страхование.
р-н 2424. 409-10 Caples корп.
Двухэтажный. С комнаты. 2 блока от
High School $7500.00. Условия.
У меня есть и другие хорошие покупки. Спросите
о. н. nocivER
ANDERSON INVESTMENT CO.
30C Meaa Ave. Телефон 4061. i
НЕСКОЛЬКО СДЕЛОК
$;9 000 6 квартир. Sunset Hgts
рентии 300$ легкие платежи.
$10,0"0 ! кв.м. 2-этажный до настоящего времени
honse X000 blk. Montana 2 полных лота
южный фасад дубовые полы с паровым подогревом
возвратный остаток наличными для оплаты
KUlt
47 $ 0 S комната современный дом 200 кв.
Западная Невада небольшой платеж наличными
баланс в костюме. стоимость здания
$55, если
$3s:.j i rm. бунгало Five Points
секция. Брачный костюм стоимостью 3 миллиона долларов.
S2630 4 п.м. бунсралов. новый. Загородный
клуб районный 350$ касса соль т КРАСИВАЯ 4-х комнатная прессованный кирпич
J2500 Модерн 3 комн. дом большое бунгало с паркетными полами один
спальное крыльцо. 4 сотки 2 подъезда застекленная спальная веранда один экран
фруктовый сад. 12 акров люцерна миля-крыльцо подвал газон деревья цветы
из средней школы. Фрукты на $1000! 2 полных участка, строго современные, половина
место в этом году & ou casn caiance oiocK irom uovt Hill car line a bar-
БЛИЗКО К 5 ПУНКТАМ
5 комнат стеклянная комната дубовые полы построены-
на мощеной улице; близко к 5
Баллов; всего 3750 долларов. "Долго не протянет
по такой цене, мы покажем вам эту
ана сомеры.
СКОТТ ПРОДАЖИ &. REALTY CO.
424 Mills Bldg. Тел. 7755 или 7821-J.
H03IC BARGAINS
KERN PLACE
Две сделки: одна на 5000,00 долларов
, другая на 7500,00 долларов. Позволь мне показать тебе.
Продам или Обмен Недвижимость
НЕФТЯНЫЕ ЗЕМЛИ Вкрст-й уход Вестник.
44 ACHES в одной миле от Клинта. 33 акра
в настоящее время unaer выращивания цена $iM;wiu
рассмотреть возможность обмена на имущество Эль-Пасо
той же стоимости.
ДУГЛАС АГЕНТСТВО CKO.VELL.
231 Мельницы корп. Фоно SSC4L
FOK EXflHANfil-
Закрыть Коммерческая недвижимость под благоустройство
Земельные участки или коттеджи с участками под застройку!-
аент. акров возле Сан-Эйизарио. около
17 акров В alfrjfa: небольшой глинобитный дом и
надворных построек; идеальное место для молочной фермы за 90 046 ионов или резиденций; до акров около ueien на
асфальтированной дороге для коттеджа: 33 акра около
пизда на ?orth Loop road около 18 акров
в грушах xor многоквартирном доме или Dusmcss собственности-
справедливости собственности В хорошей аренде меблированный дом
xor авто или земли.
В. Н. КАРЛ.
и Каплен Тильда. Phonw CS
Продается АнтонсобБес Разыскивается
НАЛИЧНЫМИ за старые Форды. Телефон 977.
FORD ремонт сделан богато! хоть за
денег. 200 Н. Канзас. Телефон 577.
МУВТИВ ПРОСПЕКТ. СВАП.
ОДИН пиреновый огнетушитель 3 литра
доход 70 долларов в месяц. 7000 долларов в разумных пределах
условий.
Р. Э. ЛАЙОНС. 102 Texas St.
54100 29 акров хорошо благоустроенного верхнего
vallt против небольшой оплаты ca&h.
912 5o 13& акров Collingsworth
Прирост. 4209 Оксфорд.
СПЕЦИАЛЬНАЯ СДЕЛКА.
Закрыть В 6 комнатном бунгало на 2 полных
тракта. 4 милях от суда bouse семь 'cna
rocj дом взять небольшую часть дома;Larst комнаты подвал спальни
. . i alanrfl asv крыльцо гараж деревья цветы газон.
TL -n?r?s.TbIock из школы мин. 7000 долларов США. Наша цена $5500-$1000
наличными. наличные.
1600 $ 54 акра лучших улучшенных rnrntvunvi. ... '
лан м долина улучшений! . м. я. .я. За ферму просят сумму
. I 'Y"1. "??1. i"k
на
до
р предполагает мощение. Xear Alta Vista
FOB SALE Окленд лайт шесть. good'eon-
Оюон. шины gooa iiu. Весла Толтельфа.
ик я. Флоренция. Продается
TKL'CK из авто Bosch Magnet
Bulk хорошая резина состояние
продемонстрирует $194. Телефон
платный.
РАЗЫСКИВАЕТСЯ Подержанные автомобили будут платить наличными за
taie moaeis; ix вы хотите отправить вызов или
pnone Hotel sftowoa. жопа: для чес. упнз.
IX) Это ПРОДАЕТСЯ 1917 S пассажирский Chevrolet
новые шины механические детали в идеальном состоянии
Буду.
РАЗЫСКИВАЕТСЯ.
Форды и легковые автомобили, входящие в состав
gooa snape; выиграть платить самые высокие цены наличными.
'АВТООБМЕН.
301 W. San Antonio St. Телефон IK.
rv Сумма, запрашиваемая за ферму. ?&JV3Zlt 1 ?rCh-fc IVU
а. -p nrvhard- условия easv '.Porch цена J22O0 J100 наличными $30 p
1 xmsss IESTSIKCT CO. m- J0 Проценты. Покупатель
FOB BALE One 4 Chevrolet S пассажир-
пассажир в первом классе состояние: см. автомобиль на
Quarantee Auto Shop 343 w. Вторая ул.
рноне збсси.
Фн-нэ 550?
ул. Сан-Антонио, 100;
'школа и автомобильная линия.
ВЫЗОВ.
JAS. I MARR A CO.
Телефон 4350.
РЕАЛЬНЫЕ ЦЕННОСТИ.
Сью трехкомнатное кирпичное бунгало со всеми удобствами и на углу.
Десять красных и сарай. Рядом с автомобильной линией.
Возьму лот как часть оплаты. Цена
$.V;"- 00. $300 00 наличными. 25,00 долларов США за
проценты с севера включены
r j- комната для уборки и спальная веранда
на двух участках южного фасада один блок
f r на автомобильной дороге и тротуаре штраф
д.е. С мебелью готов к заселению
. Всего $2500.00; оплата наличными-
меньше стоимости мебели.
Ежемесячные платежи Hasv.
Пятикомнатный кирпичный коттедж на автомобильной линии
. Отличное расположение. Вы не могли бы построить дом по запрашиваемой цене.
3-2100 или 250 долларов США наличными; $35,00 за
месяцев включая проценты.
Ne пятикомнатное застекленное бунгало!
спальное крыльцо на улице Аризона закрыть я
это современно В каждой детали и!
нужно будет увидеть, чтобы оценить
j.ted Возьмите несколько лотов с частичной оплатой'
naiance можно сделать очень легко.
РИД БАРНС!
Страховая аренда недвижимости j
02-" Mills Bldg. Телефон 140S.
НА ПРОДАЖУ
2 угловых участка. Четвертая улица $-100,00; необычный торг-
оплата нтр&р" на вложение. Элегантное 5-комнатное бунгало с мощеным покрытием
e' !rt Manhattan line loca- -treet гараж застекленный S P . breakf.t-:
нм iaunir ro-i; элемент
S03IE SPLENDID VALUES
STEVENS ST- недавно заасфальтировано.
Почти новое 4-х комнатное бунгало-
низкое с обычными встроенными функциями-
паркетные полы. Цена
2900 долларов США; наличными 800 долларов.
CLIFTON ST- напротив небольшого парка
. Альта Виста; пятикомнатное бунгало
с большим спальным местом
на крыльце, отопительная установка; 4290 долларов.
Разумная оплата наличными.
V. MAIN st- скоро будет
мощеная от виадука до San
Francisco St 5 комнат бунгало-
s. фасадный подвал. Сделка
по цене 3750,00 долларов. Причина-
способных терминов.
FISK-RAM5EY REALTY CO.
Телефон 1073. Trust Bldg.
FOB BALE ISLK Родстер Mitchell Club.
модель Д.40. пробежать 350 миль; практически
новый первоклассный состояние; сделка. Dona
Ana Motor so ias iTncca a. ИИ. Цилиндр
МХ. 7 Дассенрер авто. Al con
то же самое. обменяю на хороший запас нефти или
вайи тана; win do giaa, чтобы продемонстрировать.
rnotift S57 aang aay или 6S90 через 6 р. м.
HUX" -32". 5 ПАН. 475 долларов США НАЛИЧНЫМИ ЗА ПРОДАЖУ
UUICK; 0-ЭБИЛУЛ. НОВЫЙ ТОП
И ЕСТЬ КОВКРС. ХОРОШИЙ КУРХЭЙт.
ТЕЛЕФОН 1883 ВЕЧЕР ИЛИ ВОСКРЕСЕНЬЕ.
FOB I-ALE Автомобиль Ford Touring. управляемый TH
jnonths вентиляция ветрового стекла speedo-
метров замок Yalo десять дополнительных кожухов и
трубок. Так же, как новый покидающий город должен продать
сразу. Телефон 1711. Моррис.
DODGE Touring Car Al механическое состояние
новые шины и дополнительные
продемонстрируют. Звоните 567
в течение дня и 4594 после ул. м.
ORIENTAL GARAGE
118 N. Kansas St. Телефон 455.
Общий ремонт.
АВТО ПРОДАЖА
Додж правый новый 6000 миль.
Грузовики Форд и Республика недорого.
Форд универсал и родстер недорого.
Дж. II. СМИТ СЫНОВЬЯ.
F-sal lttik Bu:13Lng
J'.OOO.
Satrif'c r.g.
At. 7
р и ч . стоит
я рейд.
1ЯУГЕЙН3.
2 автомобиля Ford Sppeedster
1 грузовик Ford.
1 Саксонская шестерка.
1 Родстер Stutz.
2 Бут Скриппса. 8 CyL
1 Национальная шестерка.
1 Чендлер. 7 связной.
Северн 1 другие бегали все В хорошей форме- w
i i i hanr. 't i' rrnt
AITO EXCHANGE. I
301 W. Сан-Антонио Сент-Рон 155. f
FOR тюк Ford Touring Car. 17 модель.
Касн в хорошем состоянии. 87 Olive St.
490 C1IEVBOLKT Продаются маховики bet
ter tnan new zio. 5S1 Техас.
C.lMl'BELL HT. ГАРАЖ. CIS N-Camp
bWi. Живое хранилище 35 в месяц. Ф. луз. Продается родстер
OVERLAND-дешево.
777Вт.
LOB BALE Автомобиль Ford Touring 1917 года выпуска.
в хорошем состоянии. Применить 4 — журнал Trust.
PARMELEE Msgneto и стартер репин
занимаемся перемоткой арматуры.
21 шт. сен Actoth St.
ШЕСТЬ цилиндров 5 проход. Шины в хорошем состоянии
выигрывают жертву, так как я уезжаю из города.
Тел. 2930.
ГРУТЫЕ ПЕРЕДНИЕ ОСИ выпрямлены на а/м
; raoiat' rs ana xenaers repairea.
Brown Welding Co., Западный Техас. Ph. 3SL
lOK ПРОДАЖА QO0d ищет родстер 1918 года в
зубьях работает сбапр; уи сен чихать. мы
n at aia n est &an Amq.
FOB BALE 1917 BNLC OURING. модель E
iirsx ciass conaiuon core wrra. айру
Ана Мотор Ко. Это Кросес. K. Jr.
FOB BALE или торговля. Сухопутный В .хорошем
состоянии причины Реж. itis e san A
tonlo. Рон 7914U.
РАЗЫСКИВАЕТСЯ.
WUI платить наличными за малолитражные автомобили
up о вашем автомобиле.
1VALTEKS K I1UIL1LV3X
Телефон 409.
CI I CAP ONES.
Окленд. 1917. i pass $1S
Oldsmobllo 4 $27
Overland fc pass 1917 ..3290
Ford. 4 ЗМС 327
Overland Speedster. 6 кривых SS7 и
Максвелл. 1918 350 долларов
Телефон 409S. 220 В. Сан-Антонио.
Продается практически новый Додре вл.:
Срочно выезжаю из города. Телефон 3tt9 или море
nen.ijeyersitct snewon care.
Продажа Hotorcyclci
МОТОЦИКЛ BARLEY-DAVIDSON
Агентство: aup ложь и acinsaorles. bM1TH
ALC1I. CO 313 a Kansas St. Тел. 9L
Machinery Toob Powt. Электрические
и подрядчики Ecpupaent
Продажа
ГОРНОЕ фрезерное и энергетическое оборудование.
Расскажите нам, что вам нужно. Позвольте нам процитировать вам
баков для воды и цианида в вагоне
iota son в вестерн-разрушении tjtx. м рма
ЭЛЕКТРООБОРУДОВАНИЕ РЕМОНТ...
М.КУИНЕЕВ.
Экипировка в комплекте. В первоклассном состоянии.
J13M стоимостью 5 миллионов долларов. Кома и см. LTV
Это С. Стэнтон. .
БРЕЛОК.
Один 15 л.с. Fairbanks-Morse опечатка Si
enrlne. XOOd как новый: один 5 H. i - weoex. газовый двигатель
; Cfte iv это. я . Biorer ma rnKia&
Квалифицированное мастерство в AnlomobSe.
Двигатель анифиентол механический
Лик.
АВТО КАДЛИТОР работа Ик спецУиты.
МР. BARG.UX HL'NTEIL
Вы должны увидеть наш склад подержанных автомобилей
перед покупкой. Предлагаем к продаже всего
автомобилей В хорошем состоянии во всех отношениях.
мы заботимся о нашей репутации там
, поэтому мы осторожны с автомобилями, которые мы торгуем
и выставляем на продажу. Осталось как минимум три четверти пробега
автомобилей. Из этих
машин мат вышел на заводе.
Velle 1918 пять пассажиров.
Chandler 1917 семиместный пассажирский.
Maxwell 1917.
Hudson 1917 Touring.
Хадсон 191С Туринг.
Ford Taxlcab.
Бриско Туринг 1913.
Форд Буксировка. 1917.
Haynes 1917.
Белый 5-тонный грузовик.
Packard 2-тонный грузовик.
Эти автомобили все в хорошем состоянии
механически; шины все хорошие некоторые
новые: они выглядят хорошо и готовы к
tne roaa. ana wui stana tne ближайший инвест
ttgaaon. касс. термины след.
М. Л. НАКИН
Дистрибьютор.
Белый Чендлер. VeUe.
ЛИФТb. гидравлический грузовой V"хвост
ana renairea. a. t-erguson. raoircA
Poultry acd Pet Stock
СВЕЖИЕ яйца. Upson.
M3 MonUna St.
Тел. 34SC 33L
HIGH CLABS CARS.
Бупер Хадтона. 1917-18 гг.
Чендлер. 7 пасс.. 1918 г.
OMraoMle 7 пасс. 1918 г.
Чалмерс 7 пасс. 1917 г.
Булек Л. 6. 5 пасс.. 1917 г.
Dodge Sedan. 1918
Додж. Touring 1917.
Msxwell & Pass 1918.
1-тонный грузовик Ford.
УОЛТЕРС Дж. ДАРЕМ.
руб. 4093. 20 В. Сан-Антонио.
ЮТИ СЛЕДУЮЩИЙ.
В очереди на покупку одного из наших хороших
подержанных ушей
DODGE COUPE
Модель 1918 года проехал 600 миль.
1250 долларов.
ДОДЖ ТУРИНГ.
Модель 1918 года.
150 долларов.
ШПИЛЬКА ERA KEK ROADSTER
Серия IB. проехал 3990 миль
875 долларов.
СТУДЕЙКЕР ТУРИНГ.
7 гной в отличном состоянии.
J4O0.
НАЦИОНАЛЬНАЯ "АВТОМОБИЛЬНАЯ ДОРОГА".
7 проход. 12 цилиндровый суперкар
. 160 долларов.
Покупайте подержанные автомобили у известного концерна
, представляющего
всех автомобилей такими, какие они есть. Это мы.
LONE STAR MOTOR CO
Продажа подержанных автомобилей.
Phono 61o..
PAIGE
Один 4-местный трансформер Paige-
ible седан новая краска шины 2 новые
бампера как новые. 1950 долларов. условия.
ЮЖНАЯ ГРАНИЦА МОТОР КО.
Телефон 49.
ХОРОШАЯ СДЕЛКА.
Демонстрационный стенд One Paige $ пассажир-
колесные диски в хорошем состоянии
условия.
Л. Б. Хоуи.
ЮЖНАЯ ГРАНИЦА МОТОР КО.
Телефон 490.
СДЕЛКИ.
Один автомобиль Ford Touring стоимостью 378 долларов США.
Условия для автомобиля Ford Touring One.
Л.ИС. Хоуи.
SOUTHERN BORDER MOTOR CO.
311 Montana St. Тел. 490.
HE MAKE HIGH GRADE
БОКОВЫЕ ШТОРЫ ВЕРХА АВТОМОБИЛЯ
ЧЕХЛЫ СИДЕНИЙ. ОБИВКА
И РЕМОНТ.
Заменим целлулоид в
вашей задней шторке на
современное фацетное стекло.
КЛИЕНТЫ ЗА ГОРОДОМ: ЭКСПРЕСС
ВАШИ СТАРЫЕ ВЕРШИНЫ НАМ. МЫ БУДЕМ
КТУВУК АРВИЙ КЕТУРТИ ИХ НА
ОДИН РАЗ
Пишите образцы и цены.
AUTO TOP SHOP
$09 North Kinn Street
rb.me la 61
FOB SALE Куры-несушки. Звоните 1701JX.
1 ЕД докс. Продаются куры несушки. Звоните 2494J.
Пластины и подушки FANCX. Телефон
487J2.
FOB BALE Дешево. Новозеландский тройник
ana peagreea ueigian ranoitx. тра. тиив.
KALiElTb и ручки продаются недорого.
8S6L и ул. Фротас, 23
E1.T1NG кролики
Fboae 4BCSW.
одет и разуверен.
BELUTIirCL Певец-пересмешник
Продается. Примените 716 Copla St.
FOURTEEN Black Mmorcas и Cockerel
со склада Roach за 25 долларов. 1112 E. 1UO
Гранде.
LOB ii.LE Куры-несушки Barred Rock. 3
-недельных цыплят и однонедельный цыпленок.
74H Вайоминг.
IV II BALE BeigAm самка с пометом от
молодняк тяжеловесного типа: также крупный новозеландский самец
. 3114 Гамильтон. Тел. 3913 W.
RABBIT BUPPLIEb Книги иглы для татуировок -
Лекарства Ле. отправить куда угодно. Адрес
New Zealand Babbitry. 295 San Diego
St или позвоните по номеру 3794. Циркуляр отправляется бесплатно.
LOK BALE One Columbia gratenota и
40 пластинок размером 10 и 12 дюймов, новые; стоит 139 долларов.
возьмет 37S Если продать сразу; также одна детская кроватка
и шкаф, одна кухонная плита и
другие статьи. 43x3 -Rosa St-
КРЕСЛА НА КОЛЕСАХ.
Аренда или продажа инвалидных колясок.
ROGERS TRADING CO
114 Северный Стэнтон.
JUBT ПОЛУЧИЛА большую партию
знаменитых DUPLEX FIRELEBS COOK
ERS. Заходите и слушайте их. RIO
GRANDE FURNITURE CO 103-11 S.
Stanton St. Телефон 2802.
Продажа Разное
PHOTOPOTALS Ce dor. 108 Texas St.
ONE газовая плита Eclipse прекрасное состояние II.
81 Северный Орегон.
JTOIi BALE 25 тысяч книг продаж в
по выгодной цене продам часть или целиком. Мак-
Макл. 800 Э. Сан-Антонио.
ВТОРАЯ квадратная газовая плита ручной работы и
садовый шланг. Ervln Furniture Co 109 San
Jadnto. Тел. 310.
FOB BALE или обмен пианино на Victrota
алмаз или что у вас есть; также около
мебели на продажу. Тел. 336.
МЫ до сих пор отправляем мебель на нефтяные месторождения
. Доплачу хорошую цену за подержанную мебель
. OD Houser Upholster-
Ing Co. Телефон 411Q.
МНОГО б/у газовых плит.
Низкие цены и ваш кредит в порядке. находятся. свежие позволяет
еженедельно. G.D. Houser Upholstering Co
7oe Texas pnone 4ue.
МЫ ПОКУПАЕМ. ПРОДАЙТЕ И ОБМЕНЯЙТЕ
Все виды мебели: приходите к нам:
не продавайте свою мебель, пока не получите
наши цены.
TKrfS FAIR DEL FURNITURE CO.
№ 517 E. Сан-Антонио. Телефон 315.
№ 3. 319 С. Стэнтон. Телефон IllL
МЕБЕЛЬНАЯ КОМПАНИЯ WEBTERN будет
заплатите наличными за вашу мебель или мы
обменяем ее на новую. Приходите к тонне
, которая экономит ваши деньги. Телефон 1432. Cor
ner Stanton acd Overland.
МЫ ЗАПЛАТИМ НАЛИЧНЫМИ
За поле frrrnltursrwtf; remg-
eraters коврики и т. д. или обменяю
новых на старые и Bow jpu по хорошей цене
на старые товары. Фоно 2S02.
Мы вышлем человека
RIO GRANDE FURNITURE CO.
109-111 South Stanton Street.
WaCc Блок и Sarre DoUar.
МЕБЕЛЬ газовая плита водонагреватель
очень дешевый понедельник в гараже. 1499 Ркт
Гранде.
iOK ПРОДАЕТСЯ 9-футовый кузов 1 тонна Ford true
Возьму на продажу небольшой грузовик.
VOUNG FURNITURE CO.
197 С. Стэнтон.
ОДИН БОЛЬШОЙ СТАЛЬНОЙ СЕЙФ размером 30x32x36.
Цена $235 Можно увидеть в вестибюле здания Herald
. Обратитесь к мистеру Викси. по адресу
, офис The Herald.
жирный шрифт для Cabll или на легкие платежи
очиститель ауры Western Electric vie. Тел.
1120.
TEXAS ELECTRIC SUPPLY CO.
Картотечные шкафы TUO Uke новые. Один Y.
E Тумба с шестью ящиками для писем. Один шкаф Shaw-Walker
с двумя ящиками Letter
и двумя ящиками для карточек. Адрес
C 113. Уход Вестник.
МЕБЕЛЬ все описание новое и
б/у нана по самым низким ценам
город. НАЛИЧНЫЙ ОБ КРЕДИТ.
RIO GRANDE FURNITURE CO.
14-11 a Stanton SL. Phono 282.
Чистка ковров
Чистка КОВРОВ и ткачество ковров. Ciar
Матрас и коврик Co 2212 Мирт. Телефон
417. 1925 и 1070.
COMPRO'-ED AIR rtesm или vaenum car-
пэт дорнтог. шитье или укладка. Du Sang
Welltwm. фоно 339
Подрядчики
Требуются СТОЛИЧНЫЕ РАБОТЫ. Ф. S283J.
ДЭН Л. ЦАКБОН подрядчик. Цемент
камень и штукатурка. Офис 2401 MyrL
Ar. Телефон 35.
Костюмы
КОЖУХИ ПРОДАЖА. Морхед
Занят Л.Ктле Тайло. Магазин 493 N. Oregon St.
Стоматологи
DR. Р. Ф. ЭБЕРТ. ДАНТИСТ.
Коронка и мост Специальность.
318-218 Миллс корп.
Фер 1149
Детективные агентства
Детектив Бена Уильямса Эйрнси 418
Первый национальный ранг, корп. Тел. 4406-806Q.
Аптеки
КЕЛЛИ И ПОЛЛАРД. НАРКОТИКИ.
201 Северный Орегон.
ТЕЛЕФОН 178.
ROTTER DRUG CO.
Cor. Подходит Сан-Франциско и С. Э. И. Пасо.
Телефоны 31C 175.
ФРЕД ШЕФЕБ.
ЛЕКАРСТВО.
:iS N. Sta&tcn. Телефон 185.
Используйте средство для мытья ног SehaefT.
Для ног Tour Sorm.
Fiarciture Pacsmg
Ремонт МЕБЕЛИ; pac Глазурь househo.a
товаров. Лопес. Тел. 3046. 206 С. Стэнтон-
БИПАЛКИНГ. упаковка, хранение и отправка
ping фарфоровая мебель для дома из хрусталя.
Ремонт мебели. ремнлшед. мягкий.
Дайте нам шанс. Вы будете довольны. Р. I
Па М. М. Фура. & Мэтт. Фабрика. Тел. 102S-
УИС ПАКЕТ. bHIP OR bTOKX
Мебель из хрусталя и фарфора
Ремонт и ремонт Inching и trholstertar-
Узнайте наши цены. Смотрите нашу работу. Мебель б/у-
взята в обмен на работу. T30
Техас. Тел. 4110.
о. н. nopsra urani.urcHixo co.
Бакалейные лавки и мясные рынки
WIN CHEBTEB RIFLE 30 калибра армейский
ни разу не стрелял стоит $42. возьмет 25 долларов.
18 Палмс Корт Эль Пасо. Тех. тел. C559J.
с 6 до 7 утра. м.
Ll книги для продажи; Cyc'и'Texas're-
портов. Все корпуса Globe-Wernicke
практически новые; продам дешево наличными или условиями.
Пишите Л. К. Онеггер. Отель Джефферсон
Даллас. Тех.
ЭЛЕКТРОБУВЬ РЕМОНТ
МАШИНЫ.
Экипировка завершена. В первом состоянии eUss.
130 долларов за 30 долларов. Приди и увидь Это.
318 С. Стэнтон.
Для соляных фортепиано
FREbH новый запас птицы Филадельфия
средства и расходные материалы.
. EI Paso Seed Co. Телефон 263.
533 E Сан-Антонк. К востоку от здания суда
породистых
бельгийских и новозеландских уток из призового фонда.
RIO GRANDE BABBITRY
2520 Louisville TM
FREbll новый запас Conkey's Reliance
ana x)cuium iMuitrv средства: оцинкованный
ized ironware xuu line.
xJ law beed Co. Телефон
S22 B. Сан-Антонио. К востоку от дома
ивтииииии? Получите ваш hreediiu: сток новый
wmie лед летняя цена n; peagreea
Бельгийцы из Эль-Пасо лучший поголовье: зрелые
делает каждый; s месяцев трио s;
зарегистрированных акций по 7,50 долл. за штуку: полезность действительно размножается.
9 жен. Дж. Это. макнароа и-а нуууо. я экс.
Продать Живой запас Купить
седельных рабочих лошадей в аренду и
на продажу. &0I E По суше. Телефон
-OB BALE Коровье молоко крупного рогатого скота. дешевый.
Тоблн мест. 3-й дом к югу от канала.
OB BALE Yocnc Джерси корова и теленок.
свежий. Дж. Ф. Коулз. Тел. 195.
FOE BALE Две экстра хорошие голштинские породы
рупий. просто свежий. Саваи Плейс. Округ
Роуд, примыкающий к Белому дому.
Пастбище JLWE на 30 голов крупного рогатого скота м
в трех милях от Рок-Айленда R. Это: Я также
ненавижу 10 голов молодых телят на продажу.
км. ти. вау иоган х. 11.
OK BALE 764) Овцы Южного Техаса звук
рот хорошее состояние. 7 долларов за голову. Яма -
человек Животноводческая компания. 3 Блок Морхауз.
Эль-Пасо.
ДЖОС. M. O EC lib NEK. настройка фортепиано и
Ремонт rnenc it a 4.
FOB SALE Рояль Fisher должен установить
i9. roil fci san Antonio St.
ХОРОШЕЕ пианино для продажи недорого; примем
безнаказанность Dona или военные марки aio t sac
ramento St.
PIANO MOVING наши спец. Телефон 930.
1IUU1AS TlE-VTbl:lt tU.
ПРАКТИЧЕСКИ новое пианино Kingsbury
$t0 производства компании Cable за
quick wue. szml уезжаю из города. м.
256.
ИЮЛЬСКАЯ РАСПРОДАЖА
BILLINGS PIANO CO.
Подержанные nianoa и nhonorranhs.
Сделки. Расследование: сейчас время
HILLINGS PIANO CO.
1429 C Boulevard.
Пишущие машинки
ПРОДАЕТСЯ № 10 Пишущая машинка Remington
в хорошем состоянии. Комната зх. uucKier OICG.
На Продажу или Обмен
ДАВАЙТЕ ОБМЕНЯЕМ Б/У мебель
or. швейная машинка новая.
VOIMI JfURNITUEE CO.
ОБМЕНИМ
Нам нужна ваша старая мебель, и мы
либо заплатим вам наличными, либо возьмем Ее в обмен
на новые товары. Просто позвоните по номеру 749.
KUiiCBS TRADING CO
114 Северный Стэнтон.
ВНИМАНИЕ. ФЕРМЕРЫ.
Разыскивается любой смешанный штамм. не
aagea: несвежее количество мышей и де
ливреи.
аун. 10. б. Stanton St.
FOB SALE
Выращенные в горах зарегистрированные герефордские быки;
один бык в возрасте 18 месяцев:
племенной бык исключительного качества; подходит
я или показываю или сделаю жатку стада;
два быка возрастом около года; выведены из
наших лучших коров а производитель или родословная
ана качества: это очень многообещающие
молодых xeiKiws ana должны развиться в ex
зачаточно хороших животных; мы сделаем
привлекательных цен на этих быков любому
желающему чего-то хорошего. Адрес
Кормовой Участок Животноводческой Комнав. Clmix
ron N.M.
Семена и растения.
FANCY повторно очищенные семена кукурузы и т. д.
El Paso Seed Co.. Телефон
523 E Сан-Антонио к востоку от здания суда
FANCY повторно очищенные семена ietertta и т. д.
j l'aso bcea uo. у меня нет ssx.
523 E Сан-Антонио. К востоку от здания суда
LEEBH повторно очищенный янтарный тростник с красной вершиной
mllo maize kaffir corn feterlta. и
других семян.
EL PASO SEED CO-
523 E Сан-Антонио похоть к востоку от ночлежки
ПРОДАЖА FOB или обмен. КМ анрера коз.
хороший диапазон $1X000. принесет $260 в следующие 0
дней. 13 торговля наличными остатками для небольших
oungaiow бакалейных товаров или наркотиков в Эль
Пасо или маленьком городке; нет управления акциями-
эрод. Адрес Т 320. Уход Вестник.
ОБМЕНЯЕМСЯ
Мы предоставим вам наличные или позволим вам купить новую мебель взамен старой.
РОДЖЕРС ТРЕЙДИНГ КО 114 Н. Стэнтон.
DoFt
WANTED Хороший дом для щенка суки.
Тел. 2239.
JrOH BALE Щенок чистокровного быка. Тел.
272J.
Чистокровный зарегистрированный английский бык-
собака; на службе; плата 30$. Телефон 294Х.
НА ПРОДАЖУ Кафе-мороженое открыто;
хороший летний бизнес;
будет стоить провести расследование или продать отдельный фонтанчик содовой
квадратных футов можно сделать 30 футов
длинных деревянных столов и 80 стульев. Ap-
слой 21itVlhin Pier. У. Дж. Гайетт. Гал
Вестон. Tex. '"V
ОБМЕНЯЙТЕ эти предметы
Мебель на другие вещи
Dio Reutz-Mooro
FOUTZ-MOORE FURNITURE CO.
ТОРГОВЛЯЙТЕ И ЭКОНОМЬТЕ МЕД
На бакалейные товары и свежее мясо. Лучшее
Основные продукты питания и деликатесы, а также свежее мясо
Cut rrire Grocery 712 N. Oregon
Телефон 157L
Оборудование
CUT RATE HARDWARE and Painting
HENRY MOIIR. SOD S. FL PAQ. ST
Hading
D RAVAGE to and из нижней долины Тел.:
6882.
Шкуры Wool Ere
FINNEGAN-BROWN CO.
Шкуры. Шкуры WcoL. Сало.
Эль-Пасо. Техас - Альбукерке. Н. М. Дойг-
лас. Аризона; Феникс. Арикс.; Тусон. Арлс.
Чихуахуа. Мексика: parrat Kex
Торговцы старьём
EL PASO IRON METAL CO. Сан
Антонио. Дилеры В ломе: Рон грабитель jp
per Brays Bones ete Phon 4269.
THOMAS KEY WHOP. 469 Меса. Ф. 154Э.
ЭКОНОМЬТЕ ДЕНЬГИ НА EVEBYTH2NG ELECTRICAL. Электровентиляторы, вибраторы, утюги.
тостеры перколяторы лампы mazda dec-
тне ручки. Дайзены. Эйс.
TEXAS ELECTRICAL SUPPLY CO.
119 Stanton St. Телефон 1120.
Eer Fitaar
Kodak Fniishing
PORCH FllP-MTritv
Сделайте свое крыльцо удобным для
жарких дней. Давайте установим на
простой план оплаты. Взгляните на наш гамак с крыльями
и
opy tep R'настоящий комфорт.
RIO GRANDE FURNITURE CO.
109-111 S. Stanton St.
ПУТЕШЕСТВЕННИКИ FOB.
Уезжаем. У нас есть сундуки и чемоданы
.
РОДЖЕРС ТРЕЙДИНГ КО
114 Северный Стэнтон.
ПРЕДВАРИТЕЛЬНОЕ УВЕДОМЛЕНИЕ
Еще одна специальная распродажа больших машин для чистки ковров Hygeno
Value.
Extra Special
190 Mere Hygeno Подметальные машины для ковров -
обычная цена $30. будут .
в продаже в понедельник 21 июля по 11.25.
Нет CO.D.
Neae после утверждения.
Нет заказов по телефону.
Ваш последний шанс купить этот бар -
получить ковровую щетку на
раз по специальной цене
. 1,35 йен за штуку.
Отдел драпировки.
РОДЖЕРС МЕБЕЛЬ КО.
207-9-12' N. Stanton St.
ПРОДАЖА FOB щенки lllgh класса Alrdale
от суки El Rudgo Monarch и чемпиона
Его Высочества. International Cham-
plon гранд производитель. Телефон 8549.
PRKbll новый запас собачьего печенья Spratt's.
rcmcaiea ana расходные материалы.
EI Paso beed Co. Телефон 362.
523 К. Сан-Антонио просто есть в здании суда-
Продажа Разное
НЕОБЫЧНЫЕ повторно очищенные семена тростника и т. д.
u l-aso beeu ijo. inone 363.
3 E Сан-Антонио. К востоку от здания суда
Продажа мебели
НАЛИЧНЫМИ за старую мебель Фото 12S3.
МЕБЕЛЬ дома S
в аренду. 192
комнатный домик продажа мехов
7 Монтана. Ф. '99.
ТОРГОВАЯ мебель. ERVLN FURNI
TURE CO 109 Сан-Хасинто. Тел. 310.
LEYTJ1ER davenport очень красивый. и
другой мебели. 157 Н. Св. Врайн.
МЫ ПРОИЗВОДИМ ПОКУПКИb; так что решать вам
1И1У1А. и ТКилА 9т К КО
НОВАЯ МЕБЕЛЬ ОБМЕНЯЕТСЯ
на старую. Буду покупать б/у товары. Ваш кредит
хорош. тел. 1293 и насытить деньги.
1IU31K ItliJUXKK IU 313 Техас.
РАЗЫСКИВАЕТСЯ Купить кассовый аппарат. тел. 3373ВЯ.
НОВЫЙ большой и маленький багажник, а также отпариватель.
Весло. я джис р. ки иастх р-н. хвзи.
Стулья INVALID в аренду. Western Furniture Co.
IOK BALE Сейф для чулочно-носочных изделий. 3 фута высотой.
FOB BALE 56-футовое железное ограждение на 4lc a
IOOL 418 liUL
пресс siuo.00 sxl2 с силовыми приспособлениями. Тип
и корпуса стоят 26 долларов. Телефон 7483W.
bl'KCIAU x9 Брюссельский ковер 12,9 $
YOUNG FURNITURE CO.
FOB BALE Сундук с 26 предметами
Rogers Silverware цена $5,50. 349 Миртл
ATf.
ДВАДЦАТЬ ОДНА Джуэл Уолтем. обмен
3A камера хороший осадок без хлама предпочитаю №
9 Prima. Уход за фотоаппаратом Вестник.
САКСОФОНЫ производства G. Conn. RT
Локл. агент. Бульвар 1011 Е. Phono
6S0 4.
НА ПРОДАЖУ ИЛИ ОБМЕН МОТОР
Лодка на озере Элефант Бутто 8 пасс.-
"'"kt bareain. 500 Mesa Ave
Каталог готовых справочников
AcconjtanUAndiicn
EL PASO AUDIT CO.
W H. Payne Бухгалтер
Rm. 214 и 13 Миллс корп. Телефон S120.
НОРМАН E VEA7.EY Вестник Дулдлаг.
Аукционисты
АЛЕКСАНДР СТИТО. 109 S. HI
fee fe0Tafigg
МАТРАСЫ на заказ и после ремонта
. Дуэйн Веллборн. Phose 339X
ПРОИЗВОДИТЕЛИ МАТРАСОВ ремонтники
ремонтники. Phcne 417. 1825 и "Ori.
3212 Myrtle. Qrk Mattress A Rug Co.
Торговые агентства
R. G. DUN CO. Торговые отчеты. XI
Pase office 501 Guaranty Trrst Bldg.
Курьерская служба
BELL MESSENGER SFRVICE BONDED
Служебные автомобили ar.d trucXa. Телефон 215.
Мюзикл
УОЛТЕР ДЭВИС учитель игры на фортепиано $8 месяц
Голос $8. Phon 2893.
PaicHng
W. R. ALLEN Покраска тонировка. Тел. 3423.
КРАСКА тонировка. Ф. 3764. Р. Т. Чавес.
P-N. PAPPAb Малярно-декоративные работы
подрядчик. Телефон 3329.
ПОКРАСКА бумажной челки? украшение.
Totton Paint Co 503 Н. Стэнтон. Тел. 1347.
Паспорта.
Фотографии паспорта JUAREZ. 198 Texaa St.
DR. EPWARD AUER 316-17-18 Trust
BJdg. Хронические заболевания женские.
Зервеу Длсерес. Телефон 4542. ночи 6140.
Pluabtrs
PRONTO САНТЕХНИКИ. Телефон 1663.
BORDER PH'MUING CO телефон 2106.
САНТЕХНИКА и отопление. -тонировка повторная
парная работа. Фред И.Л. Догерти. Тел. 3731.
Se&cdHaa3Q
Одежда для рук Ковша куплена Ph.1390.
Куплена мужская ручная одежда. Ф х. Илья.
LEV Y говорит hlchest nrrrea ковши. mena
uu nana ciot mng i-nono isse
МЫ ПЛАТИМ БОЛЬШЕ за ковши. meaaseean3
одежда для рук. мотыга и т.д. Телефон КС6.
NEW STARTERS WUI платит по лучшей цене
за подержанную одежду. Тел.
1769.
Подержанная мебель
ОБМЕН НОВЫМ FTTRNmTRK
На подержанную мебель. Западный мебельный бык.
118-130 Со. Stsnton St. Тел. на 1432.
Газированный фонтанчик и светильники
ТОРГОВЛЯ В новых и б/у газированных фонтанчиках
и светильниках легкие условия.
нуКун-тоюй куб.
412 Myrtle Ave. Тел. 1431
Storage Warehouses
МЕБЕЛЬ хранится, отремонтирована и отправлена.
B1LLI WILLIAMS Аукционист будет плакать R- L. DANIEL FUR MATT. ФАБРИКА.
продаж в городе и за его пределами. Телефон SS53R
RECKH ART'S AbSAY OFFICE 367 San
r fnciTO at. ни к чему. п. IX Box 6a
uu.NTOM ASSAY CI PICE Crttchett
Ferguson asssyers. химики металлург-
ису представители по рудогрызущим. 319
asn rTanciseo St.. Эль-Пасо. Texaa
AutoForHire
FORD CARS 31,50 в час Телефон 755
Аксессуары uto
WE FAY самые высокие ставки для всех видов и
подержанный и разбитый автомобиль. Star Auto
recaiTig т.е. 4M W Overland 8L
AUTOS WKECKKD Vm b n Ar
cuango cars ot an ma km. мишень или запасные части
; мы имеем дело с каучуком и металлами
. Авторазборка в Эль-Пасо: телефон
42g8. 325 Леон Ст. К. Трштенберг. опора
FLKN1TLRE для каждой комнаты новые и
бывшие в употреблении. Ках или тредить. Жить как ты
ик. RIO GRANDE FURNITURE CO
10i-11 S 'Santon St. Телефон'.-$2
FOB ПРОДАЖА-Plaro t w i f funu ' alo c mblnatltnga и угольные диапазоны largn 1 Books. StBtlnn nrfi n.iiu
таре б' - дальний конец 17 Myrue Ave. и сма.ил. Роджерс Трейдинг Ко-114 Север! Полный Лино из FUins-rjiV.
ХОРОШИЕ КОМБИНАЦИИ.
Ga. Уголь R"d nuod Печи и плиты:
Книги и канцелярские товары
P. IL CUKR.4.N
Тел.:
i S.am i;
Телефон 1026 или 1078.
EL PASO bTOKAGE WABEUOUSS
Телефон 2166 Самые дешевые цены лучший сервис
Штатные 10 veara
Выключатели
ПЕРЕКЛЮЧАТЕЛИ из гребенок Марей
Пурды 1 Баклер Телефон 2С1Л
BR.YIDS из гребешков выключатели
в продаже. 409 Н. ОчОа. Р. 4. Тел. 3:iL
Писатели JType
Пишущая машинка & Ofnce Supply Co. Куплено.
soliL-арендован. отремонтировано. Агта Корона Роял.
Марки Oliver-Rubber. 314 M11N 9t Тел. 333
Обивки
ОБИВКИ Мягкая мебель
ремонт и отделка. Х. Л. ДАНИЭЛЬ МЕХ.
Jt МАТОВ. ФАБРИКА. Телефон 1825 и 1070
Сварочные мастерские
СВАРКА WSY это должно быть дона
в ближайшее время любой sixe. Телефон 3051
rtiiw VKijiifj oo Условия S)C
WELD IN j nd w Jane annn1 s v- rt
Founa-y J: Ma.-h. . Ii2 E San An
I loiics Ave Fhoae 1034.
tonio St. Phcno J3.
Предстоящие страницы
Вот что будет дальше.
Показать все страницы в этом выпуске.
Поиск внутри
В этом выпуске можно искать. Примечание: Результаты могут различаться в зависимости от разборчивости текста в документе.
Поиск
Инструменты/Загрузки
Получите копию этой страницы или просмотрите извлеченный текст.
Preview все размеры или…
- Скачать Миниатюра
- Скачать Маленький
- Скачать Средний
- Скачать Большой
- JSON-изображение IIF
- Изображение IIIF
Просмотр извлеченного (OCR) текста
Цитирование и распространение
Основная информация для ссылки на эту веб-страницу.
