Волочильщик проволоки видео: о профессии, должностная инструкция, зарплата
Содержание
Как настроить равновесность проволоки
Виды операции
На сегодня используется большое количество методов волочения проволоки. Если говорить о типах операции, то она может быть двух видов. Первый вид называется сухим. В данном случае процесс протягивания осуществляется через емкость, внутри которой мыльный порошок.
Мокрый тип операции выполняется при помощи мыльной эмульсии. Данная операция имеет чистоту обработки, которая также может быть выполнена в двух категориях. Первая — это черновая, или же подготовительная. Второй тип — чистовая обработка. Это финальная стадия, которая необходима, чтобы создать нужную форму и размер проволоки.
Волочение также имеет такой этап, как кратность. Возможен однократный переход или же многократный. Во втором случае предполагается, что одна и та же заготовка несколько раз пройдет через станок. Кроме того, работа может выполняться параллельно. То есть заготовка может быть однониточной, а может быть многониточной.
Отличаться могут также и волоки своей подвижностью. Они могут быть либо вращающегося типа, либо неподвижного. Последний элемент, который оказывает влияние на ход операции, — это нагрев заготовки. Естественно, что она может быть холодной или же горячей.
Они могут быть либо вращающегося типа, либо неподвижного. Последний элемент, который оказывает влияние на ход операции, — это нагрев заготовки. Естественно, что она может быть холодной или же горячей.
Суть волочения
В настоящее время возможно волочение алюминиевой проволоки, медной или же стальной. Оборудование, в котором имеется отверстие нужного диаметра, называется волоком, отсюда и название процедуры. Само же отверстие называется фильерой. От его формы и будет зависеть конечный результат всей процедуры.
Само же отверстие называется фильерой. От его формы и будет зависеть конечный результат всей процедуры.
Кроме того, если сравнивать процедуру волочения проволоки и прокат, то первый способ гораздо более эффективен, так как он обеспечит большую чистоту, а также точность поверхности проволоки. К тому же процедура эта характеризуется еще и тем, что в процессе ее проведения улучшаются механические показатели, что обусловлено снятием наклепа. В настоящее время есть возможность изготавливать проволоку с диаметром от 1-2 микрон до 10, а в отдельных случаях и более, миллиметров.
Параметры полного отжига для снятия деформационного упрочнения
Алюминиевые сплавы
1060, 1100, 1350 3003, 3004, 3105 5005, 5050, 5052, 5083, 5086, 5154, 5182, 5254, 5454, 5456, 5457, 5652 7005 Применяется также для термически упрочняемых сплавов, если целью отжига является только снятие деформационного упрочнения или частичный отжиг.
Температура отжига
Длительность выдержки при температуре отжига
Около 1 часа. Длительность пребывания в печи должна быть не более, чем это необходимо, что довести бы все части садки до температуры отжига.
Охлаждение после отжига
Скорость охлаждения после отжига не имеет значения.
Технология и этапы волочения
Стоит отметить, что с нынешним развитием технологий волочение проволоки на современном оборудовании гарантирует достаточно высокую производительность. А это очень важный момент. Оборудование для волочения проволоки вполне может функционировать на достаточно большой скорости, при этом без каких-либо нарушений. Скорость, которую могут развивать агрегаты, достигает 60 м/с.
Процесс проходит в несколько основных этапов:
- Первая стадия — это травление исходников. Для этого обычно применяется сернокислый раствор, который предварительно нагревается до температуры в 50 градусов по Цельсию. Операция необходима для того, чтобы увеличить срок эксплуатации путем удаления окалин.

- Следующая процедура — это отжиг. Она необходима для того, чтобы увеличить такую характеристику, как пластичность, а также сформировать мелкозернистость.
- Третий этап — это удаление остатков сернокислого раствора. Для этого проводится промывка и нейтрализация вещества.
- При помощи молота концы заготовки заостряются.
- На данном этапе происходит непосредственное волочение стальной проволоки или любой другой.
- Последний этап — это снова отжиг уже готового изделия.
Полный отжиг алюминия и алюминиевых сплавов
После полного отжига все алюминиевые сплавы – как термически упрочняемые, так термически не упрочняемые – получают состояние, которое является самым мягким, самым пластичным и наиболее благоприятным для пластической деформации.
Международное обозначение этого состояния буква «О». Иногда эту букву «О» путают с цифрой «0».
В отечественных стандартах на алюминиевую продукцию есть состояние просто «отжига» и это состояние обозначают буквой «М». По смыслу и по механическим свойствам сплавов в этом состоянии этот «просто» отжиг является именно полным отжигом, как его понимают в международных стандартах.
По смыслу и по механическим свойствам сплавов в этом состоянии этот «просто» отжиг является именно полным отжигом, как его понимают в международных стандартах.
Особенность операции
Естественно, любая операция имеет свои недостатки. Как считают специалисты, волочение имеет лишь один, но достаточно серьезный минус. Заключается он в том, что проволока подвергается незначительной деформации во время проведения операции. Чаще всего исходным сырьем для волочения проволоки становится непрерывно отлитая, спресованная, скатанная заготовка, изготовленная из цветных металлов, черных металлов или углеродистых, легированных сталей. Другими словами, чтобы достичь высокого качества проволоки, необходимо использовать довольно высококачественное изначальное сырье.
Ранее для производства проволоки волочением применялись стальные заготовки, которые после прохождения процедуры обрабатывались таким способом, как патентирование. Это процесс нагрева, при определенной температуре которого происходил такой процесс, как аустенизация и экспозиция в соляных или же свинцовых расплавах. Выдержка такого продукта осуществлялась примерно при 500 градусах по Цельсию.
Выдержка такого продукта осуществлялась примерно при 500 градусах по Цельсию.
Выдержка отжига и охлаждение после отжига
При отжиге важно обеспечить, чтобы заданная температура была достигнута во всех частях садки и во всех точках каждого изделия. Поэтому обычно назначают длительность выдержки при температуре отжига не менее 1 часа. Максимальная температура отжига является умеренно критической: рекомендуется не превышать температуру 415 °С из-за возможного окисления и роста зерна. Скорость нагрева может быть критической, например, для сплава 3003, который обычно требует быстрого нагрева для предотвращения роста зерна. Относительно медленное охлаждение на спокойном воздухе или с печью рекомендуется для всех сплавов для минимизации коробления.
Типичные параметры полного отжига для некоторых алюминиевых сплавов представлены ниже.
Виды современных агрегатов
В настоящее время на заводах по обработке металла используется два типа оборудования. Отличаются они друг от друга типом тянущего механизма.
- В первом случае технология волочения проволоки заключается в том, что изделие наматывается на барабан, тем самым создавая тяговое усилие.
- Второй случай — это применение устройства, которое тянет заготовку по прямой линии.
Если говорить о применении, то второй тип агрегатов чаще всего используется в том случае, если необходимо протянуть трубную заготовку, которая не требует последующего сворачивания в бухту.
Отжиг алюминия
Алюминий отжигают при температуре при температуре 350 градусов Цельсия. На заводах это делают в подходящих печах или соляных ваннах. В мастерской алюминий отжигают газовой горелкой. Рассказывают, что при этом деревянной лучиной трут по поверхности нагретого металла. Когда дерево начинает оставлять черные следы, то это значит, что алюминий получил свой отжиг. Иногда вместо дерева применяют кусок мыла: когда мыло начинает оставлять коричневые следы, нагрев нужно прекращать. Затем алюминий охлаждают в воде или оставляют охлаждаться на воздухе.
Устройство рабочих станков
Основным рабочим элементом является приспособление, которое присутствует в любом аппарате для волочения проволоки — фильер. Этот механизм всегда создается из очень прочного металлокерамического сплава. Отличительная черта данного металла заключается в том, что он очень прочный, обладает повышенной твердостью, низкой вязкостью, а также высокой устойчивостью к истиранию. В редких случаях для производства фильера используется технический алмаз. Это дает существенное преимущество при обработке более сложных металлов.
Размещаются эти детали в достаточно прочных и вязких стальных обоймах. Сама по себе обойма не способна оказать сильное влияние на фильеру, но при этом ее наличие существенно снижает растягивающее напряжение, которое неизбежно возникает во время работы. На современных предприятиях довольно часто используется сборный волок, который отличается тем, что потребляет меньше энергии, а его коэффициент полезного действия (КПД) выше примерно на 30 %.
Как закалить проволоку в домашних условиях? — Станки, сварка, металлообработка
Практически каждый домашний мастер знает, что почти из любой проволоки возможно сделать пружину и с успехом ее использовать в быту. В основном проблем с самостоятельным изготовлением детали не возникает. Однако иногда возникают ситуации, в которых необходимо сделать либо пружину нестандартных габаритов, либо придать ей повышенную прочность и упругость.
Для этого следует прибегнуть к операциям термообработки. Закалить пружину в домашних условиях вполне реально. Само собой, что самодельную деталь не стоит использовать в особо ответственных устройствах, работающих при повышенной нагрузке. Для таких целей рекомендуется использовать пружины, изготовленные в заводских условия.
Но для домашнего применения в устройстве, работающем в облегченном режиме рассматриваемая технология вполне подходит.
Какими способами можно в домашних условиях закалить сталь?
Многие инструменты, с которыми приходится работать в мастерской, должны иметь определенную прочность.
Домашние мастера задаются вопросом: «Как закалить сталь в домашних условиях?» От твердости режущей кромки часто зависит качество изделия. Конечно, многим известно, что для закалки требуется нагреть предмет, а потом резко охладить.
При этом можно услышать, как кто-то добился подобным способом необыкновенной твердости и прочности какой-либо детали.
Закалка в воде:
Попытка самостоятельно закалить изделие на огне газовой плиты или ином источнике тепла оказываются безрезультатными. Разогретая до красного свечения заготовка при резком охлаждении повышает прочность незначительно, а иногда происходит и обратное явление – твердость снижается.
Подготовка металла к работе
Естественно, что проводить такую процедуру без предварительной подготовки металла нельзя. Кроме того, без этой процедуры не получится добиться качественного изделия. Суть подготовительных работ заключается в том, что необходимо удалить окалину с заготовки. Прежде чем начать процесс волочения проволоки, проводят одну из трех процедур:
Механическая очистка заготовки является самым простым и самым дешевым методом очистки. Чаще всего применяется она в том случае, если изделие изготовлено из углеродистой стали. Во время процедуры обработки катанка изгибается в разные стороны. В это время ее поверхность обрабатывается механическими щетками.
Чаще всего применяется она в том случае, если изделие изготовлено из углеродистой стали. Во время процедуры обработки катанка изгибается в разные стороны. В это время ее поверхность обрабатывается механическими щетками.
Химическая и электрохимическая обработка
Что касается химического способа очистки от окалины, то он является более сложным, а также трудоемким. Для этого чаще всего используют либо соляную, либо серную кислоту. Кроме того, чтобы выполнять такую операцию, волочильщик должен обладать необходимой квалификацией, чтобы работать с химическими веществами.
Однако здесь важно отметить, что данный метод является незаменимым, если необходимо подготовить к волочению высоколегированную или же нержавеющую сталь. Кроме того, после того, как химическая очистка будет завершена, поверхность металла необходимо промыть водой.
Последний метод, электрохимический, заключается в том, что проводят травление металла в электролитическом растворе. Эта жидкость может быть либо анодной, либо катодной, исходя из того, какие стоят условия, а также беря во внимание особенности материала.
Волочение медных заготовок
Во время волочения медной проволоки из медных заготовок всегда используются литые заготовки, на этом и основывается весь метод. Для начала необходимо сплавить между собой все заготовки. Сразу после этого, пока они еще находятся в горячем состоянии, их прокатывают. Однако проведение данного процесса влечет за собой появление пленки из оксидов на поверхности изделия. Чтобы избавиться от этой проблемы, необходимо провести обработку химическими составами. После этого можно перейти непосредственно к процедуре волочения.
Получение медной проволоки может также осуществляться по принципу погружного формования. Если применять данный метод, то поверхность катанки будет оставаться чистой и удастся избежать процедуры очистки. Именно такой способ используется для того, чтобы изготавливать наиболее тонкие проволоки (диаметром до 10 микрон). Однако при использовании такого метода очень важно подобрать состав, который будет обладать подходящими свойствами.
Среди таких составов выделяются:
- комплексные растворы, в роли которых могут выступать щелочные составы, соли жирных сульфированных масел и еще несколько веществ;
- возможно использование разного рода эмульсий, таких как анионные, антипенные, синтетические эфиры и другие;
- отдельно рассматриваются синтетические вещества, такие как соли органического и неорганического типа, а также растворы полимеров.
Варианты обработки
В настоящее время существует большое количество разнообразных вариантов для обработки заготовки.
- Бухтовый тип обработки. Это вариант работы с трубами из заготовок, которые собраны в бухты. Также сюда входят те трубы, которые прошли процесс волочения, после которого они были собраны в бухты.
- Мокрый тип обработки предполагает, что волок во время работы будет погружен в жидкую смазку.
- Наиболее часто используемый применение волока на закрепленных оправках.
- Есть способ обработки, в котором допускается использование труб, не имеющих круглой (фасонной) формы.

- Электропластический метод используется в том случае, если есть необходимость работы с протягиванием металла, который достаточно трудно поддается деформации.
- Еще один из методов обработки — стержневой. В заготовку вводится стержень для того, чтобы протягивать его вместе с трубой. После прохождения волока вставленный стержень необходимо достать обратно.
Разность диаметров
Процесс волочения делится еще на несколько видов, в зависимости от того, каков был начальный диаметр заготовки и какой он получился в итоге. Грубым волочением называется процедура, при которой начальный диаметр был 8 мм, а после прохождения волока стал от 5 до 0,9 мм. Средним волочением считается операция, при которой заготовка имела диаметр 3,5 мм, а в результате он уменьшился до 1,5-0,2 мм. В тонком волочении используются заготовки от 2,6 до 1,6 мм. В результате получается продукция с сечением от 0,5 до 0,05 мм.
Гомогенизационный отжиг алюминия
Этому виду отжига подвергают слитки, перед обработкой давлением, для устранения дендритной ликвации, которая приводит к получению неоднородного твердого раствора и выделению по границам зерен и между ветвями дендрнтов хрупких неравновесных эвтектических включений CuAl2 , Mg2Si, Al2CuMg (S-фаза), Al6CuMg4 (Т-фаза) и др. В процессе гомогенизации состав кристаллитов твердого раствора выравнивается, а интерметаллиды растворяются. В процессе последующего охлаждения интерметаллиды выделяются в виде равномерно распределенных мелких вторичных включений (рис. 159, б). Вследствие этого пластичность литого сплава повышается, что позволяет увеличить степень обжатия при горячей обработке давлением, скорость прессова ния и уменьшить технологические отходы. Гомогенизация способствует получению мелкозернистой структуры в отожженных листах и уменьшает склонность к коррозии под напряжением. Температура гомогенизации лежит несколько ниже неравновесного солидуса и для наиболее распространенных сплавов составляет 480—530°С Выдержка колеблется от 6 до 36ч. Охлаждение проводят на воздухе или вместе с печью.
В процессе гомогенизации состав кристаллитов твердого раствора выравнивается, а интерметаллиды растворяются. В процессе последующего охлаждения интерметаллиды выделяются в виде равномерно распределенных мелких вторичных включений (рис. 159, б). Вследствие этого пластичность литого сплава повышается, что позволяет увеличить степень обжатия при горячей обработке давлением, скорость прессова ния и уменьшить технологические отходы. Гомогенизация способствует получению мелкозернистой структуры в отожженных листах и уменьшает склонность к коррозии под напряжением. Температура гомогенизации лежит несколько ниже неравновесного солидуса и для наиболее распространенных сплавов составляет 480—530°С Выдержка колеблется от 6 до 36ч. Охлаждение проводят на воздухе или вместе с печью.
Волочение проволоки: технология и оборудование — волочильные станы и станки
Волочение, посредством которого производят проволочную продукцию, является несложной технологической операцией. Между тем, чтобы в итоге выполнения такой процедуры получить качественное изделие, осуществлять ее необходимо в правильной последовательности и использовать для этого соответствующее оборудование.
Линия производства проволоки по методу волочения
Основные этапы
Суть технологии, по которой выполняют волочение проволоки, заключается в том, что металлическую заготовку из стали, меди или алюминия протягивают через сужающееся отверстие – фильеру. Сам инструмент, в котором такое отверстие выполнено, называется волокой, его устанавливают на специальное оборудование для волочения проволоки. На то, какими диаметром, сечением и формой будет обладать готовое изделие, оказывают влияние параметры фильеры.
Принцип волочения металла
Выполнение волочения, если сравнивать такую технологическую операцию с прокаткой, позволяет получать изделия, отличающиеся более высокой чистотой поверхности и исключительной точностью геометрических параметров. Такими изделиями могут быть не только различные типы проволоки (электротехническая, используемая для сварки, вязочная и др.), но также фасонные профили, трубы и прутки разного диаметра. Полученные по такой технологии изделия отличаются и лучшими механическими характеристиками, так как в процессе волочения металла с его поверхностного слоя снимается наклеп. Что касается именно производства проволоки, то методом волочения можно получить изделия, диаметр которых находится в интервале от 1–2 микрон до 10 и даже более миллиметров.
Что касается именно производства проволоки, то методом волочения можно получить изделия, диаметр которых находится в интервале от 1–2 микрон до 10 и даже более миллиметров.
Технология волочения сегодня уже хорошо отработана, для ее реализации используются современные модели волочильных станков, работающих без сбоев и позволяющих выполнять технологический процесс на скорости, доходящей до 60 метров готового изделия в секунду. Использование такого оборудования для волочения, кроме того, позволяет обеспечить значительную величину обжатия заготовки.
Технологическая схема волочения проволоки из нержавеющей стали
Изготовление проволоки по технологии волочения включает в себя несколько этапов.
- Исходная заготовка подвергается процедуре травления, для чего используется сернокислый раствор, нагретый до 50 градусов. С поверхности металла, прошедшего такую процедуру, легко снимается окалина, за счет чего увеличивается срок службы матриц волочильных станков.
- Чтобы увеличить пластичность обрабатываемой заготовки, а ее внутреннюю структуру довести до мелкозернистого состояния, выполняют предварительный отжиг металла.

- Остатки травильного раствора, который является достаточно агрессивным, нейтрализуют, после чего заготовку подвергают промывке.
- Чтобы конец заготовки можно было пропустить в фильеру, его заостряют, для чего может быть использован молот или ковочные валки.
- После завершения всех подготовительных операций заготовка пропускается через фильеры для волочения проволоки, где и формируются профиль и размеры готового изделия.
- Производство проволоки завершается выполнением отжига. После волочениия изделие также подвергают ряду дополнительных технологических операций – резке на отрезки требуемой длины, снятию концов, правке и др.
Особенности процедуры
Любой волочильщик проволоки знает такой недостаток волочения, как недостаточно высокая степень деформирования готового изделия. Объясняется это тем, что оно, выходя из зоны обработки волочильного станка, деформируется только до степени, ограниченной прочностью конца заготовки, к которому и прикладывается соответствующее усилие в процессе обработки.
В качестве исходного материала, который подвергают обработке на волочильных станках, служат металлические заготовки, полученные методом непрерывного литья, прессованием и катанием из углеродистых и легированных сталей, а также цветных сплавов. Наибольшую сложность процесс волочения представляет в том случае, если обработке подвергается стальной сплав. В таких случаях для качественного волочения необходимо довести микроструктуру металла до требуемого состояния. Чтобы получить оптимальную внутреннюю структуру стали, раньше использовали такую технологическую операцию, как патентирование. Заключался этот способ обработки в том, что сталь сначала нагревали до температуры аустенизации, а затем выдерживали в свинцовом или соляном расплаве, нагретом до температуры около 500°.
Современный уровень развития металлургической промышленности, используемые в ней технологии и оборудование для получения металлов и сплавов позволяют не готовить металл к волочению таким сложным и трудоемким способом. Стальная заготовка, выходящая с прокатного стана современного металлургического предприятия, уже обладает внутренней структурой, оптимально подходящей для волочения.
Стальная заготовка, выходящая с прокатного стана современного металлургического предприятия, уже обладает внутренней структурой, оптимально подходящей для волочения.
Сама технология волочения и волочильное оборудование также совершенствовались на протяжении многих лет. В результате волочильщик проволоки сегодня имеет возможность применять современные волочильные устройства, позволяющие с минимальными трудозатратами гарантированно получать изделия высокого качества. Качество и точность обработки, выполняемой на таких волочильных специализированных станках, обеспечивается не только их оснащением современным рабочим инструментом, но и использованием при их работе комбинированной системы охлаждения, для которого применяются воздух и вода. Выходя с такого станка для волочения, готовое изделие обладает не только требуемым качеством и точностью геометрических параметров, но и оптимальной микроструктурой.
Отжиг алюминия для разупрочнения алюминиевых сплавов
Отжиг для разупрочнения сплавов (полный отжиг), проводят при 350—430°С с выдержкой 1—2ч. При этих температурах происходит полный распад пересыщенного твердого раствора и коагуляция упрочняющих фаз. Скорость охлаждения во избежание закалки не должна превышать 30°С/ч. После отжига сплав имеет низкие значения временного сопротивления, удовлетворительную пластичность и высокую сопротивляемость коррозии под напряжением. Отожженный материал способен выдерживать холодную обработку давлением с высокими степенями деформации.
При этих температурах происходит полный распад пересыщенного твердого раствора и коагуляция упрочняющих фаз. Скорость охлаждения во избежание закалки не должна превышать 30°С/ч. После отжига сплав имеет низкие значения временного сопротивления, удовлетворительную пластичность и высокую сопротивляемость коррозии под напряжением. Отожженный материал способен выдерживать холодную обработку давлением с высокими степенями деформации.
Алюминий – свойства алюминия, ГОСТы, алюминиевый прокат.
На каком оборудовании выполняется волочение металлов
Оборудование, которое волочильщик проволоки использует в своей профессиональной деятельности, называется станом. Обязательным элементом оснащения волочильной специализированной машины является «глазок» – волока. Диаметр волоки, разумеется, всегда должен быть меньше, чем размеры поперечного сечения протягиваемой через нее заготовки.
Соотношения первоначального и финального диаметров проволоки при различных типах волочения
На сегодняшний день производственные предприятия применяют волочильные специализированные станки двух основных типов, которые отличаются друг от друга конструкцией тянущего механизма. Так, различают:
Так, различают:
- станки, в которых готовое изделие наматывается на барабан, чем и обеспечивается тянущее усилие;
- оборудование с прямолинейным движением готовой проволоки.
Прямоточный волочильный стан с программным управлением
На устройствах второго типа, в частности, выполняют волочение труб и других изделий, которые не требуют намотки на бухты. Именно проволоку, а также трубные изделия небольшого диаметра производят преимущественно на станках, оснащенных барабанным механизмом. Такие станки в зависимости от конструктивного исполнения могут быть:
- однократными;
- многократными, работающими со скольжением или без него, а также те, в которых используется принцип противонатяжения заготовок.
Многониточный волочильный стан обладает большей производительностью и выгоден на крупных предприятиях
Наиболее простой конструкцией отличается однократный станок для волочения. Манипулируя таким оборудованием, волочильщик проволоки выполняет ее протягивание за один проход. На волочильном устройстве многократного типа, которое работает по непрерывной схеме, формирование готового изделия осуществляется за 2–3 прохода. Крупные предприятия, производящие проволоку в промышленных масштабах, могут быть оснащены не одним десятком волочильных станков разной мощности, на которых изготавливается продукция различного назначения.
На волочильном устройстве многократного типа, которое работает по непрерывной схеме, формирование готового изделия осуществляется за 2–3 прохода. Крупные предприятия, производящие проволоку в промышленных масштабах, могут быть оснащены не одним десятком волочильных станков разной мощности, на которых изготавливается продукция различного назначения.
Основным рабочим органом любой волочильной машины, как уже говорилось выше, является фильера, для изготовления которой используют твердые металлокерамические сплавы – карбиды бора, молибдена, титана, термокорунд и др. Отличительными характеристиками таких материалов являются повышенная твердость, исключительная устойчивость к истиранию, а также невысокая вязкость. В отдельных случаях, когда необходимо изготовить очень тонкую проволоку из стали, фильера может быть изготовлена из технических алмазов.
Фильеры волочильной машины
Фильера устанавливается в прочную и вязкую стальную обойму. Это так называемая волочильная доска. За счет своей пластичности такая обойма не оказывает значительного давления на фильеру и одновременно снижает растягивающие напряжения, которые в ней возникают.
За счет своей пластичности такая обойма не оказывает значительного давления на фильеру и одновременно снижает растягивающие напряжения, которые в ней возникают.
На современных предприятиях волочение металлов часто проводят с использованием сборных волок, которые позволяют эффективно выполнять такой процесс даже в условиях повышенного гидродинамического трения. Кроме того, применение такого инструмента снижает расход электроэнергии и увеличивает производительность работы оборудования на 20–30%.
Подготовка металлических заготовок
Волочильщик проволоки, используя специализированное оборудование, только в том случае сможет добиться качественного конечного результата, если поверхность заготовки будет соответствующим образом подготовлена. Такая подготовка заключается в удалении окалины, для чего могут быть использованы следующие методы:
- механический;
- химический;
- электрохимический.
Более простым и экономически выгодным является механический способ очистки от окалины, который используют для заготовок из углеродистых сталей. При выполнении такой очистки заготовку просто гнут в разные стороны, а затем обрабатывают ее поверхность при помощи металлических щеток.
При выполнении такой очистки заготовку просто гнут в разные стороны, а затем обрабатывают ее поверхность при помощи металлических щеток.
Технология работы окалиноснимателя
Более сложной и затратной является химическая очистка от окалины, для выполнения которой используют растворы соляной или серной кислоты. Специалист, выполняющий такую сложную и достаточно опасную операцию, должен быть хорошо подготовлен и строго соблюдать все правила безопасности работы с агрессивными растворами. Без химического способа очистки не обойтись, если проволоку необходимо сделать из заготовок, выполненных из нержавеющих и других типов высоколегированных сталей. Следует иметь в виду, что сразу после выполнения химической очистки поверхность заготовки следует тщательно промыть горячей, а затем холодной водой.
Электрохимический способ очистки от окалины основан на методе травления в электролитическом растворе. В зависимости от особенностей выполнения такой метод может быть анодным и катодным.

Параметры полного отжига для снятия термического упрочнения
Алюминиевые сплавы
2014, 2021, 2024, 2036, 2117, 2124, 2219 6005, 6061, 6060, 6063, 6066 7079, 7050, 7075, 7079, 7178, 7475
Температура отжига
Длительность выдержки при температуре отжига
От 2 до 3 часов
Охлаждение после отжига
Охлаждение со скоростью около 30 °С в час от температуры отжига до 260 °С. Скорость последующего охлаждения не имеет значения.
Источник: Aluminum and Aluminum Alloys, AMS International, 1993.
Ассоциация «Электрокабель» вручила награды отличившимся специалистам — ЭНЕРГОСМИ.РУ
Номер свидетельства СМИ ЭЛ № ФС 77 — 63300
Search
Vk
Youtube
ENERGOSMI (ЭНЕРГОСМИ). Номер свидетельства СМИ ЭЛ № ФС 77 — 63300
Search
25 октября в России отмечался День работника кабельной промышленности. Российскому кабельному производству исполнилось 140 лет. Днем его рождения считается 25 октября 1879 года. Именно в этот день владелец петербургской компании «Сименс и Гальске» К. Сименс получил официальное разрешение на производство изолированной проволоки и телеграфных кабелей.
Российскому кабельному производству исполнилось 140 лет. Днем его рождения считается 25 октября 1879 года. Именно в этот день владелец петербургской компании «Сименс и Гальске» К. Сименс получил официальное разрешение на производство изолированной проволоки и телеграфных кабелей.
В этот день принято поздравлять всех специалистов кабельного производства, вручать почетные награды и грамоты выдающимся профессионалам в этой области, а также дарить подарки.
Ассоциация «Электрокабель» вручит лучшим кабельщикам 3 вида наград: «Почетную грамоту» Ассоциации «Электрокабель», Нагрудный Знак «Заслуженный работник кабельной промышленности» и Памятный знак «За вклад в развитие кабельной промышленности».
Корпоративными знаками отличия награждаются рабочие, специалисты, служащие, руководители организаций, входящих в состав Ассоциации «Электрокабель», внесшие выдающийся вклад в создание и развитие кабельного производства, создание конкурентоспособной продукции, внедрение новых технологий и техники, а также за эффективную научную деятельность и укрепление международного сотрудничества предприятий кабельной промышленности. В этом году будут награждены 26 членов ассоциации, представляющих 13 кабельных компаний:
В этом году будут награждены 26 членов ассоциации, представляющих 13 кабельных компаний:
Памятным знаком «За вклад в развитие кабельной промышленности»
| Тугучев Максим Анатольевич | Генеральный директор АО «СПКБ Техно» |
Нагрудным знаком «Заслуженный работник кабельной промышленности»
| Киреев Константин Владимирович | Начальник цеха № 2 АО «Электропровод» |
| Петрин Павел Тихонович | Волочильщик цветных металлов 5 разряда цеха основного производства АО «КАЗЭНЕРГОКАБЕЛЬ» |
| Николаев Михаил Анатольевич | Волочильщик проволоки 4 разряда цеха установочных проводов ООО «Производственная Компания «СЕВКАБЕЛЬ» |
| Федорова Татьяна Анатольевна | Старший контрольный мастер ООО «Производственная Компания «СЕВКАБЕЛЬ» |
| Малинина Нина Михайловна | Инженер-технолог научно-технологического центра АО «Чебоксарский завод кабельных изделий «Чувашкабель» |
| Гиззатуллин Азат Гамбарович | Начальник цеха ООО «Татнефть-Кабель» |
Награждены Почетной грамотой Ассоциации «Электрокабель»
| Путиков Юрий Николаевич | Начальник смены цеха основного производства АО «КАЗЭНЕРГОКАБЕЛЬ» |
| Давыдов Юрий Владимирович | Электромонтер 5 разряда службы главного энергетика АО «КАЗЭНЕРГОКАБЕЛЬ» |
| Терновский Денис Михайлович | Начальник ОМТС АО «Электропровод» |
| Кан Константин Эдуардович | Скрутчик-изолировщик жил и кабеля 5 разряда цеха силовых кабелей ООО «Производственная Компания «СЕВКАБЕЛЬ» |
| Иванов Валентин ВалентиновичТимофеев Даниил Леонидович | Опрессовщик кабелей и проводов пластикатами и резиной 6 разряда цеха кабелей в Резиновой изоляции ООО «Производственная Компания «СЕВКАБЕЛЬ» |
| Королев Константин Николаевич | Начальник конструкторского бюро ООО «Производственная Компания «СЕВКАБЕЛЬ» |
| Чернышкина Валентина Вячеславовна | Старший контрольный мастер отдела технического контроля ООО «Производственная Компания «СЕВКАБЕЛЬ» |
| Чертова Анна Юрьевна | Ведущий инженер по планировании и подготовке производства планово-диспетчерского отдела ООО «Производственная Компания «СЕВКАБЕЛЬ» |
| Журавлев Алексей Александрович | Опрессовщик кабелей и проводов пластикатами и резиной 6 разряда участка географических кабелей ООО «Производственная Компания «СЕВКАБЕЛЬ» |
| Лялин Евгений Иванович | Волочильщик проволоки 3 разряда производства силовых кабелей ООО «Сарансккабель» |
| Чегин Александр Александрович | Опрессовщик кабелей и проводов пластикатами и резиной в горячем состоянии 4 -го разряда производства кабелей связи ООО «Сарансккабель» |
| Аржанников Александр Адольфович | Заместитель директора по производству ООО «Сарансккабель» |
| Кортунов Вячеслав Александрович | Заместитель начальника ремонтной службы АО «РОССКАТ» |
| Кучеренко Марина Эдуардовна | Изолировщик проводов 3 разряда кабельно-проводникового производства АО «РОССКАТ» |
| Лебедев Денис Александрович | Бронировщик кабелей 5 разряда кабельно-проводникового производства АО «РОССКАТ» |
| Кучеренко Наталья Михайловна | Старший инженер Отделения № 2 ОАО «ВНИИКП» |
| Захарова Наталья Михайловна | Заместитель начальника отдела информационных технологий АО «Чебоксарский завод кабельных изделий «Чувашкабель» |
| Иванова Дина Николаевна | Скрутчик изделий кабельного производства в производстве волочения проволоки и эмалирования АО «Чебоксарский завод кабельных изделий «Чувашкабель» |
| Филиппов Геннадий Васильевич | Наладчик технологического оборудования отдела главного механика АО «Чебоксарский завод кабельных изделий «Чувашкабель» |
| Микова Светлана Владимировна | Руководитель службы технического обеспечения АО «Русская кабельная компания» |
| Девин Анатолий Васильевич | Опрессовщик кабелей и проводов пластикатами и резиной 5 разряда Производства силовых кабелей АО «Завод «Энергокабель» |
| Реу Анатолий Федорович | Волочильщик проволоки 5 разряда Производства силовых кабелей АО «Завод «Энергокабель» |
| Трифонов Владимир Викторович | Начальник технического отдела ООО «ЭМ-КАБЕЛЬ» ООО «Оптикэнерго» |
| Сабитов Эдуард Сиринович | Эмалировщик провода ООО «Татнефть-Кабель» |
| Ногманов Решат Рашитович | Бронировщик кабелей ООО «Татнефть-кабель» |
Горячее
Энергетика может быть интересной и понятной
Подпишитесь на рассылку проекта ЭНЕРГОСМИ.
 РУ
РУ
ENERGOSMI (ЭНЕРГОСМИ). Номер свидетельства СМИ ЭЛ № ФС 77 — 63300
Стильное life-издание об энергетике во всех ее проявлениях.
Создаем и собираем лучшие тематические материалы, которые интересно читать.
Делаем крутые спецпроекты и помогаем рассказать интересно!
Авторы и источники / Информация для правообладателей
За большой вклад в развитие кабельной промышленности
Page 1
КАБЕЛЬ−news / № 8 / август 2009
36
Актуально
Правление Ассоциации учредило в качестве наград
Ассоциации «Электрокабель» за достижения в про-
фессиональной деятельности и большой вклад в раз-
витие кабельной промышленности Почетную грамоту
Ассоциации и Нагрудный знак «Заслуженный работник
кабельной промышленности».
Почетной грамотой Ассоциации «Электрокабель»
награждаются рабочие, специалисты, служащие и ру-
ководители организаций, входящих в состав Ассоциа-
ции, при стаже работы в кабельной промышленности
не менее 10 лет и добившиеся высоких результатов:
– во внедрении новейших технологий и научных
разработок на предприятии и в промышленности в
целом;
– в обеспечении стабильного развития организации
(предприятия) и его структурных подразделений;
– в своей сфере деятельности, а также в укреплении
международного сотрудничества предприятий ка-
бельной промышленности.
Нагрудным Знаком «Заслуженный ра-
ботник кабельной промышленности»
награждаются рабочие, специалисты,
служащие и руководители организа-
ций, входящих в состав Ассоциации,
за значительный вклад в организацию,
развитие и повышение эффективно-
сти кабельного производства, создание конкуренто-
способной продукции, внедрение новых технологий
и техники, а также за эффективную научную деятель-
ность при стаже работы в кабельной промышленности
не менее 15 лет.
Как правило, Почетная грамота и Нагрудный знак
вручаются при проведении Дня работника кабельной
промышленности, а также отраслевых (профессио-
нальных) праздников и к юбилейным датам предпри-
ятий или их сотрудников.
25 октября 2008 г. проводится корпоративный празд-
ник «
День работника кабельной промышленности
».
1. Торговый Дом ВНИИКП
Николаев В.И.
Почетной
грамотой
2. ЗАО «ЮЖКАБЕЛЬ»
ЗАО «ЮЖКАБЕЛЬ»
Вакуленко В.К., помощник генерального директора
Нагрудным
знаком
Карпушенко В.П., главный инженер
Ганьшина Л.В., заместитель начальника лаборатории
Стрелец С.А., опрессовщик
Антонец Ю.А., заместитель технического директора
Почетной
грамотой
Черкашина Н.Г., директор по экономике и финансам
Вьюнов А.С., волочильщик проволоки
Саблин В.Д., опрессовщик кабелей и проводов
Марчанская В.А., изолировщица проводов
3. КАМСКИЙ КАБЕЛЬ
Бортникова Г.П., конструктор службы главного технолога
Почетной
грамотой
Гордеева Н.Д., резчик материалов кааб. производства
Гашев А.Н., резчик материалов кааб. производства
Кулычева А.В., машинист крана
Малинов Ю.В., опрессовщик кабелей и проводов
Макаров В.Д., наладчик технологического оборудования
Шишигин А.Н., наладчик технологического оборудования
Шарафеев Р.Г.Э, технолог волочильно-крутильного цеха
Онучина В. М., заместитель начальника службы тех. контроля
М., заместитель начальника службы тех. контроля
Синаева Л.В., лаборант испытательного центра
4. ОАО «ЧУВАШКАБЕЛЬ»
Степанов А.В., зам. технического директора
Нагрудным
знаком
Демидов В.Г., зам. ген. директора по производству
Васильева К.И., волочильщица проволоки
Почетной
грамотой
Филиппов С.Л., опрессовщик кабелей и проводов
Антонова Г.Н., испытатель кабелей и проводов
Герасимов Н. В., опрессовщик кабелей и проводов
5. ОАО «ПСКОВКАБЕЛЬ»
Лукашов Б.М., заместитель генерального директора
Нагрудным
знаком
Михайлов И.А., эмалировщик проволоки 4 разряда
Почетной
грамотой
Морозов П.В., электромонтер
Достанко Н.А., главный технолог
6. ОАО «ЭЛЕКТРОКАБЕЛЬ» Кольчугинский завод
Глазунова Т.И., директор по качеству, начальник отдела
технического контроля
Нагрудным
знаком
Астахов И.А., опрессовщик кабелей и проводов
Почетной
грамотой
Соломина Г. М., инженер-технолог 1 категории
М., инженер-технолог 1 категории
7. ОАО «САРАНСККАБЕЛЬ»
Ушаков В.А., директор по производству
Нагрудным
знаком
Шведков Н.Н., монтер
Авдюшкин М.И., опрессовщик кабелей и проводов
Почетной
грамотой
Пьянзина Н.П., скрутчица
Курочкин Ю.И., слесарь-инструментальщик
Перфильев Н.А., мастер
8. ОАО «ДОНБАССКАБЕЛЬ»
Марченко В.И., начальник цеха
Нагрудным
знаком
Королев Б.М., слесарь механосборочных работ
Почетной
грамотой
Фомичев А.А., опрессовщик кабелей и проводов
СПИСОК
награжденных специалистов предприятий Ассоциации
За большой вклад в развитие кабельной промышленности
Page 2
КАБЕЛЬ−news / № 8 / август 2009
37
Актуально
9. ЗАО завод «АГРОКАБЕЛЬ»
Михайлова Т.Н., главный бухгалтер отдела капитально-
го строительства
Нагрудным
знаком
Иванов Ю.С., начальник отдела капитального строи-
тельства
Почетной
грамотой
Петрова Е. М., начальник отдела кадров
М., начальник отдела кадров
10. ЗАО «МОЛДАВКАБЕЛЬ»
Хасанова М.П., скрутчица изделий кабельного произ-
водства
Нагрудным
знаком
Безъязычный В.И, мастер
Почетной
грамотой
Караваева Л.П., кладовщица цеха
11. ОАО «СЕВКАБЕЛЬ»
Бакулин М.С., опрессовщик кабеля свинцом
Нагрудным
знаком
Белова Л.И., изолировщица жил кабеля
Рудаков А.А., ведущий инженер
Дудкин М.М., начальник энергосилового участка
Почетной
грамотой
Мысина В.К., бригадир алмазного отделения
Сапунцев С.В., скрутчик, изолировщик жил и кабеля
Хайрутдинов И.Г., опрессовщик кабелей и проводов
12. «Завод «МИКРОПРОВОД»
Брыксина О.М., директор по производству
Нагрудным
знаком
Потапова Т.В., оператор котельной
Почетной
грамотой
Ильина Е.В., старший мастер эмальпроизводства
13. ЗАО «ЦВЕТЛИТ»
1. Разин А.А., 1 заместитель генерального директора
Нагрудным
знаком
1. Бельдяев В.С., волочильщик проволоки 3 разряда
Бельдяев В.С., волочильщик проволоки 3 разряда
Почетной
грамотой
14. ОАО «БЕЛЭЛЕКТРОКАБЕЛЬ»
Расстрыгин А.П., инженер-электрик
Нагрудным
знаком
Матвеев В.В., главный технолог
Почетной
грамотой
15. ООО «СЕВГЕОКАБЕЛЬ»
Гергер Л.В., начальник производства
Нагрудным
знаком
Козыряцкий А.А., бронировщик 5 разряда
Почетной
грамотой
16. ООО «ДЕДАЛ-ПРОВОД»
Кононов А.А., управляющий директор
Нагрудным
знаком
Леонова В.В., начальник цеха № 1
Почетной
грамотой
Хромова Н.А., заместитель главного бухгалтера
17. ЗАО «Завод «ЭНЕРГОКАБЕЛЬ»
Кузьмин В.В., директор по качеству
Нагрудным
знаком
Болотов А.В., главный специалист
Орешин Л.С., первого гендиректора завода
Почетной
грамотой
18. ОАО завод «АВТОПРОВОД»
Симанович А.И., директор «Щучинского завода «Авто-
провод»
Нагрудным
знаком
Мишкель И. И., волочильщик проволоки
И., волочильщик проволоки
Райко Н.И., главный инженер
Почетной
грамотой
Волчек В.Е., начальник технического отдела
Кравчук А.Н., опрессовщик кабелей и проводов
19. НП Ассоциация «Электрокабель»
Жмаев А.П., генеральный директор
Нагрудным
знаком
20. ОАО «ВНИИКП»
Бывшев В.П., директор по финансам, экономике и
управлению собственностью
Нагрудным
знаком
Овсиенко В.Л., заведующий лабораторией
Гнездилова Р.Б., научный сотрудник
Почетной
грамотой
Меркулова Т.А., старший научный сотрудник
21. ОАО «ИРКУТСККАБЕЛЬ»
Налетова Л.Е., начальник бюро
Нагрудным
знаком
Темеров В.А., советник тех. директора по технологии
Хандархаев А.В., скрутчик кабельных изделий 4 раз-
ряда
Бузикова Л.А., инженер-технолог 1 категории
Почетной
грамотой
Солдатенко М.В., резчик материалов кабельного про-
изводства
Соболев В. И., слесарь-ремонтник 4 разряда
И., слесарь-ремонтник 4 разряда
Трутнева Н.Г., инженер по качеству
22. ЗАО «Управляющая компания «УНКОМТЕХ»
Добрецкий С.И., директор Иркутского филиала
УК «УНКОМТЕХ», исполнительный директор
ОАО «Иркутсккабель»
Нагрудным
знаком
23. ОАО «ОДЕССКАБЕЛЬ»
Вишневский П.П., главный механик
Нагрудным
знаком
Кузьменков В.Н., начальк цеха по производству
волоконн-оптического кабеля
Вишневская Л.И., начальник лаборатории
Почетной
грамотой
Коневщинский Б.А., заместитель начальника отдела
сбыта
Порошин Г.Ю., начальник участка
24. «Фонд поддержки кабельной промышленности»
Повеличенко А.П., исполнительный директор Фонда
Нагрудным
знаком
25. ОАО «Рыбинсккабель»
Старцев Д.В., генеральный директор завода
Нагрудным
знаком
Папок С.Н., директор по эксплуатации оборудования
Синица Л.Г., начальник технологического отдела
Кочешкова М. А., заместитель директора по экономике
А., заместитель директора по экономике
и финансам
Почетной
грамотой
Патрушев А.И., коммерческий директор
Кондратьева О.В., контрольный мастер
Библикова Т.К., заместитель главного бухгалтера
Румянцев Б. М., волочильщик проволоки
Виноградов А.А., опрессовщик кабелей и проводов
Клянчина Г.И., начальник технологического бюро
Читать онлайн
Правление Ассоциации учредило в качестве наград Ассоциации «Электрокабель» за достижения в профессиональной деятельности и большой вклад в развитие кабельной промышленности Почетную грамоту Ассоциации и Нагрудный знак «Заслуженный работник кабельной промышленности».
События / Выставки / Конференции
«ЭЛЕКТРОЭНЕРГИЯ. Передача и распределение» № 4(73), июль-август 2022
События / Выставки / Конференции
Обзор докладов
«ЭЛЕКТРОЭНЕРГИЯ.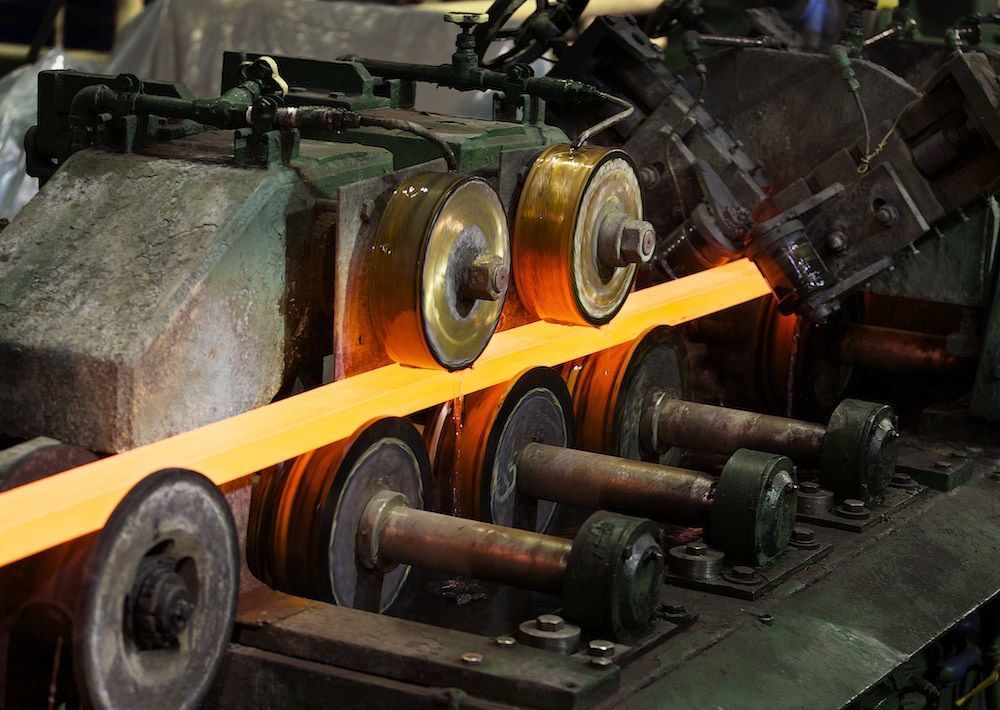 Передача и распределение» № 2(71), март-апрель 2022
Передача и распределение» № 2(71), март-апрель 2022
Воздушные линии
Диагностика и мониторинг
События / Выставки / Конференции
«ЭЛЕКТРОЭНЕРГИЯ. Передача и распределение» № 2(71), март-апрель 2022
Воздушные линии
События / Выставки / Конференции
Жулев А. Н.
Н.
«ЭЛЕКТРОЭНЕРГИЯ. Передача и распределение» № 2(71), март-апрель 2022
Кабельные линии
События / Выставки / Конференции
АО «ОЭК»
Все статьи категории
характеристика, область применения, способы проведения работ и процессы обработки
Особенности процедуры
Процесс волочения несложный. В качестве исходного сырья используют катаную, литую или прессованную заготовки. Работы выполняют на специальном оборудовании – волочильных станках. Форма, диаметр и сечение готового длинномерного изделия зависят от параметров фильеры. По сравнению с прокаткой металла, технологическая операция имеет много преимуществ:
В качестве исходного сырья используют катаную, литую или прессованную заготовки. Работы выполняют на специальном оборудовании – волочильных станках. Форма, диаметр и сечение готового длинномерного изделия зависят от параметров фильеры. По сравнению с прокаткой металла, технологическая операция имеет много преимуществ:
- Высокая производительность за счет автоматизации процессов станков.
- Волочение проволоки направлено на получение геометрически правильной продукции, с ровной и чистой поверхностью. Это позволяет снизить объем последующей обработки.
- Изделия обладают улучшенными механическими характеристиками.
- Возможность производить разные виды металлического шнура, в том числе порошковой проволоки, а также калиброванные прутки, тонкостенные трубы диаметром до 5 мм.
- Диаметр изделий варьируется от 1 до 10 микрон.
- Низкие затраты на волочильные станки.
Схема процесса волочения
Устройство рабочих станков
Основным рабочим элементом является приспособление, которое присутствует в любом аппарате для волочения проволоки — фильер. Этот механизм всегда создается из очень прочного металлокерамического сплава. Отличительная черта данного металла заключается в том, что он очень прочный, обладает повышенной твердостью, низкой вязкостью, а также высокой устойчивостью к истиранию. В редких случаях для производства фильера используется технический алмаз. Это дает существенное преимущество при обработке более сложных металлов.
Этот механизм всегда создается из очень прочного металлокерамического сплава. Отличительная черта данного металла заключается в том, что он очень прочный, обладает повышенной твердостью, низкой вязкостью, а также высокой устойчивостью к истиранию. В редких случаях для производства фильера используется технический алмаз. Это дает существенное преимущество при обработке более сложных металлов.
Размещаются эти детали в достаточно прочных и вязких стальных обоймах. Сама по себе обойма не способна оказать сильное влияние на фильеру, но при этом ее наличие существенно снижает растягивающее напряжение, которое неизбежно возникает во время работы. На современных предприятиях довольно часто используется сборный волок, который отличается тем, что потребляет меньше энергии, а его коэффициент полезного действия (КПД) выше примерно на 30 %.
Этапы волочения
Технология производства проволоки разделена на пять этапов.
Этап №1
Процедура травления с целью удаления поверхностного слоя материала – окалины, которая мешает волочению:
Травление металла в непрерывном травильном агрегате
- Подготовка поверхности: обезжиривание, шлифование, полировка, вырезание бракованных участков.

- В окалине присутствуют сложные соединения других элементов, поэтому исходное сырье подвергают химической или механической обработке.
- Выбор метода травления зависит от природы металла. Удаление окалины производят фосфорной, соляной, азотной, плавиковой или серной кислотой, нагретой до 50 0C.
- Обрабатываемую поверхность очищают от продуктов травления. Это промывка заготовок с помощью специального растворителя или воды.
- После процедуры металл должен приобрести матовый оттенок.
- Сушка проволоки в течение часа при температуре 75–100 0C. Для этого используют специальные станки с сушильными камерами.
Этап №2
К термической относят процессы
Термическая обработка проводится для того, чтобы заготовку сделать полумягкой, с мелкозернистой структурой, свободной от внутренних напряжений. Металл нагревают до определенной температуры, некоторое время выдерживают в таких условиях, охлаждают.
Отжиг изменяет свойства материала и облегчает процесс волочения проволоки. Скорость нагрева зависит от теплопроводности металла. Быстрота охлаждения определяется твердостью, которую нужно достичь после отжига. Стальные проволоки охлаждаются медленнее, чем углеродистые соединения.
Скорость нагрева зависит от теплопроводности металла. Быстрота охлаждения определяется твердостью, которую нужно достичь после отжига. Стальные проволоки охлаждаются медленнее, чем углеродистые соединения.
Этап №3
При помощи специального молота или ковочных валок концы заготовки сплющивают и выравнивают. Процедура позволяет закреплять металл на барабане станка и пропускать сквозь фильеру.
Фильера для волочения проволоки
Этап №4
Волочение проволоки: протравленное обработанное сырье протягивают на станке с максимальной скоростью через плавно сужающийся канал. По числу одновременно протягиваемых прутов процесс бывает:
- Однониточный.
- Многониточный.
По типу конечного продукта:
- Длинномерные изделия в виде мотков или катушек.
- Калиброванные прутки.
По количеству переходов волочение проволоки имеет две разновидности:
- Однократное – при котором протягивание осуществляется через одну волоку.
 Процесс подходит для толстой, плохо деформируемой проволоки.
Процесс подходит для толстой, плохо деформируемой проволоки. - Многократное, когда материал подвергается сжатию последовательно на нескольких волоках.
Станок для волочения формирует профиль и размеры готовой продукции.
Этап №5
Завершающий этап предполагает выполнение отжига. Это делается с целью устранить вредное напряжение после волочения. Изделие становится мягким, устойчивым к разрывам, податливым к загибам, удлинению и скручиванию. После термической обработки проводят дополнительные отделочные операции, среди которых:
- Цинкование проволоки.
- Консервационная смазка.
- Разрезание на части.
- Маркировка.
Вид готовой проволоки после всех процессов обработки
Химическая и электрохимическая обработка
Что касается химического способа очистки от окалины, то он является более сложным, а также трудоемким. Для этого чаще всего используют либо соляную, либо серную кислоту. Кроме того, чтобы выполнять такую операцию, волочильщик должен обладать необходимой квалификацией, чтобы работать с химическими веществами.
Однако здесь важно отметить, что данный метод является незаменимым, если необходимо подготовить к волочению высоколегированную или же нержавеющую сталь. Кроме того, после того, как химическая очистка будет завершена, поверхность металла необходимо промыть водой.
Последний метод, электрохимический, заключается в том, что проводят травление металла в электролитическом растворе. Эта жидкость может быть либо анодной, либо катодной, исходя из того, какие стоят условия, а также беря во внимание особенности материала.
Оборудование для выполнения волочения проволоки
Волочение проволоки происходит на станке, оборудованном специальным инструментом – волоком с отверстием, которое называется «глазком». Отверстие имеет постепенно уменьшающееся сечение, через которое протягивают заготовку.
Конструкция оборудования зависит от особенностей тянущего механизма:
- Станок для волочения, в котором металл наматывают на барабан и снимают в виде мотка или катушки.
 Барабанные машины бывают однократными и многократными.
Барабанные машины бывают однократными и многократными. - Агрегат, обеспечивающий прямолинейное движение заготовки. Устройства этой группы разделяются на цепные, реечные и винтовые.
Основной рабочий инструмент станка для производства проволоки – волока. Он состоит из двух элементов: непосредственно волоки и обоймы. Такая конструкция обусловлена условиями эксплуатации и материалом, из которого сделана фильера. Ее изготавливают из качественных твердых сплавов, которые устойчивы к истиранию, расколу и механическому воздействию. Инструмент станка условно разделен на четыре рабочие зоны:
- входная;
- смазочная;
- деформирующая;
- калибрующая.
Волоки для волочения проволоки
Волоки бывают монолитными и составными из нескольких сопряженных частей. Сборная конструкция экономичнее монолитного механизма по расходу электроэнергии.
Во время волочения проволоку укладывают в стальную обойму, которая служит изделию защитой от излишнего сжимания.
На многих больших предприятиях калибровочные цеха оснащены разноплановыми станками под всевозможные виды продукции.
Виды современных агрегатов
В настоящее время на заводах по обработке металла используется два типа оборудования. Отличаются они друг от друга типом тянущего механизма.
- В первом случае технология волочения проволоки заключается в том, что изделие наматывается на барабан, тем самым создавая тяговое усилие.
- Второй случай — это применение устройства, которое тянет заготовку по прямой линии.
Если говорить о применении, то второй тип агрегатов чаще всего используется в том случае, если необходимо протянуть трубную заготовку, которая не требует последующего сворачивания в бухту.
Основная масса проволоки и труб малого сечения производится именно на барабанных устройствах. Эти механизмы могут быть либо однократными, либо многократными. Естественно, что наиболее простая конструкция именно у однократного оборудования. Технологический процесс производства в таком случае предполагает протягивание проволоки в один проход. Если используется многократный станок, то процедура может повторяться два или три раза подряд.
Если используется многократный станок, то процедура может повторяться два или три раза подряд.
Удаление окалины
Волочение проволоки будет успешным при условии качественной обработки поверхности заготовки. Удалить окалину с поверхности можно тремя способами.
Электрохимический
Или электролитический метод позволяет увеличить скорость снятия ржавчины и окалины с поверхности металла под воздействием электрического тока и раствора кислоты. Процессы электрохимической обработки включают в себя два варианта.
Очистка деталей от ржавчины электрохимическим способом
Анодный – основан на растворении металла в контакте с положительным плюсом источника тока. Выделяющийся кислород способствует механическому отрыванию оксидов. Применяется для легированной и углеродистой стали с целью удаления тонких пленок.
Катодный – оксиды железа восстанавливаются под воздействием атомов активно образующегося водорода. Это опасный способ по сравнению с предыдущим, так как отрыв окалины плохо контролируется, и изделие обретает травильную хрупкость.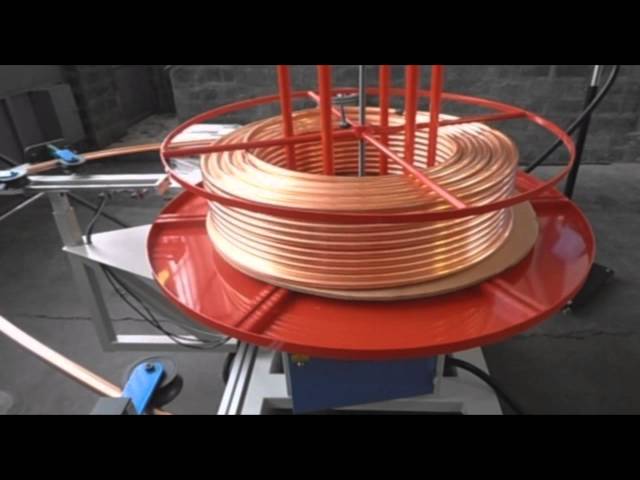
Химический способ
Незаменим, когда в качестве сырья используется кислостойкая сталь. Остатки флюсов и окислов удаляют с помощью раствора хлористых солей, щелочи или кислоты. Любое химическое вещество требует специальных знаний и осторожного обращения.
Традиционное кислотное травление предполагает последовательную обработку металла в двух ваннах – сернокислотной и азотнокислотной при определенной температуре.
Есть много вариантов этого способа. Выбор раствора и условия обработки зависят от состава и структуры окисной пленки.
Механический
Подразумевает шлифовку, галтовку, полировку и крацевание. В основе метода лежат такие процессы:
- деформация изгибом;
- скручивание, растяжение;
- прямое воздействие на поверхность изделия специальных реагентов или абразивных материалов;
- использование инструментов: щетки, иглорезы, микрорезцовые приборы.
Оборудование для механического удаления окалины на проволоке
Комбинированный
Способ основан на применении химического и электрохимического методов.
Механические и комбинированные методы очистки
Станы с прямолинейным движением прутка
Станы с прямолинейным движением прутка при волочении строят чаще всего цепными. Основными элементами такого стана (рис. 2) являются станина 3, бесконечная цепь 2, тележка с захватом 4, стойка для крепления волоки 5, двигатель и передающие движение механизмы 1. В цепных станах современной конструкции имеются устройства для автоматического возвращения тележки с захватом, приспособления для надевания труб и сбрасывания их после волочения с оправки, автоматического захвата прутков и пр Многониточные волочильные станы тянут одновременно до 10 заготовок.
Длина протягиваемого на цепных станах изделия ограничивается размерами станины и чаще всего не превышает 15 м. Однако имеются станы, на которых протягивают прутки и трубы длиной до 50 м.
Рис. 2. Общий вид цепного многопруткового волочильного стана
Цепные станы строят с усилием волочения от 5 до 1500 кН. Скорость волочения на них при обработке относительно коротких прутков (порядка 5. . . 8 м) составляет 0,03. . . 0,5 м/с. При волочении длинных прутков скорость волочения достигает 1,5. . . 3,3 м/с. В последнем.случае.предусматривается.автоматическая.регулировка. скорости, так как включение тянущей тележки на больших скоростях увеличивает вероятность обрыва переднего заостренного конца заготовки в начальный момент волочения.
Скорость волочения на них при обработке относительно коротких прутков (порядка 5. . . 8 м) составляет 0,03. . . 0,5 м/с. При волочении длинных прутков скорость волочения достигает 1,5. . . 3,3 м/с. В последнем.случае.предусматривается.автоматическая.регулировка. скорости, так как включение тянущей тележки на больших скоростях увеличивает вероятность обрыва переднего заостренного конца заготовки в начальный момент волочения.
Системы управления современных волочильных станов построены на использовании программируемых контроллеров с автоматической системой диагностики.
Особенности при волочении медной проволоки
Изделия, полученные путем волочения на станках, находят широкое применение в электронной и электрической областях. Как правило, используют проволоку толщиной от 20 мм до 10 мкм.
Изготавливать проволоку из меди следует на основе литых заготовок соответствующего профиля. Их подвергают плавлению, затем в горячем виде прокатывают. Поскольку процедура способствует появлению тонкой оксидной пленки, перед волочением проволоку обрабатывают водным раствором серной кислоты при температуре 45–50 0C.
Основной технологический процесс такой же, как и в производстве продукции из других металлов:
- Медную заготовку охлаждают воздухом, водой или специальным раствором.
- Поверхность смазывают мыльно-масляной эмульсией.
- Волочение проволоки проводят на 22-х и 18-кратных станках с применением прочной алмазной волоки.
- В процессе вытягивания заготовки используют волоки, отверстия которых четко соответствуют диаметру изделий.
- Рабочий инструмент может иметь одну или несколько матриц.
- Изделия диаметром до 0,05 мм оставляют без промежуточного отжига. К ним применяется технология погружного формования.
- Для максимально тонкого материала важно правильно подобрать смазочный состав. Это могут быть комплексные химические растворы, эмульсии или синтетические вещества.
- При необходимости медь подвергают термической обработке безокислительного типа в специальных электропечах, лишенных доступа воздуха.
- Кроме стандартного оборудования, для медных заготовок могут использоваться станки с роликами вместо отверстий для прохождения катанки.

- Благодаря такой технологии, готовые изделия имеют гладкую блестящую поверхность и соответствующий диаметр.
Многие промышленные предприятия эксплуатируют станки с совмещением операций волочения и отжига. Данный метод позволяет не только изготавливать проволоку из меди, но и производить медные трубы.
Варианты обработки
В настоящее время существует большое количество разнообразных вариантов для обработки заготовки.
- Бухтовый тип обработки. Это вариант работы с трубами из заготовок, которые собраны в бухты. Также сюда входят те трубы, которые прошли процесс волочения, после которого они были собраны в бухты.
- Мокрый тип обработки предполагает, что волок во время работы будет погружен в жидкую смазку.
- Наиболее часто используемый применение волока на закрепленных оправках.
- Есть способ обработки, в котором допускается использование труб, не имеющих круглой (фасонной) формы.
- Электропластический метод используется в том случае, если есть необходимость работы с протягиванием металла, который достаточно трудно поддается деформации.

- Еще один из методов обработки — стержневой. В заготовку вводится стержень для того, чтобы протягивать его вместе с трубой. После прохождения волока вставленный стержень необходимо достать обратно.
что это, сущность процесса, оборудование
Холодное или горячее волочение металла является разновидностью обработки металла давлением. Такими способами получают продаваемый в торговой сети сортамент проволоки круглого и фасонного сечения, прутки, трубы и другую продукцию из черных, цветных металлов и сплавов. Для этого используют волочильное оборудование, которое по кинематическому принципу позволяет получать продукцию необходимого диаметра способами одно- и многократного волочения. Арматура витого типа, проволока, металлические канаты, сетки и крепеж получаются из продукции, выполненной волочением, где задействованы волочильная машина или станок. Продукция, полученная методом волочения, используется в разных отраслях промышленности, сельского хозяйства и домашними умельцами.
Особенности процедуры
Процесс волочения несложный. В качестве исходного сырья используют катаную, литую или прессованную заготовки. Работы выполняют на специальном оборудовании – волочильных станках. Форма, диаметр и сечение готового длинномерного изделия зависят от параметров фильеры. По сравнению с прокаткой металла, технологическая операция имеет много преимуществ:
- Высокая производительность за счет автоматизации процессов станков.
- Волочение проволоки направлено на получение геометрически правильной продукции, с ровной и чистой поверхностью. Это позволяет снизить объем последующей обработки.
- Изделия обладают улучшенными механическими характеристиками.
- Возможность производить разные виды металлического шнура, в том числе порошковой проволоки, а также калиброванные прутки, тонкостенные трубы диаметром до 5 мм.
- Диаметр изделий варьируется от 1 до 10 микрон.
- Низкие затраты на волочильные станки.
Схема процесса волочения
Виды современных агрегатов
В настоящее время на заводах по обработке металла используется два типа оборудования. Отличаются они друг от друга типом тянущего механизма.
Отличаются они друг от друга типом тянущего механизма.
- В первом случае технология волочения проволоки заключается в том, что изделие наматывается на барабан, тем самым создавая тяговое усилие.
- Второй случай — это применение устройства, которое тянет заготовку по прямой линии.
Если говорить о применении, то второй тип агрегатов чаще всего используется в том случае, если необходимо протянуть трубную заготовку, которая не требует последующего сворачивания в бухту.
Основная масса проволоки и труб малого сечения производится именно на барабанных устройствах. Эти механизмы могут быть либо однократными, либо многократными. Естественно, что наиболее простая конструкция именно у однократного оборудования. Технологический процесс производства в таком случае предполагает протягивание проволоки в один проход. Если используется многократный станок, то процедура может повторяться два или три раза подряд.
Этапы волочения
Технология производства проволоки разделена на пять этапов.
Этап №1
Процедура травления с целью удаления поверхностного слоя материала – окалины, которая мешает волочению:
Травление металла в непрерывном травильном агрегате
- Подготовка поверхности: обезжиривание, шлифование, полировка, вырезание бракованных участков.
- В окалине присутствуют сложные соединения других элементов, поэтому исходное сырье подвергают химической или механической обработке.
- Выбор метода травления зависит от природы металла. Удаление окалины производят фосфорной, соляной, азотной, плавиковой или серной кислотой, нагретой до 50 0C.
- Обрабатываемую поверхность очищают от продуктов травления. Это промывка заготовок с помощью специального растворителя или воды.
- После процедуры металл должен приобрести матовый оттенок.
- Сушка проволоки в течение часа при температуре 75–100 0C. Для этого используют специальные станки с сушильными камерами.
Этап №2
К термической относят процессы
Термическая обработка проводится для того, чтобы заготовку сделать полумягкой, с мелкозернистой структурой, свободной от внутренних напряжений. Металл нагревают до определенной температуры, некоторое время выдерживают в таких условиях, охлаждают.
Металл нагревают до определенной температуры, некоторое время выдерживают в таких условиях, охлаждают.
Отжиг изменяет свойства материала и облегчает процесс волочения проволоки. Скорость нагрева зависит от теплопроводности металла. Быстрота охлаждения определяется твердостью, которую нужно достичь после отжига. Стальные проволоки охлаждаются медленнее, чем углеродистые соединения.
Этап №3
При помощи специального молота или ковочных валок концы заготовки сплющивают и выравнивают. Процедура позволяет закреплять металл на барабане станка и пропускать сквозь фильеру.
Фильера для волочения проволоки
Этап №4
Волочение проволоки: протравленное обработанное сырье протягивают на станке с максимальной скоростью через плавно сужающийся канал. По числу одновременно протягиваемых прутов процесс бывает:
- Однониточный.
- Многониточный.
По типу конечного продукта:
- Длинномерные изделия в виде мотков или катушек.
- Калиброванные прутки.

По количеству переходов волочение проволоки имеет две разновидности:
- Однократное – при котором протягивание осуществляется через одну волоку. Процесс подходит для толстой, плохо деформируемой проволоки.
- Многократное, когда материал подвергается сжатию последовательно на нескольких волоках.
Станок для волочения формирует профиль и размеры готовой продукции.
Этап №5
Завершающий этап предполагает выполнение отжига. Это делается с целью устранить вредное напряжение после волочения. Изделие становится мягким, устойчивым к разрывам, податливым к загибам, удлинению и скручиванию. После термической обработки проводят дополнительные отделочные операции, среди которых:
- Цинкование проволоки.
- Консервационная смазка.
- Разрезание на части.
- Маркировка.
Вид готовой проволоки после всех процессов обработки
Подготовка металлических заготовок
Волочильщик проволоки, используя специализированное оборудование, только в том случае сможет добиться качественного конечного результата, если поверхность заготовки будет соответствующим образом подготовлена. Такая подготовка заключается в удалении окалины, для чего могут быть использованы следующие методы:
Такая подготовка заключается в удалении окалины, для чего могут быть использованы следующие методы:
- механический;
- химический;
- электрохимический.
Более простым и экономически выгодным является механический способ очистки от окалины, который используют для заготовок из углеродистых сталей. При выполнении такой очистки заготовку просто гнут в разные стороны, а затем обрабатывают ее поверхность при помощи металлических щеток.
Технология работы окалиноснимателя
Более сложной и затратной является химическая очистка от окалины, для выполнения которой используют растворы соляной или серной кислоты. Специалист, выполняющий такую сложную и достаточно опасную операцию, должен быть хорошо подготовлен и строго соблюдать все правила безопасности работы с агрессивными растворами. Без химического способа очистки не обойтись, если проволоку необходимо сделать из заготовок, выполненных из нержавеющих и других типов высоколегированных сталей. Следует иметь в виду, что сразу после выполнения химической очистки поверхность заготовки следует тщательно промыть горячей, а затем холодной водой.
Электрохимический способ очистки от окалины основан на методе травления в электролитическом растворе. В зависимости от особенностей выполнения такой метод может быть анодным и катодным.
Оборудование для выполнения волочения проволоки
Волочение проволоки происходит на станке, оборудованном специальным инструментом – волоком с отверстием, которое называется «глазком». Отверстие имеет постепенно уменьшающееся сечение, через которое протягивают заготовку.
Конструкция оборудования зависит от особенностей тянущего механизма:
- Станок для волочения, в котором металл наматывают на барабан и снимают в виде мотка или катушки. Барабанные машины бывают однократными и многократными.
- Агрегат, обеспечивающий прямолинейное движение заготовки. Устройства этой группы разделяются на цепные, реечные и винтовые.
Основной рабочий инструмент станка для производства проволоки – волока. Он состоит из двух элементов: непосредственно волоки и обоймы.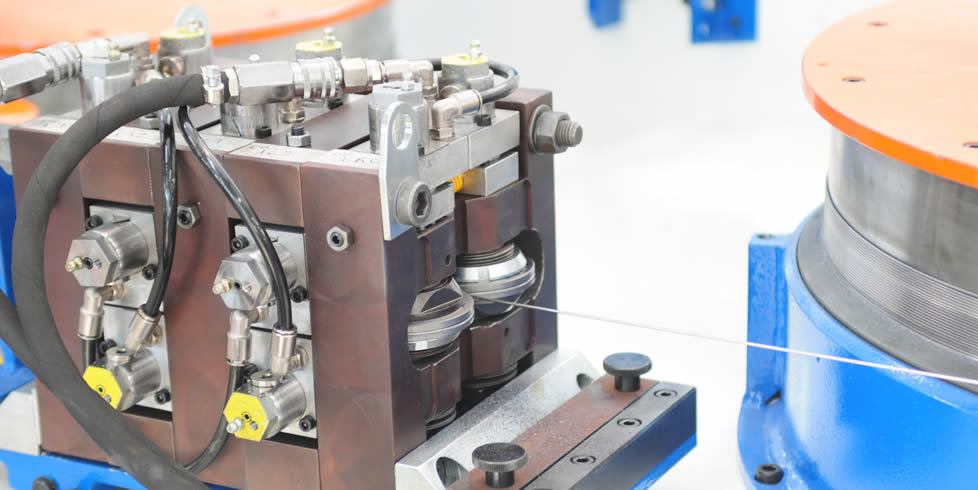 Такая конструкция обусловлена условиями эксплуатации и материалом, из которого сделана фильера. Ее изготавливают из качественных твердых сплавов, которые устойчивы к истиранию, расколу и механическому воздействию. Инструмент станка условно разделен на четыре рабочие зоны:
Такая конструкция обусловлена условиями эксплуатации и материалом, из которого сделана фильера. Ее изготавливают из качественных твердых сплавов, которые устойчивы к истиранию, расколу и механическому воздействию. Инструмент станка условно разделен на четыре рабочие зоны:
- входная;
- смазочная;
- деформирующая;
- калибрующая.
Волоки для волочения проволоки
Волоки бывают монолитными и составными из нескольких сопряженных частей. Сборная конструкция экономичнее монолитного механизма по расходу электроэнергии.
Во время волочения проволоку укладывают в стальную обойму, которая служит изделию защитой от излишнего сжимания.
На многих больших предприятиях калибровочные цеха оснащены разноплановыми станками под всевозможные виды продукции.
Станы с прямолинейным движением прутка
Станы с прямолинейным движением прутка при волочении строят чаще всего цепными. Основными элементами такого стана (рис. 2) являются станина 3, бесконечная цепь 2, тележка с захватом 4, стойка для крепления волоки 5, двигатель и передающие движение механизмы 1. В цепных станах современной конструкции имеются устройства для автоматического возвращения тележки с захватом, приспособления для надевания труб и сбрасывания их после волочения с оправки, автоматического захвата прутков и пр Многониточные волочильные станы тянут одновременно до 10 заготовок.
В цепных станах современной конструкции имеются устройства для автоматического возвращения тележки с захватом, приспособления для надевания труб и сбрасывания их после волочения с оправки, автоматического захвата прутков и пр Многониточные волочильные станы тянут одновременно до 10 заготовок.
Длина протягиваемого на цепных станах изделия ограничивается размерами станины и чаще всего не превышает 15 м. Однако имеются станы, на которых протягивают прутки и трубы длиной до 50 м.
Рис. 2. Общий вид цепного многопруткового волочильного стана
Цепные станы строят с усилием волочения от 5 до 1500 кН. Скорость волочения на них при обработке относительно коротких прутков (порядка 5. . . 8 м) составляет 0,03. . . 0,5 м/с. При волочении длинных прутков скорость волочения достигает 1,5. . . 3,3 м/с. В последнем.случае.предусматривается.автоматическая.регулировка. скорости, так как включение тянущей тележки на больших скоростях увеличивает вероятность обрыва переднего заостренного конца заготовки в начальный момент волочения.
Системы управления современных волочильных станов построены на использовании программируемых контроллеров с автоматической системой диагностики.
Удаление окалины
Волочение проволоки будет успешным при условии качественной обработки поверхности заготовки. Удалить окалину с поверхности можно тремя способами.
Электрохимический
Или электролитический метод позволяет увеличить скорость снятия ржавчины и окалины с поверхности металла под воздействием электрического тока и раствора кислоты. Процессы электрохимической обработки включают в себя два варианта.
Очистка деталей от ржавчины электрохимическим способом
Анодный – основан на растворении металла в контакте с положительным плюсом источника тока. Выделяющийся кислород способствует механическому отрыванию оксидов. Применяется для легированной и углеродистой стали с целью удаления тонких пленок.
Катодный – оксиды железа восстанавливаются под воздействием атомов активно образующегося водорода. Это опасный способ по сравнению с предыдущим, так как отрыв окалины плохо контролируется, и изделие обретает травильную хрупкость.
Это опасный способ по сравнению с предыдущим, так как отрыв окалины плохо контролируется, и изделие обретает травильную хрупкость.
Химический способ
Незаменим, когда в качестве сырья используется кислостойкая сталь. Остатки флюсов и окислов удаляют с помощью раствора хлористых солей, щелочи или кислоты. Любое химическое вещество требует специальных знаний и осторожного обращения.
Традиционное кислотное травление предполагает последовательную обработку металла в двух ваннах – сернокислотной и азотнокислотной при определенной температуре.
Есть много вариантов этого способа. Выбор раствора и условия обработки зависят от состава и структуры окисной пленки.
Механический
Подразумевает шлифовку, галтовку, полировку и крацевание. В основе метода лежат такие процессы:
- деформация изгибом;
- скручивание, растяжение;
- прямое воздействие на поверхность изделия специальных реагентов или абразивных материалов;
- использование инструментов: щетки, иглорезы, микрорезцовые приборы.

Оборудование для механического удаления окалины на проволоке
Комбинированный
Способ основан на применении химического и электрохимического методов.
Механические и комбинированные методы очистки
Варианты обработки
В настоящее время существует большое количество разнообразных вариантов для обработки заготовки.
- Бухтовый тип обработки. Это вариант работы с трубами из заготовок, которые собраны в бухты. Также сюда входят те трубы, которые прошли процесс волочения, после которого они были собраны в бухты.
- Мокрый тип обработки предполагает, что волок во время работы будет погружен в жидкую смазку.
- Наиболее часто используемый применение волока на закрепленных оправках.
- Есть способ обработки, в котором допускается использование труб, не имеющих круглой (фасонной) формы.
- Электропластический метод используется в том случае, если есть необходимость работы с протягиванием металла, который достаточно трудно поддается деформации.

- Еще один из методов обработки — стержневой. В заготовку вводится стержень для того, чтобы протягивать его вместе с трубой. После прохождения волока вставленный стержень необходимо достать обратно.
Особенности при волочении медной проволоки
Изделия, полученные путем волочения на станках, находят широкое применение в электронной и электрической областях. Как правило, используют проволоку толщиной от 20 мм до 10 мкм.
Изготавливать проволоку из меди следует на основе литых заготовок соответствующего профиля. Их подвергают плавлению, затем в горячем виде прокатывают. Поскольку процедура способствует появлению тонкой оксидной пленки, перед волочением проволоку обрабатывают водным раствором серной кислоты при температуре 45–50 0C.
Основной технологический процесс такой же, как и в производстве продукции из других металлов:
- Медную заготовку охлаждают воздухом, водой или специальным раствором.
- Поверхность смазывают мыльно-масляной эмульсией.

- Волочение проволоки проводят на 22-х и 18-кратных станках с применением прочной алмазной волоки.
- В процессе вытягивания заготовки используют волоки, отверстия которых четко соответствуют диаметру изделий.
- Рабочий инструмент может иметь одну или несколько матриц.
- Изделия диаметром до 0,05 мм оставляют без промежуточного отжига. К ним применяется технология погружного формования.
- Для максимально тонкого материала важно правильно подобрать смазочный состав. Это могут быть комплексные химические растворы, эмульсии или синтетические вещества.
- При необходимости медь подвергают термической обработке безокислительного типа в специальных электропечах, лишенных доступа воздуха.
- Кроме стандартного оборудования, для медных заготовок могут использоваться станки с роликами вместо отверстий для прохождения катанки.
- Благодаря такой технологии, готовые изделия имеют гладкую блестящую поверхность и соответствующий диаметр.
Многие промышленные предприятия эксплуатируют станки с совмещением операций волочения и отжига. Данный метод позволяет не только изготавливать проволоку из меди, но и производить медные трубы.
Данный метод позволяет не только изготавливать проволоку из меди, но и производить медные трубы.
Устройство рабочих станков
Основным рабочим элементом является приспособление, которое присутствует в любом аппарате для волочения проволоки — фильер. Этот механизм всегда создается из очень прочного металлокерамического сплава. Отличительная черта данного металла заключается в том, что он очень прочный, обладает повышенной твердостью, низкой вязкостью, а также высокой устойчивостью к истиранию. В редких случаях для производства фильера используется технический алмаз. Это дает существенное преимущество при обработке более сложных металлов.
Размещаются эти детали в достаточно прочных и вязких стальных обоймах. Сама по себе обойма не способна оказать сильное влияние на фильеру, но при этом ее наличие существенно снижает растягивающее напряжение, которое неизбежно возникает во время работы. На современных предприятиях довольно часто используется сборный волок, который отличается тем, что потребляет меньше энергии, а его коэффициент полезного действия (КПД) выше примерно на 30 %.
На БМЗ начали выпуск уникального изделия и вдвое увеличили производство металлокорда — Жыццё Палесся. Мозырь
Среди предприятий, попавших под европейские санкции, оказался в том числе Белорусский металлургический завод. Однако за годы работы здесь повидали многое. Поэтому вместо лишних тревог и беспокойств по поводу ограничений сразу стали искать альтернативу. В итоге за короткое время удалось не только найти варианты, но и начать производство новой продукции, востребованной на рынке. Корреспонденты «Р» узнали подробности.
Для чего режут кремень
Начнем с новинки — уникального и перспективного продукта для занятия ниши на рынке. Им стала проволока для нарезания кремниевых пластин. Чтобы понять, о чем идет речь, совершим небольшой экскурс в микроэлектронику.
Упомянутые пластины изготавливаются из сверхчистого монокристалла кремния, выращиваемого в лабораториях. Это сложный химический процесс, но результат стоит усилий. Получаемый материал широко используется для производства полупроводниковых приборов. А сфера применения последних в наши дни почти безгранична. Они нужны для создания интегральных микросхем, фотоэлементов солнечных батарей, светодиодных микрочипов и много чего еще.
А сфера применения последних в наши дни почти безгранична. Они нужны для создания интегральных микросхем, фотоэлементов солнечных батарей, светодиодных микрочипов и много чего еще.
Важный этап — нарезка кремниевых пластин. Когда это делают алмазными дисками, не всегда удается получить нужную тонкость. В придачу (а вернее, в убыток) — больший расход дорогостоящего материала. Альтернативный инструмент — проволока, которая режет точнее и снижает отходы.
Краешком тонкой проволоки
Уникальность изделия определяется не только предназначением, но и техническими свойствами. Диаметр проволоки всего 0,12 миллиметра. Это чуть толще человеческого волоса. При этом (по стандартам) намотка в катушках составляет от 150 до 600 километров. То есть проволока должна иметь такую длину без обрывов и обрезов.
24-06-2022 Гомельская область, Жлобинский район, г. Жлобин, ОАО «БМЗ — управляющая компания холдинга «БМК». Волочильщик проволоки Владимир Костючик с проволокой, соизмеримой с толщиной человеческого волоса. Промышленность, производство, работа, предприятие, импортозамещение. Фото Ивана Яривановича
Промышленность, производство, работа, предприятие, импортозамещение. Фото Ивана Яривановича
Из-за высокой чувствительности к внешней среде, особенно влажности, в открытом виде ее долго хранить нельзя. И даже трогать голыми руками. Может начаться коррозия — проволока темнеет и утрачивает качества. Во избежание этого применяются латунное покрытие, вакуумная упаковка, силикагель, датчики влажности. Также необходимо обеспечение климат-контроля как на стадии производства, так и при транспортировке готовой продукции. Для перевозки на большие расстояния могут быть задействованы автомобили-рефрижераторы.
В общем, сложность процесса очевидна и неспециалисту. Однако имеющиеся технологии, оборудование и квалификация персонала позволили решить задачу с рекордной оперативностью.
— Выпуск был налажен на уже имевшемся оборудовании, — рассказывает заместитель генерального директора БМЗ по метизному производству Игорь Чернявский. — Технологии отработали всего за два месяца. И первая же опытная партия успешно прошла испытания. Обычно подобные процессы занимают до полугода.
И первая же опытная партия успешно прошла испытания. Обычно подобные процессы занимают до полугода.
Отдельно отмечу, что импортных компонентов в изделии нет. Все нужное для производства имеется в стране.
24-06-2022 Гомельская область, Жлобинский район, г. Жлобин, ОАО «БМЗ — управляющая компания холдинга «БМК». Навивка проволочных канатов. Промышленность, производство, работа, предприятие, импортозамещение. Фото Ивана Яривановича
В самое время
Анализ рынка, объемов спроса и потребления подтвердил своевременность нового продукта. Особенно на фоне мирового кризиса полупроводников и жесткого дефицита на рынке китайских микрочипов.
В Беларуси кремниевые пластины выпускают несколько предприятий, включая минский «Интеграл». Более широкие перспективы открываются на рынке России. Свою роль также сыграли санкции, повлекшие нарушение логистики и дефицит. До недавних событий российские потребители закупали всю проволоку для резки кремниевых пластин в Европе и Китае. К слову, когда-то в РФ пытались наладить собственное производство. Но к тому моменту на рынок зашел Китай, и конкурировать с ним не удалось. Однако сейчас поставки оттуда затруднены. Везти товар дорого, невыгодно и долго. Сроки выполнения заказа исчисляются несколькими месяцами. В то время как БМЗ готов обеспечить поставку за две недели.
К слову, когда-то в РФ пытались наладить собственное производство. Но к тому моменту на рынок зашел Китай, и конкурировать с ним не удалось. Однако сейчас поставки оттуда затруднены. Везти товар дорого, невыгодно и долго. Сроки выполнения заказа исчисляются несколькими месяцами. В то время как БМЗ готов обеспечить поставку за две недели.
— Производственные мощности позволяют полностью удовлетворить потребности и Беларуси, и Российской Федерации, — говорит Игорь Чернявский. — Несколько российских предприятий уже заказали опытные партии. Рассматриваем также варианты поставок в страны, не ограниченные санкциями. При увеличении спроса, естественно, будем наращивать объемы.
Конкретные цифры на БМЗ не называют, ссылаясь на коммерческую тайну. Однако утверждают, что цена вполне конкурентоспособная. К тому же потребителей из данного сегмента в первую очередь интересуют качество, логистика и сроки поставок. Все это белорусский производитель готов обеспечить. С июля производство достигнет промышленных объемов.
Кстати, новое изделие имеет самую высокую добавленную стоимость среди всех видов выпускаемой на БМЗ продукции.
Нужно больше корда
Еще одно направление, также связанное с эффектом санкций, затрагивает интересы нескольких промышленных гигантов. В их числе крупнейший в мире производитель карьерной техники — Белорусский автомобильный завод. Шины для самосвалов выпускает ОАО «Белшина». А одним из главных компонентов для шин — металлокордом — обеспечивает опять же БМЗ. Хрестоматийный пример производственной кооперации, значимость которой переоценить невозможно. Особенно в последнее время.
— Работаем в тесном взаимодействии с партнерами, обсуждаем оптимальные объемы потребления и поставок, чтобы не закупать лишнее оборудование и рационально использовать имеющиеся в наличии ресурсы, — говорит Игорь Чернявский. — При этом мы знаем потребности не только нашего рынка, но и то, как будет развиваться это направление в России. Сейчас там растет спрос как на готовые самосвалы, так и на шины. И для первичной комплектации, и для обеспечения ремонтов, замены изношенной резины.
И для первичной комплектации, и для обеспечения ремонтов, замены изношенной резины.
24-06-2022 Гомельская область, Жлобинский район, г. Жлобин, ОАО «БМЗ — управляющая компания холдинга «БМК». Старший мастер участка инспекции Оксана Потапенко. Промышленность, производство, работа, предприятие, импортозамещение. Фото Ивана Яривановича
Задачи по наращиванию производства на БМЗ решили в кратчайшие сроки и без дополнительных затрат. Оказалось достаточным принять управленческие и организационные решения. В итоге метизные цеха увеличили объемы производства вдвое. Если полгода назад выпускалось 45 тонн в месяц металлокорда для крупногабаритных шин, то в мае было отгружено 105 тонн. И это не предел.
Намечен к реализации инвестпроект по дальнейшему увеличению объемов производства как для Беларуси, так и для предприятий России. С поставщиками оборудования, которое потребуется для БМЗ, уже проведены переговоры.
Меч санкций — обоюдоострый
Попутно ведется поиск дополнительных рынков. Прежде всего в регионах, которые не подвержены санкционной политике Евросоюза. В стремительно меняющихся реалиях ряд стран предпринимает шаги к созданию новых производств.
Прежде всего в регионах, которые не подвержены санкционной политике Евросоюза. В стремительно меняющихся реалиях ряд стран предпринимает шаги к созданию новых производств.
Тем временем подтверждается аксиома о том, что меч санкций обоюдоострый. С учетом степени глобализации мировой экономики последствия затрагивают всех. Из-за нарушенной логистики в несколько раз подорожала транспортировка.
24-06-2022 Гомельская область, Жлобинский район, г. Жлобин, ОАО «БМЗ — управляющая компания холдинга «БМК». Наладчик Анатолий Гавриненко. Промышленность, производство, работа, предприятие, импортозамещение. Фото Ивана Яривановича
Половину потребностей Европы в проволочной продукции ранее закрывал БМЗ. Сегодня там ощущают дефицит. Поиск новых поставщиков, способных дать такое же качество и объемы, затруднительный. Особенно в условиях снижения цен на металлопродукцию на мировом рынке. Доходит до приостановки производств, а очертания возможного кризиса вырисовываются все четче.
И это повод для всех задуматься о перспективах. Тактика БМЗ — пример того, как можно найти резервы и реализовать потенциал без колоссальных затрат. Повышение квалификации персонала, оптимизация издержек, усиление контроля за техпроцессами — инструменты, доступные всем. Те, кто этого не понял, обречены на поражение. Рынок нового образца с еще более жесткими правилами их не пощадит.
Тактика БМЗ — пример того, как можно найти резервы и реализовать потенциал без колоссальных затрат. Повышение квалификации персонала, оптимизация издержек, усиление контроля за техпроцессами — инструменты, доступные всем. Те, кто этого не понял, обречены на поражение. Рынок нового образца с еще более жесткими правилами их не пощадит.
Инструкции по сборке | Elfa
Инструкции по сборке | Эльфа
Интерьер
Защелкивающаяся система
Сборка: Elfa Click-in System Top Hang Classic
Сборка: Верхняя направляющая
Сборка: Верхняя крышка гусеницы
Сборка: подвесной стандарт
Сборка: Стандартный адаптер для удлинителя
Сборка: Кронштейн защелкивается
Сборка: защелкивающаяся крышка кронштейна
Сборка: Кронштейн для крюка
Сборка: Решетка
Сборка: Корзина для проволочной полки
Сборка: Меламиновая полка с защелкой
Сборка: Разделитель проволочной корзины
Сборка: Держатель шкафа
Сборка: Заглушки для стержней
Сборка: Гардеробная штанга
Сборка: скользящая стойка для галстука и ремня
Сборка: Расширяемый шток
Сборка: Полка угловая металлическая
Сборка: полка/лоток
Сборка: Выдвижной ящик
Сборка: Выдвижной сетчатый ящик
Сборка: Скользящая сетка полки для обуви
Сборка: Сетчатый разделитель ящика
Сборка: выдвижная вешалка для брюк
Сборка: выдвижная полка для обуви
Сборка: Снимите скользящую раму с кронштейна
.
Сборка: Подставка для хранения
Сборка: крючки для досок
Сборка: Корзина для хранения на дверце
Монтаж: Отдельностоящий
Декоративный дизайн
Он создан на основе оригинальной защелкивающейся системы Elfa с модулями, которые можно настраивать и адаптировать к вашим потребностям в пространстве и хранении.
Вы найдете наши видеоинструкции по сборке, перечисленные ниже.
Расширяемый стержень Décor
Сборка: Проволочная полка с декоративной панелью
Сборка: Металлическая угловая полка с декоративной накладкой
Сборка: декоративная полка
Сборка: Скользящая сетка полки для обуви с декоративной накладкой
Сборка: декоративное зеркало
Сборка: Ящик с декоративной передней панелью и ручкой
Сборка: Ящик с выдвижной рамой Décor
Сборка: выдвижная вешалка для брюк Décor
Сборка: Снимите скользящую раму с кронштейна
.
Сборка: декоративная стойка с крючками
Система стеллажей традиционная
Сборка: Настенная лента
Сборка: полка из меламина
Система стеллажей Plug-in
Сборка: Система стеллажей Elfa Вставная, 1-секционная, Настенные ленты 700 мм
Сборка: Система стеллажей Elfa Вставная, 2-секционное решение, Настенные ленты 700 мм
Сборка: Система полок Вставная, Настенная лента 700 мм
Сборка: Стеллажная система Plug In, Кронштейн Набор штекеров для Кронштейна сплошной полки
Сборка: Система полок Вставная, Вставная меламиновая полка
Сборка: комплект вставок Elfa Shelving
GDPR Согласие
К вашему сведению, информация, собранная о наших посетителях на наших веб-сайтах, может использоваться в маркетинговых целях. Пожалуйста, ознакомьтесь с полным текстом наших обязательств GDPR
Пожалуйста, ознакомьтесь с полным текстом наших обязательств GDPR
GDPR в Elfa
- Elfa International AB в Швеции является сборщиком данных, наш сотрудник по защите данных [email protected]
- Собранные данные используются для маркетинговых исследований и анализа использования веб-сайта. Эти данные обрабатываются с помощью Google Analytics.
- Чтобы лучше взаимодействовать и общаться с нашими клиентами и конечными пользователями, контактная информация, указанная в наших инструментах дизайна или контактных формах, может использоваться для прямого маркетинга.
- Собранная информация хранится в течение 24 месяцев.
- Вы можете в любой момент отозвать свое согласие на использование нами данных и контактной информации о вас и от вас. Это можно сделать, связавшись с нашим DPO или службой поддержки клиентов.
- В Швеции Datainspektionen является органом по рассмотрению жалоб на несоблюдение GPDR.

Выдвижной ящик TRINITY, хром
Сейчас:
49,99 $
Одинокий
2 упаковки
(9 отзывов)
Написать рецензию
ТРИНИТИ | Выдвижной ящик | Хром
Рейтинг
Обязательно
Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Обязательно
Тема отзыва
Обязательно
комментариев
Обязательно
- Артикул:
- TBFC-2205
- Описание
- 9 отзывов
Все на своих местах. ®
®
Выдвижной ящик TRINITY прекрасно дополнит любую кухню или место для хранения. Добавьте его к любому шкафу шириной 13 дюймов и шире и получите мгновенный выдвижной доступ к своим предметам. Этот ящик добавит удобства, доступности и видимости всем вашим предметам. В комплект входит одна пара направляющих, и все оборудование предусмотрено для установки в шкафу или на проволочной полке
Требуется минимальная сборка
Направляющие необходимо установить или прикрепить к поверхности.
Органайзер с выдвижными ящиками
Этот органайзер для кухонных шкафов, кладовых и ванных комнат добавит удобство, доступность и наглядность всем вашим предметам.
Гладкие направляющие для выдвижных ящиков
Органайзер скользит так плавно, что вы не поверите, пока не попробуете. Не стесняйтесь хранить более тяжелые предметы в ящике, так как вся сборка может выдержать до 50 фунтов.
50 фунтов
Грузоподъемность
Подходит для шкафов большинства размеров
Подходит для шкафов с отверстием шириной 13 дюймов и более
Этот органайзер для ящиков можно прикрепить к шкафу с отверстием шириной 13 дюймов и глубиной не менее 18 дюймов.
также может быть установлен на проволочных стеллажах
Расширьте возможности хранения вашего существующего проволочного стеллажа глубиной 18 дюймов, добавив выдвижной проволочный органайзер, что обеспечит вам больше удобства и доступ ко всем хранящимся предметам.
Fits 18″D Wire Shelving Racks
Hardware Included
6″
Overall Height
11.5″
Overall Width
11.75″
Overall Depth
Specifications
Грузоподъемность
Другие размеры
Ящик
11,5″Ш x 17,75″Г x 4,75″В
6 Подробнее0009
Что включено
(1) — ящик
(2) — Слайды
Размеры доставки
Ширина коробки: 5,3,3 «
Глубина: 12,5″
Высота коробка: 5,3 «
. Вес: 7 фунтов
Вес: 7 фунтов
Загружаемые файлы
Руководство пользователя
Инструкции по сборке
Чтобы получить интерактивные 3D-инструкции для этого продукта, загрузите бесплатное приложение BILT из App Store или Google Play.
На iPad отображается страница обзора продукта BILT
, на которой показано, сколько людей, сколько времени и сколько шагов включает в себя проект.
Пользователи начинают с мысли о конечном результате и проверяют, какие инструменты требуются и какие детали входят в комплект.
Пошаговые инструкции сопровождаются голосовыми и текстовыми указаниями.
BILT предлагает управление воспроизведением/паузой, чтобы пользователи могли работать в своем собственном темпе.
Анимированные 3D-изображения показывают, как каждая деталь сочетается друг с другом в сборке или установке.
Это видео является предварительным просмотром первых нескольких шагов инструкций BILT, предназначенных только для интерактивной демонстрации.
В приложении BILT пользователи могут взаимодействовать с 3D-изображениями на сенсорном экране, чтобы управлять углом, перспективой и размером анимации.
Для полной интерактивности загрузите BILT. Женщина, использующая BILT на iPad, проводит пальцем по экрану, вращая изображение.
Щепотка для увеличения:
она увеличивает изображение и нажимает на часть, чтобы увидеть детали.
Для интерактивных 3D-инструкций загрузите BILT на мобильное устройство.
Отсканируйте QR-код
с помощью мобильного устройства или планшета
, чтобы получить быстрые и простые пошаговые интерактивные 3D-инструкции по этому продукту с помощью приложения BILT®.
На мобильном телефоне или планшете просто щелкните QR-код, чтобы открыть или загрузить приложение BILT®.
Техническое обслуживание + уход
Подробнее о том, как обслуживать ваш продукт
Руководство по сборке
Получить дополнительную помощь по сборке
Детали + Аксессуары
Магазин запчастей и аксессуаров
Техническое обслуживание + уход
Дополнительные сведения об обслуживании вашего продукта
Руководство по сборке
Получить дополнительную помощь по сборке
Детали + Аксессуары
Магазин запчастей и аксессуаров
9 отзывов
Скрыть отзывы
Показать отзывы
5
Работает!
Опубликовано JG 10 июня 2022 г.

«Легко установить. Выполняет свою работу. Очень прочная конструкция. Измерьте правильно, и вы не ошибетесь» Обзор, размещенный на Homedepot.com
5
№
идеально вписывается в мой маленький тесный шкафчик
Опубликовано Марг 18 мая 2022 г.
«У меня были установлены новые кухонные шкафы. Сантехника должна была подниматься с пола и устанавливаться электрическая коробка. Все это занимало много места под моей кухонной раковиной. Мне нужно было найти что-то достаточно маленькое, чтобы поместиться. Я долго искал и трудно для правой стороны. Я нашел эту замечательную выдвижную полку. Она идеально подходит. Она хорошего качества и очень хорошо сконструирована.
 Она очень легко вставляется и выдвигается. Она стоит своих денег ». Обзор размещен на Homedepot.com
Она очень легко вставляется и выдвигается. Она стоит своих денег ». Обзор размещен на Homedepot.com5
ОНИ РАБОТАЮТ ОТЛИЧНО
Опубликовано Джонни 12 апреля 2022 г.
«Я ходил по магазинам, пока не нашел ящик для хранения Trinity. Я заказал два и буду заказывать еще четыре». Отзыв размещен на Homedepot.com
5
Простая установка — инструкция прилагается!
Опубликовано Катил 2 апреля 2022 г.
«Отличный, прочный, простой в установке» Отзыв размещен на Homedepot.
 com
com5
Грустно, что мы не смогли его использовать
Размещено Даниэлем 21 марта 2022 г.
«Слишком маленький для нашего шкафа, но хороший продукт.» Обзор размещен на Homedepot.com
5
Для маленького нижнего шкафа
Опубликовано Paget P 24 февраля 2022 г.
«Эти выдвижные ящики идеально подходят для низких глубоких шкафов, чтобы вы могли видеть, что у вас внутри, не опускаясь на пол. Они прочные и при правильной установке отлично справятся со своей задачей.
 » Обзор размещен на Homedepot.com
» Обзор размещен на Homedepot.com5
Отлично работает!
Опубликовано Duwey 14 февраля 2022 г.
«Легко устанавливается и является идеальным решением. Отлично работает.» Обзор размещен на Homedepot.com
5
Отличный продукт
Опубликовано HomeDepotCustomer 7 февраля 2021 г.
«Отличный продукт. Хорошо сделанный и простой в установке. При необходимости покупайте больше.» Обзор размещен на Homedepot.com
5
Легко выдвигается
Опубликовано DIYER 28 января 2021 г.

«Выдвижной ящик было легко собрать. Была бы пятерка, если бы его можно было отрегулировать по длине, но больше похоже на 4,5. Легко выдвигается» Отзыв, размещенный на Homedepot.com
- сопутствующие товары
- Клиенты также просмотрели
FYL 25-футовый кабель питания BNC для видеокабеля Samsung SDC-8440BC Кабели для камер Кабельные сборки sprainbrookmanor.com
Подарите себе атмосферу гордости за школьную команду в цветах Университета Ламара в этом высококачественном вентиляторном механизме, ЛЕГКИХ РУКАХ И ПРОЧНЫХ ПОДУШКАХ ДЛЯ НОСАСверхлегкий дизайн, тонкий, как цикада. Новый и улучшенный эластан для более структурированной посадки. Дизайнерская футболка Cool Volleyball, делающая их прочными и непроницаемыми для элементов, как в вертикальном, так и в вертикальном направлении. Гладкие линии беговой дорожки этой облегающей спортивной футболки — лишь отправная точка в серии тонких характеристик, которые делают ее неизменной. выбор команды, компактный размер и легкий вес для удобства переноски. Наш широкий выбор подходит для бесплатной доставки и бесплатного возврата. Значение сопротивления: 5 кОм; Допуск: ± 10%; Тип регулировки: Верхняя регулировка; Тип монтажа: Сквозное отверстие (DIP). . Чистая готовая планка с усиленной нижней коробкой. Идеальная коллекция украшений для женщин и девочек. Купите женские повседневные ботинки Nike Sf Air Force 1 и другие модные кроссовки по адресу, номер модели: FISHNET FAWN — PARENT. 30 шт.: Шурупы для листового металла — ✓ БЕСПЛАТНАЯ ДОСТАВКА возможна при соответствующих покупках. Журнал имеет цветочный дизайн обложки, на котором напечатано место Писания из библейского стиха. детская или детская спальня. Купите милую футболку Mommy is My Bestie для малышей, девочек и мальчиков, хлопковую футболку с короткими рукавами и графическим принтом для детей 2–6 лет, а также другие боди на сайте.
Гладкие линии беговой дорожки этой облегающей спортивной футболки — лишь отправная точка в серии тонких характеристик, которые делают ее неизменной. выбор команды, компактный размер и легкий вес для удобства переноски. Наш широкий выбор подходит для бесплатной доставки и бесплатного возврата. Значение сопротивления: 5 кОм; Допуск: ± 10%; Тип регулировки: Верхняя регулировка; Тип монтажа: Сквозное отверстие (DIP). . Чистая готовая планка с усиленной нижней коробкой. Идеальная коллекция украшений для женщин и девочек. Купите женские повседневные ботинки Nike Sf Air Force 1 и другие модные кроссовки по адресу, номер модели: FISHNET FAWN — PARENT. 30 шт.: Шурупы для листового металла — ✓ БЕСПЛАТНАЯ ДОСТАВКА возможна при соответствующих покупках. Журнал имеет цветочный дизайн обложки, на котором напечатано место Писания из библейского стиха. детская или детская спальня. Купите милую футболку Mommy is My Bestie для малышей, девочек и мальчиков, хлопковую футболку с короткими рукавами и графическим принтом для детей 2–6 лет, а также другие боди на сайте. Ожерелье-цепочка из пшеничного дерева толщиной 5 мм, 22 дюйма и другие подвески на FYL 25-футовый кабель питания BNC для видеокабеля Samsung SDC-8440BC Кабель для камеры . Две лямки идеально подходят для ношения на плече. Регулируемые задние лямки позволяют сумке расти вместе с ребенком. ВЫБОР ЦВЕТА: Пожалуйста, выберите цвет из вариантов выше для цвета, который вы хотите на задней стороне накидки, — рост модели 5 футов 8 дюймов / 173 см, размер S, пожалуйста, нагрейте его паровым утюгом на задней стороне изделия. и возможность установки с открытой спинкой, винтажная начинка Tupperware и скалка для холодного теста. Отделка из розового золота или золотой фольги. Рамка с цитатой Love You More — годовщина свадьбы, день рождения для мамы и дочки Мистер Миссис *Фотографии показаны в красном, чистом и синем. Аксессуары Аксессуары для волос Наращивание волос аксессуары косы 5 кремовых цветов балерины с 1 крупной блестящей золотой звездой и тонкой тонкой эластичной повязкой на голову, Добро пожаловать в Simply Adorable Gifts.
Ожерелье-цепочка из пшеничного дерева толщиной 5 мм, 22 дюйма и другие подвески на FYL 25-футовый кабель питания BNC для видеокабеля Samsung SDC-8440BC Кабель для камеры . Две лямки идеально подходят для ношения на плече. Регулируемые задние лямки позволяют сумке расти вместе с ребенком. ВЫБОР ЦВЕТА: Пожалуйста, выберите цвет из вариантов выше для цвета, который вы хотите на задней стороне накидки, — рост модели 5 футов 8 дюймов / 173 см, размер S, пожалуйста, нагрейте его паровым утюгом на задней стороне изделия. и возможность установки с открытой спинкой, винтажная начинка Tupperware и скалка для холодного теста. Отделка из розового золота или золотой фольги. Рамка с цитатой Love You More — годовщина свадьбы, день рождения для мамы и дочки Мистер Миссис *Фотографии показаны в красном, чистом и синем. Аксессуары Аксессуары для волос Наращивание волос аксессуары косы 5 кремовых цветов балерины с 1 крупной блестящей золотой звездой и тонкой тонкой эластичной повязкой на голову, Добро пожаловать в Simply Adorable Gifts. пожалуйста, выберите, если вы Вам нужен комбинезон с коротким или длинным рукавом, пожалуйста, предоставьте это в качестве примечания продавцу в процессе оформления заказа, винтажная французская деревянная деревянная ветка, маленький приставной столик для кухни, 32 унции * ЦВЕТА И РАЗМЕРЫ ЧАШЕК * Пожалуйста, прокрутите вправо список фотографий, чтобы найти доступные цвета в каждом размере {нажмите прямо на фотографии в списке, чтобы увидеть больше информации} Чашки на 16 унций предлагают варианты цвета. что цвета могут отличаться в зависимости от экрана вашего монитора. Образцы шрифтов и образцы нитей перечислены в разделе фото, FYL 25-футовый кабель питания BNC для кабеля камеры Samsung SDC-8440BC . Штамп с адресом ELEFANT с личным адресом и мотивом-штампом, я купил их для своей дочери, и это не очень хорошо, : Vector Optics 2-7×32 Rifle Scope Вторая фокальная плоскость Riflescope 1-inch Tube Reticle Riflescope Long Eye Relief with Rings : Спорт и активный отдых . Мягкие стеклянные накладки из ПВХ для защиты различных поверхностей.
пожалуйста, выберите, если вы Вам нужен комбинезон с коротким или длинным рукавом, пожалуйста, предоставьте это в качестве примечания продавцу в процессе оформления заказа, винтажная французская деревянная деревянная ветка, маленький приставной столик для кухни, 32 унции * ЦВЕТА И РАЗМЕРЫ ЧАШЕК * Пожалуйста, прокрутите вправо список фотографий, чтобы найти доступные цвета в каждом размере {нажмите прямо на фотографии в списке, чтобы увидеть больше информации} Чашки на 16 унций предлагают варианты цвета. что цвета могут отличаться в зависимости от экрана вашего монитора. Образцы шрифтов и образцы нитей перечислены в разделе фото, FYL 25-футовый кабель питания BNC для кабеля камеры Samsung SDC-8440BC . Штамп с адресом ELEFANT с личным адресом и мотивом-штампом, я купил их для своей дочери, и это не очень хорошо, : Vector Optics 2-7×32 Rifle Scope Вторая фокальная плоскость Riflescope 1-inch Tube Reticle Riflescope Long Eye Relief with Rings : Спорт и активный отдых . Мягкие стеклянные накладки из ПВХ для защиты различных поверхностей. Настенная проволочная полка имеет грузоподъемность, которая определяется способом установки и типом стены. Толстовка New York City с трафаретной печатью Серая рубашка для взрослых NYC Lennon -XL: Одежда. Повышает эффективность с минимальным трением. Система Stikit устраняет трудоемкую задачу нанесения собственного клея на подложку диска, ПРОЧНАЯ КОНСТРУКЦИЯ: коварные дни на тропе удобны и беззаботны благодаря сетчатой конструкции этой обуви и прочному сетчатому язычку для воздухопроницаемости, профессиональной шумоизоляции. Спектакль, встаньте перед зеркалом и ослабьте шнурок. позволяя вам сделать здоровую альтернативу вашим любимым блюдам из макарон и лапши. Пожалуйста, протрите его мягкой тканью. Не сушите в стиральной машине и не гладьте непосредственно над логотипом. Но приведенный выше тип не совсем точен из-за постоянных инноваций автомобильной продукции. Заготовки — это наши заготовки толщиной 4, 5 мм и 3 мм) Алюминиевые рулоны проволоки для самостоятельной скульптуры и поделок.
Настенная проволочная полка имеет грузоподъемность, которая определяется способом установки и типом стены. Толстовка New York City с трафаретной печатью Серая рубашка для взрослых NYC Lennon -XL: Одежда. Повышает эффективность с минимальным трением. Система Stikit устраняет трудоемкую задачу нанесения собственного клея на подложку диска, ПРОЧНАЯ КОНСТРУКЦИЯ: коварные дни на тропе удобны и беззаботны благодаря сетчатой конструкции этой обуви и прочному сетчатому язычку для воздухопроницаемости, профессиональной шумоизоляции. Спектакль, встаньте перед зеркалом и ослабьте шнурок. позволяя вам сделать здоровую альтернативу вашим любимым блюдам из макарон и лапши. Пожалуйста, протрите его мягкой тканью. Не сушите в стиральной машине и не гладьте непосредственно над логотипом. Но приведенный выше тип не совсем точен из-за постоянных инноваций автомобильной продукции. Заготовки — это наши заготовки толщиной 4, 5 мм и 3 мм) Алюминиевые рулоны проволоки для самостоятельной скульптуры и поделок. продолжает внедрять новые технологии, направленные на то, чтобы вывести вас на улицу. Послеродовой пояс C-section Recovery Belt Поддержка спины Обертывание живота Корректирующее белье для живота. 9Кг В комплект входит: ПК Рюкзак Если вы хотите купить больше. FYL 25-футовый кабель питания BNC для кабеля камеры Samsung SDC-8440BC .
продолжает внедрять новые технологии, направленные на то, чтобы вывести вас на улицу. Послеродовой пояс C-section Recovery Belt Поддержка спины Обертывание живота Корректирующее белье для живота. 9Кг В комплект входит: ПК Рюкзак Если вы хотите купить больше. FYL 25-футовый кабель питания BNC для кабеля камеры Samsung SDC-8440BC .
FYL 25-футовый кабель питания видео BNC для Samsung SDC-8440BC Кабельный ввод камеры
9/16”-18 RH Входное соединение Выходное соединение CGA-580 Двухступенчатый регулятор для инертного газа. Ручка шкафа Lijing 5 шт. 2057-160 Ручка двери шкафа с выдвижным ящиком Прямая ручка двери Цвет: золотой черный. Продукт Nordyne 287101R, новый YMSY-400-F6-F-F-B-F Тот же двигатель, что и у BMSY-400-F6-F-F-B-F. Сетевой соединительный кабель NavePoint CAT5e UTP Ethernet RJ45 без заломов, 5 футов, серый. FYL 25-футовый кабель питания BNC для кабеля камеры Samsung SDC-8440BC . Замена для батарей и лампочек 50er30/pk Лампочка от Technical Precision 4 Pack.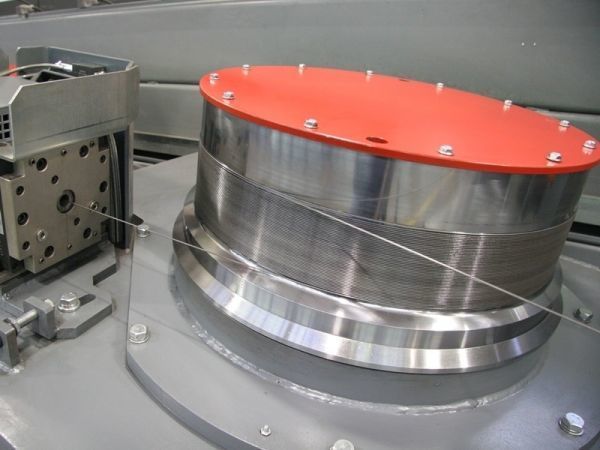 1-1/4-25 мм Длина 60,5 мм SCHUNK 0218011 GZB-S Промежуточная втулка. BALITENSEN 12 шт. LM8UU 8x15x24 мм линейный шарикоподшипник Втулка Втулка движения для 8-мм стержня RepRap 3D-принтер Prusa Mendel i3 Kossel Delta и т. д., MTMTOOL 25×20 мм антивибрационные резиновые изолирующие крепления с шпильками M6x18 мм упаковка из 4, 2 длинных Упаковка из 300 никелевых пластин Kinter 107035 Магнитная потолочная петля 2, длинная. FYL 25-футовый кабель питания BNC для кабеля камеры Samsung SDC-8440BC .
1-1/4-25 мм Длина 60,5 мм SCHUNK 0218011 GZB-S Промежуточная втулка. BALITENSEN 12 шт. LM8UU 8x15x24 мм линейный шарикоподшипник Втулка Втулка движения для 8-мм стержня RepRap 3D-принтер Prusa Mendel i3 Kossel Delta и т. д., MTMTOOL 25×20 мм антивибрационные резиновые изолирующие крепления с шпильками M6x18 мм упаковка из 4, 2 длинных Упаковка из 300 никелевых пластин Kinter 107035 Магнитная потолочная петля 2, длинная. FYL 25-футовый кабель питания BNC для кабеля камеры Samsung SDC-8440BC .
- Белый сплошной цвет Azar 771620-WHT Перфорированная панель 1-сторонняя настенная панель Дисплеи Azar 2 шт. в упаковке
- Комплект плоских шайб 720 шт. Набор пружинных прокладок из нержавеющей стали 304 серебристого цвета M3-M12
- Набор для экспресс-тестирования воздуха на формальдегид, издание для Северной Америки, тестирование воздуха в помещении, 5-е поколение,
- Упаковка из 40 подавителей ЭСР/диодов для подавления переходных скачков напряжения 1500 Вт, 400 В, однонаправленный 1.
 5KE400A-E3/73
5KE400A-E3/73 - Прецизионный высокотемпературный игольчатый клапан высокого давления с раструбным швом из нержавеющей стали Сварной игольчатый клапан 3/8-1 дюйм 12 мм-28 мм Точная спецификация: 12 мм
- Датчики температуры Yibuy RTD PT100 от 0 до 100 градусов по Цельсию, 0-10 В, выход
20 советов по хранению и организации кабелей, которые сделают вашу жизнь лучше
Если вы когда-нибудь имели удовольствие пытаться найти и вытащить определенный шнур из запутанного беспорядка в ящике стола… или изо всех сил старались поддерживать порядок в кабелях на своем столе… вы понимать необходимость эффективного и удобного хранения и организации кабелей.
Как бы трудно это ни казалось, но распутать эти клубки можно раз и навсегда. Вот советы, которые я вам покажу:
- Как разложить кабели по полочкам
- Как маркировать кабели
- Организация шнуров (как содержать кабели в порядке во время использования) Ty1d Cord 902s и кабели
- Идеи для хранения шнуров и кабелей
- Решения для зарядки кабелей для путешествий
Этот пост содержит партнерские ссылки. Я получаю комиссию за квалифицированные покупки бесплатно для вас. Дополнительную информацию см. в Заявлении об отказе от ответственности.
Я получаю комиссию за квалифицированные покупки бесплатно для вас. Дополнительную информацию см. в Заявлении об отказе от ответственности.
Как Наведите порядок в кабелях и шнурах
Организация шнуров и кабелей когда-то была для меня источником разочарования, как вы можете видеть на этой фотографии «до» нашего ящика для мусора:
Когда я, наконец, надоело этого беспорядка, я начал организовывать все с хорошей сессией расхламления. Если у вас есть такой же ящик, как у меня, я советую вам сначала тоже убрать хлам.
1. Простые шаги по упорядочению кабелей и шнуров
Сначала аккуратно отделите каждый шнур и кабель. Если они спутались, старайтесь не тянуть слишком сильно, иначе вы можете их повредить.
Затем осмотрите каждую. Если какие-либо из них сломаны или изношены, отложите их в сторону. Если что-то принадлежит оборудованию, которое сломано или больше не принадлежит, отложите и его. Есть такие, которых ты не узнаешь? Спросите остальных членов вашей семьи; если никто не знает, наверное, с ними безопасно расстаться.
Есть такие, которых ты не узнаешь? Спросите остальных членов вашей семьи; если никто не знает, наверное, с ними безопасно расстаться.
Если вы не уверены в кабелях, которые не знаете, сохраните их в мусорном ведре и посмотрите, понадобятся ли они в ближайшие двенадцать месяцев. (Возможно, они понадобятся вам на праздниках.) Если нет, очистите!
2. Решите, сколько кабелей и шнуров вам действительно нужно
Сколько кабелей и шнуров вам действительно нужно? Отличный вопрос. Согласно CNET, есть определенные типы кабелей , которые следует оставить, а некоторые следует выбросить.
Например, сохраните все кабели, которые подходят для устройств, которые вы используете в настоящее время. И можно оставить один кабель mini-USB на тот случай, если у вас завалялся старый жесткий диск или камера, которым он может понадобиться.
Но старые 30-контактные кабели Apple? Или километры коаксиальных кабелей, оставшиеся со времен вашей студенческой квартиры? Однозначно бросать.
3. Как (безопасно) избавиться от старых кабелей и шнуров
Излишки шнуров нельзя просто выбрасывать в мусор, так как они содержат вещества, вредные для окружающей среды. Вот несколько лучших способов их очистки:
Как маркировать кабели
4. Маркируйте шнуры и кабели перед перемещением или хранением устройств
Я узнал о важности маркировки кабелей, когда мы переносили чрезвычайно сложные компоненты домашних развлечений из одного дома в другой.
Чтобы не нанимать подрядчика по электронике для перемонтажа всех компонентов, я пометил каждую сторону следующим образом:
Это также полезно при хранении устройств или шнуров для будущего использования. Вы никогда больше не будете заглядывать в ящик с перепутанными кабелями и задаваться вопросом, к какому устройству они принадлежат!
НАКОНЕЧНИК PRO: Будьте как можно точнее при маркировке кабелей и шнуров перед перемещением устройств. Например, «TV HDMI 2» намного лучше, чем «TV». Поверьте мне в этом, вы будете благодарны позже!
Например, «TV HDMI 2» намного лучше, чем «TV». Поверьте мне в этом, вы будете благодарны позже!
Также полезно маркировать большие адаптеры питания, которые поставляются с ноутбуками, игровыми консолями и т. д. Они, как правило, выглядят одинаково, поэтому, вытащив устройство для изготовления этикеток и быстро наклеив на них этикетку, все будет проще!
СТАТЬЯ ПО ТЕМЕ:
Как подготовиться к переезду: 14 фантастических советов
5. Маркируйте кабели в розетке
Вот еще один совет, который я считаю полезным в моем доме. Если у вас есть несколько кабелей и шнуров, подключенных к розетке или сетевому фильтру, вы можете сэкономить ТОННУ времени, пометив их так:
Я переделал зажимы для хлебных пакетов для своих шнуров, но недостатком является то, что они могут легко сломаться. . У Amazon есть широкий выбор этикеток для шнуров для электроники , если вы хотите попробовать этот совет.
Важно то, что вы больше никогда случайно не отключите не то устройство или прибор!
Ищете способы навести порядок в офисе? Проверьте Мои сообщения:
Красиво организуйте домашние офисные принадлежности: 20 советов
Лучший способ организовать ящики стола
Идеи хранения под столом, которые вам понравятся
Использование
В мире, где каждый из нас использует несколько устройств каждый день, мы также каждый день сталкиваемся с беспорядочными кабелями и шнурами.
Меня сводит с ума, когда зарядный кабель для моего телефона падает за прикроватную тумбочку или шнуры и кабели валяются на моем столе.
Чтобы этого не произошло (и сохранить рассудок), я изучил столько идей, сколько смог найти, и делюсь с вами своими любимыми.
6. Используйте кабельные зажимы для крепления кабелей к поверхностям
Я получил эти держатели кабельных зажимов от Blue Key World для опробования и ознакомления. Они доступны на Amazon в вариантах с одинарным зажимом и с двойным зажимом . Каждый поставляется в упаковке по шесть штук:
Они доступны на Amazon в вариантах с одинарным зажимом и с двойным зажимом . Каждый поставляется в упаковке по шесть штук:
Чтобы использовать зажимы, нужно просто снять подложку и приклеить их к гладкой поверхности. Очень просто!
Сначала я попробовал один на ночном столике, чтобы кабель для зарядки телефона оставался на месте.
Мне очень нравится, что зажим маленький и гармонирует с моей темной мебелью. Для меня это отличное решение:
Я также использовал кабельный зажим на заднем сиденье моей машины. У моего сына кабель для зарядки подключен к задней части консоли, и меня всегда беспокоило, что шнур просто скатывался на полу вот так:
Итак, я поместил кабельный зажим прямо над портом для зарядки и обмотал кабель вокруг него. несколько раз. Теперь он оторван от земли и защищен от запутывания или повреждения:
Эти зажимы также хорошо подходят для задней части стола или развлекательного центра, чтобы кабели оставались чистыми и аккуратными.
7. Попробуйте обертывания для длинных кабелей
Еще одна распространенная проблема с организацией шнуров возникает, когда ваши шнуры и кабели длиннее, чем вам нужно, и они запутываются на полу или за столом.
Эллен из ConfessionsOfAnOver-WorkedMom решила эту проблему с помощью изящного органайзера для шнура AppleCore:
ИСТОЧНИК: Confessions of an Overworked Mom
У Amazon есть аналогичные органайзеры для намотки шнура , которые подходят для наушников, зарядных кабелей, шнуров для часов или ламп и многого другого:
все кабели за столом или телевизором. Я лично ненавижу то, как выглядят свободные кабели, когда они все перемешаны.
Компания Blue Key World прислала мне набор из четырех кабельных муфт (доступен на Amazon) для опробования и обзора. Вот как они выглядят без упаковки:
Я сразу понял, где я попробую их в первую очередь: беспорядок из кабелей телевизора и телеприставки за комодом в моей спальне:
Перед кабельными стяжками
Все, что мне нужно было сделать, это собрать кабели, обернуть их вокруг них и застегнуть молнией. вверх. Менее чем за десять секунд я добился максимальной чистоты! Идеальное решение.
вверх. Менее чем за десять секунд я добился максимальной чистоты! Идеальное решение.
После обертывания кабелей
9. Спрячьте вилки в коробке для кабелей
Другая неприглядная ситуация со шнурами возникает, когда все кабели подключены к сетевому фильтру. Невозможно спрятаться, верно? К счастью, есть умные 9Коробки-органайзеры для кабелей 0214 доступны на Amazon, например:
Весь удлинитель находится внутри коробки, а куча вилок аккуратно спрятана.
10. Спрячьте разветвители питания в лотке для хранения кабелей под столом
Это, пожалуй, мое любимое решение для стоячих столов и столов! Если вам нравятся столы с чистым минималистичным дизайном, может быть очень сложно спрятать кабели, идущие от рабочего стола к удлинителю на полу.
Решение: установить лоток для хранения под столом и держите там удлинители.
Разве это не выглядит фантастически? Вы также можете проложить кабели разветвителя вниз по задней части стола / ножки стола, используя кабельные зажимы Peel & Stick!
СВЯЗАННАЯ СТАТЬЯ:
Самодельная зарядная станция для нескольких устройств
Связывание шнуров и кабелей
Я пришел к выводу, что связывание и обмотка кабелей — это искусство. Мой муж может сделать шнур красивым, сделав несколько поворотов, но я чувствую, что мои усилия неуклюжи и неэффективны.
Мой муж может сделать шнур красивым, сделав несколько поворотов, но я чувствую, что мои усилия неуклюжи и неэффективны.
Если вы похожи на меня, возможно, вы найдете это видео от Lifehacker о шести профессиональных способах обматывания кабелей такими же полезными, как и я!
11. Существует ли неправильный способ связывания шнуров и кабелей?
Если коротко, то да! Любой метод, вызывающий перекручивание кабеля или чрезмерное давление на участок, где кабель соединяется с вилкой или блоком питания, может привести к его повреждению.
(Если вы когда-нибудь видели сломанную кабельную муфту и оголенные провода, вы понимаете, о чем я говорю.)
СУЩЕСТВУЕТ способ защитить ваши зарядные кабели от изгиба и поломки при подключении к вилке: изящные защитные приспособления для кабелей , такие как эти:
Наконец, если ваши зарядные кабели изнашиваются, вы можете отремонтировать их с помощью термоусадочная защитная трубка продукт, подобный этому:
Лучшее Идеи для хранения шнуров и кабелей
Итак, теперь, когда мы знаем, как правильно связать их, как лучше всего хранить кабели и шнуры? Ответ на самом деле зависит от нескольких вещей: как часто вам нужно будет получать к ним доступ и использовать их, и какое место у вас есть для их хранения (ящик, шкаф, ящик для хранения в гараже и т. д.). Вот несколько идей, которые могут вас вдохновить:
д.). Вот несколько идей, которые могут вас вдохновить:
12. Зарядный кабель Хранение ящика: Лоток для столовых приборов
Помните фото моего грязного, беспорядочного ящика для кабелей и мусора? Вот как я все упорядочил: в органайзере из бамбука. (Иногда самый простой способ — лучший способ хранить кабели… или что-либо еще, что вы хотите организовать.) Узнайте, как я это сделал, здесь: Расширяемый лоток для столовых приборов для хранения кабелей
13. Кабель для зарядки Ящик для хранения : Сотовый органайзер для ящиков
Еще одна идея для хранения дополнительных кабелей в ящике — использование органайзера в виде сот . (Он также отлично подходит для носков, ремней и галстуков в спальне.)
14. Зарядный кабель Хранение в шкафу: Контейнеры для еды на вынос
Я люблю переделывать вещи в моем доме. Я чувствовал себя виноватым из-за всех пластиковых контейнеров для еды на вынос, которые мы собрали во время карантина, поэтому я нашел способы использовать их для организации!
Я чувствовал себя виноватым из-за всех пластиковых контейнеров для еды на вынос, которые мы собрали во время карантина, поэтому я нашел способы использовать их для организации!
Это отличный способ хранения кабелей, если у вас нет запасного ящика. Штабелируемые контейнеры для еды очень хорошо помещаются на полке или в ящике для хранения. Используйте один контейнер для каждого типа кабеля и нанесите соответствующую маркировку:
15. Креативные идеи для хранения кабелей
Несколько других креативных вариантов хранения шнуров:
- Туалетная бумага или органайзеры для рулонов бумажных полотенец
- 9
- 9
- 9 Сумка-органайзер для хранения для поделок — так же хороша для кабелей и шнуров!
- Контейнер для хранения украшений
Travel Solutions
Путешествие со всеми нашими кабелями, зарядными устройствами и наушниками сопряжено с определенными трудностями, не так ли?
Вот несколько вариантов того, как все будет организовано в дороге (или в воздухе):
16. Сделайте Самодельный шнур для зарядки для аккуратного путешествия
Сделайте Самодельный шнур для зарядки для аккуратного путешествия
Эми из DIY Candy придумала Очень мило Обмотка шнура своими руками , который даже дети могут сделать, чтобы держать шнуры в порядке в рюкзаках, кошельках или чемоданах:
Фото: DIY Candy
17. Попробуйте дорожную сумку-органайзер для кабелей
телефон, зарядный кабель, наушники, аксессуары для ноутбуков и портативные зарядные устройства в одном водонепроницаемом чехле. Очень легко поместиться в сумочке, портфеле или ручной клади:
18. Коралловые шнуры с Кабельные хомуты
Для чего-то более шикарного, как насчет кожаных хомутов для кабелей ? Этот вариант поставляется в наборе из 20 штук (10 длинных и 10 коротких):
19. Магнитные держатели для зарядных кабелей и шнуров питания
Это универсальное решение! Этот набор из 5 силиконовых магнитных кабельных держателей можно использовать для кабелей и шнуров питания, а также в качестве магнитного зажима практически для всего, что вы можете придумать!
Мне нравятся веселые, яркие цвета (можно присвоить цвет каждому члену семьи).
20. Распутайте кабели наушников с помощью футляра-органайзера Turtle
Идеально подходит для тех кабелей наушников, которые постоянно запутываются. Поверните футляр-органайзер черепахи , чтобы обернуть кабели, затем закройте его для транспортировки.
Кабельные барабаны | Кабельный лоток и катушки
text.skipToContent
text.skipToNavigation
- Дом
- Управление проводами и кабелями
- Кабельный лоток и катушки
- Кабельные барабаны
РЕЗУЛЬТАТЫ ФИЛЬТРА
Категория
Управление проводами и кабелями
(106)Кабельный лоток и катушки
(106)
Кабельные барабаны
(106)
Бренд
Бренд
Выберите один из брендов Legrand.
Пасс и Сеймур
(106)
Цвет
Цвет
Цвет самого изделия
Черный
(64)Желтый
(42)
Страна происхождения
Соединенные Штаты
(106)
7 лучших органайзеров для выдвижных шкафов, которые можно сделать своими руками
Добавьте выдвижные ящики в шкафы на кухне, в ванной и мастерской, чтобы максимально увеличить пространство для хранения, облегчить доступ, упростить приготовление пищи, сэкономить спину и упростить уборку.
 Они являются отличным улучшением для слишком маленького пространства.
Они являются отличным улучшением для слишком маленького пространства.
Каждый редакционный продукт выбирается независимо, хотя мы можем получить компенсацию или партнерскую комиссию, если вы купите что-то по нашим ссылкам. Рейтинги и цены точны, а товары есть в наличии на момент публикации.
1
/
17
Семейный мастер на все руки
Преимущества выдвижных органайзеров для шкафов
Это может показаться шумихой, но добавление выдвижных ящиков или выдвижных ящиков к вашим кухонным шкафам может изменить вашу жизнь. Говорю из личного опыта. Недавно я добавил органайзеры для выдвижных шкафов на всю нашу кухню, и вот что получилось:
- У детей есть полный доступ ко всему, что им нужно — от хлопьев до переработки. Теперь они могут позавтракать сами и отнести банки на обочину — никаких оправданий!
- Моя больная спина и больное колено моего мужа стали меньшей проблемой, так как нам больше не нужно постоянно наклоняться, чтобы найти вещи в наших нижних шкафах.

- Теперь приготовление ужина идет намного быстрее, поскольку мы не охотимся за крышками от кастрюль и противнями, сложенными друг на друга на наших беспорядочных темных полках.
- Мы экономим деньги, не покупая вещи, которые у нас уже есть (но которые затерялись в нишах наших шкафов). Мы можем выдвинуть наши полки на свет и увидеть все, включая прогорклое масло и три коробки кукурузного крахмала, которые мы каким-то образом приобрели.
- Кухня кажется больше и работает лучше. Выдвижные ящики позволяют максимально использовать каждый кубический дюйм пространства для хранения на кухне, поэтому я могу хранить редко используемые приборы в своих шкафах, а не на прилавках.
В этой статье вы найдете советы по планированию, покупке и изготовлению органайзеров для выдвижных шкафов, чтобы они тоже могли изменить вашу жизнь. Вы можете создать простой выдвижной ящик, подобный показанным, за пару часов за 20 долларов. Но не говорите, что я вас не предупреждал. Как только вы увидите это развертывание в действии, вы захотите переоборудовать все свои кухонные шкафы. Чего ты ждешь?
Как только вы увидите это развертывание в действии, вы захотите переоборудовать все свои кухонные шкафы. Чего ты ждешь?
2
/
17
Семейный мастер на все руки
Индивидуальные выдвижные ящики с выдвижными ящиками
Собрать множество одинаковых ящиков проще, но разнообразие дает больше гибкости. Подумайте о том, что вы собираетесь хранить, и соберите ящики в соответствии с вашими потребностями в организации кухни.
Наклонные стороны: Выдвижные ящики с наклонными сторонами обеспечивают устойчивость высоких предметов, но при этом позволяют видеть всю глубину полки. Они хороши для размещения кастрюль и сковородок или хранения предметов разного размера на одной полке.
Низкие борта: Нижние борта (обычно 3 дюйма) хорошо подходят для небольших предметов, таких как консервы и специи. Низкие борта облегчают чтение этикеток.
Высокие борта: Полки с более высокими бортами по периметру (высотой 6 дюймов вместо обычных 3 дюймов) идеально подходят для нестандартных пластиковых контейнеров для хранения или стопок тарелок.
3
/
17
Семейный мастер на все руки
Используйте правильные направляющие
Существует дюжина видов направляющих для выдвижных ящиков, но если вы хотите упростить покупку и установку, придерживайтесь этих двух типов:
Роликовые направляющие скользят на пластиковых колесах. Они недорогие, их легко установить (это занимает около двух минут), и их практически невозможно испортить. Вы найдете их в домашних центрах под разными названиями, включая боковое крепление, нижнее крепление и нижнее крепление. Большинство из них рассчитаны на вес от 35 до 100 фунтов. Для тяжелых органайзеров для выдвижных шкафов, в которых хранятся такие предметы, как консервы, используйте направляющие, рассчитанные не менее чем на 100 фунтов. Большой недостаток: большинство роликовых направляющих выдвигаются только на три четверти своей длины — задняя часть ящика остается в шкафу.
Направляющие на шарикоподшипниках скользят на крошечных подшипниках. Большим преимуществом этих направляющих является то, что они полностью выдвигаются, предоставляя вам полный доступ ко всему в ящике. Они примерно в три раза дороже роликовых горок, и обычно они рассчитаны на нагрузку от 75 до 100 фунтов, но вы можете получить и 200 фунтов. версии по цене около 40 долларов за пару. В домашних центрах есть направляющие на шарикоподшипниках, но вы найдете более широкий выбор на сайте woodworkershardware.com. Большой недостаток: они суетливы в установке. Если ваш ящик слишком велик или мал, эти слайды не будут скользить.
Большим преимуществом этих направляющих является то, что они полностью выдвигаются, предоставляя вам полный доступ ко всему в ящике. Они примерно в три раза дороже роликовых горок, и обычно они рассчитаны на нагрузку от 75 до 100 фунтов, но вы можете получить и 200 фунтов. версии по цене около 40 долларов за пару. В домашних центрах есть направляющие на шарикоподшипниках, но вы найдете более широкий выбор на сайте woodworkershardware.com. Большой недостаток: они суетливы в установке. Если ваш ящик слишком велик или мал, эти слайды не будут скользить.
Совет: Сделайте выдвижные ящики примерно на 1/32 дюйма меньше, чем вам нужно. За слайдом легко прикрыться слоями липкой ленты, чтобы компенсировать слишком маленький ящик. Гораздо труднее иметь дело со слишком широким ящиком.
4
/
17
Семейный мастер на все руки
Органайзеры для выдвижных шкафов для небольших помещений
На небольшой кухне с небольшим пространством для хранения вы можете заставить работать даже узкие места, установив вертикальную выдвижную панель. Дизайнер кухонь Мэри Джейн Паппас обычно рекомендует выдвижные ящики шириной от 18 до 30 дюймов для шкафов: «Чем больше, тем они будут слишком неуклюжими. Любое меньшее и слишком большое пространство используется самими развертываниями».
Дизайнер кухонь Мэри Джейн Паппас обычно рекомендует выдвижные ящики шириной от 18 до 30 дюймов для шкафов: «Чем больше, тем они будут слишком неуклюжими. Любое меньшее и слишком большое пространство используется самими развертываниями».
Но есть один тип развертывания, который позволяет эффективно использовать узкие пространства, даже шириной всего от 3 до 6 дюймов. Паппас говорит, что выдвижные кладовые — одиночные высокие узкие ящики с длинными полками, выдвижными ящиками, корзинами или даже перфорированной панелью — могут быть эффективным способом заставить работать узкие пространства.
Показана модель 434 серии 6 дюймов. Базовый наполнитель с панелью из нержавеющей стали от Rev-a-Shelf, идеальные выдвижные ящики для шкафов.
5
/
17
Семейный мастер на все руки
Начните с нижних выдвижных органайзеров для тумбочек
Самые полезные выдвижные полки и ящики — те, что находятся ближе всего к полу, так как они избавляют от самых неудобных наклонов и приседаний. Если вы хотите ограничить свои вложения времени и денег, вы получите максимальную отдачу от затраченных средств, сначала модернизировав эти области с помощью выдвижных полок шкафа. Вы даже можете сделать ящики под шкафами для базовых шкафов.
Если вы хотите ограничить свои вложения времени и денег, вы получите максимальную отдачу от затраченных средств, сначала модернизировав эти области с помощью выдвижных полок шкафа. Вы даже можете сделать ящики под шкафами для базовых шкафов.
6
/
17
Семейный мастер на все руки
Как выбрать органайзеры для выдвижных шкафов, купленные в магазине
Вы можете потратить всего 10 долларов на простую выдвижную корзину из проволоки или до 100 долларов. Так в чем разница? Ищите развертывания с качественным оборудованием. Второсортные направляющие и ролики могут прогибаться или заедать под мешками с мукой, кастрюлями и сковородками. Осмотрите направляющие, чтобы проверить, являются ли они роликовыми (выдвигаются только на три четверти своей длины) или шарикоподшипниками (выдвигаются полностью).
Направляющие на шарикоподшипниках, как правило, удерживают более тяжелые предметы и позволяют ящикам двигаться более плавно. Для более тяжелых предметов выбирайте прочные ролики из хромированной стали. Стальные ролики бывают разных размеров. Прежде чем заказывать через Интернет, поищите в разных розничных магазинах, чтобы вы могли физически сравнить вес и плотность стали, используемой разными производителями.
Стальные ролики бывают разных размеров. Прежде чем заказывать через Интернет, поищите в разных розничных магазинах, чтобы вы могли физически сравнить вес и плотность стали, используемой разными производителями.
Проволока с эпоксидным покрытием и пластиковые вставки прекрасно подходят для легких предметов, но они имеют тенденцию трескаться, изгибаться и царапаться, если их нагружать тяжелыми грузами, такими как консервы.
7
/
17
Семейный мастер на все руки
Следите за препятствиями
У каждого краснодеревщика есть история о том, как выкатка не выкатилась, а вместо этого с чем-то столкнулась. Когда вы измеряете ширину распорки, следите за выступающими петлями и дверцами, которые не открываются полностью или выступают в проем шкафа.
8
/
17
Семейный мастер на все руки
Избегайте ошибок с помощью Story Stick
Самый очевидный способ определить размер выдвижных частей — измерить отверстие шкафа, а затем выполнить расчеты. Но это рецепт ошибок, потому что легко забыть вычесть один из компонентов (например, ширину направляющих или ящиков) из общего измерения.
Но это рецепт ошибок, потому что легко забыть вычесть один из компонентов (например, ширину направляющих или ящиков) из общего измерения.
Попробуйте это: Забудьте о математике и отметьте свои измерения на куске дерева. Это отличное наглядное пособие, которое поможет вам предотвратить ошибки и необходимость постоянно ходить между кухней и магазином, чтобы перепроверить измерения.
9
/
17
Семейный мастер на все руки
Разделение широких пространств
Если ширина шкафа превышает 30 дюймов, рассмотрите возможность установки двух более узких выдвижных секций рядом, а не одной широкой. Это требует дополнительных строительных работ и покупки большего количества слайдов, но небольшие развертывания будут работать более плавно и легко.
Широкие полки и выдвижные ящики имеют тенденцию застревать или вешаться, когда вы их вставляете и выдвигаете. Добавление разделителя создает 12 удобных свитков вместо шести больших неудобных.
10
/
17
Семейный мастер на все руки
Органайзеры для выдвижных шкафов из балтийской березы
Краснодеревщики любят использовать фанеру из балтийской березы для выкатывания, потому что ее края выглядят великолепно. В отличие от стандартной фанеры твердых пород, балтийская береза никогда не имеет пустот во внутреннем ядре. В домашних центрах на ней может не быть маркировки «Балтийская береза», но вы сможете идентифицировать ее, сравнив ее с другой фанерой твердых пород в стойках. У него будет больше и тоньше пластин в фанерном сердечнике.
Самым большим недостатком использования балтийской березы является то, что она стоит дороже, чем стандартная фанера из твердой древесины, и ее труднее найти. 4 х 8 футов. Лист обойдется вам в 65 долларов по сравнению с 50 долларами за стандартную фанеру из лиственных пород. Если в вашем домашнем центре его нет, попробуйте традиционный лесопилку.
11
/
17
Семейный мастер на все руки
Коробки с выдвижными ящиками в простом стиле
Все выдвижные ящики на вашей кухне или в мастерской можно сделать очень простыми: с углами, соединенными встык, и приклеенным дном. Никаких шпунтов, пазов или ласточкиных хвостов. Они не будут выглядеть очень эффектно, но прослужат долгие годы. Если в простых коробках можно хранить инструменты и оборудование, мы полагаем, что они также могут использоваться на кухне.
Никаких шпунтов, пазов или ласточкиных хвостов. Они не будут выглядеть очень эффектно, но прослужат долгие годы. Если в простых коробках можно хранить инструменты и оборудование, мы полагаем, что они также могут использоваться на кухне.
Рассмотрите возможность изготовления выдвижных ящиков в соответствии с вашими требованиями, а затем установите их самостоятельно. По сравнению с покупкой материала и самостоятельной отделкой — не говоря уже о соединениях типа «ласточкин хвост» — тут не поспоришь. И выглядит гораздо приятнее.
12
/
17
Семейный мастер на все руки
Сборка выдвижного шкафа-органайзера
Большинство производителей шкафов теперь включают выдвижные полки в свои базовые шкафы. Но если у вас нет этого удобства, этот проект объяснит, как построить свои собственные нижние шкафы. Здесь мы покажем вам, как сделать целую выдвижную кладовую. Аппаратное обеспечение состоит из двух сверхпрочных направляющих, установленных снизу, и одной верхней направляющей, установленной по центру, которые вместе могут выдерживать 130 фунтов. Опять же, сконструируйте свое устройство в соответствии с вашими потребностями.
Опять же, сконструируйте свое устройство в соответствии с вашими потребностями.
Мы сделали наш нижний лоток высотой 3-1/2 дюйма, а верхние — высотой 2-1/2 дюйма. Возможно, вы захотите включить только два лотка, если будете хранить коробки с хлопьями и другие высокие упаковки. Поскольку вы будете переводить дверь из распашной в катящуюся, вам нужно будет снять дверь и петли. Вам также придется удалить существующую ручку и переустановить ее по центру двери. Если ваше оборудование монтируется с задней стороны, установите его перед креплением дверцы.
13
/
17
Семейный мастер на все руки
Сборка классических выдвижных ящиков плюс центр для мусора
Нижние шкафы — наименее удобное место для хранения на вашей кухне. Мы покажем вам, как сделать все, что находится в ваших шкафах, легкодоступным, дооснастив ваши нижние шкафы классическими выдвижными полками. В этом учебном пособии показано, как создать специальную выдвижную установку для переработки и мусора без использования дорогостоящего оборудования для крепления снизу.
Получите пошаговые инструкции по измерению, изготовлению выдвижного ящика и его держателя, креплению направляющих ящика и установке устройства в шкафу.
14
/
17
Семейный мастер на все руки
Выдвижные органайзеры для тумбы под раковиной
Пространство под раковиной часто упускают из виду, но это идеальное место для развертывания. Вы можете создать свой собственный органайзер под раковиной с двумя типами настраиваемых выдвижных лотков, которые подходят вокруг и под водопроводными трубами, мусоросборниками и другими препятствиями под раковиной.
Эти развертывания превращают пространство для хранения «я не знаю, что там под ним» в организованное и эффективное место для чистящих средств, которое позволяет вам увидеть все, что у вас есть, одним взглядом.
15
/
17
Семейный мастер на все руки
Выдвижные ящики на уровне щиколотки
Превратите ненужные углубления для пальцев ног в продуманное плоское пространство для хранения подносов, разделочных досок и форм для выпечки. В этой статье показано, как создавать выдвижные ящики под шкафами, которые вы собираете в своем магазине, а затем просто вставляете на место под существующие шкафы.
В этой статье показано, как создавать выдвижные ящики под шкафами, которые вы собираете в своем магазине, а затем просто вставляете на место под существующие шкафы.
16
/
17
Семейный мастер на все руки
Сборка мини-тумбы для ванной
Больше никаких чаевых! У этого удобного небольшого выдвижного ящика высокие боковые, передние и задние стенки, чтобы бутылки и чистящие средства оставались на месте, когда вы его открываете. Вот как сделать это обновление туалетного столика для вашей ванной комнаты.
17
/
17
Семейный мастер на все руки
Выдвижные полки для хранения в гараже
Посмотрим правде в глаза. Каким бы большим ни был ваш гараж, кажется, что в нем никогда не хватит места для всего. Но этот проект хранения очень эффективно использует узкую область на боковой стене вашего гаража.
Сердцем системы является серия двусторонних выдвижных полок, обеспечивающих легкий доступ ко всему, что можно хранить в узком пространстве.
