Чертеж станка фрезерного: В Масштабе. Чертежи, 3D Модели, Проекты
Содержание
чертежи, конструкция, самостоятельная сборка, советы
Станки с числовым программным управлением стали прорывом в механической обработке материалов. Благодаря компьютерному управлению токарный станок или фрезер ЧПУ способны выполнять геометрически сложные детали с высокой точностью и повторяемостью. Развитие техники постепенно сделало такие станки доступными не только для промышленных предприятий, но и для домашнего использования. Сегодня, любой умелец может приобрести или изготовить своими руками фрезер с ЧПУ и использовать его в различных проектах.
Область применения
Фрезерные станки применяются для сложной обработки деталей по трем координатам. Среди простейших видов фрезеровки: процесс гравировки и вырезание деталей из листовых материалов. Исходное сырье – фанера, текстолит, пластмасса. Результатом становятся плоские детали, которые в дальнейшем собираются в какие-то конструкции. Это могут быть коробки, шкатулки, корпуса электроаппаратуры, каркасы объемных изделий. Используется двумерная обработка и при создании художественных изделий.
Используется двумерная обработка и при создании художественных изделий.
Более сложный вид обработки – объемная или трехмерная. Из массивных заготовок она позволяет вырезать изделия со сложной поверхностью. Например, резьба по дереву, выполненная на станке, зачастую превосходит рукотворные изделия. Установка на станке дополнительной поворотной оси еще больше расширяет его возможности. Четырехосевое точение позволяет выполнять цилиндрические детали или трехмерные изделия с высокой сложностью рельефа. Примером могут ступать скульптуры или изогнутые мебельные фасады. Возможно создание станков и с еще большим числом степеней свободы, но сегодня это остается уделом профессионалов.
Кроме классического фрезерования, фрезер с ЧПУ может использоваться для выполнения других типов работ. Вместо фрезерной головки легко монтируются плоттерные ножи, лазеры или экструдеры 3D принтеров. В некоторых случаях устанавливается плазмотроны для резки металла. Все эти инструменты не изменяют конструкцию оборудования и методы управления.
В некоторых случаях устанавливается плазмотроны для резки металла. Все эти инструменты не изменяют конструкцию оборудования и методы управления.
Особенности выбора конструкции фрезера
Возможности современного оборудования с ЧПУ огромны. Но, ни один станок не является универсальным. Каждая модель имеет свои особенности и предпочтительную область применения. Перед выбором конкретной конструкции, следует четко определить, для чего будет использоваться станок. Попытка совместить все в одном, приведет к большим материальным и физическим затратам, без гарантии результата.
Сегодня выделяют два направления конструирования настольных фрезеров. Первое, самое простое, ориентировано на обработку дерева, пластмассы и других мягких заготовок. Такие станки не предъявляют высоких требований к конструкционным материалам, отличаются простотой и низкой стоимостью. Они доступны для самостоятельного изготовления, без применения дополнительного оборудования. Металлические изделия на таких устройствах обычно не фрезеруются. В редких случаях точатся только мягкие цветные металлы с небольшой подачей.
В редких случаях точатся только мягкие цветные металлы с небольшой подачей.
Второе направление фрезеров ориентировано работу с металлическими заготовками. Эти станки обладают значительной массой и состоят из деталей, выполнить которые можно только с использованием серьезного станочного парка.
Самостоятельно браться за такую конструкцию рекомендуется только при наличии серьезного опыта и доступа к заводскому металлообрабатывающему оборудованию.
Вторым по важности, параметром станка выступают размеры обрабатываемых деталей. Новичкам сразу хочется крупногабаритное поле, на котором они смогут делать все, что захотят. Но чем больше станок, тем больше технических проблем придется решать при его конструировании. Да и стоимость его будет не самой оптимальной. Если нет конкретных задач для большого станка, то рекомендуется в первом проекте ограничиться полем обработки размером в стандартный бумажный лист А4. Максимум можно выбрать А3.
Максимум можно выбрать А3.
Конструкция станка
Общая конструкция фрезерного станка состоит из трех независимых линейных осей, обеспечивающих продольное, поперечное и вертикальное движения рабочего инструмента. Распространены два варианта реализации их взаимного расположения. В простых станках большую популярность, приобрела портальная конструкция. Ее особенность в том, что поперечная и вертикальная оси закреплены на подвижном портале продольной оси. Вариант обеспечивает небольшие габариты, но существенно проигрывает в жесткости.
Другой подход подразумевает две оси, жестко закрепленные к основанию. Общее название таких механизмов – станки с подвижным столом. Именно такие модели наиболее часто применяются в промышленном оборудовании, так как в них проще обеспечить высокую жесткость. Простота и собираемость конструкции оказывается выше, чем у портальных вариантов. Жертвовать приходится размерами обрабатываемой детали.
В процессе строительства фрезера с ЧПУ решаются задачи выбора комплектующих, сборки механической части устройства, оснащения проекта электроприводами и системой управления.
Станина
В основе механической части лежит станина станка. Несмотря на кажущуюся простоту, от качества выполнения этого элемента будут зависеть многие характеристики работы готового изделия. Классические, литые из чугуна, станины в небольших станках популярностью не пользуются. Высокая сложность изготовления, необходимость дополнительной обработки и большая масса заставляет конструкторов искать альтернативные подходы. Самыми распространенными стали станины, собранные из плоских алюминиевых деталей или стандартного станочного профиля.
Наличие алюминиевых листов толщиной от 10 мм, позволяет вырезать из них детали необходимой формы, а затем собрать с помощью винтов. Высокое качество исходного сырья, при некоторой аккуратности, обеспечивает конструкцию, не требующую дополнительной механической обработки. Тем не менее, рекомендуется для резки и сверления отверстий использовать заводское оборудование. Готовое основание алюминиевое основание характеризуется небольшой массой и жесткостью, достаточной для обработки мягких материалов.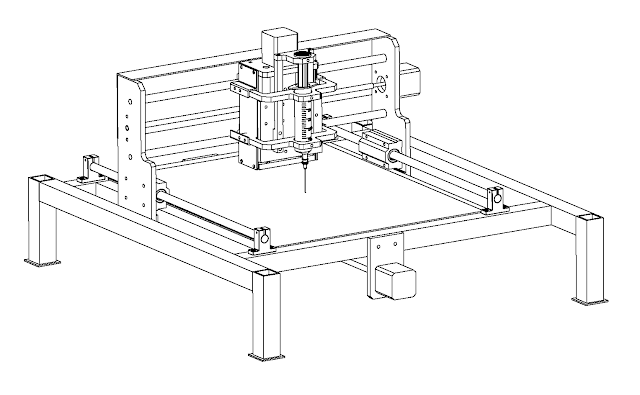
Станочный алюминиевый профиль стал использоваться относительно недавно. Выбор этого решения позволяет изготовить самодельный фрезерный станок с ЧПУ вообще без тяжелого оборудования. Все что необходимо – отрезать детали в размер.
Дальнейший монтаж выполняется с использованием пазов на профиле и готовых узлов крепления. Сам процесс больше напоминает сборку поделок из детского конструктора. Простота, высокая скорость сборки и неплохие результаты позволяют рекомендовать алюминиевый профиль начинающим самодельщикам для сборки станков самого разного назначения.
Линейные перемещения
Реализация подвижных осей требует наличия направляющих и механических передач. В любительском станкостроении наибольшее распространение получили цилиндрические оси, благодаря их относительно низкой стоимости и простоте использования. Диаметр таких направляющих должен быть значительным, что бы обеспечить отсутствие прогиба в процессе обработки. Использовать распространенные варианты диаметром 8 мм допустимо только при поле обработки в несколько сантиметров или в конструкциях с небольшими нагрузками.
Использовать распространенные варианты диаметром 8 мм допустимо только при поле обработки в несколько сантиметров или в конструкциях с небольшими нагрузками.
На больших длинах они будут прогибаться и нарушат точность фрезерования. Наряду с цилиндрическими, встречаются рельсовые направляющие. Они имеют более высокую стоимость, но обеспечивают гораздо лучшие характеристики по точности, жесткости и долговечности. При наличии достаточных средств рекомендуется оснастить самодельный ЧПУ фрезер именно рельсами.
Привод подвижных узлов выполняется через передачу винт-гайка. В самом простом варианте используется резьбовая шпилька и обычная метрическая гайка. Единственным достоинством такого варианта является низкая стоимость. Комплекс остальных характеристик ограничивает использования область такого решения демонстрационными макетами оборудования. Для обеспечения приемлемой точности и долговечности передачи рекомендуется применять шарико-винтовые пары. Несмотря на высокую стоимость, они имеют множество преимуществ по сравнению с другими типами винтов. Альтернативой винтам выступают ременные передачи и передачи типа рейка-шестерня. Несмотря на активное использование в разнообразном оборудовании, особых преимуществ в небольших они станках не имеют.
Альтернативой винтам выступают ременные передачи и передачи типа рейка-шестерня. Несмотря на активное использование в разнообразном оборудовании, особых преимуществ в небольших они станках не имеют.
Электрооборудование и электроника
Фрезер с ЧПУ оснащается специализированным комплектом электрооборудования, обеспечивающего согласованное перемещение по координатам, необходимые блокировки и защиты. В его состав обычно входят двигатели подач, преобразователи для двигателей, датчики и блок управления. Простейшим вариантом построения становится использование готовых комплектов шаговых двигателей с драйверами. Такие двигатели не требуют тщательного подбора и настройки, просты и относительно дешевы.
Альтернативным вариантом может стать использование сервопривода на основе моторов переменного тока. Это отличное решение для любого типа оборудования имеет только один существенный недостаток – высокую стоимость.
Блок управления миниатюрным станком обычно выполняется на основе персонального компьютера. Все необходимые расчеты возложены на специализированное программное обеспечение. Преобразование сигналов ПК в управляющие сигналы драйверов двигателей производится через дополнительную плату – преобразователь. К этой же плате подключаются датчики, ограничивающие перемещения, органы управления шпинделем и другое оборудование.
Шпиндель
Важную роль в работе станка играет шпиндель. В небольших станках нашли применение электрические гравировальные машины. Их мощности достаточно для работы с небольшими фрезами при гравировке и вырезании деталей из фанеры. В крупных станках, применяются так называемые, прямо-шлифовальные машины или небольшие фрезеры. С их помощью можно выполнять большое число работ на высоких скоростях. Профессиональные фрезерные головы и специализированные шпиндели применяются в основном при большом поле обработки или в промышленном оборудовании.
Совет: самодельный фрезерный ЧПУ станок выйдет вам в разы дешевле, нежели покупка нового!
Страница не найдена — Все о ЧПУ
Страница не найдена — Все о ЧПУ
Извините, страница не существует или была удалена. ..
..
Самые комментируемые записи
Строим самодельный фрезерный ЧПУ станок
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.
Идеи изделий на ЧПУ станке
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Выбор шпинделя для фрезерного станка с ЧПУ
Как выбрать шпиндель для фрезерного станка с ЧПУ ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация.
Прямо сейчас смотрят
Фрезерный
Как сделать стол для фрезера своими руками, пошаговая инструкция и чертежи
Изготовление фрезерного стола своими руками — пошаговая инструкция. Конструкция и главные детали. Какие материалы и инструменты использовать. Схемы и советы.
Конструкция и главные детали. Какие материалы и инструменты использовать. Схемы и советы.
Фрезерный
Как добиться качественной фрезеровки МДФ на станках ЧПУ
Качественная фрезеровка МДФ на ЧПУ – точный раскрой полостей различной глубины и диаметра, обработка на фрезерном оборудовании внешних и внутренних элементов, которые применяются в мебельном производстве и дома.
Вопрос-Ответ
Основы технологии резки фанеры на станках ЧПУ
Резка фанеры на ЧПУ станках – обработка фанерных заготовок на станочном оборудовании с числовым программным управлением с целью быстрого и точного производства.
Вопрос-Ответ
Сборка направляющих и кареток для ЧПУ станка своими руками
Собирая станок с ЧПУ своими руками и определяясь с его комплектующими, важно правильно подобрать направляющие и каретки, которые по ним передвигаются. От этого зависит стабильная работа устройства и точность обработки.
От этого зависит стабильная работа устройства и точность обработки.
Токарный
Выбор и возможности токарного станка по дереву с ЧПУ – нового и самодельного
Токарный станок по дереву с ЧПУ — один из наиболее востребованных. Многофункциональное оборудование способно выполнять любые задачи по обработке древесины.
Фрезерный
Как сделать фрезерный станок по металлу своими руками для домашней мастерской
Фрезерный станок для работы по металлу — особенности, принцип действия. Виды станков, их особенности. Как сделать станок самому. Правила работы и техника безопасности.
Токарный
Технические характеристики токарного станка ТВ-7, схемы
Токарный станок модели ТВ-7. Технические характеристики, габаритные размеры и показатели производительности промышленного оборудования.
Технические характеристики, габаритные размеры и показатели производительности промышленного оборудования.
Вопрос-Ответ
Составление электрических схем для станков с ЧПУ
Собрав механическую часть станка, для умельца наиболее сложным моментом останется блок управления ЧПУ с приводами и ШД, который надо грамотно укомплектовать и затем смонтировать по схемам.
Фрезерный
Что можно сделать на фрезерном ЧПУ станке
Узнаем, что же можно сделать на ЧПУ фрезерном станке, рассмотрим плюсы и минусы бизнеса в этом направлении и преимущества автоматики над ручным инструментом.
Вопрос-Ответ
Как работать с 3 CAD программой для ЧПУ Essetre
Система станков с ЧПУ — интересна для всех станкостроителей. В статье рассмотрим программу 3 CAD EVOLUTION, которая предназначена для ЧПУ Essetre.
В статье рассмотрим программу 3 CAD EVOLUTION, которая предназначена для ЧПУ Essetre.
Страница не найдена — Все о ЧПУ
Страница не найдена — Все о ЧПУ
Извините, страница не существует или была удалена…
Самые комментируемые записи
Строим самодельный фрезерный ЧПУ станок
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.
Идеи изделий на ЧПУ станке
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Выбор шпинделя для фрезерного станка с ЧПУ
Как выбрать шпиндель для фрезерного станка с ЧПУ ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация.
Прямо сейчас смотрят
Токарный
Обработка валов в центрах на станках с ЧПУ
Повышение качества и производительности изготовления обеспечивают станки с ЧПУ для обработки валов в центрах, отличающиеся функциональностью и надежностью.
Фрезерный
Что можно сделать на фрезерном ЧПУ станке
Узнаем, что же можно сделать на ЧПУ фрезерном станке, рассмотрим плюсы и минусы бизнеса в этом направлении и преимущества автоматики над ручным инструментом.
Фрезерный
Таблица режимов резания при фрезеровании на станках с ЧПУ
Режимы резания при фрезеровке на станках с ЧПУ — значения, при которых станочное оборудование будет исправно работать. В статье можно найти подборку необходимых таблиц.
В статье можно найти подборку необходимых таблиц.
Вопрос-Ответ
Термопреобразователь: принцип работы
Термопреобразователь сопротивления (ТС) – средство измерений температуры, предназначенны для подключения к измерительному прибору.
Вопрос-Ответ
Что представляют из себя деревообрабатывающие станки с ЧПУ
Деревообрабатывающие станки с ЧПУ – описание современных устройств для обработки дерева. Особенности, функции и характеристика основных модификаций.
Вопрос-Ответ
Использование конструктора для станка ЧПУ
Вместо того, чтобы покупать дорогостоящий ЧПУ станок, многие приобретают конструктор для сборки. А затем самостоятельно создают для себя агрегат с нужным функционалом. Имея инструкцию, сделать это несложно.
А затем самостоятельно создают для себя агрегат с нужным функционалом. Имея инструкцию, сделать это несложно.
Фрезерный
Виды, применение и способы заточки фрез
Заточка фрез — это сложный технологический процесс, требующий соответствующего уровня мастерства и профессионализма. Классификация, применение, способы.
Фрезерный
Как работать на фрезерном станке по металлу с ЧПУ
Фрезерный станок с ЧПУ по металлу поможет Вам построить практически все. Нюансы фрезеровки металла, способы контроля температуры режущего инструмента и др.
Вопрос-Ответ
Современные системы ЧПУ для станков
Система ЧПУ – программируемая часть высокоточного производственного оборудования. Она расширяет возможности станка, обладает высокой точностью и позволяет выполнять множественные производственные задачи.
Она расширяет возможности станка, обладает высокой точностью и позволяет выполнять множественные производственные задачи.
Вопрос-Ответ
Предназначение постпроцессора для станка ЧПУ
Каким образом станок с ЧПУ выполняет передаваемые ему команды? Какой узел оборудования отвечает за это? Ответив на эти вопросы, можно успешно создавать основу для программирования станков и эксплуатировать их с высокой отдачей.
Страница не найдена — Все о ЧПУ
Страница не найдена — Все о ЧПУ
Извините, страница не существует или была удалена…
Самые комментируемые записи
Строим самодельный фрезерный ЧПУ станок
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.
Откроем секреты сборки станка своими руками.
Идеи изделий на ЧПУ станке
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Выбор шпинделя для фрезерного станка с ЧПУ
Как выбрать шпиндель для фрезерного станка с ЧПУ ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация.
Прямо сейчас смотрят
Вопрос-Ответ
Особенности граверов с ЧПУ
Гравер с ЧПУ — это инструмент, позволяющий обрабатывать как металлические, так и неметаллические предметы с целью их модернизации различными способами.
Сверлильный
Какие функции выполняет портально-сверлильный станок с ЧПУ?
Какие преимущества имеет портальный сверлильный станок с ЧПУ по металлу? Как работают портально-сверлильные станки?
Вопрос-Ответ
Особенности и принципы обработки на станках с ЧПУ
Применяемая технология обработки деталей на станках с ЧПУ позволяет добиться высокого качества продукции, свести к минимуму время изготовления и, в итоге, трудиться с большим экономическим эффектом.
Сверлильный
Как работает сверлильный станок с ЧПУ?
Способ сверления на сверлильном станке с ЧПУ. Технические характеристики оборудования. Разновидности станков.
Технические характеристики оборудования. Разновидности станков.
Вопрос-Ответ
ЧПУ фрезы для фасадов – за счет чего уменьшаются затраты и улучшается качество продукции?
При производстве фасадов ЧПУ фрезы могут выполнить большой массив работы. Уменьшение затрат и улучшение качества продукции – основные задачи подхода.
Фрезерный
Описание и характеристика вертикально-фрезерного станка с ЧПУ 6р13ф3
Вертикально-фрезерный станок 6Р13Ф3 предназначается для обработки разнообразных деталей сложного профиля в среднесерийном и мелкосерийном производстве.
Вопрос-Ответ
О корректировке инструментов в станках ЧПУ
Вся процедура обработки изделий, выполняемая станками ЧПУ, проходит под контролем оператора, обязанностью которого является корректировка инструмента в ЧПУ.
Токарный
Технические характеристики токарно-карусельного станка 1516
Характеристики и технические параметры одностоечного двухсуппортного токарно-карусельного станка 1516. Схемы, габариты, составляющие. Основные преимущества.
Гибочный
Какие особенности давильно-раскатного станка с ЧПУ
Желаете узнать больше о давильно-раскатных станках с ЧПУ ? Узнайте о ротационной вытяжке, классификации, особенностях и преимуществах таких агрегатов.
Вопрос-Ответ
Предназначение постпроцессора для станка ЧПУ
Каким образом станок с ЧПУ выполняет передаваемые ему команды? Какой узел оборудования отвечает за это? Ответив на эти вопросы, можно успешно создавать основу для программирования станков и эксплуатировать их с высокой отдачей.
Конструкция и чертежи фрезерного станка. Конструктивные особенности фрезерных станков с ЧПУ
Во фрезерных станках главным движением является вращение фрезы, а движение подачи — относительное перемещение заготовки и фрезы. Вспомогательные движения необходимы в станке для подготовки процесса резания. К вспомогательным движениям относятся движения, связанные с настройкой и наладкой станка, его управлением, закреплением и освобождением детали и инструмента, подводом инструмента к обрабатываемым поверхностям и его отводом; движения приборов для автоматического контроля размеров и т.д. Вспомогательные движения можно выполнять на станках как автоматически, так и вручную. На станках-автоматах все вспомогательные движения в определенной последовательности выполняются автоматически.
Конструктивные особенности фрезерных станков с ЧПУ
Фрезерные станки с ЧПУ имеют компоновки вертикально-фрезерных, горизонтально-фрезерных и продольно-фрезерных станков. Вертикальные станки делят на две группы консольно-фрезерные и бесконсольно-фрезерные.
Вертикальные станки делят на две группы консольно-фрезерные и бесконсольно-фрезерные.
Станки консольного исполнения имеют меньшую массу и занимают меньшую площадь по сравнению со станками других типов, однако в варианте с ЧПУ мало перспективны. Изготавливают эти станки в одноинструментном (рис. 101, а) и многоинструментном (рис. 101, б) исполнениях. Многоинструментность достигается за счет оснащения станка револьверной головкой.
Исполнения фрезерных станков с ЧПУ
В бесконсольных станках вертикальное перемещение имеет фрезерная головка. Стол обладает перемещениями по осям X’ и Y’, он покоится на массивном основании, благодаря чему станки такого типа обладают повышенной, по сравнению с консольными, жесткостью. Бесконсольные станки также можно изготовлять одноинструментными (рис. 101, в) или снабжать револьверными головками (рис. 101, е). Консольно-фрезерные станки имеют ширину стола 200, 250, 320 и 400 мм, бесконсольные — несколько большую: 320, 400, 500 и 630 мм.
Продольно-фрезерные станки (рис. 101, г) имеют большую ширину стола (630, 800 и 1000 мм) и длину до нескольких метров. В отличие от станков с ручным управлением продольно-фрезерные станки с ЧПУ чаще всего снабжают неподвижной траверсой, на которой расположена одна вертикальная головка по оси Z не только компенсирует отсутствие смещения траверсы, но и придает станку горазда более широкие возможности, так как вертикальное перемещение головки является как установочным, так и рабочим. На продольно-фрезерном станке такой компоновки при использовании навесных угловых головок можно выполнять полную обработку деталей с пяти сторон. На одностоечном продольно-фрезерном станке (рис. 101, д) обычно встраивают поворотный стол.
101, г) имеют большую ширину стола (630, 800 и 1000 мм) и длину до нескольких метров. В отличие от станков с ручным управлением продольно-фрезерные станки с ЧПУ чаще всего снабжают неподвижной траверсой, на которой расположена одна вертикальная головка по оси Z не только компенсирует отсутствие смещения траверсы, но и придает станку горазда более широкие возможности, так как вертикальное перемещение головки является как установочным, так и рабочим. На продольно-фрезерном станке такой компоновки при использовании навесных угловых головок можно выполнять полную обработку деталей с пяти сторон. На одностоечном продольно-фрезерном станке (рис. 101, д) обычно встраивают поворотный стол.
Свойство работать разнообразными инструментами (фрезами, резцами, зенкерами, развертками, метчиками) присуще всем фрезерным станкам с ЧПУ, благодаря чему эти станки отвечают требованиям интегральной обработки.
Фрезерные станки имеют, как минимум, три программируемых координатных перемещения по осям X’, Y’ и Z’.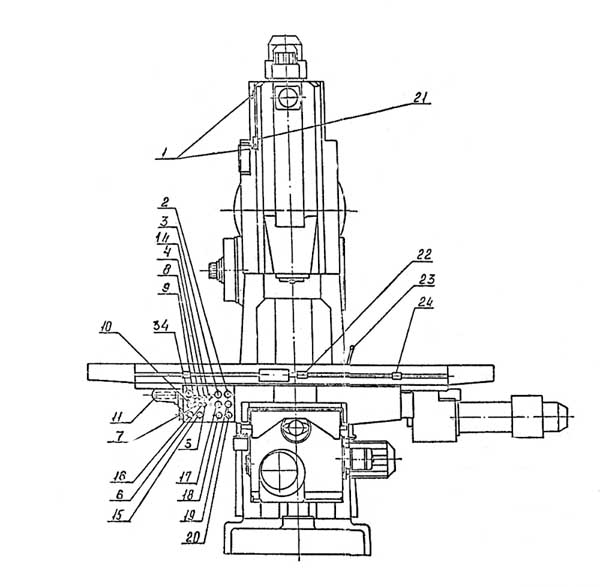 В сложных станках число управляемых координат доходит до пяти. Большинство вертикально-фрезерных станков снабжены контурной системой программного управления, а продольно-фрезерные — как контурной, так и позиционной, обеспечивающей прямоугольную обработку. Последние изготавливают также в исполнении с преднабором и цифровой индикацией (Ф1).
В сложных станках число управляемых координат доходит до пяти. Большинство вертикально-фрезерных станков снабжены контурной системой программного управления, а продольно-фрезерные — как контурной, так и позиционной, обеспечивающей прямоугольную обработку. Последние изготавливают также в исполнении с преднабором и цифровой индикацией (Ф1).
Достаточно широкое распространение получили станки с заданием цикла обработки непосредственно на рабочем месте, так называемые с ЦПУ (цикловое программное управление). Обычно система управления имеет ряд стандартных элементов циклов (например, нарезание резьбы), которые можно вызывать программой. Программирование величин перемещений исполнительных устройств в станках с ЧПУ осуществляется переставными упорами.
В конструкции направляющих тяжелых станков применяют направляющие качения. Выбор зазоров в приводах подач обеспечивает обработку при встречном и попутном фрезеровании. Технические характеристики фрезерных станков с ЧПУ приведены в табл. 47.
47.
Передний конец шпинделя фрезерного станка имеет наружный фланец с посадочной цилиндрической поверхностью и крепежными резьбовыми отверстиями и двумя шпонками по торцу, а также внутреннее коническое отверстие с конусом 7/24.
Рабочие поверхности столов имеют продольные Т-образные пазы, средний из пазов выполняют с точностью H9, который используют для базирования зажимных приспособлений.
Фрезерные станки
Фрезерный станок в металлообработке, металлорежущий станок для обработки резанием при помощи фрезы, наружных и внутренних плоских и фасонных поверхностей, пазов, уступов, поверхностей тел вращения, резьб, зубьев зубчатых колёс и т.п.
По назначению фрезерные станки разделяют на универсально-, горизонтально-, вертикально-, продольно-, копировально-, резьбо-, шпоночно-, карусельно-, барабанно-фрезерные и др. По конструкции фрезерные станки могут быть консольные и бесконсольные. Главное движение у фрезерных станков (вращательное) осуществляется фрезой, движение подачи (поступательное) — заготовкой; в некоторых случаях (например, при обработке крупных изделий) движение подачи может сообщаться фрезе.
Универсально-фрезерный станок консольной конструкции характеризуется горизонтальным расположением оси шпинделя, имеет хобот с подвеской для крепления оправки фрезы и предназначен для работы с разными типами фрез. Станок имеет поворотный (в горизонтальной плоскости) стол, что позволяет фрезеровать винтовые канавки; стол может перемещаться в продольном, поперечном и вертикальном направлениях.
Горизонтально-фрезерный станок аналогичен универсально-фрезерному, но его стол не имеет возможности поворачиваться.
Вертикально-фрезерный станок по конструкции близок к горизонтально- и универсально-фрезерным станкам, но отличается от них вертикальным расположением оси шпинделя.
Ниже представлена компоновочная схема вертикально-фрезерного станка.
Компоновочная схема вертикально-фрезерного станка Компоновочная схема вертикально-фрезерного станка
Рис.1 Компоновочная схема вертикально-фрезерного станка
Продольно-фрезерный станок предназначен для обработки различных плоскостей у крупногабаритных заготовок (или их групп), установленных в многоместных приспособлениях на столе станка, главным образом торцовыми фрезами. На вертикальных стойках станка, смонтированных на станине, расположены боковые фрезерные головки, а также поперечина с вертикальными фрезерными головками. Каждая головка имеет индивидуальный привод вращения шпинделя; оси шпинделей могут перемещаться в горизонтальной и вертикальной плоскостях, а также устанавливаться под углом. Продольную подачу имеет стол, поперечную — вертикальные фрезерные головки, а вертикальную — боковые. Все фрезерные головки имеют общий привод подач.
На вертикальных стойках станка, смонтированных на станине, расположены боковые фрезерные головки, а также поперечина с вертикальными фрезерными головками. Каждая головка имеет индивидуальный привод вращения шпинделя; оси шпинделей могут перемещаться в горизонтальной и вертикальной плоскостях, а также устанавливаться под углом. Продольную подачу имеет стол, поперечную — вертикальные фрезерные головки, а вертикальную — боковые. Все фрезерные головки имеют общий привод подач.
Ниже представлена компоновочная схема продольно-фрезерного станка.
Компоновочная схема продольно-фрезерного станка Компоновочная схема продольно-фрезерного станка
Рис.2 Компоновочная схема продольно-фрезерного станка
В промышленности находят всё более широкое применение различные типы фрезерных станков с программным управлением.
Схема работы фрезерного станка с верхним расположением шпинделя
Пневмосхема станка обеспечивает перемещение фрезерной головки при рабочем и холостом ходах и ее блокировку при падении или исчезновении как давления сжатого воздуха, так и напряжения питающей электросети.
Из цеховой пиевмосистемы сжатый воздух через кран поступает в фшльтр-влагоотделитель, где очищается от твердых частиц, воды и компрессорного масла, далее — в регулятор давления, обеспечивающий регулирование давления в пневмосистеме станка до нужной величины. Давление контролируется манометром. Из регулятора давления воздух попадает в маслораспылитель, работающий по принципу пульверизатора, проходя через который, он насыщается частицами масла и далее разделяется на три магистрали: в пневмоприжим, фиксируя фрезерную головку, в штоковую полость цилиндра, поднимая фрезерную головку в крайнее верхнее положение, а также в воздухораспределитель, представляющий собой комбинацию двух распределителей с электромагнитным и пневматическим управлением. Поршневая полость цилиндра через дроссель и обратный клапан и распределитель в исходном положении связана с атмосферой.
При нажатии на педаль управления станком срабатывает электромагнит распределителя, переключая распределитель во второе положение, что вызывает переключение распределителя и обеспечивает подачу воздуха в поршневую полость цилиндра через дроссель и обратный клапан и тем самым опускание фрезерной головки. Скорость перемещения головки при движении вниз (рабочем ходе) регулируется дросселем, при движении вверх (холостом ходе) — другим дросселем. При рабочем ходе головки инструмент обдувается сжатым воздухом. Воздух на пневмоприжим и в штоковую полость подается постоянно, обеспечивая блокировку фрезерной головки; при отключении напряжения, питающей электросети магнит воздухораспределителя отключается, головка под действием усилия в штоковой полости поднимается в крайнее верхнее положение; при падении давления в пневмосистеме станка происходит фиксация фрезерной головки за счет пружины пневмоприжима и системы рычагов.
Скорость перемещения головки при движении вниз (рабочем ходе) регулируется дросселем, при движении вверх (холостом ходе) — другим дросселем. При рабочем ходе головки инструмент обдувается сжатым воздухом. Воздух на пневмоприжим и в штоковую полость подается постоянно, обеспечивая блокировку фрезерной головки; при отключении напряжения, питающей электросети магнит воздухораспределителя отключается, головка под действием усилия в штоковой полости поднимается в крайнее верхнее положение; при падении давления в пневмосистеме станка происходит фиксация фрезерной головки за счет пружины пневмоприжима и системы рычагов.
Работа с периферийными прижимами. В исходном положении, пневмораспределитель 1 стоит в положении «периферийный прижим», а пневмораспределитель 2 — в положении «стоп». Пневмоцилиндры периферийных прижимов в зависимости от положения стола станка и распределительного золотника, установленного в опоре стола, зажаты или отпущены. Обе полости пневмоцилиндра центрального прижима соединены с атмосферой. Поршень цилиндра прижима фрезы находится в крайнем отведенном положении и нажимает на трехлинейный клапан.
Поршень цилиндра прижима фрезы находится в крайнем отведенном положении и нажимает на трехлинейный клапан.
В этом положении сжатый воздух по трубопроводу через пневмораспределитель 1 поступает к распределительному золотнику периферийных пневмоприжимов 1…8 и по трубопроводу через пневмоклапан к пнёвмоклапану последовательности, переключая его. При этом сжатый воздух через пневмораспределитель по трубопроводу через пневмодроссель поступает в левую полость цилиндра прижима фрезы и по трубопроводу через трехлинейный клапан по трубопроводу к пневмораспределителю, поддерживая его в крайнем правом положении.
Для осуществления обработки пневмораспределитель переключают в положение «фрезерование». Сжатый воздух по трубопроводу через пневмоклапан последовательности (он стоит в положении, открытом для пропуска сжатого воздуха, т. к. магистраль находится под давлением, см. выше) поступает в правую полость цилиндра прижима фрезы. Поршень со штоком перемещается влево. Происходит перемещение фрезы к заготовке и прижим копирного ролика к копиру.
По окончании работы или при смене инструмента необходим отвод фрезы. Это осуществляется следующим образом: пневмораспределитель устанавливается в положение «стоп». При этом сжатый воздух по магистрали поступает в левую полость, цилиндра, а правая полость через трубопровод, клапан последовательности, трубопровод и пневмораспределитель соединена с атмосферой. Поршень и шток перемещаются вправо, отводя фрезу в нерабочее положение.
Работа с центральным прижимом. Пневмораспределитель 1 поставить в положение «центральный прижим». При этом магистраль соединится с атмосферой, а сжатый воздух пойдет по трубопроводу к воздухораспределителю. Так как магистраль (как это было рассмотрено выше при анализе исходного положения) находится под давлением, то сжатый воздух поступит в магистраль и в нижнюю полость пневмоцилиндра 2, поднимая его вверх. Зона загрузки свободна. Одновременно верхняя полость цилиндра, магистрали соединены с атмосферой.
При исчезновении давления в магистрали (в магистрали давление исчезло при установке пневмораспределителя 1 ) в положение «центральный прижим») магистраль также будет без давления и клапан последовательности разобщит магистрали.
Для начала обработки необходимо пневмораспределитель установить в положение «фрезерование». Сжатый воздух поступит по магистрали к клапану последовательности и дальше не сможет пойти, пока магистраль не получит давление и откроет доступ к магистрали. Одновременно с этим магистрали через клапан трехлинейный (в исходном положении этот клапан нажат, как это показано на схеме) и магистраль соединены с атмосферой. В этом случае пневмораспределитель переключит каналы и магистраль соединится с магистралью и сжатый воздух, который получен от распределителя (при установке его в положение «центральный прижим»), поступит в верхнюю полость цилиндра центрального прижима. Произойдет прижим заготовки. Когда давление в магистралях поднимается, клапан последовательности соединит магистрали и воздух поступит в правую полость цилиндра. Фреза начнет приближаться к заготовке. В случае, если деталь окажется не зажата после полного хода штока цилиндра центрального прижима, кулачок на штоке нажмет ролик трехлинейного клапана. Последний соединит магистраль и магистраль с атмосферой, и клапан последовательности не даст разрешения на перемещение фрезы к заготовке.
Последний соединит магистраль и магистраль с атмосферой, и клапан последовательности не даст разрешения на перемещение фрезы к заготовке.
Отжим заготовки центральным прижимом произойдет только после того, как фреза отойдет от заготовки в исходное положение и нажмет на ролик трехлинейного клапана. Это происходит следующим образом: при переключении пневмораспределителя 2 в положение «стоп» сжатый воздух поступает по магистрали в левую полость цилиндра и начинается отвод шпиндельной бабки. При этом прижим детали не прекращается, т. к. от пневмораспределителя 1 воздух продолжает поступать в магистраль и через распределитель в магистраль, т. к. магистраль продолжает оставаться соединенной с атмосферой (трехлинейный клапан не нажат; он нажимается только в исходном положении) и магистраль, которая уже находится под давлением, не может соединиться с трубопроводом. Центральный прижим продолжает удерживать деталь.
Когда шпиндельная бабка вернется в исходное (отведенное) положение, трехлинейный клапан нажимается и давление из магистрали поступит в магистраль, распределитель переместится вправо и магистраль соединится с атмосферой, а магистраль с нижней полостью цилиндра центрального прижима. Деталь освобождается.
Деталь освобождается.
Двухсторонний фрезерный станок, LYNX
Фрезерный станок LYNX разработан специально для того, чтобы решить проблему возникновения сколов при обработке шпонированных или окутанных дверных коробок.
Идеальное качество обработки под прямым углом или под наклоном, достигается за счет применения фрезерования, вместо пиления/торцевания.
ОСОБЕННОСТИ КОНСТРУКЦИИ ФРЕЗЕРНОГО СТАНКА:
Благодаря интерполяции осей машины, а также сложному программному обеспечению, установленному на борту, оператор может выбрать любой из необходимых рабочих циклов, оптимально подходящих для поставленной задачи.
Компактные рабочие узлы перемещаются по закаленным направляющим на линейных подшипниках, защищенных пыльниками. Все оси приводятся в действие винтовыми направляющими, чтобы обеспечить высокую точность перемещения, при высокой скорости.
Блок ЧПУ состоит из трех основных компонетов используемых в большинстве машин компании:
Управляющий компьютер.
Операционная система Windows XP Professional, ОЗУ 512 Мб — PENTIUM 4 or equivalent at 2,8 GHz;
40 Gb Жесткий диск (или более) — Дисковод — CD-ROM 52x drive -RS232 серийный порт — 2-направленный параллельный порт – USB порт;
Сетевая карта Ethernet 10/100, клавиатура, мышь and 17″ LCD цветной монитор;
Дружественный интерфейс пользователя, с возможностью интерполированного программирвоания 4х цифровых осей;
Система самодиагностики станка;
Телесервис, программное обеспечение (по запросу).
Система цифрового позиционирования положения рабочих узлов и стола машины.
Векторный инвертор для управления пятью трехфазными двигателями с логикой «Motion Control»;
Высокодинамичные двигатели для оптимизации отклика инвертора;
Программные и механические концевые выключатели для всех подвижных осей машины;
Оптимизированные последовательности перемещения осей, предотвращающие возможные пересечения и касания с подвижными частями станка;
Система компенсации люфта в двух направлениях по всем осям;
Гидравлическая система с помпой мощностью 0,75 кВт для разблокировки осей перед активацией числового программного управления.
Контроллер фрезерного станка NUM 1040 POWER
Управление четырьмя интерполированными рабочими осями;
Карточки приводы и двигатели без щеток.
Конструкция и чертежи фрезерного станка
1 Выпилите кусок березовой фанеры для панели А и кусок бумажно-слоистого пластика для покрытия В по указанным в «Списке материалов» размерам, не забыв добавить припуск 25 мм по длине и ширине.
2 Руководствуясь инструкциями на банке, нанесите контактный клей на обратную сторону пластика и верхнюю сторону фанеры. Приклейте пластик к фанере, отступив от ее угла около 3 мм, как показано в «Совете мастера». Плотно прикатайте пластик резиновым валиком.
3 Прижимая к параллельному (продольному) упору пильного станка свободные от пластика края фанеры, опилите с противоположных краев около 6 мм материала, пропиливая фанеру и пластик одновременно. Теперь, прижимая к упору уже опиленные начисто кромки, обрежьте противоположные стороны детали А/В до окончательного размера.
4 Выпилите длинные С и короткие D кромочные накладки с припуском около 25 мм. Сделайте на их концах скосы, чтобы закрыть края крышки (рис. 1). Приклейте их к краям крышки и зафиксируйте струбцинами, выровняв верхние стороны с поверхностью пластика, как показано в «Совете мастера» на с. 80.
5 Установите в пильный станок пазовый диск толщиной 19 мм и прикрепите к параллельному (продольному) упору деревянную накладку высотой около 250 мм. Отрегулируйте положение диска и упора для выборки в кромочных накладках D шпунтов для установки алюминиевого профиля, как показано на рис. 1а. Проверьте сделанные настройки на обрезках и, если требуется, измените их. Прижимая к упору покрытую пластиком сторону крышки, выпилите шпунты в кромочных накладках D. Используйте подпорный брусок для предотвращения сколов на выходе пильного диска.
6 Тем же самым пазовым диском выпилите шпунт в пробном обрезке доски и проверьте, как входит в него ползун углового упора. Он должен свободно перемешаться вдоль шпунта с минимальным люфтом. Скорректируйте настройки, если требуется. Положите крышку пластиком вниз и выпилите в ней паз для углового упора . Чтобы не было сколов на выходе пильного диска, используйте подпорный брусок.
Скорректируйте настройки, если требуется. Положите крышку пластиком вниз и выпилите в ней паз для углового упора . Чтобы не было сколов на выходе пильного диска, используйте подпорный брусок.
Страница не найдена — РОСТИНТЕХ
Наши станки ЧПУ
Наши услуги
Будем помогать Вам всеми своими силами и знаниями построить работающее и приносящее прибыль производство. Мы передадим все инструменты контроля за всеми процессами на вашем предприятии, только после достижения им, поставленных показателей по производительности и прибыли. И в дальнейшем при необходимости будем помогать Вам совершенствовать ваше дело и модернизировать для достижения более высоких показателей.
Заказать услугу
Разработаем и опишем внутренний формальные стандарты взаимоотношений на уровне подразделений и конкретных должностей. Что упростит контроль со стороны владельца и руководства за производством.
Заказать услугу
Организуем и запустим учет материалов и покупных частей, их входной контроль и учет готовой продукции на вашем производстве.
Заказать услугу
Сформируем цепочки поставки инструмента.
Заказать услугу
По вашим техническим заданиям разработаем и произведем, а при необходимости — закупим, все нужное для производства станочное оборудование и оснастку.
Заказать услугу
Сформируем Ваш коллектив — проведя отбор кадров и организуем обучение персонала для получения сбалансированного работающего и продуктивного коллектива, нацеленного на достижение поставленного результата.
Заказать услугу
3 причины работать с нами
01
Гарантия на всю нашу продукцию
02
Бесплатное обучение работе со станками
03
Мы разрабатываем печатные платы
Новости
Наша компания работает совместно с компанией «МБС лизинг» и теперь весь спектр нашего оборудования —…
Читать далее
Несмотря на молодость нашей компании, мы уже накопили определенный пул выполненных проектов в различных областях….
Читать далее
Программа лояльности РостИнТех: В качестве бонуса, при покупке любого нашего станка, мы предлагаем нашим партнёрам…
Читать далее
В этой статье, мы на конкретном примере расскажем как происходит отправка готового оборудования к месту…
Читать далее
Назначение фрезерных станков. Самым востребованным, в линейке фрезерных станков, является «Фрезерный станок ЧПУ для дерева» Нам…
Читать далее
Чертежи ЧПУ фрезерного станка Наш ЧПУ фрезерный станок «Черный бобер» пошел в народ. Очень много…
Читать далее
C 18 декабря 2017 года компания РОСТИНТЕХ является официальным партнером компании BobCAD-CAM. У нас можно…
У нас можно…
Читать далее
Достигнута договорённость о сотрудничестве с компанией FANUC. Мы стали сертифицированным партнёром компании FANUC. У нас можно…
Читать далее
Международная выставка UMIDS Мы участвуем в Международной выставке мебели, материалов, комплектующих и оборудования для деревообрабатывающего…
Читать далее
От имени нашей компании Приглашаем на выставку, посетить наш стенд в павильоне №2 на международной Выставке UMIDS ,…
Читать далее
Мы находимся в г. Батайск (пригород г. Ростова-на-Дону) ул. Фермерская 27.
Электронная почта
[email protected]
Телефон
8-800-5500-185
Зам. директора
директора
[email protected]
900+ Фрезерный станок Картинки | Роялти-фри
900+ Фрезерный станок картинки | Без лицензионных отчислений — GoGraph
1–150 из 4342 изображений
фрезерный станок
Фрезерный станок стоковые иллюстрации
Переключить субтитры
Макет
GridTitles
Результаты
5075100150250
Обычный фрезерный станок с панелью управления
Обычный фрезерный станок с панелью управления
Значок линии вертикально-фрезерного станка
Значок фрезерного станка с ЧПУ
Фрезерный станок для ногтей
Значок линии фрезерного станка с ЧПУ
Фрезерный станок
Производственная машина
Лазерный гравировальный станок, фрезерный станок с ЧПУ Flat Color Line Icon.
Изометрическое движение на дороге, концепция ремонта дорог. Холодный фрезерный станок, удаляющий слой асфальта на дороге.
Фрезы
Водяное колесо
Значок дорожной фрезы
Фрезерный станок
Чертежи фрезерного станка с ЧПУ
Значок инженерного фрезерного станка, стиль контура
Чертежи фрезерного станка с ЧПУ Иллюстрация
Векторная икона линии фрезерного станка
Изометрический цветной чертеж фрезерного станка с ЧПУ
Плоский значок фрезы
Заводской рабочий работает на токарном станке
Станки
Набор иконок станков
Асфальтовая фреза
Значок линии фрезерного станка с ЧПУ
Мультяшный рабочий фрезерного станка
Фрезерный станок крупным планом
Модуль управления фрезерным станком, крупный план
Значок машины
Изометрический чертеж фрезерного станка с ЧПУ
Фрезерный станок, векторная икона с ЧПУ
Изометрические чертежи фрезерного станка
Станок
Вектор контура цвета значка фрезерного станка
Фрезерный станок или значок линии с ЧПУ
Иконки векторных линий промышленных машин.
 Символы заводских станков
Символы заводских станковФреза для асфальта
Фрезерный станок, линейная иконка с ЧПУ
Контурно-фрезерный станок. Вектор
Контурно-фрезерный станок. Вектор
Чертежи фрезерного станка
Изометрические чертежи фрезерного станка с ЧПУ
Контурно-фрезерный станок. Вектор
Контурно-фрезерный станок. Вектор
Набор иконок фрезерных станков Плоский вектор, изолированные
Контурно-фрезерный станок.
 Вектор
ВекторЗначок фрезерного станка, плоский стиль
Векторные иконки тонкой линии станка
Значок металлического фрезерного станка, плоский стиль
Значок вертикального фрезерного станка
Контурно-фрезерный станок. Вектор
Векторная иконка фрезерного станка
Контурно-фрезерный станок. Вектор
Контурно-фрезерный станок. Вектор
Контурно-фрезерный станок. Вектор
Контурно-фрезерный станок.
 Вектор
ВекторКонтурно-фрезерный станок. Вектор
Металлообрабатывающий значок фрезерного станка, плоский стиль
Головка фрезерного станка с ЧПУ
Значок фрезерного станка, плоский стиль
Значок компьютерного фрезерного станка, плоский стиль
Кофейные чашки и бобы векторные иконки
Сайт Миллера и Миллинга. Инженер по сверлению металла с фрезерованием
Значок линии вертикально-фрезерного станка
Контурно-фрезерный станок.
 Вектор
ВекторКонтурно-фрезерный станок. Вектор
Значок ЧПУ, вектор фрезерного станка
Значок фрезерного станка, плоский стиль
Набор мультяшных рабочих, работающих на заводских станках
Контурно-фрезерный станок. Вектор
Значок промышленного фрезерного станка, плоский стиль
Значок стального фрезерного станка, плоский стиль
Контурно-фрезерный станок. Вектор
Фрезерный станок, линейная иконка инструмента с ЧПУ, вектор
Значок токарного станка, стиль контура
Значок металлического фрезерного станка, стиль контура
Значок заводского фрезерного станка, стиль контура
Линейный фрезерный станок Icon Color Outline Vector
Контурно-фрезерный станок.
 Вектор
ВекторКонтурно-фрезерный станок. Вектор
Цвет значка фрезерного станка с ЧПУ Вектор контура
Значок заводского фрезерного станка, плоский стиль
Значок технологии фрезерного станка, стиль контура
Цвет значка домашнего фрезерного станка, вектор контура
Станки с рабочим изометрическим набором
Контурно-фрезерный станок. Вектор
Значок промышленного фрезерного станка, стиль контура
Электрический фрезерный станок Иконка Цвет контура Вектор
Контурно-фрезерный станок.
 Вектор
ВекторMiller And Milling Интернет-сервис или магазин платформы. Инженер по бурению
Набор иконок для фрезерных станков Vector Neon
Контурно-фрезерный станок. Вектор
Контурно-фрезерный станок. Вектор
Контурно-фрезерный станок. Вектор
Контурно-фрезерный станок. Вектор
Значок фрезерного станка с ЧПУ, плоский стиль
Контурно-фрезерный станок. Вектор
Значок лазерного фрезерного станка, стиль контура
Контурно-фрезерный станок.
 Вектор
ВекторКонтурно-фрезерный станок. Вектор
Кофейные элементы рисованной иллюстрации
Набор иконок для фрезерных станков, плоский стиль
Значок фрезерного станка с ЧПУ, простой стиль
Значок автоматизированного фрезерного станка Плоский изолированный вектор
Значок стального фрезерного станка, стиль контура
Контурно-фрезерный станок. Вектор
Значок фрезерного станка с ЧПУ, изометрический стиль
Контурно-фрезерный станок.
 Вектор
ВекторЗначок «Производство фрезерного станка», плоский стиль
Miller And Milling Веб-баннер или целевая страница. Инженер по бурению
Контурно-фрезерный станок. Вектор
Набор иконок станков
Фрезерный станок Металлоконструкции Значок Цвет Контур Вектор
Контурно-фрезерный станок. Вектор
Значок инженерного фрезерного станка, плоский стиль
Контурно-фрезерный станок. Вектор
Машинная катушка, винтажная гравировка.

Значок фрезерного станка с ЧПУ, стиль контура
Инженерный фрезерный станок Иконка Цвет контура Вектор
Фрезерный станок с ЧПУ, линейный
Контурно-фрезерный станок. Вектор
Контурно-фрезерный станок. Вектор
Значок фрезерного станка, изометрический стиль
Лазерный фрезерный станок Иконка Цвет контура Вектор
Значок зубофрезерного станка, стиль контура
Контурно-фрезерный станок. Вектор
Контурно-фрезерный станок.
 Вектор
ВекторКонтурно-фрезерный станок. Вектор
Контурно-фрезерный станок. Вектор
Стоковая векторная пиктограмма Ферма
Ручная кофемолка с жерновой мельницей
Набор баннеров для мобильных приложений Miller And Milling. Инженер по бурению
Набор иконок станкостроения, робототехники
Miller And Milling Веб-баннер или целевая страница. Инженер по бурению металла
Значок фрезерного станка, изометрический стиль
Miller And Milling Concept Illustration.
 Инженер по бурению металла
Инженер по бурению металлаMiller And Milling Онлайн-сервис или платформа для консультаций. Инженер
Винтажный фон для этикетки кофейных зерен
Значок фрезерного станка, изометрический стиль
Контурно-фрезерный станок. Вектор
Значок заводского фрезерного станка, простой стиль
Контурно-фрезерный станок. Вектор
Значок рабочего фрезерного станка, стиль контура
Женщина, работающая на фрезерном станке.
Набор иконок станкостроения, робототехники
Концепция типографского заголовка Миллера.
 Инженер по бурению металла
Инженер по бурению металлаЗубофрезерный станок Значок цвета контура Вектор
Контурно-фрезерный станок. Вектор
Набор иконок станков
Значок строительного фрезерного станка, стиль контура
Следующая страница
Гарантия соответствия
Ваше удовлетворение очень важно для нас. Если вы не удовлетворены по какой-либо причине, мы предлагаем 100%
гарантия возврата денег в течение 30 дней после покупки.
Как подготовить технический чертеж для обработки с ЧПУ
Как подготовить технические чертежи для обработки с ЧПУ и почему они важны? Технические чертежи широко используются в производстве для улучшения связи технических требований между проектировщиком и инженером и производителем.
Кому
запросить цену
для пользовательских деталей с ЧПУ на платформе Hubs вам нужно только предоставить файл 3D CAD. Современный
Обработка с ЧПУ
Системы могут интерпретировать геометрию детали непосредственно из САПР, а это означает, что дополнительная документация, такая как технические чертежи, не всегда требуется.
Тем не менее, хотя технические чертежи не являются обязательными для запроса цены на обработку с ЧПУ, они по-прежнему очень важны и широко используются в производстве. Технические чертежи улучшают передачу технических требований между дизайнерами, инженерами, разработчиками продукции и машинистами. Предоставление технического чертежа может помочь вам найти более качественные детали и даже
сократить расходы .
В этой статье мы объясним, когда включать технический чертеж (или чертежи обработки) в ваш заказ на ЧПУ и что вам нужно включить, чтобы получить максимальную отдачу от поиска деталей. Эта статья также включает технические рекомендации по рисованию и лучшие практики, проверенные инженерами Hubs.
Эта статья также включает технические рекомендации по рисованию и лучшие практики, проверенные инженерами Hubs.
Посмотрите на этот удобный пример технического чертежа.
Изображение выше представляет собой хорошо продуманный технический чертеж с полными размерами и полезный пример для получения максимальной отдачи от этого руководства. Нажмите
здесь
загрузить версию этого технического чертежа в высоком разрешении и
здесь
скачать файл САПР.
У вас есть готовый файл САПР и технический чертеж для вашей нестандартной детали?
Ознакомьтесь с нашими услугами ЧПУ
Получите мгновенное предложение сегодня
Почему технические чертежи по-прежнему важны для поиска деталей?
Несмотря на то, что файлы САПР достаточно обширны в отношении того, что они могут передавать на станки с ЧПУ, технические чертежи по-прежнему содержат информацию, которую файл 3D САПР не может передать. В том числе:
В том числе:
Внутренний или внешний
темы
Особенности с
допуски, превышающие стандарт
Отдельные поверхности со специфическими
отделка требования (например, шероховатость поверхности)
Даже если ваш проект не включает эти функции, рекомендуется включать технический чертеж вместе с файлом 3D CAD при размещении заказа с ЧПУ. Обычно файл 3D CAD используется для программирования станка с ЧПУ, а чертеж используется в качестве справочного материала на протяжении всего процесса обработки.
Большинство поставщиков услуг ЧПУ также могут изготавливать детали непосредственно по этим чертежам токарной и фрезерной обработки с ЧПУ. В некоторых случаях мы обнаруживаем, что они предпочитают их файлам САПР. Это потому что:
Это потому что:
Некоторые поставщики услуг обучены быстро интерпретировать геометрию детали по 2D-чертежу
Легче определить основные размеры, функции и критические характеристики детали по 2D-чертежам
Проще оценить стоимость изготовления детали
Как видите, технические чертежи могут быть важной частью поиска нестандартных деталей, и существует множество различных стандартов и передовых методов их составления. Если ваш рисунок четко передает все технические требования, то не имеет значения, какие методы черчения вы используете.
Что такое анатомия технического рисунка?
Технический чертеж обычно состоит из следующих важнейших компонентов:
Основная надпись
Изометрический/графический вид детали
Основные орфографические виды детали
Разрезы или детали
Примечания для производителя
Основная надпись
В основной надписи содержится основная информация о детали, которую вы производите, например, название детали, материал, требования к отделке и цвету, имя дизайнера и компания. Очень важно заполнить эту основную информацию, поскольку она информирует производителя об основной функции детали.
Очень важно заполнить эту основную информацию, поскольку она информирует производителя об основной функции детали.
Основная надпись также содержит другую техническую информацию, включая масштаб чертежа и стандарты, используемые для определения размеров и допусков.
Другим элементом, который обычно присутствует в основной надписи или рядом с ней, является угловая проекция. Угловая проекция определяет способ расположения видов на чертеже. Как правило, чертежи, использующие стандарты ASME (США и Австралия), используют проекцию под третьим углом, а стандарты ISO/DIN (Европа) используют проекцию под первым углом. Пример схемы в начале этой статьи использует стандарты ISO/DIN.
Наглядный (изометрический) вид
Мы рекомендуем вам добавить один или несколько 3D-изображений детали к вашему техническому чертежу. Это облегчает понимание рисунка с первого взгляда. Изометрические виды сочетают в себе иллюзию глубины с неискаженным представлением геометрии вашей детали (вертикальные линии остаются вертикальными, а горизонтальные линии рисуются под углом 30 градусов).
Основные орфографические виды
Большая часть информации о геометрии детали представлена на основных ортогональных видах.
Это двухмерные изображения трехмерного объекта, представляющие точную форму части, если смотреть с внешней стороны ограничивающей рамки по одной стороне за раз. Таким образом нарисованы только края деталей, чтобы обеспечить более четкое представление размеров и характеристик.
Для большинства деталей достаточно двух или трех ортогональных изображений, чтобы точно описать всю геометрию.
Разрезы
Разрезы можно использовать для отображения внутренних деталей детали. Линия разреза на основном ортогональном виде показывает, где деталь имеет поперечное сечение, а штриховка на виде сечения указывает на области, где исходный материал был удален.
Технические чертежи могут иметь несколько видов в разрезе с двумя буквами, связывающими каждую линию разреза с каждым видом в разрезе (например, A-A, B-B и т. д.). Стрелки линии разреза указывают направление.
д.). Стрелки линии разреза указывают направление.
Обычно разрезы размещаются на одной линии с ортогональным видом, но их также можно разместить в другом месте чертежа, если места недостаточно. Деталь можно разрезать по всей ширине (как в примере выше), по половине ширины или под углом.
Подробные виды
Детальные виды используются для выделения сложных или сложных для измерения областей основного ортогонального вида. Обычно они имеют круглую форму (размещены со смещением во избежание путаницы) и снабжены аннотацией одной буквы, которая связывает вид детали с основным чертежом (например, A, B и т. д.).
Виды узлов можно размещать в любом месте чертежа и использовать масштаб, отличный от остального чертежа, если это четко указано (как в приведенном выше примере).
Что такое примечания к производителю и зачем они нужны?
Добавление примечаний производителю к техническому чертежу очень важно, хотя и не обязательно для получения коммерческого предложения. Они передают дополнительную информацию, которая не была включена в сами чертежи.
Они передают дополнительную информацию, которая не была включена в сами чертежи.
Эти кажущиеся дополнительными, но жизненно важные фрагменты информации включают в себя инструкции по слому (удалению заусенцев) всех острых кромок и конкретные общие требования к отделке поверхности. Вы также можете использовать этот раздел чертежа для ссылки на другой файл САПР или другой компонент, с которым взаимодействует деталь на чертеже.
В примечаниях к производителю вместо текста часто используются символы. Например, шероховатость поверхности обычно обозначается символом.
Как подготовить технический чертеж за 7 простых шагов
При составлении технического чертежа мы рекомендуем выполнить следующие 7 шагов, чтобы подготовить наилучшие чертежи.
Шаг 1
Определите наиболее важные виды и поместите соответствующие орфографические изображения в центр чертежа, оставив между ними достаточно места для добавления размеров.
Шаг 2
Если ваша деталь имеет внутренние элементы или сложные и трудные для измерения области, рассмотрите возможность добавления разрезов или видов узлов.
Шаг 3
Добавьте вспомогательные линии на все виды. Вспомогательные линии включают осевые линии (для определения плоскостей или осей симметрии), маркеры центра и шаблоны маркеров центра (для определения местоположения центра отверстий или круговых массивов).
Шаг 4
Добавьте размеры в ваш ЧПУ-чертеж, начиная с самых важных размеров (мы даем дополнительные советы по этому поводу в следующем разделе).
Шаг 5
Укажите расположение, размер и длину всех резьб.
Шаг 6
Добавьте допуски к элементам, которые требуют более высокой точности, чем стандартный допуск. Мы следуем ISO 2768, -средний или -тонкий для металлов и -средний для пластмасс.
Шаг 7
Заполните основную надпись и убедитесь, что вся необходимая информация и требования, выходящие за рамки стандартной практики (например, обработка поверхности и удаление заусенцев), указаны в дополнительных примечаниях. Когда ваш рисунок будет готов, экспортируйте его в файл PDF и прикрепите к своему заказу в конструкторе предложений.
Теперь, когда вы знакомы с базовой структурой технического чертежа, давайте углубимся в особенности добавления размеров, аннотаций и допусков.
Интересует стоимость станков с ЧПУ?
Узнайте, как снизить затраты на ЧПУ
Получите мгновенное предложение сегодня
Как добавить критические размеры в технические чертежи?
Полноразмерный основной ортогональный вид
Если вы включите в свой заказ файл 3D CAD и технический чертеж, производитель в первую очередь проверит размеры технического чертежа. Мы рекомендуем тщательно проставлять размеры всех важных элементов на чертежах, чтобы избежать ошибок после того, как деталь будет запущена в производство.
Мы рекомендуем полностью указать размеры вашего технического чертежа, чтобы избежать ошибок в производственном процессе. Однако вы можете сэкономить время, определяя размеры только тех элементов, которые вы хотите, чтобы поставщик услуг обработки с ЧПУ измерил.
Вот несколько советов, которые помогут вам определить размеры ваших моделей:
Начните с размещения габаритных размеров детали.
Затем добавьте измерения, которые наиболее важны для функциональных целей. Например, расстояние между двумя отверстиями на приведенном в качестве примера чертеже имеет жизненно важное значение.
Затем добавьте размеры к другим элементам. Хорошей практикой является размещение всех размеров, начиная с одной и той же базовой линии (также известной как база), как показано в примере.
Размеры должны быть размещены на виде, наиболее четко описывающем элемент. Например, размеры резьбовых отверстий не включены в этот вид, так как они более четко описаны в подробном виде.
Для повторяющихся объектов добавьте размеры только к одному из них, указав общее количество повторений объекта на текущем виде. В примере два одинаковых отверстия с цековкой указаны с помощью 2x в условном обозначении.

Хотите еще глубже изучить тему добавления размеров к чертежу? Проверьте это отличный
статья
из Массачусетского технологического института.
Как добавить обозначения отверстий на технический чертеж?
Виды разрезов и узлов с обозначениями отверстий
Отверстия являются обычными элементами деталей, обработанных на станках с ЧПУ. Их обычно обрабатывают дрелью, поэтому они имеют
стандартизированные размеры.
Они часто также включают второстепенные элементы, такие как зенковки (⌴) и зенковки (⌵). Рекомендуется добавлять выноски вместо определения размеров каждой отдельной функции.
В приведенном ниже примере условное обозначение определяет два одинаковых сквозных отверстия с цековкой. Символ глубины (↧) можно использовать вместо добавления дополнительного размера к чертежу.
Пример типичного обозначения отверстия
Как добавить резьбу на технический чертеж?
Если ваши детали содержат резьбу, вы должны четко определить и обозначить ее на техническом чертеже. Резьбы следует определять, указывая стандартный размер резьбы (например, M4x0,7) вместо размера диаметра. Мы рекомендуем предоставить подробные обозначения резьбы, так как они добавляют ясности чертежу и позволяют указывать направляющие отверстия и резьбы различной длины.
Резьбы следует определять, указывая стандартный размер резьбы (например, M4x0,7) вместо размера диаметра. Мы рекомендуем предоставить подробные обозначения резьбы, так как они добавляют ясности чертежу и позволяют указывать направляющие отверстия и резьбы различной длины.
В этом случае первая операция должна определить размеры направляющего отверстия (подходящий диаметр можно найти в стандартных таблицах), а вторая операция — размер (и допуск) резьбы.
Как указать допуски на техническом чертеже?
Допуски определяются с использованием различных форматов на основном ортогональном виде.
Допуски определяют диапазон допустимых значений для определенного размера детали. Допуски рассказывают о функции детали и особенно важны для элементов, которые взаимодействуют с другими компонентами.
Допуски бывают разных форматов и могут быть применены к любому размеру на чертеже ЧПУ (как линейному, так и угловому).
Двусторонние допуски, простейший допуск, симметричны относительно основного размера (например, ± 0,1 мм). Есть также
односторонние допуски (с разными верхними и нижними пределами) и
допуски инженерной посадки, , которые определены в технической таблице (например, 6Н). Допуск плоскостности (⏥) был определен в приведенном выше примере.
Более продвинутый способ определения допуска — .
GD&T (Геометрические размеры и допуски) 906:30 .
Что такое определение геометрических размеров и допусков (GD&T)?
Пример детали с размерами с использованием GD&T
Систему геометрических размеров и допусков (GD&T) применять сложнее, чем стандартные размеры и допуски, но она считается более эффективной, поскольку GD&T более четко передает инженерное намерение. С помощью GD&T вы можете задавать более слабые допуски и при этом выполнять основные требования к конструкции, повышая при этом качество и снижая стоимость.
В приведенном выше примере истинное положение (⌖) использовалось для определения допуска этой схемы отверстий. Другие распространенные геометрические допуски включают плоскостность (⏥) и концентричность (◎).
Вот пример применения системы GD&T к конструкции детали:
Эта сноска определяет восемь отверстий с номинальным диаметром 10 мм и допуском ± 0,1 мм к их диаметру. Это означает, что независимо от того, где вы измеряете этот диаметр, результат измерения должен быть между 90,9 и 10,1 мм.
Допуск истинного положения определяет положение центра отверстия по отношению к трем основным кромкам базовой линии (базу) детали. Это означает, что центральная ось отверстия всегда должна находиться в пределах идеального цилиндра, имеющего центр в месте, определяемом теоретически точными размерами на чертеже, и диаметром, равным 0,1 мм.
На практике это означает, что центр отверстия не будет смещаться от его проектного положения, гарантируя, что деталь подойдет к остальной части сборки.
Мы рекомендуем добавлять информацию о размерах и размерах ваших деталей для критических сборок и на более поздних этапах процесса проектирования (например, во время полномасштабного производства). Оба они имеют более высокие метрологические требования, что увеличивает стоимость одноразового прототипа.
У вас еще нет технического чертежа? Вы все еще можете получить мгновенную цитату
Начните производить нестандартные детали уже сегодня
Готовы преобразовать файл САПР в нестандартную деталь? Загрузите свои проекты для бесплатной мгновенной оценки.
Получите мгновенную смету
ЧЕРТЕЖИ МАШИН
ОБЩИЕ ТЕРМИНОЛОГИИ И СИМВОЛЫ
При обучении чтению чертежей машин вы должны сначала ознакомиться с общими терминами, символами и соглашениями, определенными и обсуждаемыми в следующих параграфах.
Общая терминология
Следующие параграфы охватывают общие термины, наиболее часто используемые во всех аспектах машинных чертежей.
Допуски
Инженеры понимают, что абсолютная точность невозможна, поэтому они рассчитывают допустимые отклонения. Это изменение известно как толерантность. На чертеже указывается в виде плюса (+) или минуса (-) определенной суммы либо дробью, либо десятичной дробью. Пределы — это максимальные и/или минимальные значения, установленные для определенного размера, а допуск представляет собой общую величину, на которую может варьироваться конкретный размер. Допуски могут быть показаны на чертежах несколькими различными способами; На рис. 4-1 показаны три примера. Односторонний метод (вид А) используется, когда отклонение от расчетного размера допустимо только в одном направлении. В двустороннем методе (вид B) размерная цифра показывает положительное или отрицательное отклонение, которое является приемлемым. В методе определения предельных размеров (вид C) указываются как максимальные, так и минимальные размеры.
Поверхности с допусками имеют геометрические характеристики, такие как округлость или перпендикулярность к другой поверхности. Типичные символы геометрических характеристик показаны на рис. 4-2. База — это поверхность, линия или точка, от которой должно быть определено геометрическое положение или от которой должно быть измерено расстояние. Любая буква алфавита, кроме I, O и Q, может использоваться в качестве символа, идентифицирующего датум. Символ управления функцией состоит из геометрических символов и допусков. Символ управления элементом может включать ссылки на датум (рис. 4-3).
Типичные символы геометрических характеристик показаны на рис. 4-2. База — это поверхность, линия или точка, от которой должно быть определено геометрическое положение или от которой должно быть измерено расстояние. Любая буква алфавита, кроме I, O и Q, может использоваться в качестве символа, идентифицирующего датум. Символ управления функцией состоит из геометрических символов и допусков. Символ управления элементом может включать ссылки на датум (рис. 4-3).
Скругления и скругления
Скругления представляют собой вогнутые металлические угловые (внутренние) поверхности. В литье скругление обычно увеличивает прочность металлического уголка, потому что закругленный угол охлаждается более равномерно, чем острый угол, что снижает вероятность разрушения. Скругления или радиусы — это кромки или внешние углы, которые были закруглены для предотвращения сколов и острых режущих кромок. Скругления и скругления показаны на рис. 4-4.
Прорези и направляющие
Прорези и направляющие используются для сопряжения двух кусков материала особой формы и надежного удержания их вместе, но при этом позволяют им двигаться или скользить. Два типа, Т-образный паз и паз типа «ласточкин хвост», показаны на Рисунке 4-5. Например, Т-образный паз используется на столе фрезерного станка, а ласточкин хвост используется на узле поперечных салазок токарного станка с двигателем.
Два типа, Т-образный паз и паз типа «ласточкин хвост», показаны на Рисунке 4-5. Например, Т-образный паз используется на столе фрезерного станка, а ласточкин хвост используется на узле поперечных салазок токарного станка с двигателем.
Шпонки, шпоночные посадочные места и шпоночные канавки
Шпонка представляет собой небольшой клин или прямоугольный кусок металла, вставляемый в паз или канавку между валом и ступицей для предотвращения проскальзывания. На рис. 4-6 показаны три типа ключей.
На рис. 4-7 показаны шпоночное гнездо и шпоночный паз. Шпоночное гнездо (вид А) представляет собой прорезь или канавку на внешней стороне детали, в которую входит ключ. Шпоночный паз (вид B) представляет собой прорезь или канавку в цилиндре, трубе или трубе. Ключ, вставленный в гнездо для ключей, будет скользить в шпоночный паз и препятствовать перемещению деталей.
ВИНТОВАЯ РЕЗЬБА
Для изображения резьбы на чертежах используются различные методы. Упрощенный метод (рис. 4-8) использует видимые и скрытые линии для обозначения большого и малого диаметров резьбы. Схематический метод (Рисунок 4-9)) использует ступенчатые линии для представления корней и гребней видимой резьбы. Подробный метод (рис. 4-10) обеспечивает наиболее близкое представление о внешнем виде реальной винтовой резьбы. Упрощенный, схематический и подробный метод представления резьбы, используемый для конической трубной резьбы, показан на Рисунке 4-11.
Упрощенный метод (рис. 4-8) использует видимые и скрытые линии для обозначения большого и малого диаметров резьбы. Схематический метод (Рисунок 4-9)) использует ступенчатые линии для представления корней и гребней видимой резьбы. Подробный метод (рис. 4-10) обеспечивает наиболее близкое представление о внешнем виде реальной винтовой резьбы. Упрощенный, схематический и подробный метод представления резьбы, используемый для конической трубной резьбы, показан на Рисунке 4-11.
На рисунке 4-12 слева показан профиль резьбы в разрезе, а справа показан распространенный метод рисования резьбы. Для экономии времени в разрезе используются символы, а резьба не вычерчивается в масштабе. На чертеже указаны размеры резьбовой части, но другая информация может быть помещена в «примечаниях» практически в любом месте чертежа, но чаще всего в левом верхнем углу.
Однако в этом примере примечание находится прямо над чертежом и показывает обозначение резьбы: 1/4-20 UNC-2. Первая цифра банкноты, 1/4, является номинальным размером, то есть внешним диаметром. Число после первого тире, 20, означает, что на дюйм приходится 20 витков резьбы. Серия нитей Unified National Coarse обозначается буквами UNC. Последняя цифра, 2, определяет класс резьбы и допуск, обычно называемый посадкой. Если это левая резьба, тире и буквы LH будут следовать за классом резьбы. Резьба без LH является правосторонней.
Число после первого тире, 20, означает, что на дюйм приходится 20 витков резьбы. Серия нитей Unified National Coarse обозначается буквами UNC. Последняя цифра, 2, определяет класс резьбы и допуск, обычно называемый посадкой. Если это левая резьба, тире и буквы LH будут следовать за классом резьбы. Резьба без LH является правосторонней.
Спецификации, необходимые для изготовления винтов, включают диаметр резьбы, количество витков на дюйм, серию резьбы и класс резьбы. Двумя наиболее широко используемыми сериями резьбы являются резьба National Coarse (NC) и National Fine (NF), которые являются частью системы Unified или National Form Threads. Резьба NF имеет больше витков на дюйм длины винта, чем резьба NC.
Классы резьбы отличаются друг от друга установленным допуском и/или допуском. Класс резьбы ранее назывался классом посадки; оба термина взаимозаменяемы. Термин, класс резьбы, был установлен Национальным бюро стандартов в Стандартах резьбы для федеральных служб, Справочник H-28.
Терминология резьбы
Терминология, используемая для описания резьбы, показана на рис. 4-13. Каждый термин объясняется в следующих параграфах.
Ось
Ось представляет собой центральную линию, проходящую вдоль винта.
Внешняя резьба
Эти резьбы находятся снаружи цилиндра, например, болт или винт.
Внутренняя резьба
Эти резьбы находятся внутри объекта, например гайки.
Гребень
Гребень расположен на верхнем краю резьбы. Эта площадь соответствует большему диаметру наружной резьбы и меньшему диаметру внутренней резьбы.
Корень
Корень — это область в нижней части потока. Эта площадь резьбы соответствует меньшему диаметру наружной резьбы и большому диаметру внутренней резьбы.
Боковая часть
Боковая поверхность представляет собой плоскую поверхность резьбы между основанием и вершиной.
Основной диаметр
Этот диаметр является наибольшим размером внешней или внутренней резьбы. Наружный диаметр резьбы является наружным измерением гребня. Главный диаметр внутренней резьбы является наибольшим размером корня.
Главный диаметр внутренней резьбы является наибольшим размером корня.
Второстепенный диаметр
Этот диаметр является наименьшим размером внешней или внутренней резьбы. Внешний внутренний диаметр резьбы является измерением корня. Внутренний внутренний диаметр резьбы является измерением гребня.
Шаг
Расстояние от точки на винтовой резьбе до соответствующей точки на следующей резьбе, измеренное параллельно оси.
Шаг
Расстояние, на которое резьба продвигается за один оборот, измеренное параллельно оси. У однозаходного винта ход и шаг одинаковы; у двухзаходного винта шаг равен удвоенному шагу; у винта с тройной резьбой ход в три раза больше шага.
Спираль
Кривая, образованная на любом цилиндре прямой линией в плоскости, огибающей цилиндр с продвижением вперед.
Глубина
Расстояние от основания резьбы до гребня, измеренное перпендикулярно оси.
ШЕСТЕРНИ
При создании эскиза шестерни на чертеже машины обычно рисуется ровно столько зубьев, чтобы определить необходимые размеры.
Терминология зубчатых колес
Терминология, используемая для описания зубчатых колес, показана на рис. 4-14. Каждый термин объясняется в следующих параграфах.
Диаметр делительной окружности (PD)
PD шестерни равен количеству зубьев на шестерне, деленному на диаметральный шаг (DP).
Диаметральный шаг (DP)
DP — это отношение числа зубьев на дюйм PD или количества зубьев на шестерне к PD. DP обычно называют шагом.
Количество зубьев (N)
Умножьте DP на PD (DP x PD), чтобы найти количество зубьев.
Окружность делительной окружности
Окружность делительной окружности — это воображаемая окружность на шестерне, которая делит зубья на верхнюю и нижнюю кромки (аддендумы и нижние кромки).
Дополнение
Дополнение – это высота зуба над делительной окружностью до вершины зуба.
Дедендум
Дедендум — это длина части зуба от делительной окружности до основания зуба.
Дополнение Круг (AC)
AC представляет собой воображаемый круг над вершинами зубьев шестерни.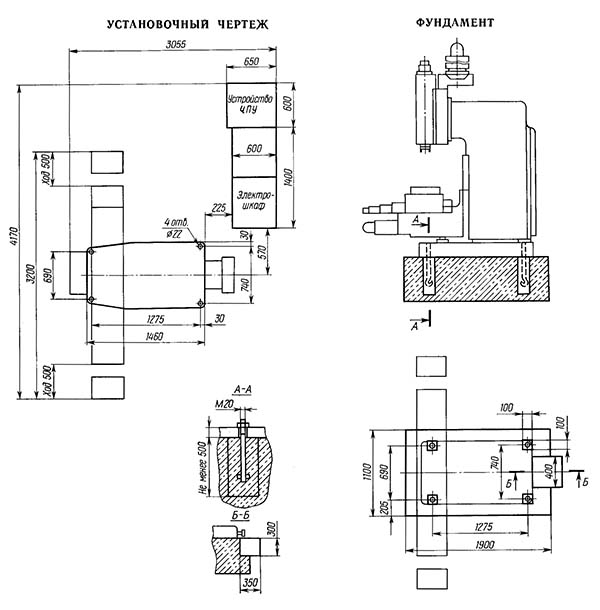
Внешний диаметр (OD)
OD — это диаметр AC, который содержит вершины зубьев.
Круговой шаг (CP)
Расстояние между центрами двух соседних зубьев, измеренное по делительной окружности.
Шаг хорды
Расстояние от центра до центра зубьев, измеренное по прямой линии или хорде делительной окружности.
Диаметр корня
Диаметр окружности, измеренный у корня зуба.
Зазор
Зазор — это запас пространства между верхней частью зуба одной шестерни и нижней частью зуба сопряженной шестерни.
Полная глубина
Полная глубина — это общее расстояние от вершины зуба до низа, включая зазор.
Рабочая глубина
Рабочая глубина – это наибольшая глубина, на которую зуб одной шестерни заходит в зубчатое пространство другой шестерни.
Торец
Торец зуба — это рабочая поверхность зуба над делительной линией.
Толщина
Толщина зуба — это ширина зуба, взятая за хорду делительной окружности.
Зубья реечной рейки
Зубчатые вырезы, выполненные в линейной или реечной передаче, которые при зацеплении с круглой шестерней или шестерней изменяют круговое движение на
ЦЕПНЫЕ ПРУЖИНЫ
Существует три классификации винтовых пружин: сжатия, растяжения и кручения. Рисунки редко показывают истинное изображение спиралевидной формы; вместо этого они обычно показывают пружины прямыми линиями. На рис. 4-15 проиллюстрировано несколько методов представления пружины, включая как спиральные, так и прямолинейные чертежи. Кроме того, пружины иногда изображают однолинейными чертежами, как на рис. 4-16.
Рисунки редко показывают истинное изображение спиралевидной формы; вместо этого они обычно показывают пружины прямыми линиями. На рис. 4-15 проиллюстрировано несколько методов представления пружины, включая как спиральные, так и прямолинейные чертежи. Кроме того, пружины иногда изображают однолинейными чертежами, как на рис. 4-16.
МАРКИРОВКА ОТДЕЛКИ
Военные стандарты маркировки отделки изложены в Американском обществе инженеров-механиков (ASME) B46.1-2009., Текстура поверхности (шероховатость поверхности, волнистость и укладка). Многие металлические поверхности должны обрабатываться на станках по разным причинам. Приемлемая шероховатость поверхности зависит от того, как деталь будет использоваться. Иногда требуется отделка только определенных поверхностей детали, а других нет. Модифицированный символ (галочка) с числом или числами над ним используется для обозначения этих поверхностей и для указания степени отделки. Пропорции символа шероховатости поверхности показаны на Рисунке 4-17. На небольших рисунках символ пропорционально меньше.
На небольших рисунках символ пропорционально меньше.
Число в углу галочки, в данном случае 02, говорит машинисту, какую степень отделки должна иметь поверхность. Это число представляет собой среднеквадратичное значение высоты шероховатости поверхности в миллионных долях дюйма. Другими словами, это измерение глубины царапин, сделанных в процессе механической обработки или истирания.
Символ шероховатости поверхности везде, где это возможно, касается линии, представляющей поверхность, к которой он относится. Если место ограничено, символ может быть размещен на выносной линии на этой поверхности или на конце выноски со стрелкой, касающейся этой поверхности, как показано на рис. 4-18.
Когда деталь должна быть обработана до одинаковой шероховатости по всей поверхности, примечание на чертеже будет включать направление «полная обработка» вдоль метки отделки и соответствующий номер. Например, FINISH ALL OVER 32. Когда деталь должна быть обработана со всех сторон, но несколько поверхностей различаются по шероховатости, к линиям, представляющим эти поверхности, применяется число или числа символа шероховатости поверхности, а примечание на чертеже будет включать поверхность символ шероховатости для остальных поверхностей. Например, ВСЕ, КРОМЕ ПРИМЕЧАННОГО (Рисунок 4-19).).
Например, ВСЕ, КРОМЕ ПРИМЕЧАННОГО (Рисунок 4-19).).
СТАНДАРТЫ
Американская промышленность приняла стандарт Американского национального института стандартов (ANSI) Y14.5M-2009 «Размеры и допуски». Этот стандарт используется при производстве всех чертежей, независимо от того, рисуется ли отпечаток рукой человека или с помощью оборудования для автоматизированного рисования (САПР). Он стандартизирует производство отпечатков от самой простой ручной работы на месте до единичных или многосерийных изделий, производимых в механическом цехе с помощью автоматизированного производства (CAM). Для получения дополнительной информации см. ANSI Y14.5M-2009.и «Введение в определение геометрических размеров и допусков», Лоуэлл В. Фостер, Национальная ассоциация инструментальной и механической обработки, Форт Вашингтон, Мэриленд, 1986.
Стандарты, перечисленные в сокращения, используемые в заводских или рабочих чертежах:
Таблица 4-1 — Общие стандарты
Номер Название
ANSI Y14. 5M-2009 Размеры и допуски
5M-2009 Размеры и допуски
ANSI Y14.6-2001 Представление резьбы
ASME B46.1-2009Текстура поверхности (шероховатость, волнистость и укладка)
ASME Y14.38-2007 Аббревиатуры и сокращения для использования на чертежах и связанных документах
Машинный чертеж
Контрольные вопросы
A. Скругление
B. Главный диаметр 9069 Внутренний диаметр
D. Допуск
4-2. В каком методе определения размеров указаны минимальные и максимальные размеры?
A. Двусторонняя
B. Концевая
C. Метрическая галтель
D. Односторонняя
4-3. Какой из следующих терминов описывает поверхность, линию или точку, по которым должно быть определено геометрическое положение?
A. Datum
B. Слот
C. Переключатель
D. Tatum
4-4. Какая особенность в литье увеличивает прочность металлического уголка?
A. Скругление
B. Узел шпонки
C. Направляющая
D. Паз
4-5. Какой элемент описывает прорезь или канавку на внешней стороне детали, в которую входит шпонка?
Какой элемент описывает прорезь или канавку на внешней стороне детали, в которую входит шпонка?
A. Скругления
B. Прорези и направляющие
C. Шпонка
D. Шпоночное гнездо
4-6. Какая часть номера обозначения резьбы определяет номинальный или наружный диаметр резьбы?
А. Первый
B. Второй
C. Четвертый
D. Буквенное обозначение
4-7. Какие из следующих серий резьбы наиболее широко используются?
A. Европейская грубая и европейская тонкая
B. Европейская грубая и национальная стандартная
C. Национальная грубая и национальная тонкая
D. Национальная метрическая и национальная стандартная
4-8. Какой из следующих терминов отличает резьбу друг от друга по величине указанного допуска и/или припуска?
A. Класс шага
B. Класс резьбы
C. Национальный стандарт
D. Шаг резьбы
4-9. Какой из следующих терминов описывает поверхность резьбы, которая соответствует меньшему диаметру наружной резьбы и большему диаметру внутренней резьбы?
A. Внешняя резьба
Внешняя резьба
B. Ось
C. Гребень
D. Корень
4-10. Какой из следующих терминов описывает наибольший размер наружной или внутренней резьбы?
A. Гребень
B. Большой диаметр
C. Второстепенный диаметр
D. Шаг
4-11. Какое из следующих определений описывает термин лид?
A. Расстояние, на которое проходит резьба за один оборот, параллельно оси
B. Расстояние, на которое нарезается резьба от вершины до основания
C. Расстояние от шага резьбы до размера ее основания
D. Расстояние между наружной резьбой
4-12. Какой из следующих терминов определяет расстояние от основания резьбы до гребня, измеренное перпендикулярно оси?
A. Глубина
B. Спираль
C. Ход
D. Шаг
12
4-13. При зарисовке шестерни на чертеже машины сколько рисуется зубьев?
A. Одна четверть
B. Половина
C. Достаточно определить необходимые размеры
D. Все
4-14. Какой из следующих терминов выражает число зубьев на шестерне, деленное на диаметральный шаг?
A. Делительный диаметр
Делительный диаметр
B. Наружный диаметр
C. Количество зубьев
D. Окружность приложения
4-15. Какой из следующих терминов описывает воображаемый круг, разделяющий зубья на верхнюю и нижнюю части?
A. Окружность добавления
B. Аккордовая высота звука
C. Круговая высота звука
D. Круг поля
4-16. Какой из следующих терминов описывает воображаемый круг над вершинами зубов?
A. Окружность приложения
B. Высота звука хорды
C. Круговая высота звука
D. Окружность звука
4-17. Клиренс – это маргинальное пространство между верхушкой одного зуба и каким другим компонентом?
A. Соседний зуб
B. Ось шестерни
C. Нижняя часть зуба сопряженной шестерни
D. Верх зуба сопряженной шестерни
4-18. Какой термин обозначает рабочую поверхность зуба выше делительной линии?
A. Приложение
B. Нижняя часть
C. Лицевая сторона
D. Толщина
4-19. Какой термин описывает зубья, выполненные в линейной или реечной передаче?
A.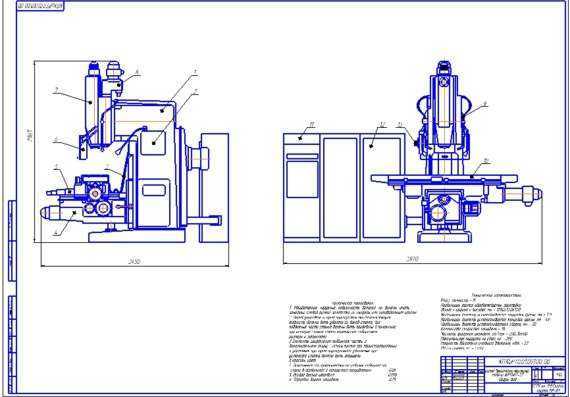 Делительная окружность
Делительная окружность
B. Рабочая глубина
C. Поверхность зубчатой рейки
D. Зубья зубчатой рейки
4-20. Какие из следующих трех классификаций винтовых пружин?
A. Сжатие, растяжение и кручение
B. Сжатие, растяжение и кручение
C. Одинарное, двойное и тройное
D. Одинарное, растяжение и кручение
4-21. Какой тип линии используется для изображения пружин на чертеже?
A. Сломанный
B. Изогнутый
C. Спиральный
D. Прямой
4-22. Какой стандарт используется для финишной маркировки?
A. ANSI 32.9-2006
B. ASME 14.3M
C. ASME B46.1-2009
D. IEEE 3009
4-23. Какой из следующих символов используется для обозначения степени чистоты поверхности?
A. Флажок
B. Круглая скобка
C. Прямоугольник
D. Треугольник
4-24. На символе отделки число указывает степень отделки до какой высоты поверхности в дюймах?
А. Десятки
B. Сотые
C. Тысячные
D. Миллионные
4-25. Какой стандарт приняла американская промышленность для производства чертежей?
Какой стандарт приняла американская промышленность для производства чертежей?
4-20. Какие из следующих трех классификаций винтовых пружин?
A. Сжатие, растяжение и кручение
B. Сжатие, растяжение и кручение
C. Одинарное, двойное и тройное
D. Одинарное, растяжение и кручение
4-21. Какой тип линии используется для изображения пружин на чертеже?
A. Сломанный
B. Изогнутый
C. Спиральный
D. Прямой
4-22. Какой стандарт используется для финишной маркировки?
A. ANSI 32.9-2006
B. ASME 14.3M
C. ASME B46.1-2009
D. IEEE 3009
4-23. Какой из следующих символов используется для обозначения степени чистоты поверхности?
A. Флажок
B. Круглая скобка
C. Прямоугольник
D. Треугольник
4-24. На символе отделки число указывает степень отделки до какой высоты поверхности в дюймах?
A. Десятые доли
B. Сотые доли
C. Тысячные доли
D. Миллионные доли
4-25. Какой стандарт приняла американская промышленность для производства чертежей?
A.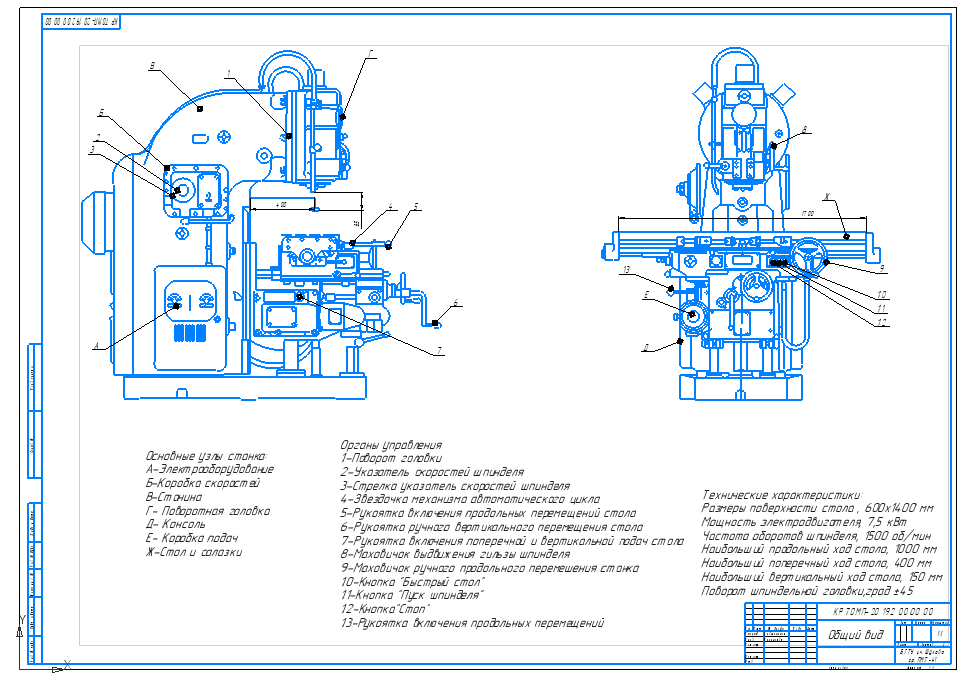
B.
C.
D. IEEE 3009 ANSI 32.9-2006 ANSI Y14.5M-2009 ASME 14.3M
| Процедуры для базовых CAD/CAM Фрезерование (с использованием SpectraCAM ® и Benchman MX ® или ProLight ® 1000 Вертикально-фрезерный станок Эта страница была обновлена 26.10.2021 и находится по адресу: techweb.bsu.edu/jcflowers1/rlo/cadcammilling.htm | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Цели: К концу этого урока вы должны
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
E. Подготовка мельницы
F. Подготовка программной среды CNCBase
G. Установить известные координаты
H. Последние приготовления
I. Запустите программу, очистите и выключите питание
J. Завершение фрезерования
Спецификации оборудования для
Альтернативное программное обеспечение CAD/CAM Есть несколько коммерческих http://techweb.bsu.edu/jcflowers1/rlo/AutodeskFusionNCTutorial.zip | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Приложение: Инструкции и примечания для
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
» Процедуры для основных | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

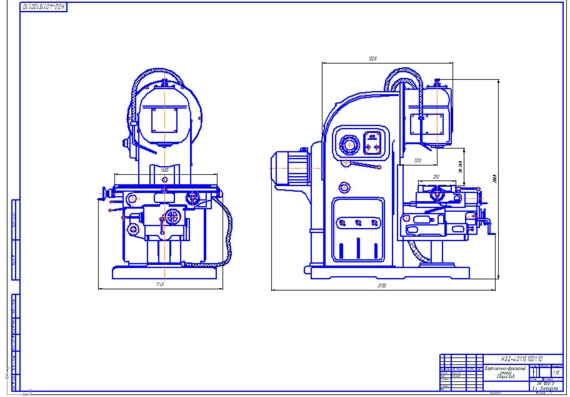 Вы можете использовать AutoCAD, Rhino или другие программы.
Вы можете использовать AutoCAD, Rhino или другие программы.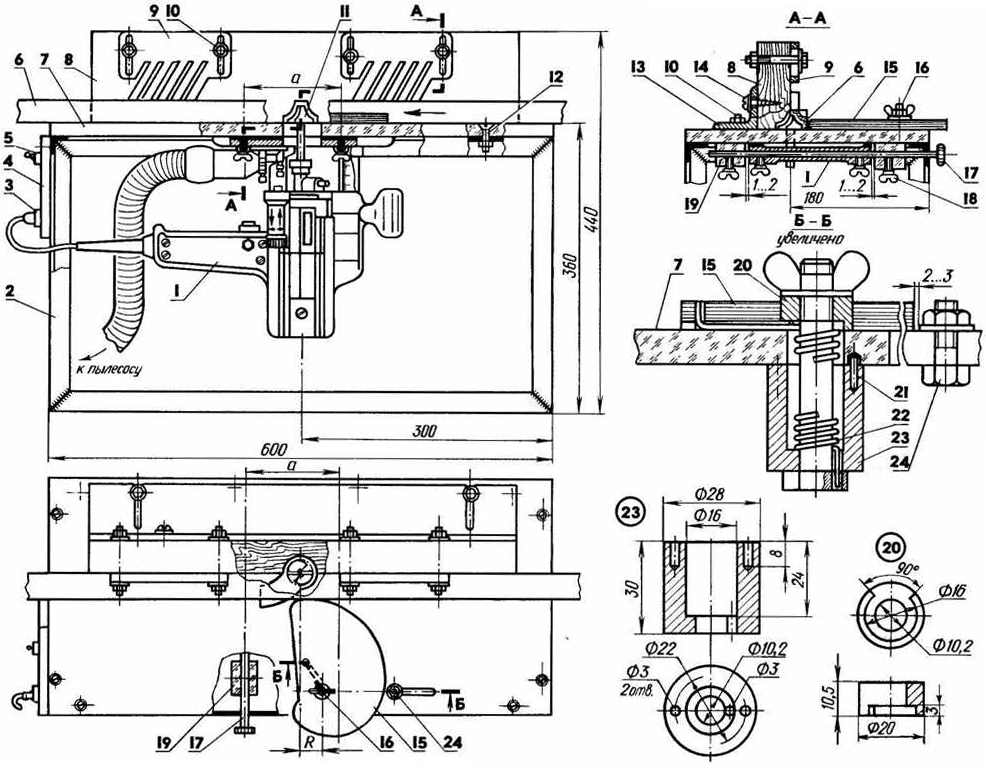

Производство. Фрезерные станки и машинное литье. Станкостроители были бы беспомощны без большого количества и разнообразия станков для своей работы. Здесь специальный горизонтальный фрезерный станок выполняет операцию на колонне того, что станет фрезерным станком коленного и колонного типа 9.0001
[ промежуточная рулонная пленка ]
Об этом изделии
Заголовок
- Производство.
 Фрезерные станки и машинное литье. Станкостроители были бы беспомощны без большого количества и разнообразия станков для своей работы. Здесь специальный горизонтальный фрезерный станок выполняет операцию на колонне того, что станет фрезерным станком коленного и колонного типа 9.0020
Фрезерные станки и машинное литье. Станкостроители были бы беспомощны без большого количества и разнообразия станков для своей работы. Здесь специальный горизонтальный фрезерный станок выполняет операцию на колонне того, что станет фрезерным станком коленного и колонного типа 9.0020
Имена участников
Палмер, Альфред Т., фотограф
Соединенные Штаты. Управление по чрезвычайным ситуациям.
Создано/опубликовано
1942 янв.
Тематические заголовки
- —
Соединенные Штаты Америки — Средний Запад
Заголовки
Негативы защитной пленки.
Жанр
Негативы защитной пленки
Заметки
- —
Фактический размер негатива C (приблизительно 4 x 5 дюймов).
- —
Название и другая информация с карты подписи.
- —
Передача; Соединенные Штаты. Управление военной информации. Зарубежный фотоотдел. Вашингтонский дивизион; 1944 год.
- —
Более подробная информация о коллекции FSA/OWI доступна по адресу http://hdl.loc.gov/loc.pnp/pp.fsaowi.
- —
Копия фильма на рулоне SIS 31, кадр 248.
Середина
1 отрицательный: безопасность; 4 х 5 дюймов или меньше.
Номер телефона/физическое местоположение
- LC-USE6-D-004326 [P&P] LOT 2049 (соответствующая фотопечать)
Исходная коллекция
- Администрация безопасности фермы – Коллекция фотографий Управления военной информации (Библиотека Конгресса)
Репозиторий
Отдел эстампов и фотографий Библиотеки Конгресса Вашингтон, округ Колумбия, 20540, США http://hdl.
loc.gov/loc.pnp/pp.print
Цифровой идентификатор
ФСА 8b03079//hdl.loc.gov/loc.pnp/fsa.8b03079
Контрольный номер Библиотеки Конгресса
- 20176
Репродукционный номер
- LC-USE6-D-004326 (черно-белая пленка, отрицательная)
Онлайн формат
изображение
Постоянная ссылка LCCN
- https://lccn. loc.gov/20176
Дополнительные форматы метаданных
- MARCXML-запись
- МОДС Запись
- Дублинская основная запись
Часть
- Лот 2049
(59) - Администрация безопасности фермы/Управление войны Информация Черно-белые негативы
(170 737) - Американская память
(513 429) - Отдел эстампов и фотографий
(1 023 244) - Онлайн-каталог Библиотеки Конгресса
(1 344 389)
Права и доступ
Содержимое черно-белых негативов информации Администрации безопасности ферм/Управления войны Библиотеки Конгресса является общественным достоянием и может свободно использоваться и повторно использоваться.
Кредитная линия: Библиотека Конгресса, Отдел эстампов и фотографий, Администрация безопасности ферм/Военное управление Информация, черно-белые негативы.
Для получения информации о воспроизведении, публикации и цитировании материалов из этой коллекции, а также о доступе к исходным материалам см.: Информация Управления безопасности ферм США/Военного управления. Черно-белые фотографии. Информация о правах и ограничениях.
Подробнее об авторском праве и других ограничениях
Для получения рекомендаций по составлению полных ссылок обратитесь к Citing Primary Sources.
- Консультант по правам :
ВидетьСтраница информации о правах и ограничениях
- Репродукция номер :
LC-USE6-D-004326 (черно-белая пленка, отрицательная)
- Телефонный номер :
LC-USE6-D-004326 [P&P] LOT 2049 (соответствующая фотопечать)
- Информация о доступе :
—
Получение копий
Если отображается изображение, вы можете загрузить его самостоятельно. (Некоторые изображения отображаются только в виде эскизов за пределами
Библиотеке Конгресса из соображений прав, но у вас есть доступ к изображениям большего размера на
сайт.)
Кроме того, вы можете приобрести копии различных типов через
Услуги тиражирования Библиотеки Конгресса.
- Если отображается цифровое изображение: Качество цифрового изображения частично
зависит от того, был ли он сделан из оригинала или промежуточного звена, такого как копия негатива или
прозрачность. Если поле «Репродукционный номер» выше включает репродукционный номер, начинающийся
с LC-DIG…, то есть цифровое изображение, которое было сделано непосредственно с оригинала
и имеет достаточное разрешение для большинства целей публикации. - Если в поле Номер репродукции выше указана информация:
Вы можете использовать репродукционный номер для покупки копии в Duplication Services. Это будет
сделано из источника, указанного в скобках после номера.Если в списке указаны только черно-белые («ч/б») источники и вам нужна копия, показывающая
цвета или оттенка (при условии, что они есть у оригинала), обычно можно приобрести качественную копию
оригинал в цвете, указав номер телефона, указанный выше, включая каталог
запись («Об этом элементе») с вашим запросом. - Если в поле Номер репродукции выше нет информации:
Как правило, вы можете приобрести качественную копию через Duplication Services. Назовите номер телефона
перечисленных выше, и включите запись каталога («Об этом элементе») в свой запрос.
Прайс-листы, контактная информация и формы заказа доступны на
Веб-сайт службы дублирования.
Доступ к оригиналам
Выполните следующие действия, чтобы определить, нужно ли вам заполнять бланк вызова в разделе «Печать».
и читальный зал фотографий, чтобы просмотреть исходные предметы. В некоторых случаях используется суррогатное изображение (замещающее изображение).
доступны, часто в виде цифрового изображения, копии или микрофильма.
Элемент оцифрован? (Эскиз (маленькое) изображение будет видно слева.)
- Да, товар оцифрован.
Пожалуйста, используйте цифровое изображение вместо того, чтобы запрашивать оригинал. Все изображения могут быть
просматривать в большом размере, когда вы находитесь в любом читальном зале Библиотеки Конгресса. В некоторых
случаях доступны только эскизы (маленьких) изображений, когда вы находитесь вне Библиотеки
Конгресс, потому что права на предмет ограничены или не были оценены на предмет прав
ограничения.
В качестве меры по сохранению мы обычно не обслуживаем оригинальный товар, если цифровое изображение
доступен. Если у вас есть веская причина посмотреть оригинал, проконсультируйтесь со ссылкой
библиотекарь. (Иногда оригинал просто слишком хрупок, чтобы служить. Например, стекло и
пленочные фотонегативы особенно подвержены повреждениям. Их также легче увидеть
онлайн, где они представлены в виде положительных изображений.) - Нет, элемент не оцифрован. Перейдите к #2.
- Да, товар оцифрован.
Указывает ли вышеприведенные поля Access Advisory или Call Number, что существует нецифровой суррогат,
например, микрофильмы или копии?- Да, другой суррогат существует. Справочный персонал может направить вас к этому
суррогат. - Нет, другого суррогата не существует. Перейдите к #3.
- Да, другой суррогат существует. Справочный персонал может направить вас к этому
- Если вы не видите уменьшенное изображение или ссылку на другой суррогат, пожалуйста, заполните бланк вызова в
читальный зал эстампов и фотографий. Во многих случаях оригиналы могут быть доставлены в течение нескольких минут.
Другие материалы требуют назначения на более позднее время в тот же день или в будущем. Справочный персонал может
проконсультировать вас как по заполнению бланка заказа, так и по срокам подачи товара.
Чтобы связаться со справочным персоналом в читальном зале эстампов и фотографий, воспользуйтесь нашим
Спросите библиотекаря или позвоните в читальный зал между 8:30 и
5:00 по номеру 202-707-6394 и нажмите 3.
Процитировать этот товар
Цитаты генерируются автоматически из библиографических данных, как
для удобства и может быть неполным или точным.
Стиль цитирования Чикаго:
Управление по чрезвычайным ситуациям США, Палмер, Альфред Т. , фотограф. Производство. Фрезерные станки и машинное литье. Станкостроители были бы беспомощны без большого количества и разнообразия станков для своей работы. Здесь специальный горизонтальный фрезерный станок выполняет операцию на колонне того, что станет коленно-колонным фрезерным станком . Средний Запад США, 1942 г. Январская фотография. https://www.loc.gov/item/20176
/.
Стиль цитирования APA:
Управление по чрезвычайным ситуациям США, Палмер, А. Т., фотограф. (1942) Производство. Фрезерные станки и машинное литье. Станкостроители были бы беспомощны без большого количества и разнообразия станков для своей работы. Здесь специальный горизонтальный фрезерный станок выполняет операцию на колонне того, что станет коленно-колонным фрезерным станком . Средний Запад США, 1942 г. Январь [Фотография] Получено из Библиотеки Конгресса, https://www.loc.gov/item/20176
/.
Стиль цитирования MLA:
Управление по чрезвычайным ситуациям США, фотограф Палмер, Альфред Т. />. Горизонтальные фрезерные станки В современной металлообрабатывающей промышленности ручное фрезерование и фрезерование с ЧПУ являются важными процессами, которые позволяют квалифицированному машинисту вырезать и формировать заготовку в высокоточный компонент или продукт. Независимо от того, используете ли вы ручной фрезерный станок или фрезерный станок с ЧПУ, механические мастерские выбирают один из двух основных типов фрезерных станков: вертикальный и горизонтальный. В этом руководстве мы сравним горизонтальные и вертикальные фрезерные станки, чтобы лучше понять их различия и способы использования. На любом станке материал удаляется с заготовки с помощью концевой фрезы или другой фрезы, закрепленной во фрезерной головке. В отличие от токарного станка по металлу, где деталь вращается, а режущий инструмент закреплен, фрезерный станок имеет вращающийся шпиндель для режущего инструмента. При этом заготовка крепится к рабочему столу в навесных тисках или путем прижима заготовки непосредственно к рабочему столу. Шпиндель вертикально-фрезерного станка может перемещаться вверх и вниз по одной или двум осям и часто имеет переменные высокоскоростные настройки. В зависимости от типа мельницы рабочий стол может быть оснащен механическим приводом, обычно для продольной подачи, а также цифровым считывающим устройством (DRO) для точного определения размеров. Многие мельницы также имеют систему охлаждения. Большинство фрезерных станков относятся к одной из двух категорий в зависимости от ориентации вращающегося шпинделя. Вот что вам следует знать: Вертикально-фрезерный станок вы увидите практически в каждом механическом цехе. Как следует из названия, он оснащен вертикально ориентированной режущей головкой или шпинделем. С помощью дышла шпиндель R8 удерживает вращающийся режущий инструмент, используемый для обработки заготовки, а на некоторых станках пиноль перемещает шпиндель вертикально вдоль оси Z. В зависимости от станка рабочий стол перемещается по оси X, оси Y и иногда вверх и вниз по оси Z. Вертикально-фрезерный станок может работать как сверлильный станок, если пиноль движется вертикально по оси Z. Эти машины идеально подходят для проектов, где работа выполняется с одной стороны, включая операции по резке или отделочные операции, такие как снятие фаски. Машинисты могут использовать различные инструменты в зависимости от типа резки и используемого материала. Режущие инструменты удерживаются в цанге или непосредственно во фрезерной головке, и фрезерная головка перемещается в заготовку по мере вращения режущего инструмента. Сверла и метчики также могут использоваться для изготовления отверстий и внутренней резьбы. Доступны различные концевые фрезы и режущие инструменты для обработки материалов от алюминия до титана. Коленная фреза: Предпочтительный станок для многих механических мастерских, коленная фреза оснащена фиксированным шпинделем. Колено перемещается вертикально по оси Z, а стол перемещается по продольной оси X и оси Y внутрь и наружу. В настоящее время многие фрезерные станки с ЧПУ представляют собой коленные фрезерные станки, и их универсальность повышается как в виде отдельной, так и настольной модели. В зависимости от размера стола вертикальный фрезерный станок с регулируемой скоростью имеет почти бесконечное количество применений при обработке. Многие коленные фрезы имеют конус шпинделя R8 и доступны в однофазном исполнении для домашних мастерских и любителей, что идеально подходит для тех домашних машинистов, у которых есть один станок и ленточная пила для изготовления мелких деталей. Станина для станины: Стол станка для станины не перемещается вверх и вниз по оси Z. Вместо этого вертикальное движение исходит от шпинделя. В отличие от коленной мельницы, где движется пиноль, а не двигатель, вся головка и двигатель станины двигаются вверх и вниз по оси Z. Но так же, как и в коленном станке, рабочий стол станочного станка перемещается по оси X и оси Y. Становые фрезы хорошо подходят для обработки больших и тяжелых заготовок. Благодаря своей универсальности вертикально-фрезерные станки находят применение практически в любой отрасли. Вертикальную коленную фрезу даже иногда называют «фрезерным станком», потому что она может выполнять операции фрезерования и сверления. Вот некоторые из многих компонентов и продуктов, которые производятся на вертикально-фрезерных станках и в отраслях, где они используются: Отличный выбор для изготовления автомобильных деталей, поскольку валы, шестерни, штифты и т. д. требуют нескольких операций вертикального фрезерования. В транспортной отрасли используются детали, изготовленные на вертикально-фрезерных станках с ЧПУ. Многие из этих компонентов помогают обеспечить безопасность продукции и персонала во время транспортировки. Сельское хозяйство зависит от вертикальных фрезерных станков с ЧПУ для изготовления таких деталей, как ворота для скота и различные компоненты сельскохозяйственного оборудования. Вертикальные фрезерные станки с ЧПУ могут выполнять торцевание, пазование, сверление и растачивание, что делает их бесценными при производстве специализированного оборудования и инструментов, используемых во многих производственных процессах. Отлично подходит для прототипирования, изготовления на заказ или гравировки Вертикальные фрезерные станки с ЧПУ, с их переменной скоростью вращения шпинделя и другими функциями, могут выполнять простые и сложные проекты по металлообработке и даже могут использоваться в качестве маршрутизатора для обработки больших, плоских плиты в различных отраслях промышленности Он настолько универсален, что профессиональные школы и научные лаборатории покупают его в качестве ценного учебного пособия для студентов, чтобы понять процесс фрезерования Вертикально-фрезерный станок в стиле Бриджпорт имеет несколько преимуществ по сравнению с горизонтально-фрезерным станком более старой конструкции: Подвижная пиноль: В верхней части списка находится способность пиноли продвигать и отводить концевую фрезу или сверло без проворачивания. Угловые пропилы: Еще одним преимуществом коленной фрезы является возможность делать пропилы под углом. На горизонтально-фрезерном станке фреза делается под углом, либо заготовка должна располагаться под углом. Тем не менее, оператор может наклонить шпиндель на станке в стиле Бриджпорт, чтобы выполнить рез под углом. Разнообразие стилей: Вертикальные мельницы бывают разных размеров: от небольших настольных мельниц, часто используемых любителями, до более крупных моделей, требующих больше места в цехе. Меньшие инвестиции: коленные мельницы обычно имеют двигатели мощностью от 1 до 5 лошадиных сил и меньшие отливки, чем большинство горизонтальных мельниц, что означает, что они не такие дорогие. Универсальность: Вертикально-фрезерные станки могут выполнять те же операции фрезерования, что и горизонтальные фрезерные станки, а также быстро и легко выполнять сверление, нарезание резьбы, растачивание, гравировку и т. Видимость: Фрезы типа Bridgeport обеспечивают лучший обзор концевой фрезы. Как и вертикальные фрезерные станки, горизонтально-фрезерные станки имеют вращающийся шпиндель. Тем не менее, этот шпиндель установлен горизонтально. Режущие инструменты, используемые на этих станках, обычно короче и толще, часто похожи на шлифовальный круг, вместо длинных и тонких концевых фрез, которые можно увидеть на вертикально-фрезерных станках. Хотя горизонтальные фрезы не так универсальны, как вертикальные коленчатые фрезы с ЧПУ, они способны выполнять более тяжелые и глубокие резы. Двигатели на этих машинах часто имеют большую мощность для перемещения больших станин и тяжелых заготовок. Горизонтально-фрезерные станки в основном используются для следующих видов обработки: Обработка канавок на заготовке Обработка пазов Многостороннее торцевое фрезерование Обработка очень тяжелых заготовок и сложных материалов Горизонтальные фрезерные станки являются отличным выбором для конкретных сложных проектов, таких как производство скальпелей и диагностического оборудования для медицинской визуализации промышленность. Сверление, нарезание резьбы и растачивание в горизонтальной плоскости. Эвакуация стружки : Из-за горизонтальной компоновки фрез гравитация помогает вытягивать стружку во время резания. Лучшая эвакуация стружки приводит к более чистой поверхности и меньшему объему работ. Система охлаждения также помогает удалять стружку. Прочная конструкция. Горизонтальные мельницы часто используются в тяжелых промышленных условиях, таких как производственные цеха. Большинство из них имеют жесткую конструкцию, что позволяет выполнять значительную обработку сварных деталей с меньшей вибрацией и отклонением фрезы. Более глубокие пропилы: Поскольку горизонтальные станки по своей природе более стабильны и прочны, возможны более глубокие и широкие пропилы, что повышает производительность при обработке больших заготовок. Оба фрезерных станка могут иметь свои достоинства, но по общей универсальности, надежности и доступности вертикально-фрезерный станок всегда будет впереди. Фрезерный станок с числовым программным управлением (ЧПУ) может производить высококачественные детали с минимальным участием оператора. Специальные двигатели и точные измерительные инструменты, называемые шаговыми двигателями, выбирают инструменты, перемещают стол и головку и обрабатывают детали с точными и воспроизводимыми размерами. Многие детали, изготовленные на таких станках, как вертикальный коленный фрезерный станок с ЧПУ, слишком сложны и требуют много времени, чтобы их можно было использовать на ручном фрезерном станке. Оператор ЧПУ или программист следует чертежу для обработки деталей на обрабатывающем центре. Машинисты, обученные программированию G-кода, устанавливают правильную последовательность для станков с ЧПУ. Даже операторы без передовых знаний в области программирования могут быстро освоиться и освоиться с удобным программным обеспечением CAM, внося изменения в программу и даже создавая некоторые базовые программы. Ни один вертикально-фрезерный станок с ЧПУ не требует больше работы, чем Вертикальная коленная фреза с ЧПУ Supra от CNC Masters. Supra одинаково хорошо работает в крупнейших производственных и механических мастерских. Тем не менее, он также обеспечивает непревзойденные преимущества для любой небольшой или средней производственной компании, которая ищет станок, который может выполнять множество функций, не занимая много ценной площади. Этот универсальный фрезерный станок с ЧПУ с УЦИ идеально подходит для любителей, механических мастерских всех размеров, разработки продуктов, высокопроизводительных работ, гравировки и учебных инструментов в профессионально-технических школах и научных лабораториях. Производство. Фрезерные станки и машинное литье. Станкостроители были бы беспомощны без большого количества и разнообразия станков для своей работы. Здесь специальный горизонтальный фрезерный станок выполняет операцию на колонне того, что станет коленно-колонным фрезерным станком . Ян. Фотография. Получено из Библиотеки Конгресса, против вертикальных: объяснение различий
Сравнение вертикально-фрезерного станка с горизонтально-фрезерным станком
Вертикально-фрезерные и горизонтально-фрезерные станки выполняют примерно одинаковые операции, но технологический процесс отличается. Хотя у каждого из них есть свои преимущества, вертикально-фрезерный станок является гораздо более универсальным из двух. Что такое вертикально-фрезерный станок?
Вертикальные фрезерные станки можно далее разделить на два типа вертикальных фрезерных станков: коленные фрезерные станки (иногда называемые станками типа Бриджпорта или револьверными фрезерными станками) и станки для фрезерных станков (обычно называемые станковыми станками). Каждая функция отличается от другой, и каждая предлагает уникальные преимущества. Как упоминалось ранее, вращающийся шпиндель внутри пиноли обеспечивает еще одну ось Z. Для чего используются вертикальные фрезерные станки?
Каковы преимущества вертикально-фрезерного станка?
фрезерный стол по оси Z. Это повышает производительность и позволяет оператору извлекать инструмент для удаления стружки из отверстия. д. чем горизонтальные станки, потому что цельная инструментальная головка устраняет необходимость в сложных зубчатых передачах внутри вертикальной колонны. Что такое горизонтальный фрезерный станок?
Для чего используются горизонтальные фрезерные станки?
Каковы преимущества горизонтально-фрезерного станка?
Выбор между вертикальным и горизонтальным
Если у вашей компании нет конкретных потребностей, таких как обработка больших, громоздких или тяжелых изделий, выбор очевиден. Вы можете использовать вертикально-фрезерный станок для гораздо большего: крупносерийных производственных работ, ремонтных работ, инструментов и штампов, металлических моделей, гравировки и т. д.! Добавление прецизионного компьютерного числового управления (ЧПУ) к вертикально-фрезерному станку
Выбирая правильные инструменты и соблюдая правильную последовательность операций, слесарь может превратить сырье в прецизионную деталь с допустимыми допусками. Вертикальная коленная фреза с ЧПУ Supra
