Восстановление сваркой деталей: Восстановление деталей сваркой и наплавкой
Содержание
Восстановление деталей сваркой — Техническое Обслуживание и Ремонт Автомобилей
Ratings
(20)
Сварка в ремонтном производстве находит очень широкое применение. Многие дефекты и повреждения устраняются сваркой, в том числе различные трещины, отколы, пробоины, срыв или износ резьбы и т. п. Сваркой называется процесс соединения металлических частей в одно неразъемное целое при помощи нагрева металла в местах соединения. При ремонте автомобильных деталей нагрев металла осуществляют газовым пламенем или электрической дугой. Так как детали изготавливаются из различных металлов (сталь, серый и ковкий чугун, цветные металлы и сплавы), то применяют соответствующий способ сварки.
Заваривают трещины на платформах и рамах, так же делают заплаты и разнообразные накладки и т.д.
Производят восстановление резьб путем наплавки с последующей обработкой и нарезанием резьбы плашкой или метчиком. Соответственно, ремонтируют наружные и внутренние резьбы.
Выбор технологии восстановления деталей:
Детали машин ремонтируют автоматической и полуавтоматической сваркой в углекислоте.
Автоматическая представляет собой полностью автономный процесс, нужно только лишь зафиксировать деталь и нажать кнопку, то же касается сварочных роботов.
При проведении ремонтно-восстановительных работ в автосервисе наиболее простой способ – полуавтоматической сварки, когда проволока подается с заданной скоростью, а горелка перемещается вручную вдоль шва. КПД полуавтомата существенно проще по сравнению с ручным инвертором и лучше качество шва. Газ, используемый для защиты: углекислота – активный , существенно окисляет расплавленную углеродистую сталь, а связывает и выводит кислород на поверхность марганец, в большом количестве присутствующий в проволоке 08Г2С. Сварка полуавтоматом в углекислоте идеальна для ремонта пальцев, фланцев карданных валов и т.д.
Популярна в деле ремонта и восстановления так же сварка под флюсом благодаря тому, что она обеспечивает высокую производительность и прочность, обеспечивая надежную защиту ванной. Она и названа так потому, что во время процесса дуга, зажженная между металлом и электродом скрыта под слоем флюса. Таким образом ремонтируют, например, распредвалы.
Она и названа так потому, что во время процесса дуга, зажженная между металлом и электродом скрыта под слоем флюса. Таким образом ремонтируют, например, распредвалы.
При небольшом износе на деталях с малым диаметром практикуют восстановление электроимпульсной наплавкой.
Сварка стальных деталей. Автомобильные детали изготавливают из углеродистых и легированных сталей. Малоуглеродистые и среднеуглеродистые стали хорошо свариваются газовой сваркой. Труднее сваривать газовым пламенем стали с содержанием углерода более 0,4%, термически обработанные и легированные стали. Это связано с тем, что с повышением содержания углерода температура плавления углеродистой стали понижается и пламенем газовой горелки легко ее пережечь.
При сварке легированных сталей образуются тугоплавкие окислы, которые остаются в сварных швах и придают им хрупкость. Поэтому для деталей, изготовленных из высокоуглеродистых, термически обработанных и легированных сталей, рекомендуется применять сварки электрической дугой, так как температура сварочной зоны у нее ниже, чем у газовой сварки.
Сварка чугунных деталей имеет определенные трудности, так как серый чугун из твердого состояния сразу переходит в жидкое. При местном нагреве возникают большие внутренние напряжения, которые могут привести к появлению трещин в основном металле. Быстрое охлаждение деталей, особенно тонкостенных, ведет к отбеливанию чугуна в зоне сварки. Это придает чугуну высокую твердость и хрупкость, и деталь становится непригодной для механической обработки.
Сварку чугуна можно выполнять двумя способами: холодным, т. е. без предварительного нагрева детали, и горячим, при котором деталь предварительно подогревают в печи.
При горячей сварке деталь медленно нагревают до температуры 600—650°С в специальных печах или горнах. Чем больше содержание углерода в чугуне, тем медленнее должна быть скорость нагрева. Предварительный нагрев осуществляют при сварке и заварке трещин в ответственных деталях и деталях сложной конфигурации. После подогрева деталь помещают в термоизоляционный кожух со специальными задвижками или закрывают листовым асбестом, оставляя открытым только место сварки.
В процессе сварки допускается охлаждение детали до температуры 350—400°С. Если за это время сварка не закончена, то необходимо деталь вновь нагреть и продолжать сварку. После сварки деталь следует медленно охлаждать. Рекомендуется предусмотреть отпуск для деталей сложной конфигурации и разной толщины стенок. Для этого их нагревают до температуры 600—650°С и медленно охлаждают.
Сварку можно вести электрической дугой или газовым пламенем. При газовой сварке применяют нейтральное пламя или пламя с небольшим избытком ацетилена. В качестве присадочного материала используют чугунные прутки диаметром 6—8 мм или малоуглеродистую сварочную проволоку. При сварке чугунными прутками применяют флюсы следующего состава; бура; смесь, состоящая из 50% буры, 47% двууглеродистого натрия и 3% окиси кремния; смесь, состоящая из 56% буры, 22% углекислого натрия и 22% углекислого калия. Флюс вносят в сварочную ванну путем погружения в него нагретого конца присадочного прутка.
Сварка деталей, изготовленных из сплавов цветных металлов. Латунные детали сваривают газовой сваркой. Применяют окислительное пламя с небольшим избытком кислорода. В качестве присадочного материала используют латунные прутки, содержащие кремний и алюминий, снижающие выгорание цинка из сварочной ванны.
Латунные детали сваривают газовой сваркой. Применяют окислительное пламя с небольшим избытком кислорода. В качестве присадочного материала используют латунные прутки, содержащие кремний и алюминий, снижающие выгорание цинка из сварочной ванны.
Бронзовые детали также сваривают газовой сваркой. Сварочное пламя должно быть нейтральным. В качестве присадочного материала применяют бронзовые прутки с содержанием фосфора до 0,4%. Последний хорошо раскисляет металл шва и затрудняет выгорание олова и других примесей. После сварки деталь нагревают до 450—500°С, а затем быстро охлаждают.
Детали из алюминия и его сплавов лучше сваривать ацетилено — кислородным пламенем. При плавлении на поверхности сварочной ванны образуется тугоплавкая пленка окиси алюминия, которая препятствует процессу сварки. Температура плавления пленки окиси алюминия составляет 2050°С, ч.то значительно превышает температуру плавления сплава или алюминия, равную 660°С. Для растворения окислов и удаления их из сварочного шва применяют специальные флюсы. Наиболее распространенными являются два вида флюсов, имеющие в составе (%): первый— хлористого натрия—17, хлористого калия— 83; второй — хлористого калия — 45, хлористого натрия — 30, хлористого лития — 15, фтористого калия — 7, сернокислого натрия — 3.
Наиболее распространенными являются два вида флюсов, имеющие в составе (%): первый— хлористого натрия—17, хлористого калия— 83; второй — хлористого калия — 45, хлористого натрия — 30, хлористого лития — 15, фтористого калия — 7, сернокислого натрия — 3.
В качестве присадочного материала используют прутки или кусочки такого же материала, из которого изготовлена деталь. Перед сваркой рекомендуется подготовленную деталь медленно нагреть до 250—300°С. Сварку следует вести быстро нормальным пламенем и держать мундштук сварочной горелки под углом наклона не более 30° к поверхности свариваемой детали. Для удаления остатков флюса и предотвращения коррозии шва осуществляют промывку его слабым раствором азотной кислоты с добавлением в раствор 2% хромпика. Для улучшения механических свойств сварного шва ответственные детали отжигают с нагревом до 300—350°С и последующим медленным охлаждением.
Износы и способы ремонта деталей
МК «Белогорье» | Сварочное оборудование
Технологии сварки и наплавки позволяют эффективно восстанавливать металлические детали, обеспечивая высокую степень надежности и долговечности изделия.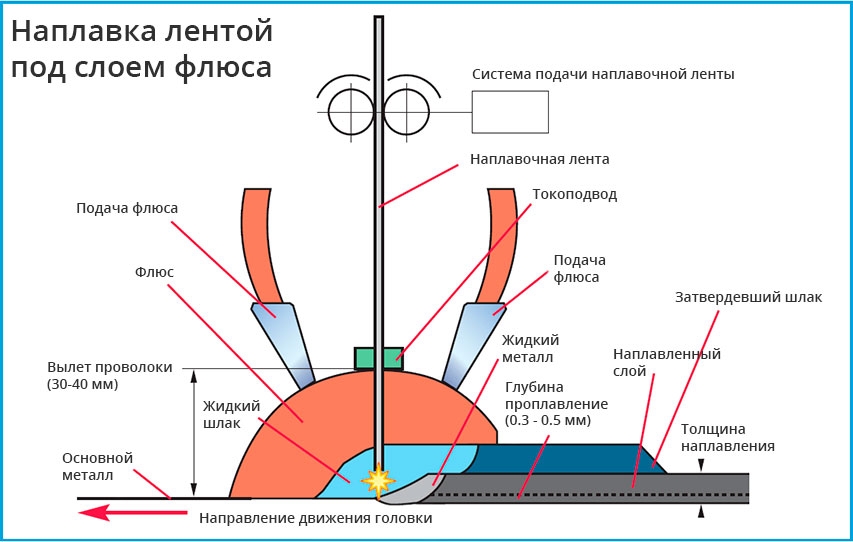
Это подтверждается и практикой использования данных методов при выполнении ремонтных операций в самых разных областях – от починки автомобилей до производства металлопроката. В общем объеме работ по ремонту металлических конструкций восстановление деталей сваркой и наплавкой занимает порядка 60-70%. Наиболее распространена починка стальных блоков цилиндров, моторных валов, картеров, цепных звеньев, лопаток и т. д.
Сварка и наплавка в ремонтно-восстановительных работах
Оба способа основываются на методах термического воздействия с разными параметрами работы подключаемого оборудования. Под сваркой понимается процесс формирования межатомных связей, которые могут использоваться для соединения разных элементов детали, заделки технологических зазоров и устранения мелких дефектов на поверхности. Энергетический потенциал для сварочного процесса обеспечивается за счет общего или местного нагрева заготовки.
К типовым операциям данного рода можно отнести закрепление добавочных или отломанных частей пластин, венцов и втулок. Кроме ремонта изделий с простыми геометрическими формами, возможны и более сложные восстановительные задачи, но в составе с другими технологическими операциями. Например, восстановление резьбы сваркой будет дополняться процедурами механической правки и проточки. К тому же в подобных работах следует соблюдать требования к перегревам вспомогательного инструмента наподобие плашек, которые непосредственно участвуют в коррекции резьбы.
Кроме ремонта изделий с простыми геометрическими формами, возможны и более сложные восстановительные задачи, но в составе с другими технологическими операциями. Например, восстановление резьбы сваркой будет дополняться процедурами механической правки и проточки. К тому же в подобных работах следует соблюдать требования к перегревам вспомогательного инструмента наподобие плашек, которые непосредственно участвуют в коррекции резьбы.
Что касается наплавки, то этот способ подразумевает нанесение дополнительного металлического покрытия на восстанавливаемую поверхность. Новый технологический слой может быть полезен при ремонте изношенных деталей или усиления поверхности в области трения.
Применяемое оборудование
При сварочных работах обязательно используется источник тока, оснастка для удержания детали и направления дуги. Чаще применяют сварочный преобразователь, в состав которого входит двигатель с генератором постоянного тока от 70 до 800 А. Также могут задействоваться выпрямители с трансформаторами тока и пускорегулирующей установкой. Если говорить о расходниках и вспомогательных устройствах, то восстановление деталей сваркой и наплавкой выполняется с подключением удерживающих мундштуков, электродов и систем охлаждения. При наплавке также задействуют деформирующие головки с суппортами и подъемниками, допускающими возможность крепления на станках (токарных или винторезных). Для удаления лишних металлических кромок и слоев применяются специальные резцы.
Если говорить о расходниках и вспомогательных устройствах, то восстановление деталей сваркой и наплавкой выполняется с подключением удерживающих мундштуков, электродов и систем охлаждения. При наплавке также задействуют деформирующие головки с суппортами и подъемниками, допускающими возможность крепления на станках (токарных или винторезных). Для удаления лишних металлических кромок и слоев применяются специальные резцы.
Требования к подготовке детали
И при сварке, и в процессе наплавки качество выполнения операции в немалой степени будет определяться изначальным состоянием заготовки. Поверхности детали должны быть зачищены от ржавчины, окалины, грязи и жира. В ином случае повышается риск сохранения непроваров, трещин и шлаковых включений. Особое внимание следует уделить обезжириванию от заводских и консервационных масел. Эту процедуру выполняют в горячем растворе, после чего изделие омывается и сушится. Перед восстановлением деталей способом сварки рекомендуется выполнять и пескоструйную обработку, что повышает качество ремонта. Для таких задач используют методы абразивной обработки с подключением компрессорного оборудования, шлифовальных дисков и резцов. Незначительные следы коррозийного поражения можно удалить и ручными металлическими щетками.
Для таких задач используют методы абразивной обработки с подключением компрессорного оборудования, шлифовальных дисков и резцов. Незначительные следы коррозийного поражения можно удалить и ручными металлическими щетками.
Какие электроды используются при восстановлении?
После подготовки основного рабочего оборудования и заготовки можно приступать к выбору электродов. Подбор зависит от вида металла, характера дефекта и требований к слою наплавки. Как правило, в распространенных случаях обломов и трещин используют обычные сварочные электроды с сопротивлением разрыву порядка 4 МПа. Для работы с углеродистыми сталями рекомендуется применять расходники, стержни которых выполнены из проволоки марки Св-08 толщиной 1,5-12 мм. Не стоит игнорировать и характеристики покрытия. Высокий стабилизирующий эффект при восстановлении деталей сваркой и наплавкой обеспечит меловая обмазка электрода типа Э-34. Она будет способствовать устойчивому процессу горения дуги, что позволит сформировать плотный и ровный шов.
Также сегодня используются нестандартные электродные расходники наподобие ленточных и трубчатых порошковых элементов. Обычно они представляют собой свернутые металлические ленты толщиной до 0,8 мм, поверхность которых наполнена различными порошкообразными легирующими смесями на основе ферромарганца, сталинита и др. К таким электродам стоит обращаться, если планируется наделять ремонтируемый участок дополнительными эксплуатационными свойствами.
Ручной дуговой метод сварки и наплавки
При восстановлении поврежденных сварных швов, заделке трещин и запайке герметичных корпусов можно применять ручной метод с графитовыми, угольными или вольфрамовыми электродами. В ходе работы берется пучок стержней с обмазкой и скрепляется проволокой. Окончания необходимо предварительно сварить и вставить в подготовленный держатель. В ходе работы электроды сформируют так называемую блуждающую дугу с широким полем действия. Чем больше площадь поврежденного участка, тем крупнее должен быть пучок. Главная сложность процесса сварки таким способом заключается в необходимости подключения трехфазной сети, поскольку та же наплавка пучком из 5-6 электродов должна производиться на повышенном токе. Таким методом ремонтируют детали из легированных и низколегированных сталей средней и большой толщины.
Главная сложность процесса сварки таким способом заключается в необходимости подключения трехфазной сети, поскольку та же наплавка пучком из 5-6 электродов должна производиться на повышенном токе. Таким методом ремонтируют детали из легированных и низколегированных сталей средней и большой толщины.
Метод автоматической наплавки под флюсом
Автоматический процесс наплавки отличается тем, что подача электрода с перемещениями самой дуги по рабочей поверхности полностью механизируются. Флюс, в свою очередь, обеспечивает изоляцию целевой зоны от вредного воздействия кислорода. Метод задействуется для восстановления поверхностей плоских и цилиндрических деталей с глубиной износа до 15 мм. По мере увеличения размера дефекта может применяться несколько слоев наплавки, но в этом случае потребуется ожидание полимеризации каждого предыдущего пласта. Данная технология восстановления деталей сваркой и наплавкой требует подключения источников тока в виде преобразователя или выпрямителя с токарно-винторезным станком. В рабочей зоне формируется покрытие флюса толщиной 1-4 мм, после чего автоматом направляется электродная проволока с дугой. К основным достоинствам этого метода относительно ручной сварки можно отнести минимальные потери металла в результате разбрызгивания. Ручной метод дает в несколько раз больше огарков и угара.
В рабочей зоне формируется покрытие флюса толщиной 1-4 мм, после чего автоматом направляется электродная проволока с дугой. К основным достоинствам этого метода относительно ручной сварки можно отнести минимальные потери металла в результате разбрызгивания. Ручной метод дает в несколько раз больше огарков и угара.
Метод вибродуговой наплавки
В данном случае применяются плавкие электроды, которые в процессе горения дуги вибрируют с короткими замыканиями. Операции подачи и перемещения расходных материалов также автоматизированы. Несмотря на внешнюю сложность процесса, метод довольно простой и не требует применения специальной оснастки. Более того, в конечном счете можно ожидать исключения деформации детали с сохранением твердости без термической обработки. Однако есть и ограничения. Так, вибрационные способы восстановления деталей сваркой и наплавкой подходят для заготовок с диаметром не менее 8 мм или толщиной от 0,5 до 3,5 мм. Теоретически вибродуговая наплавка может выполняться в разных защитных средах с газом или флюсом, но на практике чаще задействуют жидкостную изоляцию – например, кальцинированный раствор соды.
Сварка и наплавка в газовых защитных средах
Этот метод предусматривает подготовку специального баллона со сжатой газовой смесью. Могут использоваться аргоновые и углекислотные газы, направляемые в зону сварки под высоким давлением. Задача смеси также сводится к защитной функции изоляции заготовки от негативного воздействия азота и кислорода в воздухе. Наиболее качественные соединения сваркой в газовых средах получаются при использовании вольфрамовых электродов с отдельным вводом в рабочую зону присадочных материалов. Наплавка осуществляется под постоянным током с обратной полярностью. Процесс может быть механизирован, если применяется электродная проволока, но операции с газоэлектрическими горелками обычно выполняют вручную.
Полуавтоматические способы сварки и наплавки
Оптимальный метод для работы с алюминием и различными сплавами цветмета. Благодаря гибкой настройке параметров оборудования и возможностям использования разных защитных сред оператор может получить при небольшой силе тока качественный шов на заготовке толщиной до 12 мм. Полуавтоматический метод восстановления деталей сваркой производится с помощью вольфрамовых электродов толщиной 0,8-6 мм. Напряжение при этом может варьироваться от 20 до 25 В, а сила тока укладывается в 120 А.
Полуавтоматический метод восстановления деталей сваркой производится с помощью вольфрамовых электродов толщиной 0,8-6 мм. Напряжение при этом может варьироваться от 20 до 25 В, а сила тока укладывается в 120 А.
Альтернативная технология восстановления под давлением
Кроме термических способов сварки и наплавки, также применяется широкая группа контактных или холодных методов изменения структуры металлических заготовок. В частности, восстановление деталей сваркой под давлением осуществляется с помощью механических агрегатов с пуансонами. В процессе пластической деформации в точках контакта формируется сварное соединение с определенными параметрами. Конфигурация деформирующего эффекта будет зависеть от характеристик пуансона и техники оказания сжатия.
Заключение
На сегодняшний день не существует более действенных способов коррекции дефектов металлической структуры, чем сварка и наплавка. Другое дело, что в данных сегментах наблюдается активное развитие разных методик реализации технологии на практике. Наиболее перспективным направлением можно назвать восстановление деталей сваркой и наплавкой на автоматизированном оборудовании. Механизация выполнения ремонтных операций повышает производительность процесса, его эргономичность и уровень безопасности для сварщика. Параллельно развиваются и методы высокоточной аргонодуговой сварки с подключением газовых защитных сред. О полной автоматизации в этом направлении пока еще рано говорить, но в плане качества результата эта область является передовой.
Наиболее перспективным направлением можно назвать восстановление деталей сваркой и наплавкой на автоматизированном оборудовании. Механизация выполнения ремонтных операций повышает производительность процесса, его эргономичность и уровень безопасности для сварщика. Параллельно развиваются и методы высокоточной аргонодуговой сварки с подключением газовых защитных сред. О полной автоматизации в этом направлении пока еще рано говорить, но в плане качества результата эта область является передовой.
Сварка ВИГ (GTAW) для восстановления и консервации
Почему сварка ВИГ важна для восстановления и сохранения старых деталей и предметов искусства
Сварка ВИГ является важным методом восстановления и сохранения высокий уровень точности и контроля. При восстановлении или сохранении старой детали или артефакта важно свести к минимуму повреждения и сохранить их первоначальную форму и структуру.
Сварка ВИГ, также известная как дуговая сварка вольфрамовым электродом в газе, представляет собой метод сварки, в котором используется вольфрамовый электрод для создания дуги, расплавляющей основной металл и образующей сварочную ванну.
Присадочный металл и сварочная ванна защищены от атмосферного загрязнения инертным газом, обычно аргоном. По сравнению с другими процессами сварки, такими как сварка MIG (металл в инертном газе) или сварка электродами, процесс сварки TIG обеспечивает точный сварной шов, минимальную деформацию и уменьшение зон термического влияния, что имеет решающее значение для сохранения исходной структуры металла. часть или артефакт.
Кроме того, сварку ВИГ можно использовать с широким спектром металлов, включая нержавеющую сталь, алюминий, медь и бронзу, что делает ее универсальной техникой для восстановления и сохранения старых деталей и артефактов.
Сварка ВИГ при восстановлении старых автомобилей и деталей кузова
Сварка ВИГ является важным методом восстановления старых автомобилей, поскольку она позволяет выполнять точную сварку тонких сложных металлических компонентов, не повреждая прилегающие участки. Восстановление старых автомобилей включает в себя ремонт или замену различных металлических деталей, таких как панели кузова, компоненты рамы и детали двигателя.
Сварка ВИГ работает путем создания электрической дуги между вольфрамовым электродом и свариваемым металлом, которая выделяет сильное тепло, расплавляя металл.
Этот процесс выполняется при защите места сварки вольфрамовым электродом в среде защитного газа инертным газом, таким как аргон, который защищает сварной шов от окисления и загрязнения.
При восстановлении старых автомобилей сварка ВИГ особенно удобна для сварки тонколистового металла, поскольку она позволяет получить точный и контролируемый сварной шов. Это важно при работе с тонкими панелями кузова или сложными компонентами двигателя, где любое искривление или деформация металла сварочной горелкой может повлиять на общую целостность автомобиля.
Сварка ВИГ также может использоваться для ремонта трещин, отверстий и других повреждений металлических компонентов. Точная скорость сварки, характерная для данного метода сварки, позволяет выполнять мелкий и сложный ремонт, что может уберечь поврежденные в противном случае компоненты от выбрасывания и замены.
Сварка ВИГ на предприятиях по ремонту после столкновений
Сварка ВИГ обычно используется на предприятиях по ремонту после столкновений для ремонта и восстановления поврежденных автомобилей. Сварка ВИГ — это универсальный и точный метод сварки, который можно использовать для ремонта широкого спектра металлов, включая алюминий, сталь и другие сплавы, используемые в современных автомобилях.
Сварка ВИГ заключается в создании электрической дуги между вольфрамовым электродом и свариваемым металлом. Тепло, выделяемое дугой, плавит металл, создавая прочный и точный сварной шов. Сварка TIG также использует защитный газ, обычно аргон, для защиты области сварки от окисления и загрязнения, что важно при ремонтных работах после столкновения.
В ремонтных мастерских сварка TIG часто используется для ремонта и восстановления поврежденных панелей кузова, включая крылья, двери и капот. Сварка ВИГ также широко используется при ремонте алюминиевых компонентов, таких как блоки цилиндров и детали подвески, которые становятся все более распространенными в современных автомобилях.
Одним из преимуществ сварки TIG в ремонтных мастерских является возможность получения высококачественных почти невидимых сварных швов. Это особенно важно при ремонте автомобилей, где внешний вид готового изделия имеет решающее значение. Сварные швы TIG подвергаются минимальной деформации, что гарантирует, что отремонтированный компонент сохранит свою первоначальную форму и функцию.
Сварка ВИГ также позволяет точно контролировать сварочную дугу, что очень важно при работе со сложными и сложными деталями. Возможность точного управления сварочной дугой означает, что сварку TIG можно использовать для ремонта даже самых тонких и сложных компонентов, таких как выхлопные системы, опоры двигателя или топливные баки.
Сварка ВИГ при восстановлении деталей самолетов
Сварка ВИГ является широко используемой техникой ремонта и технического обслуживания самолетов, где качество и целостность ремонта имеют решающее значение для обеспечения безопасности и эксплуатационных характеристик самолета.
Сварка ВИГ обычно используется при ремонте компонентов авиационных двигателей, выхлопных систем и деталей планера.
Сварка ВИГ работает путем создания электрической дуги между вольфрамовым электродом и свариваемым металлом. Интенсивное тепло, выделяемое дугой, расплавляет металл, образуя прочную связь. Сварка TIG также использует защитный газ, обычно аргон, для защиты области сварки от окисления и загрязнения, что имеет решающее значение при ремонте самолетов.
При ремонте самолетов сварка ВИГ особенно полезна для ремонта тонких и хрупких компонентов, таких как детали двигателя или выхлопные системы. Точный характер сварки TIG позволяет точно контролировать сварочную дугу, что очень важно при работе с такими сложными деталями. Сварка TIG также дает минимальную деформацию, что имеет решающее значение для сохранения первоначальной формы и структуры ремонтируемой детали.
Кроме того, сварка вольфрамовым электродом в среде инертного газа может использоваться с широким спектром металлов, включая алюминий, титан и нержавеющую сталь, которые обычно используются в авиастроении. Эта универсальность делает TIG-сварку популярным методом ремонта и обслуживания компонентов самолетов.
Эта универсальность делает TIG-сварку популярным методом ремонта и обслуживания компонентов самолетов.
Сварка ВИГ при консервации
Сварка ВИГ является важным методом сохранения исторических артефактов, произведений искусства и других ценных предметов из металла. Сохранение включает в себя защиту этих объектов от коррозии, износа и других форм повреждений, чтобы гарантировать, что они останутся в своем первоначальном состоянии для будущих поколений. Сварка ВИГ особенно полезна при консервационных работах, поскольку позволяет точно и контролируемо сваривать сложные металлические компоненты.
Это важно при ремонте тонких и сложных металлических предметов, которые требуют высокой степени точности для сохранения их первоначальной формы и функции. Сварку TIG можно использовать с широким спектром металлов, включая драгоценные металлы, такие как золото, серебро и бронза, что делает ее универсальной техникой для сохранения металлических артефактов.
Сварку ВИГ также можно использовать для заполнения зазоров, ремонта трещин и укрепления ослабленных участков металлических предметов, что помогает предотвратить дальнейшее повреждение и распад. Точность и контроль, обеспечиваемые сваркой TIG, делают ее идеальной техникой для восстановления и сохранения хрупких и ценных металлических предметов, таких как старинные часы, скульптуры и ювелирные изделия.
Точность и контроль, обеспечиваемые сваркой TIG, делают ее идеальной техникой для восстановления и сохранения хрупких и ценных металлических предметов, таких как старинные часы, скульптуры и ювелирные изделия.
Сварка ВИГ музейного качества
Сварка ВИГ музейного качества относится к высокому уровню точности и качества сварки ВИГ, подходящей для реставрационных и консервационных работ музейного уровня. Сварка TIG музейного качества характеризуется способностью производить практически невидимые сварные швы, не нарушающие первоначальную эстетическую или структурную целостность реставрируемого или консервируемого объекта.
Для получения сварки TIG музейного качества требуется высокий уровень навыков и опыта. Сварщик TIG должен иметь обширные знания в области металлургии, методов сварки и конкретного свариваемого металла.
Сварочное оборудование также должно быть самого высокого качества, включая сварочные аппараты TIG, вольфрамовые электроды, присадочную проволоку, стержни и защитный газ.
Сварка TIG музейного качества предполагает тщательный подход к процессу сварки, который включает использование точных методов сварки и настроек оборудования для получения однородного и чистого сварного шва. Сварщик также должен очень внимательно следить за тем, чтобы подвод тепла к свариваемому металлу был сведен к минимуму, чтобы избежать деформации или повреждения объекта.
Результатом сварки TIG музейного качества является почти невидимый сварной шов более высокого качества, который не портит первоначальный вид или структурную целостность реставрируемого или консервируемого объекта. Этот уровень качества необходим при работе с артефактами музейного качества, историческими объектами и другими ценными предметами, которые необходимо сохранить для будущих поколений. Этих результатов трудно достичь при сварке MIG или дуговой сварке защищенным металлом, поэтому сварка TIG является оптимальным выбором.
Сварка ВИГ для восстановления и консервации – образование и карьера
Обучение консервации, консервации и реставрации автомобилей может быть полезным для тех, кто занимается сваркой ВИГ, по нескольким причинам. Во-первых, он обеспечивает более глубокое понимание материалов и конструкций реставрируемых или консервируемых объектов, что может помочь сварщикам принимать обоснованные решения о процессе сварки.
Во-первых, он обеспечивает более глубокое понимание материалов и конструкций реставрируемых или консервируемых объектов, что может помочь сварщикам принимать обоснованные решения о процессе сварки.
Понимание материалов и конструкций автомобильных компонентов, таких как панели кузова и рамы, может помочь сварщикам TIG выбрать подходящую технику сварки и материалы для данного проекта ремонта или восстановления.
Эти знания также могут помочь в идентификации и сохранении исторически значимых транспортных средств и компонентов, что может открыть возможности для работы над уникальными и сложными проектами.
Кроме того, обучение консервации, консервации и реставрации автомобилей часто включает использование традиционных методов и материалов в реставрационных работах. Это может быть полезно для сварщиков TIG, которым может понадобиться работать со старыми автомобилями и компонентами, которые изначально были созданы с использованием этих технологий и материалов.
Изучение традиционных методов и материалов также может помочь сварщикам TIG идентифицировать и работать с различными сплавами и металлами, обычно используемыми при ремонте и реставрации автомобилей, такими как сварка TIG алюминия, нержавеющей стали и углеродистой стали.
Сколько зарабатывают сварщики TIG на реставрации и консервации?
По данным Бюро статистики труда США, сварщики TIG, занимающиеся восстановлением и консервацией кузовов автомобилей, могут получать среднюю годовую заработную плату в размере 42 220 долларов США , или средняя почасовая оплата 20,30 $ . Производство и восстановление автомобильных кузовов является одним из самых сосредоточенных сварщиков: 15,44% всех рабочих являются сварщиками. Однако имейте в виду, что это статистические значения, а зарплата сварщика TIG может варьироваться в зависимости от штата, опыта, рабочего времени, бонусов, компании и многого другого.
Вот почему на практике мы видим, что сварщики TIG начального уровня с опытом работы от 0 до 2 лет зарабатывают примерно 30 000 долларов США . Эта зарплата может быть еще ниже в низкооплачиваемых штатах и компаниях, до 26 100 долларов в год или всего 15,54 доллара в час. Тем не менее, опытные сварщики со стажем более 7 лет в высокооплачиваемых штатах могут легко зарабатывать 100 000 долларов в год . С премиями и сверхурочной работой зарплата может вырасти до 150 000 долларов , в то время как общие цифры составляют 60 000–80 000 долларов в год .
Тем не менее, опытные сварщики со стажем более 7 лет в высокооплачиваемых штатах могут легко зарабатывать 100 000 долларов в год . С премиями и сверхурочной работой зарплата может вырасти до 150 000 долларов , в то время как общие цифры составляют 60 000–80 000 долларов в год .
Заключение
Сварка ВИГ представляет собой очень универсальный и точный метод сварки, который имеет множество применений в автомобильной промышленности, от ремонтных мастерских до сохранения и реставрации исторических автомобилей и артефактов. Независимо от того, работаете ли вы над проектом реставрации старинных автомобилей или ремонтируете современный автомобиль, сварочное оборудование и навыки TIG являются важными инструментами для обеспечения безопасности, производительности и эстетического качества готового продукта.
Сварка ВИГ и консервация автомобилей, консервация, техническое обслуживание самолетов и обучение реставрации взаимосвязаны, и оба они имеют решающее значение для тех, кто делает карьеру в автомобильной промышленности. Освоив методы сварки TIG и получив знания в области реставрации и консервации, сварщики могут производить высококачественный, эстетически привлекательный и безопасный ремонт и реставрацию, которые прослужат долгие годы.
Освоив методы сварки TIG и получив знания в области реставрации и консервации, сварщики могут производить высококачественный, эстетически привлекательный и безопасный ремонт и реставрацию, которые прослужат долгие годы.
Ресурсы
- https://blog.red-d-arc.com/welding/how-welding-extends-life-of-aircraft-parts/
- https://plasmatech.solutions/blog/restoring-a-classic-car-here-are-3-welding-choices-available/
- http://www.restorativewelding.com/restorativewelding/Technique.html
- https://astropak.com/protect-your-tig-welds/
- https://app.aws.org/forum/topic_show.pl?tid=36285
Запчасти для сварки на Weldfabulous.com
Быстрый просмотр
Миллер Электрик
Комплект фильтра/сепаратора Miller 279123, компрессор с маслом
Нажмите здесь, чтобы проверить совместимость с вашей машиной, используя серийный номер. В настоящее время данные о продукте отсутствуют. Пакет из 1 пакета: 1
В настоящее время данные о продукте отсутствуют. Пакет из 1 пакета: 1
457,99 долл. США
Добавить в список желаний
добавить в корзину
Быстрый просмотр
Миллер Электрик
Выходная мощность терминала Miller 241433, черный
Нажмите здесь, чтобы проверить совместимость с вашей машиной, используя серийный номер. Заменяет MI274847. Пакет из 1 пакета: 1
$32,94
Добавить в список желаний
добавить в корзину
Быстрый просмотр
Миллер Электрик
Miller 287529 Запасной литой привод в сборе
Нажмите здесь, чтобы проверить совместимость с вашей машиной, используя серийный номер. В настоящее время данные о продукте отсутствуют. Пакет из 1 пакета: 1
В настоящее время данные о продукте отсутствуют. Пакет из 1 пакета: 1
$93,99
Добавить в список желаний
добавить в корзину
Быстрый просмотр
Миллер Электрик
Miller 093996 Supplementary Pro, Man Reset 1P 20A 250Vac Frict
Нажмите здесь, чтобы проверить совместимость с вашей машиной, используя серийный номер. В настоящее время данные о продукте отсутствуют. Пакет из 1 пакета: 1
41,99 долл. США
Добавить в список желаний
добавить в корзину
Быстрый просмотр
Миллер Электрик
Miller 218075 Переключатель поворотный 12 Posn 1P 200Ma 28Vdc Pc Mtg 30 De
Нажмите здесь, чтобы проверить совместимость с вашей машиной, используя серийный номер. В настоящее время данные о продукте отсутствуют. Пакет из 1 пакета: 1
В настоящее время данные о продукте отсутствуют. Пакет из 1 пакета: 1
$120,99
Добавить в список желаний
добавить в корзину
Быстрый просмотр
Миллер Электрик
Комплект фильтра Miller 252782 с MA250132E для двигателя Mitsubishi S4L2 EFF
Нажмите здесь, чтобы проверить совместимость с вашей машиной, используя серийный номер. Комплект фильтра двигателя Miller 252782 включает масляный фильтр, первичный/вторичный топливный фильтр и первичный воздушный фильтр. Он предназначен для использования с Big Blue 450 Duo CST. Пакет 1…
174,99 $
Добавить в список желаний
добавить в корзину
Быстрый просмотр
Миллер Электрик
Клапан Miller 238805, 24 В постоянного тока, 2-ходовой, 125 фунтов на квадратный дюйм, специальный порт.
 054 Orf w/Fr
054 Orf w/Fr
Нажмите здесь, чтобы проверить совместимость с вашей машиной, используя серийный номер. В настоящее время данные о продукте отсутствуют. Пакет из 1 пакета: 1
$104,99
Добавить в список желаний
добавить в корзину
Быстрый просмотр
Миллер Электрик
Фитинг Miller 263411, колючий газ
Нажмите здесь, чтобы проверить совместимость с вашей машиной, используя серийный номер. В настоящее время данные о продукте отсутствуют. Пакет из 1 пакета: 1
16,99 $
Добавить в список желаний
добавить в корзину
Быстрый просмотр
Миллер Электрик
Соленоид Miller 165810, 14 В постоянного тока, 0,53 А, тянущий тип, постоянный, с вилкой
Нажмите здесь, чтобы проверить совместимость с вашей машиной, используя серийный номер. Соленоид тягового типа Miller 165810 предназначен для использования со сварочными аппаратами Bobcat 225G Plus, Trailblazer 251/251 NT/280 NT/301 G/DC. Соленоид со штекером работает при 0,53 А и 14 В постоянного тока…
Соленоид тягового типа Miller 165810 предназначен для использования со сварочными аппаратами Bobcat 225G Plus, Trailblazer 251/251 NT/280 NT/301 G/DC. Соленоид со штекером работает при 0,53 А и 14 В постоянного тока…
$105,63
Добавить в список желаний
добавить в корзину
Быстрый просмотр
Миллер Электрик
Miller 209873 Pot, Cp Flat 1T 0,5 Вт 50 кОм Linear Sp Rot Torq
Нажмите здесь, чтобы проверить совместимость с вашей машиной, используя серийный номер. В настоящее время данные о продукте отсутствуют. Пакет из 1 пакета: 1
37,44 $
Добавить в список желаний
добавить в корзину
Быстрый просмотр
Миллер Электрик
Комплект для обслуживания Miller 213851, указатель уровня топлива/втулка
Нажмите здесь, чтобы проверить совместимость с вашей машиной, используя серийный номер. Комплект для обслуживания Miller 213851 с указателем уровня топлива и втулкой для сварочного аппарата/генератора с дизельным двигателем Bobcat 225 NT. Заменяет Миллера #182925. Упаковка из 1 шт. Упаковка: 1
Комплект для обслуживания Miller 213851 с указателем уровня топлива и втулкой для сварочного аппарата/генератора с дизельным двигателем Bobcat 225 NT. Заменяет Миллера #182925. Упаковка из 1 шт. Упаковка: 1
92,99 долл. США
Добавить в список желаний
добавить в корзину
Быстрый просмотр
Миллер Электрик
Выходная мощность терминала Miller 241432, красный
Нажмите здесь, чтобы проверить совместимость с вашей машиной, используя серийный номер. В настоящее время данные о продукте отсутствуют. Пакет из 1 пакета: 1
37,23 $
Добавить в список желаний
добавить в корзину
Быстрый просмотр
Миллер Электрик
Miller 287146 Счетчик моточасов/модуль холостого хода (спящий режим)
Нажмите здесь, чтобы проверить совместимость с вашей машиной, используя серийный номер. В настоящее время данные о продукте недоступны. Упаковка из 1 упаковки: 1
В настоящее время данные о продукте недоступны. Упаковка из 1 упаковки: 1
146,99 $
Добавить в список желаний
добавить в корзину
Быстрый просмотр
Миллер Электрик
Выпрямитель Miller 035704, мост Integ 40. Ампер 800 В
Нажмите здесь, чтобы проверить совместимость с вашей машиной, используя серийный номер. Miller 035704 Интегральный мостовой выпрямитель с монтажным компаундом имеет номинальное напряжение 800 В и номинальный ток 40 А. Выпрямитель предназначен для использования с Syncrowave 200 arc…
37,99 $
Добавить в список желаний
добавить в корзину
Быстрый просмотр
Миллер Электрик
Miller 083432 Supplementary Pro, Man Reset 1P 10A 250Vac Frict
Нажмите здесь, чтобы проверить совместимость с вашей машиной, используя свой серийный номер. Пакет из 1 пакета: 1
Пакет из 1 пакета: 1
$39,99
Добавить в список желаний
добавить в корзину
Быстрый просмотр
Миллер Электрик
Кабель Miller 225180, мощность 10 футов, 2 дюйма, 14Ga 3C с Mvpi
Нажмите здесь, чтобы проверить совместимость с вашей машиной, используя серийный номер. В настоящее время данные о продукте отсутствуют. Пакет из 1 пакета: 1
$122,99
Добавить в список желаний
добавить в корзину
Быстрый просмотр
Миллер Электрик
Комплект фильтров для настройки Miller 230015, Kohler (Ch33)
Нажмите здесь, чтобы проверить совместимость с вашей машиной, используя свой серийный номерMiller 230015 Комплект для настройки двигателя Kohler Ch33 на сварочных аппаратах Miller Legend, Bobcat и Trailblazer.
