Вращающийся центр для токарного станка чертеж: Центр вращающийся — Чертежи, 3D Модели, Проекты, Детали и узлы станков
Содержание
Центр для токарного станка: неподвижный, вращающийся, грибковый
Сфера применения и особенности
Обработка материалов на токарном станке подразумевает закрепление цилиндрической заготовки в трехкулачковый патрон. За счет перпендикулярной подачи режущего инструмента снимается заданная толщина металла. Все это позволяет обточить заготовку до необходимых размеров.
При выполнении определенных работ одной фиксации заготовки в патроне недостаточно. Для обеспечения безопасности, получения нужной чистоты и точности требуется дополнительная поддержка детали задней бабкой.
В каких случаях необходимо использование вращающегося центра:
- Длина заготовки в 5 раз превышает диаметр.
- Точение тяжелых деталей на высоких скоростях (большие обороты и подача).
- Большая толщина снимаемой стружки.
- Когда чистовая обработка будет проходить на шлифовальном станке.
Особенности и преимущества использования центров:
- Длительный срок эксплуатации.

- Устойчивость к высоким нагрузкам.
- Возможность увеличить скорость обработки.
- Повышение производительности оборудования.
- Универсальность — можно использовать на станках с ручным управлением, и на оборудовании с ЧПУ.
- Высокое качество деталей.

Может вам также станет интересно, как правильно смонтировать УЦИ на токарный станок?
К недостаткам приспособления можно отнести радиальное биение. Если по техническим требованиям данная погрешность недопустима, практикуется финишная обработка с применением неподвижного центра на щадящих режимах.
Для того, чтобы закрепить заготовку на токарном станке в определённом положении, необходимо особое приспособление – вращающийся или упорный токарный центр. Оснастка позволяет обрабатывать детали на максимальных скоростях при минимальных вибрациях.
Токарный центр – это небольшая металлическая деталь, которая состоит из двух частей: хвостовика в виде вала или конуса Морзе, который закрепляется в пиноли задней бабки, и конусовидного упора, фиксирующего заготовку. Отметим, что обрабатываемая деталь фиксируется только после её зацентровки, то есть вытачивания с торцов болванки центровых отверстий. Таким образом заготовка фиксируется передней и задней бабкой станка – по двум противоположным сторонам, что позволяет очень прочно закрепить деталь и эффективно с ней работать.
Отметим, что обрабатываемая деталь фиксируется только после её зацентровки, то есть вытачивания с торцов болванки центровых отверстий. Таким образом заготовка фиксируется передней и задней бабкой станка – по двум противоположным сторонам, что позволяет очень прочно закрепить деталь и эффективно с ней работать.
Таким образом токарный центр применяется для центрирования и фиксации обрабатываемой детали в нужном положении во время точения.
Существует два вида токарных центров: вращающиеся и неподвижные, или упорные.
Невращающийся (упорный) центр
выполняет одну функцию: удерживает заготовку. При этом, как следует из названия, он остаётся неподвижным даже при вращении болванки. Оснастка имеет единую цельнометаллическую конструкцию. Фиксация очень точная, однако основным минусом упорного центра является ограниченное число режимов резания при его применении.
Кроме того, на токарном станке поджим упорным центром должен быть дозированным по усилию, чтобы вместе с отсутствием радиального люфта, деталь могла легко поворачиваться.
Вращающийся центр
применяется, если при обработке появляется излишнее давление и увеличивается трение, ведущее к перегреву и деформации детали. В такой ситуации использование упорного центра становится невозможным. Напротив, вращающийся центр крутится вместе с обрабатываемой заготовкой за счёт подшипника. Это помогает избежать перегрева в зоне контакта крутящейся детали и оснастки, что позволяет работать на повышенных скоростях, превышающих 70 м/мин.
Какой токарный центр выбрать?
Основным отличием вращающегося центра от упорного — это наличие подшипника, который позволяет наконечнику и обрабатываемой заготовке вращаться одновременно.
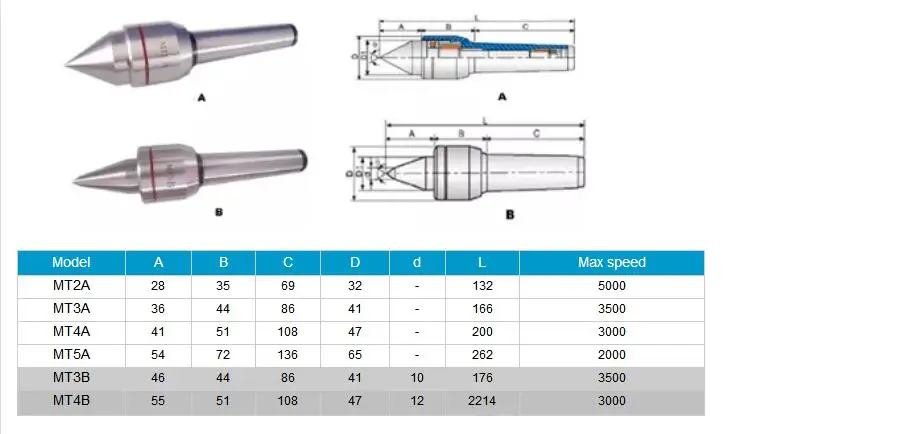
Однозначным достоинством вращающегося центра является его высокая износостойкость и возможность вести высокоскоростную обработку. Они бывают двух видов — Вращающиеся центры А-типа и Вращающиеся центры Б-типа:
- А-тип (с постоянным центровым валиком) — наконечник расположен и вращается внутри хвостовика хвостовика.
 Основное преимущество — большая точность (незначительное биение).
Основное преимущество — большая точность (незначительное биение). - Б-тип (с насадкой на центровой валик) — наконечник располагается на центровом валике и вращается вокруг него. Он герметичен и защищен от попадания СОЖ в подшипник.
Напротив, упорные центра характеризуются большей точностью (меньшим биением) и невысокой ценой из-за более простой конструкции. Они бывают с обычным и срезанным наконечником. Срезанный наконечник используется, когда необходимо обработать торец обрабатываемой детали.
И вращающиеся центры и упорные центры бывают разных исполнений, которые улучшают их характеристики и позволяют использовать максимально эффективно:
- Удлинённые центры
— используются, когда необходимо обработать небольшую заготовку на крупногабаритных станках. - Центры с твердосплавным наконечником
— твердосплавный наконечник очень износостоек – такой центр прослужит дольше. - Центры с отжимной гайкой
— без нее не обойтись в станках, где отсутствует механизм автоматического или полуавтоматического извлечения. Эта гайка помогает извлечь центр из задней бабки.
Эта гайка помогает извлечь центр из задней бабки. - Износостойкие центры
— используются очень дорогие высокопроизводительные подшипники, они служат долго даже при очень интенсивном и тяжелом использовании.
Чтобы вам было удобно подобрать вращающийся или упорный центр, мы подготовили сводную таблицу со всеми характеристиками и свойствами (смотрите в самом низу страницы).
Цена
| Тип | Токарный станок | Вид работ | Посадка | Цена, рубли |
| Неподвижный | JET | МК-3 | 500 | |
| Вращающийся | JET | МК-2 | 1800 | |
| Вращающийся | JET | МК-5 | 3000 | |
| Вращающийся | JET | для средних работ | МК-3 | 2000 |
| Вращающийся | JET | для легких работ | МК-2 | 2800 |
| Вращающийся | JET | для тяжелых работ | МК-5 | 3000 |
| Вращающийся | Техоснастка-С BT-5592 | для обработки деталей, имеющих центровые отверстия | А-1-3-Н | 2050 |
| Вращающийся | Техоснастка-С BT-5598 | для обработки деталей, имеющих центровые отверстия | А-1-6-У | 11500 |
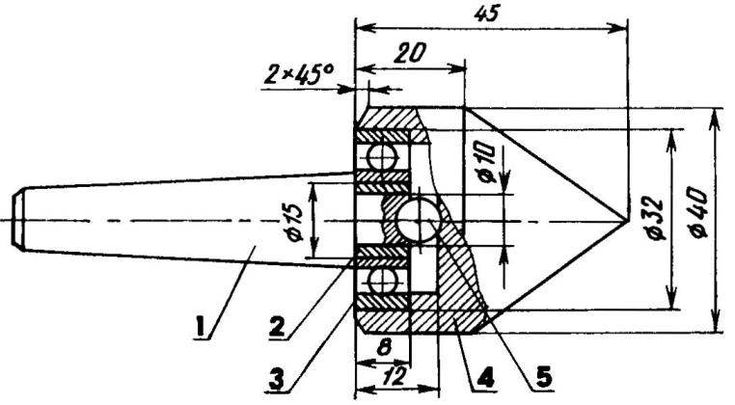
Конструкция вращающихся центров
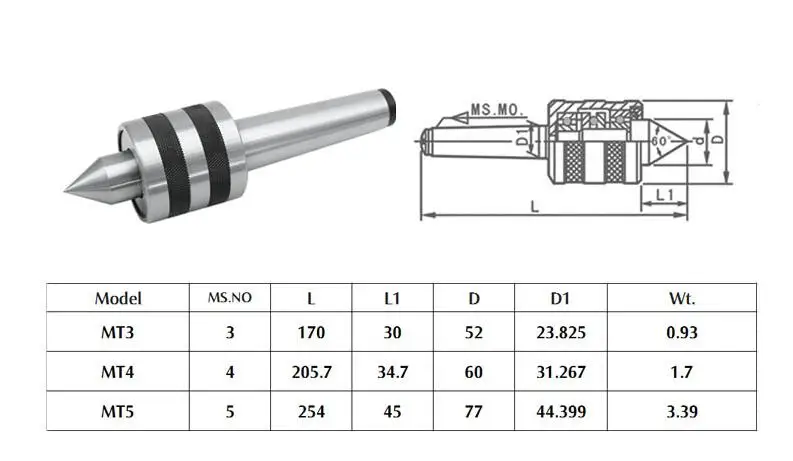
Вращающийся центр состоит из вала и конического наконечника. Он и является рабочей частью, которая фиксирует деталь. Вращение обеспечивается за счет встроенного шарикового подшипника. Он увеличивает КПД оснастки, уменьшает трение и нагрев.
Он и является рабочей частью, которая фиксирует деталь. Вращение обеспечивается за счет встроенного шарикового подшипника. Он увеличивает КПД оснастки, уменьшает трение и нагрев.
Стандартный угол наконечника составляет 60º. Такая оснастка используется в большинстве случаев, когда обработка осуществляется на стандартных режимах. Для работы с тяжелыми деталями необходим центр с углом наконечника 90º.
Диаметр конического хвостовика может отличаться в зависимости от модели оснастки. Для установки приспособления в заднюю бабку понадобится конус Морзе 5.
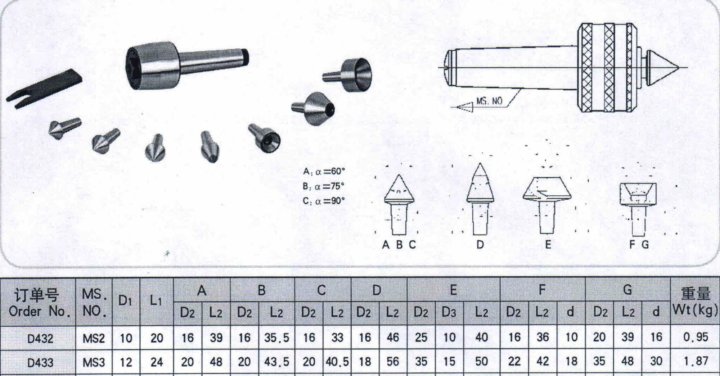
Разновидности
В токарном деле применяются несколько разновидностей вращающегося центра. По назначению оснастка делится на два вида:
- Упорный центр — заостренный наконечник упирается в торец детали. Предварительно необходимо сделать центровочное отверстие.
- Грибковый — имеет наконечник большего диаметра с усеченным конусом.
 Используется для фиксации деталей с внутренним отверстием (трубы, полые валы).
Используется для фиксации деталей с внутренним отверстием (трубы, полые валы).
По конструкции:
- С постоянным валиком (тип А).
- Со сменной насадкой (тип Б).
Применение типа Б позволяет использовать одно приспособление для обработки изделий с разными габаритами. Съемные насадки облегчают подход резца к заготовке. Такая оснастка часто применяется при точении фасонных деталей.
Центры для токарных станков изготавливаются из высокопрочной легированной стали. В зависимости от сложности процесса они бывают обычные и усиленные. Последние используются при работе с тяжелыми изделиями. Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
Виды и назначения станочных центров
Согласно нормативной документации выделяется два основных вида центров:
- Упорный (ГОСТ 13214-79) – у этого центра наконечник и хвостовик имеют практически равный диаметр. Наконечник изготавливается из твердого сплава или закаленной стали.

- Вращающийся (ГОСТ 8742-75) – отличается тем, что наконечник имеет больший диаметр и усеченный рабочий конус. Существуют центры с двумя типами наконечников: с центрированным валиком и с насадкой под него. Данное устройство может применяться для фиксации деталей вращения с полыми торцевыми отверстиями.
Если существует необходимость в обработке деталей на высоких скоростях со значительной толщиной удаляемого слоя, используется вращающийся задний центр. Если же оси вращения заготовок и шпинделей отличаются, рекомендуется использовать при обработке специальную конусную установку.
Специфика эксплуатации
Перед началом работы токарю необходимо учесть погрешности биения. Оно возникает из-за износа подшипников или наконечника, недостаточно жесткой фиксации. Если требования не допускают такую погрешность, лучше воспользоваться другой оснасткой.
Какие нюансы нужно учесть при обработке в центрах:
- Оси шпинделя и центра должны совпадать, иначе будут погрешности в обработке.
 При точении деталей с высоким классом точности нужно оставлять припуски для чистовой обработки.
При точении деталей с высоким классом точности нужно оставлять припуски для чистовой обработки. - Сила зажима должна надежно фиксировать заготовку, но при этом не мешать ее вращению.
- При работе с большими скоростями нужно использовать смазку для уменьшения износа наконечника.
Важно!
Биение вращающегося центра приводит к радиальному биению детали относительно оси. Дальнейшая обработка этой же заготовки на другом станке может привести к нарушению соосности.
При обнаружении сильного биения конический наконечник необходимо отшлифовать специальным инструментом, который крепится в резцедержателе. После проверки шаблоном в случае удовлетворительного результата можно приступать к металлообработке.
Важно!
При точении на больших оборотах изнашивается наконечник центра и разбивается центровочное отверстие. Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
Вращающийся центр для токарного станка своими руками
Многие домашние мастера задумываются о том, как самостоятельно изготовить токарный станок по металлу.
Такое желание объясняется тем, что при помощи подобного устройства, стоить которое будет совсем недорого, можно эффективно выполнять большой перечень токарных операций, придавая заготовкам из металла требуемые размеры и форму.
Казалось бы, намного легче приобрести простейший настольный станок и использовать его в своей мастерской, но учитывая немалую стоимость такого оборудования, есть смысл потратить время на то, чтобы сделать его своими руками.
Самодельный токарный станок — это вполне реально
Использование токарного станка
Токарный станок, который одним из первых появился в линейке оборудования для обработки деталей из разных материалов, в том числе из металла, позволяет изготавливать изделия различных форм и размеров.
С помощью такого агрегата можно выполнять обточку наружных и внутренних поверхностей заготовки, высверливать отверстия и растачивать их до требуемого размера, нарезать наружную или внутреннюю резьбу, выполнять накатку с целью придания поверхности изделия желаемого рельефа.
Серийный токарный станок по металлу — это габаритное устройство, управлять которым не так просто, а его стоимость очень сложно назвать доступной.
Использовать такой агрегат в качестве настольного оборудования нелегко, поэтому есть смысл сделать токарный станок для своей домашней мастерской самостоятельно.
Используя такой мини-станок, можно оперативно производить обточку заготовок, выполненных не только из металла, но также из пластика и древесины.
На таком оборудовании обрабатываются детали, имеющие круглое сечение: оси, рукоятки инструментов, колеса, конструктивные элементы мебели и изделия любого другого назначения.
В подобных устройствах заготовка располагается в горизонтальной плоскости, при этом ей придается вращение, а излишки материала снимает резец, надежно зафиксированный в суппорте станка.
Проточка тормозного диска на самодельном токарном станке
Несмотря на простоту своей конструкции, такой агрегат требует четкой согласованности движений всех рабочих органов, чтобы обработка выполнялась с предельной точностью и наилучшим качеством исполнения.
Пример самодельного токарного станка с чертежами
Рассмотрим подробнее один из рабочих вариантов собранного собственными силами токарного станка, довольно высокое качество которого по праву заслуживает самого пристального внимания. Автор данной самоделки даже не поскупился на чертежи, по которым данное устройство и было успешно изготовлено.
Конечно, далеко не всем требуется настолько основательный подход к делу, зачастую для домашних нужд строятся более простые конструкции, но в качестве донора для хороших идей данный станок подходит как нельзя лучше.
Токарный станок, сделанный своими руками
Внешний вид станка Основные узлы Суппорт, резцедержатель и патрон Вид сбоку Задняя бабка Вид снизу на заднюю бабку Направляющие валы Конструкция суппорта Привод от двигателя
Чертеж №1 Чертеж №2 Чертеж №3
Конструкционные узлы
Любой, в том числе и самодельный, токарный станок состоит из следующих конструктивных элементов: несущей рамы — станины, двух центров — ведущего и ведомого, двух бабок — передней и задней, шпинделя, суппорта, приводного агрегата — электрического двигателя.
Конструкция малогабаритного токарного станка про металлу
На станине размещают все элементы устройства, она является основным несущим элементом токарного станка.
Передняя бабка — это неподвижный элемент конструкции, на котором располагается вращающийся шпиндель агрегата.
В передней части рамы находится передаточный механизм станка, с помощью которого его вращающиеся элементы связаны с электродвигателем.
Именно благодаря такому передаточному механизму вращение получает обрабатываемая заготовка.
Задняя бабка, в отличие от передней, может перемещаться параллельно направлению обработки, с ее помощью фиксируют свободный конец обрабатываемой заготовки.
Простая схема узлов самодельного станка по дереву подскажет простой вариант изготовления станины, передней и задней бабок
Самодельный токарный станок по металлу можно оснастить любым электродвигателем даже не слишком высокой мощности, но такой двигатель может перегреться при обработке крупногабаритных заготовок, что приведет к его остановке и, возможно, выходу из строя.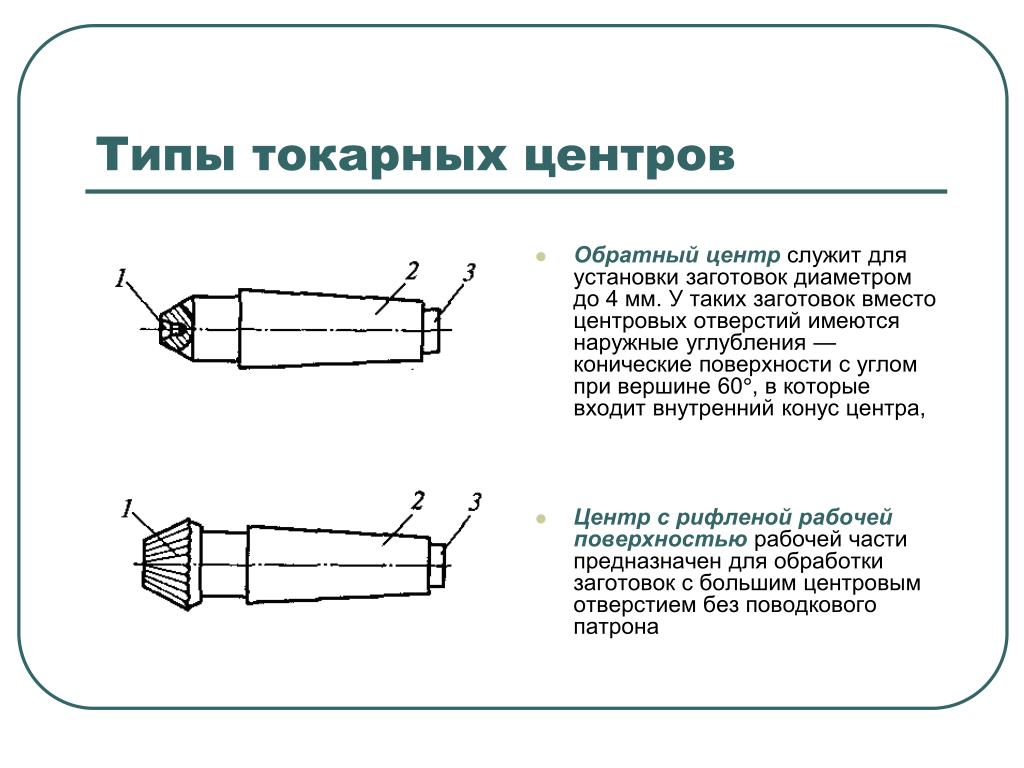
Обычно на самодельный токарный станок устанавливают электродвигатели, мощность которых находится в пределах 800–1500 Вт. Даже если такой электродвигатель отличается небольшим количеством оборотов, проблему решают при помощи выбора соответствующего передаточного механизма.
Для передачи крутящего момента от таких электродвигателей обычно используют ременные передачи, очень редко применяются фрикционные или цепные механизмы.
Токарные мини-станки, которыми оснащаются домашние мастерские, могут даже не иметь в своей конструкции такого передаточного механизма: вращающийся патрон агрегата фиксируется непосредственно на валу электродвигателя.
Станок с прямым приводом
Кроме того, необходимо обеспечить надежную фиксацию детали, что особенно важно для моделей лобового типа: с одним ведущим центром.
Решается вопрос такой фиксации при помощи кулачкового патрона или планшайбы.
По сути, токарный станок своими руками можно сделать и с деревянной рамой, но, как правило, для этих целей применяют профили из металла.

Высокая жесткость рамы токарного станка обязательна для того, чтобы на точность расположения ведущего и ведомого центра не оказывали влияние механические нагрузки, а его задняя бабка и суппорт с инструментом беспрепятственно перемещались вдоль оси агрегата.
Использование швеллеров при изготовлении рамы и передней бабки станка
Собирая токарный станок по металлу, важно обеспечить надежную фиксацию всех его элементов, обязательно учитывая нагрузки, которым они будут подвергаться в ходе работы.
На то, какие габариты окажутся у вашего мини-станка, и из каких конструктивных элементов он будет состоять, станет оказывать влияние и назначение оборудования, а также размеры и форма заготовок, которые на нем планируется обрабатывать. От этих параметров, а также от величины планируемой нагрузки на агрегат будет зависеть и мощность электродвигателя, который вам необходимо будет использовать в качестве привода.
Вариант исполнения станины, передней бабки и привода
Для оснащения токарных станков по металлу не рекомендуется выбирать коллекторные электродвигатели, отличающиеся одной характерной особенностью.
Количество оборотов вала таких электродвигателей, а также центробежная сила, которую развивает обрабатываемая заготовка, резко возрастают при уменьшении нагрузки, что может привести к тому, что деталь просто вылетит из патрона и может серьезно травмировать оператора.
Такие электродвигатели допускается использовать в том случае, если на своем мини-станке вы планируете обрабатывать некрупные и нетяжелые детали.
Но даже в таком случае токарный станок необходимо оснастить редуктором, который будет препятствовать бесконтрольному увеличению центробежной силы.
Асинхронный трехфазный электродвигатель, подключаемый к сети 220 Вольт через конденсатор
Уже доказано практикой и конструкторскими расчетами, что для токарных агрегатов, на которых будут обрабатываться заготовки из металла длиной до 70 см и диаметром до 10 см, лучше всего использовать асинхронные электродвигатели мощностью от 800 Вт. Двигатели такого типа характеризуются стабильностью частоты вращения при наличии нагрузки, а при ее снижении в них не происходит ее бесконтрольного увеличения.
Если вы собираетесь самостоятельно сделать мини-станок для выполнения токарных работ по металлу, то обязательно следует учитывать тот факт, что на его патрон будут воздействовать не только поперечные, но и продольные нагрузки. Такие нагрузки, если не предусмотреть ременную передачу, могут стать причиной разрушения подшипников электродвигателя, которые на них не рассчитаны.
Вращающийся центр Bison для токарного станка
Главная Станочная оснастка Вращающийся центр
ROHM Вращающиеся центры Германия
ROHM GmbH — на сегодняшний день является самым крупный и высокотехнологичным производителем зажимной техники для металлообрабатывающего оборудования в мире. Вращающийся центр ROHM применяется при обработке деталей большой длины, малой жёсткости, и в других ситуациях когда закрепление только со стороны шпинделя является недостаточным, или при точении в центрах.
ROHM GmbH — на сегодняшний день является самым крупный и высокотехнологичным производителем зажимной техники для металлообрабатывающего оборудования в мире. Вращающийся центр ROHM применяется при обработке деталей большой длины, малой жёсткости, и в других ситуациях когда закрепление только со стороны шпинделя является недостаточным, или при точении в центрах.
Вращающийся центр ROHM применяется при обработке деталей большой длины, малой жёсткости, и в других ситуациях когда закрепление только со стороны шпинделя является недостаточным, или при точении в центрах.
Токарный вращающийся центр ROHM применяется для установки заготовок типа тел вращения при выполнении точных работ на металлорежущих станках с ручным и программным управлением. Оснастки этого типа обеспечивает возможность зажима заготовки максимального диаметра и габаритов для обработки резанием на максимальной скорости вращения при минимальном биении.
Развернуть описание
Bison-Bial Вращающиеся центры Польша
Токарные вращающиеся центры BISON-BIAL используются при базировании заготовок или обработке на металлорежущих станках. Предназначены для расположения заготовок на токарных станках многих типов, например для ЧПУ, для обработки с высокими скоростями резания и большими нагрузками.
Токарные вращающиеся центры BISON-BIAL используются при базировании заготовок или обработке на металлорежущих станках. Предназначены для расположения заготовок на токарных станках многих типов, например для ЧПУ, для обработки с высокими скоростями резания и большими нагрузками.
Производятся различных видов:
- тип А — с постоянным центровым валиком;
- тип Б — с насадкой на центровой валик.
Они производятся в двух модификациях: в одной из них центровой валик с конусом 60°, а в другой центровой валик с конусом 60°, специфически расточенным под конус 30°.
Новые центры токарные- серия «R»:
- Корпус закален и отшлифован;
- Высокая точность и коаксиальность;
- Допустимая скорость вращения до 7000 об. / мин.;
- Макс. масса обрабатываемой детали до 5000 кг;
- Срок работы подшипников до 2000 часов.
Развернуть описание
Skoda вращающиеся центры Чехия
Центр токарный Skoda применяется для установки заготовок типа тел вращения при выполнении точных работ на металлорежущих станках с ручным и программным управлением.
Центр токарный Skoda применяется для установки заготовок типа тел вращения при выполнении точных работ на металлорежущих станках с ручным и программным управлением.
Предлагаемые центра предназначены для зажима обрабатываемых деталей на токарных станках. Зажимная часть их своей формой облегчает подход инструмента к обрабатываемой детали; это особенно удобно при обработке фасонных деталей. Центра по своей конструкции дают возможность регулировать зазор в переднем радиальном подшипнике.
Развернуть описание
Одним из основных видов оснастки для токарного станка являются вращающиеся центры. В интернет-магазине предлагаются вращающиеся центры Bison, а так же различные его модефикации от разных известных производителей — центр вращающийся конус, центр упорный вращающийся, центр вращающийся грибковый, производства Rohm, Skoda, Bison. Вращающийся центр — это приспособление позволяет надежно фиксировать обрабатываемую деталь; даже при высокой скорости резания он прочно зажимает цилиндрическую заготовку (трубы и валы). Используется на станках с ручным приводом и управлением ЧПУ. Вращающийся центр состоит из вала и конусовидной части, который выполняет центрирующую функцию. Чаще всего такая оснастка изготавливается из легированной стали (ГОСТ 8742-75), и может быть как стандартной, так и усиленной.
Вращающийся центр — это приспособление позволяет надежно фиксировать обрабатываемую деталь; даже при высокой скорости резания он прочно зажимает цилиндрическую заготовку (трубы и валы). Используется на станках с ручным приводом и управлением ЧПУ. Вращающийся центр состоит из вала и конусовидной части, который выполняет центрирующую функцию. Чаще всего такая оснастка изготавливается из легированной стали (ГОСТ 8742-75), и может быть как стандартной, так и усиленной.
В каталоге компании «Мир ISO» можно найти вращающийся центр Bison для токарного станка с повышенной жесткостью и увеличенной точностью. Здесь представлены легкие модели для подготовительных и заключительных задач обработки (до 450 кг), а также тяжелые — для деталей массой до 850 кг.
Вращающийся центр Bison может принадлежать к одному из следующих видов:
- вращающиеся центр с твердосплавной рабочей частью;
- вращающиеся центр удлиненный;
- вращающиеся центр с гайкой;
- вращающиеся центр с лучевой компенсацией;
- вращающиеся центр со сменными наконечниками и дисками;
- вращающиеся центр грибковый;
- вращающиеся центр обратный;
- вращающиеся центр стандартный.

Токарный вращающийся центр Bison применяется для обработки длинных заготовок. Он обязательно имеет шарикоподшипник, позволяющий избежать нагрева и увеличить КПД.
Чтобы выбрать правильный токарный вращающийся центр Bison, необходимо, в первую очередь, уточнить название модели станка — так совпадут все размеры и установка оснастки будет точной. Также важно учесть посадку — ищите данные в маркировке изделия. Помните, что возможность смены наконечника играет важную роль при выборе вращающегося центра.
В «Мир ISO» представлен вращающиеся центры Bison различных видов (вращающиеся центр с твердосплавной рабочей частью, вращающиеся центр удлиненный, вращающиеся центр с гайкой, вращающиеся центр с лучевой компенсацией, вращающиеся центр со сменными наконечниками и дисками, вращающиеся центр грибковый, вращающиеся центр обратный, вращающиеся центр стандартный) по низким ценам, а так же продукция компаний Skoda и Rohm. Налаженные отношения с данным производителем позволяют предлагать исключительно качественные товары. В каталоге предлагаются проверенные сертифицированные варианты оснастки для токарных станков, имеющие гарантию качества. В разделе «Сертификаты» указана вся важная документация.
Налаженные отношения с данным производителем позволяют предлагать исключительно качественные товары. В каталоге предлагаются проверенные сертифицированные варианты оснастки для токарных станков, имеющие гарантию качества. В разделе «Сертификаты» указана вся важная документация.
Звоните по номеру, указанному на сайте, и получите больше подробной информации, касательно особенностей вращающихся центров Bison, их правильного выбора и тонкостей оформления заказа у профессиональных консультантов компании. Осуществляем продажу оптом и на выгодных условиях. Доставка выполняется в строго оговоренные сроки.
Все для металлообработки Вращающиеся центра станочные
тел. (925) 505-31-25
Центра предназначены для установки деталей типа «вал», имеющих центровые отверствия, при их обработке на станках токарной группы. Подбор осуществляется исходя из степени нагрузки, максимально допустимых оборотов, допустимого биения при обработке.
|
Вращающийся центр с цельным хвостовиком.
Профилированные задние центра со стандартными подшипниками, рекомендуемые для токарной
|
| |||||||
| Конус Морзе | 1 | 2 | 3 | 4 | 5 | 6 | ||
| КОД GT-E | 812090 | 822100 | 832110 | 842120 | 852130 | 862140 | ||
| Вращающийся центр C цельным хвостовиком. Moд. GT-S Cо сменными наконечниками Moд.  GT-AS GT-ASПрофилированные задние центра с прецизионными |
| |||||||
| Конус Морзе | 1 | 2 | 3 | 4 | 5 | 6 | ||
| КОД GT-S | 812091 | 822101 | 832111 | 842121 | 852131 | 862141 | ||
| КОД GT-AS | — | 823091 | 833101 | 843111 | 853121 | 863131 | ||
| Вращающийся центр C цельным хвостовиком.  Moд. GT-M Moд. GT-MCо сменными наконечниками Moд. GT-AM Удлиненный с переменной конусностью Moд. GT-M C C усеченным конусом Moд. GT-MT C (Вставки в каталоге) Профилированные задние центра с прецизионными
|
| |||||||
| Конус Морзе | 2 | 3 | 4 | 5 | 6 | 6 special | M80 | M100 |
| КОД GT-M | 822110 | 832112 | 842122 | 852132 | 862142 | 862152 | 880802 | 801002 |
| КОД GT-AM | 823092 | 833102 | 843112 | 853122 | 863132 | 863142 | ||
| КОД GT-M C | 822202 | 832212 | 842222 | 852232 | 862242 | 862252 | ||
| КОД GT-MT C | 834092 | 844102 | 854112 | 864122 | 864132 | |||
|
Вращающийся центр
Профилированные задние центра с гайкой экстрактора и
|
| |||||||
| Конус Морзе | 2 | 3 | 4 | 5 | 6 | 6 special | M80 | M100 |
| КОД GT-MG | 8302112 | 8402122 | 8502132 | 8602142 | 8602152 | |||
| КОД GT-AMG | 8303102 | 8403112 | 8503122 | 8603132 | 8602142 | |||
| КОД GT-M CG | 8302212 | 8402222 | 8502232 | 8602242 | 8602252 | |||
| КОД GT-MT CG | 8304092 | 8404102 | 8504112 | 8604122 | 8604132 | |||
|
Вращающийся центр
|
| |||||||
| Конус Морзе | 2 | 3 | 4 | 5 | 6 | 6 special | M80 | M100 |
| КОД GT-V | 832161 | 842171 | 852181 | 862191 | ||||
| КОД GT-VW | 832163 | 842173 | 852183 | 862193 | ||||
| КОД GT-VA | 832162 | 842172 | 852182 | 862192 | ||||
| КОД GT-V C | 832164 | 842174 | 852184 | 862194 | ||||
| КОД GT-V CW | 832165 | 842175 | 852185 | 862195 | ||||
|
Центра с осевой компенсацией
Вращающийся центр с осевой компенсацией для использования вместе с резцедержателем.
|
| |||||||
| Хвостовик | VDI30 | VDI40 | ||||||
| КОД VDI-C | 802176 | 802186 | ||||||
| КОД VDI-A | 802177 | 802187 | ||||||
| Центра с осевой компенсацией Подпружиненный с цилиндрическим хвостовиком Moд.  VDC-C VDC-CПодпружиненный с цилиндрическим хвостовиком cо сменными наконечниками Moд. VDC-A
|
| |||||||
| Хвостовик | Ø 30 | Ø 40 | ||||||
| КОД VDС-C | 800176 | 800186 | ||||||
| КОД VDС-A | 800177 | 800187 | ||||||
| Вращающийся центр C цельным хвостовиком.  Moд. GT-VG Moд. GT-VGC т/с наконечником Moд. GT-VWG Cо сменными наконечниками Moд. GT-VAG C переменной конусностью Moд. GT-V CG C переменной конусностью и центром из т/с Moд.GT-V CWG Профилированные задние центра с гайкой экстрактора и прецизионными подшипниками рекомендуются для токарной обработки со средними нагрузками и на высоких скоростях. Корпус и вал закалены и отрихтованы. Постоянная смазка длительного срока эксплуатации. |
| |||||||
| Конус Морзе | 2 | 3 | 4 | 5 | 6 | 6 special | M80 | M100 |
| КОД GT-VG | 8302161 | 8402171 | 8502181 | 8602191 | ||||
| КОД GT-VWG | 8302163 | 8402173 | 8502183 | 8602193 | ||||
| КОД GT-VAG | 8302162 | 8402172 | 8502182 | 8602192 | ||||
| КОД GT-V CG | 8302164 | 8402174 | 8502184 | 8602194 | ||||
| КОД GT-V CWG | 8302165 | 8402175 | 8502185 | 8602195 | ||||
| Вращающийся центр C цельным хвостовиком.  Moд. GT-1990-N Moд. GT-1990-NCо сменными наконечниками Moд. GT-1990-NI Удлиненный с переменной конусностью Moд. GT-1990-CO Профилированные задние центра с гайкой экстрактора, прецизионными подшипниками и низким сопротивлением качению, рекомендуются для токарной обработки с большими нагрузками и на очень высоких скоростях. Корпус и вал закалены и отрихтованы. Постоянная смазка длительного срока эксплуатации. |
| |||||||
| Конус Морзе | 2 | 3 | 4 | 5 | 6 | 6 special | M80 | M100 |
| КОД GT-1990-N | 831992 | 841992 | 851992 | |||||
| КОД GT-1990-NI | 831993 | 841993 | 851993 | |||||
| КОД GT-1990-CO | 831991 | 811991 | 851991 | |||||
|
Вращающийся центр
Профилированные задние центра с гайкой экстрактора
|
| |||||||
| Конус Морзе | 2 | 3 | 4 | 5 | 6 | 6 special | M80 | M100 |
| КОД GT-1980-N | 831982 | 841982 | 851982 | |||||
| КОД GT-1980-NW | 831984 | 841984 | 851984 | |||||
| КОД GT-1980-NI | 831983 | 841983 | 851983 | |||||
| КОД GT-1980-CO | 831981 | 841981 | 851981 | |||||
| КОД GT-1980-COW | 831985 | 841985 | 851985 | |||||
|
Наборы вращающихся центров
Для подбора наборов центров со сменными наконечниками просьба обращаться к каталожным данным, приведенным в конце таблицы.
|
| |||||||
|
Вращающийся центр для деревообработки Mod. GT-VL
Вращающийся центр со специальным центром для токарной обработки дерева.
|
| |||||||
| Конус Морзе | 2 | 3 | 3 | 5 | 6 | 6 special | M80 | M100 |
| КОД GT-VL | 822104 | 832166 | 832167 | |||||
 Moд. GT-E
Moд. GT-E  Moд. GT-MG
Moд. GT-MG Moд. GT-V
Moд. GT-V VDI-C
VDI-C Moд. GT-1980-N
Moд. GT-1980-N
 w3.org/TR/xlink» umi:element-id=»681″ umi:region=»row»> Скачать каталог Sassatelli на вращающиеся центра.pdf (1121.97 kB)
w3.org/TR/xlink» umi:element-id=»681″ umi:region=»row»> Скачать каталог Sassatelli на вращающиеся центра.pdf (1121.97 kB)
4 причины, по которым вам нужен токарный центр с ЧПУ для производства
Автор: Southern Fabricating Machinery Sales | Опубликовано: 19 мая 2021 г.
Токарные станки с ЧПУ могут быть важным элементом оборудования для многих механических мастерских. Эти машины могут позволить механическим цехам создавать сложные детали на заказ с высокой степенью точности и повторяемости. В этой статье мы поговорим о том, что такое токарный станок с ЧПУ, и о некоторых причинах, по которым он обязательно нужен вашему механическому цеху.
Что такое токарный центр с ЧПУ?
Токарный станок — это станок, который удерживает деталь на месте с помощью «патрона». Патрон вращается на месте с различной скоростью, в то время как инструмент станка вдавливается в него. Самая старая ручная версия этого устройства обычно называется «токарный станок» и часто используется для создания изделий из дерева неопределенно цилиндрической формы.
Токарный станок с ЧПУ представляет собой автоматизированный станок, который использует систему числового программного управления (ЧПУ) для управления различными факторами работы станка, такими как скорость вращения патрона, перемещение и угол инструмента, а также выбор инструмента. Токарные станки с ЧПУ бывают двух основных разновидностей: вертикальные и горизонтальные. Это различие основано на том, как станок удерживает деталь, что может повлиять на то, сколько площади требуется токарному центру (горизонтальные токарные станки обычно требуют больше площади, тогда как вертикальные машины выше, но требуют меньше площади).
Одно из преимуществ вертикальных машин, отмеченное некоторыми операторами, заключается в том, что вес удерживаемой детали помогает удерживать ее на месте.
Токарный центр с ЧПУ и токарные станки с ЧПУ?
Использование токарного станка с ЧПУ дает ряд преимуществ по сравнению с традиционными токарными станками с ЧПУ, в том числе:
- Токарные операции с ЧПУ.
 Токарные станки с станиной с ЧПУ настраиваются и управляются оператором и зависят от ряда переменных факторов. Это может привести к несоответствию формы и качества деталей от одной заготовки к другой. Использование станка с ЧПУ обеспечивает гораздо более точные операции, позволяя деталям соответствовать более строгим допускам с большей согласованностью.
Токарные станки с станиной с ЧПУ настраиваются и управляются оператором и зависят от ряда переменных факторов. Это может привести к несоответствию формы и качества деталей от одной заготовки к другой. Использование станка с ЧПУ обеспечивает гораздо более точные операции, позволяя деталям соответствовать более строгим допускам с большей согласованностью. - Автоматизация токарных работ. Некоторые токарные станки с ЧПУ имеют элементы управления, позволяющие автоматизировать производство определенных деталей. На этих станках можно заранее запрограммировать скорость вращения, выбор инструмента и перемещение инструмента, чтобы свести к минимуму необходимость ручного управления оператором токарной операцией.
- Скорость производства. Токарный станок с ЧПУ может работать непрерывно без перерыва, в то время как токарный станок с ЧПУ требует ручного вмешательства для смены инструмента, удаления отходов и замены деталей. Это позволяет токарным центрам с ЧПУ производить детали быстрее, чем станки с ручным управлением.
Кроме того, после создания программы для изготовления конкретной детали ее можно легко сохранить и снова загрузить при необходимости. Это снижает зависимость от квалифицированного труда для изготовления конкретных деталей.
Типы токарных станков
Токарные станки с ЧПУ Как мы обсуждали выше, существует два основных типа токарных станков с ЧПУ: горизонтальные и вертикальные станки. Однако есть и другие варианты токарных станков, о которых вам следует знать.
Швейцарский тип: эти станки обычно обрабатывают более мелкие детали размером 1,25 дюйма и менее и известны более высокой производительностью, более коротким временем цикла и полностью автоматизированной работой. Эти типы токарных центров с ЧПУ пропускают материал через вращающуюся цангу, где несколько инструментов приближаются к материалу. одновременно выполняя различные операции. Обычно используемые в медицинской, контактной и газовой промышленности. Токарные станки с ЧПУ швейцарского типа являются важным производственным оборудованием.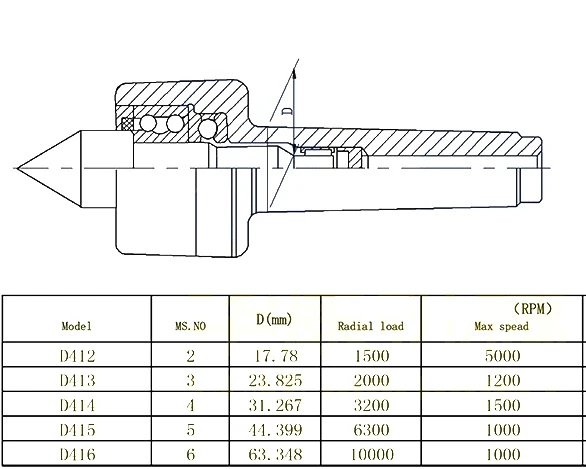
VTL: VTL — это сокращение от Вертикальные токарные станки, и в отличие от станка с вертикально подвешенным и подвижным патроном, который используется для захвата, обработки и размещения деталей, эти станки больше по размеру и используются для токарной обработки таких предметов, как корпуса клапанов, большие шестерни. кольца и т. д.
Все эти различные типы станков объединяет то, что они поворачивают заготовку для выполнения операций резки и механической обработки.
Преимущества токарных центров
Более высокая производительность: После настройки и квалификации эти машины могут работать автономно в течение многих циклов. Если они оснащены правильной автоматикой, они могут производить качественные детали в течение нескольких часов подряд с минимальным вмешательством оператора.
Встроенная автоматизация: Контроллер ЧПУ управляет всеми функциями станка, включая смену инструмента, использование охлаждающей жидкости, удаление стружки и сбор деталей..jpg)
4 причины, по которым вам нужен токарный центр с ЧПУ
Низкая стоимость: Автоматизация любого процесса снижает стоимость детали за счет сокращения человеко-часов, необходимых для ее производства.
Повышение Производительность: Добавление токарного центра с ЧПУ к вашему предприятию может добавить возможности, которых у вас в настоящее время нет, или повысить производительность до более высоких мощностей с тем же уровнем квалификации персонала, который у вас есть в настоящее время.
Повышенная точность: После проверки детали выходят из токарного центра с ЧПУ с неизменной повторяемостью. Эта повышенная точность повышает ценность вашего цеха, позволяя достигать все более жестких допусков.
Сокращение отходов: После того, как ваш токарный центр с ЧПУ настроен и производит детали, вы можете рассчитывать на точные и пригодные для использования компоненты. Меньше брака — больше долларов в кармане.
Меньше брака — больше долларов в кармане.
Новые и бывшие в употреблении токарные центры с ЧПУ?
В подавляющем большинстве случаев, если наличие определенной функции, доступной только на совершенно новом токарном станке с ЧПУ, не стоит платить в два-три раза больше денег, обычно лучше покупать подержанный, а не новый.
Покупка новых не гарантирует лучшую точность, качество или безопасность, чем покупка подержанных. То, что он делает гарантирует, является более высокой запрашиваемой ценой и более длительными отношениями с вашим кредитором. Поэтому, когда вы ищете токарный станок с ЧПУ для продажи, обязательно обратите внимание на подержанные варианты, а также на новые.
Конечно, если вы покупаете бывшую в употреблении машину, обязательно тщательно осмотрите машину, прежде чем платить за нее, или обратитесь к опытному продавцу подержанного производственного оборудования, который оценит ее для вас. Таким образом, вы можете избежать некоторых потенциальных ловушек, связанных с частной продажей, и убедиться, что вы получаете высококачественную подержанную машину.
Нужна помощь в поиске подходящего токарного станка с ЧПУ для нужд вашего механического цеха? Свяжитесь с экспертами SFMS сегодня, чтобы получить совет и помощь в поиске идеального токарного станка с ЧПУ!
Southern Fabricating Machinery Sales
Southern Fabricating Machinery Sales (SFMS) с 1980-х годов является экспертом в области покупки, продажи и брокерских услуг подержанных машин и бывшего в употреблении промышленного оборудования. Мы работаем в механических мастерских, инструментальных штампах, пресс-формах и производственных цехах, как и ваши, и работаем с теми машинами, которые мы теперь предлагаем в качестве решений для ваших производственных нужд!
Токарный станок TRAK TC820si с ЧПУ SINUMERIC ONE
Технические характеристики
| TC820si | |
|---|---|
Емкость | |
| Высота центров | 41,3″ |
| Максимальный размах | 15,75″ |
| Поворотная крышка каретки | 11,81″ |
| Максимальная длина обточки (зависит от зажимной детали) | 20″ |
| Максимальный диаметр поворота | 8,66″ |
Инструментальная секция макс. | 0,75″ |
| Быстрые скорости | 787 дюймов в минуту по оси Z 590 дюймов в минуту по оси X |
| Перемещение по оси X | 6,90″ |
| Перемещение по оси Z | 20,8″ |
Передняя бабка | |
| Передняя часть шпинделя | А2-6 |
| Диаметр патрона | 7,88″ |
| Резьба выдвижной трубы | M74 x 2,0 x 35 мм |
| Производительность бар | 2,56″ |
| Отверстие шпинделя | 3″ |
| Диаметр переднего подшипника шпинделя (ID) | 4,33″ |
| Количество подшипников | 4 |
| Система привода | Ременная передача |
| Диапазон скорости вращения шпинделя об/мин | 10-4000 |
| Перо для путешествий | 4,13″ |
| Диаметр пиноли | 2,36″ |
| Коническое отверстие пиноли | МТ4 |
Шпиндель | |
| Пиковая мощность двигателя (480 В) | 38 л. с. с. |
| Непрерывная мощность двигателя (480 В) | 14,75 л.с. |
| Максимальный крутящий момент | 100 футо-фунтов при 2000 об/мин |
Башня | |
| Количество инструментов | 12 станций |
| Размеры хвостовика токарного резца | 0,75″ x 0,75″ |
| Максимальный диаметр расточной оправки | 1,5″ |
Требования к электропитанию — машина | |
| Напряжение | 480 В (208 В с трансформатором) |
| Ампер Ток полной нагрузки | 33 А при 480 В 75 А при 208 В |
| Фаза/Гц | 3/60 |
Размеры | |
Нетто (Д x Ш x В), фунты. | 117″ x 80″ x 65″ 8000 фунтов |
| Транспортировка (Д x Ш x В), фунты. | 120″ x 90″ x 87″ 8500 фунтов |
Прочее | |
| Объем резервуара охлаждающей жидкости | 20 галлонов |
| Подача насоса охлаждающей жидкости | 5,3 гал/мин при 30 фунтов на кв. дюйм |
| Объем смазки направляющих | 3 литра |
| Тип масла для смазки направляющих | ISO 32 или 10 Вт |
| Емкость гидравлического масла | 11 галлонов |
| Гидравлический насос Тип | Лопасть комбинированного насоса |
| Двигатель конвейера для стружки | 200 Вт |
| Твердость поверхности пути | HRc 48~52 |
Технические характеристики могут быть изменены без предварительного уведомления.
Опции
Опции станка
Устройство подачи прутка
Устройство подачи прутка LNS Quick Load Servo 80 S2 обеспечивает непрерывную обработку с минимальным вмешательством оператора или без него. Благодаря быстрому переключению с одной партии деталей на другую и библиотеке из 500 программ, эта система подачи прутка с сервоприводом резко повысит производительность.
Оснащен системой автоматической смены диаметра, центральная линия и пальцы загрузки прутка регулируются автоматически при вводе нового диаметра прутка, ручная регулировка не требуется, что сокращает время переналадки до минимума. Технология управления серводвигателем LNS гарантирует точное управление подачей прутка с помощью револьверной головки или без нее и предотвращает удары по револьверной головке благодаря мягкому позиционированию.
Съемник прутка
Royal ® Компактный съемник прутка с ЧПУ с хвостовиком ¾″. Легко автоматизируйте свой TCSi с помощью компактного съемника прутка. Съемники прутков с ЧПУ недороги и требуют минимальной настройки, повышают производительность и освобождают операторов для выполнения других задач.
Съемники прутков с ЧПУ недороги и требуют минимальной настройки, повышают производительность и освобождают операторов для выполнения других задач.
Цанговые патроны
ROYAL QUICK-GRIP™ Цанговый патрон с ЧПУ. Традиционная конструкция отвода с использованием цанг Royal QG-65 позволяет использовать стержень диаметром 2,66 дюйма и биение на углу закрытия в пределах 0,0002 дюйма TIR.
Цанговый патрон с ЧПУ ROYAL QUICK-GRIP™. Регулируемый упор гарантирует точное и последовательное позиционирование детали по оси Z и обеспечивает очень агрессивную резку. Использование цанг Royal QG-65 позволяет использовать стержень диаметром 2,66 дюйма и биение на углу закрытия в пределах 0,0002 дюйма TIR. популярные цанги 5C, гарантированно работающие в пределах 0,0002″ TIR. Компактные размеры обеспечивают превосходный зазор инструмента и перемещение по оси Z.
Улавливатель деталей
Полностью программируемый улавливатель деталей TRAK используется для захвата готовой детали по мере ее отрезания, что облегчает обработку без участия оператора. Детали собраны в контейнер для быстрого доступа во время работы машины.
Детали собраны в контейнер для быстрого доступа во время работы машины.
Нефтяной скиммер
Нефтяной скиммер TRAK управляется кнопкой на панели управления или может быть интегрирован в вашу программу с использованием M-кода.
СОЖ под высоким давлением
Система подачи СОЖ под высоким давлением TRAK позволяет подавать СОЖ под давлением 220 psi непосредственно через револьверную головку и режущий инструмент, эффективно отводя стружку и тепло от карманов и отверстий во время обработки. Это значительно повышает производительность резания, точность, чистоту поверхности и срок службы инструмента.
Трансформатор
Трансформатор TRAK для TC820, преобразующий напряжение S/B 208 В в 408 В, установлен на заводе в кожухе в верхней части машины.
Тележка для стружки
Тележка для стружки, которая устанавливается под транспортером для сбора остатков стружки. Колеса, слив охлаждающей жидкости и система сброса для простоты использования.
Комплект резцедержателей
Комплект резцедержателей с болтовым креплением; включает 8 клиновых зажимов для инструмента 0,75″, 3 держателя расточных оправок с отверстием 1,25″, 1 держатель скользящего инструмента и соответствующие фитинги для подачи СОЖ.
TRAK
® USB-накопитель
USB-накопитель состоит из флэш-накопителя Delkin ® промышленного класса. Это устройство не имеет себе равных по надежности и скорости доступа к файлам и является предпочтительным хранилищем для наших разработчиков программного обеспечения.
ВИДЕО: TRAK ® USB-накопитель Обзор опций
Опции программного обеспечения
3D-моделирование (стр. 25)
3D Надежный цифровой двойник вашей детали, точный в каждой запрограммированной детали. Вы можете проверить свою программу, внимательно изучив каждую деталь, используя сенсорный экран 19″ экрана SINUMERIK ONE.
Память ЧПУ, 5,1 ГБ (P12 и P77)
Комбинация опций Siemens, которые вместе увеличивают внутреннюю память SINUMERIK ONE для загрузки и интеграции больших файлов (таких как CAD и CAM)..jpg) Увеличивает внутреннюю память ЧПУ на 1,8 ГБ.
Увеличивает внутреннюю память ЧПУ на 1,8 ГБ.
Считыватель DXF (P56)
Открывайте файлы DXF на SINUMERIK ONE, чтобы легко перенести данные в вашу программу. Программируйте быстрее и уменьшите количество ошибок при программировании. Открывайте и используйте элементы нескольких файлов DXF в одной программе. Работает во всех методах программирования. Легко управляйте определенными функциями из элементов чертежа. Задайте собственную ссылку на деталь, независимую от исходной точки чертежа.
Запуск маховика (M08)
Запуск запрограммированных движений поворотом маховика. Вы управляете скоростью подачи, перемещая ручной генератор импульсов на панели управления, и фактическая запрограммированная траектория перемещается. Отрегулируйте взаимосвязь между оборотами маховика и скоростью подачи с помощью 4 различных настроек разрешения. Плавно переключайтесь между прогоном с маховиком и полностью автоматическим прогоном с ЧПУ. Отлично подходит для настройки и для уверенности в том, что первая часть!
Выполнение из внешнего хранилища (P75)
Позволяет использовать внешнее запоминающее устройство для запуска и редактирования программ.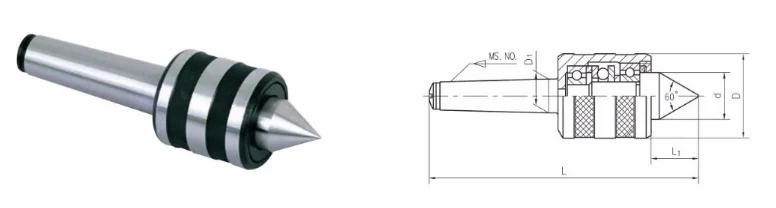 Позволяет вашему запоминающему устройству функционировать как расширение вашей внутренней памяти SINUMERIK ONE без каких-либо ограничений на программы, подпрограммы, команды или даже перенос на другую машину.
Позволяет вашему запоминающему устройству функционировать как расширение вашей внутренней памяти SINUMERIK ONE без каких-либо ограничений на программы, подпрограммы, команды или даже перенос на другую машину.
Запуск имитации во время обработки (P22)
Графика трехмерной твердотельной модели в реальном времени во время выполнения программы. Это отличный способ проверить ход вашей работы, особенно когда вы используете много охлаждающей жидкости.
ShopTurn (P17)
Настоящее диалоговое программирование, которое можно выполнять прямо в цеху. Напишите полные программы обработки деталей или вставьте элемент в другую программу. С помощью анимированных элементов, подсказок, динамической графики, постоянных циклов и контекстно-зависимой справки вы сможете легко создавать программы. Вам не придется возвращаться к человеку, который запрограммировал деталь, чтобы исправить или добавить в вашу программу.
Обнаружение остаточного материала (P13)
SINUMERIK ONE автоматически распознает ситуации Rest Machining. Просто вызовите постоянный цикл Остаточная обработка, введите несколько простых входных данных, а система управления сделает все остальное.
Просто вызовите постоянный цикл Остаточная обработка, введите несколько простых входных данных, а система управления сделает все остальное.
Сопоставьте инструмент с операцией для быстрой обработки: большой инструмент для дробления, меньший инструмент для областей, недоступных большому инструменту. Несколько циклов остаточной обработки в одном и том же элементе позволяют минимизировать время цикла.
Access MyMachine OPC UA (P67)
Стандарт OPC UA (унифицированная архитектура) особенно подходит для обмена данными на разных уровнях, поскольку он не зависит от конкретных операционных систем, имеет безопасные процедуры передачи и лучшее семантическое описание данных.
OPC UA не только делает данные доступными, но также предоставляет информацию о данных (например, типы данных). Это обеспечивает машинно-интерпретируемый доступ к данным.
SINUMERIK ONE Характеристики и опции
Аппаратное обеспечение управления
SINAMICS S120 Combi Drive
Силовой модуль со встроенной подачей, модули двигателей для 4 осей (шпиндель и 3 оси подачи). Комбинированный привод имеет встроенные внешние вентиляторы внутри радиатора, установленного на задней панели привода. Он имеет встроенную функцию управления тормозом для стояночного тормоза двигателя и датчик температуры, который активирует сигнал тревоги, если температура превышает установленный порог.
Комбинированный привод имеет встроенные внешние вентиляторы внутри радиатора, установленного на задней панели привода. Он имеет встроенную функцию управления тормозом для стояночного тормоза двигателя и датчик температуры, который активирует сигнал тревоги, если температура превышает установленный порог.
SINUMERIK ONE PPU 1740-1900
SINUMERIK ONE предлагает модульность, открытость, гибкость и унифицированные структуры для программирования операций и визуализации. Он имеет встроенную приводную систему SINAMICS S120 и ПЛК S7-1500 для приложений со средней и высокой производительностью. Он предлагает высокую гибкость, отличные динамические характеристики, точность и оптимальную интеграцию в сети.
Панель управления машиной (MCP398C)
Элегантная минималистичная модель MCP-398C оснащена кнопками для управления работой машины. Хорошо расположенные и четко обозначенные клавиши позволяют выбирать X, Y, Z или шпиндель, выбирать режимы работы, такие как Jog, Auto, Manual Data Automatic (MDA), и активировать различные двигатели, включая шнековый, охлаждающий, промывочный, скиммер и охладитель шпинделя. и т.д…
и т.д…
Осевой двигатель SIMOTICS S-1FK2
SIMOTICS S-1FK2 — это синхронные двигатели с постоянными магнитами с высокой перегрузочной способностью и встроенной системой энкодера для управления скоростью и положением. Для подключения к сервосистеме SINAMICS S120 используются отдельные кабели питания и обратной связи. Двигатель оснащен 22-битным абсолютным энкодером и подключается к приводу с помощью усовершенствованного интерфейса DRIVE-CLIQ.
Шпиндельный двигатель SIMOTICS M-1PH8
SIMOTICS M-1PH8 — это компактный асинхронный асинхронный шпиндельный двигатель, способный выдерживать экстремальные рабочие циклы и короткое время нарастания. Он исключительно точен с точки зрения скорости, крутящего момента и позиционирования. Для подключения к сервосистеме SINAMICS S120 используются отдельные кабели питания и обратной связи. Двигатель оснащен 22-битным инкрементным энкодером, он подключается к приводу с помощью расширенного интерфейса DRIVE-CLIQ.
Элементы управления
Примечание: (O) = необязательно
Общие операции
- Сенсорный экран
- 19-дюймовый сенсорный экран со светодиодной подсветкой
- Панорамирование, масштабирование, сжатие, поворот и сканирование, страница вверх/вниз, пролистывание вверх/вниз
- Функции шпинделя:
- Нарезание резьбы с постоянным или переменным шагом
- Нарезание резьбы компенсационным патроном и жесткое нарезание резьбы
- Клавиша контекстно-зависимой справки, которую вы нажимаете для подробных объяснений
- Подсказки по инструментам — всплывающие описания в программах, которые появляются автоматически
- Имена инструментов позволяют легко распознавать доступные инструменты и назначать родственные инструменты
- Динамические изображения меняются при выборе поля
- Простое преобразование дюймов/мм
- Цвета шрифта упорядочивают G-коды для быстрой проверки
- Знакомое управление файлами для хранения и поиска программ в узнаваемом интерфейсе
- Рабочий язык на базе Linux
- Открытая архитектура позволяет добавлять приложения, уточнять постоянные циклы
- Программируемые клавиши интуитивно помогают вам во время работы, а небольшое количество аппаратных клавиш назначено функциям машины
- Встроенная клавиатура и калькулятор , который появляется автоматически при необходимости.
- Несколько каналов — 4 канала; 6 осей стандартного управления (для 12 осей требуется дополнительное оборудование)
- Языковая поддержка — английский, немецкий, испанский, китайский и другие
Анимированные элементы
Во время работы SINUMERIK ONE вы будете сталкиваться с анимированными элементами. Эти умные мини-видеоролики помогут вам мгновенно понять основную проблему, позволяя вам реагировать быстро и уверенно.
Редактор контуров
Этот мощный инструмент работает со всеми методами программирования SINUMERIK ONE. Используйте графические элементы для создания даже сложных фигур. Автоматически вычисляет пересечения и точки касания.
Также используйте Contour Editor для работы с элементами в файлах DXF. Откройте данные чертежа в Редакторе контуров, затем используйте определение траектории инструмента и даже отредактируйте геометрию.
Операция программирования
- Постоянные циклы упрощают программирование с заполнением пробелов
- Обнаружение ошибок в процессе объяснение простым языком
- Математические расчеты в полях ввода данных
- Простой переход между экранами программирования, ручного и автоматического управления ЧПУ
- Выбираемые виды — каркас или модель
- Сводка программы — легко просматривать даже самые большие программы
- Простой перезапуск программы с точки остановки
- Простое создание программ — объедините G-код и диалоговое программирование в одной программе
- Часы рабочего времени
- Показать G-код во время выполнения программы
- Мягкие ограничения для предотвращения столкновений
- Время обработки быстрого блока
- Часы рабочего времени
- Выбор программирования для стиля, соответствующего вашей работе и вашему цеху — ISO, DIN, ShopTurn, programGUIDE
- Автоматическая подготовка следующего инструмента в диалоговом режиме ShopTurn
- Программирование макросов — вызов и выполнение, основные программы и подпрограммы
- Остаточная обработка обнаруживает и обрабатывает материал, оставшийся от инструмента и геометрии детали.

Powerful Program Simulations
- Истинное представление геометрии деталей и инструментов.
- 3D-графика с масштабированием и поворотом угла обзора. (О)
- Органы управления скоростью программы, покадровой операцией и остановом/запуском.
- Расчет времени обработки.
- Запуск моделирования различных программ во время выполнения задания.
Используйте моделирование:
- При программировании проверьте точность программы.
- Перед запуском рассчитать время цикла и проверить на сбои.
- Во время работы, чтобы вы могли видеть ход выполнения программы, когда охлаждающая жидкость не позволяет вам видеть фактическую деталь и инструмент (O)
Измерение инструмента
Измерение интегрировано в режим толчковой подачи, поэтому вы можете легко и быстро настраивать инструменты.
Мощный УЦИ (ручной режим) Подпрограммы
Деталь устанавливается вручную или с помощью щупа.
Настройки инструментов
Настройка инструментов проста благодаря значкам и анимированным элементам, которые определяют ваш выбор. Вы определяете количество канавок, угол заточки, режущие кромки, угол держателя, тип инструмента и даже стойкость инструмента. Представление журнала показывает, какие инструменты находятся в магазине.
Инструмент, шпиндель, M-код (TSM)
Одна клавиша дает доступ к таким функциям, как загрузка инструментов, активация рабочей координаты или включение шпинделя. В отличие от громоздкого MDI других средств управления производством, все операции выполняются с помощью ответов на диалоговые подсказки. Это значительно упрощает настройку.
Возврат из толчкового режима (REPOS)
Во время выполнения программ SINUMERIK ONE может остановить текущую операцию, а острие инструмента можно отвести от поверхности детали, что позволит вам осмотреть инструмент или деталь. функция REPOS позволяет вернуться к детали, где обработка была остановлена.
функция REPOS позволяет вернуться к детали, где обработка была остановлена.
Запуск в середине программы
Случается всякое, отключение электроэнергии, поломка инструмента, непредвиденные перемещения. SINUMERIK ONE дает вам беспрецедентную возможность вернуться к тому состоянию, в котором вы были в детали, с высокой степенью уверенности и с минимальными затратами труда. Мощный поиск по блоку и точка прерывания объединяются, чтобы вы начали именно с того места, где остановились, или в точке раньше… просто чтобы убедиться. Эта мощная процедура позволяет даже втягивать/извлекать инструмент, который может определить точное местоположение и правильную скорость для восстановления метчика, застрявшего из-за незапланированного прерывания.
Опции управления
Примечание: (O) = необязательно
Считыватель DXF (P56) (O)
Открывайте файлы DXF на SINUMERIK ONE, чтобы легко перенести данные в вашу программу. Программируйте быстрее и уменьшите количество ошибок при программировании. Открывайте и используйте элементы нескольких файлов DXF в одной программе. Работает во всех методах программирования. Легко управляйте определенными функциями из элементов чертежа. Задайте собственную ссылку на деталь, независимую от исходной точки чертежа.
Программируйте быстрее и уменьшите количество ошибок при программировании. Открывайте и используйте элементы нескольких файлов DXF в одной программе. Работает во всех методах программирования. Легко управляйте определенными функциями из элементов чертежа. Задайте собственную ссылку на деталь, независимую от исходной точки чертежа.
Выполнение из внешней памяти (P75) (O)
Позволяет использовать внешнее запоминающее устройство для запуска и редактирования программ. Позволяет вашему запоминающему устройству функционировать как расширение вашей внутренней памяти SINUMERIK ONE без каких-либо ограничений на программы, подпрограммы, команды или даже перенос на другую машину.
Обнаружение остаточного материала (P13) (O)
SINUMERIK ONE автоматически распознает ситуации остаточной обработки, просто вызовите постоянный цикл остаточной обработки, введите несколько простых данных, а система ЧПУ сделает все остальное.
Сопоставьте инструмент с операцией для быстрой обработки: большой инструмент для дробления, меньший инструмент для областей, недоступных большому инструменту. Несколько циклов остаточной обработки в одном и том же элементе позволяют минимизировать время цикла.
Несколько циклов остаточной обработки в одном и том же элементе позволяют минимизировать время цикла.
ShopTurn (P17) (O)
Настоящее диалоговое программирование, которое можно выполнять прямо в цеху. Напишите полные программы обработки деталей или вставьте элемент в другую программу. С помощью анимированных элементов, подсказок, динамической графики, постоянных циклов и контекстно-зависимой справки вы сможете легко создавать программы. Вам не придется возвращаться к человеку, который запрограммировал деталь, чтобы исправить или добавить в вашу программу.
Одновременный 3D-запуск (P22) (O)
Графика трехмерной твердотельной модели в реальном времени во время выполнения программы. Это отличный способ проверить ход вашей работы, особенно когда вы используете много охлаждающей жидкости.
Запуск маховика (M08) (O)
Запуск запрограммированных движений путем поворота маховика. Вы управляете скоростью подачи, перемещая ручной генератор импульсов на панели управления, и фактическая запрограммированная траектория перемещается. Отрегулируйте взаимосвязь между оборотами маховика и скоростью подачи с помощью 4 различных настроек разрешения. Плавно переключайтесь между прогоном с маховиком и полностью автоматическим прогоном с ЧПУ. Отлично подходит для настройки и для уверенности в том, что первая часть!
Отрегулируйте взаимосвязь между оборотами маховика и скоростью подачи с помощью 4 различных настроек разрешения. Плавно переключайтесь между прогоном с маховиком и полностью автоматическим прогоном с ЧПУ. Отлично подходит для настройки и для уверенности в том, что первая часть!
Загрузки
[.tcsi-resources]
Что такое токарная обработка с ЧПУ? Simple Guide
Токарные операции могут выполняться как вручную, так и на станках с компьютерным управлением.
Использование токарных станков с ЧПУ в обрабатывающей промышленности растет, поскольку они предлагают несколько преимуществ по сравнению с ручной токарной обработкой.
Одним из наиболее заметных преимуществ является то, что токарная обработка с ЧПУ выполняется намного быстрее, чем ручная токарная обработка.
Токарные станки с ЧПУ могут выполнять ту же работу менее чем в два раза быстрее, чем человек, выполняющий ее вручную, что повышает производительность и снижает затраты.
Токарная обработка с ЧПУ — это процесс механической обработки, в котором для изготовления деталей используются токарные станки с компьютерным управлением, такие как токарный станок или токарный центр. Процесс токарной обработки с ЧПУ предпочтительнее, когда для обрабатываемых деталей требуются высокая точность, повторяемость и качество поверхности.
Процесс токарной обработки с ЧПУ предпочтительнее, когда для обрабатываемых деталей требуются высокая точность, повторяемость и качество поверхности.
В этой статье обсуждается токарная обработка с ЧПУ, рассматриваются его принципы работы, конфигурации, операции, области применения и многое другое.
Что в этой статье?
- Токарная обработка с ЧПУ — объяснение
- Различные конфигурации токарного станка или токарного центра
- Типы токарных операций при механической обработке
- Альтернативы токарной обработке с ЧПУ
- Применение токарной обработки с ЧПУ
- Часто задаваемые вопросы
MellowPine поддерживается читателями. Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Токарная обработка с ЧПУ Объяснение
Основы токарной обработки с ЧПУ
Токарная обработка с ЧПУ — это субтрактивный производственный процесс с ЧПУ, используемый для обработки материалов цилиндрической, конической или эллиптической формы.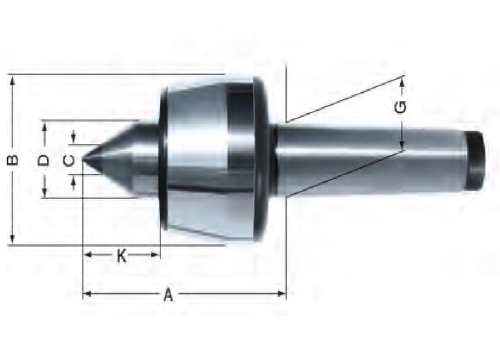
Для этого процесса требуется станок с ЧПУ, который может вращать заготовку или заготовку с высокой скоростью, в то время как режущий инструмент режет вращающийся материал.
Прорези могут быть внутренними или внешними. Для внутренних резов используются токарные инструменты с внутренним диаметром (ID), а для наружных резов используются инструменты с наружным диаметром (OD).
Однако некоторые токарные станки, такие как токарные станки по дереву, состоят из ручного инструмента, который нельзя автоматизировать с помощью системы числового программного управления (ЧПУ)
Токарная система с ЧПУ
Основные компоненты токарной системы с ЧПУ.
Некоторыми из основных компонентов токарной системы с ЧПУ являются программа обработки деталей, блок управления станком и токарный станок (токарный станок).
Программа обработки деталей представляет собой сгенерированный компьютером программный код, используемый для управления токарным станком с ЧПУ.
Эта программа содержит информацию о траектории инструмента и команды для управления скоростью, подачей, включением/выключением подачи СОЖ и т..jpg) д. Она подается на блок управления станком (MCU).
д. Она подается на блок управления станком (MCU).
MCU сам по себе является микрокомпьютером. Он обрабатывает программный код и посылает электрические сигналы программируемому токарному станку или токарному станку.
Наконец, станок поворачивает и вырезает заготовку, как запрограммировано компьютером.
Токарный станок с ЧПУ (токарный станок) – рабочие компоненты
Наиболее основные компоненты токарных центров с ЧПУ или токарных станков: патрон, шпиндель, двигатель шпинделя, трансмиссия (ременной привод, ходовой винт и т. д.), режущий инструмент, держатель инструмента
Различные компоненты токарного станка с ЧПУ и их назначениеКомпоненты токарного станка с ЧПУ
Токарный станок с ЧПУ превращает заготовку в точные формы со сложным поперечным сечением посредством процесса, называемого токарной обработкой.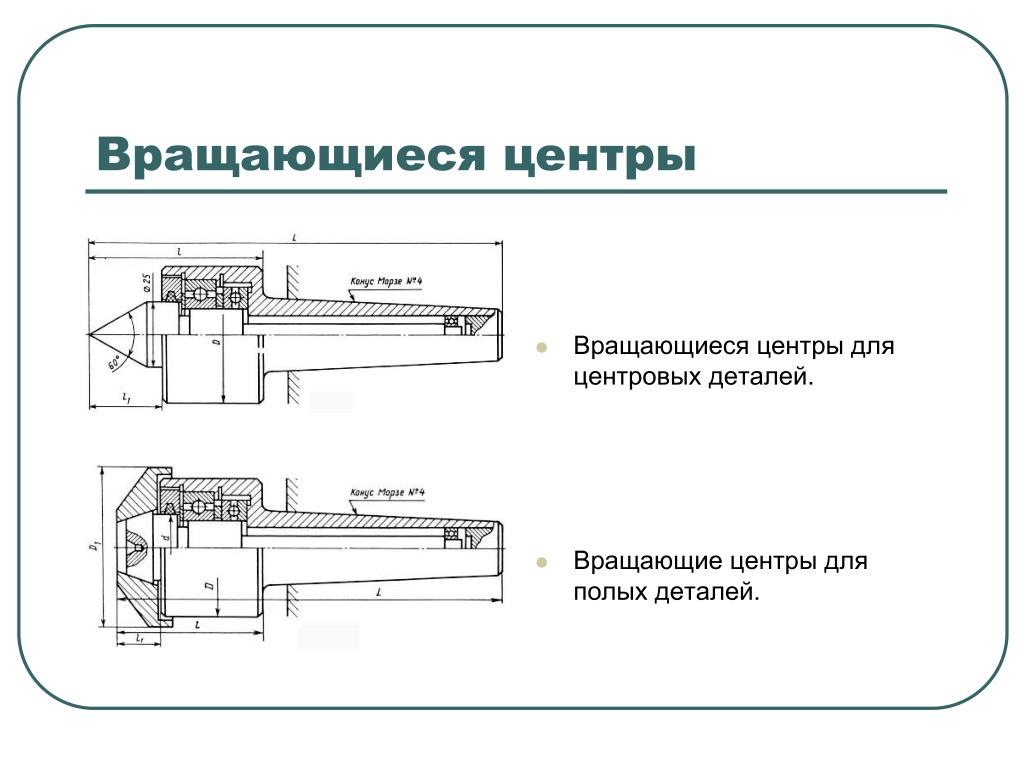
Токарный станок с ЧПУ во время работы удерживает заготовку с помощью патрона, закрепленного на передней бабке/шпинделе.
Двигатель шпинделя приводит в движение переднюю бабку. Это помогает станкам вращать или поворачивать заготовку на высоких скоростях.
Режущие инструменты устанавливаются на револьверную головку или инструментальную стойку, которая приводится в движение механизмами передачи подающего винта, такими как ходовой винт или шариковый винт.
Режущий инструмент перемещается вдоль линейной оси и делает нужные разрезы при повороте заготовки.
Некоторые токарные станки с ЧПУ также имеют заднюю бабку для поддержки заготовки в процессе обработки.
Стандартный токарный станок с ЧПУ будет иметь две линейные оси и ось вращения.
Две линейные оси Z и X, это оси движения режущего инструмента, а заготовка вращается по оси RZ.
В зависимости от материала токарные станки можно разделить на токарные станки по дереву и токарные станки по металлу.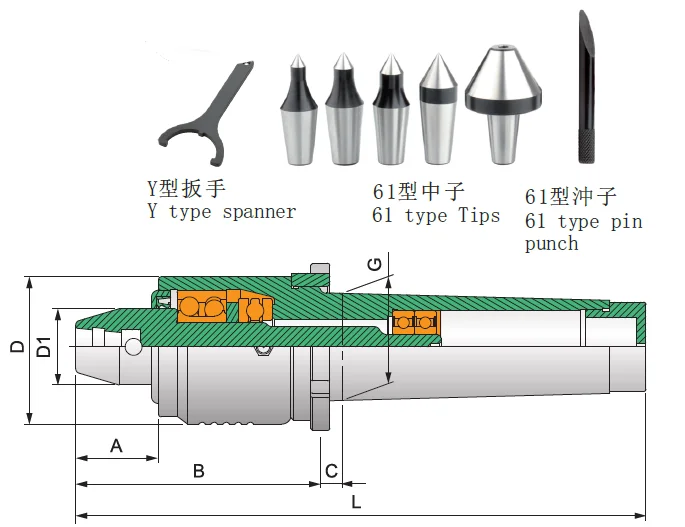
Хотя токарный станок по дереву можно использовать для обработки металла, он не дает оптимальных результатов.
Различные конфигурации токарного станка или токарного центра
Горизонтальный токарный станок (слева), вертикальный токарный центр (справа)
Токарные станки с ЧПУ и токарные центры могут иметь горизонтальную или вертикальную конфигурацию.
Горизонтальные рейки удерживают заготовку горизонтально сбоку (слева или справа). Вертикальные токарные станки удерживают заготовку снизу вверх-вниз.
Чем токарный центр отличается от токарного станка?
Токарные станки по сути являются токарными станками, но их отличает наличие дополнительных приводных инструментов, позволяющих выполнять фрезерные и сверлильные операции.
Большинство токарных станков имеют закрытую конструкцию и используются для тяжелой обработки.
Типы токарных операций при механической обработке
Токарный станок с ЧПУ или токарный центр может выполнять множество задач, таких как нарезание резьбы, торцовка, развертывание, сверление, отрезка, чистовая обработка поверхности и т. д.
д.
Торцевая токарная обработка (Торцовка)
Выполнение торцевой обработки на токарном станке с ЧПУ (Источник: Winn Machine)
При торцевой токарной обработке или торцовке режущий инструмент режет вращающуюся заготовку под прямым углом.
Здесь вырез выполняется на торце заготовки.
Накатка
Выполнение операции накатки на токарном станке с ЧПУ (Источник: Sherline)
Режущий инструмент делает прямые, изогнутые или угловые линии на вращающейся заготовке в процессе накатки.
В основном используется для изготовления рукояток для ручных инструментов, баррелей, рукояток контроллеров и т. д.
Нарезание резьбы
Нарезание резьбы на токарном станке с ЧПУ (Источник: Simple Mechanism — YouTube)
При нарезании резьбы на заготовке создается равномерная винтовая резьба.
Технически операция нарезания резьбы, выполняемая на токарном или токарном станке с ЧПУ, называется одноточечной резьбой.
Большинство программ ЧПУ поддерживает стандартные циклы, которые позволяют оператору вводить размер, длину, смещение и т. д. резьбы для операции нарезания резьбы.
д. резьбы для операции нарезания резьбы.
Коническая токарная обработка
Токарная обработка конуса на токарном станке с ЧПУ (Источник: Мастерская Джона Ф.)
При точении конуса заготовка обрезается таким образом, что диаметр заготовки уменьшается от вершины до определенной точки.
Здесь длина конуса будет меньше длины режущей кромки инструмента.
Развёртывание
Развёртывание на токарном станке с ЧПУ (Источник: Практик-механик)
Операции развертывания выполняются с использованием инструментов ID для окончательной обработки существующих внутренних отверстий заготовки.
Эта операция выполняется для выполнения точных внутренних надрезов на заготовке.
Сферическая токарная обработка
Сферическая токарная обработка на токарном станке (Источник: Per-Erik Höglund — YouTube)
Сферическая токарная обработка, также известная как токарная обработка шаром, представляет собой операцию токарной обработки наружного диаметра, при которой на заготовке создается сферическая шарообразная форма.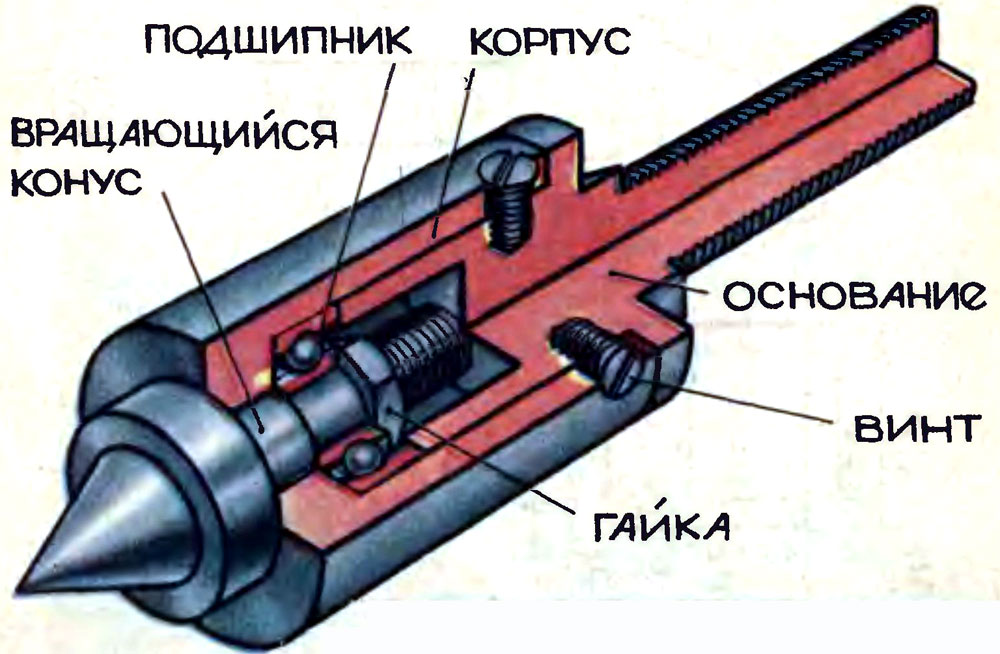
Твердое точение
Твердое точение относится к любой одноточечной токарной операции, выполняемой на материале с твердостью более 45 HRc (твердость по Роквеллу C).
Многоугольная токарная обработка
Многоугольная токарная обработка на токарном станке с ЧПУ (Источник: FastCut)
При многоугольной токарной обработке токарные станки с ЧПУ выполняют многоугольные вырезы на вращающихся заготовках. Здесь используются специальные режущие инструменты для получения многоугольных разрезов.
Нарезание канавок
Нарезание внутренних канавок на токарном станке с ЧПУ (Источник: American Machinist)
При нарезании канавок на заготовке нарезаются канавки до определенной глубины. Разрез может быть внутренним или внешним.
Когда нарезание канавок выполняется на лицевой стороне заготовки, это называется нарезанием торцевых канавок.
Отрезка
Выполнение операции отрезки на токарном станке с ЧПУ (Источник: Мастерская Джона Ф.)
При отрезке или точении детали острый режущий инструмент медленно погружается во вращающуюся заготовку до тех пор, пока ее часть не будет отрезана.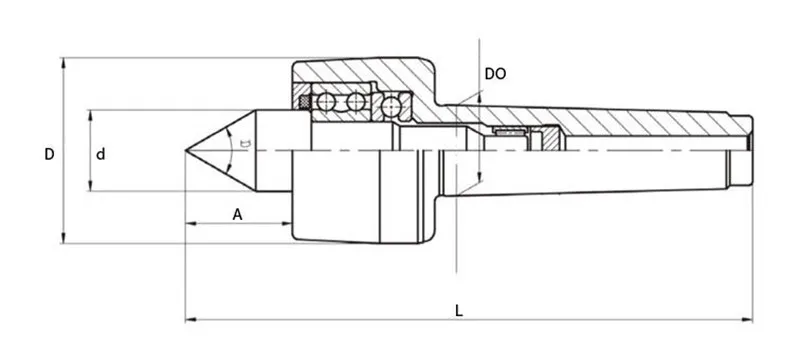
Эта операция резки обычно используется для удаления обработанной детали из заготовки.
Сверление
Сверление глубоких отверстий на токарном станке с ЧПУ (Источник: CMZ)
Токарные станки с ЧПУ делают круглые отверстия на заготовке в процессе сверления. Здесь либо заготовка поворачивается, либо сверло вращается с помощью приводного инструмента.
Растачивание
Выполнение операции растачивания на токарном станке с ЧПУ (Источник: Inlet Tool Inc.)
В процессе растачивания существующие отверстия дополнительно увеличиваются до цилиндрической или конической формы с помощью одноточечного режущего инструмента.
Альтернативы токарной обработке с ЧПУ
Сверлильный станок, используемый в качестве ручного токарного станка
Приспособления для токарно-сверлильного станка являются популярной альтернативой токарной обработке с ЧПУ. Эти приспособления можно использовать для модернизации сверлильного станка для ручного точения.
К сожалению, такие методы можно использовать только для деревообработки.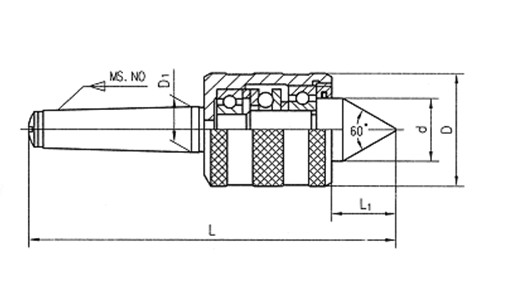 Токарная обработка металла требует жесткой настройки станка.
Токарная обработка металла требует жесткой настройки станка.
Применение токарной обработки с ЧПУ
Токарная обработка с ЧПУ
Токарные станки с ЧПУ используются в основном для обработки деревянных, пластиковых и металлических деталей.
Находит применение в авиации, автомобилях, огнестрельном оружии, спорте, производстве мебели и т. д.
Спортивное оборудование, такое как бейсбольные биты, можно легко изготовить на токарном станке с ЧПУ, но сложные детали, такие как дульные тормоза (используемые в огнестрельном оружии), требуют токарной обработки центр с возможностью сверления и фрезерования.
Часто задаваемые вопросы
Для чего используется токарная обработка с ЧПУ?
Токарная обработка с ЧПУ используется для обработки деталей посредством субтрактивного производства. Здесь точеный материал непрерывно разрезают, чтобы придать ему желаемую форму.
В чем разница между токарным станком с ЧПУ и токарным станком с ЧПУ?
Разница между токарным станком с ЧПУ и токарным станком с ЧПУ заключается в том, что токарный станок с ЧПУ представляет собой операцию механической обработки, а токарный станок с ЧПУ — это станок, используемый для выполнения токарных операций с ЧПУ.