Вращающийся центр для токарного станка своими руками: Как сделать ВРАЩАЮЩИЙСЯ ЦЕНТР для токарного станка — YouTube
Содержание
Центр для токарного станка: неподвижный, вращающийся, грибковый
В процессе изготовления деталей на токарном станке практикуется применение дополнительной оснастки. При обработке длинных заготовок на большой скорости резания необходима дополнительная фиксация заготовки.
В большинстве случаев используется вращающийся центр, который устанавливается в пиноль задней бабки.
Содержание:
- 1 Сфера применения и особенности
- 2 Цена
- 3 Конструкция вращающихся центров
- 4 Разновидности
- 5 Специфика эксплуатации
- 6 Действующие ГОСТы
Сфера применения и особенности
Обработка материалов на токарном станке подразумевает закрепление цилиндрической заготовки в трехкулачковый патрон. За счет перпендикулярной подачи режущего инструмента снимается заданная толщина металла. Все это позволяет обточить заготовку до необходимых размеров.
При выполнении определенных работ одной фиксации заготовки в патроне недостаточно. Для обеспечения безопасности, получения нужной чистоты и точности требуется дополнительная поддержка детали задней бабкой.
Для обеспечения безопасности, получения нужной чистоты и точности требуется дополнительная поддержка детали задней бабкой.
В каких случаях необходимо использование вращающегося центра:
- Длина заготовки в 5 раз превышает диаметр.
- Точение тяжелых деталей на высоких скоростях (большие обороты и подача).
- Большая толщина снимаемой стружки.
- Когда чистовая обработка будет проходить на шлифовальном станке.
- Длительный срок эксплуатации.
- Устойчивость к высоким нагрузкам.
- Возможность увеличить скорость обработки.
- Повышение производительности оборудования.
- Универсальность — можно использовать на станках с ручным управлением, и на оборудовании с ЧПУ.
- Высокое качество деталей.
Может вам также станет интересно, как правильно смонтировать УЦИ на токарный станок?
К недостаткам приспособления можно отнести радиальное биение. Если по техническим требованиям данная погрешность недопустима, практикуется финишная обработка с применением неподвижного центра на щадящих режимах.
Если по техническим требованиям данная погрешность недопустима, практикуется финишная обработка с применением неподвижного центра на щадящих режимах.
Цена
Тип | Токарный станок | Вид работ | Посадка | Цена, рубли |
|---|---|---|---|---|
Неподвижный | JET | МК-3 | 500 | |
Вращающийся | JET | МК-2 | 1800 | |
Вращающийся | JET | МК-5 | 3000 | |
Вращающийся | JET | для средних работ | МК-3 | 2000 |
Вращающийся | JET | для легких работ | МК-2 | 2800 |
Вращающийся | JET | для тяжелых работ | МК-5 | 3000 |
Вращающийся | Техоснастка-С BT-5592 | для обработки деталей, имеющих центровые отверстия | А-1-3-Н | 2050 |
Вращающийся | Техоснастка-С BT-5598 | для обработки деталей, имеющих центровые отверстия | А-1-6-У | 11500 |
Конструкция вращающихся центров
Вращающийся центр состоит из вала и конического наконечника. Он и является рабочей частью, которая фиксирует деталь. Вращение обеспечивается за счет встроенного шарикового подшипника. Он увеличивает КПД оснастки, уменьшает трение и нагрев.
Он и является рабочей частью, которая фиксирует деталь. Вращение обеспечивается за счет встроенного шарикового подшипника. Он увеличивает КПД оснастки, уменьшает трение и нагрев.
Стандартный угол наконечника составляет 60º. Такая оснастка используется в большинстве случаев, когда обработка осуществляется на стандартных режимах. Для работы с тяжелыми деталями необходим центр с углом наконечника 90º.
Диаметр конического хвостовика может отличаться в зависимости от модели оснастки. Для установки токарного приспособления в заднюю бабку понадобится конус Морзе 5.
Разновидности
В токарном деле применяются несколько разновидностей вращающегося центра. По назначению оснастка делится на два вида:
- Упорный центр — заостренный наконечник упирается в торец детали. Предварительно необходимо сделать центровочное отверстие.
- Грибковый — имеет наконечник большего диаметра с усеченным конусом. Используется для фиксации деталей с внутренним отверстием (трубы, полые валы).

По конструкции:
- С постоянным валиком (тип А).
- Со сменной насадкой (тип Б).
Применение типа Б позволяет использовать одно приспособление для обработки изделий с разными габаритами. Съемные насадки облегчают подход резца к заготовке. Такая оснастка часто применяется при точении фасонных деталей.
Центры для токарных станков изготавливаются из высокопрочной легированной стали. В зависимости от сложности процесса они бывают обычные и усиленные. Последние используются при работе с тяжелыми изделиями. Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
Читайте также: токарный станок с ЧПУ своими руками
Специфика эксплуатации
Перед началом работы токарю необходимо учесть погрешности биения. Оно возникает из-за износа подшипников или наконечника, недостаточно жесткой фиксации. Если требования не допускают такую погрешность, лучше воспользоваться другой оснасткой.
Какие нюансы нужно учесть при обработке в центрах:
- Оси шпинделя и центра должны совпадать, иначе будут погрешности в обработке. При точении деталей с высоким классом точности нужно оставлять припуски для чистовой обработки.
- Сила зажима должна надежно фиксировать заготовку, но при этом не мешать ее вращению.
- При работе с большими скоростями нужно использовать смазку для уменьшения износа наконечника.
Важно!
Биение вращающегося центра приводит к радиальному биению детали относительно оси. Дальнейшая обработка этой же заготовки на другом станке может привести к нарушению соосности.
При обнаружении сильного биения конический наконечник необходимо отшлифовать специальным инструментом, который крепится в резцедержателе. После проверки шаблоном в случае удовлетворительного результата можно приступать к металлообработке.
Важно!
При точении на больших оборотах изнашивается наконечник центра и разбивается центровочное отверстие. Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
Действующие ГОСТы
Параметры вращающихся центров для токарного станка регулируются ГОСТом 8742-75. Общие стандарты и требования утверждены ГОСТом 13214-79.
Центр предназначен для создания дополнительной опоры во время обработки длинных или тяжелых деталей на токарном станке. Данная оснастка позволяет достичь высокой точности при минимальном биении. Приспособление подбирают исходя из габаритов детали, технических требований и режимов резания.
Поделиться в социальных сетях
Центр для токарного станка: неподвижный, вращающийся, грибковый
Сфера применения и особенности
Обработка материалов на токарном станке подразумевает закрепление цилиндрической заготовки в трехкулачковый патрон. За счет перпендикулярной подачи режущего инструмента снимается заданная толщина металла. Все это позволяет обточить заготовку до необходимых размеров.
При выполнении определенных работ одной фиксации заготовки в патроне недостаточно. Для обеспечения безопасности, получения нужной чистоты и точности требуется дополнительная поддержка детали задней бабкой.
Для обеспечения безопасности, получения нужной чистоты и точности требуется дополнительная поддержка детали задней бабкой.
В каких случаях необходимо использование вращающегося центра:
- Длина заготовки в 5 раз превышает диаметр.
- Точение тяжелых деталей на высоких скоростях (большие обороты и подача).
- Большая толщина снимаемой стружки.
- Когда чистовая обработка будет проходить на шлифовальном станке.
Особенности и преимущества использования центров:
- Длительный срок эксплуатации.
- Устойчивость к высоким нагрузкам.
- Возможность увеличить скорость обработки.
- Повышение производительности оборудования.
- Универсальность — можно использовать на станках с ручным управлением, и на оборудовании с ЧПУ.
- Высокое качество деталей.
Может вам также станет интересно, как правильно смонтировать УЦИ на токарный станок?
К недостаткам приспособления можно отнести радиальное биение. Если по техническим требованиям данная погрешность недопустима, практикуется финишная обработка с применением неподвижного центра на щадящих режимах.
Фиксация заготовок
Точение на токарном станке происходит путем ее крепления в кулачковом патроне, который передает вращения и при этом удерживает ее на месте. Подобное устройство эффективно при точении тел цилиндрической формы. При этом резец подается перпендикулярно, что позволяет проточить металл до нужного диаметра.
При рассмотрении токарного станка по металлу следует учитывать, что многие самодельные и промышленные варианты исполнения имеют в задней части конструкцию для поддержки заготовки и выполнения других задач. Самодельный вид токарного станка по металлу также имеет вариант исполнения бабки, для которой требуется специальная оснастка.
Таким образом, при фиксации по двум противоположным сторонам на токарном станке, задней и передней бабки, заготовка будет находиться в заданном положении во время возникновения даже сильной нагрузки.
При рассмотрении задней бабки нужно отметить следующие особенности:
- Рассматриваемое устройство предназначено только для крепления специального оснащения.
 Виды используемой оснастки на токарном станке определяют предназначение задней бабки: она может служить как для фиксации тела цилиндрической формы, так и для обработки.
Виды используемой оснастки на токарном станке определяют предназначение задней бабки: она может служить как для фиксации тела цилиндрической формы, так и для обработки. - Для того чтобы на момент сильной подачи или при больших оборотах заготовка не изменила свое положение используется центр, который и определяет предназначение задней бабки.
- Сделать центр можно своими руками или приобрести в специализированном магазине. При самостоятельном изготовлении нужно учитывать, что заготовкой должен быть цельный сплошной металл с повышенным показателем прочности. Это связано со способом крепления: пиноль прижимает деталь к шпинделю по торцу и на протяжении всего времени наконечник контактирует с ней, происходит незначительное трение.
- Положение пиноли токарного станка регулируется только в продольном направлении. Учитывая данную особенность, стоит помнить, что положение центра должно совпадать с осью вращения шпинделя. В противном случае вращения будут происходить с биением.

Рассматриваемое устройство также может служить для высверливания торцевых отверстий и для решения других технологических задач.
Крепление по двум торцам
Фиксация по двум торцам происходит в нижеприведенных случаях:
- Токарный станок по металлу промышленного типа имеет регулировку количества оборотов. Большая скорость вращения, которая передается детали, приводит к «вилянию» детали. При точной обработке, согласно ГОСТ, подобное явление приводит к довольно большой погрешности.
- Большая длина и вес заготовки также определяет необходимость использования задней бабки. Под собственным весом цилиндрическое тело может деформироваться и резец по металлу будет «бить» во время подаче резца.
- В зависимости от режима точения и скорости вращения шпинделя может возникнуть чрезмерная поперечная подача. При обработке детали в подобной ситуации сделать ее с высокой точностью довольно сложно.
В подобных случаях следует провести фиксацию по обоим торцам.
Цена
| Тип | Токарный станок | Вид работ | Посадка | Цена, рубли |
| Неподвижный | JET | МК-3 | 500 | |
| Вращающийся | JET | МК-2 | 1800 | |
| Вращающийся | JET | МК-5 | 3000 | |
| Вращающийся | JET | для средних работ | МК-3 | 2000 |
| Вращающийся | JET | для легких работ | МК-2 | 2800 |
| Вращающийся | JET | для тяжелых работ | МК-5 | 3000 |
| Вращающийся | Техоснастка-С BT-5592 | для обработки деталей, имеющих центровые отверстия | А-1-3-Н | 2050 |
| Вращающийся | Техоснастка-С BT-5598 | для обработки деталей, имеющих центровые отверстия | А-1-6-У | 11500 |
Конструкция вращающихся центров
Вращающийся центр состоит из вала и конического наконечника.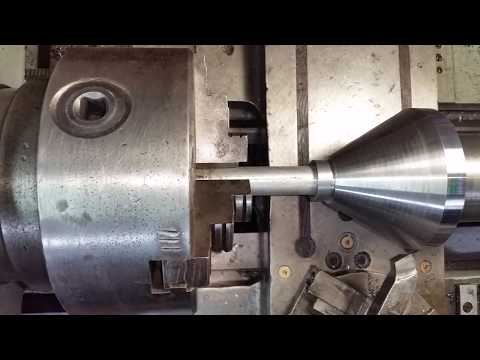 Он и является рабочей частью, которая фиксирует деталь. Вращение обеспечивается за счет встроенного шарикового подшипника. Он увеличивает КПД оснастки, уменьшает трение и нагрев.
Он и является рабочей частью, которая фиксирует деталь. Вращение обеспечивается за счет встроенного шарикового подшипника. Он увеличивает КПД оснастки, уменьшает трение и нагрев.
Стандартный угол наконечника составляет 60º. Такая оснастка используется в большинстве случаев, когда обработка осуществляется на стандартных режимах. Для работы с тяжелыми деталями необходим центр с углом наконечника 90º.
Диаметр конического хвостовика может отличаться в зависимости от модели оснастки. Для установки приспособления в заднюю бабку понадобится конус Морзе 5.
Технические характеристики.
Радиальное биение конуса центрового валика центра не более:
- для нормальной серии — 0,012 мм;
- для нормальной серии повышенной точности — 0,006 мм;
- для усиленной серии — 0,016 мм.
Твердость центрового валика (насадки) — не менее HRC 58. Твердость конуса Морзе хвостовика — не менее HRC 45.
Нормальная серия
| Обозначение | Конус Морзе | D | d | d1 — D1 | L | l | Максимальная радиальная нагрузка, кгс |
| 7032-4158-00 | 2 | 51 | 22 | — | 151 | 30 | 40 |
| -01 | 3 | 63 | 25 | — | 177 | 33 | 65 |
| -02 | 4 | 71 | 28 | — | 203 | 35 | 100 |
| -03 | 5 | 80 | 32 | — | 250 | 45 | 220 |
Усиленная серия
| Обозначение | Конус Морзе | D | d | d1 — D1 | L | l | Максимальная радиальная нагрузка, кгс |
| 7032-4161-00 | 4 | 75 | 36 | — | 233 | 45 | 307 |
| -01 | 5 | 90 | 40 | 280 | 55 | 428 | |
| -02 | 6 | 125 | 56 | 357 | 70 | 740 |
Данные по радиальной нагрузке даны для 1000 об/мин и срока службы 4000 часов.
Разновидности
В токарном деле применяются несколько разновидностей вращающегося центра. По назначению оснастка делится на два вида:
- Упорный центр — заостренный наконечник упирается в торец детали. Предварительно необходимо сделать центровочное отверстие.
- Грибковый — имеет наконечник большего диаметра с усеченным конусом. Используется для фиксации деталей с внутренним отверстием (трубы, полые валы).
По конструкции:
- С постоянным валиком (тип А).
- Со сменной насадкой (тип Б).
Применение типа Б позволяет использовать одно приспособление для обработки изделий с разными габаритами. Съемные насадки облегчают подход резца к заготовке. Такая оснастка часто применяется при точении фасонных деталей.
Центры для токарных станков изготавливаются из высокопрочной легированной стали. В зависимости от сложности процесса они бывают обычные и усиленные. Последние используются при работе с тяжелыми изделиями. Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
Усиленный отличается прочностью и устойчивостью к высоким нагрузкам.
Станочные упорные центры
Для обеспечения наиболее точной установки при обработке заготовки применяют упорные центры, однако они отличаются ограниченностью в режимах резания. При работе с этой оснасткой в центровое отверстие необходимо закладывать смазку.
Обычно упорные центры устанавливают на шлифовальное оборудование, где обеспечивается подпружиненный тип прижима. При использовании центра на оборудовании токарного типа прижим должен дозироваться, чтобы обеспечить легкое проворачивание заготовки вместе с отсутствием радиального люфта.
Упорные центры изготавливаются из закаленной стали высокого качества и шлифуются, что обеспечивает надежность и точность при обработке заготовок. Чтобы увеличить долговечность и износостойкость, рабочий конус оснащают твердым сплавом.
Специфика эксплуатации
Перед началом работы токарю необходимо учесть погрешности биения. Оно возникает из-за износа подшипников или наконечника, недостаточно жесткой фиксации. Если требования не допускают такую погрешность, лучше воспользоваться другой оснасткой.
Если требования не допускают такую погрешность, лучше воспользоваться другой оснасткой.
Какие нюансы нужно учесть при обработке в центрах:
- Оси шпинделя и центра должны совпадать, иначе будут погрешности в обработке. При точении деталей с высоким классом точности нужно оставлять припуски для чистовой обработки.
- Сила зажима должна надежно фиксировать заготовку, но при этом не мешать ее вращению.
- При работе с большими скоростями нужно использовать смазку для уменьшения износа наконечника.
Важно!
Биение вращающегося центра приводит к радиальному биению детали относительно оси. Дальнейшая обработка этой же заготовки на другом станке может привести к нарушению соосности.
При обнаружении сильного биения конический наконечник необходимо отшлифовать специальным инструментом, который крепится в резцедержателе. После проверки шаблоном в случае удовлетворительного результата можно приступать к металлообработке.
Важно!
При точении на больших оборотах изнашивается наконечник центра и разбивается центровочное отверстие. Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
Чтобы продлить срок эксплуатации оснастки, наконечник обрабатывают защитной смазкой.
Вращающийся токарный центр
Наконец удалось реализовать идею изготовления универсального вращающегося центра. Тему эту я поднимал в ветке Мысли и идеи (… Консультация по вращаюшемуся токарному центру…). Конечный вид девайса таков.
Началось все с изготовления вала с КМ2. Эту деталь заказал на завод по моим чертежам. Геометрию детали соблюсти можно, но вот соответствующая закалка детали с последующей шлифовкой конуса и посадочных мест под подшипники мне пока не по силам, да и оборудования соответствующего нет.
Дальше точил на своем BD-7 все остальные детальки. Диаметры не маленькие для такого станка, поэтому предварительно кругляк вгрубе обдирал на ТВ-6 в клубной мастерской, а уж затем вылизывал на своем маленьком по вечерам.
Подшипнички уже были подобраны в процессе рождения идеи, благодаря консультациям и советам уважаемых гуру, которых на сайте не мало.
Я намеренно не вдаюсь в детали изготовления той или иной детали, т. к.в предыдущей моей теме по этому центру, знающие люди и подсказали все эти тонкости и я стремился в точности следовать этим советам.
к.в предыдущей моей теме по этому центру, знающие люди и подсказали все эти тонкости и я стремился в точности следовать этим советам.
Вот такой наборчик перед сборкой получился.
Между корпусом центра и насадкой с конусом (недособранные детали на фоте)виден посадочный цилиндр. Удалось достичь такой посадки, что на сухую детали разьединяются с характерным …чпоком… А со смазочкой сложновастенько,просто плунжерная пара какая-то. ( восторгаюсь потому как для меня это достижение)
Сборка особых хлопот не доставила. Сначала подшипники на вал напресовал
Затем все это в корпус
Крышечку крепим и …готово !
Дальше начинаем гурманить. На очереди сменные насадочки которые востребованы бывают частенько
Здесь примечательно, что придерживался правила …деталь с одной установки… Ну и резьба М4 резцом — секас с плясками я вам доложу!
Следующий этап — изготовление насадки-грибка. Материал — дюраль. Здесь первый раз решился снять патрон и установить планшайбу.Крепеж для детали на планшайбе со станком, естественно, не поставлялся, поэтому чертежики этих приспособ сделал сразу год назад, а изготовили их на заводе тож давно, так и лежали без дела, …шоб було… другими словами. Ан нет, пригодились все таки!
Ан нет, пригодились все таки!
Насадку-грибок пришлось делать с двух установок с промежуточной стальной оправкой
Дальше финишная обработка детали, здесь ничего примечательного.
Первый опыт использования этого центра показал:
1. Мои опасения по поводу неповоротливости центра из-за (предположительно) повышенной массы не оправдались. Он охотно вращается при небольших поверхностях касания,даже при малых диаметрах пятна касания.
2. Мои опасения по поводу невозможности доступа резца к детали в краевых положениях — не оправдались ( пока во всяком случае)Но детали разные бывают, сейчас сложно предугадать все случаи.
3. Точность обработки детали с использованием центра, меня удовлетворила. Замеры обработанной детали длиной 100 мм и Ф10мм с обоих концов показали одинаковую величину. Но по этому пункту вопрос. Подскажите, пожалуйста, какие тестовые действия и замеры надо совершить, чтоб знать всю подноготную этого центра ( ну без фанатизма конечно, в хоббийных габаритах)
Приношу свои извинения за качество некоторых фот. Поздно заметил,что объектив на телефонном фотике пальцами залапал. Вот изображение и поплыло. Чтоб сильно не загружать эту тему, не стал сюда выкладывать чертежи( скажем …чертежики…, делал их для себя и ГоСтов машиностроительных особо не соблюдал)Если вруг заинтересует кого, можно поработать над вопросом ( имею ввиду скриншоты с CADовских файлов)
Поздно заметил,что объектив на телефонном фотике пальцами залапал. Вот изображение и поплыло. Чтоб сильно не загружать эту тему, не стал сюда выкладывать чертежи( скажем …чертежики…, делал их для себя и ГоСтов машиностроительных особо не соблюдал)Если вруг заинтересует кого, можно поработать над вопросом ( имею ввиду скриншоты с CADовских файлов)
Меня очень интересует мнение уважаемой публики по поводу сего девайса. Есть ли ошибки в изготовлении, какие, как можно было избежать? Интересует все!
Домашний живой центр | Rocky Roost Wood Turning
При токарной обработке шпинделя мы все осознаем необходимость живого центра и избавляемся от всего того дыма, который производил старый мертвый центр. Мы также понимаем, что живой центр играет огромную роль в хранении большого количества предметов различной формы, которые мы любим переворачивать. Некоторые из них, такие как центр чашки или центр 30 °, в зависимости от того, что мы поворачиваем. Если мы хотим, чтобы коммерческий продукт выполнял эту задачу, мы, прежде всего, смотрим на дорогое устройство, и у нас может быть 3 или 4 взаимозаменяемых центра, и все. Также большинство таких вариантов имеют очень маленький диаметр. Что нам делать, если мы хотим, чтобы горлышко вазы подходило к горлышку вазы диаметром 4 дюйма или больше?
Также большинство таких вариантов имеют очень маленький диаметр. Что нам делать, если мы хотим, чтобы горлышко вазы подходило к горлышку вазы диаметром 4 дюйма или больше?
Live Center
Что ж, решение, которое я придумал, начинается с конуса Морзе, который подходит для хвостовой бабки вашего токарного станка и имеет резьбовую шпильку, с которой мы можем работать. У большинства из нас есть патрон для удержания сверл в задней бабке. Этот патрон имеет конус Морзе, и многие из этих патронов навинчиваются на конус Морзе. Таким образом, у вас уже может быть то, что вам нужно, или они доступны в продаже у поставщика, такого как Grizzly, или у вашего любимого поставщика принадлежностей для токарных станков.
- Строительство вашего живого центра
Шаг 1) Закажите следующие детали.
Товары, которые можно забрать в хозяйственном магазине.
1) Штуцер на 1/2 дюйма
2) Переходник с 1/2 на 1/4
3) Вам понадобится несколько дюймов круглой заготовки 3/8, я использую 2 дюйма, вы можете
- Заказывайте у поставщика подшипников
1) Вам нужны 2 радиальных шариковых подшипника. Я использую R6 (1604) размером 7/ Внешний диаметр 8 и внутренний диаметр 3/8 дюйма. Использование этого подшипника делает процесс строительства очень простым, у некоторых из нас есть сверло 7/8. Если нет, то они доступны.
Я использую R6 (1604) размером 7/ Внешний диаметр 8 и внутренний диаметр 3/8 дюйма. Использование этого подшипника делает процесс строительства очень простым, у некоторых из нас есть сверло 7/8. Если нет, то они доступны.
2) Нам также нужен упорный подшипник, чтобы воспринимать усилие от задней бабки. Он имеет внешний диаметр 13/16 и внутренний диаметр 3/8. Этот подшипник поставляется с боковыми шайбами 3 разных толщин, я использую самые тонкие.
Упорный подшипник с боковыми шайбами.
Шаг 2)
Если у вас есть доступ к токарному станку по металлу, выровняйте соединение, чтобы резьба оказалась в центре. Я делаю это, помещая короткий патрубок 1/2 дюйма в патрон токарного станка, навинчивая на него штуцер и зачищая концы и радиус штуцера. Это позволяет более точно удерживать его при высверливании.
Шаг 3)
Соберите переходник и соединение. После того, как вы скрутите их вместе, вы захотите запустить свой 1/2 «x20 TPI. Нажмите на трубную резьбу, чтобы удалить конус трубной резьбы. Теперь вкрутите конус Морзе. Некоторые конусы Морзе поставляются с красивой короткой резьбой с правой резьбой. до плеча, другие нет.Возможно, вам придется надеть несколько шайб на шпильку, чтобы заполнить любую нерезьбовую часть шпильки, чтобы она затянулась до буртика.
Нажмите на трубную резьбу, чтобы удалить конус трубной резьбы. Теперь вкрутите конус Морзе. Некоторые конусы Морзе поставляются с красивой короткой резьбой с правой резьбой. до плеча, другие нет.Возможно, вам придется надеть несколько шайб на шпильку, чтобы заполнить любую нерезьбовую часть шпильки, чтобы она затянулась до буртика.
Шаг 4)
Высверлить Союз. Я использовал токарный станок с установленной выше деталью в передней бабке и сверлильным патроном в задней бабке. Если ваш токарный станок просверлит прямое отверстие, вы уверены, что он не использует сверлильный станок.
Я начинаю со сверла 13/16″. Просверлите отверстие глубиной 1 дюйм. Затем замените сверло на 7/8 дюйма. Если все пойдет хорошо, вы можете собрать свой вал и подшипники. удерживайте подшипники, так что вам, возможно, придется немного увеличить вал с помощью ряда центрирующих меток. Надавите на подшипники. Вы также можете поместить шайбу между упорным подшипником и последним радиальным подшипником, чтобы лучше поддерживать упорный подшипник. Я тоже пользуюсь локтайтом 49.5, чтобы держать все на месте.
Я тоже пользуюсь локтайтом 49.5, чтобы держать все на месте.
ОК, вот что вы получите….
Теперь вы можете использовать любое количество разных концов, чтобы делать все, что вам нужно, в зависимости от проекта, над которым вы работаете. У меня центры от 3/4″ до 3″. У одних концы 45°, у других 30°. У меня также есть несколько сделанных из металла, которые являются чашечными центрами, вы можете делать все, что угодно.
Надеюсь, вам понравилось создавать свой первый Live Center. Сколько ты потратил??? Мой стоил менее 10 долларов, но у меня был конус Морзе.
1 мая 2013 г., 9:02
9 Принадлежности для токарных станков, которые должны знать новички
Думаете попробовать точение по дереву? Токарные станки — это инструмент для достижения этой цели, а это означает поиск подходящих принадлежностей для токарных станков. Вот что вам понадобится.
Каждый редакционный продукт выбирается независимо, хотя мы можем получать компенсацию или партнерскую комиссию, если вы покупаете что-то по нашим ссылкам. Рейтинги и цены точны, а товары есть в наличии на момент публикации.
Рейтинги и цены точны, а товары есть в наличии на момент публикации.
МЯГКИЕ ИЗОБРАЖЕНИЯ/GETTY ИЗОБРАЖЕНИЯ
Лучшие аксессуары для токарных станков
Токарная обработка дерева — это ремесло создания круглых, цилиндрических или выпуклых предметов из дерева с использованием инструмента, называемого токарным станком.
Токарные станки по дереву представляют собой стационарные настольные инструменты среднего размера, которые удерживают и вращают прямоугольные куски дерева. Пока заготовка вращается, оператор срезает с нее материал различными ручными инструментами. Рабочим нужны токарные станки для изготовления столов, ножек стульев, шпинделей, чаш, тарелок, круглых стоек и многого другого.
Если вы думаете о том, чтобы попробовать токарные работы по дереву, вам стоит узнать об аксессуарах для токарных станков. На рынке есть сотни приспособлений для токарных станков, некоторые из которых подходят для начинающих, а другие нет. Это может сбивать с толку, и мы здесь, чтобы помочь. Продолжайте читать, чтобы узнать о девяти основных принадлежностях для токарных станков для начинающих токарных станков.
Это может сбивать с толку, и мы здесь, чтобы помочь. Продолжайте читать, чтобы узнать о девяти основных принадлежностях для токарных станков для начинающих токарных станков.
1
/
9
через продавца
Приводной центр
При точении дерева на токарном станке каждая заготовка устанавливается между передней бабкой (вверху) и задней бабкой (внизу) с помощью заостренных приспособлений, называемых центрами.
Приводной центр (он же центр шпоры) представляет собой острую многогранную насадку, которая вставляется в переднюю бабку. Он неглубоко вбивается в верхний конец заготовки, удерживая ее на месте для токарной обработки.
Обязательно выберите приводной центр с размером вала, соответствующим вашему токарному станку. Токарные центры поставляются с коническими валами (обычно двух размеров, MT1 и MT2) и подпружиненным концом, чтобы избежать ударов молотком по заготовке.
Купить сейчас
2
/
9
через продавца
Подвижный центр
В токарных станках по дереву задняя бабка имеет второй конический центр, называемый подвижным центром. Этот конусообразный кусок стали содержит подшипник, который позволяет ему свободно вращаться, поддерживая нижнюю часть заготовки, когда она вращается на токарном станке.
Этот конусообразный кусок стали содержит подшипник, который позволяет ему свободно вращаться, поддерживая нижнюю часть заготовки, когда она вращается на токарном станке.
Как и в случае с приводными центрами, обязательно выберите вращающийся центр с коническим валом, соответствующим конфигурации вашего токарного станка. Также разумно начать с живого центра среднего размера диаметром конуса около двух дюймов.
Купить сейчас
3
/
9
через продавца
Платформы подручника
Как следует из названия, подручник представляет собой плоскую платформу, соединенную с центральной станиной токарного станка, где вы размещаете инструменты во время работы. Эти съемные платформы бывают различной длины, ширины и формы.
Различные платформы для подручных инструментов лучше подходят для различных форм токарных работ по дереву. Не все совместимы с каждым токарным станком, поэтому перед покупкой убедитесь, что ваш подходит. Также стоит отметить, что большинство токарных станков по дереву поставляются с одной или двумя базовыми платформами для подручников.
Также стоит отметить, что большинство токарных станков по дереву поставляются с одной или двумя базовыми платформами для подручников.
Купить сейчас
4
/
9
через продавца
Долото для черновой обработки
Долото для черновой обработки — это большие массивные долота с изогнутыми лезвиями, которые удаляют большое количество древесины с заготовки, приближая ее к желаемой форме.
Большинство проектов токарной обработки начинаются с черновой выемки, так как это самый быстрый способ удалить большое количество древесины на ранних стадиях токарной обработки. Выберите черновую выемку с красивой длинной ручкой (не менее 12 дюймов), которую легко держать, чтобы вы могли наклонять ее и легко использовать рычаг.
Купить сейчас
5
/
9
через продавца
Инструмент для разделения
Инструменты для разделения похожи на стамески, но имеют плоскую форму и заостренный конец. Они делают канавки в заготовке, особенно возле каждого конца, чтобы отделить формирующийся элемент от коротких секций отходов, соединенных с передней и задней бабками.
Они делают канавки в заготовке, особенно возле каждого конца, чтобы отделить формирующийся элемент от коротких секций отходов, соединенных с передней и задней бабками.
Они также помогают сделать канавки указателей поворота по длине заготовки, которые становятся цилиндрическими объектами, такими как ножка стула или шпиндель. С помощью штангенциркуля отрезной инструмент может вырезать эти индикаторные канавки точного диаметра, точно показывая, сколько еще древесины нужно удалить.
Купить сейчас
6
/
9
через продавца
Долото с чашей
Долото с чашей — это традиционно большие долота с изогнутыми краями и закругленными концами. Они в основном предназначены для прокатки и формирования внутренних и внешних изгибов на круглых изделиях, таких как чаши, во время торцевой токарной обработки (т. е. удаление древесины сверху или снизу заготовки, а не сбоку).
При выборе первого долбяка для чаши выберите тот, у которого ширина лезвия около 1/2 дюйма и эллиптический профиль конца лезвия.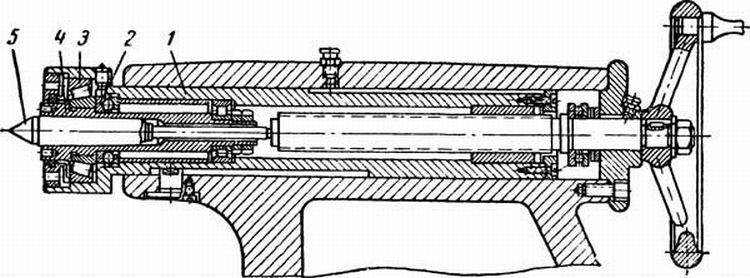 Эта функция позволяет использовать инструмент в более широком диапазоне ситуаций формирования кривой.
Эта функция позволяет использовать инструмент в более широком диапазоне ситуаций формирования кривой.
Купить сейчас
7
/
9
через продавца
Долото шпинделя
Кривые и закругленные, как чашеобразные долота, долота шпинделя представляют собой меньшую и более тонкую версию. Они предназначены для обработки мелких деталей ножек стульев и столов, шпинделей и других длинных цилиндрических деталей.
Подобно чашеобразным бороздам, они могут создавать различные эффекты в зависимости от давления и угла наклона лезвия. Как и в случае со всеми принадлежностями для токарных станков, выберите одну из них с длинной ручкой (не менее 12 дюймов), которую легко и удобно держать в руке.
Купить сейчас
8
/
9
через продавца
Токарные штангенциркули
Токарные штангенциркули типа щипцов точно измеряют толщину объектов, которые невозможно измерить напрямую с помощью линейки или рулетки.
Подобно острогубцам по механике, кронциркуль можно аккуратно прижать к любой стороне цилиндрического токарного изделия для точного определения его толщины. Это очень важно при точных работах, например, при повороте деталей стула или стола. Обязательно выбирайте суппорты, которые могут удерживать свое положение при заданной толщине.
Купить сейчас
9
/
9
через продавца
Лицевая пластина
Лицевые пластины представляют собой круглые центральные приспособления, которые вставляются в переднюю бабку. Предназначенные для торцевой токарной обработки, они оснащены центральным валом, который входит в отверстие, просверленное в середине заготовки. Некоторые планшайбы также имеют отверстия для дополнительных винтов, еще более надежно удерживающих ее на заготовке.
Лицевые пластины обычно используются для поворота чаш или других предметов, где монтажные отверстия в конечном итоге будут удалены.
Купить сейчас
Первоначально опубликовано: 28 октября 2022 г.
