Заточка фрез червячных: Заточка червячных модульных фрез по металлу в Санкт-Петербурге от 400 руб.
Содержание
Заточка — червячная фреза — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Заточка червячных фрез, имеющих винтовые канавки, осуществляется конической поверхностью круга с углом профиля 15 — 20 И более.
[1]
| Заточка зуборезного инструмента.
[2] |
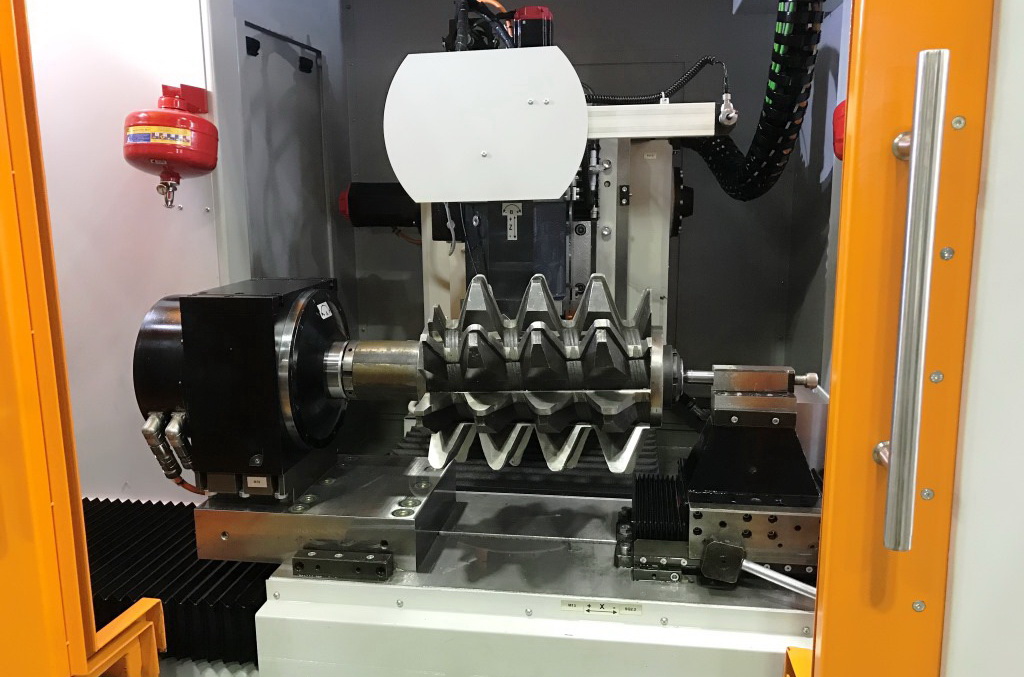
Заточка червячных фрез производится по передней поверхности зубьев ( рис. 90, а) на специальных заточных станках двумя основными методами: маятниковым — шлифовальными кругами тарельчатой формы на керамической связке и глубинным-шлифовальными кругами из эльбора и алмаза.
[3]
| Приспособление для заточки резцов по задней поверхности.
[4] |
Заточка червячных фрез ведется по передней поверхности зуба шлифовальным кругом тарельчатой формы.
[5]
Заточка червячных фрез выполняется по передней грани и может производиться как на специальном оборудовании, так и на универсально-заточных станках со специальными приспособлениями.
[6]
| Расположение шлифовального круга и чистовой червячной фрезы при заточке червячных фрез.| Положение шлифовального круга при заточке протяжек по передней поверхности.
[7] |
Заточку червячных фрез ( рис. 95) производят на специальных автоматических станках, которые настраивают на определенный угол подъема и шаг винтовой канавки фрезы.
[8]
Заточку червячных фрез по архимедовой винтовой поверхности ведут конической стороной шлифовального круга.
[9]
| Определение профиля винтовой канавки.
[10] |
Заточку червячных фрез по архимедовой винтовой поверхности ведут конической стороной шлифовального круга. При со 5 заточка коническим кругом приводит к значительному отклонению от радиальности передней поверхности. Величина непрямолинейности образующей стружечной канавки при заточке коническим, кругом приближенно может быть определена по методике, разработанной д-ром техн.
[11]
Для заточки червячных фрез, шлицевых протяжек, разверток, зенкеров, сверл эффективны высокоструктурные круги из электрокорунда белого ( 25А и 24А) на керамической боросодержащей связке К5 зернистостью 16 — 25, твердостью СМ1 — С1, 8 — 10 — й структур. Круги из эльбора на керамической связке типа СЮ, наиболее эффективны для чистовой заточки инструментов из высоколегированных ванадием, кобальтом и молибденом быстрорежущих сталей.
[12]
Погрешности заточки червячной фрезы, являющейся затыло-ванным инструментом, приводят к отклонениям профиля и основного шага нарезаемого колеса.
[13]
Контроль заточки червячных фрез осуществляется особенно тщательно. Основные контролируемые параметры — радиальность передних граней, окружной шаг винтовой канавки, конусность, биение по наружному диаметру для фрез классов А и В — записываются в индивидуальный паспорт фрезы.
[14]
Качество заточки червячных фрез оказывает большое влияние на их стойкость, точность обработки и шероховатость обработанной поверхности, в том числе поверхности впадин зубьев.![]() Фрезы затачивают по передним поверхностям на специальных станках, данные о которых приведены в табл. 4.17. Эти станки имеют механизмы деления и доворота затачиваемого инструмента при продольном перемещении круга.
Фрезы затачивают по передним поверхностям на специальных станках, данные о которых приведены в табл. 4.17. Эти станки имеют механизмы деления и доворота затачиваемого инструмента при продольном перемещении круга.
[15]
Страницы:
1
2
3
4
5
Заточка червячных фрез по металлу на современных станках — ПКФ «Спектр», Челябинск
Заточка червячных фрез – операция по обеспечению нужной формы режущей части фрезы. Правильно выполненная заточка червячных фрез снижает износ инструмента, тем самым значительно продлевая срок его службы.
Компания ПКФ «Спектр» предлагает свои услуги по заточке червяных фрез и долбяков в Челябинске. Уточнить актуальную стоимость и оформить заказ на услугу можно, связавшись с нами по телефону.
Червячная фреза – виды, специфика заточки
Заточка червячной фрезы и других твердосплавных инструментов – одно из приоритетных направлений работы компании «Спектр».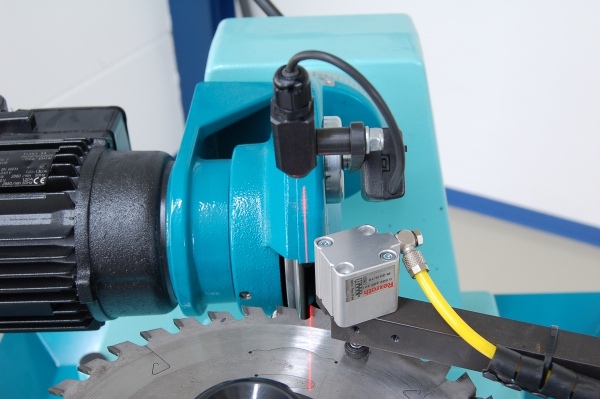 Операторы со стажем работы от нескольких лет качественно и быстро выполняют заказы на станках для заточки червячных фрез.
Операторы со стажем работы от нескольких лет качественно и быстро выполняют заказы на станках для заточки червячных фрез.
Высокое качество
Стоимость продукции
Сроки
Система доставки
Виды фрез по конструкции и типу обработки
Фреза червячная – это инструмент из твердой теплостойкой стали, который используют для нарезки цилиндрических шестерён и зубчатых эвольвентных или прямобочных валов. В зависимости от типа выполняемых работ, фрезы подразделяют на:
- Черновые, с малой толщиной зубьев и передним углом 5-7 градусов, нужны для первичной нарезки.
- Чистовые – нужны для окончательной обработки детали. Такие фрезы изготавливаются согласно ГОСТу 9324.
- Прецизионными, с увеличенным диаметром, нарезают зубья в турбинных передачах.
- Специальные питчевые используются для звёздочек и под шевер.
Выделяют много- и однозаходные фрезы, право- и левосторонние. Конструктивно изделия могут быть цельными или сборными. Как правило, фрезы, имеющие маркировку до 10, исполняются в цельном варианте, дальше – в сборном, со вставными гребёнками или сварные. При помощи модульных фрез нарезаются косозубые, прямозубые и червячные цилиндрические шестерни.
Как правило, фрезы, имеющие маркировку до 10, исполняются в цельном варианте, дальше – в сборном, со вставными гребёнками или сварные. При помощи модульных фрез нарезаются косозубые, прямозубые и червячные цилиндрические шестерни.
Работа на станках для заточки червячных фрез
Специфика заточки червячной фрезы
Все инструменты и оснастка подвержены износу. Червячные фрезы со временем теряют режущие свойства. Станок для заточки червячных фрез помогает восстановить геометрию оснастки и остроту режущей поверхности. Заточка червячных модульных фрез – это процесс шлифовки передней поверхности каждого зубца по направлению радиуса.
Заточка червячных модульных фрез – это процесс шлифовки передней поверхности каждого зубца по направлению радиуса.
Точность нарезки заготовок напрямую зависит от качества заточки оснастки. В компании «Спектр» заточка фрез производится профессионально и с обязательным инструментальным и визуальным контролем.
Сначала специалистами проводится измерение всех важных параметров полученного в заточку инструмента. Собранную информацию обрабатывают и передают в отдел опытных конструкторов, которые выполнят все необходимые расчеты. Получив точную информацию для работы, оператор станка качественно выполнит заточку червячных модульных фрез или другой оснастки.
Цена на услуги заточки червячных фрез обусловливается объёмом работы. Звоните или оставляйте заявку на сайте. С вами оперативно свяжутся, проконсультируют, посчитают стоимость работ, расскажут о сроках выполнения и оформят заказ.
ЗАКАЗАТЬ ЗАТОЧКУ ЧЕРВЯЧНЫХ ФРЕЗ В ПКФ «СПЕКТР»
Стоимость работ по заточке червячных фрез в нашей компании зависит от предполагаемого объема работ.
Чтобы рассчитать точную цену и подробнее узнать о предоставляемых нами услугах, свяжитесь со специалистами производственно-коммерческой фирмы «Спектр» по телефону, указанному в разделе «контакты» на сайте.
Мы ответим Вам в ближайшее время, Вы получите подробную консультацию по всем интересующим вас вопросам.
Похожие услуги
Зубодолбежная обработка
Шлицефрезерные работы
Приспособление для заточки концевых фрез. Заточка и изготовление червячных фрез. Что такое фрезы
Заточка резцов – операция по восстановлению режущих свойств, утраченных в результате износа зубьев.
Современное оборудование, которое использует наша компания, позволяет заточить режущие фрезы с идеальной точностью:
- при заточке фрез, как и любого другого инструмента, соблюдаем все необходимые параметры;
- мы предоставляем максимальное количество инструментов в будущем;
- обеспечили наилучшие показатели при обработке материалов, отсутствие сколов, увеличение срока службы фрезы между заточками.

Хорошо выполненная заточка фрезы повышает ее износостойкость, что значительно снижает расход режущего инструмента. Если вы эксплуатируете фрезу уже достаточно давно или только планируете ее эксплуатировать, помните, что величина износа фрезы не должна превышать установленных оптимальных значений, которые приняты для бандажного критерия. Для того, чтобы сохранить фрезу в практически первозданном виде, требуется следить за состоянием режущих кромок и конечно же вовремя производить фрезу, стараясь не допустить слишком сильного износа или поломки зубьев.
Как правило, точильный дисковый резец изготавливается на универсально-заточных станках. Для того чтобы процесс заточки происходил правильно, нужно соблюдать существующие и введенные определенные нормы допустимых биений, установленные для обеспечения качества режущих кромок и качества поверхностей.
Наша компания предлагает Вам работу самого высокого качества. Обращаясь к нам, вы обращаетесь к высококвалифицированным профессионалам своего дела, которые подходят к выполнению своей работы с полной ответственностью.
Заточка фрез у нас обеспечит долгий срок службы А работоспособность вашего инструмента обеспечит надежность работы, так как заляпанная фреза очень опасна! Помните об этом при выполнении конкретной задачи, в которой вам может понадобиться этот инструмент. А в случае возникновения проблем или приближения к концу участка нарезки дисков — обращайтесь в нашу компанию.
Правила приема дисковых фрез
1.
Для заточки дисков фрезерныхМежду заказчиком и исполнителем должен быть заключен «Договор на переработку давального сырья».
2.
Резцы принимаются только при наличии накладной формы М-15 от Заказчика, в которой необходимо указать номер договора и номенклатуру дисковых фрез.
3.
При сдаче резака Заказчик должен получить от художника «Наряд», подписанный Исполнителем, в котором указана стоимость и срок выполнения работы.
4.
Полученный резак осуществляется только по доверенности.
Такая операция, как заточка автомобильных фрез, не так уж и проста.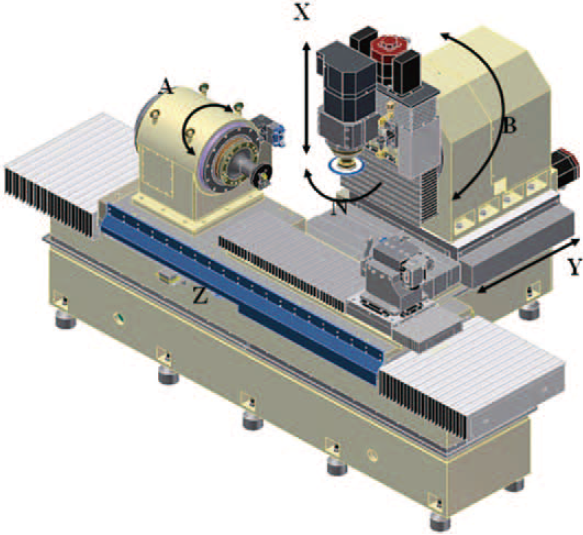 Этот процесс требует определенных знаний и навыков.
Этот процесс требует определенных знаний и навыков.
Купить фрезы по дереву в Киеве и других городах теперь не представляет большой проблемы. Но рано или поздно самый качественный из них упадет, и тогда придется его точить. Как это сделать?
Настольный нож: базовая настройка
Изделия могут быть абсолютно разными. Уклон этих элементов может быть разным и характеризоваться основной частью ребра. Параметры определения подходящих зубов зависят от инструмента, а также от особенностей выбранного вами изделия.
Процесс заточки фрезы можно осуществить без специального дорогостоящего оборудования, так как можно использовать алмазные бруски небольшой толщины. Необходимо использовать обычную воду или жидкость с мыльным раствором. Когда процесс заточки подходит к концу, стоит выкинуть и высушить инструмент.
Сначала нужно разобрать мельницу. Главное, не забудьте очистить его от смолы и дерева. С этими задачами справится обычный растворитель.
Чтобы эффективно решить эти проблемы, необходимо сделать выбор в пользу качественных материалов. Если этого не делать, то работа не принесет желаемого результата.
Если этого не делать, то работа не принесет желаемого результата.
- необходимо использовать бруски с разной зернистостью. Этот параметр зависит от материала, который вы собираетесь удалить;
- важную роль играет чистота оснований, которую вы определили изначально. Прежде чем производить процесс заточки, следует убедиться, что хронометраж будет нужной вам формы;
- симметрия сохраняется, только если попытаться в процессе заточки изделия создать конфигурацию, аналогичную движению резцов;
- если материал зубьев достаточно мягкий, то замените балку наждачной бумагой, что обеспечит идеально ровное основание;
- готовая продукция затачивается на приспособлении, которое для этого предназначено. Круг вращается не слишком быстро, поэтому придется купить абразивный продукт.
Конечно, процесс заточки фрез занимает много времени. Однако этот ресурс со временем окупится, ведь вы будете выполнять свою работу с максимальным эффектом.
Это основные моменты, которые относятся к этой сфере деятельности. Вы должны учитывать все нюансы для достижения максимального результата, Ведь все остальные правила не обеспечат вам такого же эффекта.
Быстрая очистка и заточка фрез по дереву. Или как заточить концевую фрезу:
На сегодняшний день производится достаточно большое количество мельниц различных размеров. Их можно классифицировать по функциональным и конструктивным качествам.
Заточка концевых фрез производится с помощью специальных приспособлений для таких инструментов. В некоторых случаях заточку можно выполнить вручную.
Фрезы имеют относительно большую длину и неравномерность зубьев для резания. В процессе заточки вам нужно будет позаботиться о перемещении основания круга по краю. В этом случае вам нужно будет заточить фигурные резцы, имеющие скрытый угол. Следует знать, что сделать заточку довольно сложно. Для сохранения профиля конструкции и облегчения процесса заточки скрытые зубчики нужно будет затачивать исключительно на лицевой основе. Острые зубья, имеющие гладкую или кривую форму, необходимо затачивать исключительно на заднем основании. Защитно-режущие фрезы могут наклеиваться на переднее и заднее основания зубьев.
Острые зубья, имеющие гладкую или кривую форму, необходимо затачивать исключительно на заднем основании. Защитно-режущие фрезы могут наклеиваться на переднее и заднее основания зубьев.
Геометрия фрезерования зубьев
Геометрия зубьев фрез: а — подавляющий зуб, б — скрытый зуб.
Для правильной заточки необходимо знать геометрию зубьев фрезы. По конструкции зубьев различаются фрезы с накатанными и острыми зубьями. У последних заднее основание, примыкающее к кромке для резки, представляет собой плоскость. В большинстве случаев зубья затачивают острыми концами, но можно производить их заточку и на переднем основании зубьев.
У скрытых зубьев, идущих в комплекте с концевыми фрезами, заднее основание выполнено по спирали Архимеда. Технологически обрабатывать фасонное основание достаточно сложно, поэтому заточку резцов с зажатыми зубьями можно производить исключительно на переднем основании.
Независимо от количества зубьев в фрезе, каждый из них может рассматриваться как отдельный зуб, который характеризуется типовыми параметрами угла наклона и заднего края, размерами для заточки, а также углом наклона зуба.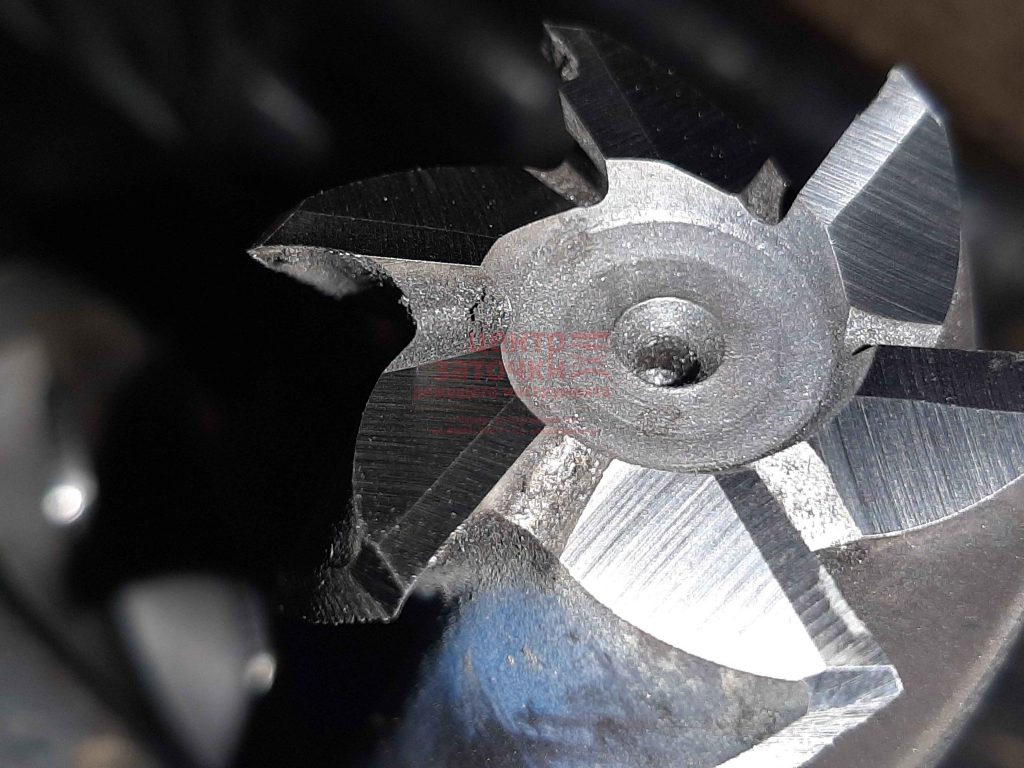 зубы.
зубы.
Платформа для заточки — элемент заднего основания зубьев, который подвергается стачиванию в процессе дренирования по заднему основанию. Исходя из этого, будет происходить максимальный износ зубьев. Его величина влияет на величину силы трения между инструментом и обрабатываемой заготовкой, ведь база должна поддерживаться в определенном диапазоне.
Схема заточки сборных резцов на универсальном точильном станке.
Главный передний угол — это угол между касательной к переднему основанию и основанием оси. Его можно измерить в плоскости, которая будет проходить через указанную точку перпендикулярно основной кромке для резки.
Главный задний угол — это угол между касательной к заднему основанию в данной точке главной кромки для резки и касательной к плоскости вращения этой точки. Этот угол способствует уменьшению трения между инструментом и обрабатываемой заготовкой.
С помощью вспомогательного заднего угла можно описать большой просвет между сохраненным основанием и телом зубов. Жирный инструмент на дополнительном углу нужен при определенном значении повреждения инструмента и увеличении набора для заточки. Цель этого действия — уменьшить трение между тканью и пробкой. Следует знать, что не все инструменты этого типа имеют заданный угол.
Жирный инструмент на дополнительном углу нужен при определенном значении повреждения инструмента и увеличении набора для заточки. Цель этого действия — уменьшить трение между тканью и пробкой. Следует знать, что не все инструменты этого типа имеют заданный угол.
Вернуться в категорию
Как заточить концевые фрезы для деревообработки?
По форме зубья могут быть прямыми или винтовыми. Наклон зубьев инструмента можно описать как угол между развернутой кромкой винтового типа и осевой частью инструмента.
Значения углов зубьев будут зависеть от типа инструмента, марки сплава и стали, из которой он изготовлен, а также разновидности материала, для фрезерования которого предназначен инструмент .
При фрезеровании вязких материалов главный передний угол следует выбирать в пределах 15-20° и более. В инструментах из твердых металлов при фрезеровании сталей угол будет 0° или -5°. Задний угол варьируется в широком диапазоне.
Элементы, которые понадобятся:
- Алмазный брусок.
- Таблица.
- Вода или раствор с мылом.
- Растворитель.
- Наждачная бумага.
- Планка из цельного дерева или стальной полосы.
- Абразивный круг.
Нарезка фасонными концевыми фрезами Возможна без специальных приспособлений для заточки, на переднем основании небольшим алмазным бруском небольшой толщины. Бар должен быть установлен на краю стола. Если инструмент имеет большую выемку, инструмент необходимо закрепить вдоль стола.
Таблица термостойкости различных материалов, °С
При заточке брусок необходимо смачивать чистой водой или мыльным раствором. После заточки инструмент нужно будет вымыть и высушить.
В процессе заточки передней базы лезвие станет острее, но резко уменьшится диаметр инструмента.
Если на инструмент установлен подшипник, то необходимо его демонтировать, после чего производится его заточка. Попытка сэкономить время в этом случае может привести к повреждению подшипника и поломке фрезы.
Обязательно очистите фрезу от лишней смолы с деревьев. Для этого лучше всего использовать растворитель.
Назад в категорию
В процессе заточки инструментов необходимо будет использовать бруски разной зернистости. Зернистость будет зависеть от толщины снимаемого слоя материала и желаемой чистоты основы. Перед заточкой необходимо будет убедиться, что брус имеет подходящую форму.
Рисунок 1. Формы кругов для шлифовки.
Если зубчики сделаны из фрез из относительно мягкого материала, вместо бруска можно использовать наждачную бумагу, наклеенную на ровное основание. В качестве основы можно использовать брусок из цельного дерева или стальную полосу.
Фрезы концевые для фрезерования древесины затачиваются на специальном приспособлении при малой скорости вращения круга. В этом случае потребуется использовать подходящий абразивный круг.
Вернуться в категорию
Круги для заточки
Заточка модульных резцов может быть выполнена из белых или обычных электрокорундовых кругов, алмазных и других. Например, с применением электрокорундовых кругов можно качественно заточить резцы для работы по металлу и дереву, которые изготовлены из инструментальной или другой стали стандартного исполнения. Расточные круги имеют возможность затачивать конструкции из высокопрочной стали. Круги из карбида кремния и алмаза применяют для заточки цельнометаллических резцов.
Например, с применением электрокорундовых кругов можно качественно заточить резцы для работы по металлу и дереву, которые изготовлены из инструментальной или другой стали стандартного исполнения. Расточные круги имеют возможность затачивать конструкции из высокопрочной стали. Круги из карбида кремния и алмаза применяют для заточки цельнометаллических резцов.
При повышении температуры твердость такого устройства снижается. Температура 1000°С позволяет снизить твердость почти в 2 раза. При температуре 1300°С аналогичный показатель уменьшится примерно в 6 раз.
Рисунок 2. Заточка лесорезной фрезы: а — основная режущая кромка, б — вспомогательная режущая кромка, в — схема установки фрезы для заточки зубьев вспомогательной режущей кромки.
Использование воды для снижения температуры в большинстве случаев приводит к появлению ржавчины на заготовках и углах станка. Для устранения коррозии необходимо добавить в воду мыло и некоторые электролиты, которые смогут образовывать пленки для защиты. При шлифовке почти всегда используется раствор с мылом или содой. Если получается чистый помол, то следует использовать слабоконцентрированную эмульсию.
При шлифовке почти всегда используется раствор с мылом или содой. Если получается чистый помол, то следует использовать слабоконцентрированную эмульсию.
Для повышения качества шлифования абразивного круга и снижения значительных повреждений рекомендуется выбирать максимальную зернистость, которая способна обеспечить необходимый класс чистоты основы используемой фрезы.
Скорость окружной окружности при заточке зубьев из твердых металлов должна быть примерно 15-18 м/с. Например, в процессе нанесения круга диаметром 12,5 см скорость вращения двигателя должна быть примерно 1600-2700 об/мин. Если вам необходимо заточить более хрупкие материалы, действия необходимо выполнять с меньшей скоростью. В процессе использования цельнометаллических инструментов использование жесткого режима приводит к высоким напряжениям и трещинам, а в некоторых случаях и к повреждению кромок при резании. Износ круга в этом случае увеличится.
Форма круга для заточки заднего угла зубьев на шлифовальной цилиндрической форме Должна быть чашечкой или диском. Для заточки переднего угла нужно использовать круг пластинчатой или плоской формы.
Для заточки переднего угла нужно использовать круг пластинчатой или плоской формы.
Существующие формы кругов для шлифовки можно увидеть на (рис. 1).
В современном многообразии услуг, представленных на рынке строительных материалов, легко найти помощь по сливу фрез.
Но не стоит торопиться с этой работой Вы можете выполнить ее сами. Это характерно не только для работ по заточке резцов, но и для других видов работ.
В станке для заточки имеется два зажимных патрона в разных конфигурациях. Один из них на три перика, а второй на два и четыре перика. Ошибиться в этом случае сложно, так как при неправильной установке количества перьев фрезы вставить фрезу в патрон невозможно.
Определившись с выбором патрона, можно переходить к непосредственным этапам заточки фрез:
- заточка на ленте;
- заточка на конце.
Заточка на ленте
Вы должны использовать одно из соответствующих стеклянных гнезд. Из стандартного набора Цанг выбираем соответствующую цангу (8 мм, 10 мм, 12 мм).
Из стандартного набора Цанг выбираем соответствующую цангу (8 мм, 10 мм, 12 мм).
Заводим цангу в патрон и закрепляем прижимной гайкой. Эта процедура делается без каких-либо усилий, гайка хомута свободно вращается и затягивать ее не нужно.
- В прорези стакана установите длину ленты ленточки. Как правило, это расстояние регулируется отвинчиванием винтов, расположенных в щели стекла. Перемещая нижнюю часть раструба вверх или вниз, подбирают длину, после чего втягивают шурупы.
- Устанавливаем фрезу в патрон через верхнее отверстие, при этом устанавливая диаметр фрезы и угол заточки на регулировочном винте. Подготовленный патрон закрепляют в стакане, устанавливая при этом линии мельницы по отношению к распадающемуся элементу. То есть фреза должна цепляться за штифт.
- Затем включаем станок и регулятором подачи подводим фрезу к заземляющему кругу До начала звука касания и заточки ленточных резцов со всех сторон. Металл заточенным резцом можно уменьшать и увеличивать с помощью регуляторов, установленных на станке.
 Эта регулировка необходима при изменении диаметра фрезы и исправлении имеющихся неровностей на обрабатываемой фрезе.
Эта регулировка необходима при изменении диаметра фрезы и исправлении имеющихся неровностей на обрабатываемой фрезе.
Фрезы для заточки
Для заточки фрез в итоге необходимо использовать второе патронное гнездо, расположенное на станке.
Необходимо проделать ранее описанные действия по установке диаметра и длины.
- В зависимости от твердости обрабатываемого металла на гнезде отображаются настройки. Чем тверже металл, тем поворот колец гнезда больше в сторону знака «+».
- Далее включаем станок, вставляем подготовленный патрон с фрезой в гнездо и обрабатываем деталь до прекращения характерного шума. Каждая канавка фрезы обрабатывается.
- В дополнительном гнезде станка осуществляется заточка фрез с торца, для чего проделываются вышеописанные действия.
- Последней операцией является обработка задней стенки фрезы, которая выполняется путем вставки кассеты с фрезой в соответствующее гнездо станка.

- Таким образом, была проведена заточка резца с соблюдением всех необходимых геометрических особенностей отдельно и друг за друга. Соблюдается равномерность заточки по всем сторонам.
Заточка фрез своими руками
Эту процедуру можно выполнить самостоятельно и использовать средства защиты.
Эта возможность позволит сэкономить деньги, а в случае многократного использования сэкономит драгоценное время.
- Сначала очищаем фрезу от автомобиля, для чего используем специальную жидкость, наподобие тех, что используются для очистки двигателей автомобилей. Необходимо залить мельницу и подождать около трех минут, после чего очистить мельницу со всех сторон щеткой.
- Далее берем алмазный брусок и начинаем точить фрезу по передней кромке (движение швеллерной фрезы на алмазном бруске).
- Штанга смачивается обычной водой. После заточки необходимо протереть фрезу ветошью.
Качественная ручная заточка Существенно отличается от заточки на специальном станке, но в ручном варианте экономит время.
Обратный звонок для заказа:
Производим заточку:
- фрезы
- долбяков
Правильно выполненная заточка инструмента снижает его расход и соответственно увеличивает его ресурс. Поэтому необходимо внимательно следить за состоянием режущих кромок и производить своевременную заточку инструмента, не допуская чрезмерно большого износа и тем более его поломки.
Заточно-червячный станок
Производственный комплекс завода СПЕЦСТАНМАШ предлагает полный комплекс услуг по изготовлению и ремонту деталей и конструкций из металла, в том числе: изготовление и заточку фрез по металлу, дереву, чугуну, алюминию, графиту или пластику.
Резак является важным инструментом в промышленности и мастерских. Представляет собой деталь разной формы, с отличительной чертой — острыми зубьями. Его основной функцией является механическое восстановление заготовленного материала.
Принцип фрезерования заключается в поступательном вращательном движении зубьев фрезы.
В зависимости от типа инструмента получается результат:
- небольшие канавки или канавки при использовании концевых фрез;
- фрезерование больших поверхностей;
- фрезерование багетов, оконных рам, зубчатых колес и т.п. с помощью спиральных фрез,
- резка дисковым резаком (плинтус, панель, вагонка, стеновой брус и т.д.).
Важной характеристикой фрезы является материал ее изготовления, в частности режущей части. Это может быть корыто из быстрорежущей стали, минеральных ячеек, металлокерамики или алмазов.
Алмазные фрезы считаются алмазными фрезами из-за естественных физических характеристик. Но они самые дорогие. Все остальные материалы через некоторое время в процессе эксплуатации блокируются, особенно если это возможно. Покупка нового инструмента требует больших затрат, но наши квалифицированные мастера и высокоточное современное оборудование позволяют качественно выполнить такой вид ремонта, как заточка ножей для фрез любой геометрии:
- Нож для вишни
- Точильный диск фрезерный
- Коронированные мельницы и другие виды.

Профессиональная работа по заточке фрез повышает достоинство детали и значительно снижает расход режущих зубьев.
Резак для вишни нарезка: от 600 руб. / ПК. (в зависимости от износа)
Минимальный срок заточки: от 10 рабочих дней
Минимальная сумма заказа: 3500 руб.
* Точную стоимость можно узнать воспользовавшись формой или по телефону
Ясень Шестерня — Зуборезный инструмент: фрезы, фрезы, протяжки со склада!
Ясень Шестерня — Зуборезный инструмент: фрезы, фрезы, протяжки со склада!
Главная | ||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||
 Это настроено
Это настроено
