Нарезание резьбы на токарном станке: Нарезание резьбы на токарном станке резцом
Содержание
Токарная резьба — РИНКОМ
Токарная резьба — РИНКОМ
Главная
Статьи
Токарная резьба
Токарная резьба
1 августа 2022
Гирин Кирилл
Нарезание резьбы на токарном станке – автоматизированный процесс. С его помощью подготавливаются элементы разъемных соединений, востребованные при прокладке магистральных сетей, изготовлении механизмов, проведении ремонтных и модернизационных работ.
В материале:
- Способы формирования резьбы
- Работа с резцом
- Нормативные документы
- Специфика использования резцов
- Технологические особенности
- Приобретение резцов
- Подготовка резьбы посредством метчиков и плашек
- Скоростные режимы при работе с метчиками
- Допуски при работе с плашками
- Скоростные режимы при использовании плашек
- Приобретение метчиков и плашек для токарных работ
- Работа с резьбонарезными головками
- Рекомендации по повышению качества резьбы
Рис. 1 Нарезание резьбы на станке
1 Нарезание резьбы на станке
Способы формирования резьбы
Токарное нарезание резьбы возможно 3 способами: резцами, метчиками (плашками) и головками. Каждый метод обладает собственными особенностями.
Работа с резцом
Нарезание резьбы на токарном станке резцом происходит в следующем порядке.
- Деталь зажимается в патроне.
- Мастер устанавливает резец, соответствующий параметрам подготавливаемой резьбы.
- Металлорежущий инструмент перемещается вдоль заготовки, формируя прорези винтового типа.
На характеристики резьбы влияют: скорость подачи инструмента, частота вращения заготовки и угол подъема резца. Изменяя перечисленные параметры, удастся получить треугольную, прямоугольную, трапецеидальную, упорную и угловую резьбу.
Рис. 2 Треугольная резьба
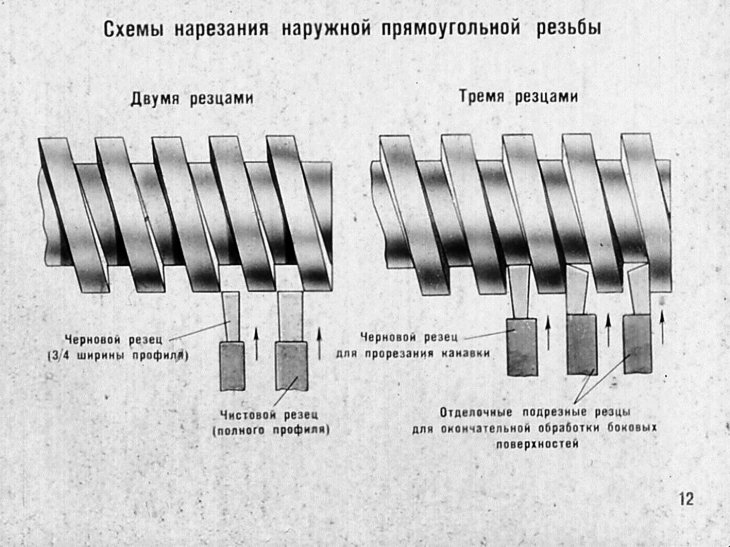
Рис. 3 Прямоугольная резьба
3 Прямоугольная резьба
Рис. 4 Трапецеидальная резьба
Рис. 5 Упорная резьба
Рис. 6 Круглая резьба
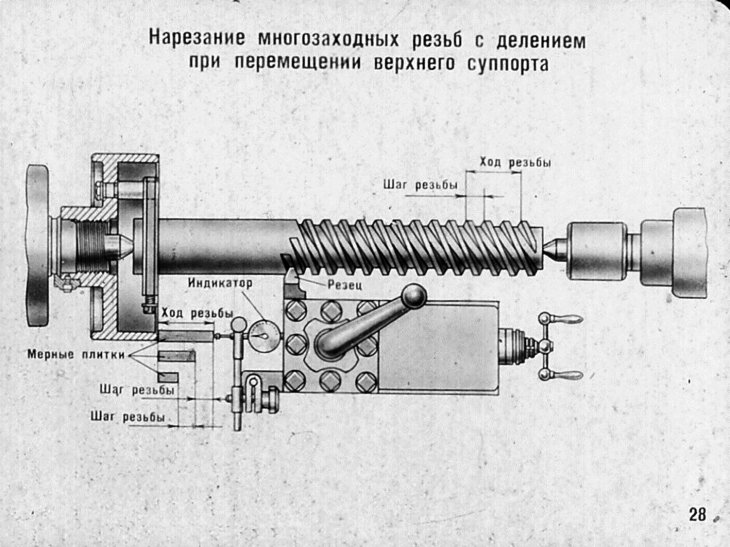
Нарезать резьбу на токарном станке можно в один или несколько проходов. В первом случае резьба называется однозаходной, во втором – многозаходной. Многозаходная нарезка отличается не только шагом, но и ходом. Параметр выражен в расстоянии между двумя однотипными точками соседних витков. Размерность хода измеряется параллельно оси детали.
ВАЖНО. Ход однозаходной резьбы, сформированный одной ниткой, равняется ее шагу. Для расчета хода многозаходной резьбы необходимо перемножить шаг и число заходов.
Нормативные документы
Для каждого типа наружной резьбы, нарезаемой резцом, предусмотрен соответствующий ГОСТ. Стандарт определяет профиль и размерность резьбы, а также предъявляет требования к ее качеству.
Рис. 7 ГОСТы на различные типы резьбы
Специфика использования резцов
Для нарезания резьбы резцом на токарном станке применяется различный инструмент. Продукция соответствует ГОСТ 18876-73, производится из быстрорежущей стали. Основные типы и параметры использования резцов представлены в сводной таблице.
| Тип резца | Специфика применения |
| Стержневой |
|
| Призматический многопрофильный |
|
| Призматический однопрофильный |
|
| Дисковый многопрофильный |
|
| Дисковый однопрофильный |
|
| Дисковый для внутренней резьбы |
|
На схемах присутствуют обозначения углов:
- α — задний угол;
- γ — передний угол;
- φ — угол заборного конуса.

Буквой h обозначается высота, на которой устанавливается резец.
ВАЖНО. Для формирования винтовых резьбовых канавок рекомендуется использовать отогнутые или прямые резцы. Подготовить внутреннюю резьбу помогут изогнутые инструменты, размещаемые в профильных оправках.
Технологические особенности
При нарезании резьбы резцом на токарном станке соблюдается ряд правил.
- Передний угол резца варьируется в пределах от 0 до 25 градусов. При его подборе учитывается материал, из которого выполнена деталь. Для работы с заготовками из конструкционных сталей используется инструмент с нулевым углом заточки. Обработка легированных сплавов, устойчивых к воздействию высоких температур, производится резцами с углом заточки 5 – 10 градусов. В случае взаимодействия с материалами повышенной вязкости задействуются резцы, заточенные под углом 25 градусов.
- Профиль вершины резца соответствует профилю резьбы.

- Задние боковые углы инструмента не должны взаимодействовать с только что сформированной резьбой.
- Внутренняя резьба формируется в заранее подготовленных отверстиях. Их получают при помощи сверления и расточки.
Для работы со стальными заготовками используется инструмент из сплавов Т15К6, Т14К8 и Т30К4. Подготовку резьбы на поверхности чугунных деталей обеспечат резцы с пластинами из сплавов ВК4, ВК6М и ВК3М.
Рис. 9 Схемы использования резьбонарезных резцов
Компания «РИНКОМ» предлагает широкий спектр резцов для токарных станков. В ассортименте решения для бытового и производственного использования. Продукция различается материалом изготовления, геометрией и направлением подачи, выполнена согласно отраслевым нормативам.
Рис. 10 Ассортимент резцов для нарезки резьбы
Подготовка резьбы посредством метчиков и плашек
Метчики и плашки используются для нарезки внутренней и внешней резьбы на токарном станке. Допускается применение классического и машинного инструмента. Последний отличается наличием заборной и калибровочной части. Это позволяет подготовить чистовую резьбу за один проход.
Допускается применение классического и машинного инструмента. Последний отличается наличием заборной и калибровочной части. Это позволяет подготовить чистовую резьбу за один проход.
ВАЖНО. Использование классического инструмента увеличивает количество операций и нагрузку на мастера. Специалист задействует черновые, получистовые и чистовые метчики.
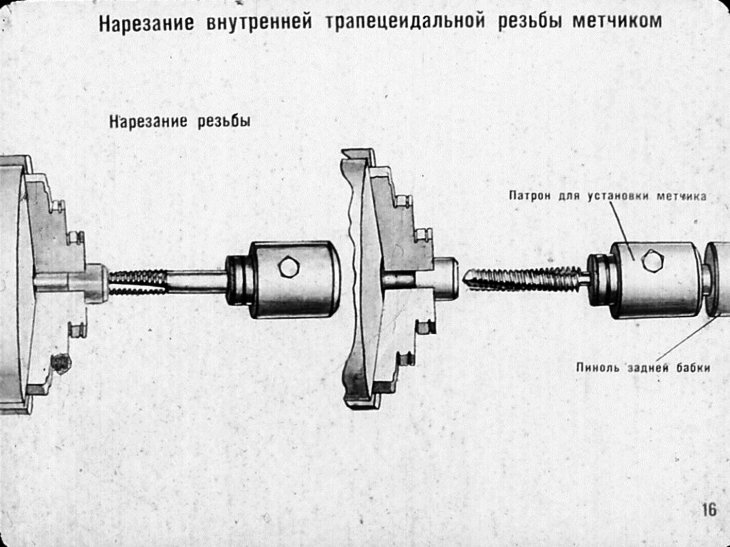
Рис. 11 Конструктивные особенности машинного метчика
Скоростные режимы при работе с метчиками
Подготовка резьбы метчиком на токарном станке предполагает соблюдение скоростного режима. Он зависит от материала изготовления детали.
- Заготовки на базе алюминия, чугуна и бронзы – от 6 до 22 м в минуту.
- Заготовки из конструкционных сталей и прочих материалов – от 5 до 12 м в минуту.
Превышение обозначенной скорости приведет к снижению качества резьбы, увеличит вероятность дефектов.
Рис. 12 Дефекты на поверхности резьбы
Допуски при работе с плашками
Токарные работы по нарезке резьбы плашками требуют использования обточенных заготовок. Диаметр изделий рассчитывается с учетом установленных допусков.
Для работы с инструментом используется патрон с плашкодержателем. Он устанавливается в пиноль задней бабки, располагается на одной оси с деталью.
Рис. 13 Плашкодержатель с плашкой для токарного станка
Скоростные режимы при использовании плашек
Нарезание резьбы плашками также требует соблюдения скоростных режимов.
- Заготовки из латуни – от 10 до 15 м в минуту.
- Заготовки из чугуна – от 2 до 3 м в минуту.

- Заготовки из легированных и конструкционных сталей – от 3 до 4 м в минуту.
- для внутренней резьбы – призматические;
- для наружной резьбы – радиальные, круглые и тангенциальные.

- Корректный подбор оснастки и методики нарезания.
- Предварительная подготовка заготовки согласно технологической документации. Обеспечение допусков, указанных в нормативных таблицах, удаление механических дефектов на поверхности детали.
- Правильный подбор режима обработки.
- Применение подходящих смазывающе-охлаждающих жидкостей.
- Корректная настройка станка. Проведение дополнительных мероприятий по расчету и сборке гитары при необходимости.
- Использование резцов с соответствующим качеством заточки. Параметр проверяется посредством шаблона. При наличии отклонений резец не допускается в работу.
- Детальный осмотр и обмер первых изготовленных деталей. При необходимости подстройка оборудования.
 Дальнейший периодический контроль продукции с целью своевременного выявления и устранения недочетов.
Дальнейший периодический контроль продукции с целью своевременного выявления и устранения недочетов. - Периодическая проверка исправности токарного станка и смежных компонентов.
- Своевременная заточка металлорежущих инструментов. При невозможности восстановления резец (пластина) списывается в утиль.
Нарезание резьбы плашками также требует соблюдения скоростных режимов.
Приобретение метчиков и плашек для токарных работ
Компания «РИНКОМ» также реализует метчики и плашки. Продукция соответствует ГОСТ и DIN, поставляется наборами и поштучно. В наличии инструмент для производственных нужд и решения для бытового использования.
Рис. 14 Набор плашек
Работа с резьбонарезными головками
Резьбонарезные головки применяются реже, чем плашки и резцы. Инструмент работает с заготовками любого типа, подготавливает резьбу посредством гребенок. Последние представлены в нескольких исполнениях:
Продукция изготавливается из стали HSS или иных высокопрочных сплавов. Специфика крепления соответствует конфигурации патрона, для которого предназначен инструмент.
Рис. 15 Гребенки для нарезания резьбы
Ключевая особенность головок – удаление режущего инструмента из рабочей зоны при обратном ходе. Это исключает контакт с вновь нарезанной резьбой, снижает вероятность ее порчи.
Головки позволяют работать с червяками и винтами. При взаимодействии с крупными деталями они фиксируются на суппорте станка. Такой подход повышает производительность и устойчивость инструмента.
Рис. 16 Резьбонарезные головки
При подборе головок учитывается конфигурация станка и параметры обрабатываемых материалов. В случае необходимости используются дополнительные модули, подготавливающие заготовку к обработке.
Рекомендации по повышению качества резьбы
Получить качественную резьбу, соответствующую требуемым характеристикам, позволит соблюдение следующих рекомендаций.
Качество готовой резьбы оценивается посредством калибров, шагомеров и микрометров. Калибры контролируют диаметр резьбы при серийном производстве, обеспечивают быстрое проведение оценочных операций.
Рис. 17 Резьбонарезные головки
Шагомеры оснащаются сменными вставками, позволяют работать с заготовками различных типов. Ввиду низкой точности измерений приборы используются в мелкосерийном производстве.
Рис. 18 Шагомер для работы с резьбой
Наиболее ответственные детали проверяют при помощи микрометров. Они имеют минимальную погрешность, позволяют досконально изучить резьбу.
Они имеют минимальную погрешность, позволяют досконально изучить резьбу.
Рис. 19 Проверка резьбы микрометром
К работе допускаются только поверенные приборы. Использование изделий без сопроводительных документов неприемлемо. Это увеличивает риск дефектов и отклонений в размерах, снижает производительность и качество труда.
При хранении готовых изделий используются специальные ящики. Поверхность деталей может обрабатываться маслом для предотвращения коррозии.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
9 ноября 2022
Как нарезать резьбу клуппом?
11 октября 2022
Токарные патроны
4 октября 2022
Фрезерование уступов и пазов
3 октября 2022
Клупп для нарезания резьбы
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Нарезание цилиндрической резьбы на токарном станке ЧПУ
Главная / ЧПУ станок / Обработка резанием / Нарезание цилиндрической резьбы на токарном станке ЧПУ
Нарезание цилиндрической резьбы на токарном станке жестко связывает рабочую подачу F и частоту вращения шпинделя n между собой: их отношение ( F/n) соответствует шагу резьбы.
Шаг резьбы — это расстояние между двумя одноименными (т.е. правыми или левыми) точками двух соседних витков, измеренное параллельно оси резьбы.
На рис. 1, в такими точками являются точки А и A1 точки В и В1, точки С и С1 и т.д. Расстояние между этими точками, измеренное параллельно линии 00 (т.е. оси резьбы), и есть шаг резьбы, обозначаемый буквой S. Почти у всех резьб, принятых в машиностроении, шаг измеряется в миллиметрах. Существуют, однако, также резьбы, у которых шаг выражается числом витков резьбы на 1 дюйм ее длины. Кроме винтов, на токарном станке нарезаются червяки, имеющие модульный или питчевый шаг.
Кроме винтов, на токарном станке нарезаются червяки, имеющие модульный или питчевый шаг.
Рис. 1. Элементы профиля (а, б) и шаг резьбы (в)
Вообще применяются два метода нарезания цилиндрической резьбы:
- нарезание метчиком, применяемое при обработке центральных отверстий небольшого диаметра; отметим, что метчик следует крепить в специальном патроне с компенсатором смещений;
- нарезание токарным резцом, применяемое при обработке центральных отверстий большого диаметра и наружных поверхностей.
В токарных станках с ЧПУ для обеспечения возможности нарезания резьбы метчиком предусмотрено специальное кодирование перемещений инструмента по функции G63. Эта функция позволяет программировать вход метчика в отверстие; синхронный останов подачи и вращения в точке-адресе; дальнейшее включение реверса и выход метчика из отверстия. В качестве примера рассмотрим нарезание резьбы с шагом 1,5 мм и глубиной 40 мм:
. ..G0 X0 Z8 | Подвод метчика к исходной точке управляющей программы
..G0 X0 Z8 | Подвод метчика к исходной точке управляющей программы
G97 S100 => => G95 F1.5 | Подтверждение постоянной частоты вращения; задание подачи инструмента в мм/об
Z2 | Приближение метчика к детали
G63 Z-40 M3 | Вход в отверстие с вращением шпинделя по часовой стрелке
G63 Z2 M4 | Выход из отверстия с реверсивным вращением шпинделя
G0 Z8… | Отвод метчика к исходной точке управляющей программы
Нарезание цилиндрической резьбы токарным резцом на языке SINUMERIK-840D кодируется по типовому циклу CYCLE97. Параметры обработки вносятся в систему ЧПУ в виде группы обезличенных цифр так же, как и в CYCLE95. Ввод параметров обработки осуществляется с применением таблицы параметров цикла, которая вызывается на экран стойки ЧПУ виртуальной клавишей «ПЕРЕТРАНСЛИРОВАТЬ». Таблица помещается на экран дисплея станка совместно с графическим отображением цикла. Графическое отображение (рис. 2) дает зрительное восприятие характера и параметров обработки.
Рис. 2. Циклограмма нарезания резьбы резцом на станке с ЧПУ токарной группы
Пример заполнения таблицы параметров цикла CYCLE97 приведен ниже.
1 | Шаг резьбы Координата | 1,5 | Ввод
2 | Z начальной точки резьбы |0 | Ввод
3 | Координата Z конечной точки резьбы | -30 | Ввод
4 | Начальный диаметр резьбы D1 | 15,8 | Ввод
5 | Конечный диаметр резьбы D2 | 15,8 | Ввод
6 | Глубина резьбы | 0,8 | Вод
7 | Количество проходов резца | 4 | Ввод
8 | Длина отрезка захода | 2 | Ввод
9 | Длина отрезка выбега | 2 | Ввод
10 | Сторона обработки детали | Снаружи/Изнутри | —
11 | Тип проходов резца | С пост. сеч. Стружки / С постоянной подачей | —
Как и в CYCLE95, в CYCLE97 предусмотрено два способа ввода данных:
- клавишей «~» осуществляется выбор из предложенных вариантов;
- клавишей (Ввод) — ввод данных с клавиатуры.
Клавиша «~» позволяет осуществить выбор из четырех видов нарезания цилиндрической резьбы: резьба наружная или внутренняя, проходы резца с постоянной подачей на глубину или с постоянным сечением стружки.
Различные сочетания видов обработки кодируются цифровыми значениями (1…4), которые размещены в таблице CYCLE97 после остальных параметров:
- 1 — наружная резьба; постоянная подача на глубину;
- 2 — внутренняя резьба; постоянная подача на глубину;
- 3 — наружная резьба; постоянное сечение стружки;
- 4 — внутренняя резьба; постоянное сечение стружки;
Координаты точек начала и окончания резьбы по оси Z берутся непосредственно с эскиза обработки. В таблице предусмотрены раздельные ячейки для длин отрезков захода и выбега. Ниже приведен фрагмент управляющей программы обработки детали.
…G0 X20 Z8 | CYCLE97(1.5,0,-30,15.8, 15.8,0.8,4,2,2,3)
G97 S800 | M3 G0 X20 Z8…
Профиль резьбы
Винтовые резьбы, принятые на практике, образованы перемещением по боковой поверхности цилиндра не только треугольника, но и других плоских фигур (трапеций, квадрата и т. д.), выбираемых в зависимости от условий, в которых работает резьба. В соответствии с этим основным признаком, характеризующим резьбу, является ее профиль. Профилем цилиндрической резьбы называется сечение ее витка плоскостью, проходящей через ось цилиндра (т. е. диаметральной плоскостью), на котором образована резьба.
В соответствии с этим основным признаком, характеризующим резьбу, является ее профиль. Профилем цилиндрической резьбы называется сечение ее витка плоскостью, проходящей через ось цилиндра (т. е. диаметральной плоскостью), на котором образована резьба.
Элементы профиля резьбы
Элементами профиля резьбы являются его боковые стороны, угол, вершина и впадина. Углом профиля называемся угол между боковыми сторонами витка, измеренный в диаметральной плоскости. Этот угол (рис. 1, а) обозначается буквой α. Вершиной профиля называется линия, соединяющая боковые стороны его по верху витка (P, рис. 1, а , б).
Впадиной профиля называется линия, образующая дно винтовой канавки (R, рис. 1, а, б). Очертания вершины и впадины могут быть плоско-срезанными (рис. 1, а) или закругленными (рис. 1, б).
Диаметры резьбы
Различают три диаметра резьбы: наружный, внутренний и средний. Наружным диаметром резьбы (d) называется диаметр цилиндра, описанного около боковой поверхности резьбы. Для болта наружный диаметр соответствует диаметру по вершинам профиля (рис. 3, а), измеренному перпендикулярно к оси резьбы, а для гайки — по впадинам профиля (рис. 3, б).
Наружным диаметром резьбы (d) называется диаметр цилиндра, описанного около боковой поверхности резьбы. Для болта наружный диаметр соответствует диаметру по вершинам профиля (рис. 3, а), измеренному перпендикулярно к оси резьбы, а для гайки — по впадинам профиля (рис. 3, б).
Внутренним диаметром резьбы (d1) называется диаметр цилиндра, вписанного в резьбовую поверхность. Для болта внутренний диаметр соответствует диаметру по впадинам профиля (рис. 3, а), измеренному перпендикулярно к оси резьбы, а для гайки — по вершинам профиля (рис. 3, б).
Средним диаметром резьбы (d2) называется диаметр цилиндра, соосного с резьбой, образующие которого делятся боковыми сторонами профиля на равные отрезки. На рис. 3, в этот цилиндр, имеющий общую ось с резьбой, показан штрих-пунктирными линиями. На рисунке АВ = ВС = CD и т.д., а поэтому d2 — средний диаметр.
Рис. 3. Диаметры резьбы: наружный и внутренний (а, б) и средний (в)
Угол подъема резьбы
При нарезании цилиндрической резьбы на токарном станке необходимо учитывать угол ее подъема. Углом подъема называется угол, образованный направлением резьбового выступа резьбы с плоскостью, перпендикулярной к его оси.
Углом подъема называется угол, образованный направлением резьбового выступа резьбы с плоскостью, перпендикулярной к его оси.
Этот угол определяется по формуле: tgφ = S/πd2,
где φ — угол подъема резьбы в град; S — шаг резьбы в мм; π = 3,14; d2 — средний диаметр резьбы в мм.
Правая и левая резьбы
По направлению витка различают правые (рис. 4, б) и левые (рис. 4, а) резьбы.
Если подъем резьбы винта, положенного на ладонь правой руки, совпадает с направлением отогнутого большого пальца, эта резьба правая. Совпадение подъема резьбы с направлением отогнутого большого пальца левой руки указывает, что данная резьба левая.
На винт с правой резьбой гайка наворачивается при вращении вправо (по часовой стрелке), на винт с левой резьбой — при вращении влево (против часовой стрелки).
Рис. 4. Левая (а) и правая (б) резьбы.
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
Остались вопросы?
Заполните форму и наши менеджеры свяжутся с вами
Как к вам обращаться:
Ваш номер телефона:
Нажимая кнопку «Отправить», Вы принимаете Условия и даёте своё согласие на обработку Ваших персональных данных, в соответствии с Политикой конфиденциальности
Токарный станок 9×20 с одноточечной резьбой
Токарный станок 9×20 с одноточечной резьбой
Токарный станок 9×20 Одноточечное нарезание резьбы
Последнее обновление:
вторник, 5 июля 2022 г., 16:59:26
Горный часовой пояс США
ДОМ
3-проводной метод,
60
град
Центр
Датчик ,
Справочник по нарезанию резьбы,
Выдвижной держатель для инструментов,
Токарные шестерни,
Передаточное число,
Индикатор резьбы,
Резьбовой микрометр,
Датчики резьбы,
Нарезание резьбы с ЧПУ
Потоки:
детали и основные формы резьбы,
чтение обозначений резьбы,
3-проводной метод измерения диаметров шага.
Также см. раздел «Ручное постукивание».
Столы
Метрические и дюймовые эквиваленты
Дюйм
в миллиметры переводная таблица
Таблица преобразования миллиметров в дюймы
Десятичный
Эквиваленты 8, 16, 32,
64-е
Десятичный
Эквиваленты сверл размером с букву
Десятичный
Эквиваленты сверла числового размера
Двойная глубина резьбы
американский
Национальная/унифицированная грубая/тонкая резьба
Размеры и размеры метчиков
американский
Стандартная винтовая резьба Acme
Размеры
Внешняя резьба ISO, средняя посадка
3-проводной метод
Комплект из 3 проводов (схема) и пластиковый провод с цветовой маркировкой
Держатели
(микрометрическая пятка), используемые для измерения
размер резьбы.
Калькулятор машиниста имеет
встроенные функции трехпроводного измерения.
Нажмите на связанные эскизы
#объявление
Нажмите на связанные миниатюры #ad
60 градусов по центру
Манометр
60 градусов
закаленная сталь с матовым хромированием
Старрет № C391
Центр (или «рыбий хвост») Калибр.
Различные шкалы измеряют резьбу на дюйм.
Двойная глубина American National
темы
показаны для разных размеров винтов, но резьба
лучше всего резать с использованием компаунда на
слева 29 градусов.
Эта насадка Starrett удобна для надежной фиксации центрального упора
.
токарная оправка или
лицевая панель при настройке внутреннего и внешнего
Резьбонарезной инструмент. Слот
содержащий плоскую пружину
держит манометр. V-образная канавка на другой стороне позволяет
найти вложение
против круглой части.
С использованием
центр
манометр для установки
угол резания долота 60 градусов.
При нарезании резьбы по стандарту США установите
соединение
ровно на 29 градусов,
отрегулировать инструмент чеканки
по центру и соответствовать положению
с
60
градусов центр. Переместите инструмент, чтобы просто коснуться
работа. Перепроверьте настройку. Подача
Подача
инструмент
, перемещая только компаунд.
С помощью соединения,
там меньше
напряжения на
бит инструмента и разрез чище.
НАРЕЗКА РЕЗЬБЫ НОМЕР РЕЗЬБА/ДЮЙМ
ГЛУБИНА@
29 градРЕЗЬБА/ДЮЙМ
ГЛУБИНА@
29 град
2
. 3713
18
. 04124
.1856
20
. 0371
5
. 1485
24
. 03106
. 123727
. 0275
7
. 1060
28
. 02658
. 092830
.0247
9
. 0825
32
. 023210
. 074236
. 0206
11
. 0675
40
. 018612
. 062048
. 0155
13
.0570
50
. 014814
. 053064
. 0116
16
. 0464
72
. 0103
Использование
угол приспособление
установить, а затем (четыре болта)
зафиксировать соединение токарного станка под углом 30 градусов.Выдвижной держатель насадок
Выдвижной
держатель бит инструмента.Токарные шестерни
Передаточные числа
Передаточные числа для различных скоростей подачи. Видеть
Шестерни реактивной подачи.Другой
Токарные станки 9х20 имеют дополнительный редуктор
размеры
та
взаимозаменяемы с JetБД-920Н.
Передаточные числа различаются в зависимости от машины (например,
Джет против.
Энко).
Я купил дополнительные размеры шестерен (например, 120 т), 127 т), чтобы иметь больше передаточных чисел.Индикатор резьбы
Ручной токарный станок имеет индикатор резьбы, который показывает
оператор когда закрывать
полуорех. Для нарезания резьбы с ЧПУ,
Mach4 использует импульс от шпинделя
9Датчик индекса 0006, чтобы знать, когда начинать
резка. По времени
индексных импульсов Mach4 рассчитывает подачу на
оборотов что соответствует
к шагу резьбы.
Например, за один оборот шпинделя токарного станка
а
Болт 1/4-20 имеет
резьба каждые 0,050″ (1/20).Резьбовой микрометр
Винт
резьбовой микрометр с пятью различными парами пяток
для измерения обоих
унифицированный и
метрический внешний диаметр шага.
от 0″ до 1″
диапазон измерения со шкалой 0,0001″.
Гораздо проще метод измерения шага
, чем трехпроводной метод.
ВИНТОВАЯ РЕЗЬБА МИКРОМЕТР
НАКОВАЛЬНИНАКОВАЛЬНЯ #
1
2
3
4
5
ДИАПАЗОН ТПИ
64 — 48
44 — 28
24 — 14
13 — 9
8 — 5
МЕТРИЧЕСКИЙ ДИАПАЗОН
0,4 — 0,5
0,6 — 0,9
1 — 1,75
2 — 3
3,5 — 5
Пары наковальни
четко обозначены
для диапазона высоты тона.Пример измерения
винт 1/4-20.
Микрометр
показание 0,2160″.
Значение шага таблицы равно 0,2164″.
Быстрый и точный инструмент для измерения резьбы.
Болт
может свободно вращаться вокруг
микрометровой наковальни
ось.Датчики резьбы
Стандартный унифицированный и метрический
резьбовые калибры.Нарезание резьбы с ЧПУ
Два видеоролика, демонстрирующие
Тайг ЧПУ
нарезание резьбы на токарном станке 3/8-16 алюминиевых болтов.
3-проводной метод,
60
град
Центр
Датчик ,
Справочник по нарезанию резьбы,Выдвижной держатель для инструментов,
Токарные шестерни,Передаточное число,
Индикатор резьбы,
Резьбовой микрометр,Датчики резьбы,
Нарезание резьбы с ЧПУ


ДОМ
Где находится шкала резьбы при нарезании резьбы на ручном токарном станке?
Токарный станок представляет собой осьминога с 500 руками.
Мне об этом напомнил начинающий слесарь, который спросил в гугле, где находится циферблат на леблоне для резьбы на ручном токарном станке .
Вот как выглядит циферблат с резьбой:
Если вам кажется, что вы боретесь с 500-руким осьминогом или смотрите на миллион переключателей и элементов управления в кабине самолета, у нас есть визуальное руководство, которое напомнит вам об этом. что срабатывать и где при нарезании резьбы на ручном токарном станке.
ГДЕ ЭТА НУЖНАЯ РЕЗЬБА?
При нарезании резьбы на ручном токарном станке вы можете ЛИБО всегда зацеплять полугайку ходового винта и возвращать каретку, изменяя направление вращения шпинделя с помощью электропривода …
… ИЛИ вы можете использовать шкалу резьбы или индикатор, который входит в зацепление с ходовым винтом и показывает, когда полугайка может быть задействована, так что инструмент будет резать по той же резьбе.
Вот изображение набора резьбы на ручном токарном станке LeBlond RKL:
Шкала резьбы состоит из червячного колеса, находящегося в зацеплении с ходовым винтом. Он соединен коротким стержнем с индикаторным циферблатом. Циферблат откалиброван четырьмя пронумерованными линиями и четырьмя другими посередине между ними.
Он соединен коротким стержнем с индикаторным циферблатом. Циферблат откалиброван четырьмя пронумерованными линиями и четырьмя другими посередине между ними.
Эти линии используются при нарезании резьбы на ручном токарном станке. При установке в положение линия становится отправной точкой для захвата нити и, во время дополнительных проходов, для достижения нужной глубины резьбы.
ПОБЕДИТЕ В МЕТКУ ПРИ НАРЕЗАНИИ РЕЗЬБЫ НА РУЧНОМ СТАНОКЕ
На шкале ниток нажмите кнопку, и она переместится внутрь.
Вы хотите каждый раз вставлять полугайку в одно и то же место.
Прежде чем навинтить полугайку, запустите станок и убедитесь, что токарный станок вращается медленно.
Проверьте шкалу ниток и убедитесь, что она вращается медленно. Если он не поворачивается, у вас большая головная боль.
При завинчивании полугайки вы должны убедиться, что ваши цифры на шкале резьбы или достигают вершины несколько раз. Найдите отметку вверху, где они совпадают во время вращения.
