Заточка сверла под нержавейку: Как заточить сверло под нержавейку. Как просверлить отверстие в нержавейке? Стоимость кобальтовых сверл
Содержание
Как заточить сверло по металлу своими руками от теории к практике
- Как понять, что сверло затупилось
- Как заточить сверло по металлу
- Немного теории
- Конструкция сверла
- Параметры, которые нужно восстановить
- Зависимость угла заточки от обрабатываемого материала
- Инструменты для проверки правильности заточки
- Способы заточки по выведению задней плоскости
- Способы заточки по количеству скосов на режущей кромке
- Подточка перемычки и ленточки
- Правила заточки
- Заточка сверла на точиле
- Видео инструкция по заточке
- Немного теории
- Как продлить срок службы сверла
Во время работы режущие кромки сверла постепенно притупляются, снижается его эффективность, увеличивается нагрев и время сверления. Сделать инструмент снова пригодным к работе можно самостоятельно, если разобраться, как заточить сверло.
Наточить сверло можно в домашних условиях, но лучше, если это делать в мастерской или оборудованной подсобке, где установлено точило. Выполнить правильную заточку это без опыта, по началу, будет сложно — для этого нужно немного практики, так сказать, набить руку.
Выполнить правильную заточку это без опыта, по началу, будет сложно — для этого нужно немного практики, так сказать, набить руку.
Свёрла
Восстановить остроту режущих кромок можно на обычном абразивном бруске, но это будет долгая и неблагодарная работа, на которую уйдет много времени и нервов. Для этого лучше подойдут следующие инструменты:
- обдирочно-заточный станок, по-простому называемый точилом;
- болгарка с установленным шлифовальным абразивным кругом;
- профессиональный станок для заточки сверл;
- специальная насадка на дрель для заточки сверл;
- другие приспособление для заточки сверл изготовленные своими руками.
Как понять, что сверло затупилось
Не стоит доводить инструмент до сильного затупления, т.к. затупившееся сверло быстрее нагревается, излишний нагрев может привести к его поломке. При поломке инструмента извлечь оставшиеся в отверстии части не всегда получается, что приводит к порче детали. К тому же осколки разлетаются в разные стороны и могут травмировать работника.
Затупившихся сверла по металлу
Посаженные сверла по металлу
Пакет с затупившимися сверлами
Признаки износа режущих кромок:
- быстрый нагрев сверла;
- появление скрипящего звука во время сверления;
- увеличивается время работы;
- на ощупь режущая кромка становится гладкой, округлой;
- появление заусенцев, сколов, неровностей на режущих поверхностях;
- степень износа хорошо видно, если смотреть через увеличительное стекло.
Затупившиеся сверла под лупой
Затупившиеся сверла под лупой
Как заточить сверло по металлу
Сам процесс заточки сверл по металлу не сложен и выполняется за пару минут, но только при наличии подходящего инструмента после беглого изучения теории и небольшой практики.
Немного теории
Для начала нужно разобраться с конструкцией инструмента и понять, каких его характеристики нужно будет восстановить, какие сохранить не испортив. В процессе понадобится инструмент для проверки углов и длин режущих кромок.
В процессе понадобится инструмент для проверки углов и длин режущих кромок.
Конструкция сверла
Сверло по металлу состоит из: хвостовика и рабочей части. Эти две части изготавливаются из разных металлов, которые соединяется в одну заготовку с помощью сварки. Хвостовик выполнен из стали, не подвергшейся закалке.
Рабочая часть выполняется из быстрорежущей закаленной инструментальной стали. Её можно условно разделить на несколько частей: калибрующую и режущую. На рабочей части находятся следующие элементы конструкции:
- две режущие кромки;
- две задние поверхности (затылок), идущие назад под наклоном от режущих кромок;
- две передние поверхности, находящиеся под режущей кромкой и переходящие в канавку для отвода стружки;
- перемычка на вершине между режущими кромками и задними поверхностями;
- две канавки для отвода стружки;
- две спинки, образующие внешнюю поверхность сверла;
- две ленточки, находящиеся на спинках.

Основные части спирального сверла по металлу
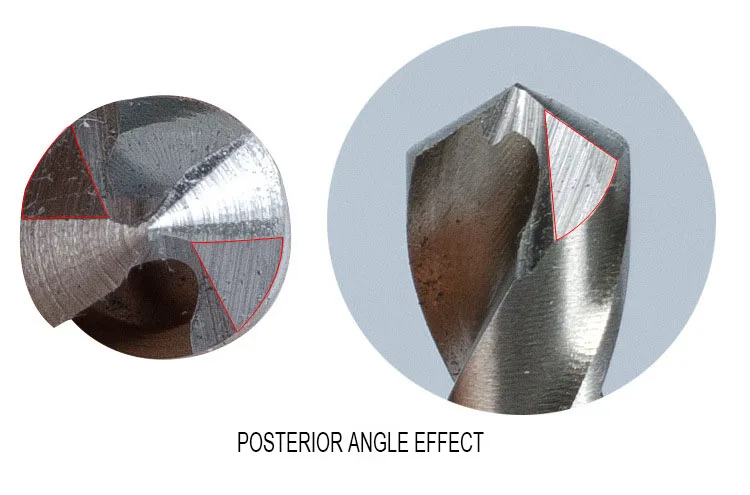
Режущая кромка образуется на пересечении поверхностей передней части (канавки) и задней части (затылка). Для восстановления остроты режущей кромки на точиле или другим инструментом обрабатывается именно задняя поверхность.
В процессе работы тупятся именно режущие кромки. При заточке нужно восстановить их остроту, геометрию, а так же угол при вершине между задней и передней частью.
Параметры, которые нужно восстановить
При правильной заточке сверла по металлу нужно восстановить следующие его параметры:
- Угол при вершине. Его образуют режущие кромки на пересечении с перемычкой. Значение угла должен быть, в пределах 116° — 118°. Но это значение не строгое, для работы с материалами разной твердости и вязкости оно может быть в пределах от 60° до 150°. Есть и частные случаи, при которых он достигает 180°.
- Угол между режущей кромкой и осью. Он составляет половину значения угла при вершине, т.
 е., примерно, 58° — 59°, если значении угла при вершине 116° — 118°. Он должен быть одинаковым для каждой из двух режущих кромок. Это очень важно, т.к. при его несимметричности работать будет только одна кромка, сверло будет быстро изнашиваться неравномерно, сильнее греться, хуже врезаться в материал.
е., примерно, 58° — 59°, если значении угла при вершине 116° — 118°. Он должен быть одинаковым для каждой из двух режущих кромок. Это очень важно, т.к. при его несимметричности работать будет только одна кромка, сверло будет быстро изнашиваться неравномерно, сильнее греться, хуже врезаться в материал. - Форма и длина режущих кромок. Длины режущих кромок должны быть равны с двух сторон. Длина кромки измеряется от центра перемычки до края (боковой вершины). Если длины режущих кромок будут разными, то появится биение при сверлении, а диаметр отверстия будет больше номинала, указанного на сверле. В редких случаях режущие кромки намеренно делают разной длины, чтобы получить отверстие немного больше номинального диаметра.
- Задний угол резания. Один из важнейших параметров при восстановлении, если его не соблюсти, то производительность сверления может уменьшиться несколько раз, вплоть до полной потери работоспособности. В зависимости от обрабатываемого материала он может изменяться в пределах от 7° до 17°.

Угол при вершине сверла
Значение заднего угла резания
Угол между кромкой и перемычкой
Зависимость угла заточки от обрабатываемого материала
Значение угла заточки при вершине и заднего угла резания при работе с металлом и другими материалами может отличаться в большую или в меньшую сторону. Чем меньше угол при вершине – тем длиннее режущая кромка, что положительно сказывается на теплоотводе, стойкости сверла. С уменьшением угла снижается прочность, а при его увеличении будет сложнее удерживать инструмент по центру в начале сверления.
Значение угла при вершине необходимо выбирать, отталкиваясь от твердости материала, который нужно обрабатывать. Чем материал тверже — тем больше должен быть угол при вершине.
Угол при вершине 118° ±2° с задним углом от 7° до 12° считается универсальным, их имеют в виду, когда говорят о спиральном сверле по металлу без указания материала для обработки. Именно эти углы именно эти углы мы будем рассматривать в данной статье для примера, как типовые.
Таблица с углами заточки сверла по металлу, рекомендованными при работе с разными материалами:
| Обрабатываемые материалы | Углы при вершине | Задний угол резания |
|---|---|---|
| Мягкие породы дерева, резина, мягкие волокнистые материалы, пластмассы | 60° | 12°-15° |
| Твердые сорта дерева, бакелит, твердые резины, твердые волокнистые материалы, мягкий чугун (ковкий чугун) | 90° | 12°-15° |
| Жаропрочные и коррозионностойкие стали и их сплавы, нержавейка | 127° | 12°-14° |
| Инструментальная сталь | 118°-150° | 7°-15° |
| Медь | 100°-118° | 12°-15° |
| Медные сплавы | 118°-150° | 12°-15° |
| Алюминиевые сплавы | 90°-140° | 12°-17° |
| Магниевые сплавы | 70°-118° | 12° |
| Титановые сплавы | 135°-140° | 12° |
Конструкционные и мягкие стали, чугун, твердая бронза. При работе с чугунным литьем на сверлах диаметром от 12 мм выполняется двойная заточка с углом переходной кромки 70°-75°. При работе с чугунным литьем на сверлах диаметром от 12 мм выполняется двойная заточка с углом переходной кромки 70°-75°. | 118° ±2° | 7°-12° |
Инструменты для проверки правильности заточки
Для проверки правильности углов и длин пользуются разными измерительными инструментами: транспортиром, угломером, штангенциркулем линейкой и т.д. Так же можно использовать шаблон для заточки сверл, на котором уже есть все правильные углы и нанесена шкала для проверки дин кромок. Такие шаблоны для проверки можно купить в магазине, но найти их в продаже будет сложно.
Шаблон для проверки заточки можно изготовить своими руками из листовой стали, жести или нержавейки по образцам шаблонов из магазина на изображениях выше, нанести на него разметку метчиком или алмазным карандашом. Либо сделать самый простой шаблон из двух или трех гаек. Гайка идеально подходит для этих целей, т.к. она является правильным шестиугольником, каждый внутренний угол которого равен 120 градусам. При соединении двух гаек угол между их гранями так же будет равен 120 градусам.
При соединении двух гаек угол между их гранями так же будет равен 120 градусам.
Такое приспособление подойдет только чтобы проверить угол при вершине. Гайки можно скрепить на сварку или на термоклей. Для этого гайки нужно нагреть, чтобы об них плавился термоклеевой стержень, намазать термоклеем, плотно прижать друг к другу и держать их так, пока они не остынут. Несмотря на кажущуюся хлипкость, скрепленные термоклеем гайки будут держаться очень крепко.
Сверла и гайки
Углы гайки и связки гаек
Проверка угла заточки при вершине сверла связкой гаек
Способы заточки по выведению задней плоскости
Существует несколько основных способов правильной заточки свёрл. Они отличаются по способу выведения задней плоскости, ее геометрией, сложности выполнения и итоговым характеристикам инструмента:
- Одноплоскостная заточка. Способ, при котором вся задняя поверхность образует одну плоскость под углом равным заднему углу резания.
 Применяется для свёрл диаметром до 3 миллиметров включительно, для которых сложно выполнить заточку по двум плоскостям. При этом задний угол резания выбирается в диапазоне от 15° до 25°. Если сделать его меньше, то задняя часть начинает задевать обрабатываемый материал и препятствовать сверлению. Его можно применять для сверл диаметром более 3 мм, при этом задний угол резания выбирается в зависимости от обрабатываемого материала 7° — 17°. Но придется удалить затылочную часть, сделав дополнительный скос под углом 15° — 25°.
Применяется для свёрл диаметром до 3 миллиметров включительно, для которых сложно выполнить заточку по двум плоскостям. При этом задний угол резания выбирается в диапазоне от 15° до 25°. Если сделать его меньше, то задняя часть начинает задевать обрабатываемый материал и препятствовать сверлению. Его можно применять для сверл диаметром более 3 мм, при этом задний угол резания выбирается в зависимости от обрабатываемого материала 7° — 17°. Но придется удалить затылочную часть, сделав дополнительный скос под углом 15° — 25°. - Двухплоскостная (двухгранная). На задней поверхности зуба по отдельности затачиваются две плоскости под разными углами. Первая прилегает к режущей кромке и образует задний угол резания под углом 7° — 17°, выбираемым для обрабатываемого материала. Вторая плоскость стачивается под углом от 25° до 40°. Ребро пересечения плоскостей проходит через ось сверла под углом от 0 до 40° к главной кромке. Большой задний угол второй плоскости уменьшает осевую силу и увеличивает точность сверления, но резкий наклон ослабляет режущий клин, уменьшает его жёсткость и ухудшает теплоотвод.
 Поэтому для работы с высокопрочными материалами выбирают угол 25° — 30°, для средней и низкой прочности 35° — 40°.
Поэтому для работы с высокопрочными материалами выбирают угол 25° — 30°, для средней и низкой прочности 35° — 40°. - Коническая (криволинейная). Наиболее распространенный способ, который мы и будим рассматривать далее. Задний угол при такой заточке плавно увеличивается от режущей кромки и по всей задней поверхности. Т.е. задняя поверхность становится не одной прямой плоскостью, а приобретает криволинейную форму. У режущей кромки угол должен соответствовать значению от 7° до 17°, выбранному для обработки конкретных материалов. Выполнить коническую заточку сложнее, чем прямолинейные, потребуется больше практики чтобы «набить руку». В процессе слегка подкручивают хвостовик сверла сверху вниз, за счет чего на задней поверхности создается округлая форма, по форме напоминающая конус.
Способы выведения задней плоскости при заточке сверла
Есть и другие способы заточки, они отличаются как оборудованием, на котором их можно выполнять, так и получающейся в итоге формой задней части зуба:
- винтовой и его подвиды: винтовой с заострением, сложно-винтовой;
- цилиндрический;
- эллиптический;
- фасонный.
Винтовые способы применяются в станках для изготовления и заточки сверл на производстве. Описывать механизм их выполнения нет смысла, т.к. вручную этот процесс повторить не получится. Цилиндрический способ является частным случаем конической заточки и используется очень редко.
Эллиптический способ один из самых простых, но для него нужны полые абразивные камни специфической формы, которые очень быстро изнашиваются. Для фасонной заточки так же нужны абразивные круги разной формы не прямого профиля. Поэтому в данной статье мы их рассматривать не будем.
Способы заточки по количеству скосов на режущей кромке
Способы заточки разделяют по количеству образующихся режущих кромок. При этом угол при вершине будет не постоянный – он будет изменяться шагами от большего у центральной вершины к меньшему на боковых вершинах. Делается это для того, чтобы равномерно распределить отвод тепла и уменьшить нагрев инструмента по мере увеличения его диаметра, т.к. режущая кромка греется не равномерно — в центре греется меньше, чем на краях.
Выделяют следующие способы:
- Одинарную (нормальную). Самый распространенный способ, который мы будем рассматривать далее. При нормальной заточке геометрия режущей кромки не меняется – она остается ровной на всем ее протяжении.
- Двойную (двухугловую). Применяют для свёрл диаметром от 12 миллиметров для обработки твердых сталей и чугунных отливок. Заточка выполняется под двумя углами при вершине. Сначала на угол 116° — 140° по всей поверхности режущей кромки, как при нормальной (одинарной). После уменьшаем его на 40° — 50° на длине, соответствующей 1/5 диаметра сверла от внешнего края. При этом образуются две режущих кромки: главная или зона первой заточки и переходная – зона второй заточки. Режущая кромка становится длиннее, за счет чего улучшается теплоотвод, улучшается отвод стружки из-за ее дробления, значительно возрастает стойкость.
Виды заточки по количеству углов при вершине
В интернете можно встретить такой термин, как трехугловая заточка свёрл, но это, по сути, двухугловая с подточкой ленточки со снятием фаски по всей внешней кромке. Данный способ подточки ленточки применяется как при двухугловой, так и при нормальной заточке.
Подточка перемычки и ленточки
Дополнительно к основной заточке можно подточить перемычку и ленточку. Не обработанная перемычка создает значительное сопротивление сверлению – продвижению сверла вглубь обрабатываемого материала. Чтобы уменьшить сопротивление перемычку подтачивают с двух сторон, но не полностью. Полное стачивание перемычки недопустимо, при этом заточку инструмента придется начинать заново, чтобы ее восстановить.
Есть несколько типов подточки перемычной кромки:
- с канавкой для отвода стружки;
- с увеличением передних углов на кромке перемычки;
- с увеличением передних углов на кромке перемычки и подрезанием задней части зуба;
- со стачиванием части перемычки;
- со стачиванием части перемычки и подточкой режущих кромок;
- с прорезкой перемычки.
Типы подточки поперечной кромки сверла
Мы будем рассматривать только один способ с увеличением передних углов на кромке перемычки, но выполнять его будем абразивным кругом с прямоугольным профилем, при этом немного будут подтачиваться задние кромки, как в способе с подрезанием задней части зуба.
Подточку перемычки нужно выполнять со стороны канавок по очереди с двух сторон. Сверло устанавливается так, чтобы угол между его осью и подручником был примерно равен 45 градусам. Угол, относительно плоскости боковой поверхности диска выбирается в диапазоне от 0 до 10 градусов в зависимости от обрабатываемого материала, чем мягче материал – тем он больше.
Положение сверла в горизонтальной плоскости для стачивания перемычки
Положение сверла в вертикальной плоскости для стачивания перемычки
Перемычку стачивают на глубину 0.1 — 0.15 диаметра инструмента. В результате повышается стойкость, инструмент лучше врезается в материал, повышается производительность сверления, уменьшается усилие подачи. Перемычку можно подточить на сверле любого диаметра, но для диаметров менее 5 миллиметров понадобятся специальные инструменты, например, алмазный надфиль.
При выполнении двухплоскостной заточки подточка перемычки не потребуется, т.к. она при этом уже будет подточена по условию выполнения двухплоскостной заточки.
Ленточка, а точнее ее боковая вершина — это самое уязвимое место сверла и её так же можно подточить, сделав небольшую фаску, что увеличит стойкость инструмента, продлит срок его службы. Подточка происходить по всей длине внешней кромки начиная от боковой вершины на ленточке. Кромка подрезается под углом 6° — 8°, фаска при этом получается шириной 0.1 – 0.2 мм и больше, это зависит от диаметра сверла. Этот способ применяется при диаметре инструмента более 12 мм для обработки твердых и неоднородных материалов.
Снятие фаски на ленточке
Фаска, снятая со стороны ленточки
При работе с материалами, требующими повышенной остроты сверла подрезание фаски на боковой грани и ленточке не выполняется. Для таких работ ленточку нужно подточить со стороны канавки, т.е. передней грани.
Подточка ленточки со стороны канавки
Ленточка, подточенная со стороны канавки
Правила заточки
Для заточки сверл в мастерских и на производстве, чаще всего, используют точило, реже специальное оборудование. В процессе восстановления режущей грани нужно придерживаться следующих правил:
В процессе восстановления режущей грани нужно придерживаться следующих правил:
- чем твёрже материал, из которого изготовлено сверло, тем с меньшей скоростью следует его обрабатывать;
- нужно соблюдать короткие циклы заточки, за одно касание круга снимать незначительный слой материала, не давая инструменту нагреваться;
- сверло не прижимается сильно к точильному кругу — это увеличит его нагрев;
- периодически охлаждайте сверло, например, в, заранее приготовленной, баночке с холодной водой.
Во время заточки нельзя допускать перегрева сверла, он приведет к растрескиванию, размягчению металла, снижению стойкости инструмента. Понять, что металл сильно греется можно по изменению его цвета.
При заточке поверхности зачищают до тех пор, пока не исчезнут все сколы и зазубрины. Нужно стремиться сделать их идеально гладкими, контролируя при этом все необходимые углы и длины граней.
Заточка сверла на точиле
Спиральные сверла по металлу, чаще всего, точат на точиле, его еще называют наждаком, точильно-полировальным, обдирочно-заточным или просто станком для заточки. Точило используют для обработки металлических заготовок и деталей, их шлифовки и заточки. Оно прекрасно подходит для заточки спиральных и других видов свёрл.
Точило используют для обработки металлических заготовок и деталей, их шлифовки и заточки. Оно прекрасно подходит для заточки спиральных и других видов свёрл.
Станок для заточки Makita
Станок для заточки Elitech
Станок для заточки Patriot
Для заточки понадобится абразивный круг из белого электрокорунда прямого профиля. Его марка должна быть 14А (A) или 25А (WA). Они предназначены для обработки углеродистых, легированных, быстрорежущих и нержавеющих марок сталей, заточки стального закаленного инструмента.
Абразивные круги так же называют наждачными и шлифовальными кругами. Реже их называют наждачными и шлифовальными камнями.
Белые абразивные круги
Рабочая поверхность камня должна быть ровной, без закруглений, выбоин и впадин. Если на поверхности есть дефекты, то их нужно устранить правилом, это процесс называется правкой шлифовального круга. При этом его поверхность стачивается, приобретая нужную форму, в данном случае – плоскую.
Для правки шлифовального камня используют алмазные и эльборовые карандаши (вставки), алмазные правящие гребенки, реже пользуются шарошками, подручными материалами, отрезными кругами с алмазным и эльборовым покрытием.
Алмазные правящие гребенки
Алмазные карандаши для правки шлифовальных кругов
Шарошкодержатель с шарошками
Процесс правки шлифовальных кругов разными правящими инструментами хорошо представлен в данном видео ролике:
На точиле должен быть установлен подручник, без него будет сложно выполнить качественную заточку. Подручник — это, чаще всего, металлическая регулируемая платформа, которая устанавливается перед диском для того, чтобы на нее можно было опереться или использовать как направляющую при работе с наждаком.
Подручник нужно выставить горизонтально, чтобы его верхняя плоскость была на одном уровне с осью вращения наждачного круга. Зазор между кругом и подручником нужно сделать минимально возможным, зазор в один миллиметр будет идеальным для заточки.
Выставленный подручник на точиле
Для примера рассмотрим выполнение конической одинарной заточки с подрезанием перемычки. Т.к. данный вид заточки, хоть и не самый простой, но самый распространенный и подходит для восстановления остроты свёрл диаметром от 3 миллиметров.
Убедитесь в том, что на точило установлен камень из белого электрокорунда, его геометрия выправлена, а подручник установлен на одном горизонтальном уровне с осью вращения абразивного круга и на расстоянии в 1 мм от его поверхности.
Важно! По технике безопасности у точила запрещено работать в перчатках, не важно, тканевые они или медицинские. Это актуально для любых станков, где есть вращающиеся части из-за угрозы наматывания материала и затягивания частей тела.
Для начала нужно проработать все действия с выключенным точилом. На подручнике нужно нарисовать маркером линию под углом в 60 градусов к плоскости торца наждачного круга. Это нужно, чтобы вывести угол при вершине, примерно, в 120 градусов.
Рисуем на подручнике линию под углом 60 градусов
Сверло нужно взять двумя руками, ведущей рукой за рабочую часть, второй рукой – за хвостовик. После его нужно положить на подручник так, чтобы его боковая грань при взгляде сверху совпала с линией, нарисованной на подручнике.
Между подручником и сверлом нужно положить указательный палец – он будет исполнять роль качели при конической заточке. Когда инструмент лежит на пальце, то между ним и наждачным кругом образуется угол, примерно равный 7° — 12°. Именно это значение нужно выдержать на режущей кромке.
Берем сверло в руки и кладем на подручник
Теперь нужно отработать движения, которыми будет производиться коническая заточка. Слегка придавливаем переднюю кромку сверла к наждаку, при этом кромка должна находиться в горизонтальной плоскости. Далее медленно опускаем хвостовик вниз, не ослабляя прижим, до тех пор, пока на поверхности круга не будет лежать задняя часть задней поверхности. При этом круг должен провернуться.
Далее медленно опускаем хвостовик вниз, не ослабляя прижим, до тех пор, пока на поверхности круга не будет лежать задняя часть задней поверхности. При этом круг должен провернуться.
Отрабатываем движения для заточки на выключенном точиле
Отводим сверло назад от круга, переворачиваем его другой режущей кромкой и снова прикладываем к кругу в том же положении, которое было в первый раз. Повторяем колебательное движение хвостовиком так, чтобы наждак опять провернулся. Данное движение с поворотом наждака и переворотом сверла нужно отработать несколько раз, до тех пор, пока оно не будет выполняться автоматически.
После можно включать точило и приступать к заточке. В процессе выполняются всё те же действия:
- выравниваем сверло по нарисованной на подручнике отметке на угол 60° к точилу;
- прикладываем к точилу переднюю кромку, следя за ее горизонтальным положением;
- опускаем хвостовик до полной обработки задней грани;
- отводим и переворачиваем на 180° вокруг оси;
- повторяем весь процесс.

Процесс заточки сверла на точиле
Переворачиваем сверло и точим вторую режущую кромку
После выполнения нескольких подходов, когда при визуальном осмотре, режущие кромки будут гладкие и острые, а на задней части будет закругленный скос, нужно проверить соответствие углов и длин режущих кромок. Для этого желательно иметь под рукой специальный шаблон, угломер или транспортир для измерения углов заточки и штангенциркуль для измерения длин режущих кромок.
Первая ошибка, которую можно допустить в процессе заточки и выявить при проверке – это заваливание режущей кромки вперед. Из-за чего она не будет самой высокой точкой зуба, а на задней поверхности будет своеобразна возвышенность, горка. При этом сверло работать не будет, т.к. при сверлении оно просто будет тереться задней поверхностью о материал. Ошибку нужно исправить, выполнив заточку заново.
Правильная и неправильная заточка сверла по металлу
Второе, что нужно проверить – это соответствие длин режущих кромок, измеряемое от центральной точки на перемычке до боковых вершин режущих кромок. Эти расстояния должны соответствовать с двух сторон, иначе отверстие при сверлении будет разбиваться, его итоговый диаметр будет больше номинала, указанного на сверле.
Эти расстояния должны соответствовать с двух сторон, иначе отверстие при сверлении будет разбиваться, его итоговый диаметр будет больше номинала, указанного на сверле.
Проверка штангенциркулем соответствия длин режущих кромок
Далее проверяем угол при вершине сверла при помощи специального или самодельного шаблона. При проверке можно обнаружить, что угол получился немного больше или меньше, чем 120 градусов, в целом, на это можно закрыть глаза и оставить как есть. Но, если угол при вершине у одного зуба будет больше, чем у второго, то это нужно исправлять, иначе одна сторона сверла работать не будет, а вторая будет сильно греться и быстрее изнашиваться
Угол при вершине соответствует 120 градусам
Угол при вершине немного больше 120 градусов
Финальным этапом проверки будет сверление какой-то ненужной металлической заготовки. При этом сверло должно вгрызаться в металл плавно, без биения от центра, стружка должна равномерно выходить с двух сторон из канавок в одинаковом количестве. Получившееся отверстие не должно превышать номинальный диаметр, указанный на сверле, более чем на 0.05 – 0.1 см.
Получившееся отверстие не должно превышать номинальный диаметр, указанный на сверле, более чем на 0.05 – 0.1 см.
Равномерный выход металлической стружки по канавкам сверла
Сверление металлической заготовки
Теперь можно выполнить подточку перемычки, что должно уменьшить усилие при сверлении, инструмент будет лучше врезаться в металл, а его стойкость повысится.
Стачивание перемычки
Видео инструкция по заточке
Так же мы настоятельно рекомендуем посмотреть видео инструкцию по заточке спиральных сверл на точиле от Виктора Леонтьева. В этом видео подробно рассказывается обо всем процессе заточки, начиная с теории и заканчивая практикой.
Как продлить срок службы сверла
«Посадить» сверло не сложно, сложнее будет вернуть ему работоспособность. Чтобы продлить срок его службы нужно помнить о следующих правилах работы:
Чтобы продлить срок его службы нужно помнить о следующих правилах работы:
- Не допускайте перегрева свёрл. Перегрев рабочей части сверла способствует размягчению металла, его быстрому затуплению.
- Подберите скорость вращения. Скорость вращения сверла подбирают в зависимости от его типа и диаметра. Для разных материалов нужное число оборотов при одинаковом диаметре сверла так же будет отличаться.
- Смазывайте сверло. При сверлении отверстий в металле возникает сильное трение между сверлом и заготовкой, что приводит к его перегреву и быстрому износу. Для уменьшения трения в место соприкосновения сверла с деталью подливают машинное масло.
- Извлекайте стружку. При работе с деревом нужно часто извлекать сверло и очищать его от набившейся стружки. Ее избыток может привести к перегреву, а так же сверло может застрять в детали и сломаться. Давайте сверлу остывать между погружениями.
- Делайте отверстия в металле за несколько проходов.
 Если необходимо просверлить отверстие диаметром более 6 мм, желательно делать это за несколько проходов сверлами разного диаметра, постепенно увеличивая диаметр на 5-6 мм. Это так же позволит просверлить размеченные отверстия точнее.
Если необходимо просверлить отверстие диаметром более 6 мм, желательно делать это за несколько проходов сверлами разного диаметра, постепенно увеличивая диаметр на 5-6 мм. Это так же позволит просверлить размеченные отверстия точнее. - При заточке подтачивайте перемычку и ленточку. Это повысит стойкость, сверло будет лучше врезается в материал, возрастает производительность сверления, уменьшается усилие подачи.
Ниже приведена таблица с приблизительными значениями количества оборотов в минуту в зависимости от диаметра сверла и обрабатываемого материала.
| Ø, мм | Мягкие породы дерева | Твердые породы дерева | Сталь | Медь | Алюминий |
|---|---|---|---|---|---|
| Спиральные сверла по металлу | |||||
| до 6 | 3000 | 3000 | 3000 | 3000 | 3000 |
| 6-10 | 3000 | 1500 | 1000 | 1200 | 2500 |
| 10-16 | 1500 | 750 | 600 | 750 | 1500 |
| 16-25 | 750 | 500 | 350 | 400 | 1000 |
| Спиральные сверла с подрезателем по дереву | |||||
| до 3 | 1800 | 1200 | — | — | — |
| 6 | 1800 | 1000 | — | — | — |
| 9 | 1800 | 750 | — | — | — |
| 12 | 1800 | 750 | — | — | — |
| 16 | 1800 | 500 | — | — | — |
| 19 | 1400 | 250 | — | — | — |
| 22 | 1200 | 250 | — | — | — |
| 25 | 100 | 250 | — | — | — |
| Перьевое (перовое) сверло по дереву | |||||
| до 12 | 2000 | 1500 | — | — | — |
| 12-25 | 1750 | 1500 | — | — | — |
| 25-39 | 1500 | 1000 | — | — | — |
Правила острой заточки сверл — простые способы
Главная » Инструменты и оборудование » Механизированные » Шуруповерты, дрели и перфораторы
Опубликовано: Рубрика: Шуруповерты, дрели и перфораторыАвтор: Andrey Ku
Со временем даже самые острые сверла могут затупиться. Выкидывать их жалко, а работать с затупившимся сверлом сложно, а иногда опасно. Давайте попробуем разобраться, как исправить эту проблему и наточить сверло, чтобы не пришлось тратиться на новое. Мы ведь не выкидываем кухонный нож или топор, если они затупились. Мы их точим, и точно такую же процедуру можно провести со сверлами.
Когда точить сверло?
Вот признаки, наличие которых говорит о том, что сверло пора точить:
- сверло при работе скрипит;
- стружка выходит не в виде спиралек, а небольшими кусками, крошкой;
- сверло после работы перегрето.
Наличие даже одного из этих признаков свидетельствует о том, что пришла пора точить сверло. Ведь при работе с затупившимся сверлом можно нажить неприятностей. Ниже рисунок, иллюстрирующий вид режущих кромок, которые необходимо затачивать.
Ведь при работе с затупившимся сверлом можно нажить неприятностей. Ниже рисунок, иллюстрирующий вид режущих кромок, которые необходимо затачивать.
Опасности при использовании тупого сверла
Как и любой другой инструмент, сверло должно быть исправно, для того чтобы работать долго и безупречно. Рассмотрим, какие могут быть последствия работы с затупившимся сверлом:
- Возросшее время работы. Вы потратите на сверление гораздо дольше времени, если сверло будет тупое.
- Повышенная нагрузка на инструмент. Ваша дрель или перфоратор могут не справиться с возросшими нагрузками и перегореть, ведь приходится прикладывать большее усилие при сверлении.
- Перегрев сверла. От перегрева может поменяться характеристика самого сверла, оно может стать более мягким или хрупким.
- Сверло сломается. Очень неприятное последствие, ведь достать обломок сверла иногда очень проблематично.
Виды инструментов для заточки
Так как заточка сверла – это тоже рабочий процесс, он подразумевает использование специальных инструментов. Рассмотрим, какие бывают инструменты:
Рассмотрим, какие бывают инструменты:
- Напильник, надфиль, алмазный брусок. Именно ими мы привыкли точить режущий инструмент: ножи, топоры, косы. Но пытаться наточить напильником или надфилем сверло – неблагодарная работа. Вы, скорее всего, потратите кучу времени, сотрете вышеперечисленные приспособления для затачивания, но нужного результата не добьетесь. Ведь при ручной работе трудно выдержать нужный угол режущей кромки, а именно от правильного угла зависит безупречная работа сверла.
- Заточный станок. Пожалуй, самый распространенный инструмент для затачивания сверл. Позволяет достаточно быстро наточить сверло.
- Шлифовальная машина (болгарка). Промежуточный вариант между ручной заточкой с помощью напильника и работой на заточном станке. Может получиться, если обладать крепкими руками и определенной сноровкой.
- Шлифовальная насадка на дрель. Упрощает работу по заточке до очень простых действий. Достаточно вставить сверло в отверстие насадки и включить дрель на 5–10 секунд.
 После это повернуть сверло в насадке на 180 градусов и снова включить дрель.
После это повернуть сверло в насадке на 180 градусов и снова включить дрель. - Стационарный прибор. Устройство для самостоятельной заточки сверл. Можно изготовить самому. Единственный недостаток – полное отсутствие мобильности.
Простые правила острой заточки
Итак, рассмотрим простые правила, которые помогут облегчить работу и улучшить результат при заточке сверла.
- Подберите правильный угол заточки режущих кромок. Он меняется в зависимости от вида металла.
Так, для меди и других мягких металлов угол должен быть 100 градусов.
Для металлов средней твёрдости, таких как алюминий и бронза, угол должен составлять 118 градусов.
Для нержавеющей стали – угол 140 градусов.
- Используйте при заточке шаблоны, которые можно изготовить из листа мягкого металла. Они помогут проверить угол режущих поверхностей на вершине сверла и угол между задней поверхностью и канавкой.
- Для того, чтобы было легче контролировать градус заточки, нарисуйте на подручнике заточного станка фломастером линию, на которую будете укладывать сверло при заточке.

- Смачивайте сверло водой при затачивании. Это поможет избежать перегрева и сделать кромки более острыми.
- Располагайте сверло так, чтобы режущая кромка всегда была строго горизонтально к абразивному кругу.
- Обрабатывайте сверло короткими и недолгими движениями, чтобы избежать перегрева. В процессе можно охлаждать сверло в воде.
При выполнении этих простых правил вы сможете быстро и остро заточить свое сверло.
0
Понравилась статья? Поделиться с друзьями:
Инструменты — Курилка-болталка — ЕмКолбаски
34 ответов в этой теме
: сообщение №1
Bee happy
Опубликовано 01 Ноябрь 2017 — 00:22
особое удовольствие доставило сверление отверстий в нержавейке
Тем, у кого возникнет подобная необходимость, рекомендую вот такую заточку сверла:
Не рвёт тонкий металл, оставляет очень ровное, точное отверстие.
- Eugeny, Вячеслав Н., валик и еще одному пользователю это нравится
- Наверх
: сообщение №2
colibri *
Опубликовано 01 Ноябрь 2017 — 00:29
Тем, у кого возникнет подобная необходимость, рекомендую вот такую заточку сверла:
Я бы сказал тут главное не заточка а материал сверла, нужны кобальтовые (в пост советских реалиях маркировка HSS-Co), просто быстрорежущие не подойдут.
Но заточка (угол) тоже важен, тут сложно поспорить, но опять же если без кобальта, то никакая заточка не поможет.
Сообщение изменено: colibri, 01 Ноябрь 2017 — 00:39.
- Наверх
: сообщение №3
viktor25
Опубликовано 01 Ноябрь 2017 — 00:50
Bee happy, есть такие сверла по дереву, хорошо сверлить листовой металл ступенчатым сверлом.
- Это нравится: Вячеслав Н.
- Наверх
: сообщение №4
colibri *
Опубликовано 01 Ноябрь 2017 — 00:51
есть такие сверла по дереву, хорошо сверлить листовой металл ступенчатым сверлом.

Есть у меня такие, но они не работают по нержавейке. Они просто HSS.
Сообщение изменено: colibri, 01 Ноябрь 2017 — 00:53.
- Наверх
: сообщение №5
viktor25
Опубликовано 01 Ноябрь 2017 — 00:56
У меня работают.
- Это нравится: Вячеслав Н.
- Наверх
: сообщение №6
colibri *
Опубликовано 01 Ноябрь 2017 — 01:01
меня работают.

По нержавейке? Удивительно, можно детально что за сверло?
- Наверх
: сообщение №7
viktor25
Опубликовано 01 Ноябрь 2017 — 04:09
colibri,одно если не ошибаюсь фирма Rapid 4-32мм, и такой набор из 3-х штук.
- Это нравится: Вячеслав Н.
- Наверх
: сообщение №8
colibri *
Опубликовано 01 Ноябрь 2017 — 10:59
одно если не ошибаюсь фирма Rapid 4-32мм, и такой набор из 3-х штук.
У меня есть такие, правда из Китая, хоть на них и заявленно HSS, они реально работают только с деревом, пластиком и мягкими металами. Может конечно эти другие, не знаю, но с другой стороны хорошее кобальтовое сверло стоит больших денег, например
- Наверх
: сообщение №9
CODEONETEAM
Опубликовано 01 Ноябрь 2017 — 11:07
colibri, Bosch давно не имеет ничего общего с хорошими расходниками (с редкими исключениями). Лучше смотреть в сторону Hilti, Irwin, Milwaukee и т.п.
- virafa, Вячеслав44, Дед Вова и еще одному пользователю это нравится
- Наверх
: сообщение №10
Зевс
Опубликовано 01 Ноябрь 2017 — 12:13
У меня есть есть такая машинка Девальт с аккумулятором 18 вольт 5 ампер,
короче Макита отдыхает. Электрическими не пользуюсь уже давно, исключение если бетон надо сверлить.
Электрическими не пользуюсь уже давно, исключение если бетон надо сверлить.
Есть обыкновенные по форсе свёрла для твёрдых металлов высверливают даже инструментальную сталь, правда медленно но…
Сообщение изменено: Зевс, 01 Ноябрь 2017 — 12:14.
- Наверх
: сообщение №11
CODEONETEAM
Опубликовано 01 Ноябрь 2017 — 12:47
Популярное сообщение
Зевс, у меня такое чудо от Metabo:
Просто нереально продуманный девайс (быстросъемный патрон, быстросъемный держатель бит, плюс после съема патрона получаем стандартный шестигранник с магнитным держателем).
- Зевс, Oleg, stalev и 4 другим пользователям это нравится
- Наверх
: сообщение №12
Вячеслав Н.
Опубликовано 01 Ноябрь 2017 — 13:08
colibri, Добрый день, я ступенчатым сверлом 4-32мм полностью просверлил отверстия в трубе нержавейке Д- 114мм и стенка 2мм, одно отверстие 32мм, второе 20мм, и два по 22мм сделал дымогенератор, как у Павла в Емколбаски, только есть особенность сверлить в нержавейке, сверлить только шуруповертом, там малые обороты и смазка для буров в тюбике продается и сверлить неспеша, HSS — это западное обозначение режущей стали, а у нас Р6М5 быстрорежущие стали.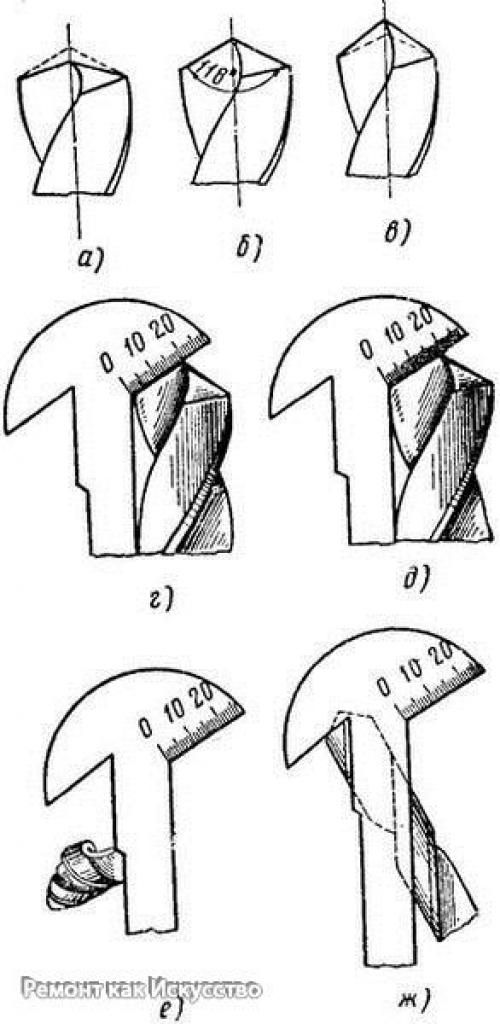
- Это нравится: sser776
- Наверх
: сообщение №13
Зевс
Опубликовано 01 Ноябрь 2017 — 13:16
у меня такое чудо от Metabo:
Метабо тоже хорошая и дорогая машина.
Бош машины различаются по цвету, зелёные для домашних потребителей не очень хорошие но професианального уровня машины голубого цвета уровень на много выше 18 вольт 4 ампер.
так что Бош тоже достаточно хорошая машина.
У нас на работе только бош и макита, в основном макита.
Сообщение изменено: Зевс, 01 Ноябрь 2017 — 13:19.
- Наверх
: сообщение №14
CODEONETEAM
Опубликовано 01 Ноябрь 2017 — 13:26
Зевс, Pro серия у Bosch действительно неплоха, но бытовая просто хлам, для нетребовательных я бы посоветовал Ryobi, у меня весь редко используемый инструмент от этого производителя, у них есть еще одна очень достойная торговая марка, это Milwaukee, амеры по ним улетают и неспроста.
- Это нравится: Алёша
- Наверх
: сообщение №15
Константин М
Опубликовано 01 Ноябрь 2017 — 15:29
А мне нравятся такие сверла — DeWalt Extreme 2 HSS-G
Правда должен сказать, что такая форма идет от 5 мм ( примерно ) , а более тонкие торчащего выступа не имеют, но сверлят хорошо.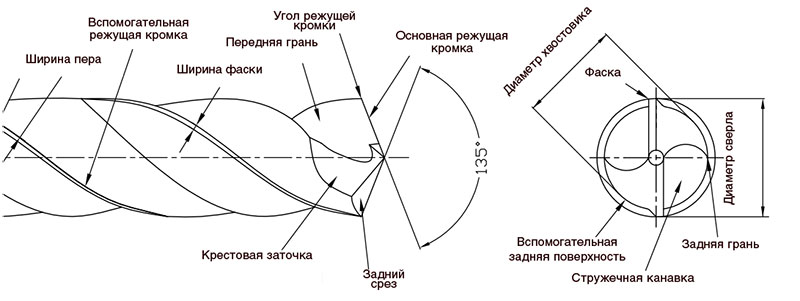 Стоит дорого.
Стоит дорого.
Любое сверло любит сало и правильное использование.
Сообщение изменено: Константин М, 01 Ноябрь 2017 — 15:32.
- Это нравится: CODEONETEAM и Алёша
- Наверх
: сообщение №16
Bee happy
Опубликовано 01 Ноябрь 2017 — 16:04
просто быстрорежущие не подойдут.
У меня подходят и у и тебя подойдут. Кобальтовые нужны только для сверления массивного металла.
сверлить листовой металл ступенчатым сверлом.
Да, неплохо работают.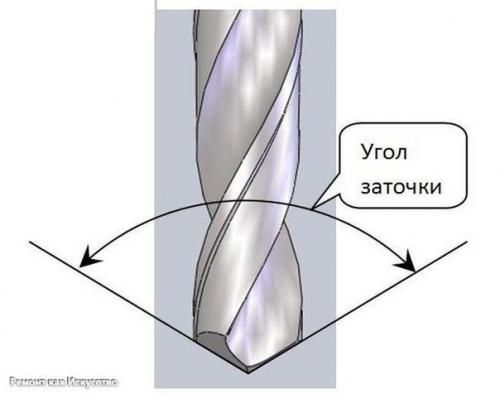 Особенно, когда надо 20-30 мм провертеть. У меня тоже есть такой набор из Китая и он работает!
Особенно, когда надо 20-30 мм провертеть. У меня тоже есть такой набор из Китая и он работает!
- Это нравится: CODEONETEAM, viktor25 и Дед Вова
- Наверх
: сообщение №17
Алёша
Опубликовано 04 Ноябрь 2017 — 19:40
DeWolt> Марка принадлежит концерну Stanley Black & Decker
я то думал русская поделка((
У меня AEG, Makitа, Dremel, но больше всего зеленого Боша))) Иногда бош печалит и думаешь — ну это ж бош, как же так..)
Сообщение изменено: Алёша, 06 Ноябрь 2017 — 09:49.
- Наверх
: сообщение №18
CODEONETEAM
Опубликовано 04 Ноябрь 2017 — 19:59
Алёша, если поглубже копнуть, то можно много интересного узнать, вот к примеру бренды, которые принадлежат Techtronic Industries.
А мои друзья считают что у меня весь инструмент либо немецкий, либо японский, но я их не расстраиваю, они такие ранимые стереотипщики…
Просто продолжаю уважать Ryobi и Dirt Devil за отличный баланс цена/качество.
- Это нравится: SkyWave, Алёша и Натулек
- Наверх
: сообщение №19
Батон
Опубликовано 20 Июнь 2018 — 00:10
Неделю выбирал ручную циркулярную пилу. Перечитал огромное количество отзывов, так и не определился Хотел относительно лёгкую, компактную. Пошёл щупать в натуре. Финансово сильно не ограничивался, лишь бы понравилась. На удивление из того что было в руку легла хитачи С7SS. Бюджетная пила, но литая не большая подошва, и диск 190 и лёгкая. Разобрал сегодня всю до винтика. Экономия чувствуется. Сетевой кабель короткий, жёсткий, по холодной погоде встанет колом. Заменил на 6 метров резинового (КГ) кабеля. Смазки в редукторе маловато и по моему слишком густая, через пару часов работы залезу в редуктор снова. Подшипники смазаны, но наверное сменю на гарантированно качественные чуть позже. В остальном вроде вполне себе рабочая машинка. В выходные буду тестить.
Бюджетная пила, но литая не большая подошва, и диск 190 и лёгкая. Разобрал сегодня всю до винтика. Экономия чувствуется. Сетевой кабель короткий, жёсткий, по холодной погоде встанет колом. Заменил на 6 метров резинового (КГ) кабеля. Смазки в редукторе маловато и по моему слишком густая, через пару часов работы залезу в редуктор снова. Подшипники смазаны, но наверное сменю на гарантированно качественные чуть позже. В остальном вроде вполне себе рабочая машинка. В выходные буду тестить.
В хозяйстве правда пила есть-иж интерскол 1500 уже лет 15 у меня живёт. Тяжёлая, с хлипкой кривой подошвой. Все болтается, люфтит. Правда и убивал я её как только можно. Внутри на удивление всё в полном порядке, редуктор, подшипники живы и здоровы. Сделал ТО и врезал в стол. Хорошо прижилась, как там и была…
- Это нравится: Дед Вова
- Наверх
: сообщение №20
Константин М
Опубликовано 20 Июнь 2018 — 00:28
хитачи С7SS.
Бюджетная пила,
Ну, я б не сказал, что бюджетная. Бюджетные начинаются от 40$, а эта 100$ и это сейчас скидка на неё у нас 20$. Когда-то хотел купить, но пока не знаю, куда применить.
- Наверх
: сообщение №21
Батон
Опубликовано 20 Июнь 2018 — 01:07
В рублях покупал за 4200, это примерно 65-70 usd. Бош, макита и прочие с похожими ТТХ уже дороже. Чуть дешевле интерскол. Ещё дешевле не смотрел, думаю там всё совсем уныло будет.
- Это нравится: Константин М
- Наверх
: сообщение №22
Соломбай
Опубликовано 20 Июнь 2018 — 06:41
Батон,
Поздравляю с покупкой, теперь надо торцовочную пилу!
- Наверх
: сообщение №23
Батон
Опубликовано 20 Июнь 2018 — 10:57
Поздравляю с покупкой, теперь надо торцовочную пилу!
Спасибо. Торцовка есть, Метабо, уже пару лет.
Торцовка есть, Метабо, уже пару лет.
- Наверх
: сообщение №24
Соломбай
Опубликовано 20 Июнь 2018 — 11:23
Батон,
У меня тоже метабо, только с асинхронным двигателем, уже больше 10 лет, тогда выпускалась под маркой ELEKTRA BECKUM, одно наслаждение. Теперь потихоньку на ленточную пилу собираю средства.
- Наверх
: сообщение №25
Bee happy
Опубликовано 20 Июль 2018 — 20:05
как делать прямоугольные отверстия в металлической дверце шкафа.

Самые аккуратные и точные проёмы под приборы получаются с помощью Дремеля и отрезного круга 30х0,5. У меня дешёвый китайский аналог DM-130A. Купил несколько лет назад за тысячусчемто, в комплекте двеслишнимсотни единиц разной расходки.
Круги, правда, не армированные, хрупкие, но режут нержавейку хорошо.
Сообщение изменено: Bee happy, 20 Июль 2018 — 20:06.
- Константин М, Дед Вова, лексеич и еще одному пользователю это нравится
- Наверх
: сообщение №26
Соломбай
Опубликовано 20 Июль 2018 — 20:16
Bee happy,
Дмитрий, сколько примерно китайских кругов уходит на отверстие в черном металле толщиной 1 мм 45х45?
- Наверх
: сообщение №27
Bee happy
Опубликовано 20 Июль 2018 — 20:20
Если не ломать, то одного хватит на 3-4 таких отверстия. В наборе их несколько десятков.
В наборе их несколько десятков.
Нужно твёрдо в руке держать гравёр, а заготовку зафиксировать.
Первые два-три круга сами сломались.
- Это нравится: лексеич и Соломбай
- Наверх
: сообщение №28
Константин М
Опубликовано 20 Июль 2018 — 21:34
У меня дешёвый китайский аналог
У меня тоже похожая игрушка есть в хозяйстве — приятель лет 10 назад из Германии привез. Самый полезный инструмент.
К нему можно докупить комплект цанг для мелких сверел.
Фирменный Дремель вещь конечно круче, и сделан отлично и мотор мощный, но цена. ..
..
Сообщение изменено: Константин М, 20 Июль 2018 — 21:39.
- Наверх
: сообщение №29
лексеич
Опубликовано 20 Июль 2018 — 21:44
Соломбай, Круги такие продаются в магазе для зубных техников. Отечественные дешевые были. Я после пожара, когда почти не осталось инструмента, работал дрелькой небольшой, геморно конечно и не везде подлезешь, ну а что делать. Я когда не круглые отверстия вырезаю, то по углам сначала отверстия насверливаю, по легче тогда резать. Если будете диски покупать, сразу и оправочку купите.
- Это нравится: Соломбай
- Наверх
: сообщение №30
Bee happy
Опубликовано 20 Июль 2018 — 22:27
Да, оправки из комплекта DM-130A из хромированного дерьма сделаны, гнутся тремя пальцами. Но так же легко разгибаются обратно. Короче, для разовых работ — самое “то”.
Но так же легко разгибаются обратно. Короче, для разовых работ — самое “то”.
- Это нравится: лексеич
- Наверх
: сообщение №31
Алёша
Опубликовано 21 Июль 2018 — 06:51
Патрон мелкий быстрозажимной для дремелей существует.
Сообщение изменено: Алёша, 21 Июль 2018 — 06:51.
- Это нравится: Константин М и Дед Вова
- Наверх
: сообщение №32
shatunov
Опубликовано 23 Июль 2018 — 09:32
Соломбай,Я взял мотор от шуруповерта макита, купил к нему маленький кулачковый патрон 1в1 как на дрели (только маленький) Друг сделал регулировку оборотов и стабилизацию оборотов, для того чтобы при уменьшении оборотов момент максимально сохранялся.
Подробнее о патронах, мне посчастливилось пользоваться почти всеми патронами что есть в продаже. Самый долговечный и удобный в работе патрон (на 3 фото) уменьшенная копия взрослого патрона с дрели. Зажимает 0.3-4мм (а по факту 5 вроде)
Мотор на 12В выдает 15600 оборотов, что для меня избыточно. К томуже на оси там втулка ане шарикоподшипник, и она не рассчитан на радиальные нагрузки. Решили сделать питание от 5В, Это 6500 оборотов, с сохранением немалого момента. Но возможность подключения 12В никуда не делась, и в случае необходимости можно использовать. Но 5В вполне достаточно.
Сделали 3режима роботы, компенсация момента + кнопка без фиксации (держишь крутится, бросил — не крутится), просто кнопка без фиксации без компенсации, и включатель, включил и он работает с компенсацией но без нажатия кнопки. Режимы выбирались опытным путем. Очень удобно. Ну вроде как и все) Фоток нет, выложу позже как пофоткаю.
На счет оснастки к нему, купил 3 держателя для отрезных кругов (легко заменяются винтом М3 с гайками), берем обычный отрезной круг для жены болгарина, Ф125мм и толщиной 1мм.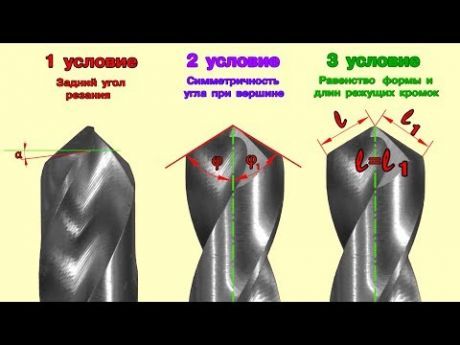 (можно разную толщ). Намечаем ровно отверстие, я брал 30мм и ножницами по металлу вырезаем. Шилом отверстие по центру, собираем, и для исключение биения и неровностей ставим в шуруповерт и обрабатываем старый напильник) получается даже лучше чем покупные к томуже, на минуточку, армированные. Также из фанеры на ЧПУ (можно вручную) повырезали бочонки с разным диаметром и высотой, и поцентровали сразу. На них наждачку, войлок, да все что нужно цепляем и вперед.
(можно разную толщ). Намечаем ровно отверстие, я брал 30мм и ножницами по металлу вырезаем. Шилом отверстие по центру, собираем, и для исключение биения и неровностей ставим в шуруповерт и обрабатываем старый напильник) получается даже лучше чем покупные к томуже, на минуточку, армированные. Также из фанеры на ЧПУ (можно вручную) повырезали бочонки с разным диаметром и высотой, и поцентровали сразу. На них наждачку, войлок, да все что нужно цепляем и вперед.
КАк-то так.
Для работ такого рода, вырезать отверстие под прибор, мелкое сверление, шлифовка лучшего мне кажется нет. Гибкий вал мне не нравится. На гроверах типа дремеля он очень много мощности отбирает))
У меня есть парочка граверных фрез, и на скорую руку сделал «фрезерную приспособу» внешне — уменьшенная копия ручного фрезера. Отлично делает гравировка 3мм на досточках, отверстие Ф110 в МДФ 10мм прорезал, за 3 прохода — но вырезал. Для домашнего дела — незаменимая весчь))
Сообщение изменено: shatunov, 23 Июль 2018 — 09:42.
- Это нравится: Константин М и Соломбай
- Наверх
: сообщение №33
Соломбай
Опубликовано 23 Июль 2018 — 12:42
shatunov,
Думаю приобрету аналог дремеля, иногда возникает необходимость в небольших работах, да и инструмент люблю, почти весь ассортимент в хозяйстве имею.
А питание шуруповерта у вас от внешнего устройства или от аккумулятора?
- Наверх
: сообщение №34
shatunov
Опубликовано 23 Июль 2018 — 13:03
Соломбай, конечно приобретите) хороший инструмент)
у меня питание от сети (старый блок питания ПК) там и 12В и 5В, и шуруповерт на котором АКБ сдохли питаются от негоже. В случае необходимости, подключается в машине к АКБ и работает там)
В случае необходимости, подключается в машине к АКБ и работает там)
- Наверх
: сообщение №35
Зевс
Опубликовано 25 Июль 2018 — 12:59
У меня такой дремель, давно не пользовался а вот сегодня понадобился.
Для резки метала использую такие сепарационные диски
Для метала такие пилы-диски не используют они для других нужд
Сообщение изменено: Зевс, 25 Июль 2018 — 12:59.
- Наверх
Какими бывают виды сверл по металлу, дереву и бетону. Какими бывают виды сверл и их назначение
Назначение любого сверла — создание разного типа углублений и отверстий в заданном материале. Этот процесс происходит из-за вращения режущего элемента вокруг своей оси. Помимо создания новых отверстий, с помощью данных инструментов можно расширять и старые, которые имеют малый диаметр. Согласно своей конструкции, применению и способу производства, все виды сверл имеют заметные различия. Рассмотрим их более подробно.
Этот процесс происходит из-за вращения режущего элемента вокруг своей оси. Помимо создания новых отверстий, с помощью данных инструментов можно расширять и старые, которые имеют малый диаметр. Согласно своей конструкции, применению и способу производства, все виды сверл имеют заметные различия. Рассмотрим их более подробно.
Классификация по виду и форме рабочей части
Из-за разного вида задач и функций, элементы имеют разную форму рабочей части и классифицируются следующим образом:
- Сверло винтового типа. Его второе название – спиральное. Оно является самым встречаемым, ведь в быту им пользуются чаще всего. Данный инструмент, длина которого — от 5 до 20 и более сантиметров, поможет в сверлении как дерева, так и материалов другого типа: металлов, керамики, бетона. Линейка моделей спиральных инструментов выпускается в диаметре от 0.1 мм до 3 см.
- Сверло плоского типа. Оно имеет форму пера. Данная особенность дала ему и другое название – перьевое. В первую очередь оно применяется для создания глубоких отверстий сравнительно большого диаметра.
 Режущий элемент такого инструмента выполнен в виде лопатки.
Режущий элемент такого инструмента выполнен в виде лопатки. - Для выполнения робот глубокого сверления применяются длинные изделия, которые имеют два винтовых канала. Сквозь них поступает специальная жидкость, охлаждающая инструмент во время рабочего процесса. В большинстве случаев каналы помещают внутрь сверла.
- Существует и такой вид, как сверло одностороннего резания. Оно применяется лишь в тех случаях, когда будущее отверстие необходимо сделать с высокой точностью. Благодаря единственной опорной плоскости и расположению обоих кромок для резания у одной стороны от оси результат работы этим инструментом отличается высоким качеством.
- Сверло по типу кольца. Строение данного типа интересное тем, что оно полое внутри. Благодаря данной конструкции во время сверления выходит узкое кольцо. Эти виды сверл имеют и другое название – коронки.
- Для проделывания центрового отверстия можно применять так называемое центровочное изделие. Оно есть в любом хозяйственном магазине.

Как результат, можем сделать вывод, что существуют разнообразные виды сверл. И их назначение тоже разное. Давайте рассмотрим способы заточки.
Виды заточки сверл
Рассмотрев типы и формы рабочих поверхностей, необходимо раскрыть вопрос заточки этих элементов. Процесс, точнее его вид, полностью зависит от задач, которые будут выполняться этим инструментом.
Существуют следующие виды заточек:
- Обыкновенная, спиральная. Применяется для работ со сталью, цветными металлами, пластмассой.
- Для чугуна. Название говорит само за себя – для работ со смесью чугуна.
- Поперечная подточка на кромке. Для всех видов работ по сверлению.
- С центровочным острием. Для работ с мягкими материалами.
- Конусообразный вид с подточкой.
- Обработка с заостренной перемычкой и главным лезвием для корректировки. Применяется для прочной стали.
Классификация по конструкции хвостовика
Существует классификация сверл, главным критерием которой выступает строение задней части — хвостовика инструмента.
Согласно данной классификации, существуют следующие виды инструментов:
- Цилиндрического типа.
- Конусообразного.
- Граненные. С шестью, четырьмя или тремя гранями.
- Изделия SDS.
Технология производства
Некоторые виды сверл изготавливаются из сплошной металлической заготовки. К ним относятся инструменты, диаметр которых превышает 8 мм. Сверла диаметром до 6 мм производятся из сплавов.
Это специальная сталь, которую еще именуют быстрорежущей. Те виды инструментов, диаметр которых превышает 8 мм, изготавливаются посредством сварки. Хвостовик таких изделий производят из сплава углеродистой стали. А режущая часть – из стали быстрорежущего сплава. Для обработки непрочных и хрупких материалов (мягких пород дерева, некоторых металлов) используется сверло с твердосплавными пластинами. Такие инструменты оснащаются канавками разной формы. Бывают прямые, винтовые и скошенного типа.
Классификация по форме отверстий
Форма производимых отверстий – еще один метод классификации изделий. Согласно этой характеристике, они подразделяются на следующие типы:
Согласно этой характеристике, они подразделяются на следующие типы:
- Конической формы.
- Квадратной.
- Ступенчатые.
- Цилиндрические.
Классификация по покрытию
Материал, которым покрывают сверло – очень важная характеристика инструмента.
Покрытие определяет долговечность и эффективность данного инструмента. Согласно этому параметру бывают следующие изделия:
- Бюджетный вариант покрытия сверла – оксидная пленка. Функция данного покрытия – предохранение инструмента от коррозии и защита от перегрева. Благодаря оксидной пленке срок эксплуатации увеличивается.
- Покрытие керамического типа. Его производят из нитрида титана. Благодаря этому данный вид покрытия увеличивает эксплуатационный срок инструмента в три раза. Но тут есть один минус. Такие сверла запрещено затачивать.
- Как производная прошлого типа покрытия был создан титано-алюминиевый нитрид. В этом случае ресурс сверла увеличивается в 5 раз.
- Похожим по действию с титано-алюминиевым нитридом является карбонитрад титана.

- Самыми прочными и износостойкими являются инструменты, что покрыты алмазным напылением.
Виды сверл по металлу
Для работ по цветным металлам, чугуну и стали прекрасно подходят спиральные изделия.
Стружка, которая образовывается во время обработки, уходит по выточенным канавкам. Сверла для работы по металлу имеют отличия между собой не только в материале и покрытии, из которого их сделали, а и в типе хвостовика. Для определения качества инструмента не нужно быть специалистом высокого класса. Достаточно присмотреться к цвету покрытия. Инструменты низкого качества имеют серый оттенок. Если цвет изделия черный – это знак уже более высокого качества. Сверло ярко золотистого оттенка сигнализирует о том, что инструмент покрыт нитридом титана и качество его превосходное. Говоря о прочности самого материала, из которого производится сверло, можно отметить, что он должен быть твердосплавным. Ведь металлы сами по себе обладают высокой прочностью. Следовательно, для их обработки необходим материал, у которого прочность будет больше.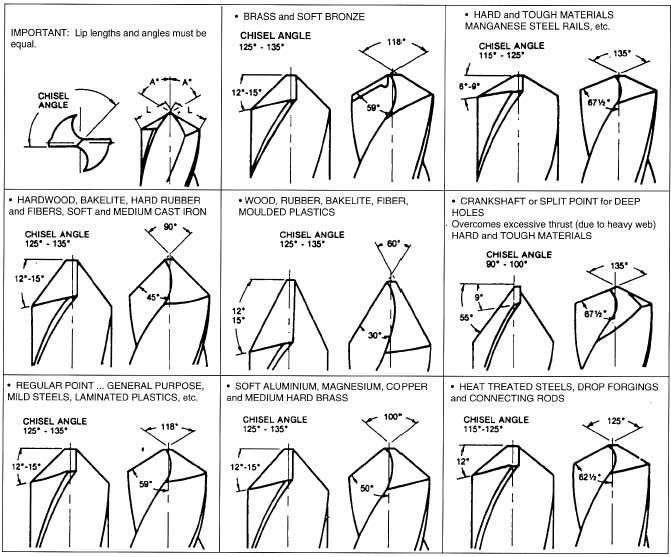
Для обработки дерева
Когда необходимо сделать несколько небольших отверстий в материале из дерева, для этого подойдет самое простое спиральное сверло. Для работ высокой точности или же когда необходимо сделать большое отверстие, используют особые инструменты по работе с деревом. Производят их из инструментальной стали, углеродосодержащей или легированной. Для работы по металлу такой инструмент не применяется.
Виды сверл по дереву:
- Спирального типа.
- Винтообразное.
- По типу пера или перьевое.
- Коронки для обработки дерева.
- Сверло Форснера.
Для работы с бетоном
Для работы с более прочными поверхностями (бетоном, кирпичом, камнем) понадобится очень крепкое изделие, которое имеет твердый наконечник. Сплав, из которого производятся виды сверл по бетону, обладает высокими характеристиками прочности. Работа таким инструментом производится с помощью ударно-вращательных механизмов (перфоратор). Чаще всего для данного типа применяются SDS-хвостовики.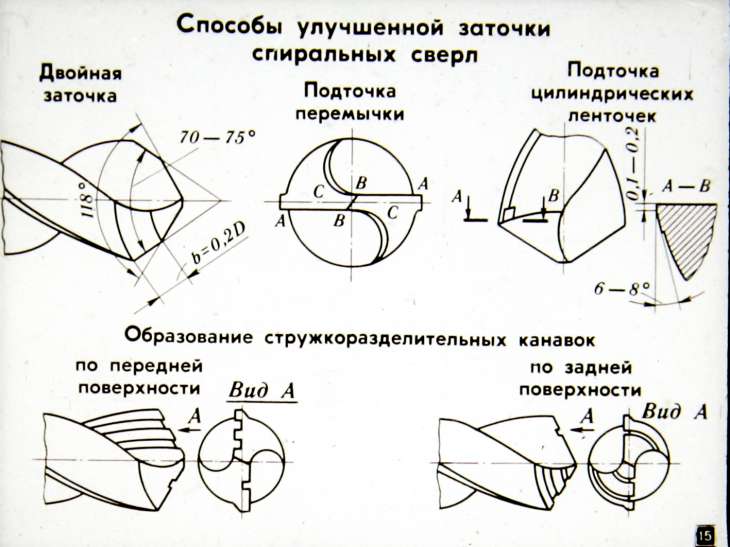 Чтобы осуществить определенное сверление, виды сверл нужно выбирать соответствующего типа. Для проделывания небольшого отверстие в твердом бетоне необходимо применять сверло по форме шнека с твердым наконечником. Для больших отверстий необходимо использовать специальные зубчатые коронки из твердого сплава. Как правило, их покрывают алмазным напылением. Это необходимо для большей эффективности и повышения срока эксплуатации.
Чтобы осуществить определенное сверление, виды сверл нужно выбирать соответствующего типа. Для проделывания небольшого отверстие в твердом бетоне необходимо применять сверло по форме шнека с твердым наконечником. Для больших отверстий необходимо использовать специальные зубчатые коронки из твердого сплава. Как правило, их покрывают алмазным напылением. Это необходимо для большей эффективности и повышения срока эксплуатации.
Обработка нержавейки на токарном станке
Рабочие процессы в современных установках и агрегатах проходят при значительных нагрузках на все конструктивные элементы. Эксплуатация деталей при высоких скоростях, давлении и температурах приводит к тому, что элементы, выполненные из обычных конструктивных сталей, быстро выходят из строя. Для работы в таких условиях необходимы особые сплавы, к числу которых относится нержавеющая сталь. Высокая прочность, жаростойкость и хорошие антикоррозийные свойства – основные характеристики нержавейки. Однако эти свойства сплавов имеют и отрицательные стороны: прочностные характеристики нержавеющей стали не изменяются под воздействием давления и температур, что влечёт за собой сложность механической обработки.
Особенности обработки нержавеющей стали
Предел растяжимости и показатели твёрдости у нержавеющей и углеродистой стали почти одинаковые. Но важно учитывать, что схожи лишь механические значения, а вот микроструктура, устойчивость к коррозии, способность к упрочнению во время обработки различны. Поэтому обработка нержавейки на токарном станке имеет свои особенности.
Можно выделить три основные проблемы, которые необходимо учесть при обработке нержавейки:
- деформационное упрочнение;
- ограниченный ресурс рабочего инструмента;
- удаление стружки.
При резании сплав сначала упруго деформируется и подвергается обработке, после чего он быстро переходит в стадию упрочнения. На этом этапе резание можно выполнять только при значительных усилиях. Такие же процессы протекают и при обработке обычных сталей, но упрочнение занимает больше времени.
Низкая теплопроводность нержавеющей стали является её преимуществом в процессе эксплуатации, но при механической обработке доставляет дополнительные неудобства. В области резания температура значительно повышается, что может привести к образованию наклёпа. Наклёп на инструменте способен изменить форму режущей части, поэтому токарная обработка нержавеющей стали выполняется с использованием специального инструмента. Скорость резания при этом невысока. Все токарные операции должны проводиться с подачей охлаждающих жидкостей. Данные составы не только удаляют жир, но и препятствуют образованию наклёпа. Процесс обработки протекает значительно легче.
В области резания температура значительно повышается, что может привести к образованию наклёпа. Наклёп на инструменте способен изменить форму режущей части, поэтому токарная обработка нержавеющей стали выполняется с использованием специального инструмента. Скорость резания при этом невысока. Все токарные операции должны проводиться с подачей охлаждающих жидкостей. Данные составы не только удаляют жир, но и препятствуют образованию наклёпа. Процесс обработки протекает значительно легче.
Нержавейка отлично сохраняет прочность и твёрдость даже под воздействием высоких температур. Данные свойства в комбинации с образовавшимся наклёпом не позволяют осуществлять обработку при высоких скоростях, а рабочий инструмент быстро приходит в негодность. Кроме того, в составе нержавеющих сталей присутствуют карбидные и интерметаллические соединения, которые делают сплавы более прочными. Трение в процессе обработки нержавейки значительно выше, чем при аналогичных операциях с углеродистыми сплавами. Абразивные соединения способствуют быстрому стачиванию резцов, инструмент необходимо постоянно править и затачивать.
Абразивные соединения способствуют быстрому стачиванию резцов, инструмент необходимо постоянно править и затачивать.
Этим хитрости обработки нержавейки на токарном станке не ограничиваются. Дополнительную трудность может вызвать вязкость стали. Из-за этого стружка не отламывается, как при снятии с углеродистых сталей, а завивается в длинную спираль. Скопление длинных спиралей мешает процессу точения. Предотвратить это позволяет использование специальных стружколомов и интенсивная обработка поверхности охлаждающими составами.
При токарной обработке деталей из нержавейки обычно применяется охлаждение под высоким давлением. Жидкость подаётся непосредственно в место обработки, охлаждая и саму деталь, и инструмент. Это позволяет увеличить эксплуатационный ресурс резцов до 6 раз, но есть у данного способа и один минус – большой расход охлаждающей жидкости.
При токарной обработке используется специализированный стружколом с положительной геометрией. Такая форма стружколома уменьшает самоупрочнение сплава и препятствует образованию наплыва на поверхности резака.
Такая форма стружколома уменьшает самоупрочнение сплава и препятствует образованию наплыва на поверхности резака.
Самоупрочнение нержавеющей стали и выбор режущего инструмента
Самоупрочнение – важнейшая характеристика нержавейки, способная вызвать дополнительные трудности при обработке. Чем сильнее упрочняется материал, тем быстрее изнашивается инструмент. При использовании специальных режущих пластинок эта проблема не так ярко выражена: их рабочие кромки острее обычных, а поверхности изнашиваются дольше.
Минимизировать воздействие самоупрочнения можно путём поэтапного снятия слоёв металла. Наиболее эффективный способ – снятие за два подхода по 3 мм стали. Часто специалисты рекомендуют снимать неодинаковые слои в первом и втором подходе.
Как уже было сказано выше, самоупрочнение приводит к быстрому износу резаков. В целях увеличения эксплуатационного ресурса инструментов разрабатываются специальные формы кромок для нержавейки. Используются два типа режущих инструментов:
Используются два типа режущих инструментов:
- резцы с покрытой CVD) алмазом;
- резцы с кромкой, покрытой инструмент с физически охлаждённой кромкой (PVD) алмазом.
Наивысшей износостойкостью отличаются твёрдосплавные резцы с пластинами, покрытыми нитритом бора.
Скорость резания нержавеющей стали устанавливается по такой же методике, что и при обработке обычных конструкционных сплавов. Однако при расчётах необходимо учесть ряд особенностей обработки нержавейки.
Способы оптимизации процесса обработки нержавейки
В производственных условиях применяется ряд методик, позволяющих минимизировать отрицательное влияние характеристик нержавейки на процесс её обработки. Это:
- увеличение скорости вращения шпинделя и уменьшение снимаемого слоя, благодаря чему обработанная поверхность получается более шероховатой;
- использование в качестве смазки кислоты, которая на порядок повышает износоустойчивость резцов;
- введение в зону обработки слабых токов, что позволит управлять процессами электродиффузионного и окислительного износа инструмента;
- воздействие на зону резания ультразвуковых колебаний, что снижает пластические деформации и коэффициент трения.

Воздействовать на структуру и механические характеристики материала можно при помощи специальной термической обработки.
Как делают сверла на заводе видео. Как сделать сверло из гвоздя Как заточить спиральное сверло
Главная > Остекление > Как делают сверла на заводе видео. Как сделать сверло из гвоздя Как заточить спиральное сверло
Из простого гвоздя, можно изготовить хорошее сверло, способное просверлить как дерево, так и сталь. Подобные проявления смекалки, вполне могут пригодиться в повседневной жизни. И поэтому, внимательно изучите представленную информацию, это очень полезно для саморазвития.
Процесс изготовления
Берем обычный гвоздь, длину определяйте сами, все зависит от того, какой диаметр отверстия вам необходим. На наждачном станке, стачиваем острие, но не полностью, оставляем примерно половину.
Затем, нам опять понадобится наждачный станок. Затачиваем кромки получившейся заготовки, но делать это нужно с разных сторон. То есть, заточка производится одной стороны только с правого края.
То есть, заточка производится одной стороны только с правого края.
Если необходимо сверло только по дереву, то оно готово. Остается отпилить или откусить ножницами по металлу шляпку гвоздя и можно приступать к просверливанию отверстий в досках, пластмассе или некоторых мягких металлах. Но для использования самодельного сверла в работах по проделыванию отверстий в более твердых металлах, необходимо пройти процесс закалки.
Процесс закаливания сверла (цементация)
Для того, что бы можно было работать самодельным сверлом по твердому металлу, оно должно пройти процесс закаливания. Для достижения поставленной цели, нам необходим сварочный аппарат и немного измельченного графита. Графит помещаем в небольшую металлическую баночку. К гвоздю подсоединяем отрицательный провод, а к банке соответственно положительный.
Далее, запускаем сварочный аппарат. Режущий край гвоздя начинаем погружать в баночку с графитом. При накаливании и покраснении графитной массы, вынимаем заготовку. Перегрев, в данной ситуации, крайне нежелателен, иначе вся заточенная часть гвоздя, просто напросто сгорит. Необходимо просто водить заточенной частью по массе, создавая легкое искрение. Весь процесс, должен занять не более 2 минут.
Перегрев, в данной ситуации, крайне нежелателен, иначе вся заточенная часть гвоздя, просто напросто сгорит. Необходимо просто водить заточенной частью по массе, создавая легкое искрение. Весь процесс, должен занять не более 2 минут.
Вся эта процедура предназначена для насыщения нашего сверла углеродом, что значительно повышает его прочность. По-другому, это называется процессом цементации.
Любой инструмент со временем приходит в негодность, ломается, выкрашивается, колется, трескается и тупится. Некоторые последствия использования ликвидировать не удается, тогда приходится покупать новый инструмент, а некоторые вполне возможно восстановить и дать инструменту вторую жизнь. Это в полной мере касается сверл, которые имеют обыкновение ломаться или тупиться.
Видео мастер класс по заточке сверла
Для начала давайте посмотрим, как правильно заточить сверло по металлу Видео продемонстрирует основнее моменты, которые необходимо знать, а в тонкостях будем разбираться вместе.
Инструмент для заточки сверла
В быту мы не используем крупные сверла, как правило, самыми ходовыми размерами являются малые и средние — от 0,5 мм до 18 мм. Их и будем затачивать. Только для начала соберем все необходимое для этого. В идеале работу по заточке сверла лучше проводить на заточном станке. Каждый уважающий себя хозяин просто обязан иметь в гараже небольшой наждак. Даже если его нет, не страшно. Обойдемся болгаркой или насадкой на электродрель. Только сначала нужно прочно закрепить электроинструмент на плоскости. Главное — получить вращающийся заточной диск или наждачный камень.
О технике безопасности забывать тоже не следует. Береженого бог бережет. Если вы еще не носите очки, тогда защититесь ими. Случиться может что угодно. Еще очень важно при заточке вовремя охлаждать сверло, поскольку если этого не делать, то сталь потеряет прочность. Во время заточки сверло сильно накаляется, а для охлаждения необходимо периодически макать его в холодную воду или в жидкое масло. Жидкость нужно налить в небольшую емкость и разместить в пределах досягаемости возле станка или закрепленного электроинструмента.
Жидкость нужно налить в небольшую емкость и разместить в пределах досягаемости возле станка или закрепленного электроинструмента.
Как заточить спиральное сверло
О том, что сверло притупилось, мы узнаем сразу же при первых оборотах патрона дрели. Сверло перегревается, скрипит и напрочь отказывается резать даже мягкий металл. Чем больше сверло нагревается, тем быстрее оно тупится, поэтому при первых проявлениях признаков потери сверлом остроты, заточите его.
Точим вручную, поскольку специальных приспособления для заточки у нас нет, хотя они здорово упрощают процесс и делают его точнее. Заточить сверло по металлу можно несколькими способами. Рассмотрим два из них. Для заточки сверла до 3 мм, и более 3 мм.
Самый простой способ заточки — это когда мы затачиваем режущую кромку в одной плоскости. При этом задний угол должен составлять около 30˚. Пользуясь этим методом, самое главное — сохранять параллельность режущей кромки поверхности круга. И стабильность положения сверла относительно наждачного круга. Как только вы коснулись сверлом поверхности, ни горизонтально, ни вертикально его перемещать нельзя. С первого раза не получится точно. Зато со второго — обязательно выйдет. Стоит помнить, что если приложить чрезмерное усилие, а вы помните, что мы затачиваем сверло толщиной до 3 мм, то режущая кромка может выкрошиться.
Как только вы коснулись сверлом поверхности, ни горизонтально, ни вертикально его перемещать нельзя. С первого раза не получится точно. Зато со второго — обязательно выйдет. Стоит помнить, что если приложить чрезмерное усилие, а вы помните, что мы затачиваем сверло толщиной до 3 мм, то режущая кромка может выкрошиться.
Второй способ более наукоемкий, но тоже не сложный. Спецы называют его коническим методом заточки. Суть его в том, что во время заточки сверло прижимается режущей кромкой и поверхностью задней части, при этом нужно слегка покачивать сверлом так, чтобы на задней перьевой части образовалась конусная поверхность.
Нужно стараться не отрывать сверло от камня во время заточки, и двигать сверлом очень медленно и без рывков. После этого создаем такой же конус на оставшемся пере.
Заточка победитового сверла
С победитовыми сверлами происходит то же самое, что и с обычными. Они могут затупиться, но значительно позже.
сверло по металлу своими руками
Единственное ограничение по работе с победитовым сверлом — у нас не получится заточить его на обычном заточном абразивном круге при обычной скорости вращения круга. Дело в том,что чем выше скорость заточки, тем мягче материал сверла. Победитовое сверло очень твердое, и при обычных оборотах наждачного камня сверло можно запросто перегреть. Два варианта — или уменьшать обороты, или применять алмазный заточной круг.
Есть несколько основополагающих правил, а остальное приходит с опытом:
- Победитовое сверло затачивается кратковременными касаниями к кругу.
- Следите за тем, чтобы при заточке не сбить центр оси вращения сверла.
- Угол заточки не должен быть меньше 160-170˚.
- Не охлаждайте сверло моментально, разу после заточки, иначе может треснуть.
- Не перегревайте победитовое сверло.
Если следовать этим простым советам, победитовое сверло получит новую жизнь. Не с первого, так со второго раза, точно.
Как заточить ступенчатое сверло
Ступенчатое сверло — белая ворона в семье сверл. Оно позволяет очень точно высверлить отверстие разных диаметров. Причем с очень точной центровкой. Есть разные модели ступенчатых сверл, но принцип один — одним сверлом можно выполнить отверстие от 4 до 32 мм. Они очень просты в заточке. Чтобы восстановить режущую кромку, достаточно просто поправить ее вращающимся кругом с наждачной бумагой.
Так можно продлить жизнь сверлам, и заодно научиться их затачивать. Работать тупым инструментом — не солидно для хорошего мастера.
Для изготовления отверстий в толще материала применяются такие режущие инструменты, как сверла. Компания ВолгаТулз занимается изготовлением сверл и их реализацией. Наши изделия изготавливаются из материалов высокого качества и пользуются неизменным успехом у покупателей, которых устраивают и наши цены на сверла.
Виды сверл
Изделия можно разделить на сверла по бетону, металлу, дереву, стеклу и плитке. В зависимости от того для каких работ они предназначены и формируются цены на сверла. По конструкции сверла, представляют из себя стержень, имеющий хвостовик для закрепления, рабочую часть, режущую часть и бороздки для отвода стружки. Процесс сверления происходит за счёт вращения, подачи по продольной оси инструмента. При этом сверло врезается в материал, а стружка выходит наружу.
В промышленности применяются следующие основные типы сверл: спиральные, перьевые, кольцевые, центровочные, специальные.
Для ручного, механизированного инструмента и пудля сверления отверстий на стационарных станках большим спросом пользуются спиральные сверла с цилиндрическим хвостовиком.
Для работы по металлу сверла изготавливаются винтовой формы, с заострённым концом.
Как делают сверла, нарезание винтовой канавки
Обычно угол заострения бывает 120 градусов.
Спиральные сверла
Спиральные сверла обладают двумя режущими кромками. Они образуются пересечением винтовых поверхностей канавок с задними, которые обращены к поверхности резания. У сверла есть и поперечная режущая кромка, которая образуется пересечением задних поверхностей, а передние поверхности образуют две вспомогательные режущие кромки. По канавкам сверла происходит продвижение стружки.
Плоские сверла
Перовые сверла или их ещё называют плоские сверла, просты по конструкции и цена их не высока. Они изготавливаются как односторонние, так и двухсторонние по форме заточки режущей кромки. У них есть плоская режущая часть и две режущие кромки, которые расположены симметрично к центральной оси. Перовые сверла имеют недостатки. У них нет канавок для отвода стружки во время сверления, а это приводит к порчи режущих кромок, и во время работы часто приходится вынимать сверло, чтобы освободиться от мусора и перовые сверла при работе теряют направление. Они применяются при обработке твердых поковок.
Наши технологии изготовления сверл
Изготовление сверл
компанией ВолгаТулз проводится на современном оборудовании с применением качественных материалов.
Спиральные сверла могут быть изготовлены с цилиндрическим, шестигранным и коническим хвостовиком. Сверла с хвостовиком цилиндрической формы производятся диаметром до 20мм. Изготовление сверл происходит в соответствии с принятыми стандартами. Основной размер сверла – это его диаметр. Размер рабочей части зависит от диаметра сверла. Если у него цилиндрический хвостовик, то к диаметру прибавляется 50мм, с коническим концом 2D+120мм. Для работы по металлу с использованием ручного или электро-, а так же пневмо-инструмента изготовление сверл производится из быстрорежущих сталей (Р6М5, Р18 и др.).
Мы заботимся о быстром продвижении нашей продукции и интересах потребителей, а потому цена, за которую Вы можете приобрести сверла, минимальная. В зависимости от того, какой заказ вы оформляете на крупную или мелкую партию, зависит цена заказа.
Плотность металла настолько велика, что для его обработки необходимо использовать специальные инструменты и механизмы. Для того чтобы сделать отверстие в этом материале применяются дрели и сверлильные станки, в которых основным режущим элементом являются сверла.
Какие свёрла по металлу лучше? Непросто определить, ведь универсальных изделий которые бы подходили для обработки всех типов металлических изделий, не существует. Опытный мастер сможет «на глаз» определить вид металла и быстро подобрать для обработки подходящий режущий инструмент.
Новичку в этом деле необходимо начинать с азов. Вначале изучить классификацию свёрл и сферу их применения, потому что лучшие модели — это изделия, которые идеально подходят для обработки конкретного вида металла.
Какие бывают сверла, как по маркировке и внешнему виду подобрать подходящее для работы изделие, узнайте в статье.
Виды свёрл по металлу
Чтобы выбрать лучшие модели, необходимо разобраться в видах свёрл.
Спиральные
Классические, цилиндрической формы свёрла, которые наиболее часто используются для сверления металлов. Обычно спиральные изделия изготавливаются из стали HSS.
Материал представляет собой высококачественный режущий тип стали, поэтому изготовленные из неё буравчики отличаются высокой прочностью и долговечностью.
Конические (ступенчатые)
Режущая поверхность имеет форму конуса, за что данный вид свёрл и получил своё название. Конические буравчики применяются для изготовления отверстий в тонком металле, а также для исправления дефектов от других режущих инструментов.
Какие лучше ступенчатые сверла выбрать? Зависит от типа обрабатываемого металла. Если плотность заготовки слишком высока, то лучше приобрести более дорогие, золотистой окраски изделия.
В быту этот вид свёрл применяется редко. Если необходимо часто производить сверление тонких металлических листов или обрабатывать мягкие материалы, то несмотря на относительно высокую стоимость, его следует приобрести для домашней мастерской.
Корончатые (кольцевые фрезы)
Режущий инструмент представляет собой цилиндр с режущим краем, которым и осуществляется разрезание металла.
Затраты энергии на изготовление отверстия таким способом в несколько раз ниже, за счёт небольшой площади соприкосновения инструмента с обрабатываемой поверхностью.
Преимуществом использования этого вида свёрл перед другими, заключается в изготовлении отверстий большого диаметра. При этом удаётся получить более качественные края, чем при работе со спиральными моделями.
Перовые
Особая разновидность плоских буравчиков со сменными рабочими кромками применяется для сверления металла. Такие изделия позволяют выполнять качественные, идеально ровные отверстия.
Отсутствие перекоса в процессе сверления и возможность сделать отверстие большого диаметра в различных металлических конструкциях, позволяет многим мастерам отказаться от использования спиральных изделий.
Низкая стоимость перовых свёрл позволяет во многих случаях обработки металла назвать их лучшими для сверления отверстий.
Это основные типы свёрл применяемых для изготовления отверстий в металлических конструкциях.
Классификация свёрл по материалу изготовления
Какие сверла по металлу самые лучшие при сверлении особо прочных сплавов, ответить довольно просто:
- Для обработки такого материала следует выбирать изделия, у которых на режущей кромке располагается пластина повышенной твёрдости. Такие буравчики являются лучшими для обработки твёрдых сплавов.
- Цена таких изделий невысокая за счёт того, что основное тело режущего инструмента изготавливается из обычной инструментальной стали.
Хорошими характеристиками обладают свёрла изготовленные из металла легированного кобальтом.
Они отлично переносят повышенные механические нагрузки и чрезмерный нагрев рабочей поверхности во время работы. Стоимость изделий высокая, но если необходимо сделать отверстия в твёрдом сплаве, то кобальтовые аналоги являются лучшими для выполнения такой работы.
Титановые свёрла не уступают по прочности кобальтовым, а при сверлении легированных сталей и цветных сплавов показывают даже лучшие результаты.
При правильном использовании, титановые модели долгое время сохраняют заводскую заточку, что позволит выполнить значительно больший объём работ.
Недорогие свёрла по металлу изготавливаются из обычной быстрорежущей стали Р9 и Р18. Режущий инструмент отлично справляется со своей функцией, но рабочая поверхность быстро затупляется, особенно при превышении определённого температурного порога.
Маркировка режущих изделий
Маркировка сверл по металлу необходима для определения типа стали, из которого изготовлен режущий инструмент. На изделии также указывается его диаметр, класс точности и производитель (страна). Не маркируются только спиральные буравчики, диаметр которых менее 2 мм.
В остальных случаях маркировка свёрл может иметь следующие значения:
- Р9 — изготовлено из быстрорежущей стали с процентным содержанием вольфрама 9%.
- Р9К15 — указывает на наличие в быстрорежущей стали кобальта в количестве 15%.
- Р6М5К5 — обозначает наличие сложного состава режущей стали содержащей вольфрам, кобальт и молибден.
Импортные изделия имеют обозначение HSS, по которому можно определить состав материала, из которого был изготовлен бурав. Сверло HSS — расшифровка которого будет приведена ниже, используется с дополнительной буквой, по которой и определяется наличие легирующего металла.
- HSS-Е — содержит кобальт. Используется при обработке металлов повышенной вязкости.
- HSS-Tin — имеет титановое напыление, который значительно увеличивает твёрдость рабочей поверхности, а температурная устойчивость материала повышается до +600 градусов.
- HSS-Е VAP — режущий инструмент используется для обработки нержавеющих материалов.
- HSS-4241 — предназначены для сверления алюминия.
- HSS-R — обладают максимальной прочностью.
По маркировке режущего инструмента можно определить для какого металла и в каком режиме можно использовать сверло. Если маркировка не видна, то можно по цвету изделия определить предназначение сверла.
Визуальное определение типа сверла
По внешнему виду режущего буравчика можно определить тип материала из которого изготовлены изделия и тем самым узнать механическую прочность образца. По цвету можно определить состав и качество изготовления.
Серый
Свёрла серого цвета изготавливаются из металла, который не подвергался какой-либо дополнительной обработке.
Качество инструмента, в данном случае, оставляет желать лучшего, но для одноразового применения такие изделия вполне сгодятся.
Чёрный
Такой цвет свидетельствует о том, что инструмент подвергался обработке перегретым паром. В процессе обработки изделие приобретает большую прочность.
Отлично переносит многочисленные циклы нагрева и остывания металла, а также сохраняет заточку рабочей поверхности в течение длительного времени.
Цена чёрных свёрл по металлу не намного выше серых изделий, поэтому при наличии выбора, при покупке следует отдать предпочтения инструментам этого типа.
Тёмно-золотистый
Данный цвет говорит, что режущий инструмент был подвергнут процедуре отпуска. Такой вид обработки значительно повышает механическую прочность изделия в результате снижения внутренних напряжений.
Отпущенным сверлом можно успешно обрабатывать металлы повышенной прочности, поэтому если предстоит сверление слишком твёрдых сплавов рекомендуется приобрести подобную модель.
Ярко-золотистый
Ярко-золотистая окраска говорит, что при производстве использовался металл изготовленный с добавлением титана.
Несмотря на высокую стоимость таких моделей, гораздо практичнее приобрести качественное сверло, чем использовать дешёвые режущие инструменты, которые при сложных работах понадобится использовать в больших количествах.
Таким образом, несложно по внешнему виду определить качество изделий и принять решение, какие сверла по металлу лучше покупать.
Классификация по размеру
Чтобы выбрать самое лучшее сверло и при этом не переплачивать, достаточно знать на какие размеры по длине принято разделять данные изделия. Если при сверлении металла не требуется изготовление глубоких отверстий, то приобретение слишком длинных моделей приведёт к перерасходу денежных средств.
Классифицировать свёрла по длине принято следующим образом:
- Короткие, длиной 20-131 мм. Диаметры инструмента находятся в пределах 0,3-20 мм.
- Удлинённые, длина составляет 19-205 мм, а диаметр — 0,3-20 мм.
- Длинная серия диаметром 1-20 мм и длиной 56-254 мм.
При выполнении сверлильных работ различной глубины следует подбирать инструмент максимально подходящий для выполнения конкретной задачи.
Лучшие производители
Чтобы приобрести сверла и быть уверенным, что заявленные характеристики полностью соответствуют действительности, необходимо правильно выбрать производителя.
Фирмы, которые дорожат своей репутацией, не реализуют продукцию ненадлежащего качества. Поэтому при выборе свёрл по металлу следует отдавать предпочтения производителям, которые находятся на рынке длительное время.
Среди новичков, также могут быть достойные производители. Но чтобы узнать, что в продаже находится товар надлежащего качества необходимо совершить покупку, которая часто представляет собой «лотерею».
1. Bosch — изделия немецкой фирмы давно зарекомендовали себя только с положительной стороны. Несмотря на довольно высокую цену продукции, приобретая свёрла Bosch, можно не сомневаться в отменном качестве. Удобно и выгодно приобретать инструменты этой фирмы в комплекте.
Какой набор сверл не взять, в любом будет находиться только высочайшего качества изделия, которые прослужат многие годы, при условии правильного хранения и использования.
2. «Зубр» — отечественный производитель, продукция которого в соотношении цена-качество максимально оптимизирована. Приобрести продукцию этой фирмы можно как в единичном экземпляре, так и в виде набора. Последний вариант позволит существенно сэкономить денежные средства, несмотря на значительную стоимость комплекта.
3. Свёрла советского производства — эту категорию режущих инструментов, можно отнести к «вымирающему виду». При должном старании можно приобрести раритет, который отличается непревзойдёнными техническими характеристиками.
Заключение
Какие свёрла по металлу лучше покупать зависит от многих обстоятельств:
- Если необходимо просверлить несколько отверстий в очень тонком и мягком металле, то достаточно приобрести дешёвый бурав, который справиться с работой.
- При профессиональном использовании, совершенно не выгодно приобретать дешёвые свёрла. Низкого качества продукция может привести к браку и к значительным временным затратам на частую замену некачественного режущего инструмента.
Вообще сверла делают в инструментальных производствах предназначенных для изготовления инструмента. Есть несколько способов, как сделать сверла. В общем случае отрезают две заготовки из прутков быстрорежущей стали и простой стали. Затем их сваривают встык. Проводят центровку торцов. Далее могут использовать токарный станок, где протачивают канавки с припуском под шлифовку. Далее ставят клеймо и закаливают в термопечи. Затем шлифуют канавки и затачивают на оптических заточных станках. Но если нужны сверла малого диаметра, то могут использовать заготовки целиком из быстрорежущей стали. Т.к. другие операции уже становятся более трудоемкими.
Возможны и другие варианты изготовления сверла. Так например, канавки могут фрезероваться и шлифоваться до термообработки. Или возможен вариант когда заготовка из прутка расплющивается и затем сворачивается в спираль, после чего обрабатывается поверхность сверла. Но такой способ используется не часто. Потому как не достаточно точен.
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Я покажу вам как сделать простое сверло из обыкновенного гвоздя, с помощью которого можно сверлить сталь, дерево, пластик и т.п. Да, вы все верно прочитали, этим сверлом можно будет сверлить толстую сталь порядка 5 мм. Смекалка вещь хорошая, всегда выручит в трудной жизненной ситуации. Так, для повышения уровня саморазвития, предлагаю ознакомиться с данным методом. Возможно, пригодится в жизни.
Изготовление сверла по металлу из гвоздя
Берем гвоздь и стачиваем у него острие на наждаке. Полностью этого делать не нужно, примерно на половину.
Молотком сплющиваем конец под плоскую отвертку.
Далее на наждаке делаем режущие кромки как у сверла.
Вот так должно получиться.
В принципе, сверло готово, но им можно сверлить только дерево, пластмассу или другие мягкие металлы.
Закалка сверла — цементация
Чтобы превратить сверло в сверло по металлу, его необходимо закалить. Для этого нам понадобится сварочный аппарат постоянного тока и металлическая баночка с измельченным графитом. Графит можно получить из старых щеток, размельчив их напильником.
Если нет баночки, можно использовать кусочек плоской стали. Подключаем положительный электрод к баночке, а отрицательный к гвоздю.
Включаем сварочный аппарат.
Опускаем режущую кромку опускаем в графит. Как только маса начинает краснеть — поднимаем гвоздь. Тут главное не сжечь все то, что было выточено. Перегревать не нужно, водим гвоздем добиваясь небольшого искрения. Вся процедура длиться 1-2 минуты.
Данный метод называется цементацией. То есть происходит насыщение режущей кромки углеродом, что в свою очередь добавит прочности.
Далее зажимаем в тисках и отпиливаем шляпку.
Сверло по металлу, сделанное из гвоздя, готово!
Испытания на металле
Переходим к испытаниям. Зажимаем сверло в патроне вертикально-сверлильного станка.
И сверлим стальной уголок как обычным сверлом, периодически сбрызгивая смазкой.
Отверстие просверлено.
Даем вторую попытку.
Выходное отверстие просверлено не хуже чем обычным сверлом.
Теперь задача посложнее — проверить нержавейку. Известно, что просто так это не сделать.
Также сверлим со смазкой.
KSD, Кобальтовое высокоскоростное прямое сверло для нержавеющей стали | MITSUBISHI MATERIALS
1. Номер артикула данного товара, посмотреть и выбрать из списка можно здесь
Пропустить
Далее >>
2. Или выберите спецификацию на вкладке конфигурации, пока не будет сгенерирован номер детали
Пропустить
Далее >>
3. Информация о продукте доступна в этом разделе
Пропустить
Закрыть
(!)
Поскольку поддержка со стороны Microsoft прекратится 14 января 2020 года, пользователь Windows 7 не сможет эффективно использовать веб-сайт MISUMI. Пожалуйста, рассмотрите возможность обновления вашей системы в соответствии с «системными требованиями веб-сайта MISUMI».
- МИСУМИ Главная>
- Режущие инструменты>
- Сверла>
- Сверла из быстрорежущей стали>
- Сверла с прямым хвостовиком / хвостовиком концевой фрезы (HSS)>
- KSD, Кобальтовое высокоскоростное прямое сверло для нержавеющей стали
Настройка
Очистить все
Характеристики
●Острая кромка лезвия хорошая, особенно для обработки материала из нержавеющей стали 200HB или меньше.
Применение
● Рабочий материал: мягкая сталь, стандартная сталь, нержавеющая сталь, легкий сплав
Спецификация
● Эффективная высота обработки: от 3 до 5D (диаметр резки x от 3 до 5)
| Part Number |
|---|
| KSDD0100 |
| KSDD0110 |
| KSDD0120 |
| KSDD0130 |
| KSDD0140 |
| KSDD0150 |
| KSDD0160 |
| KSDD0170 |
| KSDD0180 |
| KSDD0190 |
| KSDD0200 |
| KSDD0210 |
| KSDD0220 |
| KSDD0230 |
| KSDD0240 |
| KSDD0250 |
| KSDD0260 |
| KSDD0270 |
| KSDD0280 |
| KSDD0290 |
| KSDD0300 |
| KSDD0310 |
| KSDD0320 |
| KSDD0330 |
| KSDD0340 |
| KSDD0350 |
| KSDD0360 |
| KSDD0370 |
| KSDD0380 |
| KSDD0390 |
| KSDD0400 |
| KSDD0410 |
| KSDD0420 |
| KSDD0430 |
| KSDD0440 |
| KSDD0450 |
| KSDD0460 |
| KSDD0470 |
| KSDD0480 |
| KSDD0490 |
| KSDD0500 |
| KSDD0510 |
| KSDD0520 |
| KSDD0530 |
| KSDD0540 |
| KSDD0550 |
| KSDD0560 |
| KSDD0570 |
| KSDD0580 |
| KSDD0590 |
| KSDD0600 |
| KSDD0610 |
| KSDD0620 |
| KSDD0630 |
| KSDD0640 |
| KSDD0650 |
| KSDD0660 |
| KSDD0670 |
| KSDD0680 |
| KSDD0690 |
| KSDD0700 |
| KSDD0710 |
| KSDD0720 |
| KSDD0730 |
| KSDD0740 |
| KSDD0750 |
| KSDD0760 |
| KSDD0770 |
| KSDD0780 |
| KSDD0790 |
| KSDD0800 |
| KSDD0810 |
| KSDD0820 |
| KSDD0830 |
| KSDD0840 |
| KSDD0850 |
| KSDD0860 |
| KSDD0870 |
| KSDD0880 |
| KSDD0890 |
| KSDD0900 |
| KSDD0910 |
| KSDD0920 |
| KSDD0930 |
| KSDD0940 |
| KSDD0950 |
| KSDD0960 |
| KSDD0970 |
| KSDD0980 |
| KSDD0990 |
| Номер детали | Минимальное количество для заказа. | Скидка за объем | Количество дней до отгрузки | Диаметр отверстия (диаметр сверла) D (мм) | Длина паза L (мм) | Общая длина L (мм) | |||
|---|---|---|---|---|---|---|---|---|---|
฿ 155,00 | 10 кусочков) | 1 день(дней) | 1 | 12 | 40 | 125 | Нет данных | ||
176,67 руб. | 10 кусочков) | 1 день(дней) | 1,1 | 14 | 42 | 125 | NA | ||
฿ 165,00 | 10 кусочков) | 1 день(дней) | 1. 2 | 16 | 42 | 125 | NA | ||
176,67 руб. | 10 кусочков) | 1 день(дней) | 1.3 | 16 | 45 | 125 | NA | ||
176,67 руб. | 10 кусочков) | 1 день(дней) | 1.4 | 18 | 48 | 125 | NA | ||
฿ 155,00 | 10 кусочков) | 1 день(дней) | 1,5 | 18 | 48 | 125 | NA | ||
฿ 160,00 | 10 кусочков) | 1 день(дней) | 1,6 | 20 | 50 | 125 | NA | ||
176,67 руб. | 10 кусочков) | 1 день(дней) | 1,7 | 20 | 50 | 125 | нет данных | ||
฿ 165,00 | 10 кусочков) | 1 день(дней) | 1,8 | 22 | 52 | 125 | NA | ||
฿ 165,00 | 10 кусочков) | 1 день(дней) | 1,9 | 22 | 52 | 125 | NA | ||
153,33 руб. | 10 кусочков) | В тот же день | 2 | 29 | 55 | 118 | В наличии | ||
฿ 170.00 | 10 кусочков) | 1 день(дней) | 2.1 | 29 | 55 | 118 | В наличии | ||
฿ 170.00 | 10 кусочков) | 1 день(дней) | 2. 2 | 33 | 58 | 118 | В наличии | ||
163,33 руб. | 10 кусочков) | 1 день(дней) | 2.3 | 33 | 58 | 118 | В наличии | ||
฿ 170.00 | 10 кусочков) | 1 день(дней) | 2.4 | 35 | 61 | 118 | В наличии | ||
฿ 150. | 10 кусочков) | В тот же день | 2,5 | 35 | 61 | 118 | В наличии | ||
163,33 руб. | 10 кусочков) | В тот же день | 2.6 | 37 | 64 | 118 | В наличии | ||
163,33 руб. | 10 кусочков) | 1 день(дней) | 2,7 | 37 | 64 | 118 | В наличии | ||
฿ 160,00 | 10 кусочков) | 1 день(дней) | 2. 8 | 39 | 67 | 118 | В наличии | ||
163,33 руб. | 10 кусочков) | 1 день(дней) | 2.9 | 42 | 71 | 118 | В наличии | ||
฿ 140,00 | 10 кусочков) | В тот же день | 3 | 42 | 71 | 118 | В наличии | ||
฿ 190,00 | 10 кусочков) | 1 день(дней) | 3. 1 | 42 | 71 | 118 | В наличии | ||
171,67 ฿ | 10 кусочков) | В тот же день | 3.2 | 42 | 71 | 118 | В наличии | ||
171,67 ฿ | 10 кусочков) | 1 день(дней) | 3.3 | 45 | 73 | 118 | В наличии | ||
178,33 руб. | 10 кусочков) | 1 день(дней) | 3.4 | 45 | 73 | 118 | В наличии | ||
171,67 ฿ | 10 кусочков) | В тот же день | 3,5 | 45 | 73 | 118 | В наличии | ||
201,67 ฿ | 10 кусочков) | 1 день(дней) | 3. 6 | 48 | 76 | 118 | В наличии | ||
201,67 ฿ | 10 кусочков) | 1 день(дней) | 3,7 | 48 | 76 | 118 | В наличии | ||
191,67 ฿ | 10 кусочков) | 1 день(дней) | 3,8 | 48 | 76 | 118 | В наличии | ||
211,67 ฿ | 10 кусочков) | 1 день(дней) | 3. 9 | 51 | 79 | 118 | В наличии | ||
191,67 ฿ | 10 кусочков) | В тот же день | 4 | 54 | 83 | 118 | В наличии | ||
241,67 ฿ | 10 кусочков) | 1 день(дней) | 4.1 | 54 | 83 | 118 | В наличии | ||
฿ 230. | 10 кусочков) | В тот же день | 4.2 | 54 | 83 | 118 | В наличии | ||
241,67 ฿ | 10 кусочков) | 1 день(дней) | 4.3 | 54 | 83 | 118 | В наличии | ||
241,67 ฿ | 10 кусочков) | 1 день(дней) | 4. 4 | 56 | 86 | 118 | В наличии | ||
฿ 230.00 | 10 кусочков) | В тот же день | 4,5 | 56 | 86 | 118 | В наличии | ||
275,00 ฿ | 10 кусочков) | 1 день(дней) | 4.6 | 56 | 86 | 118 | В наличии | ||
275,00 ฿ | 10 кусочков) | 1 день(дней) | 4. 7 | 59 | 89 | 118 | В наличии | ||
275,00 ฿ | 10 кусочков) | 1 день(дней) | 4.8 | 59 | 89 | 118 | В наличии | ||
288,33 руб. | 10 кусочков) | 1 день(дней) | 4.9 | 62 | 92 | 118 | В наличии | ||
265,00 ฿ | 10 кусочков) | В тот же день | 5 | 62 | 92 | 118 | В наличии | ||
316,67 ฿ | 10 кусочков) | 1 день(дней) | 5. 1 | 62 | 92 | 118 | В наличии | ||
301,67 ฿ | 10 кусочков) | 1 день(дней) | 5.2 | 64 | 95 | 118 | В наличии | ||
316,67 ฿ | 10 кусочков) | 1 день(дней) | 5.3 | 64 | 95 | 118 | В наличии | ||
316,67 ฿ | 10 кусочков) | 1 день(дней) | 5. 4 | 64 | 95 | 118 | В наличии | ||
301,67 ฿ | 10 кусочков) | В тот же день | 5,5 | 64 | 95 | 118 | В наличии | ||
366,67 ฿ | 10 кусочков) | 1 день(дней) | 5.6 | 67 | 98 | 118 | В наличии | ||
366,67 ฿ | 10 кусочков) | 1 день(дней) | 5. 7 | 67 | 98 | 118 | В наличии | ||
366,67 ฿ | 10 кусочков) | 1 день(дней) | 5.8 | 67 | 98 | 118 | В наличии | ||
385,00 ฿ | 10 кусочков) | 1 день(дней) | 5.9 | 67 | 98 | 118 | В наличии | ||
348,33 руб. | 10 кусочков) | В тот же день | 6 | 70 | 102 | 118 | В наличии | ||
405,00 ฿ | 10 кусочков) | 1 день(дней) | 6.1 | 70 | 102 | 118 | В наличии | ||
405,00 ฿ | 10 кусочков) | 1 день(дней) | 6. 2 | 70 | 102 | 118 | В наличии | ||
405,00 ฿ | 10 кусочков) | 1 день(дней) | 6.3 | 70 | 102 | 118 | В наличии | ||
405,00 ฿ | 10 кусочков) | 1 день(дней) | 6.4 | 73 | 105 | 118 | В наличии | ||
385,00 ฿ | 10 кусочков) | 1 день(дней) | 6,5 | 73 | 105 | 118 | В наличии | ||
460,00 ฿ | 10 кусочков) | 1 день(дней) | 6. 6 | 73 | 105 | 118 | В наличии | ||
460,00 ฿ | 10 кусочков) | 1 день(дней) | 6.7 | 73 | 105 | 118 | В наличии | ||
460,00 ฿ | 10 кусочков) | 1 день(дней) | 6.8 | 73 | 105 | 118 | В наличии | ||
496,67 ฿ | 10 кусочков) | 1 день(дней) | 6. 9 | 73 | 105 | 118 | В наличии | ||
433,33 руб. | 10 кусочков) | В тот же день | 7 | 73 | 105 | 118 | В наличии | ||
556,67 ฿ | 10 кусочков) | 1 день(дней) | 7.1 | 75 | 108 | 118 | В наличии | ||
536,67 ฿ | 10 кусочков) | 1 день(дней) | 7. 2 | 75 | 108 | 118 | В наличии | ||
556,67 ฿ | 10 кусочков) | 1 день(дней) | 7.3 | 75 | 108 | 118 | В наличии | ||
556,67 ฿ | 10 кусочков) | 1 день(дней) | 7.4 | 78 | 111 | 118 | В наличии | ||
521,67 ฿ | 10 кусочков) | 1 день(дней) | 7,5 | 78 | 111 | 118 | В наличии | ||
626,67 ฿ | 10 кусочков) | 1 день(дней) | 7. 6 | 78 | 111 | 118 | В наличии | ||
611,67 ฿ | 10 кусочков) | 1 день(дней) | 7.7 | 81 | 114 | 118 | В наличии | ||
฿ 600,00 | 10 кусочков) | 1 день(дней) | 7.8 | 81 | 114 | 118 | В наличии | ||
626,67 ฿ | 10 кусочков) | 1 день(дней) | 7. 9 | 81 | 114 | 118 | В наличии | ||
541,67 ฿ | 10 кусочков) | В тот же день | 8 | 81 | 114 | 118 | В наличии | ||
688,33 ฿ | 5 кусков) | 1 день(дней) | 8.1 | 84 | 117 | 118 | В наличии | ||
678,33 руб. | 5 кусков) | 1 день(дней) | 8.2 | 84 | 117 | 118 | В наличии | ||
688,33 ฿ | 5 кусков) | 1 день(дней) | 8.3 | 84 | 117 | 118 | В наличии | ||
708,33 ฿ | 5 кусков) | 1 день(дней) | 8. 4 | 87 | 121 | 118 | В наличии | ||
658,33 руб. | 5 кусков) | 1 день(дней) | 8,5 | 87 | 121 | 118 | В наличии | ||
773,33 ฿ | 5 кусков) | 1 день(дней) | 8.6 | 87 | 121 | 118 | В наличии | ||
773,33 ฿ | 5 кусков) | 1 день(дней) | 8. 7 | 87 | 121 | 118 | В наличии | ||
791,67 ฿ | 5 кусков) | 1 день(дней) | 8.8 | 89 | 124 | 118 | В наличии | ||
791,67 ฿ | 5 кусков) | 1 день(дней) | 8.9 | 89 | 124 | 118 | В наличии | ||
685,00 ฿ | 5 кусков) | 1 день(дней) | 9 | 89 | 124 | 118 | В наличии | ||
865,00 ฿ | 5 кусков) | 1 день(дней) | 9. 1 | 89 | 124 | 118 | В наличии | ||
901,67 ฿ | 5 кусков) | 1 день(дней) | 9.2 | 92 | 127 | 118 | В наличии | ||
885,00 ฿ | 5 кусков) | 1 день(дней) | 9.3 | 92 | 127 | 118 | В наличии | ||
901,67 ฿ | 5 кусков) | 1 день(дней) | 9. 4 | 92 | 127 | 118 | В наличии | ||
846,67 ฿ | 5 кусков) | 1 день(дней) | 9,5 | 92 | 127 | 118 | В наличии | ||
961,67 ฿ | 5 кусков) | 1 день(дней) | 9.6 | 95 | 130 | 118 | В наличии | ||
961,67 ฿ | 5 кусков) | 1 день(дней) | 9. 7 | 95 | 130 | 118 | В наличии | ||
961,67 ฿ | 5 кусков) | 1 день(дней) | 9.8 | 95 | 130 | 118 | В наличии | ||
1 058,33 ฿ | 5 кусков) | 1 день(дней) | 9.9 | 95 | 130 | 118 | Available |
Loading. ..
Basic Information
| work material | Общая сталь/нержавеющая сталь/алюминий | Тип материала инструмента | Кобальт Быстрорежущая сталь | Тип хвостовика | Прямая ссылка |
|---|---|---|---|---|---|
| Покрытие Да/Нет | Нет | Тип покрытия | без покрытия | С/без масляного отверстия | Нет |
Аналогичный продукт
Дополнительные продукты в этой категории
Техническая поддержка
- Сторонний бренд
- Тел.: 1382 Нажмите 7 (038-959200 Нажмите 7)/ФАКС:038-959288
- 9:00 — 18:00 (понедельник — пятница)
- Технический запрос
Сверла по металлу | Heller Tools GmbH
Перейти к основному содержанию
розничный продавец
Вы находитесь здесь:
- Heller
- Продукция
- Сверла по металлу
HSS-CO DIN 338 RN
кобальтовые сверла из нержавеющей стали
Сверла по стали HSS TIN DIN 338
HSS-G TURBO DIN 338 RN
сверла по металлу
Сверла по стали HSS-G SUPER DIN 338 RN
Сверла по стали HSS-R DIN 338 RN
HSS-G СУПЕР DIN 340
стальные сверла длинные
Сверла по стали HSS
с уменьшенным хвостовиком
HSS DIN 345
стальных сверл с конусом Морзе
Сверхдлинные сверла по стали HSS-G SUPER DIN 1869
Супер двухсторонние сверла HSS-G
СС
Коническая зенковка и зенкер для удаления заусенцев 90°
HSS
поперечный зенкер 90°
Конусное долото из листового металла HSS
Ступенчатое сверло HSS
Кольцевая пила из нержавеющей стали HSS-CO
Биметаллическая кольцевая пила HSS
Высококачественные инструменты имеют решающее значение для обработки металлов. Для точного соединения компонентов требуется точно выполненное отверстие. Неровное или неправильно выполненное отверстие с заусенцами может привести к доработке и резкому ухудшению качества. Как следствие, крайне важно использовать сверла, изготовленные в соответствии с применимыми стандартами DIN. Heller использует избранные стали HSS для своих сверл по металлу. В то же время мы уделяем особое внимание высокому качеству изготовления, что проявляется, например, в точной шлифовке наконечника и спирали, а также в низких значениях биения. Heller всегда ориентируется на потребности профессиональных пользователей. В конце концов, все продукты Heller способствуют более быстрой и экономичной работе трейдеров.
ЭкспертизаРекомендации по применениюХвостовикиСоветы и хитрости
Категории продуктов
- биты сверла молотка
- Стамески
- Сверла по бетону и каменной кладке
- Алмазные продукты
- Сверла по дереву
- Сверла по металлу
- Универсальные и специальные сверла
- Полотна для лобзиков и сабельных пил
- Дисковые пилы
- Биты
- Осциллирующие лезвия мультитула
Этот веб-сайт использует файлы cookie. У них две функции: с одной стороны, они обеспечивают базовую функциональность для этого веб-сайта. С другой стороны, они позволяют нам улучшать наш контент для вас, сохраняя и анализируя анонимные пользовательские данные. Вы можете повторно отозвать свое согласие на использование этих файлов cookie в любое время. Дополнительную информацию о файлах cookie можно найти в нашей Декларации о защите данных, а о нас — в выходных данных.
HSS-CO DIN 338 Rn Сверло из кобальтовой нержавеющей стали – Saeed Mohammed Busliman EST. для трейдинга
- Описание
- Дополнительная информация
- О бренде
- Перевозка и доставка
- Размеры
Описание
Превосходное решение для самых сложных задач по обработке нержавеющей стали и металла. HSS-CO Cobalt изготовлен из специальной стали HSS с 5% содержанием кобальта. Точная реакция при позиционировании биты благодаря точке разделения и 135? угол при вершине, а также превосходная точность размеров также характеризуют это сверло. HSS-Co Cobalt также отличается отличной концентричностью в соотв. по DIN 1414.
- Непревзойденный из высоколегированной стали и нержавеющей стали – идеальное решение для самых сложных сверлений
- Изготовлен из специальной стали HSS с 5% содержанием кобальта для чрезвычайно длительного срока службы
- Точное центрирование благодаря раздельному шлифованию и 135? угол при вершине
- Прецизионный инструмент согласно DIN 338 RN для исключительной точности размеров отверстия
- Отличная концентричность согласно DIN 1414
Дополнительная информация
О бренде
Компания Heller является всемирно известным специалистом в области профессионального бурения. Как эксперт в области разработки, производства и продажи буровых долот для любого применения, компания Heller является предпочтительным выбором профессионалов на строительных площадках и во всей отрасли. Наш приоритет – быть лидерами в технологиях и качестве. Мы применяем самые передовые методы в нашем исследовательском центре и на производстве в Динклаге, Германия. Корни Heller восходят к 1583 году, и мы гордимся различными мировыми инновациями, которые Хеллер изобрел с тех пор. Сегодня мы обладаем многочисленными патентами и работаем более чем в 60 странах
Подробнее
Доставка
Размеры
| Вт Длина | Т. Длина | ||
| 212212 | 12 | 34 | 1,0 |
| 212229 | 18 | 40 | 1,5 |
| 212236 | 24 | 49 | |
| 212243 | 30 | 57 | 2,5 |
| 212250 | 33 | 61 | 3,0 |
| 212267 | 36 | 65 | |
| 212281 | 39 | 70 | 3,5 |
| 212298 | 43 | 75 | 4,0 |
| 212304 | 43 | 75 | |
| 212311 | 47 | 80 | 4,5 |
| 212328 | 52 | 86 | 4,8 |
| 212335 | 52 | 86 | |
| 212342 | 57 | 93 | 5,5 |
| 212359 | 57 | 93 | 6,0 |
| 212366 | 63 | 101 | |
| 212373 | 69 | 109 | 7,0 |
| 212380 | 69 | 109 | 7,5 |
| 212397 | 75 | 117 | |
| 212403 | 75 | 117 | 8,5 |
| 212410 | 81 | 125 | 9,0 |
| 212427 | 81 | 125 | |
| 212434 | 87 | 133 | 10,0 |
| 212441 | 87 | 133 | 10,5 |
| 212458 | 94 | 142 | |
| 212465 | 94 | 142 | 11,5 |
| 212472 | 101 | 151 | 12,0 |
| 212489 | 101 | 151 | |
| 212496 | 101 | 151 | 13,0 |
| 212519 | 12 | 34 | 1,0 |
| 212526 | 14 | 36 | |
| 212533 | 16 | 38 | 1,2 |
| 212540 | 16 | 38 | 1,3 |
| 212557 | 18 | 40 | |
| 212564 | 18 | 40 | 1,5 |
| 212571 | 20 | 43 | 1,6 |
| 212588 | 20 | 43 | |
| 212595 | 22 | 46 | 1,8 |
| 212601 | 22 | 46 | 1,9 |
| 212618 | 24 | 49 | |
| 212625 | 24 | 49 | 2.1 |
| 212632 | 27 | 53 | 2,2 |
| 212649 | 27 | 53 | |
| 212656 | 30 | 57 | 2,4 |
| 212663 | 30 | 57 | 2,5 |
| 212670 | 30 | 57 | |
| 212687 | 33 | 61 | 2,7 |
| 212694 | 33 | 61 | 2,8 |
| 212700 | 33 | 61 | |
| 212717 | 33 | 61 | 3,0 |
| 212724 | 36 | 65 | 3. 1 |
| 212731 | 36 | 65 | 3,2 |
| 212748 | 36 | 65 | 3,3 |
| 212755 | 39 | 70 | |
| 212762 | 39 | 70 | 3,5 |
| 212779 | 39 | 70 | 3,6 |
| 212786 | 39 | 70 | |
| 212793 | 43 | 75 | 3,8 |
| 212809 | 43 | 75 | 3,9 |
| 212816 | 43 | 75 | |
| 212823 | 43 | 75 | 4.1 |
| 212830 | 43 | 75 | 4,2 |
| 212847 | 47 | 80 | |
| 212854 | 47 | 80 | 4,4 |
| 212861 | 47 | 80 | 4,5 |
| 212878 | 47 | 80 | |
| 212885 | 47 | 80 | 4,7 |
| 212892 | 52 | 86 | 4,8 |
| 212908 | 52 | 86 | |
| 212915 | 52 | 86 | 5,0 |
| 212922 | 52 | 86 | 5. 1 |
| 212939 | 52 | 86 | 5,2 |
| 212946 | 52 | 86 | 5,3 |
| 212953 | 57 | 93 | |
| 212960 | 57 | 93 | 5,5 |
| 212977 | 57 | 93 | 5,6 |
| 212984 | 57 | 93 | |
| 212991 | 57 | 93 | 5,8 |
| 213004 | 57 | 93 | 5,9 |
| 213011 | 57 | 93 | |
| 213028 | 63 | 101 | 6.1 |
| 213035 | 63 | 101 | 6,2 |
| 213042 | 63 | 101 | |
| 213059 | 63 | 101 | 6,4 |
| 213066 | 63 | 101 | 6,5 |
| 213073 | 63 | 101 | |
| 213080 | 63 | 101 | 6,7 |
| 213097 | 69 | 109 | 6,8 |
| 213103 | 69 | 109 | |
| 213110 | 69 | 109 | 7,0 |
| 213127 | 69 | 109 | 7,1 |
| 213134 | 69 | 109 | |
| 213141 | 69 | 109 | 7,3 |
| 213158 | 69 | 109 | 7,4 |
| 213165 | 69 | 109 | |
| 213172 | 75 | 117 | 7,6 |
| 213189 | 75 | 117 | 7,7 |
| 213196 | 75 | 117 | |
| 213202 | 75 | 117 | 7,9 |
| 213219 | 75 | 117 | 8,0 |
| 213226 | 75 | 117 | |
| 213233 | 75 | 117 | 8,2 |
| 213240 | 75 | 117 | 8,3 |
| 213257 | 75 | 117 | |
| 213264 | 75 | 117 | 8,5 |
| 213271 | 81 | 125 | 8,6 |
| 213288 | 81 | 125 | |
| 213295 | 81 | 125 | 8,8 |
| 213301 | 81 | 125 | 8,9 |
| 213318 | 81 | 125 | |
| 213325 | 81 | 125 | 9.1 |
| 213332 | 81 | 125 | 9,2 |
| 213349 | 81 | 125 | |
| 213356 | 81 | 125 | 9,4 |
| 213363 | 81 | 125 | 9,5 |
| 213370 | 87 | 133 | |
| 213387 | 87 | 133 | 9,7 |
| 213394 | 87 | 133 | 9,8 |
| 213400 | 87 | 133 | |
| 213417 | 87 | 133 | 10,0 |
| 213424 | 87 | 133 | 10,2 |
| 213431 | 87 | 133 | |
| 213448 | 94 | 142 | 11,0 |
| 213455 | 94 | 142 | 11,5 |
| 213462 | 101 | 151 | |
| 213479 | 101 | 151 | 12,5 |
| 213486 | 101 | 151 | 13,0 |
7 Differences between HSS and Cobalt Drill Bits
Adrian Try
•
FACTS CHECKED BY NICOLE PAV
Drill bits are essential tools that manufacturing companies use для их повседневной деятельности. Эти компании используют их для сверления отверстий прямо в алмазе, металле, дереве и других поверхностях. Тем не менее, между двумя наиболее популярными сверлами — быстрорежущей сталью HSS и кобальтовыми сверлами постоянно идет спор. Дистрибьюторы, поставщики и пользователи буровых долот изо всех сил пытаются понять различия между двумя очень похожими буровыми долотами.
Таким образом, в этой статье вы узнаете все, что вам нужно о сверлах из быстрорежущей стали и кобальта, их сходстве, различиях и применении.
Что такое сверла?
Прежде чем мы углубимся, давайте немного познакомимся с тем, что такое сверла.
Сверла являются важными инструментами, которые производители бриллиантов и другие компании, работающие с твердыми материалами, используют для создания отверстий, обычно круглого сечения, в поверхностях. Эти инструменты для резки/сверления бывают различных форм, размеров и длины. Они работают вместе со сверлами, чтобы генерировать мощность, необходимую для сверления отверстия в заготовке с помощью вращательного движения.
Рис. 1: Профессиональные многолезвийные сверла для металлообработки.
1. Классификация сверл в зависимости от материалов
Существуют различные способы классификации сверл. Тем не менее, предметом этой статьи будет классификация с использованием материалов. Существуют и другие материалы, но наше внимание будет сосредоточено исключительно на дуэте из быстрорежущей стали (HSS) и кобальтовых сверл.
Прежде чем мы углубимся в тему, давайте кратко определим, что такое сверла из быстрорежущей стали и кобальта.
Рисунок 2: Просверливание отверстия в дереве с помощью сверл
2. Что такое сверла из быстрорежущей стали? Сверла из быстрорежущей стали
на сегодняшний день являются самыми распространенными сверлами. Они сочетают углеродистую сталь с несколькими другими элементами, включая хром и ванадий. Это универсальный инструмент, который без проблем работает на таких поверхностях, как железо, сталь, алюминий, латунь и медь. Вы можете одинаково использовать их на пластике и дереве, если размер отверстия будет минимальным.
Высокоскоростная дрель обеспечивает превосходную точность сверления металла. Кроме того, с самоцентрирующимися углами можно не бояться блуждания. Благодаря высокой точности быстрорежущей стали вы можете выполнять сверление на 40 % быстрее при снижении давления подачи на 50 %.
Твердость быстрорежущей стали обусловлена ее структурой, содержащей железо и углерод, а также добавками сплава в количестве 5% и выше.
Формы из быстрорежущей стали
Быстрорежущая сталь поставляется в нескольких формах в зависимости от материалов, используемых для их изготовления. Двумя примечательными примерами являются вольфрам и молибден HSS.
Вы можете использовать инструменты из молибденовой быстрорежущей стали в операциях, связанных с низкой скоростью и высокой подачей, которые создают напряжение из-за сложной формы инструмента. M42, например, полезен в работах, требующих идеального сочетания прочности и жесткости при низких скоростях резания. M42 обеспечивает более высокую твердость, чем M2, но не обладает такой же твердостью. Также M2 отлично работает в операциях, склонных к выкрашиванию кромки. Тем не менее, для обжиговых инструментов идеально подходят сверла M10 из быстрорежущей стали.
Также существует премиальная быстрорежущая сталь (HSSE), в которой больше процентного содержания ванадия и карбида вольфрама. Он работает аналогично обычной быстрорежущей стали, но обладает большей прочностью и износостойкостью. Однако он дороже обычного HSS, что делает его менее желательным для пользователей инструментов.
Применение сверл из быстрорежущей стали
Благодаря превосходным характеристикам, таким как высокая термостойкость и долговечность, они заменили углеродистую сталь в ряде областей применения.
Он очень полезен при использовании многих режущих инструментов, таких как пилы, фрезы, зубофрезы, метчики, фуганки, насадки и многое другое. Кроме того, быстрорежущая сталь идеально подходит для материалов с относительно высокой вязкостью, высокой стойкостью к истиранию, а также для обработки как на высоких, так и на низких скоростях. В него входят кухонные ножи, стамески, напильники и лезвия ручного рубанка.
Рис. 3. Крупный план металлической заготовки, зажатой во вращающемся патроне со спиральными сверлами по стали
С другой стороны, высокоскоростные сверла полезны при сверлении стали, металла и других твердых материалы.
В отличие от сталей для холодной обработки, быстрорежущая сталь обеспечивает скорость резания в 3-4 раза выше. Это делает его пригодным для высоких температур. Перед охлаждением он подвергается термической обработке и отпуску стали при температуре выше 1200 °C.
Производители добавляют кобальтовое покрытие к быстрорежущей стали для повышения ее прочности, но оно все равно не идет ни в какое сравнение с оригинальными кобальтовыми сверлами.
HSS Pros
• Подходит для работы при температуре выше 600°C
• Обладает высокой степенью компактности и высокой прочностью на разрыв
• Обеспечивает отличный шлиф во время производства
• Оптимально работает при высоких скоростях резания.
• Простота обслуживания благодаря плавной заточке тупых инструментов.
• Это легко доступно по относительно низкой цене.
Минусы быстрорежущей стали
• Несмотря на более доступную цену, они изнашиваются быстрее, чем кобальтовые сверла.
• Работает менее эффективно на определенных материалах с высокой твердостью, таких как нержавеющая сталь.
• Низкое качество отделки по сравнению с кобальтом.
• Его край часто требует замены, хотя он острее кобальта.
• Частая замена в конечном счете снижает долговечность быстрорежущей стали в долгосрочной перспективе.
3. Что такое кобальтовые сверла?
Кобальтовые сверла являются продолжением быстрорежущей стали с дополнительным элементом 5-8% кобальта. Он намного тверже, чем HSS, и легко сверлит более твердые поверхности. К ним относятся закаленная сталь, нержавеющая сталь и другие прочные материалы. Кобальтовое сверло обладает практически всеми характеристиками быстрорежущей стали, но в избытке. Например, он более термостойкий, более прочный и имеет большую ударную вязкость с более высокой проникающей способностью.
Рис. 4. Просверливание отверстия в круглом стержне с помощью станка и сверл
Применение кобальтовых сверл
Благодаря высокой ударной вязкости мы настоятельно рекомендуем кобальтовые сверла для сверления твердой стали и металлы. К ним относятся нержавеющая сталь и немного чугуна. Он эффективен в материалах, требующих высокой температуры до 1100 градусов по Фаренгейту.
Cobalt Pros
• 5-8% кобальтового элемента в кобальтовых сверлах придает им дополнительную прочность и долговечность.
• Эффективен против твердых металлов, нержавеющих сталей и чугуна, что дает ему преимущество перед быстрорежущей сталью.
• Обладает большей износостойкостью и оптимально работает при более высоких температурах, чем быстрорежущая сталь.
• Требуется канавка меньшего размера, которая почти не ломается во время использования и дает лучший эффект, чем сверла из быстрорежущей стали.
Cobalt Pros
• Это дорого, так как стоит намного дороже, чем HSS
• Не подходит для многоцелевых работ, таких как сверла из быстрорежущей стали.
• Как правило, он предлагает меньшее соотношение цены и качества по сравнению с HSS.
4.HSS vs. Кобальтовые сверла
Ниже приведены некоторые отличия высокоскоростных сверл от кобальтовых сверл:
• Применение
Сверла из быстрорежущей стали идеально подходят для обработки относительно твердых металлов и дерева, а кобальт подходит для закаленных металлов, чугун, нержавеющая сталь.
• Хрупкость
Сверла из быстрорежущей стали более эластичны и поэтому не ломаются, в то время как кобальтовые сверла более хрупкие и быстро откалываются.
• Термостойкость
• Быстрорежущая сталь имеет меньшую теплостойкость, в то время как сверла из кобальта эффективно работают при экстремальных температурах.
• Компоненты
Быстрорежущая сталь содержит сталь и другие элементы, такие как хром и ванадий, а кобальтовые сверла содержат дополнительно 5-8% кобальта помимо этих элементов.
• Долговечность
Быстрорежущая сталь менее долговечна, а кобальт служит дольше при надлежащем уходе.
• Универсальность
Быстрорежущая сталь больше подходит для многоцелевого использования, чем кобальтовые сверла, что обеспечивает лучшее соотношение цены и качества.
• Цена
•Сверла из быстрорежущей стали, как правило, более доступны по цене, в то время как сверла с кобальтом немного дороже.
Рисунок 5: Кольцевая пила лежит на поверхности после использования
Какой из быстрорежущей стали и кобальта вы должны использовать для своего применения?
Мы полагаем, что к настоящему моменту вы уже смогли определить, какие сверла использовать между быстрорежущей сталью и кобальтом.
