Зенкер это: Зенкер – что это такое?
Содержание
инженер поможет — Зенкер по металлу
Операция зенкерования может быть как завершающей в процессе изготовления детали, так и одним из этапов обработки перед нарезкой резьбы. Зенкером обычно дорабатывают отверстие в штамповках, отливках, поковках и заготовках после долбления, расширяя диаметр, после операций растачивания резцами или сверления перед последующим развёртыванием деталей. Этим инструментом можно получить нужный профиль отверстия под крепёж (винты, болты, саморезы) или обработать торцевые плоскости деталей. При отсутствии повышенных требований к качеству деталей и необходимости в нарезке резьбы внутри отверстия, зенкерование будет заключительной операцией технологического процесса. Зенкер помогает убрать дефекты в отливках и т.д. Повышаются показатели шероховатости, исчезают геометрические неточности, такие отклонения от соосности, конусности и овальности и т.п.
Зенкеры для металла различаются по строению. Они изготавливаются цельными, насадными, сборными, оснащенными зубьями из твёрдых сплавов, с коническим хвостовиком и без него. Закрепление зенкера осуществляется двумя способами: с помощью конусного хвостовика (трёхзубые для небольших диаметров) и оправки (четырёхзубые для диаметров до 100 миллиметров). На изготовление зенкеров идёт быстрорежущая сталь, на зубья — в зависимости от назначения. Для зенкерования заготовок из стали применяют зубцы из сплава Т15К6, для чугунных –зубья из материала ВК4, ВК6 или ВК8. Режущие пластины напаивают на инструмент. Если зубья съемные, их можно демонтировать для заточки.
Закрепление зенкера осуществляется двумя способами: с помощью конусного хвостовика (трёхзубые для небольших диаметров) и оправки (четырёхзубые для диаметров до 100 миллиметров). На изготовление зенкеров идёт быстрорежущая сталь, на зубья — в зависимости от назначения. Для зенкерования заготовок из стали применяют зубцы из сплава Т15К6, для чугунных –зубья из материала ВК4, ВК6 или ВК8. Режущие пластины напаивают на инструмент. Если зубья съемные, их можно демонтировать для заточки.
Небольшие зенкеры диаметром меньше 32 миллиметров, имеющие три режущие спирали, напоминают с первого взгляда сверло спиральное. В отличие от сверла с двумя канавками, число режущих спиралей зенкера бывает от трёх до шести, а перемычка отсутствует. Несколько направляющих ленточек, по числу зубьев, способствуют точному центрированию прочного режущего инструмента. Лезвия, снимают металл равномерно и производительно слой за слоем, способствуют повышению класса точности расточенного диаметра. Для инструмента, материал которого быстрорежущая сталь, величина угла наклона режущей части 45-60 градусов, у зенкера из твёрдого сплава – 60-75, передний угол 8-15 градусов для стальных деталей, 6-8 для чугунных и 25-30 градусов для цветных сплавов.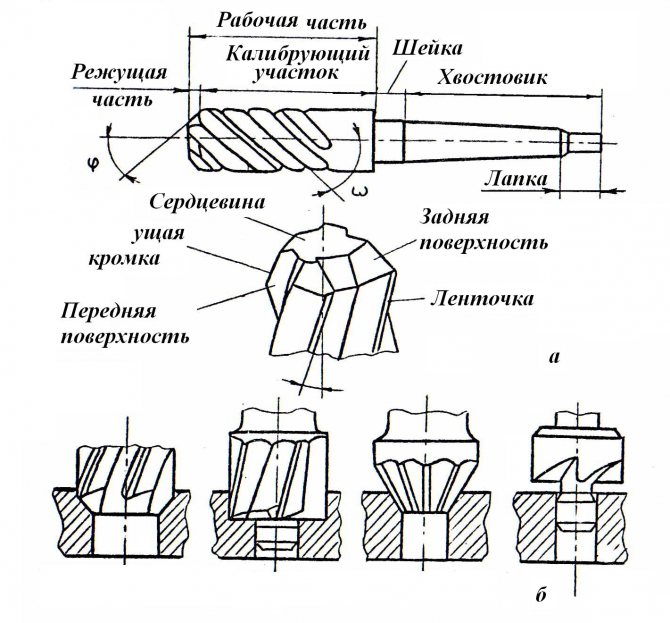 У твёрдосплавного зенкера стали этот угол равен 0-5 градусов при резании стального изделия, для чугунного он составит 5 градусов. Наклон режущей кромки принимает значения от 10 до 25 градусов. На зубцах заточена фаска размером 1,2-2,8 миллиметра, обеспечивающая верную направленность инструмента.
У твёрдосплавного зенкера стали этот угол равен 0-5 градусов при резании стального изделия, для чугунного он составит 5 градусов. Наклон режущей кромки принимает значения от 10 до 25 градусов. На зубцах заточена фаска размером 1,2-2,8 миллиметра, обеспечивающая верную направленность инструмента.
Существуют следующие виды: зенкер для цилиндрических отверстий (его ещё называют цековкой), зенкер для зачистки торцов, цилиндрическая зенковка и коническая зенковка. При зенковании получаем небольшие углубления в форме конуса или цилиндра, в которые впоследствии вкручиваются болты или винты с соответствующей головкой. Зенкерование применяется как для глухих цилиндрических отверстий, так и для сквозных.
Более точной операцией обработки, которая идёт следом за расточкой зенкером, является развёртывание. Отверстие в заготовке в процессе развёртывания доводится до нужного качества перед нарезанием резьбы. Развёртка представляет собой улучшенную модель зенкера за счёт увеличения количества резцов (от шести до двенадцати) и уменьшения высоты слоя срезаемого металла. Основные части инструмента — хвостовик, закрепляемый в станке, и рабочая часть, которая делится еще на два отрезка — режущий и калибрующий. Калибрующий участок тоже состоит из двух зон – конической, имеющей вид обратного конуса, и цилиндрической. Такая конструкция способствует получению отверстия и снижает трение развёртки о металл во время работы. Резание происходит режущей кромкой, наклонённой под углом к оси инструмента. Развёртки могут быть цельные и насадные, машинные (как видно из названия — для станков) и ручные. По форме обрабатываемых отверстий они бывают конические и цилиндрические.
Основные части инструмента — хвостовик, закрепляемый в станке, и рабочая часть, которая делится еще на два отрезка — режущий и калибрующий. Калибрующий участок тоже состоит из двух зон – конической, имеющей вид обратного конуса, и цилиндрической. Такая конструкция способствует получению отверстия и снижает трение развёртки о металл во время работы. Резание происходит режущей кромкой, наклонённой под углом к оси инструмента. Развёртки могут быть цельные и насадные, машинные (как видно из названия — для станков) и ручные. По форме обрабатываемых отверстий они бывают конические и цилиндрические.
Отверстия с размерами, не превышающими 50 миллиметров, можно обработать вручную инструментом с цилиндрическим хвостовиком. Развёртки закрепляются на токарных агрегатах и прочих станках с помощью хвостовика конусообразного или цилиндрического. Диаметры развёрнутых отверстий от 3 мм до 10 см. Для больших диаметров вплоть до 300 мм или обработки прочных металлов выбирают насадные развёртки с креплением на оправку. Материал для их изготовления – быстрорежущая сталь, зубьями получают из твёрдых сплавов, так же, как и аналогичные сборные зенкеры. Материал цельных развёрток — углеродистая сталь.
Материал для их изготовления – быстрорежущая сталь, зубьями получают из твёрдых сплавов, так же, как и аналогичные сборные зенкеры. Материал цельных развёрток — углеродистая сталь.
На заводах металлообрабатывающей отрасли зенкерование проводится на разных типах станков – сверлильных и фрезерных, расточных и прочих. Во-первых, намечаем начальную позицию для зенкерования. Для этого растачиваем в поковке или отливке резцом канавку длиной только на 5-10 миллиметров. Зенкер впоследствии обработает это отверстие гораздо быстрее резца. Для завершающего зенкерования инструмент используем с диаметром таким же, как диаметр отверстия, которое требуется получить. Кроме размера, при выборе зенкера обращаем внимание ещё на тип материала, из которого получена обрабатываемая заготовка. Важны и другие параметры: назначение изделия, объем производства, где будет располагаться отверстие, насколько режем в глубину, какая скорость резания нам необходима и какой квалитет поверхности мы хотим получить. Определяемся, из какого материала должен быть изготовлен наш инструмент, и с помощью чего мы будет осуществляться его крепление на станке. Для отверстий малых размеров в заготовках из обычного металла, не повышенной прочности, возможно крепление зенкера хвостовиком, в иных случаях надёжно закрепляем его на оправке.
Определяемся, из какого материала должен быть изготовлен наш инструмент, и с помощью чего мы будет осуществляться его крепление на станке. Для отверстий малых размеров в заготовках из обычного металла, не повышенной прочности, возможно крепление зенкера хвостовиком, в иных случаях надёжно закрепляем его на оправке.
Для зенкерования, если оно будет являться завершающей операцией обработки детали, подготавливаем отверстие, растачивая резцом или рассверливая сверлом с учётом припуска 0,8-2 миллиметра. Диаметр зенкера возьмём меньше размера отверстия, предоставив развертке, например, срезать недостающие 0,02-0,04 миллиметра.
При обработке заготовок из стали во избежание сильного нагрева в зоне резания будем использовать охлаждение СОЖ. Для зенкерования диаметра в чугуне или при работе с изделиями из цветных металлов охлаждать рабочую зону не будем.
По ГОСТам и справочникам по металлорезанию выбираем соответствующий зенкер, подходящий для обработки по всем требуемым параметрам:
— изготовленный из быстрорежущей стали, имеющий диаметр 10-40 мм, три, иногда четыре зуба — для получения отверстий в заготовках из стали с диаметром до 40 мм;
— для растачивания отверстий вплоть до 80 миллиметров в стальных изделиях – инструмент с диаметром от 32 до 80 мм, оснащенный съемными зубьями;
— зенкер с тремя, четырьмя зубьями диаметром от 14 до 50 мм – для обработки закаленных металлов, сталей, с которыми могут возникать трудности при резании;
— для зенкерования деталей из чугунов и цветных сплавов предпочтём зенкер перовой;
— специальный зенкер с подачей СОЖ из канавки в корпусе – он нужен для получения глухих отверстий с величиной диаметра 15-25 миллиметров.
Хорошо подобранный инструмент для зенкерования позволить нам сделать отверстие, не затратив много времени, по сравнению с рассверливанием спиральным сверлом или расточкой резцами. Так как скорость резания зенкером — почти как при работе сверлом, а подачи в несколько раз превосходит скорость подачи при сверлении.
Какими бывают эти инструменты в наше время
Зенкеры всех видов изготовлены из высоколегированных стальных материалов, а также сплавов с разным режущим углом. Делятся зенкеры на разные виды. От этого зависит, какой конкретно вид применять?
Эти инструменты различаются, прежде всего, по своей конструкции. Их отличия зависят от условий использования на оборудовании с ЧПУ и на станках, а также от ГОСТа. По конструкции зенкеры делятся на следующие виды.
— Насадной зенкер. Он относится к быстрорежущему типу деталей. Изготавливают его высоколегированных сплавов. Обозначается маркировкой P6M5. Может быть различных диаметров. От 25 до 75 мм.
От 25 до 75 мм.
— Твердосплавный. Это тоже насадной зенкер различных диаметров. В его конструкции присутствуют пластины из твердого сплава. Имеет маркировку ВК8,. Тут есть одна частность — например, маркировка ВК8 25 обозначает, что у зенкера есть пластины из твердого сплава диаметром 25 миллиметров. А если маркировка стоит ВК28 75, то это значит, что диаметр пластины равен 75 миллиметрам. Обычно такой сплав используют при работе с формами из стали или чугуна с высоким содержанием легирующих элементов.
— Еще такой же маркировкой, БК8, отмечаются хвостовые насадные зенкеры. Это деталь, которая оснащена специальным хвостовиком конической формы.
— Цельный. Самый доступный по цене, но в то же время тип зенкеров с наименьшей производительностью. Обычно если вам нужна более точная обработка и большая скорость работы, используются другие, сборные варианты с маркировкой БК8.
Так же зенкер выбирается в зависимости от задач по обработке детали
— Конические. Детали для обработки конических поверхностей на стальных заготовках (под различные датчики, клапаны, и т.д.) и для работы с прочими типами стальных материалов.
Детали для обработки конических поверхностей на стальных заготовках (под различные датчики, клапаны, и т.д.) и для работы с прочими типами стальных материалов.
— Торцевые. Применяются для того, чтобы торцевые плоскости детали были защищены.
— Цилиндрические. Детали изготавливаются по специальным нормам ГОСТ. Зенкеры этого вида предназначаются для обработки поверхностей разного рода цилиндрического вида и формы. Они различны между собой по углу наклона, диаметру, и покрытию, которое моет быть выполнено из разных поверхностей, но общее в них одно — они выполнены из износостойкого материала.
Как зенкеры делятся по этому параметру?
— При обработке чугунных отверстий и высоколегированных сталей используется угол 0-5 градусов.
— При обработке материалов со средней степенью твердости используется угол 8-10 градусов.
— Для обработки легких видов стали используется угол 15-20 градусов.
Другими словами, если использовать зенкер, можно добиться многого. Например, существенно расширить диаметр изделия. К примеру, уровень вхождения становится более точным, поверхность отверстий, есть возможность создавать дополнительные отверстия под разного рода крепежные элементы. К ним относятся, к примеру, болты и др.
Некоторые требования, которым должен соответствовать этот инструмент
Выбранный зенкер (согласно ГОСТ или по справочникам, или и тому, и другому) должен соответствовать следующим техническим условиям применения:
— В изделиях, выполненных из конструкционной стали, расточку отверстий, диаметр которых до 8 сантиметров, проводят оснасткой из быстрорежущей стали. Ее диаметр должен достигать 32-80 мм. На оснастке должны быть надсадные головки.
— Если изделие изготовлено из цветных металлов или чугуна, для расточки глухих отверстий используется перовой инструмент.
— Если изделие было изготовлено из закаленной стали, которую было трудно обрабатывать, нужно использовать для растяжки отверстий в этой детали инструмент с твердосплавными пластинами, их диаметр около 14 мм-5 см. И у инструмента должны быть 3-4 зуба.
И у инструмента должны быть 3-4 зуба.
Чем отличается использование зенкера от смежных операций?
Если использовать зенкер, точно так же, как и рассверливать, то эта процедура выполняется на уже готовых отверстиях. Но результат получается более точным. Почему? В процессе обработки исправляются такие погрешности, как те, которые возникают после штамповки, литья, сверления. Улучшается точность и чистота поверхности отверстия.
Обычное сверло может отклониться от центра из-за того, что у него низкая жесткость. Особенно это актуально при прохождении отверстий большой глубины. Чем же отличается зенкер? У инструмента для зенкерования более высокая жесткость за сет большого количества зубьев. Это обеспечивает большую точность и направление. А меньшая глубина резки обеспечивает большую чистоту.
Если вы хотите зенкеровать в домашних условиях углубления под головки болтов или увеличить диаметр отверстия, то вполне сгодится для этого и обычное сверло. Разумеется, не каждое, а предназначенное специально для этого. Как дополнительный инструмент следует использовать простую дрель, или электрическую. Но если речь идет о производстве, то эта точная операция требует значительной мощности. По этой причине эта обработка выполняется на различных станках:
Разумеется, не каждое, а предназначенное специально для этого. Как дополнительный инструмент следует использовать простую дрель, или электрическую. Но если речь идет о производстве, то эта точная операция требует значительной мощности. По этой причине эта обработка выполняется на различных станках:
— Фрезерных (как вертикальных, так и горизонтальных) — очень редко. Обычно на оборудовании с ЧПУ как часть программы.
— Сверлильных- Очень часто.
— Токарных — тоже очень часто.
— Агрегатных — часто.
— Расточных — достаточно часто, в качестве вторичной операции.
По совету народных умельцев можно изготовить зенкер в домашних условиях. В качестве заготовки берется обломок сверла или любой другой цилиндр. На шлифовальном круге его конец затачивается под гладкий конус. Потом продольно режется канавка с помощью пилы-«болгарки», и еще раз зашлифовываются неровности. В результате получится инструмент, которым можно зенкеровать предварительно рассверленные диаметры и в деревянных, и в металлических деталях.
В результате получится инструмент, которым можно зенкеровать предварительно рассверленные диаметры и в деревянных, и в металлических деталях.
Зенкер. Финишная доработка отверстий | ПроИнструмент
Поменял и забыл |
27.02.2017
Во многих случаях предварительно просверленное отверстие (особенно с использованием ручной дрели) не отличается высоким качеством: кроме торцовых заусенцев, может присутствовать ещё неперпендикулярность оси. Поэтому после сверления часто используют следующий переход – зенкерование, для этой операции нам и потребуется зенкер.
Устройство зенкера и целесообразность применения инструмента
В качестве первичного инструмента для получения отверстий, зенкер использовать невозможно. Его форма не позволит качественно врезаться в древесину, и, тем более, в металл. Иное дело – работать по уже готовой полости, для того, чтобы её улучшить или расширить по диаметру. С этой целью зенкер включает в себя:
- Рабочую часть, в виде многозубого усечённого конуса;
- Направляющую цилиндрическую часть;
- Опорную часть (хвостовик) с посадочным местом под патрон станка или дрели.

Область использования зенкеров ранее была более разнообразной – их использовали не только для рассверливания отверстий, но также и для финишной обработки соответствующих сквозных или глухих полостей в штампованных или литых заготовках. В современных технологиях деформирования внутренние образующие отверстий после точной пробивки/вырубки металлических полуфабрикатов полностью соответствуют зенкерованным. Естественно, что и по производительности зенкерование уступает штамповке. Но, во-первых, иметь штамповочное оборудование может себе позволить далеко не каждый. А, во-вторых, зенкеры по дереву ещё никто не отменил.
Классификацию цельных зенкеров по металлу, согласно ГОСТ 12489-71, можно выполнить для двух групп. К группе №1 относят инструмент, который предназначается для последующего получения особо точных отверстий методом их развёртывания (в качестве примера можно привести расточку гнёзд для сёдел клапанов). №2 применяется, если для использования отверстия для которых достаточным является квалитет Н11 (это соответствует примерно 4-5 классам точности). Стоит напомнить, что точность после сверления не превышает 12 квалитета, при этом биение сверла составляет не менее 0,15…0,20 мм (даже для отлаженных станков и новых свёрл). Зенкерование же даёт 11-й квалитет, при качестве внутренней поверхности отверстия до Rz 15…20.
Стоит напомнить, что точность после сверления не превышает 12 квалитета, при этом биение сверла составляет не менее 0,15…0,20 мм (даже для отлаженных станков и новых свёрл). Зенкерование же даёт 11-й квалитет, при качестве внутренней поверхности отверстия до Rz 15…20.
Соответствие квалитетов ГОСТ и погрешностей размеров в зависимости от их диаметра можно определить при помощи таблицы, которая приведена ниже. При этом следует помнить, что отверстия под последующее их зенкерование должны быть меньше требуемого значения на 0,6…0,8 мм. Тоесть, зенкером снимается весьма небольшое количество материала.
Характерными особенностями зенкера считаются:
- Наличие укороченной режущей части, которая, в отличие от свёрл, имеет форму усечённого конуса.
- Три и более винтовых канавок, которые предназначены для отвода стружки.
- Различная форма посадочной части – от конической, с обычным конусом Морзе, до традиционной цилиндрической по ГОСТ 12489-71, с осевым выступом на торце (зенковки).

Такие конструктивные изменения предусматривают некоторые отличия в технологии зенкерования от сверления. Например, использование смазочно-охлаждающих сред (СОЖ) здесь обязательно, а число оборотов зенкера всегда должно быть меньше, чем сверла по тому же материалу.
Общие правила для подбора зенкера и оборудования
Перед выбором необходимо определиться, что необходимо получить после такой обработки – улучшить качество отверстия, либо повысить его размерную точность. Первый вариант необходим, если в отверстии требуется нарезать резьбу (особенно – с мелким шагом), а второй – если в отверстие будет заводиться калиброванный крепёж в виде винтов, штифтов и т. д.
Учитывая описанный выше профиль рабочего торца зенкера, обрабатывать им можно и поверхности, непосредственно примыкающие к отверстию, например, с целью получения отверстия под потай.
В зависимости от условий отработки различают также цельные стальные зенкеры и инструмент с насадками из твёрдого сплава. В первом случае для изготовления используются быстрорежущие стали типа Р6М5 или Р6М5К5 (работа со стальными заготовками), во втором — для работ по дереву – можно применять и зенкеры из обычной углеродистой стали типа У7 или У8.
Твердосплавные насадные зенкера изготавливают из металлокерамики марок ВК4, ВК3М, минералокерамики ЦМ-332, а также из безвольфрамовых твёрдых сплавов ТМ-1 или ТМ-20. К стальному корпусу такие насадки, имеющие форму пластин, припаивают медью. Преимущества твёрдосплавных насадок к зенкерам – возможность в процессе обработки применять высокооборотистые режимы резания.
Долговечность зенкера определяется режимом его термической обработки, и, соответственно – твёрдостью. Рабочая часть инструмента, изготовленного из быстрорежущей стали, должна быть не менее HRC 62…64, а хвостовика — в пределах HRC 35…45. Зенкеры из углеродистых инструментальных сталей обладают твёрдостью рабочей части в HRC 56…60. Зенкеры по металлу с малыми диаметрами (до 6 мм) при покупке целесообразно проверять на твёрдость, используя тарированный напильник.
Зенкеры по металлу с малыми диаметрами (до 6 мм) при покупке целесообразно проверять на твёрдость, используя тарированный напильник.
Для зенкеров по дереву используются также сборные и цельные конструкции. Эта технология для производства менее трудоёмкая, однако сборно-сварные исполнения инструмента весьма чувствительны к радиальному, и, особенно – торцевому – биению, поэтому техническое состояние патрона станка или дрели должно проверяться более тщательно.
При подборе типоразмера зенкера требуется учитывать не только размерный диапазон обрабатываемых отверстий, в частности, их глубины, но и реальную мощность используемого оборудования. Дело в том, что зенкерование – более энергозатратная операция, в сравнении со сверлением. Она требует повышенной мощности привода, поскольку всегда производится со значительными силовыми нагрузками на инструмент. Поэтому выбор, в частности, дрели обуславливается не только возможностью её функционирования на пониженных оборотах, но и достаточной мощностью двигателя (не менее 1,6 кВт).
Следует, однако, помнить, что наиболее качественным считается зенкерование, которое выполняется на станке. Тут с успехом используются и сверлильные, и токарные, и расточные станки. Для обработки можно приспособить также и фрезерный станок, однако лишь при наличии на нём устройства ЧПУ.
Домашние мастера обычно приобретают зенкеры в наборе. Это удобно и выгодно, но при этом следует проверить возможность установки хвостовика в патрон основного оборудования.
Зенкерование по металлу и дереву. Особенности
Вначале выбирают конструктивное исполнение зенкера. Например, обработку заготовок из цветных металлов и сплавов можно вести обычным перовым зенкером, а для зенкерования высокоуглеродистых сталей подойдёт инструмент по металлу с 3…4 зубьями, при этом угол усечённого конуса может варьироваться в диапазоне 60…90º.
Технология производства данных операций включает в себя:
- Проверку прямолинейности оси предварительно выполненного отверстия. Для этого используют нутромер, а деталь укладывают на ровную жёсткую плоскость.
- Для заготовок из литых сплавов – пробную расточку до глубины в 5…10 мм. Это позволяет исключить влияние возможной несплошности литой структуры заготовки на биение зенкера.
- Смачивание СОЖ передней кромки отверстия (для чугунных заготовок, а также изделий из цветных металлов это необязательно). В дальнейшем подачу СОЖ выполняют по имеющимся винтовым канавкам.
- Силовую подачу зенкера по мере его внедрения в металл (усилие возрастёт в 2,5…3 раза, но это не является причиной неисправности).
- Постепенное снижение подачи по мере приближения к противоположному торцу отверстия.
После обработки заготовки зенкером с развитой направляющей частью, последующий проход инструмента по отверстию не нужен.
Особый интерес у домашних мастеров вызывает комбинированный инструмент сверло-зенкер. Он представляет собой ступенчатое сверло, на торце которого оформлена зенкерующая часть. Для снижения износа и усилия продольной подачи эта часть снабжается полусферическими канавками, куда периодически поступает СОЖ, и выводится образующаяся стружка.
Он представляет собой ступенчатое сверло, на торце которого оформлена зенкерующая часть. Для снижения износа и усилия продольной подачи эта часть снабжается полусферическими канавками, куда периодически поступает СОЖ, и выводится образующаяся стружка.
Поскольку сверло-зенкер по мере своего углубления в металл работает в различных условиях, то к его исполнению предъявляется ряд дополнительных требований:
- Наибольшую долговечность будет иметь рабочий инструмент с поверхностным высокостойким покрытием из нитрида титана или вольфрама. Воронёный инструмент (чёрного цвета) будет обладать несколько меньшей стойкостью;
- Наборы из нескольких типоразмеров свёрл-зенкеров помогают при окончательной обработке отверстия формировать в его торце коническую переходную часть под крепёж нужных размеров;
- Рабочая часть сверла должна быть минимально допустимой, при которой обеспечивается устойчивая обработка: длинные инструменты резко теряют в своей устойчивости от продольного изгиба, что, учитывая повышенную твёрдость, мгновенно приведёт к поломке.

Зенкеры по дереву отличаются не только материалом, но и формой торца рабочей части. Удобно пользоваться также специальной зенкерующей насадкой, которая надевается сверху на обычное сверло, и прикрепляется к нему при помощи винта. При этом качество сверления обеспечивается правильной заточкой сверла и оптимальным выбором его материала. Для глубоких заготовок (размерами выше 40…50 мм) рациональнее использовать свёрла из воронёной инструментальной стали, в то время как для менее толстых изделий лучшую долговечность показывают твёрдосплавные зенкеры.
Зенкерующая насадка под основной инструмент имеет ещё одно эксплуатационное преимущество: она – двухсторонняя, поэтому, будучи насаженной на сверло своей противоположной частью, может эффективно применяться как ограничитель глубины обработки полости.
Основные особенности зенкеров по дереву:
- Изготовленная под углом 90° рабочая форма торца.
- Увеличенное до 5 количество зубьев.
- Возможность применения также и для зенковки отверстия, без изменения его диаметра.

- Зависимость количества режущих кромок от обрабатываемого материала: для мягких пород древесины – сосны или липы – обычно достаточно одной режущей кромки. В то же время, при необходимости обработки дерева вдоль волокон, из-за опасности скола количество режущих кромок — две и более.
Конструкции такого инструмента различаются также в зависимости от материала изделия. Например, для фанеры или ДСП выбирается свой зенкер.
Хороший набор свёрл по дереву обязательно включает в себя и зенкер (как самостоятельно, так и в качестве насадки на основной инструмент).
Ручной гайковёрт. «Мясорубка» дальнобойщика
Как намагнитить отвёртку?
Зенкеры (к/х, ц/х), ГОСТ12489-71, насадные тв.
 сплавные
сплавные
Операция зенкерования может быть как завершающей в процессе изготовления детали, так и одним из этапов обработки перед нарезкой резьбы. Зенкером обычно дорабатывают отверстие в штамповках, отливках, поковках и заготовках после долбления, расширяя диаметр, после операций растачивания резцами или сверления перед последующим развёртыванием деталей. Этим инструментом можно получить нужный профиль отверстия под крепёж (винты, болты, саморезы) или обработать торцевые плоскости деталей. При отсутствии повышенных требований к качеству деталей и необходимости в нарезке резьбы внутри отверстия, зенкерование будет заключительной операцией технологического процесса. Зенкер помогает убрать дефекты в отливках и т.д. Повышаются показатели шероховатости, исчезают геометрические неточности, такие отклонения от соосности, конусности и овальности и т.п.
Зенкеры для металла различаются по строению. Они изготавливаются цельными, насадными, сборными, оснащенными зубьями из твёрдых сплавов, с коническим хвостовиком и без него. Закрепление зенкера осуществляется двумя способами: с помощью конусного хвостовика (трёхзубые для небольших диаметров) и оправки (четырёхзубые для диаметров до 100 миллиметров). На изготовление зенкеров идёт быстрорежущая сталь, на зубья — в зависимости от назначения. Для зенкерования заготовок из стали применяют зубцы из сплава Т15К6, для чугунных –зубья из материала ВК4, ВК6 или ВК8. Режущие пластины напаивают на инструмент. Если зубья съемные, их можно демонтировать для заточки.
Закрепление зенкера осуществляется двумя способами: с помощью конусного хвостовика (трёхзубые для небольших диаметров) и оправки (четырёхзубые для диаметров до 100 миллиметров). На изготовление зенкеров идёт быстрорежущая сталь, на зубья — в зависимости от назначения. Для зенкерования заготовок из стали применяют зубцы из сплава Т15К6, для чугунных –зубья из материала ВК4, ВК6 или ВК8. Режущие пластины напаивают на инструмент. Если зубья съемные, их можно демонтировать для заточки.
Небольшие зенкеры диаметром меньше 32 миллиметров, имеющие три режущие спирали, напоминают с первого взгляда сверло спиральное. В отличие от сверла с двумя канавками, число режущих спиралей зенкера бывает от трёх до шести, а перемычка отсутствует. Несколько направляющих ленточек, по числу зубьев, способствуют точному центрированию прочного режущего инструмента. Лезвия, снимают металл равномерно и производительно слой за слоем, способствуют повышению класса точности расточенного диаметра. Для инструмента, материал которого быстрорежущая сталь, величина угла наклона режущей части 45-60 градусов, у зенкера из твёрдого сплава – 60-75, передний угол 8-15 градусов для стальных деталей, 6-8 для чугунных и 25-30 градусов для цветных сплавов. У твёрдосплавного зенкера стали этот угол равен 0-5 градусов при резании стального изделия, для чугунного он составит 5 градусов. Наклон режущей кромки принимает значения от 10 до 25 градусов. На зубцах заточена фаска размером 1,2-2,8 миллиметра, обеспечивающая верную направленность инструмента.
У твёрдосплавного зенкера стали этот угол равен 0-5 градусов при резании стального изделия, для чугунного он составит 5 градусов. Наклон режущей кромки принимает значения от 10 до 25 градусов. На зубцах заточена фаска размером 1,2-2,8 миллиметра, обеспечивающая верную направленность инструмента.
Существуют следующие виды: зенкер для цилиндрических отверстий (его ещё называют цековкой), зенкер для зачистки торцов, цилиндрическая зенковка и коническая зенковка. При зенковании получаем небольшие углубления в форме конуса или цилиндра, в которые впоследствии вкручиваются болты или винты с соответствующей головкой. Зенкерование применяется как для глухих цилиндрических отверстий, так и для сквозных.
Более точной операцией обработки, которая идёт следом за расточкой зенкером, является развёртывание. Отверстие в заготовке в процессе развёртывания доводится до нужного качества перед нарезанием резьбы. Развёртка представляет собой улучшенную модель зенкера за счёт увеличения количества резцов (от шести до двенадцати) и уменьшения высоты слоя срезаемого металла. Основные части инструмента — хвостовик, закрепляемый в станке, и рабочая часть, которая делится еще на два отрезка — режущий и калибрующий. Калибрующий участок тоже состоит из двух зон – конической, имеющей вид обратного конуса, и цилиндрической. Такая конструкция способствует получению отверстия и снижает трение развёртки о металл во время работы. Резание происходит режущей кромкой, наклонённой под углом к оси инструмента. Развёртки могут быть цельные и насадные, машинные (как видно из названия — для станков) и ручные. По форме обрабатываемых отверстий они бывают конические и цилиндрические.
Основные части инструмента — хвостовик, закрепляемый в станке, и рабочая часть, которая делится еще на два отрезка — режущий и калибрующий. Калибрующий участок тоже состоит из двух зон – конической, имеющей вид обратного конуса, и цилиндрической. Такая конструкция способствует получению отверстия и снижает трение развёртки о металл во время работы. Резание происходит режущей кромкой, наклонённой под углом к оси инструмента. Развёртки могут быть цельные и насадные, машинные (как видно из названия — для станков) и ручные. По форме обрабатываемых отверстий они бывают конические и цилиндрические.
Отверстия с размерами, не превышающими 50 миллиметров, можно обработать вручную инструментом с цилиндрическим хвостовиком. Развёртки закрепляются на токарных агрегатах и прочих станках с помощью хвостовика конусообразного или цилиндрического. Диаметры развёрнутых отверстий от 3 мм до 10 см. Для больших диаметров вплоть до 300 мм или обработки прочных металлов выбирают насадные развёртки с креплением на оправку. Материал для их изготовления – быстрорежущая сталь, зубьями получают из твёрдых сплавов, так же, как и аналогичные сборные зенкеры. Материал цельных развёрток — углеродистая сталь.
Материал для их изготовления – быстрорежущая сталь, зубьями получают из твёрдых сплавов, так же, как и аналогичные сборные зенкеры. Материал цельных развёрток — углеродистая сталь.
На заводах металлообрабатывающей отрасли зенкерование проводится на разных типах станков – сверлильных и фрезерных, расточных и прочих. Во-первых, намечаем начальную позицию для зенкерования. Для этого растачиваем в поковке или отливке резцом канавку длиной только на 5-10 миллиметров. Зенкер впоследствии обработает это отверстие гораздо быстрее резца. Для завершающего зенкерования инструмент используем с диаметром таким же, как диаметр отверстия, которое требуется получить. Кроме размера, при выборе зенкера обращаем внимание ещё на тип материала, из которого получена обрабатываемая заготовка. Важны и другие параметры: назначение изделия, объем производства, где будет располагаться отверстие, насколько режем в глубину, какая скорость резания нам необходима и какой квалитет поверхности мы хотим получить. Определяемся, из какого материала должен быть изготовлен наш инструмент, и с помощью чего мы будет осуществляться его крепление на станке. Для отверстий малых размеров в заготовках из обычного металла, не повышенной прочности, возможно крепление зенкера хвостовиком, в иных случаях надёжно закрепляем его на оправке.
Определяемся, из какого материала должен быть изготовлен наш инструмент, и с помощью чего мы будет осуществляться его крепление на станке. Для отверстий малых размеров в заготовках из обычного металла, не повышенной прочности, возможно крепление зенкера хвостовиком, в иных случаях надёжно закрепляем его на оправке.
Для зенкерования, если оно будет являться завершающей операцией обработки детали, подготавливаем отверстие, растачивая резцом или рассверливая сверлом с учётом припуска 0,8-2 миллиметра. Диаметр зенкера возьмём меньше размера отверстия, предоставив развертке, например, срезать недостающие 0,02-0,04 миллиметра.
При обработке заготовок из стали во избежание сильного нагрева в зоне резания будем использовать охлаждение СОЖ. Для зенкерования диаметра в чугуне или при работе с изделиями из цветных металлов охлаждать рабочую зону не будем.
По ГОСТам и справочникам по металлорезанию выбираем соответствующий зенкер, подходящий для обработки по всем требуемым параметрам:
— изготовленный из быстрорежущей стали, имеющий диаметр 10-40 мм, три, иногда четыре зуба — для получения отверстий в заготовках из стали с диаметром до 40 мм;
— для растачивания отверстий вплоть до 80 миллиметров в стальных изделиях – инструмент с диаметром от 32 до 80 мм, оснащенный съемными зубьями;
— зенкер с тремя, четырьмя зубьями диаметром от 14 до 50 мм – для обработки закаленных металлов, сталей, с которыми могут возникать трудности при резании;
— для зенкерования деталей из чугунов и цветных сплавов предпочтём зенкер перовой;
— специальный зенкер с подачей СОЖ из канавки в корпусе – он нужен для получения глухих отверстий с величиной диаметра 15-25 миллиметров.
Хорошо подобранный инструмент для зенкерования позволить нам сделать отверстие, не затратив много времени, по сравнению с рассверливанием спиральным сверлом или расточкой резцами. Так как скорость резания зенкером — почти как при работе сверлом, а подачи в несколько раз превосходит скорость подачи при сверлении.
Какими бывают эти инструменты в наше время
Зенкеры всех видов изготовлены из высоколегированных стальных материалов, а также сплавов с разным режущим углом. Делятся зенкеры на разные виды. От этого зависит, какой конкретно вид применять?
Эти инструменты различаются, прежде всего, по своей конструкции. Их отличия зависят от условий использования на оборудовании с ЧПУ и на станках, а также от ГОСТа. По конструкции зенкеры делятся на следующие виды.
— Насадной зенкер. Он относится к быстрорежущему типу деталей. Изготавливают его высоколегированных сплавов. Обозначается маркировкой P6M5. Может быть различных диаметров. От 25 до 75 мм.
— Твердосплавный. Это тоже насадной зенкер различных диаметров. В его конструкции присутствуют пластины из твердого сплава. Имеет маркировку ВК8,. Тут есть одна частность — например, маркировка ВК8 25 обозначает, что у зенкера есть пластины из твердого сплава диаметром 25 миллиметров. А если маркировка стоит ВК28 75, то это значит, что диаметр пластины равен 75 миллиметрам. Обычно такой сплав используют при работе с формами из стали или чугуна с высоким содержанием легирующих элементов.
Это тоже насадной зенкер различных диаметров. В его конструкции присутствуют пластины из твердого сплава. Имеет маркировку ВК8,. Тут есть одна частность — например, маркировка ВК8 25 обозначает, что у зенкера есть пластины из твердого сплава диаметром 25 миллиметров. А если маркировка стоит ВК28 75, то это значит, что диаметр пластины равен 75 миллиметрам. Обычно такой сплав используют при работе с формами из стали или чугуна с высоким содержанием легирующих элементов.
— Еще такой же маркировкой, БК8, отмечаются хвостовые насадные зенкеры. Это деталь, которая оснащена специальным хвостовиком конической формы.
— Цельный. Самый доступный по цене, но в то же время тип зенкеров с наименьшей производительностью. Обычно если вам нужна более точная обработка и большая скорость работы, используются другие, сборные варианты с маркировкой БК8.
Тонкости правильного зенкерования металлических заготовок
При выполнении зенкерования углублений в металле для заготовок, не требующих высокой точности, используется простое сверло, закрепленное к патрону обычной дрели. Такое практикуется в домашнем хозяйстве. При выполнении серьезных технологических операций в машиностроительных отраслях эта работа требует большой мощности и соответствующего оборудования.
Такое практикуется в домашнем хозяйстве. При выполнении серьезных технологических операций в машиностроительных отраслях эта работа требует большой мощности и соответствующего оборудования.
Поэтому при таком подходе применяются:
- Расточное оборудование.
- Сверлильные установки.
- Токарные станки.
- Агрегатное (используемое для повторной обработки на оснащенной автоматикой линии).
- Фрезерные станки.
Зенкерование отверстия после отливки рекомендуется выполнить его растачивание на от 5 до 10 мм в глубину. Это необходимо, что зенкер принял заданные координаты.
При выполнении обработки стальных изделий применение смазочно-охлаждающих жидкостей обязательно, так как металл сильно нагревается и становится мягким, а это влияет на качество обработки. При обработке изделий из цветного металла не требует применения СОЖ, они наиболее податливы к внешним воздействиям и обработка отверстий выполняется быстрее.
► При выборе инструмента требуется руководствоваться следующими нюансами:
- Тип применяемого инструмента выбирается на основании материала обрабатываемой заготовки.
 При этом немаловажно учитывать расположение отверстия и серийность производства.
При этом немаловажно учитывать расположение отверстия и серийность производства. - Исходя из заданных параметров точности, диаметра и глубины обработки производят соответствующий выбор зенкера.
- Способ крепления в станочном приспособлении немаловажен при выборе.
- Материал, из которого выполнен инструмент, зависит от материала детали, Например, это может быть зенкер по металлу или по дереву.
В помощь при выборе инструмента имеют место быть государственные стандарты, а именно ГОСТ 12489-71 будет настольной книгой в этом деле. Инструмент должен соответствовать ТУ и ГОСТ.
► Примеры правильно выбора:
- Для изделий, материалом которых является конструкционная сталь, и при этом есть необходимость получить отверстие до 40 мм по диаметру, производится обработка зенкером из быстрорежущей стали. Сам инструмент должен иметь 3 или 4 зуба, а диаметр не менее 30 и не более 40 мм.
- Если изделие выполнено из закаленной или иной труднообрабатываемой стали, то при его расточке необходимо сделать выбор в пользу инструмента с твердосплавными пластинами.
 При этом показатели диаметра выбираются в пределах от 40 до 50 мм, а количество зубьев от 3 до 4.
При этом показатели диаметра выбираются в пределах от 40 до 50 мм, а количество зубьев от 3 до 4. - Перед обработкой изделий из конструкционных материалов стали при обработке отверстий до 80 мм в диаметре, растачивание производится зенкером из быстрорежущего материала с использованием насадных головок диаметром от 32 до 80 мм.
- Перовой зенкер используется для обработки заготовок из чугуна и цветного металла.
- При обработке глухих отверстий, диаметр которых колеблется в пределах 15-25 мм обработка, происходит специальным инструментом, имеющим в корпусной части канал для подачи СОЖ.
Для выполнения качественных работ по зенкерованию необходимо соблюдать припуски. Параметры диаметра применяемого инструмента должны соответствовать с размером полученного диаметра в заготовке после технологической операции.
В случае если после зенкерования необходимо будет исполнение развертывания, то инструмент должен быть выбран из расчета на 0,15 или на 0,3 мм меньше, чем получаемый в результате размер. При нанесении метки черновой расточки ли сверления в качестве подготовки для зенкерования следует выполнять припуск на сторону размером от 0,5 до 2 мм.
При нанесении метки черновой расточки ли сверления в качестве подготовки для зенкерования следует выполнять припуск на сторону размером от 0,5 до 2 мм.
Видео: свёрла, зенковки.
Так же зенкер выбирается в зависимости от задач по обработке детали
— Конические. Детали для обработки конических поверхностей на стальных заготовках (под различные датчики, клапаны, и т.д.) и для работы с прочими типами стальных материалов.
— Торцевые. Применяются для того, чтобы торцевые плоскости детали были защищены.
— Цилиндрические. Детали изготавливаются по специальным нормам ГОСТ. Зенкеры этого вида предназначаются для обработки поверхностей разного рода цилиндрического вида и формы. Они различны между собой по углу наклона, диаметру, и покрытию, которое моет быть выполнено из разных поверхностей, но общее в них одно — они выполнены из износостойкого материала.
Устройство и характеристики
Рассматриваемый инструмент состоит из трех основных элементов:
- сверла;
- зенковки;
- хвостовой части.

Профессиональные модели оснащают регулируемым ограничителем глубины сверления.
Тип используемого материала зависит от предназначения приспособлений. Например, для изготовления сверла зенковки по металлу применяют специальную быстрорежущую сталь.
По конструкции зенковки делят на два типа:
- Цилиндрическая. Обычно имеет износоустойчивое покрытие. Количество режущих элементов – от 4 до 10, исходя из диаметра приспособления. Конструкция напоминает обычное сверло.
- Коническая. Угол наклона конуса зависит от назначения модели. Параметр варьируется в диапазоне от 60 до 120º. Количество режущих кромок – от 6 до 12. Показатель прямо связан с длиной инструмента.
Независимо от типа обработки при изготовлении зенковок в качестве основного материала используют специальные сорта стали:
- инструментальные;
- быстрорежущие;
- твердосплавные;
- легированные;
- углеродистые.
Для рассверливания металлических изделий обычно используют твердосплавные сорта стали.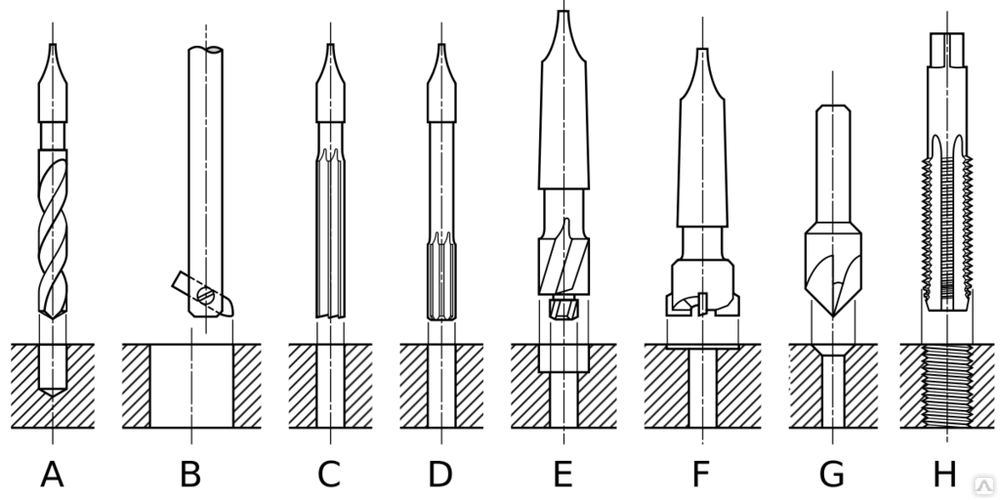 Они отличаются высокой устойчивостью к продолжительным нагрузкам. Для обработки менее прочных поверхностей, таких как дерево или цветной металл, применяют быстрорежущие зенковки.
Они отличаются высокой устойчивостью к продолжительным нагрузкам. Для обработки менее прочных поверхностей, таких как дерево или цветной металл, применяют быстрорежущие зенковки.
При работе со сложными материалами при высоких нагрузках необходимо позаботиться о дополнительном охлаждении инструмента с помощью специальных эмульсионных составов.
Как зенкеры делятся по этому параметру?
— При обработке чугунных отверстий и высоколегированных сталей используется угол 0-5 градусов.
— При обработке материалов со средней степенью твердости используется угол 8-10 градусов.
— Для обработки легких видов стали используется угол 15-20 градусов.
Другими словами, если использовать зенкер, можно добиться многого. Например, существенно расширить диаметр изделия. К примеру, уровень вхождения становится более точным, поверхность отверстий, есть возможность создавать дополнительные отверстия под разного рода крепежные элементы. К ним относятся, к примеру, болты и др.
Разница между зенкерованием и смежными операциями
Зенкерование напоминает сверление, только выполняется в подготовленные технологические отверстия. При данной операции получается более точный результат, так как некоторые погрешности устраняются, выправляется соосность, увеличивается точность и чистота обработки.
При данной операции получается более точный результат, так как некоторые погрешности устраняются, выправляется соосность, увеличивается точность и чистота обработки.
В процессе сверления инструмент может отклониться от оси, особенно когда большая глубина. Зенкерование выполняется инструментом, обладающим высокой жесткостью, так как число режущих кромок большое, что обеспечивает точность и заданное направление. При низких глубинах резки обеспечивается еще большая точность.
Для сравнения можно привести пример: при рассверливании получаемая шероховатость – Rz 20мкм и 11-12 – это квалитеты, при обработке зенкером – шероховатость Ra 20мкм, 9-11 квалитеты. Сверло по металлу 85, изготовленное в соответствии с ГОСТ, используется в металлообработке при необходимости выполнения кольцевого сквозного отверстия.
Имеются инструменты, имеющие комбинированное исполнение, к ним относится сверло-зенкер. Применяется с особо ответственных техпроцессах при обработке металлов резанием.
Развертывание проводится после операций сверления и зенкерования отверстий, относимое к более точной механической обработке. Инструмент-развертка. Последнее относиться к получистовой операции, и в этом заключается отличие зенкерования от развертывания.
Инструмент-развертка. Последнее относиться к получистовой операции, и в этом заключается отличие зенкерования от развертывания.
Зачастую происходит путаница между зенковкой и зенкером. Зенковка нужна для снятия фасок с отверстий, либо необходимости получения фасок конической конфигурации под заклепки, винты или болты. Эта операция называется зенкованием. Зенковки – это многолезвийный инструмент, выполняемый по нормам ГОСТ. Подразделение осуществляется по нескольким видам:
- Коническая, имеющая угол 60 градусов, 90 и 120. Используется для обеспечения фасок под крепежи или метизы.
- Цилиндрическая, имеющая хвостовик и износоустойчивое покрытие. Применяется в техпроцессах при обработке опорных заготовок.
Отверстия под потайные головки крепежных элементов можно производить цековкой. Это инструмент для резки металла для получения цилиндрических отверстий, под фаски болтов, заклепок, а также для опорных поверхностей.
Некоторые требования, которым должен соответствовать этот инструмент
Выбранный зенкер (согласно ГОСТ или по справочникам, или и тому, и другому) должен соответствовать следующим техническим условиям применения:
— В изделиях, выполненных из конструкционной стали, расточку отверстий, диаметр которых до 8 сантиметров, проводят оснасткой из быстрорежущей стали. Ее диаметр должен достигать 32-80 мм. На оснастке должны быть надсадные головки.
Ее диаметр должен достигать 32-80 мм. На оснастке должны быть надсадные головки.
— Если изделие изготовлено из цветных металлов или чугуна, для расточки глухих отверстий используется перовой инструмент.
— Если изделие было изготовлено из закаленной стали, которую было трудно обрабатывать, нужно использовать для растяжки отверстий в этой детали инструмент с твердосплавными пластинами, их диаметр около 14 мм-5 см. И у инструмента должны быть 3-4 зуба.
Виды зенкеров
В современной металлообработке широко применяются различные виды зенкеров. В зависимости от назначения инструмент подразделяется на два номера:
- Зенкер N1 – имеет припуск и используется для получистовой обработки отверстий перед развертыванием.
- Зенкер N2 – имеет квалитет точности Н11 и применяется, в основном, для финишной обработки.
Наиболее часто применяются два основных вида конструкции зенкеров – машинные цельные и насадные. Первые имеют хвостовик в форме конуса Морзе или метрического конуса, цельную конструкцию с режущими зубьями и канавками для отвода стружки. Насадные зенкера имеют внутреннее отверстие для крепления на оправку. Также применяются сборные зенкеры, сварные и инструмент с пластинами из твердых металлокерамических сплавов.
Насадные зенкера имеют внутреннее отверстие для крепления на оправку. Также применяются сборные зенкеры, сварные и инструмент с пластинами из твердых металлокерамических сплавов.
На фото: Зенкер с твердосплавными пластинами
Материалом режущей части цельного зенкера является быстрорежущая сталь Р18 или Р19. Инструмент с твердосплавными пластинами различается по материалу обрабатываемых изделий. Для работы с чугунными деталями пластины выполняются из металлокерамических сплавов ВК4, ВК6 или ВК8, для работы со стальными изделиями – из Т15К6. Применение твердосплавных пластин обеспечивает более высокую производительность и долговечность инструмента.
Развертки
Развертки (рис. 3.39) изготовляются цельными и насадными с коническим и цилиндрическим хвостовиком, оснащаются вставными ножами, впаянными пластинами из твердого сплава либо изготовляются из быстрорежущей стали. Развертки в отличие от сверла и зенкера имеют большее количество режущих кромок, что позволяет при обработке снимать слой материала небольшой толщины, составляющий десятые и даже сотые доли миллиметра. Припуски на развертывание выбираются по таблицам в зависимости от диаметра обрабатываемого отверстия Различают развертки для ручного и машинного развертывания, цилиндрические и конические. Развертки для ручного развертывания на конце цилиндрического хвостовика имеют квадратную часть, на которую устанавливают вороток для вращения развертки в обрабатываемом отверстии.
Припуски на развертывание выбираются по таблицам в зависимости от диаметра обрабатываемого отверстия Различают развертки для ручного и машинного развертывания, цилиндрические и конические. Развертки для ручного развертывания на конце цилиндрического хвостовика имеют квадратную часть, на которую устанавливают вороток для вращения развертки в обрабатываемом отверстии.
Конструктивно развертка для ручного развертывания состоит из рабочей части, хвостовика и шейки. Рабочая часть конуса включает в себя режущую часть (заборный конус и направляющий конус, который обеспечивает центрирование развертки в отверстии) и калибрующую часть, обеспечивающую получение отверстия с заданной точностью и шероховатостью обработанной поверхности.
Режущая часть заборного конуса развертки имеет угол при вершине 2ф. Для обработки вязких металлов этот угол составляет 12… 15°, а для обработки хрупких и твердых материалов — от 3 до 5°.
Твердосплавные развертки имеют угол при вершине 30… 45 Направляющий конус рабочей части развертки расположен под углом 45 э к ее оси. Задний угол а на режущей части составляет от 6 до 15°, на калибрующей части этот угол обычно равен нулю, а передний угол у — 0… 15 . Для хрупких материалов передний угол равен нулю, а для твердосплавных разверток он составляет от 0 до -5°. Ручные развертки используют, как правило, при обработке отверстий диаметром от 3 до 50 мм в материала;, невысокой твердости (конструкционные стали, цветные металлы). Конические развертки (рис. 3.40) применяются для развертывания конических отверстий и, как правило, работают в комплекте из двух трех штук.
Задний угол а на режущей части составляет от 6 до 15°, на калибрующей части этот угол обычно равен нулю, а передний угол у — 0… 15 . Для хрупких материалов передний угол равен нулю, а для твердосплавных разверток он составляет от 0 до -5°. Ручные развертки используют, как правило, при обработке отверстий диаметром от 3 до 50 мм в материала;, невысокой твердости (конструкционные стали, цветные металлы). Конические развертки (рис. 3.40) применяются для развертывания конических отверстий и, как правило, работают в комплекте из двух трех штук.
Машинные развертки бывают цилиндрическими и коническими, насадными и цельными. Цельные машинные развертки предназначены для обработки отверстий диаметром от 3 до 100 мм, а для развертывания отверстий диаметром от 25 до 300 мм используются насадные развертки. И цельные (рис. 3.41, а, б), и насадные (рис. 3.41, в, г) развертки изготавливают из быстрорежущей стали или оснащают пластинами из твердого сплава. Конструкция и материал машинной развертки выбирается в зависимости от характера выполняемых работ, материала обрабатываемой заготовки и требований, предъявляемых к качеству обработанной поверхности.
Как правильно подбирать зенкер
При выборе инструмента необходимо ориентироваться на справочные материалы или руководство требованиями ГОСТ 12489-71. Основные условия при выборе зенкера таковы:
- Для обработки деталей из конструктивной стали, где диаметр отверстия не превышает 40 мм, предназначается зенкер из быстрорежущей стали с 3-4 зубьями и диаметром, равным 10-40 мм.
- Для обработки отверстий с деталях, выполненных из труднообрабатываемых или закаленных сталей, необходимо взять приспособление с пластинами из твердого сплава с диаметром 14-50 мм и количеством зубьев 3-4 штуки.
- Если нужно обработать отверстие с диаметром до 80мм, выполненное в изделии из конструктивной стали, предпочтение стоит отдать зенкеру из быстрорежущей стали с диаметром 32-80 мм.
- Перовой зенкер будет оптимальным решением в случае, когда предстоит работа с изделиями из чугуна и цветных металлов.
- Для обработки глухих отверстий с диаметром 15-25 мм используется специальный зенкер, в конструкции которого предусмотрен канал для подачи в область резания смазочно-охлаждающего вещества.

Особенности зенкования
Зенкование – это механическая обработка отверстий с целью создания различных геометрических углублений для потайного размещения крепежных изделий. Также она применяется для нарезки внутренних фасок. Для этих целей есть специальный инструмент – зенковка, имеющие различную форму. Выбор зенковки зависит от необходимого конечного результата.
Основные виды зенковок
- Цилиндрические зенковки. Применяются для получения цилиндрических выемок в просверленных отверстиях под установку болтов и винтов.
- Конические зенковки. Используются для вырезания отверстий конусной формы внутри детали, а также для зачистки острых кромок, снятия фасок и подготовки углублений под крепежные элементы. Чаще всего применяется инструмент с конусным углом 90° и 120°.
- Плоские или торцевые зенковки, также можно встретить название цековки. Преимущественно применяются для зачистки и обработки углублений перед установкой крепежных изделий.

Зенковка состоит из рабочей части и хвостовика со специальной цапфой выполняющей функцию направляющего пояса. Цапфа необходима для контроля соосности в процессе нарезки углублений.
Зенкерование — это что такое?
Технологический процесс изменения размеров и форм деталей, как правило, не обходится без такого вида механической обработки, как зенкерование. В переводе с немецкого, слово означает «проходить», «углублять». Если говорить точнее, то это процесс, во время которого увеличивают диаметр отверстий. Его можно сравнить с рассверливанием. Зенкерование – это механическая операция, во время которой производится растачивание отверстий, с целью повышения качества их поверхности и точности.
Получение отверстий
Для того чтобы досконально разобраться в том, что такое зенкерование, необходимо иметь представление, как делают отверстия в деталях. Допустим, в заготовке необходимо просверлить отверстие пятого класса точности диаметром 12 мм.
Для этого понадобится сверлильный станок и 3 рабочих инструмента: сверло, зенкер и развертка. Каждый из них предназначен для обработки проходов, ведь сверление зенкерование, развертывание – это операции очень похожие между собой. В первую очередь в заготовке проделывают отверстие при помощи сверла, однако диаметр его будет значительно меньше необходимого, допустим в половину – 6 мм.
Каждый из них предназначен для обработки проходов, ведь сверление зенкерование, развертывание – это операции очень похожие между собой. В первую очередь в заготовке проделывают отверстие при помощи сверла, однако диаметр его будет значительно меньше необходимого, допустим в половину – 6 мм.
Это будет черновая обработка. Далее его рассверливают зенкером до необходимого диаметра 12 мм (получистовая операция). Кроме того, зенкерование обеспечит 7 класс точности.
Для того чтобы отверстие было 5 класса, необходимо использовать развертку. Она обеспечит необходимые предельные размеры и припуск – чистовая и завершительная обработка отверстия. Зенкерование и развертывание, как правило, выполняют на один и тот же диаметр, различаются лишь предельные размеры, и, поскольку развертка обеспечивает более низкий класс точности, припуск на развертывание выбирают с высокой точностью.
Зенкерование и зенкование
Очень часто данные понятия путают между собой из-за того, что они очень похожи в названиях. Однако, если зенкерование – это процесс, во время которого зенкер растачивает отверстие на всю глубину, то зенкованием называют обработку верхней его части.
Однако, если зенкерование – это процесс, во время которого зенкер растачивает отверстие на всю глубину, то зенкованием называют обработку верхней его части.
Это необходимо для образования углублений под потайные головки элементов крепления (болты, заклепки, винты). Зенковка – инструмент для зенкования, отличается от зенкера формой рабочей части.
Материал и виды зенкеров
Как и любой другой режущий инструмент, зенкер классифицируется по типу конструкции, по форме и виду обработки, а также по материалу, из которого его изготавливают.
Поскольку данный инструмент обладает высокой жесткостью, как правило, его делают из быстрорежущей стали, однако нередко можно встретить зенкера из конструкционного легированного (40Х) и углеродистого (Ст45) сплава.
Зенкерование — это сглаживание и очищение поверхности, поэтому сам инструмент имеет большое количество режущих кромок. Зенкеры могут быть хвостовыми сборными с вставными ножами, хвостовыми цельными, насадными сборными и насадными цельными.
Если рассматривать с точки зрения экономичности, то, конечно же, сборные инструменты имеют более высокую стоимость, но и срок их эксплуатации гораздо больше, поскольку вышедшие из строя кромки можно заменить.
Длина и диаметр
Поскольку сверление, зенкерование — процессы довольно похожие, то сверло (в особенности это касается спиральных сверл) и зенкер имеют практически одинаковое строение. Каждый из инструментов имеет режущую часть, которая непосредственно делает отверстие в детали.
Различие состоит в том, что у зенкера нет поперечной режущей кромки, но имеется от трех до шести зубьев. Его рабочая часть состоит из калибрующей и режущей составляющих. Длина второй зависит от глубины зенкерования. Калибрующая часть – это продольные ленточки вдоль режущей кромки. Их ширина зависит от диаметра зенкера (0,8-2,5 мм), а высота – 0,2-0,9 мм.
Зенкерование – это механическая операция, похожая на рассверливание. Если же её целью является растачивание отверстия для последующего развертывания, то диаметр зенкера выбирают меньше, с учетом припуска на последнюю чистовую операцию. К тому же, поскольку требуемая точность этого инструмента ниже, чем для развертки, абсолютные значения отклонений могут быть гораздо больше.
К тому же, поскольку требуемая точность этого инструмента ниже, чем для развертки, абсолютные значения отклонений могут быть гораздо больше.
В другом случае зенкерование отверстий – это и есть последняя чистовая обработка, требуемая для детали с допуском по 11, 12 квалитету. Тогда инструмент выбирают с учетом разбивки и запаса на изнашивание, а его диаметр должен соответствовать диаметру отверстия.
Проектирование и расчет
Для того чтобы диаметр необходимого отверстия был максимально точным, выполняют проектирование зенкера. Таким образом можно найти максимальный и минимальный диаметр необходимого инструмента, определить материал его режущей части и выполнить расчет режимов резания.
Важный показатель, который влияет на максимальные и минимальные значения – это требуемый квалитет. Например, необходимо выполнить чистовое зенкерование отверстия на диаметр 85 мм с квалитетом Н11. Исходя из таблиц полей допусков отверстий при номинальных размерах от 1 до 500 мм, для 11 квалитета (для диаметров от 80 мм до 120 мм) поле допуска составляет: верхнее значение – «+220», а нижнее –«0», то есть 85 +220мм. Максимальный диаметр рассверливаемого отверстия не может превышать 85,22 мм, а минимальный – 85 мм.
Максимальный диаметр рассверливаемого отверстия не может превышать 85,22 мм, а минимальный – 85 мм.
При этом допуск на размер — это разница между DmaxиDmin, то есть он будет составлять 0,22 мм. Если же говорить о браке, то для отверстия неисправимым будет считаться диаметр выше значения 85,22 мм, а исправимым – меньше 85 мм.
Зенковки
Зенковки
Поиск по категориям
- Абразивы и шлифовальные материалы
- Клеи
- Аксессуары для воздуха
- Воздушные компрессоры
- Автомобильное оборудование
- Ленточнопильные станки по дереву
- Ленточные пилы по металлу
- Книги, чертежи и DVD
- Расточные станки
- Колесики
- Зажимы
- Комбинация токарно-фрезерных станков
- Подрядчик, Дом и Магазин
- Столовые приборы
- Режущие инструменты
- Сверлильные станки
- Сверление и растачивание
- Аксессуары для сбора пыли
- Пылесборники
- Крепеж
- Отделка
- Подарки
- Оружейное дело и стрельба
- Ручной инструмент
- Оборудование
- Приспособления и приспособления
- Фуганки
- Токарные станки
- Принадлежности для мастеров
- Аксессуары для машин
- Транспортировка материалов
- Измерительные инструменты
- Металлообрабатывающие станки-Разное
- Фрезерные станки
- Мобильные основания и стойки
- Двигатели, переключатели и электрооборудование
- Гвоздезабиватели и степлеры
- Запчасти
- Строгальные станки
- Пневматические инструменты
- Электроинструменты
- Прессы
- Фрезы
- Оборудование для обеспечения безопасности
- Пескоструйные аппараты
- Сандерс
- Пилы
- Охранное оборудование
- Формовочные фрезы
- Формирователи
- Машины для обработки листового металла
- Магазин аксессуаров
- Аксессуары Саут-Бенд
- Настольные пилы
- Ящики для инструментов
- Инструменты
- Тиски
- Принадлежности для сварки
- Колеса
- Изделия из дерева
- Деревообрабатывающие станки — Разное
- Верстаки
×
{{bucket.
 label}}
label}}
$ {{bucket.label === ‘Цена’ ? option.label[0].slice(0, option.label[0].indexOf(‘.’)).replace( /\d{1,3}(?=(\d{3})+(?! \d))/g , «$&,») : option.label}} {{option.label[0].slice(option.label[0].indexOf(‘.’)+1)}} {{bucket.label === ‘Цена’ && option.label[1] !== ‘*’ ? ‘ to ‘ : Bucket.label === ‘Цена’ ? ‘+’ : » }} $ {{bucket.label === ‘Цена’ && option.label[1] !== ‘*’ ? option.label[1].slice(0, option.label[1].indexOf(‘.’)).replace( /\d{1,3}(?=(\d{3})+(?! \d))/g , «$&,») : »}} {{option.label[1].slice(option.label[1].indexOf(‘.’)+1)}}
Показать больше…
{{result. values.instock === ‘true’ ? «Готово к отправке»: «Еще в пути»}}
{{результат.значения.название}}
parseFloat(result.values.price.replace(‘,’,»))) || (result.values.outlet === ‘true’ && parseFloat(result.values.msrp.replace(‘,’,»)) > parseFloat(result.values.price.replace(‘,’,»)) )»> $ {{result.values.onspecial === ‘true’ && parseFloat(result.values.catalogprice.replace(‘,’,»)) > parseFloat(result.values.price.replace(‘,’, »)) ? result.values.catalogprice.slice(0, result.values.catalogprice.indexOf(‘.’)) : result.values.msrp.slice(0, result.values.msrp.indexOf(‘.’))}} {{ result.values.onspecial === ‘true’ && parseFloat(result.values.catalogprice.replace(‘,’,»)) > parseFloat(result.values.price.replace(‘,’,») ) ? result.values.catalogprice.slice(result.values.catalogprice.indexOf(‘.’)+1) : result.values.msrp.slice(result.values.msrp.indexOf(‘.’)+1)}} $ {{result. values.price.slice(0, result.values.price.indexOf(‘.’))}} {{result.values.price.slice(result.values.price.indexOf( ‘.’)+1)}}
Зенковки — Jerry’s Do it Best Hardware
ПРОСМОТР ПРОДУКТА
Eazypower 5/8 In. Мягкий металл, зенковка по дереву
6,39 $
Бесплатная доставка в магазин
Доставка по адресу
- Возможна наземная доставка
- Возможна ускоренная доставка
СМОТРЕТЬ ПРОДУКТ
Eazypower 1/2 дюйма. Soft Metal, Wood Countersink
$6.19
Free Ship-to-Store
Ship to Address
- Ground Shipping Available
- Expedited Shipping Available
VIEW PRODUCT
Eazypower 3 /8 В. Мягкий металл, зенковка по дереву
$6.29
Free Ship-to-Store
Ship to Address
- Ground Shipping Available
- Expedited Shipping Available
VIEW PRODUCT
DEWALT #8 — 11/64 В.
Бесплатная доставка в магазин
Доставка по адресу
- Доступна наземная доставка
- Доступна ускоренная доставка
ПРОСМОТРЕТЬ ПРОДУКТ
DEWALT #10 — 3/16 дюйма. Fine Rapid Load Wood Countersink
$15. 99
Free Ship-to-Store
Ship to Address
- Ground Shipping Available
- Expedited Shipping Available
VIEW PRODUCT
DEWALT # 12 — 7/32 дюйма. Зенковка по дереву с тонкой быстрой загрузкой
$16.99
Free Ship-to-Store
Ship to Address
- Ground Shipping Available
- Expedited Shipping Available
VIEW PRODUCT
DEWALT #6 — 9/64 In.
13,49 $
Бесплатная доставка в магазин
Доставка по адресу
- Возможна наземная доставка 9
005 Ускоренная доставка
Посмотреть продукт
Dewalt 3 Peece Rapid Load Countersink Set
$ 29. 99
$ 29.99
$ 29.99
. В наличии ПРОСМОТР ТОВАРА DEWALT #6 — 9/64 дюйма. Зенковка из черного оксида для круглого дерева $9.99 БЕСПЛАТНЫЙ SHIP-TOSE Корабль для адреса
9,99 $
Бесплатная доставка в магазин
Доставка по адресу
- Ускоренная доставка 8 Доступна
008
ПРОСМОТРЕТЬ ПРОДУКТ
DEWALT #10 — 3/16 дюйма. Black Oxide Round Wood Countersink
$9.99
Free Ship-to-Store
Ship to Address
- Ground Shipping Available
- Expedited Shipping Available
VIEW PRODUCT
Irwin 3 /4 В. Круглая зенковка из наиболее поддающихся обработке металлов
16,49 $
Бесплатная доставка в магазин
Доставка по адресу
- Доступна наземная доставка
- Возможна ускоренная доставка
ПРОСМОТР ПРОДУКТА
8 Iwin/8 9 Круглый большинство оборудования металлов Countersink
$ 12,29
БЕСПЛАТНЫЙ корабль в магазин
Shippling для адреса
- 9015 Shipping Shipping Shipping Shipping Shipping.
0189ПРОСМОТРЕТЬ ПРОДУКТ
Irwin 5/8 дюйма. Round Most Machineable Metals Countersink
$15.99
Free Ship-to-Store
Ship to Address
- Ground Shipping Available
- Expedited Shipping Available
VIEW PRODUCT
Irwin # 4 — 1/8 дюйма. Зенковка по дереву
14,29 $
Бесплатная доставка в магазин
Доставка по адресу
- Возможна наземная доставка
- Возможна ускоренная доставка
ПРОСМОТР ТОВАРА
Irwin #46 — 9/169 Wood Countersink
$14. 49
Free Ship-to-Store
Ship to Address
- Ground Shipping Available
- Expedited Shipping Available
VIEW PRODUCT
Ирвин #8 — 11/64 дюйма. Wood Countersink
$14.79
Free Ship-to-Store
Ship to Address
- Ground Shipping Available
- Expedited Shipping Available
VIEW PRODUCT
Irwin #10 — 3 /16 дюймов. Зенковка по дереву
$14,99
Бесплатная доставка в магазин
Доставка по адресу
- Доступна наземная доставка
- Доступна ускоренная доставка
СМОТРЕТЬ ПРОДУКТ
Irwin #12 — 7/32 дюйма. Wood Countersink
$15.49
Free Ship-to-Store
Ship to Address
- Ground Shipping Available
- Expedited Shipping Available
VIEW PRODUCT
Irwin #14 — 15 /64 В. Зенковка для дерева
$ 17,99
БЕСПЛАТНЫЙ SHIP-TO STOR
- Недоступно онлайн-чек для доступности
Ship для адреса
- Возможна наземная доставка
- Возможна ускоренная доставка
- Ground Shipping Available
- Expedited Shipping Available
- . В. Зенковка по дереву
$11,99
Бесплатная доставка в магазин
Доставка по адресу
- Доступна наземная доставка
- 8
Зенковка Определение и значение — Merriam-Webster
1 из 2
столешница · раковина
ˈkau̇n-tər-ˌsiŋk
переходный глагол
1
: сделать зенковку в (отверстии)
2 из 2
1
: долото или сверло для воронкообразного расширения на внешнем конце просверленного отверстия
2
: расширение, выполненное зенкером
Иллюстрация зенкерования
- зенкер 1
Примеры предложений
Последние примеры в Интернете
Конструкция выдвижного ящика Отверстие и раззенкуйте соответствующие направляющие отверстия в частях выдвижного ящика и привинтите коробку выдвижного ящика [15].

— Нил Барретт, 9 лет.0817 Popular Mechanics , 5 июня 2021 г.
Используйте комбинированное сверло /зенкер , чтобы просверлить направляющие отверстия в полке и верхней части, затем закрутите винты, чтобы закрепить их на месте [12/13].
— Нил Барретт, Popular Mechanics , 5 июня 2021 г.
С помощью сверлильного станка и долота диаметром 5/32 дюйма просверлите и раззенкуйте 90 818 направляющих отверстий в каждом блоке.
— Нил Барретт, 9 лет.0817 Популярная механика , 14 нояб. 2020
Прикрепите ножки: Удерживая каждую заднюю ножку на месте, просверлите два равномерно расположенных отверстия в планке сиденья и в верхней части ножки.
— Тед Килкоммонс, Popular Mechanics , 18 июля 2020 г.
Сначала разметьте отверстия, просверлите и раззенкуйте их.
— Научно-популярный , 9авг. 2020 г.
Теперь соберите согласно фото и раззенкуйте винты.
💡При декорировании избегайте глянцевой краски или отделки, которые настолько скользкие, что пакеты будут соскальзывать с доски.— Редакторы Popular Mechanics, Popular Mechanics , 11 апреля 2020 г.
Этот набор зенкерных сверл включает в себя пять различных размеров, а также вращающийся ограничитель глубины для предотвращения случайного повреждения вашего рабочего места.
— Алекс Ренни, Popular Mechanics , 2 декабря 2022 г.
Одной из ключевых особенностей, на которую следует обратить внимание, является то, как скос моста движения варьируется в зависимости от его близости к зенковкам — все от относительно удаленных до едва касающихся их точных краев, до фактически перетекающих через зенковка собственно.
— Джек Форстер, Bloomberg.com , 20 января 2021 г.
Другие наборы зенкеров имеют другие типы быстросменных сверл и приводных механизмов.
— Рой Берендсон, Popular Mechanics , 4 ноября 2021 г.
Просверлите два равномерно расположенных отверстия в стыке сверлом с зенковкой 3/8 дюйма и закрепите 1-дюймовыми винтами.
— Тед Килкоммонс, 9 лет.0817 Популярная механика , 18 июля 2020 г.
Если головки винтов немного возвышаются над поверхностью, снимите , раззенкуйте и снова ввинтите.
— The Editors Of House Beautiful, House Beautiful , 11 февраля 2015 г.
Узнать больше
Эти примеры предложений автоматически выбираются из различных онлайн-источников новостей, чтобы отразить текущее использование слова «зенкер». Мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв.
История слов
Первое известное использование
Глагол
1816, в значении, определенном в смысле 1
Существительное
1816, в значении, определенном в смысле 1
Путешественник во времени
Первое известное использование зенковки было
в 1816 годуПосмотреть другие слова того же года
скрепказенковать
зенкер
Посмотреть другие записи поблизости
Процитировать эту запись
«Зубковка». Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/countersink. По состоянию на 4 марта 2023 года.
1 из 2глагол
столешница · раковина
ˈkau̇nt-ər-ˌsiŋk
1
: сделать зенковку на (отверстии)
2
: установить головку (в виде винта) на или ниже поверхности
зенковка
2 из 2
существительное
1
: долото или сверло для изготовления зенковки
2
: воронкообразное расширение на конце просверленного отверстия расширенный поиск — без рекламы!
Merriam-Webster без сокращений
Комбинированные сверла и зенкеры
Товары добавлены в вашу корзину.
Введите имя своей корзины ниже и нажмите «Создать корзину», чтобы начать!
Сверление и нарезание резьбы
Сверление и нарезание резьбы
Полностью укомплектованные 5 углами в диапазоне от 60° до 120°, твердосплавные комбинированные сверла и зенкеры Harvey Tool имеют геометрию с двумя канавками, двустороннюю конструкцию и угол заточки 118°. Выбирайте инструменты без покрытия или с покрытием AlTiN.
- 60°, 82° и 90° с уголками — плоская, тип
- 2 флейты
- 118° с углом наклона
- Двусторонний
- Цельный карбид
- Шлифовка с ЧПУ в США
Зенковка
ТАБЛИЦА ПРОДУКТОВ
СКОРОСТЬ И ПОДАЧА
Консультант по обработке Pro
SIM-ФАЙЛЫ
CAM-БИБЛИОТЕКИ
ОБЗОРЫ
НАСТРОЙТЕ ЭТОТ ИНСТРУМЕНТ
Расширенный поиск
- Ресурсы
Отзывы
Рабочие параметры
Консультант по обработке Pro
Machining Advisor Pro рассчитывает оптимальные рабочие параметры на основе типа материала, характеристик концевой фрезы, настройки станка, траектории движения инструмента и других факторов, чтобы помочь пользователям получить максимальную отдачу от спиральных концевых фрез.
Загрузка стандартных скоростей и каналов
Если вы предпочитаете загрузить стандартный набор скоростей и подач для этой линейки продуктов, нажмите на ссылку ниже. Все опубликованные параметры скорости и подачи являются рекомендуемыми начальными значениями, которые могут быть увеличены с учетом оптимальных условий настройки.
SIM-файлы/библиотеки инструментов
Скачать SIM-файл
Чертежи полукруглых линий, специально масштабированные в соответствии с геометрией инструмента, помогают имитировать рабочие параметры и создавать траектории движения инструмента.
Библиотеки CAM-инструментов
Мы гордимся тем, что сотрудничаем с ведущими в отрасли программными пакетами CAM, поэтому использование наших инструментов максимально просто.
Другие источники
8 причин, по которым вы убиваете свою концевую фрезу
Почему важен счет флейты
Введение в высокоэффективное фрезерование
Написать отзыв
Спасибо за отзыв.
Он был отправлен на утверждение администратору веб-сайтаПожалуйста, выберите рейтинг.
Написать отзыв
Спасибо за ваш отзыв. Он был отправлен на утверждение администратору веб-сайта
Пожалуйста, выберите рейтинг.
Клиенты также просмотрели
Как просверлить пилотное отверстие с потайной лопатой
Сегодня мы узнаем, как сделать потайное направляющее отверстие в древесине, от нашего эксперта по крепежу Боба. Он сказал нам, что видел, как многие люди пытались просверлить эту дыру и приблизились к ней неправильным путем. Большинство людей начинают так же, как если бы они использовали стандартное сверло. Сначала пилотное отверстие, затем зенкер. Однако это не работает с лопаточными долотами из-за конструкции сверла.
Отверстие с потайной головкой — это отверстие, в котором поверх первого прорезается дополнительное отверстие большего размера, чтобы головка гайки или болта могла находиться внутри материала и не видна.
Есть много применений для этих типов отверстий, и вы, вероятно, довольно часто видите их, даже не подозревая об этом. Крепежи могут быть утоплены в мебель, здания, перила, настилы и т. д.Насадки-лопатки имеют треугольный наконечник, который вонзается в древесину раньше, чем внешние края насадки. Это не только действует как направляющая для остальной части долота, но и как стабилизирующий фактор. Боб сказал нам, что если мы сначала просверлим пилотное отверстие, нам будет трудно просверлить потайную часть, и мы повредим древесину.
Он решил дать нам пример, показав нам, как правильно вставлять шуруп в дерево.
Инструменты
- Лопатка 5/16″ (для пилотного отверстия)
- 1-1/4 ″ бит лопаты (для Countersink)
- 9/16 ″ сокет
- Рейбет
- 3/8 ″ Заг. при сверлении потайного отверстия лопаточным сверлом нужно было начинать с самой зенковки. Это позволит как большему сверлу (зенковке), так и меньшему (направляющее отверстие) захватить материал и предотвратить «шатание».
Итак, сначала мы просверлили потайное отверстие, а затем приступили к сверлению направляющего отверстия внутри потайного отверстия. Это была удивительно простая задача.
Мы проверили это снова, выполнив процесс в обратном порядке, и определили, что то, что сказал наш эксперт по крепежу, было правдой. Мало того, что было трудно просверлить отверстия, так еще и на поверхности дерева были значительные сколы. Хотя мы смогли просверлить отверстие, в результате получился непрофессиональный беспорядок.
Наш эксперт по крепежу также выбрал очень большую лопату для зенковки, которая, как он позже объяснил, должна была дать место для гнезда, которое он будет использовать для установки стягивающего винта. В противном случае будет сложно установить, не зацепив розетку в отверстии.
Результат
Сравнив два отверстия, мы определили, что отверстие, которое мы просверлили первым (правильно), было намного лучше. Края стали более гладкими, сколов на внешней стороне дерева почти не было, все было в хорошем состоянии.
Вторая дыра была ужасной. С пожеванными и отколотыми краями от подпрыгивающего бита. Наш эксперт по крепежу сказал, что мы можем сделать еще лучше. Вытащив моток своего верного синего малярного скотча, он приложил его к дереву и снова просверлил потайное направляющее отверстие. На этот раз в древесине практически не было сколов. Лента укрепила края просверливаемого отверстия, чтобы предотвратить сколы.Ниже приведены три просверленных отверстия и результаты:
- Отверстие 1 — слева — сделано правильно, без ленты. Легкие сколы произошли по краям, но все еще были довольно чистыми.
- Отверстие 2 — Среднее — В этом отверстии сначала было просверлено направляющее отверстие, в результате чего вокруг внешних краев имеются сильные сколы. Внутренние края также не были гладкими из-за большого количества подпрыгиваний.
- Отверстие 3 – Правое – Выполняется путем сначала покрытия синей лентой, затем сверления отверстия с потайной головкой, а затем направляющего отверстия, это отверстие является самым чистым из всех трех, практически без сколов и с чистыми сторонами.
Как просверлить пилотное отверстие с потайной головкой с помощью сверла-лопасти
Как просверлить пилотное отверстие с потайной головкой с помощью лопаточных бит Стенограмма
Прокрутите вниз, чтобы продолжить чтение
Боб: С возвращением в Albany County Fasteners – Крепеж 101. Я Боб, и сегодня я собираюсь показать вам как правильно просверлить пилотное отверстие вместе с зенковкой, используя лопаточное сверло. Итак, приступим.
У меня есть две лопаты. Я собираюсь просверлить пилотное отверстие и зенковать этими двумя сверлами Spade. Это деревянные сверла Spade, и я собираюсь просверлить этот 3/8-дюймовый шуруп, который у меня есть. У меня тоже есть свой трещотка.
Итак, главное здесь в направляющем отверстии, извините, в отверстии с зенковкой, это то, что вам нужно иметь достаточный диаметр, чтобы можно было использовать храповик для закручивания стягивающего винта.
Важно, чтобы вы получили правильный размер. Итак, для стягивающего винта 3/8 дюйма я использую направляющее отверстие 5/16 дюйма и 9/16-дюймовая розетка. Я использую 1-1/4-дюймовую лопату, чтобы в основном было достаточно места. Так что, если это перемещается, это не плотно. Вытащить розетку очень сложно. Это становится реальной проблемой.Теперь я собираюсь использовать храповик, чтобы вставить это. Есть много других вещей, которые вы можете использовать, например, пневматика. У них есть несколько беспроводных дрелей, которые вы можете использовать сегодня для установки стягивающего винта. Это в демонстрационных целях, поэтому я просто собираюсь сделать это.
Первое, что вам нужно сделать и чего не следует делать, это никогда не сверлить пилотное отверстие первым. Если вы сначала просверлите пилотное отверстие, что я вам покажу, что произойдет, если вы сначала просверлите пилотное отверстие. Таким образом, используя 5/16 дюйма для болта 3/8 дюйма, когда вы будете сверлить свою зенковку, она разлетится внутри и раскроет направляющее отверстие.
Он не будет вести должным образом. В лопаточном долоте этот маленький наконечник лезвия в форме ромба направляет сверло и удерживает его на месте. Если бы вы просверлили это отверстие сверлом Spade на 5/16 дюйма, оно было бы слишком большим. Тогда это будет прыгать, и это заклинит дрель, и вы, возможно, можете пораниться. Так что я собираюсь продемонстрировать это сейчас. Я установил свою лопатку в дрель, и я в основном готов сделать свое отверстие с потайной головкой. Вы всегда должны делать свое отверстие с потайной головкой сначала для головы, а затем снова для того, как далеко вы собираетесь погрузиться. По сути, я собираюсь углубить в эту древесину примерно от 3/4 до 1 дюйма. Теперь я опустился примерно на 3/4 дюйма, что будет хорошей зенковкой.Я поменяю свое сверло и вставлю пилотное отверстие, затяну его и вставлю это сверло. Я буду продолжать сверлить, пока не пройду другую сторону. Всегда отступайте, чтобы вывести древесную стружку. Хорошо, что это не сработало. Хм. Думаю, я недостаточно натянул его.
Я просто подтяну его. Я возьму свою трещотку и загоню. Вот так. Это сделано.Сейчас я покажу вам, что произойдет, если я сначала просверлю пилотное отверстие. Теперь это не большое пилотное отверстие, но если бы вы использовали больший размер, например 1/2 дюйма, это было бы более серьезно. Сначала я просверлю пилотную скважину. Вы можете видеть, как это красиво сверлит. Без проблем. Переключите мой бит, чтобы сделать мою зенковку. Как вы можете видеть здесь, теперь это будет колебаться. С этим шатанием вы не получите полностью центрированную зенковку. Он захочет взлететь. Я должен быть осторожным. Если я пойду слишком быстро, он прыгнет на меня, может заклинить сверло в отверстии и начать крутить мою руку.
Вы уже видите, как это разъедает дерево. Это не то, что мы ищем. Вы видите, как это прыгает? Вы можете это сделать, вы можете сделать зенковку, но это не точно. Это не чисто. Это не дает вам красивой чистой отделки. Итак, в конце концов, вы действительно хотите сначала просверлить потайное отверстие, а затем пилотное отверстие.
Еще одна вещь, которую можно сделать, если вы хотите остановить расщепление, это обклеить область, которую вы собираетесь сверлить, синей лентой. Это также очень удобно для маркировки. Вы можете писать на синей ленте. Позвольте мне найти начало этой ленты… вот оно. Это предотвратит расщепление, когда вы используете лопату. Так что буду делать еще одну оклейку. Это дает вам красивую чистую поверхность. Вы можете видеть, насколько красивый и гладкий этот разрез.
Я использовал эти биты раньше. Я делаю это для демонстрации. Эти биты не являются совершенно новыми битами. (С) Новенькими битами у вас будет хороший, более острый кончик. Я думаю, вы видите, как хорошо я мог просверлить здесь. Затем вы снимаете ленту, и все готово.
Вот как правильно просверлить потайное направляющее отверстие. Спасибо за просмотр.
Ищете другие блоги, подобные этому?
Подпишитесь, чтобы получать новые блоги прямо на ваш почтовый ящик!
Электронная почта *
Имя *
Фамилия *
Постоянный контакт.
Пожалуйста, оставьте это поле пустым.Отправляя эту форму, вы соглашаетесь получать маркетинговые электронные письма от: RAW PRODUCTS CORP, 100 Newfield Ave., Edison, NJ, 08837, https://www.albanycountyfasteners.com. Вы можете отозвать свое согласие на получение электронных писем в любое время, используя ссылку SafeUnsubscribe®, расположенную внизу каждого электронного письма. Электронная почта обслуживается Constant Contact
Опубликовано Автор Пол АренсКатегории Сверла, Сверление, Крепеж 101Теги потайная лопатка, профессиональная зенковка, зенковка лопаты
Rockler Набор из 3 конических зенкерных сверл Обзор
Если вы покупаете что-то по нашим ссылкам, ToolGuyd может получить партнерскую комиссию.
Я наткнулся на зенкеры, не оставляющие царапин, потому что искал на рынке более качественные зенкеры, сверло которых не сломалось при первом использовании.
Хотя было бы неплохо иметь зенковку, не оставляющую царапин, я не хотел платить так много. Эти биты начинаются с ~ 36 долларов за штуку!Конические зенковки Rockler Pro Tapered не имеют специальных стопоров, не оставляющих царапин, которые обсуждались ранее, но обеспечивают хороший баланс между функциональностью и доступностью. Rockler был достаточно любезен, чтобы предоставить набор из 3-х частей для обзора.
Объявление
В этот набор входят зенкеры № 6, № 8 и № 10, каждая из которых оснащена массивным стержнем 3/8″. Каждая зенковка поставляется со стопорным кольцом, которое позволяет делать повторяющиеся отверстия различной глубины. Вы можете установить глубину зенковки достаточно мелкой, чтобы ввинтить только винт с плоской головкой заподлицо с поверхностью, или достаточно глубокой, чтобы вставить заглушку, скрывающую винт.
Вы можете отрегулировать как глубину сверления, так и высоту стопорного кольца с помощью шестигранного ключа одного размера, которых в комплекте два, предположительно потому, что вы потеряете один.
Набор поставляется с формованным футляром, в котором можно хранить входящие в комплект зенковки, а также есть место для расширения вашего набора зенковками № 5 и № 12.Первые впечатления
Когда я впервые взял в руки зенкер, он показался мне тяжелым, вероятно, из-за хвостовика 3/8″. Приятным штрихом является то, что конец хвостовика скошен внутри и снаружи.
Само сверло имеет плоскую поверхность для надежного зацепления с установочным винтом — оно не будет соскальзывать, как со временем соскальзывают многие дешевые сверла с шестигранным хвостовиком. Я не уверен, из чего сделано кольцо или корпус зенковки, но сверла говорят, что они из быстрорежущей стали.
Единственное, что казалось неуместным на высококачественном инструменте, это то, что на одной из зенкеров остался заусенец на канавке
Использование зенкеров
Маленький библиотечный проект
Я выломал зенкер №8, чтобы собрать каркас неофициальной Маленькой библиотеки, которую мы с дочерью строим.
Так как он будет снаружи, мы используем винты из нержавеющей стали #8 1-5/8″. Мне нравится использовать их для проектов на открытом воздухе, потому что я вытаскивал их из проектов, которые оставлял на улице в течение многих лет, и винты в таком хорошем состоянии, что я могу использовать их снова.Я вырезал все детали из фанеры AC толщиной 1/2″, и мне нужно было просверлить и раззенковать все отверстия, чтобы моя дочь могла склеить и соединить все вместе. Я попытался закрутить первые несколько винтов и сразу заметил, что коническое отверстие отличается от прямого отверстия.
Когда я начал закручивать каждый винт, они очень легко вошли. Затем, примерно на полпути, я почувствовал, что отвертка начинает использовать все больший и больший крутящий момент для закручивания винта.
Когда я просверливал отверстия, я заметил, что зенкер забивается опилками под ограничителем глубины. Меня не беспокоила постоянство глубины в этом проекте, но я заметил, что иногда мне приходилось нажимать сильнее, чтобы довести стоп до дна.
Верхнее хранилище Проект
В последнее время я работаю над множеством обзоров, и мой стол постоянно покрыт зажимами, сверлами и другим оборудованием. Так что в прошлую субботу я решил построить подвесной зажим и хранилище для дрели, чтобы навести порядок на рабочем месте. Это также дало бы мне возможность использовать зенкер №6.
Чтобы построить стеллаж, я использовал винты № 6 (1-1/4″) и винты № 7 (строительные винты длиной 2 дюйма). Я совершил ошибку, воспользовавшись зенкером №8, чтобы просверлить отверстия для винтов №7.
Я быстро обнаружил, что если вы находитесь между двумя размерами, лучше выбрать меньший размер, так как я вырезал отверстия, вкручивая винты. Как только я начал использовать зенковку № 6, все стало прекрасно.
Ввинчивая шурупы в сосну, я не заметил такого изменения крутящего момента, как в фанере. Логично, что фанера будет тверже из-за клея между слоями.
Я быстро сделал каркас и потолочные опоры и повесил верхнюю платформу для хранения над своей скамьей.
Несмотря на то, что я передвинул только некоторые из своих зажимов и не вырезал фанеру для верхней полки, я действительно доволен тем, сколько зажимов я смогу хранить над рабочим столом и насколько это будет легко для доступа к ним и другим часто используемым инструментам.Засорение и производительность
После того, как я использовал зенкеры в нескольких проектах, меня беспокоило, что я не мог получить постоянную глубину зенкерования. Сначала я подумал, что это из-за того, что зенкер забился опилками после нескольких отверстий. Поэтому я провел тест, в котором я просверлил много отверстий в куске фанеры, не очищая канавки от опилок
В этом тесте я обнаружил, что не получаю постоянной глубины не из-за забитых канавок, а потому, что воротник сполз. Отчасти это была моя вина. Я действительно не закручивал два установочных винта. Мой опыт с такими маленькими установочными винтами показывает, что если вы затянете их слишком сильно, вы сорвете резьбу.
Поэтому я закрутил установочные винты на стопорном кольце сильнее, чем предполагалось, и, когда они не зачистились, просверлил еще один ряд отверстий, не счищая опилок.
Этот набор был более последовательным, но я думаю, что на этот раз опилки ограничивали глубину отверстий для некоторых отверстий.Снял ограничитель глубины и попытался контролировать глубину зенковки без упора. На самом деле было довольно легко контролировать глубину на глаз. Также я обнаружил, что без стопорного кольца канавки каждый раз очищались сами собой. Собственно, поэтому последнее отверстие намного глубже, я хотел убедиться, что оно сможет очищать опилки в более глубоком отверстии.
Было бы упущением, если бы я не проверил эти зенкеры на твердой древесине, поэтому я вытащил кусок твердого клена и начал сверлить отверстия. В результате отверстия и зенковки были очень чистыми. К сожалению, очистка от стружки была хуже при использовании твердого клена; она набивалась тверже, чем сосна, и сверло дымилось после каждого отверстия, несмотря на то, что Роклер говорит о конических сверлах, выделяющих меньше тепла.
Я замедлил дрель до средней скорости и просверлил еще несколько отверстий, после чего я смог просверлить отверстия без дыма.
Когда я тестировал зенкер без упора, канавки как сверла, так и зенкера не очищались так же хорошо, как в случае с мягкой древесиной, но очищались после того, как я раскрутил сверло и дал тормозу немного остановить патрон раз.
Заключительные мысли
Я впечатлен качеством изготовления этих зенкеров. Они острые, могут хорошо резать как твердую, так и мягкую древесину, и оставляют чистые отверстия — вам просто нужно не забывать снижать скорость сверления для твердой древесины.
Я не убежден, что конические насадки стоят того, чтобы использовать их для каких-либо иных целей, кроме сверления идеальных отверстий для старых конических шурупов по дереву.
Я разочарован способностью удалять стружку с установленными стопорными кольцами. Как будто стопорные кольца были добавлены после того, как биты были разработаны. Без них зенковки неплохо очищают от опилок.
Все сводится к следующему:
Если вы покупаете эти зенкеры, потому что вам нужен инструмент высокого качества и вы уверены в своей способности сверлить отверстия повторяемой глубины, действуйте.
.
Ирвин #4 — 1/8 дюйма. Зенковка по дереву
$11,29
Бесплатная доставка в магазин
Доставка по адресу
СМОТРЕТЬ ПРОДУКТ
Irwin #6 — 9/64 дюйма. Wood Countersink
$11.49
Free Ship-to-Store
Ship to Address
VIEW PRODUCT
Irwin #8 — 11 /64 В. Зенковка по дереву
$ 11,79
БЕСПЛАТНЫЙ SHIP-TOSE
SHIP для адреса
