Зенкерование и зенкование разница: Зенкование и зенкерование – как обработать металлические детали? + Видео
Содержание
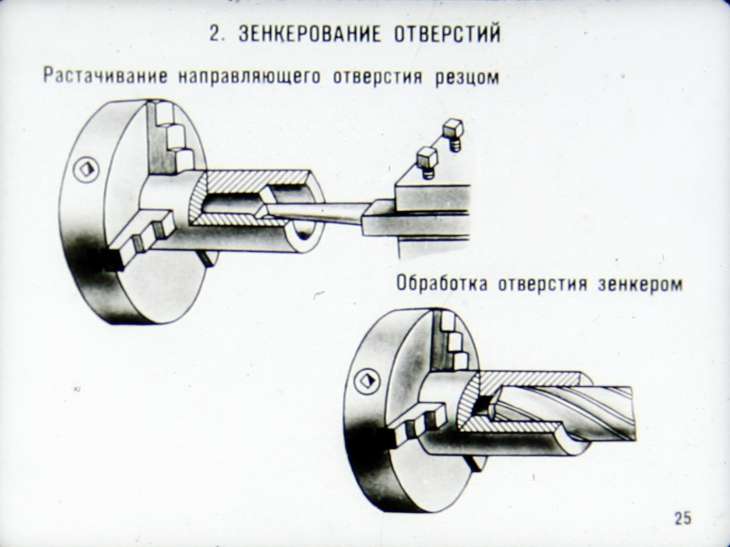
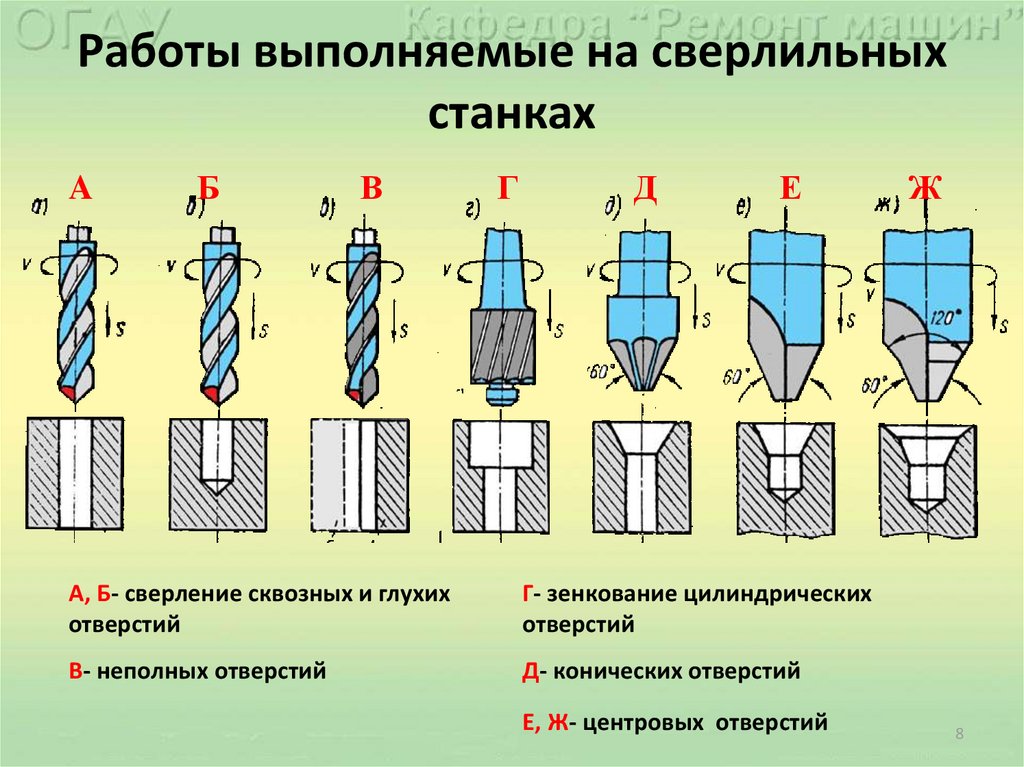
Сверление, развертывание зенкерование и зенкование при слесарных работах
Сверлением называют процесс образования отверстий в сплошном материале режущим инструментом — сверлом. Точность обработки не превышает 11…127го квалитетов и шероховатость поверхности Rz = 25…80 мкм. Сверлением получают отверстия под крепежные болты, шпильки, заклепки, а также отверстия, предназначенные для дальнейшей обработки: рассверливания, зенкерования, развертывания и нарезания резьбы. Различают сверление сквозных отверстий, глухих отверстий и рассверливание. В тех случаях, когда заготовку нельзя установить на станке или отверстия расположены в труднодоступных местах, сверление осуществляют с помощью ручных дрелей, электрических или пневматических ручных машин.
Сверление на станках выполняют, осмотрев и подготовив станок к пуску, проверив плавность хода гильзы шпинделя, перемещение рукоятки подъема, подачу охлаждающей жидкости, исправность местного освещения и наличие инструмента. Сверла, имеющие цилиндрический хвостовик, закрепляют в патроне. Конусный хвостовик патрона устанавливают в отверстие шпинделя сверлильного станка и проверяют его биение. Сверла с коническим хвостовиком размещают непосредственно в шпинделе станка. В тех случаях, когда конус хвостовика сверла меньше конуса в шпинделе, применяют переходные втулки. Установка сверл с коническим хвостовиком обеспечивает их лучшие центрирование и закрепление по сравнению с установкой сверл в патроне. Для съема патрона или сверла в выбивное отверстие шпинделя вставляют клин, легкие удары молотком наносят по концу клина. Деталь закрепляют в тисках.
Сверла, имеющие цилиндрический хвостовик, закрепляют в патроне. Конусный хвостовик патрона устанавливают в отверстие шпинделя сверлильного станка и проверяют его биение. Сверла с коническим хвостовиком размещают непосредственно в шпинделе станка. В тех случаях, когда конус хвостовика сверла меньше конуса в шпинделе, применяют переходные втулки. Установка сверл с коническим хвостовиком обеспечивает их лучшие центрирование и закрепление по сравнению с установкой сверл в патроне. Для съема патрона или сверла в выбивное отверстие шпинделя вставляют клин, легкие удары молотком наносят по концу клина. Деталь закрепляют в тисках.
При сверлении отверстий диаметром более 10 мм тиски крепят к столу болтами, головки которых закладывают в продольные канавки на столе станка.
Сверление выполняют, предварительно совместив ось сверла с центром отверстия. Перемещение сверла на требуемую глубину определяют по линейке, закрепленной на станке, либо по лимбу. Для обеспечения максимальной производительности, сохранения стойкости сверл и качества обработки выбирают режим резания, т. е. сочетание скорости резания и подачи. Зная диаметр сверла, материал, из которого оно сделано и марку материала заготовки, можно выбрать режимы резания. Режимы резания при сверлении приведены в табл. 4. Во время работы сверло сильно нагревается, вызывая притупление режущих кромок, поэтому рекомендуется применять смазочно-охлаждающие технологические средства (СОТС).
е. сочетание скорости резания и подачи. Зная диаметр сверла, материал, из которого оно сделано и марку материала заготовки, можно выбрать режимы резания. Режимы резания при сверлении приведены в табл. 4. Во время работы сверло сильно нагревается, вызывая притупление режущих кромок, поэтому рекомендуется применять смазочно-охлаждающие технологические средства (СОТС).
Для повышения производительности труда и точности сверления отверстий применяют специальные приспособления — кондукторы. Точность сверления обеспечивается направлением сверла через направляющие закаленные втулки, укрепленные в корпусе кондуктора. При небольшой партии одинаковых деталей вместо кондуктора используют шаблон в виде пластины, форма которой соответствует форме детали. Шаблон накладывают на деталь, фиксируют в определенном положении и закрепляют струбцинами. При сверлении плоских тонких одинаковых деталей их собирают в пачку, накладывают шаблон и плотно стягивают струбцинами.
При глухом сверлении необходимо периодически выводить сверло из отверстия для удаления стружки из канавки сверла. При сверлении сквозных отверстий во избежание поломки сверла уменьшают подачу при его выходе. В процессе сверления пользуются ручной подачей. Сверление по разметке выполняют в два приема: пробное сверление, при котором сверлят небольшое углубление для контроля положения сверла, и окончательное по центру намеченного отверстия. Для получения отверстий диаметром более 20 мм предварительно сверлят отверстия сверлом меньшего диаметра и затем рассверливают его под размер сверлом большего диаметра. Разность диаметров первого и второго сверла составляет 10…15 мм.
При сверлении сквозных отверстий во избежание поломки сверла уменьшают подачу при его выходе. В процессе сверления пользуются ручной подачей. Сверление по разметке выполняют в два приема: пробное сверление, при котором сверлят небольшое углубление для контроля положения сверла, и окончательное по центру намеченного отверстия. Для получения отверстий диаметром более 20 мм предварительно сверлят отверстия сверлом меньшего диаметра и затем рассверливают его под размер сверлом большего диаметра. Разность диаметров первого и второго сверла составляет 10…15 мм.
Таблица 4. Скорость резания, м/мин (числитель), и частота вращения шпинделя, мин–1 (знаменатель)1
| Подача | Диаметр сверла, м | ||||
| 6 | 8 | 10 | 12 | 14 | |
| 0,18 | 27,6/1465 | 31,2/1235 | 33,8/1075 | 31,7/840 | 38,7/880 |
| 0,20 | 25,6/1355 | 28,7/1145 | 31,4/1000 | 29,5/781 | 36,1/818 |
| 0,25 | 22,9/1215 | 25,6/1020 | 28,0/894 | 26,3/697 | 32,1/731 |
| 0,30 | 20,9/1110 | 23,4/935 | 25,6/815 | 24,0/636 | 29,4/667 |
1 При сверлении углеродистой конструкционной стали с σв = 650 МПа сверлом из стали Р18 и работе с охлаждением.
При сверлении деталь устанавливают так, чтобы верхняя поверхность с размеченным отверстием была горизонтальной, иначе при незначительном перекосе сверло смещается — его «уводит» в сторону. В случае эксцентрического расположения отверстия относительно разметки его необходимо выправить. Для этого крейцмейселем с полукруглой режущей кромкой прорубают канавку в сторону, противоположную смещению сверла, размечают центр отверстия и засверливают. Окончательное сверление проводят после определения правильного расположения отверстия.
Для обеспечения точности рассверливание отверстий осуществляют с одной установки. Для этого из шпинделя вынимают сверло меньшего диаметра и вставляют сверло, диаметр которого соответствует заданному.
Наиболее сложной операцией является сверление отверстий в цилиндрических деталях. Вал или трубу укладывают в призму и с помощью штангенрейсмаса выполняют разметку и накернивают центры отверстий. Призму и деталь закрепляют на столе станка, совмещают сверло с намеченным углублением на детали и выполняют сверление.
Сверление электрическими или пневматическими ручными машинами выполняют в такой последовательности. Размечают и накернивают места сверления, подбирают сверло необходимого диаметра, закрепляют его в патроне и устанавливают патрон в шпинделе сверлильной машины. Подсоединяют токоподводящий провод к электросети или шланг к пневмосети. Проверяют работу машины на холостом ходу и биение сверла в патроне. Устанавливают сверло вершиной в керновое углубление и сверлят отверстие. В процессе сверления следят, чтобы ось сверла была перпендикулярна к плоскости сверления. Не выключая сверлильную машину, выводят сверло из отверстия. Отверстия диаметром до 9; 15 и 23 мм сверлят соответственно машинами легкого, среднего и тяжелого типа.
Сверление ручной дрелью выполняют в тех случаях, когда необходимо просверлить отверстие малого диаметра в труднодоступном месте крупногабаритного оборудования. При сверлении ручной дрелью работающий должен одновременно удерживать дрель в определенном положении, осуществлять соответствующий нажим, направленный по оси просверливаемого отверстия, и вращением рукоятки приводить во вращение сверло. Порядок выполнения операции при сверлении ручной дрелью аналогичен сверлению электрическими машинами.
Порядок выполнения операции при сверлении ручной дрелью аналогичен сверлению электрическими машинами.
Высокие производительность и точность сверления отверстий обеспечиваются правильно заточенным сверлом (с одинаковыми по размеру и остроте режущими кромками, определенным углом при вершине сверла, симметрично расположенным относительно его оси). Угол при вершине сверла выбирают в зависимости от материала заготовки: для стали и чугуна он должен составлять 116…118°, для латуни и бронзы 130…140°. Спиральные сверла затачивают на заточном станке с мелкозернистым шлифовальным кругом. Взяв сверло левой рукой за рабочую часть на расстоянии 15…20 мм от режущих кромок, правой охватывают хвостовик, слегка прижимая сверло к поверхности абразивного круга так, чтобы режущая кромка располагалась горизонтально и плотно прилегала задней поверхностью к кругу. Плавным движением правой руки, не отнимая сверла от круга, поворачивают его вокруг своей оси и, соблюдая правильный наклон, затачивают заднюю поверхность.
Заточку проводят с охлаждением, периодически погружая конец сверла в воду. После заточки задних поверхностей режущие кромки должны быть прямолинейными. По мере стачивания сверла образуется поперечная кромка, которую укорачивают подточкой. Подточку поперечной кромки применяют для сверл диаметром более 12 мм. Качество заточки сверл проверяют специальным шаблоном.
Развертывание отверстий применяют для получения точного по размеру и форме отверстия с шероховатостью поверхностей в пределах Rz = 1,25…0,16 мкм. Развертывание отверстий выполняют вручную, электро- и пневмосверлильными ручными машинами или на сверлильных станках развертками. Гладкие цилиндрические отверстия обрабатывают развертками с прямыми канавками, отверстия со шпоночным пазом — развертками со спиральными канавками, а отверстия под конические штифты — коническими развертками соответствующей конусности. Диаметр развертки подбирают по диаметру отверстия, а припуск под черновое и чистовое развертывание определяют в зависимости от его диаметра.
| Диаметр отверстия, мм | 7…6 | 6…18 | 18…30 30…50 |
| Припуск под развертывание, мм | |||
| черновое | 0,15 | 0,3 | 0,4 0,5 |
| чистовое | 0,05 | 0,10 | 0,2 0,25 |
В качестве СОТС при ручном развертывании отверстий в заготовках из стали применяют эмульсии и минеральное масло. В заготовках из бронзы и латуни развертывание осуществляют без масел. Ручное развертывание цилиндрическими развертками выполняют следующим образом. Заготовку с предварительно просверленным отверстием закрепляют в тисках так, чтобы был свободный выход развертки снизу отверстия. Рабочую часть черновой развертки смазывают минеральным маслом. Ее заборную часть вставляют в отверстие без перекоса. На хвостовик надевают вороток и, слегка нажимая одной рукой на развертку, другой вращают вороток по часовой стрелке.
Периодически развертку извлекают из отверстия для очистки от стружки и смазочного материала. Черновое развертывание заканчивают, когда 3/4 рабочей части развертки войдет в отверстие. Черновую развертку выводят из отверстия (обратное вращение не допускается) и в отверстие вставляют чистовую развертку. Операцию повторяют в той же последовательности.
Черновое развертывание заканчивают, когда 3/4 рабочей части развертки войдет в отверстие. Черновую развертку выводят из отверстия (обратное вращение не допускается) и в отверстие вставляют чистовую развертку. Операцию повторяют в той же последовательности.
Развертывание конических отверстий выполняют черновой, промежуточной и чистовой развертками в той же последовательности, что и развертывание цилиндрических отверстий.
При развертывании отверстий машинными развертками, в зависимости от диаметра, материала развертки и марки материала заготовки, выбирают скорость резания и частоту вращения шпинделя (табл. 5).
Большие скорости резания следует применять при развертывании заготовок из нормализованных сталей, меньшие — при развертывании заготовок из вязких сталей. При чистовом развертывании на сверлильном станке скорость резания должна составлять 6…8 м/мин.
СОТС, применяемые при развертывании, приведены ниже.
Материал заготовки
Сталь:
конструкционная . . . . . РЗ-СОЖ; ЛЗ-СОЖ; МР-1; МР-4
. . . . РЗ-СОЖ; ЛЗ-СОЖ; МР-1; МР-4
инструментальная . . . . ЛЗ-СОЖ1; МР-1; МР-4
легированная . . . . . . . . МР-4
Чугун . . . . . . . . . . . . . . . Без охлаждения; керосин; ОСМ-1
Медь. . . . . . . . . . . . . . . . Эмульсия
Латунь . . . . . . . . . . . . . . Без охлаждения
Бронза . . . . . . . . . . . . . . Без охлаждения
Алюминий. . . . . . . . . . . . ЛЗ-СОЖ1; В-31
Отверстия развертывают с одной установки после окончания сверления. Сверло вынимают из шпинделя и вставляют черновую развертку, а затем — чистовую. При этом сокращается время на переустановку детали и повышается точность обработки.
Таблица 5. Скорость резания, м/мин (числитель), и частота вращения шпинделя, мин–1 (знаменатель), при черновом развертывании (углеродистая, конструкционная, хромистая и хромоникелевая стали с σв = 650 МПа; развертки из стали Р18; работа с охлаждением)
| Подача S, мм/мин | d = 5 мм; t = 0,05 мм | d = 10 мм; t = 0,075 мм | d = 15 мм; t = 0,1 мм |
| До 0,5 | 24,0/1528 | 21,6/686 | 17,4/371 |
| 0,6 | 21,3/1357 | 19,2/613 | 15,3/326 |
| 0,7 | 19,3/1223 | 17,4/553 | 14,1/299 |
| 0,8 | 17,6/1123 | 15,9/514 | 12,9/273 |
| 1,0 | — | 13,8/439 | 11,1/236 |
| 1,2 | — | 12,3/391 | 9,9/209 |
Калибрующая часть развертки ближе к шейке имеет обратный конус (0,04…0,6) для уменьшения трения о стенки отверстия. Зубья на рабочей части (винтовые или прямые) могут быть расположены равномерно по окружности или неравномерно. Развертки с неравномерным шагом зубьев используют для обработки отверстий вручную. Они позволяют избежать образования огранки, т.е. получения отверстий неправильной цилиндрической формы.
Зубья на рабочей части (винтовые или прямые) могут быть расположены равномерно по окружности или неравномерно. Развертки с неравномерным шагом зубьев используют для обработки отверстий вручную. Они позволяют избежать образования огранки, т.е. получения отверстий неправильной цилиндрической формы.
Хвостовик ручной развертки имеет квадрат для установки воротка. Хвостовик машинных разверток диаметром до 10 мм выполняется цилиндрическим, других разверток — коническим с лапкой, как у сверл. Для черновой и чистовой обработки отверстий применяют комплект (набор) разверток, состоящий из двух-трех штук. Развертки изготовляют из тех же материалов, что и другие режущие инструменты для обработки отверстий.
Зенкерование — процесс обработки предварительно просверленных или полученных штамповкой либо литьем отверстий для получения правильной геометрической формы с точностью до 9–117го квалитетов и шероховатостью поверхности Rz = 1,25…2,5 мкм. Эта обработка может быть окончательной или промежуточной перед развертыванием.
Зенкерование выполняют на сверлильных станках специальными инструментами — зенкерами. Работа зенкера подобна работе сверла при рассверливании отверстия. Припуск на зенкерование зависит от диаметра отверстия.
| Диаметр отверстия, мм | 5…24 | 25…35 | 36…45 |
| Припуск, мм | 1,0 | 1,5 | 2,0 |
| Диаметр отверстия, мм | 46…55 | 56…65 | 66…75 |
| Припуск, мм | 2,5 | 3,0 | 3,5 |
По конструкции и оформлению режущих кромок зенкер отличается от сверла и имеет три-четыре зуба, что обеспечивает правильное и более устойчивое положение зенкера относительно оси отверстия.
Цилиндрические зенкеры различных диаметров применяют для получения цилиндрических отверстий, а конические с углом конуса при вершине 60, 75, 90 и 120° — для конических углублений. Зенкеры имеют направляющую цапфу, которая входит в отверстие, обеспечивая точность совпадения оси отверстия с цилиндрическим отверстием, образованным зенкером.
Зная диаметр, материал, из которого изготовлен зенкер, и марку материала заготовки, можно выбрать режим резания (табл. 6).
Таблица 6. Скорость резания, м/мин (числитель), и частота вращения, мин–1 (знаменатель), зенкера1 (углеродистая конструкционная сталь с σв = 650 МПа; зенкеры из стали Р18; работа с охлаждением)
| Подача S, мм/мин | D = 15 мм, цельный зенкер | D = 20 мм, цельный зенкер | D = 25 мм, цельный зенкер | D = 25 мм, насадной зенкер |
| 0,2 | 41,6/883 | – | – | – |
| 0,3 | 34,0/721 | 38,0/604 | 29,7/378 | 26,5/337 |
| 0,4 | 29,4/624 | 32,1/510 | 25,7/327 | 22,9/292 |
| 0,5 | 29,3/558 | 28,7/456 | 23,0/292 | 20,5/261 |
| 0,6 | 24,0/510 | 26,2/417 | 21,0/267 | 18,7/238 |
| 0,7 | 22,2/472 | 24,2/386 | 19,4/247 | 17,3/221 |
| 0,8 | – | 22,7/361 | 18,2/231 | 16,2/206 |
| 0,9 | – | 21,4/340 | 17,1/218 | 15,3/195 |
| 1,0 | – | 20,3/323 | 16,2/207 | 14,5/185 |
| 1,2 | – | – | 14,8/189 | 13,2/168 |
1 Глубина резания t = 1 мм, в остальных случаях t = 1,5 мм.
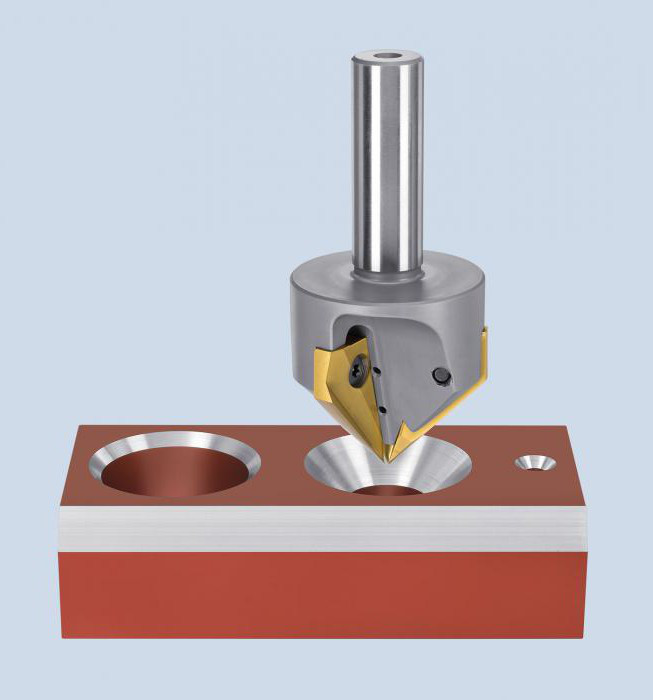
Зенкование — процесс обработки цилиндрических и конических углублений и фасок под головки болтов, винтов и заклепок в готовых отверстиях. Зенкование проводят на сверлильных станках с помощью зенковок или сверлом большего диаметра, чем диаметр отверстия. В отличие от зенкеров зенковки имеют режущие зубья на торце и направляющие цапфы, которыми зенковки вводятся в просверленное отверстие, что обеспечивает совпадение оси отверстия и образованного углубления под головку винта.
По форме режущей части зенковки бывают цилиндрические и конические. Цилиндрические зенковки с торцовыми зубьями применяют для расширения отверстий под головки винтов, под плоские шайбы, а также для образования уступов в отверстиях. Конические зенковки предназначены для снятия заусенцев в выходной части отверстия, получения конического углубления под головки винтов и заклепок. Крепление зенковок и зенкеров на сверлильных станках не отличается от крепления сверл.
Просмотров:
1 377
Зенкеры и зенковки, применение и отличия
Зенкеры и зенковки, применение и отличия
Для обработки отверстий используется несколько типов инструментов, включая зенкеры, зенковки и зенковки. Практика их использования часто сопровождается путаницей в их названиях. Например, в тендерной документации появляются заказы на «зенковки», но цитируется ГОСТ 14953-80, который описывает конические зенковки. Эти инструменты похожи по дизайну, и есть много сходства в применении, поэтому неудивительно, что даже в технической литературе есть много примеров «свободного» обращения с терминологией.
Практика их использования часто сопровождается путаницей в их названиях. Например, в тендерной документации появляются заказы на «зенковки», но цитируется ГОСТ 14953-80, который описывает конические зенковки. Эти инструменты похожи по дизайну, и есть много сходства в применении, поэтому неудивительно, что даже в технической литературе есть много примеров «свободного» обращения с терминологией.
Официальным источником терминов является ГОСТ 25751-83 «Инструменты режущие. Термины и определения», к сожалению, не дает ответов на вопросы: в чем разница между зенкованием и развертыванием, зенкованием и развертыванием. Итак, давайте рассмотрим устройство и использование каждого из этих инструментов.
Зенкеры
Определение
Согласно ГОСТ 25751-83 «Инструменты режущие, термины и определения», зенкер определяется как «осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра». Следует сразу отметить, что данный тип инструмента не предназначен непосредственно для сверления отверстий. Обратите внимание, что в определении зенковки ничего не говорится об изменении формы отверстия. Это важная деталь, которая пригодится позже.
Обратите внимание, что в определении зенковки ничего не говорится об изменении формы отверстия. Это важная деталь, которая пригодится позже.
Конструкция зенкера
Для описания конструкции зенкеров удобно разделить их на два класса — зенкеры с хвостовиком и зенкеры с гильзой.
Зенковки с цилиндрическим и коническим хвостовиком
Конструкция этих зенкеров аналогична конструкции спиральных сверл (рис.1).
Рис.1 Зенковка с коническим хвостовиком: a) для сквозных отверстий, b) для глухих отверстий, c) со вставками из карбида вольфрама.
Инструмент также состоит из рабочей части, соединительной части (шейки) и хвостовика. Разница с дрелью заключается в форме и количестве режущих кромок рабочей части. В частности, согласно ГОСТ 12489-77, зенкеры имеют три лопасти на каждом конце и цилиндрическую поверхность.
Зенкер с цилиндрическим или коническим хвостовиком может быть цельным ГОСТ 12489-77 (вся рабочая часть из быстрорежущей стали) или с твердосплавными вставками (ГОСТ 3231-71). Кроме того, каждый тип выпускается в двух вариантах: для глухих и сквозных отверстий (рис. 1, в). В зенкерах для сквозных отверстий угол главного лезвия φ имеет значения 45 или 60 градусов, в зенкерах с твердосплавными вставками φ = 60 0, во всех типах зенкеров для глухих отверстий φ = 90 0.
Кроме того, каждый тип выпускается в двух вариантах: для глухих и сквозных отверстий (рис. 1, в). В зенкерах для сквозных отверстий угол главного лезвия φ имеет значения 45 или 60 градусов, в зенкерах с твердосплавными вставками φ = 60 0, во всех типах зенкеров для глухих отверстий φ = 90 0.
Насадные зенкеры
Зенкер не имеет хвостовика. Вместо хвостовика инструмента они имеют внутренний конус для оправки (рис. 2). Этот тип конструкции также характеризуется большим количеством лопастей. В цельных зенковках по ГОСТ 12489-77 имеется четыре зуба и четыре винтовые канавки соответственно. Дальнейшее деление зенкеров на типы идентично делению хвостовиков.
Рис.2 Зенковка: a) цельный корпус, c) с твердосплавными вставками.
Применение зенкеров
Зенкер используется в операциях зенкерования для улучшения качества отверстия — улучшения качества обработки поверхности и получения более точной цилиндрической формы. Зенкер имеет цилиндрическое сечение в своей основной части. Зенкование используется для доведения отверстий до класса точности 4 — 5 по квалификации h21 и чистоты поверхности 5 — 6. Необходимый эффект достигается благодаря повышенной жесткости инструмента, а также большему количеству лезвий по сравнению со сверлом.
Зенкование используется для доведения отверстий до класса точности 4 — 5 по квалификации h21 и чистоты поверхности 5 — 6. Необходимый эффект достигается благодаря повышенной жесткости инструмента, а также большему количеству лезвий по сравнению со сверлом.
Следует отметить, что все вышеперечисленные ГОСТы описывают зенковки только с цилиндрической рабочей частью. В описаниях конструкции стандартных зенкеров нет фразы «конический зенкер» и нет чертежей зенкеров с конической рабочей частью. Другими словами, результатом стандартной зенковки является цилиндрическое отверстие с фиксированным диаметром.
Зенковки
В ГОСТ 25751-83 «Инструменты режущие. Термины и определения’ зенковка определяется как «осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра». Как видно, определение не отличается от определения зенкера, что говорит о неполноте определения. В определении не содержится информации о различиях между зенкерованием и другими инструментами, поэтому мы перейдем к краткому описанию операции зенкерования, чтобы подчеркнуть разницу между зенкерованием и развертыванием.
Технологическая операция зенкования
Вычерпывание, наряду с бурением, зенкерованием, развертыванием, входит в перечень технологических операций по обработке отверстий. Каждая из этих операций имеет свой смысл и цель. Сверление используется для черновой обработки, зенкерование — для полуобработки и расширения, а развертывание — для чистовой обработки. Во всех случаях акцент делается на обработке цилиндрической поверхности.
Вышеперечисленные операции и соответствующие им инструменты используются как для обработки сквозных отверстий, так и для обработки глухих отверстий. В случае глухих отверстий сверла и зенкеры не используются для обработки торца отверстия. Сверла и зенкеры не предназначены для изменения цилиндрической формы отверстия на коническую.
Однако существует обширный класс промышленных применений, где необходимо качественно снять фаску на входной части отверстия для получения точного цилиндрического углубления для болтов, шайб, пружин, прокладок и т.д. при обрезке торца. В других областях применения требуются стандартные конические углубления для центровых отверстий, опорные поверхности для крепежа, конические поверхности седел клапанов и т.д. С такими задачами справляется операция зенкерования, для чего был разработан специальный инструмент — зенкер.
В других областях применения требуются стандартные конические углубления для центровых отверстий, опорные поверхности для крепежа, конические поверхности седел клапанов и т.д. С такими задачами справляется операция зенкерования, для чего был разработан специальный инструмент — зенкер.
Конструкция зенковки
Зенковки относятся к осевым, многоточечным режущим инструментам. В технической литературе описаны два типа зенкеров: конические и цилиндрические (зенкеры). Стандарты четко разделены. Существует стандарт на конические зенковки ГОСТ 14953-80 и стандарт на цилиндрические ГОСТ 25751-73. В стандарте для обозначения зенковок используется только одно название — зенковки.
Конические зенковки
Название инструмента зависит от формы рабочей части. Зенкеры используются для снятия фасок, конических поверхностей подшипников и для изготовления центрирующих отверстий. Этот инструмент широко используется, а номенклатура стандартизирована. Типы и основные размеры этого вида инструмента описаны в ГОСТ 14953-80 «Зенкеры. Технические условия». В соответствии с этим стандартом выпускаются 4 типа зенкеров и 7 типов для обработки конических поверхностей подшипников, всего 11 типов. Классификация по назначению приведена в таблице 1, на рис.3 показана зенковка 2-го типа и зенковка для конических углублений (отверстий) типов 5,6,7.
Технические условия». В соответствии с этим стандартом выпускаются 4 типа зенкеров и 7 типов для обработки конических поверхностей подшипников, всего 11 типов. Классификация по назначению приведена в таблице 1, на рис.3 показана зенковка 2-го типа и зенковка для конических углублений (отверстий) типов 5,6,7.
Рис.3. Конические зенковки: a) зенковка типа 2, b) для конической зенковки.
Таблица 1 — Типы отверстий для затопления.
Зенковки используются для предварительно просверленных1 отверстий диаметром до 8 мм включительно. Конические зенкующие поверхности создаются из отверстий диаметром от 1,6 до 25,0 мм. Торцевой угол стандартных зенкеров для конических подшипников всегда равен нулю, т.е. зубья расположены радиально.
Цилиндрические зенковки
Правильное название этого типа — зенковка. Цилиндрическая зенковка — это «осевой многофункциональный инструмент для обработки цилиндрической и/или торцевой поверхности отверстия заготовки» (согласно ГОСТ 25751-73). Инструмент используется для обработки цилиндрических углублений под шестигранные головки винтов и болтов, шестигранные гайки с шайбами и без, под цилиндрические и полукруглые шлицевые головки болтов и под цилиндрические головки болтов с углублениями под «шестигранный ключ».
Инструмент используется для обработки цилиндрических углублений под шестигранные головки винтов и болтов, шестигранные гайки с шайбами и без, под цилиндрические и полукруглые шлицевые головки болтов и под цилиндрические головки болтов с углублениями под «шестигранный ключ».
Все типы зенкеров имеют в своей конструкции направляющий штифт (Рисунок 4). Этот компонент необходим для устранения радиального биения при заточке, которое приводит к искажению формы отверстия и сколам режущих кромок. Направляющие цапфы могут быть как фиксированными, так и сменными. Предпочтительнее инструмент со сменным теноном, позволяющий заменять компонент по мере его износа.
Область применения ЗЕНКОВКИ? В чем отличия ЗЕНКОВКИ и ЗЕНКЕРА?
Рис.4 Зенковка: а) со сменным хвостовиком, б) с фиксированным хвостовиком.
Особенностью конструкции является обратная конусность; диаметр D равномерно уменьшается в направлении хвостовика. Для инструментов из быстрорежущей стали диаметр уменьшается по всей длине рабочей части на 0,08-0,16 мм на 100 мм длины, для инструментов с твердосплавными вставками диаметр уменьшается по длине вставки на 0,05-0,10 мм.
Для инструментов из быстрорежущей стали диаметр уменьшается по всей длине рабочей части на 0,08-0,16 мм на 100 мм длины, для инструментов с твердосплавными вставками диаметр уменьшается по длине вставки на 0,05-0,10 мм.
Стандартные зенковки по ГОСТ 26258-87 имеют четыре зуба на главной режущей поверхности (торце) и выпускаются четырех типов, в зависимости от типа зенковки и способа ее установки в станке.
Все типы зенкеров, приведенные в таблице 2, выпускаются в двух исполнениях: исполнение 1 — цельные и исполнение 2 — с твердосплавными вставками.
Заключение
Чтобы избежать ошибок в терминологии, следует использовать стандарты, характерные для данного инструмента. Их содержание позволяет сделать ряд выводов:
- Конические зенковки отсутствуют. Результатом зенкерования является цилиндрическое отверстие. Конические и потайные отверстия создаются в процессе зенкования.
- Зенкеры отличаются от зенкеров тем, что имеют коническое рабочее сечение и используются для получения центрирующих отверстий, конических отверстий и зенкеров, а также конических опорных поверхностей для крепежа.

- Цилиндрические опорные поверхности для винтов и болтов изготавливаются путем зенкования. Цилиндрическая зенковка — это неправильный термин, хотя он правильно передает смысл операции.
- Наличие зенковки указывает именно на тип инструмента — зенковка.
Очевидно, что вышесказанное относится к стандартным инструментам и операциям обработки, используемым в машиностроении. Нестандартные инструменты могут использоваться в общей практике, так же как и стандартные инструменты могут использоваться для различных целей. Например, зенковка может быть выполнена с помощью обычного сверла.
назначение, виды, процесс, отличие от зенкования
Одним из основных инструментов, применяемых при обработке отверстий в металлических деталях, является зенкер. С его помощью увеличивают диаметр, улучшают качество боковых поверхностей отверстия, также удаётся получить более высокий класс точности. Зенкерование, а именно так называется эта операция, созвучно зенкованию, что может ввести неспециалиста в заблуждение. Разница между этими двумя категориями тоже будет объяснена в данной статье.
Содержание
Зенкер. Назначение и виды инструмента
Зенкер – инструмент, предназначенный для получистовой обработки металла. Внешне представляет собой металлический вал с режущими поверхностями, напоминающий сверло. Он создан специально для металлообрабатывающей промышленности. Выпускается по ГОСТ 12489-71, ГОСТ 3231-71 или ТУ 2-035-923-83 в соответствии с разновидностью устройства.
Скачать ГОСТ 12489-71
Скачать ГОСТ 3231-71
Зенкеры подразделяются:
По типу закрепления в патроне станка:
- хвостовые;
- насадные.
По особенностям конструкции:
- цельные;
- сборные;
- сварные;
- с твердосплавными пластинами и без них.
По геометрической форме:
- цилиндрические;
- конические;
- обратные.
По направлению ленточек и канавок:
- правого вращения;
- левого вращения.

Цельные хвостовые зенкеры наиболее похожи на свёрла, но отличаются наличием большего количества режущих кромок. В их поперечном сечении насчитывает от 3 до 6 таких острых зубчиков. Для изготовления применяется быстрорежущие инструментальные стали Р9, Р18, а также легированные пластины с повышенной твёрдостью и износоустойчивостью ВК4, ВК6, ВК8, Т15К6. Допустимая скорость резания у моделей с твердосплавными вставками выше, что увеличивает их КПД.
Насадные зенкеры не имеют хвостика и крепятся с помощью оправки, для чего в теле инструмента предусмотрен паз.
В их поперечнике строго 4 зубца. Сама насадка иногда комплектуется съёмными рабочими лезвиями из твёрдых сплавов. Фиксируются резаки клиньями, и могут заменяться по мере надобности.
Конический зенкер похож на бур, рабочая часть инструмента сужается к его концу. Применяется для обработки наклонных круговых поверхностей. Изготовляются из легированной стали и металлокерамики.
Ленточки сверла-зенкера могут быть закручены в разных направлениях, соответственно выделяют профили правого и левого вращения. Зенкеры левого вращения применяются в токарных полуавтоматах, осуществляющих подачу материала с правой стороны.
Выбор разновидности зенкера напрямую обусловлен размером отверстия в заготовке и её материалом. При диаметре до 12 мм работают цельными зенкерами, начиная от 20 мм – зенкерами-насадками и инструментом со вставными легированными лезвиями. Когда требуется сделать более гладкие и крупные отверстия в станок устанавливаются комбинированные модели, где может быть до восьми острых зубчиков, при этом данные зенкеры опционально комбинируются со сверлами, развертками и другими сверлильно-режущими инструментами.
Отличие зенкерования от смежных операций
Зенкерование сходно с развёртыванием отверстий, режущие кромки инструмента снимают лишний материал со стеноктия, уменьшают шероховатость и увеличивают диаметр. Это получистовая операция, что значит, за ней следует ещё один этап обработки. Развёртывание – финишная процедура. Во время зенкерования устраняются дефекты сверления, штамповки и литья. В процессе можно немного откорректировать привязку, добиться лучшей соосности для будущего соединения. Точность удаётся повысить до 5, а иногда даже до 4-го класса.
При установке режима резания нужно помнить, что толщина удаляемого металла при зенкеровании равна половине припуска для заданного диаметра отверстия. Если сравнивать со сверлением, то подачу можно сделать больше в 1,5-2 раза, а скорость оставить такой же. Конкретные параметры резания рассчитываются по формулам, приводимым в нормативной литературе.
Так как зенкер обладает большей в сравнении со сверлом жёсткостью, из-за повышенного числа острых выступов, возрастает точность направления движения, а также качество обработки, гладкость и чистота поверхности. Для сравнения сверление даёт шероховатость 20 мкм и квалитеты 11–12, зенкерование – шероховатость 2,5 мкм, квалитеты 9–11, а развёртывание – шероховатость 0,25-1,25 мкм и квалитеты 6–9. Квалитетом называют точность изготовления детали, с увеличением его значения допуски растут, а точность падает. Если технологическим процессом для обработки изделия требуется и зенкерование и развёртка, то они производятся за одну установку и выверку заготовки на станке.
Для сравнения сверление даёт шероховатость 20 мкм и квалитеты 11–12, зенкерование – шероховатость 2,5 мкм, квалитеты 9–11, а развёртывание – шероховатость 0,25-1,25 мкм и квалитеты 6–9. Квалитетом называют точность изготовления детали, с увеличением его значения допуски растут, а точность падает. Если технологическим процессом для обработки изделия требуется и зенкерование и развёртка, то они производятся за одну установку и выверку заготовки на станке.
Зенкование и зенкерование нередко путают из-за похожести названий. На самом деле, зенкование имеет совершенно иную цель, и для него используется отличный инструмент, название которому зенковка.
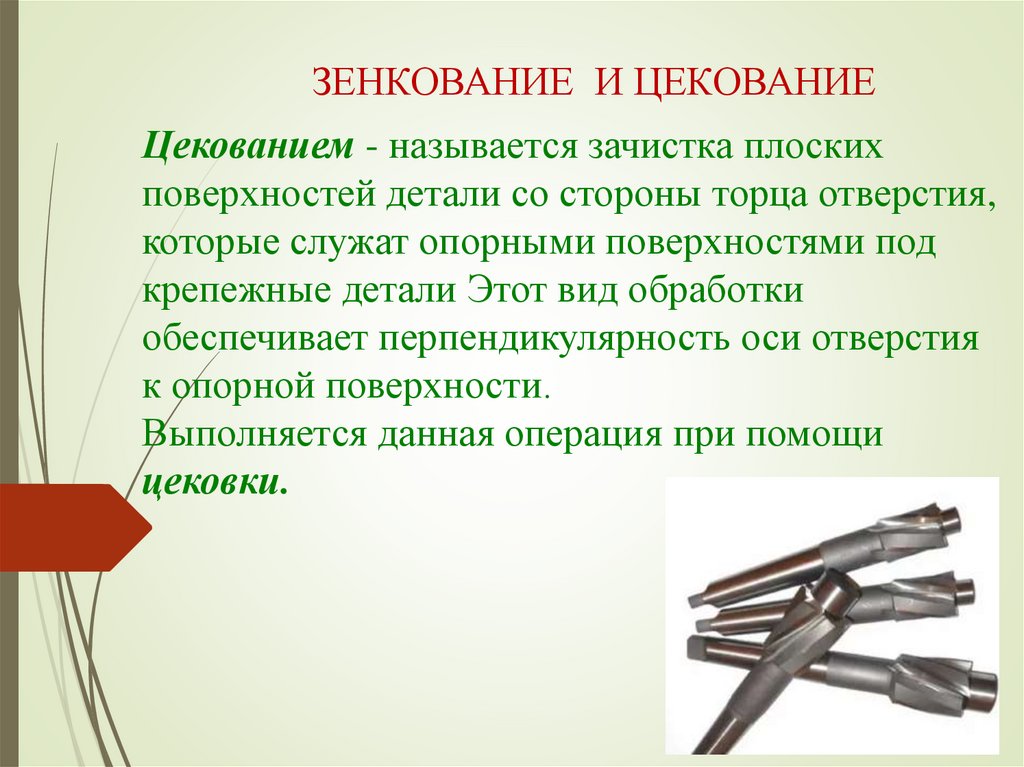
При этом виде обработки создаются углубления для размещения крепежа заподлицо с поверхностью детали. Помимо снятия фасок, зенковку применяют для вырезания углублений конической формы. Ещё одним назначением будет зачистка и обработка выемок перед монтажом крепежа, это делается при помощи плоских или же торцевых зенковок, именуемых ещё цековками, что более грамотно.
Наибольшее распространение на рынке получили конические зенковки с рабочими углами в 90 и 120º, которыми создаются углубления, чтобы прятать шляпки болтов и винтов. В металлообрабатывающей промышленности находят своё применение и зенковки с плоским кончиком, служащие для зачистки выемок под крепежные элементы. Устанавливают зенковки в те же станки, что и другой инструмент для обработки отверстий для крепежа.
Как зенкеровать металл правильно
Если мастер-любитель может взять для зенкерования сверло и дрель, то в условиях промышленности для этого могут использовать следующее станки:
- сверлильные;
- токарные;
- расточные;
- фрезерные;
- агрегатные.
Процесс зенкерования проходит в строгом соответствии с технологией, общие моменты в которой можно описать в виде следующих рекомендаций:
- В литых деталях с неравномерным запасом на последующую металлообработку необходимо расточить отверстие на глубину 5–10 мм для правильного направления движения режущего инструмента.

- Для операции зенкерования отверстий оставляется припуск 1–3 мм в зависимости от итогового диаметра.
- Зенкерование стальных изделий не обходится без охлаждения специальными масляными растворами. При работе с чугуном, а также цветметом оно не является обязательным.
- Оптимальный вариант зенкера и режим работы подбирают с учётом необходимого диаметра отверстия, точности обработки, её глубины, металла детали и опций производственного станка.
- Крепление режущего инструмента должно стыковаться с тем слотом, что есть на рабочей станции.
- В случае, когда предполагается чистовая обработка развёрткой, то при зенкеровании часть припуска, от 0,15 до 0,3 мм оставляют для дальнейшей работы.
- Для обработки изделий из закалённых и легированных сталей используют зенкеры с твердосплавными вставками диаметром 14-50 мм и 3-4 зубчиками.
- При обработке цветных металлов и сплавов железа с высоким содержанием углерода в дело идут перовые зенкеры.
- Инструментом из быстрорежущей стали обрабатывают изделия из обычной конструкционной стали.
 При отверстиях более 40 мм оснастку дополняют насадками с диаметром 32–80 мм.
При отверстиях более 40 мм оснастку дополняют насадками с диаметром 32–80 мм.
Несоответствие процесса установленной технологии часто выступает причиной брака. При большом износе инструмента получившееся отверстие будет меньше, чем по проекту. Когда мастер завысил подачу, или на зубья зенкера налипли отходы, чистота обработки может не удовлетворять качеству. Другие дефекты: часть поверхности не обработана, полученный диаметр больше требуемого, являются следствием неправильного выбора зенкера или его неправильной установки.
Развёртывание для обеспечения максимальной точности поверхности
Точность деталей определяется через такие понятия как класс и квалитет. Второе сейчас более употребимо, т. к. даёт более точную информацию о допустимых допусках несоответствия размеров. Между тем система классов всё ещё продолжает жить в профессиональной среде, используется квалифицированными кадрами на производствах. В отечественном машиностроении применяются только первые 9 классов по точности, и полезно знать каким квалитетам они соответствуют.
| Класс точности | Квалитет (отв./вал) | Допуск для Ø18-30 мм (отв./вал), мкм |
| 1 | 6/5 | 13/9 |
| 2 | 7/6; 7/7 | 21/13 |
| 2а | 8/7; 8/8 | 33/21 |
| 3 | 9/8; 9/9 | 52/33 |
| 3а | 10/10 | 84/84 |
| 4 | 11/11 | 130/130 |
| 5 | 12/12 | 210/210 |
| 7 | 14/14 | 520/520 |
| 8 | 15/15 | 840/840 |
| 9 | 16/16 | 1300/1300 |
Пропущен 6-й класс точности, т. к. он используется крайне редко. Установлен он для неответственных несопрягаемых поверхностей. Система допусков зафиксирована в ГОСТ 11472-69, ГОСТ 7713-62 и других.
Скачать ГОСТ 7713-62
Скачать ГОСТ 11472-69
Максимальная точность получаемых отверстий зависит от способа их обработки и применяемого инструмента. Зенкерование и развёртывание имеют разный показатель максимально возможного квалитета и класса. Обычно эти операции выполняются последовательно одна за другой.
Зенкерование и развёртывание имеют разный показатель максимально возможного квалитета и класса. Обычно эти операции выполняются последовательно одна за другой.
Сначала деталь зенкеруют, с боковых поверхностей отверстия удаляется лишний материал, правятся возможные незначительные отклонения его расположения. Главное чего удаётся добиться на этом этапе – уменьшить неровность стенок. Достижимый результат – 4-й класс точности и 11 квалитет.
Далее деталь обрабатывают с помощью развёртки, работа может проводиться на тех же самых станках. Инструмент, так же как и зенкер, сделан из легированной стали и оснащён твёрдыми сплавами, количество зубьев у него увеличено. Развёртка срезает более мелкую стружку, так достигается точность отверстий соответствующая 2–3 классу. Для высокоточных деталей 1-го класса развёртку применяют многократно, существуют и другие доводочные операции.
Зубья у развёрток чаще прямые. Винтовые используются для обработки отверстий с пазами, закручивание профиля инструмента берут противоположным направлению резания, для того чтобы его не затягивало в отверстие. Режущие выпуклости расположены на стержне развёртки неравномерно с тем, чтобы исключить влияние неоднородности металла заготовки. Наличие вкраплений с отличной плотностью изменяет нагрузку на контактирующий зуб, и при отсутствии у них разбежки, на этом месте появиться местное углубление или выпуклость.
Режущие выпуклости расположены на стержне развёртки неравномерно с тем, чтобы исключить влияние неоднородности металла заготовки. Наличие вкраплений с отличной плотностью изменяет нагрузку на контактирующий зуб, и при отсутствии у них разбежки, на этом месте появиться местное углубление или выпуклость.
По той причине, что развёртка срезает при обработке меньше металла, она не используется для исправления направления отверстия, подобное просто не рационально. Следовательно, перед чистовой операцией развёртывания должна идти более грубая обработка, зенкерование или растачивание. Исключение составляют отверстия до 10 мм диаметром, расточка которых сложна, а зенкеров подходящих габаритов попросту нет, тогда развёртка идёт сразу после сверления и выполняется особо аккуратно.
Чтобы достичь высоких показателей качества нужно обеспечить чёткую соосность обрабатываемого отверстия и инструмента. Выполнение сразу после зенкерования на том же станке помогает избежать погрешностей при переустановке заготовки в патроне. Детали с отверстиями 2-го класса точности правильно обрабатывать за 2 прохода, первый – черновой развёрткой, второй – чистовой. Величина припуска для первого раза – 2/3 общего значения. Резак для такой менее требовательной процедуры – это отшлифованная и откалиброванная потерявшая размер развёртка.
Детали с отверстиями 2-го класса точности правильно обрабатывать за 2 прохода, первый – черновой развёрткой, второй – чистовой. Величина припуска для первого раза – 2/3 общего значения. Резак для такой менее требовательной процедуры – это отшлифованная и откалиброванная потерявшая размер развёртка.
Резюмируя, стоит отметить, что зенкерование – обособленная операция по обработке отверстий в металлических изделиях, отличная от развёртки, и не имеющая практически ничего общего с зенкованием. Главное назначение зенкера – уменьшить шероховатости стенок отверстия и увеличить точность выполнения отверстия. Операция выполняется после сверления, литья или штамповки и предшествует чистовой обработке. Сборный зенкер может совмещаться со сверлом, развёрткой и другими инструментами. Вал прибора состоит из быстрорежущей стали, а рабочие зубцы, иногда, из твёрдосплавных вставок. Совместимые с этим отделочным сверлом аппараты – фрезеровочный, токарный, расточный и сверлильный.
Выбор конкретного зенкера осуществляется в зависимости от диаметра отверстия, степени обработки и материала заготовки.
Режим работы станка и другие необходимые данные – расчётные величины, которые отображаются в рабочих чертежах изготовляемых деталей. Отступление от этих величин и общей технологии зенкерования является одной из основных причин возникновения производственного брака. В качестве финишной операции зенкерование используется довольно редко, только при пониженных требованиях к точности, при классе ниже 4-го. На рынке продаётся множество зенкеров с разными характеристиками, оптимизированными для работы в разных условиях, под разный металл и диаметры отверстий.
|
Навигация:
Топ: Техника безопасности при работе на пароконвектомате: К обслуживанию пароконвектомата допускаются лица, прошедшие технический минимум по эксплуатации оборудования. Марксистская теория происхождения государства: По мнению Маркса и Энгельса, в основе развития общества, происходящих в нем изменений лежит… Когда производится ограждение поезда, остановившегося на перегоне: Во всех случаях немедленно должно быть ограждено место препятствия для движения поездов на смежном пути двухпутного…
Интересное: Влияние предпринимательской среды на эффективное функционирование предприятия: Предпринимательская среда – это совокупность внешних и внутренних факторов, оказывающих влияние на функционирование фирмы… Аура как энергетическое поле: многослойную ауру человека можно представить себе подобным… Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего…
Дисциплины:
|
Стр 1 из 4Следующая ⇒ Процесс зенкерования отверстий
Одним из основных инструментов, применяемых при обработке отверстий в металлических деталях, является зенкер. o Отличие зенкерования от смежных операций Зенкерование сходно с развёртыванием отверстий, режущие кромки инструмента снимают лишний материал со стеноктия, уменьшают шероховатость и увеличивают диаметр. Это получистовая операция, что значит, за ней следует ещё один этап обработки. Развёртывание – финишная процедура. Во время зенкерования устраняются дефекты сверления, штамповки и литья. В процессе можно немного откорректировать привязку, добиться лучшей соосности для будущего соединения. Точность удаётся повысить до 5, а иногда даже до 4-го класса. При установке режима резания нужно помнить, что толщина удаляемого металла при зенкеровании равна половине припуска для заданного диаметра отверстия. Так как зенкер обладает большей в сравнении со сверлом жёсткостью, из-за повышенного числа острых выступов, возрастает точность направления движения, а также качество обработки, гладкость и чистота поверхности. Для сравнения сверление даёт шероховатость 20 мкм и квалитеты 11–12, зенкерование – шероховатость 2,5 мкм, квалитеты 9–11, а развёртывание – шероховатость 0,25-1,25 мкм и квалитеты 6–9. Квалитетом называют точность изготовления детали, с увеличением его значения допуски растут, а точность падает. Если технологическим процессом для обработки изделия требуется и зенкерование и развёртка, то они производятся за одну установку и выверку заготовки на станке. Зенкование и зенкерование нередко путают из-за похожести названий. На самом деле, зенкование имеет совершенно иную цель, и для него используется отличный инструмент, название которому зенковка. При этом виде обработки создаются углубления для размещения крепежа заподлицо с поверхностью детали. Помимо снятия фасок, зенковку применяют для вырезания углублений конической формы. Ещё одним назначением будет зачистка и обработка выемок перед монтажом крепежа, это делается при помощи плоских или же торцевых зенковок, именуемых ещё цековками, что более грамотно. Наибольшее распространение на рынке получили конические зенковки с рабочими углами в 90 и 120º, которыми создаются углубления, чтобы прятать шляпки болтов и винтов. В металлообрабатывающей промышленности находят своё применение и зенковки с плоским кончиком, служащие для зачистки выемок под крепежные элементы. Устанавливают зенковки в те же станки, что и другой инструмент для обработки отверстий для крепежа. Разновидности зенковок Для обработки отверстий или создания углублений канонической формы применяются зенкеры и зенковки. В разных условиях для обрабатываемых отверстий могут быть разные параметры. 1. Конические. В данной зенковке ножи расположены под углом от 30 до 120 градусов и центра к краям. 2. Цилиндрические. Имеют режущую кромку по окружности цилиндра, за счёт чего получаются ровные цилиндрические отверстия 3. Торцевые зенковки. При помощи зенковки возможно выполнять следующие действия над отверстием: 1. Обработка отверстия с созданием конуса 2. Получения конического углубления для саморезов или другого крепежного элемента. 3. Удаление фаски и стружки из отверстий. Зенковки изготавливаются из легированной или углеродистой стали инструментального назначения. Конструктивные особенности Если рассматривать зенковку, то можно выделить некоторые её части · Режущая часть. Это основная часть который выполняет процесс зенкования. Состоит из нескольких режущих кромок, расположенных под углом от центра к бокам. · Хвостовик. При помощи хвостовика зенковка закрепляется в инструменте или станке, ан котором будет выполняться работа. Хвостовик может быть конусным или иметь цилиндрическую форму. · Часть между хвостовиком и режущей частью имеет в одном месте особо тонкую форму. Эта чаcть работает в роли предохранителя. Если зенковка застрянет, дабы избежать серьёзных последствий, именно в этой части зенкова ломается. Одна из разновидностей зенковки имеет наплавленные лезвия на рабочей части, что позволяет обрабатывать твердые сплавы металла. Правила работ с зенковкой При выполнении работ на токарном или сверлильном станке зенковкой, нужно помнить и соблюдать ряд простых правил. Перед началом выполнения работ, проверьте состояние патрона на станке. Ведь если патрон находится в неисправном состоянии, хорошо закрепить зенковку не получится, тем самым вы не сможете получить качественно обработанное отверстие. Зенковка отверстий выполняется соблюдаю следующие правила: 1. 2. При обработке твердых металлов, таких как чугун нужно делать перерывы в работе и использовать специальные растворы для отведения тепла. В быту для таких целей используют техническое масло. 3. При работе не превышайте оборотов, заявленных производителем. Несоблюдение этого правила последует за собой быстрый износ режущих кромок за счёт нагрева. 4. Правильно подбирайте диаметр зенковки для обрабатываемого отверстия. При выборе не правильного размера, обработка будет не качественная, а именно неправильной центровке, не ровных краям. Зенкер Обработка металла зенкерованием похожа сверление-это вращение зенкера во круг своей оси. При зенкеровании отверстие улучшается в точности до 9-11 квалитета точности. Так же при помощи зенкера улучшается и шероховатость отверстия до Rz 2,5 мкм. Основные назначения зенкера: 1. 2. Улучшение качества отверстия перед нарезкой резьбы или использованием развертки. Зенкерование не делают при помощи обычной дрели или любым другим ручным способом. Ведь цель этой операции направлена на улучшения качества отверстия, что сделать при помощи дрели почти не возможно. Поэтому зенкерование выполняется станочным способом при помощи сверлильного, токарного, фрезерного станков. Если разделять зенкеры на группы, то в металлообработке выделяют две группы по точности: 1. Зенкер с номером 1-В основном применяется для получистой обработки в качестве подготовительных работ перед развертыванием или нарезанием резьбы. 2. Зенкер с номером 2-Применятся для конечных работа. Имеет относительно высокий класс точности h21 По конструкции используются два вида зенкеров-цельные и насадные(разбирающиеся). Если говорить о цельных, их применяют чаще, и они имеют концевик в виде конуса. Имеет канавку для отвода стружки и охлаждения и режущие зубья. Так же есть зенкеры, которые применяются намного реже, в особых случаях. А именно это зенкеры с наваренными пластинами из наиболее твердого металла, наваренные или сборные зенкеры. Зенкер – что это такое? В процессе производства деталей и изделий высокого качества довольно часто приходится иметь дело с недостаточной точностью выполнения нужных отверстий. Для получения необходимых параметров применяют зенкер. Зенкер представляет собой многолезвенный, многозубый режущий инструмент, применяемый для доработки заранее выполненных круглых отверстий в деталях и заготовках из разных материалов (на фото). Обработка этим способом применяется для увеличения диаметра и получения более качественной поверхности отверстия методом резания. Такой процесс называется зенкерованием. Метод резания похож на процедуру сверления: наблюдается такое же вращение оснастки для зенкерования вокруг своей оси и одновременное поступательное движение инструмента вдоль оси. Разработали зенкер для металлообрабатывающей промышленности с целью обработки просверленного, продолбленного или выполненного с помощью штамповки отверстия. Зенкер по металлу, требования к характеристикам которого регулирует ГОСТ 12489-71, используется при выполнении промежуточной или уже конечный обработки. В связи с этим выделяют два вида инструмента: При применении расточки увеличивается диаметр, повышается точность поверхности и чистота отверстия. Зенкерование предназначается в основном для: Применяются зенкеры, требования к которым определяет ГОСТ 12489-71, также при обработке торцевых поверхностей и при выполнении некоторых операций, придающих отверстию нужный профиль (например, расширение углубления в верхней части отверстия, предназначенного под головки болтов). · насадной; · хвостовой (с метрическим конусом или с конусом Морзе – виды хвостовика для крепления в станок). По конструкции зенкеры бывают следующих видов: o сборные; o цельные; o сварные; o с твердосплавными пластинами. Цельный зенкер похож на сверло, поэтому второе его название – сверло-зенкер. У него больше, чем у простого сверла, спиральных канавок и режущих кромок (от 3 до 6 зубьев). Режущую часть инструмента, как оговаривает ГОСТ 12489-71, выполняют из быстрорежущей стали P18, P9 или делают с твердосплавными пластинами (BK4, BK6, BK8 для обработки чугуна, T15K6 – для обработки стали). Инструмент, оснащенный твердосплавными пластинами, имеет большую производительность (более высокую скорость резания), чем изготовленный из быстрорежущей стали. Выделяют также зенкер конический (для обработки поверхностей конической конфигурации) и так называемый обратный тип зенкеров. Процесс зенкерования отверстий
Одним из основных инструментов, применяемых при обработке отверстий в металлических деталях, является зенкер. С его помощью увеличивают диаметр, улучшают качество боковых поверхностей отверстия, также удаётся получить более высокий класс точности. o 1234Следующая ⇒ Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций… Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой… Общие условия выбора системы дренажа: Система дренажа выбирается в зависимости от характера защищаемого… Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства…
|
 ..
..
 С его помощью увеличивают диаметр, улучшают качество боковых поверхностей отверстия, также удаётся получить более высокий класс точности. Зенкерование, а именно так называется эта операция, созвучно зенкованию, что может ввести неспециалиста в заблуждение. Разница между этими двумя категориями тоже будет объяснена в данной статье.
С его помощью увеличивают диаметр, улучшают качество боковых поверхностей отверстия, также удаётся получить более высокий класс точности. Зенкерование, а именно так называется эта операция, созвучно зенкованию, что может ввести неспециалиста в заблуждение. Разница между этими двумя категориями тоже будет объяснена в данной статье. Если сравнивать со сверлением, то подачу можно сделать больше в 1,5-2 раза, а скорость оставить такой же. Конкретные параметры резания рассчитываются по формулам, приводимым в нормативной литературе.
Если сравнивать со сверлением, то подачу можно сделать больше в 1,5-2 раза, а скорость оставить такой же. Конкретные параметры резания рассчитываются по формулам, приводимым в нормативной литературе.
 Выполняются они при помощи разновидностей зенкеров или зенковок. Давай разберёмся какие виды таких зенковок существуют:
Выполняются они при помощи разновидностей зенкеров или зенковок. Давай разберёмся какие виды таких зенковок существуют:
 Для выполнения работ, зенковка должна находиться строго по центру обрабатываемого отверстия.
Для выполнения работ, зенковка должна находиться строго по центру обрабатываемого отверстия. Калибровка уже готовых отверстий для крепежа(болты, шпильки)
Калибровка уже готовых отверстий для крепежа(болты, шпильки) Если говорить о насадных зенкерах, их конструкция отличается съемным наконечником, который крепится за счёт внутреннего отверстия.
Если говорить о насадных зенкерах, их конструкция отличается съемным наконечником, который крепится за счёт внутреннего отверстия.
 Зенкерование, а именно так называется эта операция, созвучно зенкованию, что может ввести неспециалиста в заблуждение. Разница между этими двумя категориями тоже будет объяснена в данной статье.
Зенкерование, а именно так называется эта операция, созвучно зенкованию, что может ввести неспециалиста в заблуждение. Разница между этими двумя категориями тоже будет объяснена в данной статье.Зенкерование — это что такое?
Технологический процесс изменения размеров и форм деталей, как правило, не обходится без такого вида механической обработки, как зенкерование. В переводе с немецкого, слово означает «проходить», «углублять». Если говорить точнее, то это процесс, во время которого увеличивают диаметр отверстий. Его можно сравнить с рассверливанием. Зенкерование – это механическая операция, во время которой производится растачивание отверстий, с целью повышения качества их поверхности и точности.
В переводе с немецкого, слово означает «проходить», «углублять». Если говорить точнее, то это процесс, во время которого увеличивают диаметр отверстий. Его можно сравнить с рассверливанием. Зенкерование – это механическая операция, во время которой производится растачивание отверстий, с целью повышения качества их поверхности и точности.
Получение отверстий
Для того чтобы досконально разобраться в том, что такое зенкерование, необходимо иметь представление, как делают отверстия в деталях. Допустим, в заготовке необходимо просверлить отверстие пятого класса точности диаметром 12 мм.
Для этого понадобится сверлильный станок и 3 рабочих инструмента: сверло, зенкер и развертка. Каждый из них предназначен для обработки проходов, ведь сверление зенкерование, развертывание – это операции очень похожие между собой. В первую очередь в заготовке проделывают отверстие при помощи сверла, однако диаметр его будет значительно меньше необходимого, допустим в половину – 6 мм.
Это будет черновая обработка. Далее его рассверливают зенкером до необходимого диаметра 12 мм (получистовая операция). Кроме того, зенкерование обеспечит 7 класс точности.
Далее его рассверливают зенкером до необходимого диаметра 12 мм (получистовая операция). Кроме того, зенкерование обеспечит 7 класс точности.
Для того чтобы отверстие было 5 класса, необходимо использовать развертку. Она обеспечит необходимые предельные размеры и припуск – чистовая и завершительная обработка отверстия. Зенкерование и развертывание, как правило, выполняют на один и тот же диаметр, различаются лишь предельные размеры, и, поскольку развертка обеспечивает более низкий класс точности, припуск на развертывание выбирают с высокой точностью.
Зенкерование и зенкование
Очень часто данные понятия путают между собой из-за того, что они очень похожи в названиях. Однако, если зенкерование – это процесс, во время которого зенкер растачивает отверстие на всю глубину, то зенкованием называют обработку верхней его части.
Это необходимо для образования углублений под потайные головки элементов крепления (болты, заклепки, винты). Зенковка – инструмент для зенкования, отличается от зенкера формой рабочей части.
Материал и виды зенкеров
Как и любой другой режущий инструмент, зенкер классифицируется по типу конструкции, по форме и виду обработки, а также по материалу, из которого его изготавливают.
Поскольку данный инструмент обладает высокой жесткостью, как правило, его делают из быстрорежущей стали, однако нередко можно встретить зенкера из конструкционного легированного (40Х) и углеродистого (Ст45) сплава.
Зенкерование — это сглаживание и очищение поверхности, поэтому сам инструмент имеет большое количество режущих кромок. Зенкеры могут быть хвостовыми сборными с вставными ножами, хвостовыми цельными, насадными сборными и насадными цельными.
Если рассматривать с точки зрения экономичности, то, конечно же, сборные инструменты имеют более высокую стоимость, но и срок их эксплуатации гораздо больше, поскольку вышедшие из строя кромки можно заменить.
Длина и диаметр
Поскольку сверление, зенкерование — процессы довольно похожие, то сверло (в особенности это касается спиральных сверл) и зенкер имеют практически одинаковое строение. Каждый из инструментов имеет режущую часть, которая непосредственно делает отверстие в детали.
Каждый из инструментов имеет режущую часть, которая непосредственно делает отверстие в детали.
Различие состоит в том, что у зенкера нет поперечной режущей кромки, но имеется от трех до шести зубьев. Его рабочая часть состоит из калибрующей и режущей составляющих. Длина второй зависит от глубины зенкерования. Калибрующая часть – это продольные ленточки вдоль режущей кромки. Их ширина зависит от диаметра зенкера (0,8-2,5 мм), а высота – 0,2-0,9 мм.
Зенкерование – это механическая операция, похожая на рассверливание. Если же её целью является растачивание отверстия для последующего развертывания, то диаметр зенкера выбирают меньше, с учетом припуска на последнюю чистовую операцию. К тому же, поскольку требуемая точность этого инструмента ниже, чем для развертки, абсолютные значения отклонений могут быть гораздо больше.
В другом случае зенкерование отверстий – это и есть последняя чистовая обработка, требуемая для детали с допуском по 11, 12 квалитету. Тогда инструмент выбирают с учетом разбивки и запаса на изнашивание, а его диаметр должен соответствовать диаметру отверстия.
Проектирование и расчет
Для того чтобы диаметр необходимого отверстия был максимально точным, выполняют проектирование зенкера. Таким образом можно найти максимальный и минимальный диаметр необходимого инструмента, определить материал его режущей части и выполнить расчет режимов резания.
Важный показатель, который влияет на максимальные и минимальные значения – это требуемый квалитет. Например, необходимо выполнить чистовое зенкерование отверстия на диаметр 85 мм с квалитетом Н11. Исходя из таблиц полей допусков отверстий при номинальных размерах от 1 до 500 мм, для 11 квалитета (для диаметров от 80 мм до 120 мм) поле допуска составляет: верхнее значение – «+220», а нижнее –«0», то есть 85 +220мм. Максимальный диаметр рассверливаемого отверстия не может превышать 85,22 мм, а минимальный – 85 мм.
При этом допуск на размер — это разница между DmaxиDmin, то есть он будет составлять 0,22 мм. Если же говорить о браке, то для отверстия неисправимым будет считаться диаметр выше значения 85,22 мм, а исправимым – меньше 85 мм.
Зенкерование: где и как используется
Из этого материала вы узнаете:
- Применение зенкерования
- Разница между зенкованием и зенкерованием
- Инструменты для зенкерования
- Правила обработки зенкерованием
- Выбор оборудования и инструментов для зенкерования
Зенкерование – один из приемов металлообработки. Используется в быту, но основное его предназначение – промышленное применение. Зенкерование необходимо для получистовой обработки отверстий. С его помощью уменьшается шероховатость, снимается лишнее.
Основной инструмент для выполнения этой операции – зенкер. Существует несколько его видов. Тип приспособления подбирается в зависимости от вида обрабатываемого металла, конфигурации отверстия и т. д. Подробнее об обработке зенкерованием вы узнаете из нашего материала.
Применение зенкерования
Зенкерование активно используется в сфере машино- и станкостроения, где размеры деталей и просверленных отверстий должны соблюдаться до микронов. Когда отверстия, каналы в ответственных конструкциях оказываются неровными, разного диаметра, может возникать люфт, который чреват износом узлов в короткие сроки, разрушением всего механизма. Благодаря процессу зенкерования отверстиям придают большую точность, доводя этот показатель до четвертого и пятого класса.
Когда отверстия, каналы в ответственных конструкциях оказываются неровными, разного диаметра, может возникать люфт, который чреват износом узлов в короткие сроки, разрушением всего механизма. Благодаря процессу зенкерования отверстиям придают большую точность, доводя этот показатель до четвертого и пятого класса.
Назначение зенкерования металлических заготовок состоит в том, чтобы обеспечить:
- Строгую цилиндрическую форму канала по всей его длине, позволяя резьбовым соединениям, валам, шпинделям, тягам проходить через него без дополнительного напряжения, люфта.
- Сохранение диаметра канала на всем протяжении. Так достигается меньший люфт и износ металла изделия. Кроме того, данная особенность положительно сказывается на сроке службы передаточного механизма.
- Значительное увеличение показателя чистоты канала, снижение шероховатости при помощи зенкерования. В результате при вибрации и трении элементов системы образуется меньше стружки, обеспечивается большая крепость, надежность, износостойкость канала и содержащей его конструкции.

VT-metall предлагает услуги:
Зенкерование и развертывание обязательно проводится для отверстий, имеющих класс точности в пределах третьего. Данный метод подходит для изделий, отлитых из любого металла, либо изготовленных методом штамповки, ковки.
Разница между зенкованием и зенкерованием
Зенкер нередко используется для обработки отверстий в металлических деталях – он позволяет увеличить размеры, улучшить качество поверхностей отверстия, повысить класс точности. Именно с его помощью выполняют зенкерование, что звучит похоже на «зенкование», из-за чего некоторые путают эти две операции.
Что такое зенкование? Данный подход предполагает формирование в верхней части отверстия конического или цилиндрического углубления путем срезания значительного слоя материала. Это необходимо для скрытой установки крепежа либо метод может применяться для выбора фасок. Операцию выполняют при помощи приспособления, которое называется зенковка.
Инструмент может быть нескольких видов:
- цилиндрическим – для подготовки цилиндрических выемок в верхней части канала, призванных скрыть головки винтов, гаек;
- коническим – для формирования углублений в форме конуса в нижней части отверстия, выемок под крепеж, снятия фасок.

- торцевым – известен как цековка и используется для зачистки выемок перед установкой креплений.
В конструкцию зенковки входят рабочая головка и хвостовик. На хвостовике присутствует направляющая цапфа, благодаря которой сохраняется ось в процессе выборки выемок.
Помимо самой зенковки для выполнения операции необходим сверлильный станок либо приспособление может быть зажато в патрон многокоординатного обрабатывающего центра или простого токарного станка. Специалисты советуют отказаться от идеи использовать дрель и любой иной сверлильный инструмент, так как он не позволяет добиться необходимой соосности и точности.
Что такое зенкерование? Во время этого процесса срезают лишний металл со стенок, снижают степень шероховатости, расширяют отверстия. Данная процедура считается получистовой и требует проведения дополнительной обработки, развертывания. С ее помощью детали избавляют от дефектов, появившихся в процессе штамповки, литья, сверления.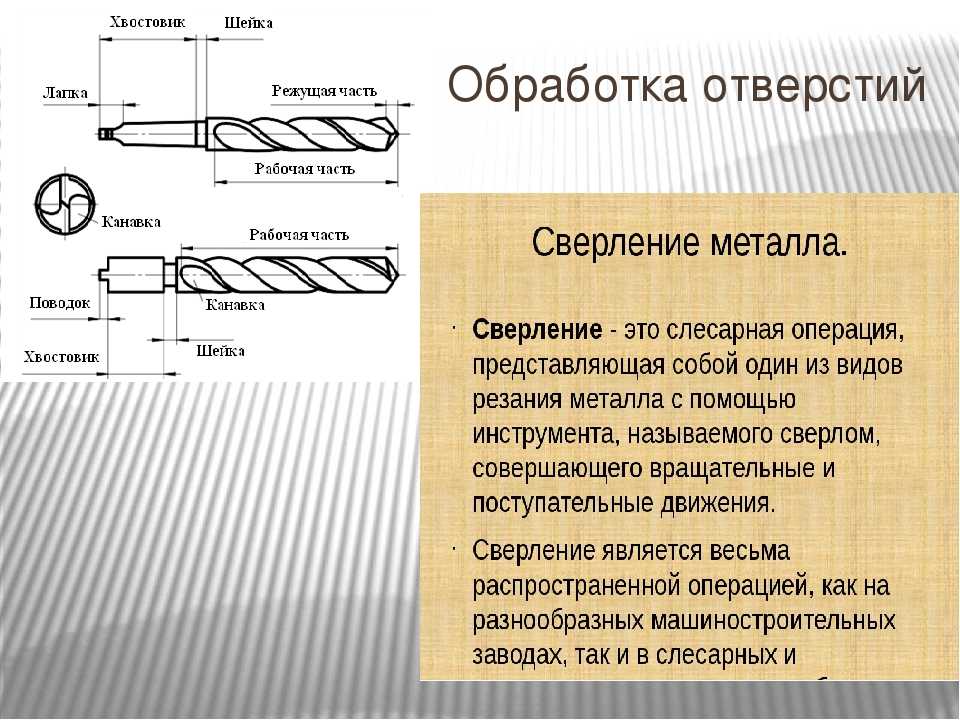
Зенкерование позволяет поправить привязку, улучшить соосность, что важно для соединения деталей. В результате точность повышается до 5 или 4 класса.
Выбирая при зенкеровании режим резания, важно учитывать, что удаляется материал изделия толщиной в половину припуска, требуемого для конкретного диаметра канала. Подачу допускается увеличить в 1,5-2 раза по сравнению с обработкой сверлением, сохранив скорость. Расчет параметров зенкерования выполняют по формулам – все они содержатся в нормативных изданиях.
Поскольку зенкер имеет множество острых выступов, его жесткость выше, чем у сверла. Это позволяет добиться большей точности направления движения, качества обработки, гладкости и чистоты поверхности. Если сверление обеспечивает шероховатость 20 мкм и квалитеты 11-12, то при зенкеровании достигаются соответственно 2,5 мкм и 9–11, а при развертывании – шероховатость равна 0,25–1,25 мкм, квалитеты 6–9.
Стоит пояснить, что квалитет – это точность изготовления элемента. При росте этого показателя увеличиваются допуски и снижается точность. Если, в соответствии с технологией, требуется обработка отверстий зенкерованием и развертыванием, их выполняют за одну установку и выверку изделия на станке.
При росте этого показателя увеличиваются допуски и снижается точность. Если, в соответствии с технологией, требуется обработка отверстий зенкерованием и развертыванием, их выполняют за одну установку и выверку изделия на станке.
Инструменты для зенкерования
Зенкер – основной инструмент для зенкерования отверстий – используется во время получистовой обработки металла и выглядит как металлический вал с режущими поверхностями, по форме близкий к сверлу. Его производят в соответствии с ГОСТ 12489-71, ГОСТ 3231-71 или ТУ 2-035-923-83 в зависимости от типа конкретного инструмента.
Цельный хвостовой режущий элемент включает в себя:
- Рабочую область, состоящую из режущей и калибрующей частей, которые обеспечивают снятие металла и выравнивание канала.
- Хвостовик, позволяющий зафиксировать инструмент для зенкерования в патроне токарного или сверлильного станка.
- Шейку, то есть часть между рабочей областью и хвостовиком, которая призвана защитить оборудование от повреждения при заклинивании зенкера, – тот просто лопнет в самом узком месте, то есть в шейке.
Специалисты выделяют разные типы зенкеров, исходя из их характеристик. По типу крепления в патроне станка подобные инструменты могут быть:
- хвостовыми;
- насадными.
По конструкции зенкеры бывают:
- цельными;
- сборными;
- сварными;
- с твердосплавными пластинами либо без них.
По форме инструменты для зенкерования делят на:
- цилиндрические;
- конические;
- обратные.
По направлению ленточек и канавок они могут быть:
- правого вращения;
- левого вращения.
Цельные хвостовые зенкеры больше всего напоминают сверла с тем лишь отличием, что у них больше режущих кромок, а именно 3–6 зубцов в поперечном сечении. Их изготавливают из быстрорежущих инструментальных сталей Р9, Р18 и легированных пластин повышенной твердости и износоустойчивости ВК4, ВК6, ВК8, Т15К6. Модели с вставками из твердых сплавов могут выполнять операции с большей допустимой скоростью, а значит, их эффективность выше.
Насадные зенкеры отличаются тем, что у них нет хвостика, а фиксация осуществляется через паз в инструменте и оправку. Они имеют четыре зубца в сечении и в некоторых случаях комплектуются съемными рабочими твердосплавными лезвиями. Резаки закрепляются клиньями и при необходимости подлежат замене.
Конический инструмент близок по форме к буру, так как его рабочая часть к концу постепенно уменьшается в диаметре. Его производят из стали с легирующими добавками или металлокерамики и используют при работе с наклонными круговыми поверхностями.
Ленточки сверла-зенкера бывают закрученными в разных направлениях, то есть предназначенными для левого и правого вращения. Первые задействуются в токарных полуавтоматах, где материал подается с правой стороны.
Необходимый вид инструмента для зенкерования зависит от размеров отверстия и материала изделия. Если диаметр меньше 12 мм, используют цельные зенкеры. При размерах более 20 мм задействуют приспособления с вставными легированными лезвиями и насадками.
Чтобы сформировать гладкие и большие отверстия, требуются комбинированные модели зенкеров, снабженные разным количеством зубьев (вплоть до восьми). Такие инструменты при необходимости используются в сочетании со сверлами, развертками и прочими сверлильно-режущими приспособлениями.
Правила обработки зенкерованием
Для грамотного выполнения зенкерования необходимо следовать технологии работы с конкретной деталью. При этом учитывается целый ряд исходных условий, к которым относится вид металла, диаметр отверстия, форма, конфигурация, протяженность канала, цель осуществления работ, тип применяемого инструмента.
Технология зенкерования предполагает такие правила:
- Припуск на зенкерование составляет 0,5–3 мм для отверстий, сформированных методом отливки, штамповки или сверления.
- Режущий элемент подбирается с учетом типа отверстия, который может быть сквозным, ступенчатым, глухим.
- Резец из быстрорежущей стали вращается с той же скоростью, что и обычное сверло по металлу.

- Резец с твердосплавными режущими кромками может вращаться со скоростью в 2-3 раза выше, чем при использовании обычного зенкера.
- Высокую точность обработки отверстий с глубоким каналом под зенкерование, сформированных литьем, штамповкой, обеспечивают предварительным проходом резцом. Таким образом, металл обрабатывается на глубину половины рабочего тела зенкера. При этом используется диаметр, совпадающий с диаметром режущей кромки.
Применение зенкеров из быстрорежущей стали требует подачи специального состава для смазки и охлаждения инструмента и обрабатываемого канала.
В процессе работы мастер отталкивается от схемы, где весь процесс описан буквами латинского алфавита:
- d1 – основной диаметр;
- d2 – диаметр для процесса;
- L1 – цилиндрический путь;
- L3 – глубина зенкера;
- L4 – размер фаски;
- J – угол отклонения.
Выбор оборудования и инструментов для зенкерования
Если вы хотите своими силами увеличить углубления под головки болтов или расширить отверстия, можно использовать обычное сверло и электрическую или ручную дрель для зенкерования. Тогда как на производствах данный процесс связан с использованием мощной и точной техники.
Тогда как на производствах данный процесс связан с использованием мощной и точной техники.
Поэтому при зенкеровании и зенковке применяют следующие виды оборудования:
- токарный – наиболее распространенный;
- сверлильный – тоже часто встречается;
- расточный – для вторичных операций;
- агрегатный – в качестве вторичной операции автоматизированной линии;
- вертикальный или горизонтальный фрезерный – встречается редко.
Если отверстие в изделии было получено в процессе литья, его в первую очередь растачивают резцом на 5–10 мм в глубину. Благодаря этой хитрости зенкер изначально примет правильное направление.
Во время работы со стальными изделиями требуются смазочно-охлаждающие жидкости, а для чугуна и цветных металлов они не нужны.
Грамотный выбор инструмента для зенкерования и зенковочной операции влияет на обработку в целом и предполагает учет такого набора характеристик:
- Материал изделия, особенности запланированной процедуры, расположение отверстия, серийность работ.

- Глубина, диаметр, точность зенкерования – определяют размер инструмента.
- Способ крепления инструмента – зависит от конструкции зенкера и зенковки.
- Материал изделия, интенсивность обработки и ряд прочих характеристик – влияют на материал используемого инструмента. Так, можно найти зенковки, изготовленные для резки дерева.
При выборе зенкера отталкиваются от информации из справочников, учитывают технические условия применения, зафиксированные в ГОСТ 12489-71:
- Детали из конструкционной стали с отверстиями диаметром до 40 мм проходят зенкером из быстрорежущей стали. Его диаметр составляет 10–40 мм, резка металла осуществляется 3-4 зубьями.
- Предметы из закаленных и плохо поддающихся обработке сталей требуют расточки оснасткой с пластинками из твердого сплава диаметром 14–50 мм с 3-4 зубьями.
- Изделия из конструкционной стали, имеющие отверстия диаметром до 80 мм, растачивают инструментом для зенкерования из быстрорежущей стали с насадными головками диаметром 32–80 мм.

- Элементы из цветных металлов и чугуна предполагают использование перового зенкера для работы с глухими отверстиями.
- Глухие отверстия диаметром 15–25 мм растачивают специальным инструментом для зенкерования – в его корпусе предусмотрен канал для поступления смазочно-охлаждающей жидкости в зону обработки.
Рекомендуем статьи
- Огнезащита металлических конструкций: правила и методы осуществления
- Железный забор: эстетичность и надежность
- Разрезание металла: основные способы
Обязательным требованием для проведения интересующей нас операции считается соблюдение припусков под зенкерование. Диаметр инструмента должен совпасть с диаметром отверстия по итогам обработки. Если после зенкерования будет выполняться чистовое развертывание отверстия, инструмент выбирают диаметром на 0,15–0,3 мм меньше стандартного. Для чернового растачивания, сверления отверстий под зенкерование оставляют припуск на сторону в 0,5–2 мм.
Описанный выше метод имеет более высокую производительность, чем обработка при помощи резцов. Скорость резания инструмента из быстрорежущей стали близка к скорости сверления, а подача осуществляется быстрее в 2,5-3 раза. По этой причине зенкерование предполагает меньшие временные затраты, чем сверление.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Измеритель зенковки
и измеритель фаски В чем разница?
Написано Крисом Йостом . Опубликовано в
Когда человек должен выбрать зенковку, а не фаску? В конечном счете, они выполняют одинаковую работу — оба типа датчиков используют плунжер и специальный индикатор передаточного числа для измерения верхнего диаметра конического/зенкерного отверстия.
Но… это еще не все. В этой статье будут объяснены основные преимущества и недостатки обоих типов.
Chamfer Gage
A Chamfer Gage has a 3 blade plunger that accommodates a large range of chamfer angles: from 0-90 ° or 90-127 ° (в зависимости от модели) и диаметром до 1 дюйма . См. таблицу
ГАРАНТИРОВАННАЯ ТОЧНОСТЬ:
в пределах ± 0,001 дюйма для моделей 0–90°
в пределах ± 0,002 дюйма для моделей 90–127°
Аналоговый индикатор: шкала 0,001 дюйма
(+) Относительно большой диапазон и универсальность.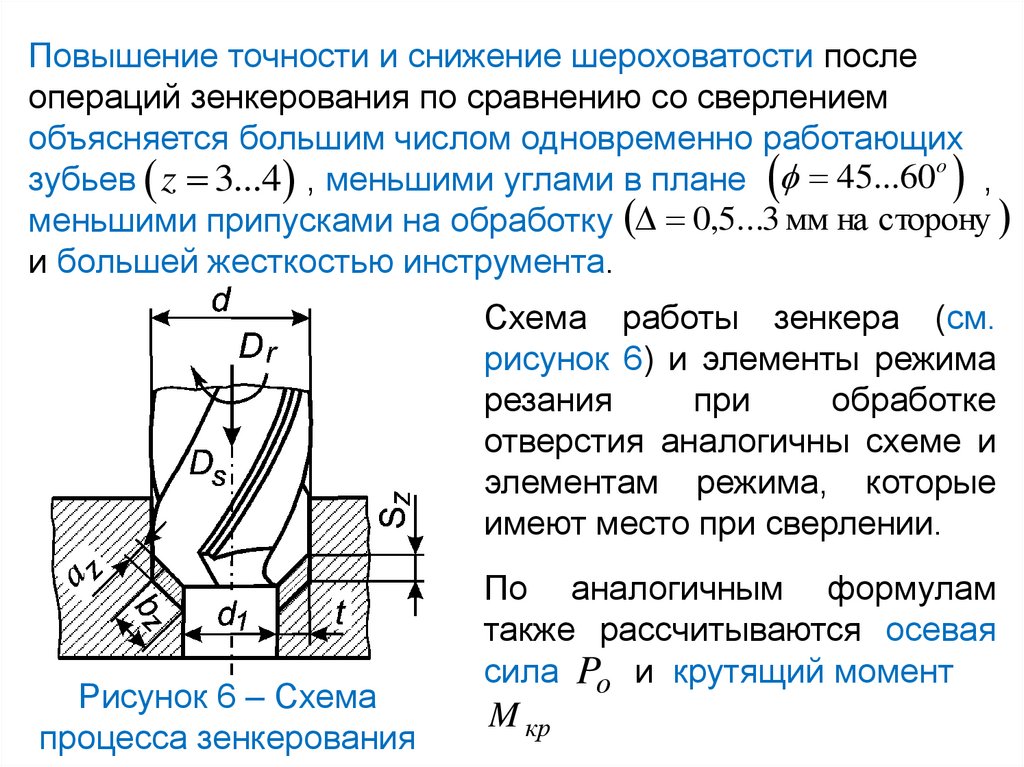 циферблатный датчик фаски, чтобы получить показания.
циферблатный датчик фаски, чтобы получить показания.
(+) Вы можете «установить» калибр для снятия фаски на любую прецизионную плоскую поверхность: поверочную плиту, концевой блок или торец калибра-кольца . При желании можно изготовить специальный калибр-кольцо с острой кромкой для заданного внутреннего диаметра.
(-) Поскольку калибр для снятия фаски охватывает широкий диапазон диаметров и не имеет прецизионного конического плунжера, вы не будете так уверены в «посадке» в отверстие, как при использовании калибра с зенковкой.
(+) Конструкция измерителя фасок с тремя лезвиями обеспечивает основание с прорезями, что позволяет измерять детали ниже максимального диапазона измерителя фасок.
Зенковка
А Датчик зенковки наиболее популярен в аэрокосмической промышленности и имеет сплошной конус (при нормальных условиях), заточенный под точным углом, который измеряет определенный диапазон диаметров зенковки с шагом примерно 0,200 дюйма. См. таблицу
См. таблицу
ГАРАНТИРОВАННАЯ ТОЧНОСТЬ:
± 0,0005 дюйма или ± 0,015 мм отверстия, но также проверяет угол зенкерования с помощью прецизионного шлифованного конуса.
Если есть какая-то проблема с самим фактическим углом зенковки, вы
получить плохое чтение для I.D. так как они связаны. В отличие от датчика фаски, вы получаете два
измерения по цене одного: форма и диаметр.
(-) Поскольку диапазон измерения циферблатного индикатора относительно невелик на аналоговом зенкере, вы не можете «установить» индикатор на плоской поверхности — Необходимо использовать калибр-кольцо с острой кромкой, и они входят в комплект аналоговых моделей.
Примечание. Это не требуется для цифрового зенкерного манометра с большим индикатором диапазона.
(+) Аналоговые/циферблатные зенкерные датчики используют 1-оборотный индикатор прямого считывания, поэтому нет необходимости подсчитывать обороты.
(-) Поскольку зенкерный калибр имеет меньший диапазон измерения, чем зенкерный калибр, вам потребуется приобрести несколько зенкерных калибров, если вам необходимо измерить широкий диапазон диаметров зенкеров.
(-) Полная коническая конструкция плунжера датчика приводит к тому, что основание с отверстием вместо основания с прорезью, как у датчика фаски. Это не позволяет измерять детали с наружным диаметром . ниже максимального диапазона зенкерного калибра, потому что деталь будет проглочена отверстием в основании зенкерного калибра.
————————————-
Вопрос: C старый
вы используете зенкер для измерения верхнего диаметра зенковки
скучно?
Ответ положительный. Однако, как было сказано, зенковочный калибр проверяет зенковку.
угол и диаметр одновременно. Измеритель фасок не проверяет
угол, потому что поршень контактирует только в самом верху
родить.
Примечание:
Наконечник плунжера калибра для фаски и зенковки не острый. Чтобы компенсировать
Чтобы компенсировать
Усеченный плунжер, число «установлено на» расположено на задней стороне калибра для снятия фаски, которое показывает, какая часть плунжера была преднамеренно удалена. Датчики с зенковкой со циферблатом поставляются с установочным кольцом, поэтому число «установлено на» не требуется. цифровая зенковка, которую можно освоить на прецизионной плоской поверхности, такой как измеритель фаски, будет иметь «установленное на» число.0055
Если у вас есть какие-либо вопросы по этой теме, свяжитесь с нами или оставьте комментарий ниже!
Теги: Датчик зенковки и датчик фаски В чем разница?
Комментарии
зенковка – определение и значение
- Определение
- Связать
- Список
- Обсудить
- См.
- Услышать
- и Любовь
Определения
из Словаря английского языка American Heritage®, 5-е издание.

- сущ. Отверстие с увеличенной верхней частью, чтобы головка винта или болта находилась на одном уровне с поверхностью или под ней.
- сущ. Инструмент для проделывания такого отверстия.
- переходный глагол Сделать зенковку на или внутри.
- переходный глагол Вбить (винт или болт) в зенкер.
из словаря века.
- Образовать путем сверления или токарной обработки в виде полости в древесине или других материалах для приема головки болта или винта, железной пластины и т. д., чтобы она могла быть почти или совершенно вровень с поверхностью: как бы раззенковать отверстие под шуруп.
- Заставить утонуть в любом другом теле так, чтобы он был почти или полностью на одном уровне с его поверхностью: например, утопить винт или болт, сделав углубление для его головки.
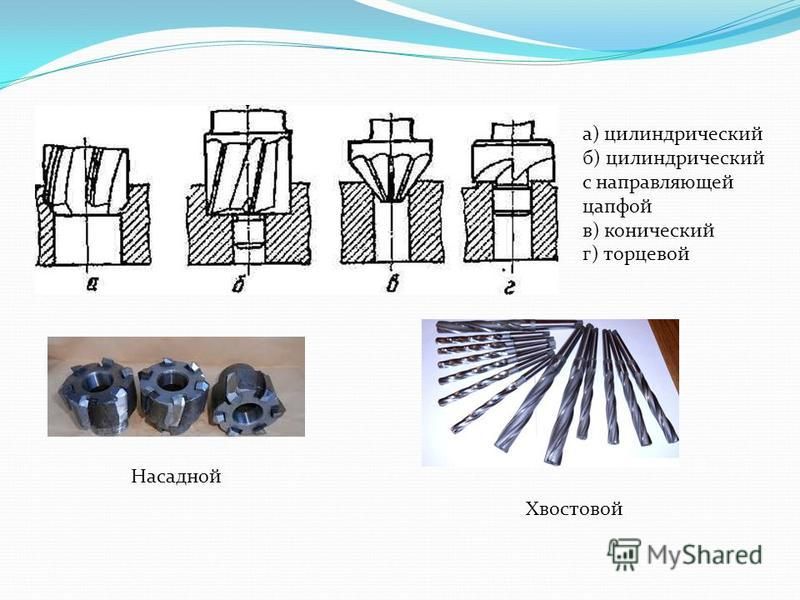
- сущ. Сверло или сверло для зенкерования, изготовленное по-разному, в зависимости от того, как оно будет использоваться для дерева, железа, латуни и т. д.
- сущ. Расширение отверстия под головку винта или болта.
- сущ. Выемка в патроннике ружья, в которую входит закраина патрона.
из версии GNU Collaborative International Dictionary of English.
- сущ. Расширение верхней части отверстия, образующее полость или углубление для приема головки винта или болта.
- сущ. Сверло или режущий инструмент для зенкования отверстий.
- переходный глагол Срезать фаску или образовать углубление вокруг верхней части (отверстия в дереве, металле и т. д.) для приема головки винта или болта под поверхностью, полностью или частично.

- переходный глагол Заставлять тонуть даже на поверхности или под ней.
из Викисловаря, Creative Commons Attribution/Share-Alike License.
- сущ. коническая выемка, обычно выточенная вокруг отверстия для ввинчивания винта, чтобы он располагался заподлицо с поверхностью.
- глагол переходный для создания такой конической выемки.
из WordNet 3.0 Copyright 2006 Принстонского университета. Все права защищены.
- сущ. насадка для расширения верхней части отверстия
- глагол вставить (гвоздь или шуруп под поверхность, как в зенкер)
- сущ. отверстие (обычно в древесине) с увеличенной верхней частью, чтобы винт или болт входили в него и лежали ниже поверхности
Этимологии
из Викисловаря, Лицензия Creative Commons Attribution/Share-Alike
из counter + приемник
Support
Помогите поддержать Wordnik (и сделайте эту страницу свободной от рекламы).
Примеры
Сверла можно приобрести у различных дилеров, но их можно изготовить из стальной проволоки, размягченной в огне и заточенной до острого треугольного острия, а затем закаленной до твердости, для более мелких яиц, или напилить для более крупных. яйца по образцу « зенкер » по дереву; действительно, самый маленький
Практическая таксидермия Руководство для любителей по сбору, сохранению и настройке образцов естественной истории всех видов. К которому добавлена глава о живописном расположении музеев. С дополнительными инструкциями по лепке и художественной таксидермии.
В качестве альтернативы они могут быть дооснащены такими устройствами, как датчики с зенковкой , для измерения в ситуациях, когда обычные индикаторы с отношением 1:1 оказались бы бесполезными.
Manufacturingtalk — новости обрабатывающей промышленности
В качестве альтернативы они могут быть дооснащены такими устройствами, как датчики с зенковкой , для измерения в ситуациях, когда обычные индикаторы с отношением 1:1 оказались бы бесполезными.

Manufacturingtalk — новости обрабатывающей промышленности
В качестве альтернативы они могут быть дооснащены такими устройствами, как датчики с зенковкой , для измерения в ситуациях, когда обычные индикаторы с отношением 1:1 оказались бы бесполезными.
Manufacturingtalk — новости обрабатывающей промышленности
В качестве альтернативы их можно дооснастить такими устройствами, как зенкер , измеряя ситуации, когда обычные индикаторы с соотношением 1: 1 оказались бы бесполезными.
Manufacturingtalk — новости обрабатывающей промышленности
В качестве альтернативы они могут быть дооснащены такими устройствами, как датчики с зенковкой , для измерения в ситуациях, когда обычные индикаторы с отношением 1:1 оказались бы бесполезными.
Manufacturingtalk — новости обрабатывающей промышленности
В качестве альтернативы они могут быть дооснащены такими устройствами, как датчики с зенковкой , для измерения в ситуациях, когда обычные индикаторы с отношением 1:1 оказались бы бесполезными.

Manufacturingtalk — новости обрабатывающей промышленности
В качестве альтернативы они могут быть дооснащены такими устройствами, как датчики с зенковкой , для измерения в ситуациях, когда обычные индикаторы с отношением 1:1 оказались бы бесполезными.
Manufacturingtalk — новости обрабатывающей промышленности
В качестве альтернативы они могут быть дооснащены такими устройствами, как датчики с зенковкой , для измерения в ситуациях, когда обычные индикаторы с отношением 1:1 оказались бы бесполезными.
Manufacturingtalk — новости обрабатывающей промышленности
В качестве альтернативы их можно дооснастить такими устройствами, как зенкер , измеряя ситуации, когда обычные индикаторы с соотношением 1: 1 оказались бы бесполезными.
Manufacturingtalk — новости обрабатывающей промышленности
определение слова «зенковка» в «Свободном словаре»
1. Отверстие с увеличенной верхней частью, чтобы головка винта или болта находилась на одном уровне с поверхностью или под ней.
Отверстие с увеличенной верхней частью, чтобы головка винта или болта находилась на одном уровне с поверхностью или под ней.
2. Инструмент для проделывания такого отверстия.
тр.в. потайная (-sŭngk′), потайная , потайная
1. Для изготовления зенковки на или в.
2 2. Для ввинчивания (винта или болта) в зенкер.
Словарь английского языка American Heritage®, пятое издание. Авторские права © 2016, издательство Houghton Mifflin Harcourt Publishing Company. Опубликовано издательством Houghton Mifflin Harcourt Publishing Company. Все права защищены.
Countersink
(ˈkaʊntəˌsɪŋk)
VB ( TR ), -SINKS , -SING , -SANK OR .SANK117 . верхняя часть (отверстия) в древесине, металле и т. д., чтобы головка болта или винта могла быть утоплена ниже поверхности
верхняя часть (отверстия) в древесине, металле и т. д., чтобы головка болта или винта могла быть утоплена ниже поверхности
2. (Здание) для завинчивания (винта) или погружения (болта) в такое увеличенное отверстие
n
3. (строительство) Также называется: зенковка инструмент для зенкерования
4. (строительство) углубление или отверстие с потайной головкой , 1994, 1998, 2000, 2003, 2006, 2007, 2009, 2011, 2014
граф • Тер • Раковина
(ˈkaʊn tərˌsɪŋk)
v. -sank, -sunk, -sink • ing,
н. в.т.
1. для увеличения верхней части (отверстия) для установки головки винта или болта.
2. для установки головки (винта или болта) заподлицо с поверхностью или ниже нее.
н.
3. инструмент для зенкования отверстий.
[1810–20]
Рэндом Хаус Словарь колледжа Кернермана Вебстера, © 2010 K Dictionaries Ltd. Авторские права Random House, Inc., 2005, 1997, 1991. Все права защищены.
Авторские права Random House, Inc., 2005, 1997, 1991. Все права защищены.
countersink
Past participle: countersunk
Gerund: countersinking
ImperativePresentPreteritePresent ContinuousPresent PerfectPast ContinuousPast PerfectFutureFuture PerfectFuture ContinuousPresent Perfect ContinuousFuture Perfect ContinuousPast Perfect ContinuousConditionalPast Conditional
| Imperative |
|---|
| countersink |
| countersink |
| Настоящее |
|---|
| I countersink |
| you countersink |
| he/she/it countersinks |
| we countersink |
| you countersink |
| they countersink |
| Preterite |
|---|
| Я зенковал |
| ты зенковал |
| он/она/оно зенковал |
| мы зенковали |
| you countersank |
| they countersank |
| Present Continuous |
|---|
| I am countersinking |
| you are countersinking |
| he/she/it is countersinking |
| we are countersinking |
| вы зенкуете |
| они зенкуют |
| Present Perfect |
|---|
| У меня есть Countersunck |
| У вас есть countersunc |
| HE/SHE/IT есть Countersunck |
| У нас есть Countersunck |
| У вас есть CUNTERSUNKNKNKNKNKNKNKNKNKNKNKNUNK |
.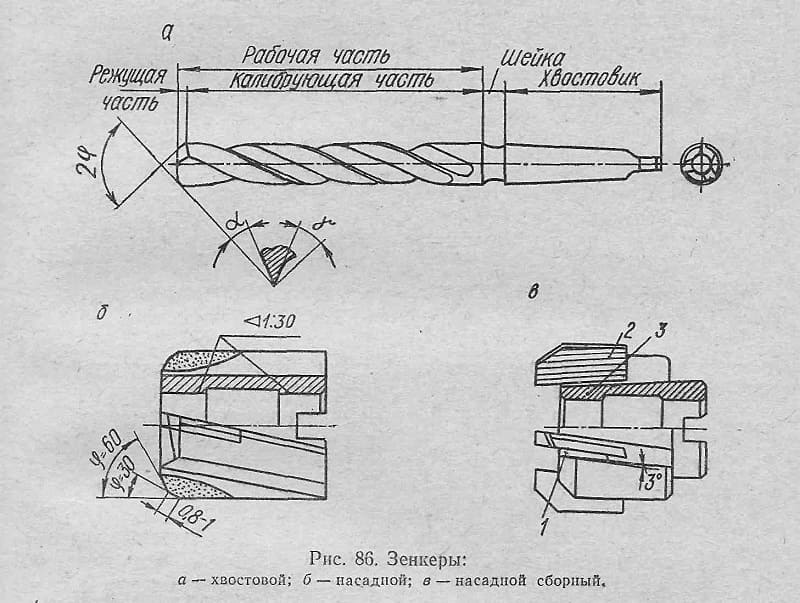 Прошедшее Длительное Прошедшее Длительное |
| Я зенковал |
| ты зенковал |
| он/она/оно зенковал |
| Мы работали |
| . Вы занимались причиками |
| . Они работали |
| у нас были с потайной головкой |
| у вас были с потайной головкой |
| у них были с потайной головкой |
| Future |
|---|
| I will countersink |
| you will countersink |
| he/she/it will countersink |
| we will countersink |
| you will countersink |
| they will countersink |
| Future Perfect |
|---|
| У меня будет потайная |
| у тебя будет потайная |
| у него/она/оно будет потайная |
| we will have countersunk |
| you will have countersunk |
| they will have countersunk |
| Future Continuous |
|---|
| I will be countersinking |
| you will be countersinking |
| он/она/оно будет зенковать |
| мы будем зенковать |
| вы будете зенковать |
| Это будут корабли |
| Present Perfect непрерывный |
|---|
| Я работал |
. |
| вы зенковали |
| они зенковали |
| Future Perfect Continuous |
|---|
| Я буду иметь трусирование |
| Вы будете многому костюмам |
| Он/она/это будет иметь в виду |
| . Мы были бы. |
| они будут зенковать |
| Past Perfect Continuous |
|---|
| Я зенкеровал |
| Вы работали в счетчиках |
| Он/она/это делали утечки |
| . |
| я бы зенковал |
| ты бы зенковал |
| он/она/оно зенковал бы |
| мы бы зенковали |
| Вы могли бы встретиться |
| Они будут стоять в счете |
| Прошлое |
|---|
| . |
| у нас был бы потайной |
| у тебя был бы потайной |
| у них был бы потайной |
Collins English Verb Tables © HarperCollins Publishers 2011
Важность правильной насадки для работы
Трудно найти мастера или мастера, который не знаком с поговоркой о важности наличия правильного инструмента для работы. Для всех, кто когда-либо работал с деревом, это скромное напоминание не путать первый тупой предмет, который попадется вам в руки, с настоящим молотком… если, конечно, это не настоящий молоток. По общему признанию, мы все сделали это; но есть еще один, почти такой же распространенный случай, когда «правило правильного инструмента» игнорируется так же быстро, как и в случае с молотком. Это шурупы с потайной головкой.
Для всех, кто когда-либо работал с деревом, это скромное напоминание не путать первый тупой предмет, который попадется вам в руки, с настоящим молотком… если, конечно, это не настоящий молоток. По общему признанию, мы все сделали это; но есть еще один, почти такой же распространенный случай, когда «правило правильного инструмента» игнорируется так же быстро, как и в случае с молотком. Это шурупы с потайной головкой.
И здесь тоже давайте будем честными — все когда-то пытались раззенковать винт, либо сжимая его заподлицо, либо используя крестообразную отвертку, чтобы грубо выдолбить верхнюю часть отверстия. Первый метод, скорее всего, выбил головку винта, а второй, вероятно, нанес еще больше повреждений рабочей поверхности, чем вы можете себе представить. Если когда-либо и будет идеальное время для того, чтобы иметь правильный инструмент, то это будет время, когда вы будете зенковать.
Выберите биту
Будь то более чистая эстетика или более узкие зазоры, всегда будет потребность в зенкерных крепежных элементах. Вот почему, когда дело доходит до выполнения работы, ничто не заменит использование зенкеров подходящего размера и с правильным наконечником для дерева, металла, пластика или бетона, чтобы каждый раз получать идеальные результаты.
Вот почему, когда дело доходит до выполнения работы, ничто не заменит использование зенкеров подходящего размера и с правильным наконечником для дерева, металла, пластика или бетона, чтобы каждый раз получать идеальные результаты.
От базовых зенкеров из высокоуглеродистой стали для деревообработки на заднем дворе до плоских зенкеров из быстрорежущей стали (HSS) с твердосплавными наконечниками для промышленного использования; Существуют десятки насадок, предназначенных для растачивания и снятия заусенцев с зенкеров, которые можно приобрести как по отдельности, так и в комплекте. Выбор может показаться огромным, но каждый из них имеет свои преимущества. Вот почему важно помнить, что за всеми цифрами и спецификациями они обычно делятся на четыре основные категории.
Рифленые насадки
Источник: kleintools.com
Рифленые насадки представляют собой конусообразные насадки с коротким хвостовиком, имеющие от одной до пяти режущих кромок и изготавливаемые с различными углами фаски, чтобы соответствовать углу наклона практически для любой головки крепежа. . Рифленые коронки используются после того, как просверлены все направляющие и зазорные отверстия, что делает их последним шагом в процессе растачивания.
. Рифленые коронки используются после того, как просверлены все направляющие и зазорные отверстия, что делает их последним шагом в процессе растачивания.
Насадки с поперечными отверстиями
Источник: www.youtube.com/kaindlde
Насадки с поперечными отверстиями, или насадки в стиле Welden, представляют собой разновидность рифленых насадок, в которых вместо использования режущих кромок для создания углублений используется наклонное отверстие в сердечнике для существенного отслаивания. и удалить остаточный мусор из скважины. Благодаря своей конструкции без канавок их лучше всего использовать для более мягких материалов и удаления заусенцев с углублений.
Комбинированные насадки
Комбинированные насадки с шестигранным хвостовиком состоят из полноразмерной прямой или конической насадки, рифленой зенковки и регулируемого ограничителя глубины. В зависимости от конструкции эти биты также могут работать с битами с круглым стержнем, а также с муфтами свободного вращения для предотвращения повреждения рабочей поверхности.
Плоские насадки
Источник: www.youtube.com/toolpakpowertoolaccessories
Наиболее часто используемые для металлообработки плоские насадки имеют полностью цилиндрическую форму и оснащены фиксированной направляющей, которая входит в отверстие с зазором, и рифленым профилем, выполняющим зазор для зенковать. Эти биты, не имеющие углов, предназначены почти исключительно для крепежа с цилиндрической или шестиугольной головкой.
Достаточно сказать, что независимо от того, являетесь ли вы мастером-самоучкой, вкручивающим конический винт в ценный предмет антикварной мебели, который вы реставрируете, или вы отвечаете за покупку инструментов для зенковки для сборочной линии с жесткими допусками, Вы можете быть уверены, что можете заказать зенковку для любых нужд.
Зенковки и зенкеры
Несмотря на их сходство, вы также должны иметь в виду, что тип необходимого сверла всегда будет зависеть от типа углубления, которое необходимо просверлить. Не каждое углубление, которое в конечном итоге называется зенковкой, является зенковкой; поэтому важно понимать разницу между зенкерами и их очень близкими когортами, зенкерами.
Зенковки
Зенковки просверлены под скошенным углом, что позволяет нижней стороне головки крепежа «упираться» в углубление; и обычно просверливаются на глубину, которая позволяет головке находиться на одном уровне с рабочей поверхностью или чуть ниже ее.
Зенковки
Зенкованные отверстия просверлены до плоского дна, что позволяет головке крепежа или гайке вместе с шайбой и крепежным инструментом полностью войти в отверстие. Зенковки обычно сверлят глубже, чем зенкеры, для особо прочного соединения между рабочими материалами.
Заключительное слово
В конце концов, пожалуй, важнее всего помнить, что, несмотря на свою простоту, насадки — это точные инструменты, и чтобы получить первоклассные результаты, нужно инвестировать в самые долговечные и высококачественные насадки. В частности, с зенковками; здесь нет выгодных покупок или недорогих вариантов — качество стоит, — но это также проявляется в конечном продукте.
Независимо от того, делаете ли вы углубление, чтобы получить несколько чистых соединений средней прочности в древесине или пластике, или вам нужно много прочных металлических соединений с узкими зазорами, обязательно свяжитесь с продавцом, у которого гарантирован самый широкий выбор доступных бит. Вы будете поражены той разницей, которую может иметь ваш выбор бит.
Вы будете поражены той разницей, которую может иметь ваш выбор бит.
Автор Описание
Энтони Хендрикс
Жизнь вечеринки, Энтони всегда готов провести время с семьей и друзьями, когда, конечно, не ведет блог! С самого детства его любовь к мистическим книгам, гоночным автомобилям и путешествиям неуклонно растет, поэтому ему трудно выделить одно любимое хобби. Однако если есть что-то, что он ненавидит, так это фотографироваться, но вы уже догадались об этом, судя по тому, как он выбрал фото растений для блога.
зенковка — Англо-русский словарь на WordReference.com
| Великобритания: * Великобритания и, возможно, другие произношения и, возможно, другие произношения/ ˈkaʊntə R SɪŋK/ US: USA произношение: RestingUsa произношение: Одучение ( V. ⓘ Одна или несколько тем на форуме точно совпадают с поисковым запросом на испанском | Приложения WR: Android и iPhone
WordReference Random House Unabridged Dictionary of American English © 2022 counter•sink
сущ.
Коллинз.
n
Поищите «зенковку» в Merriam-Webster На других языках: Испанский | французский | итальянский | португальский | румынский | немецкий | голландский | Шведский | Русский | польский | чешский | Греческий | турецкий | китайский | японский | Корейский | арабский Ссылки: |
| ||||||||||||||
 , N. KOUN ′ T. 401017 T. 401017 T. T. v. также koun′tər singk ′ )
, N. KOUN ′ T. 401017 T. 401017 T. T. v. также koun′tər singk ′ )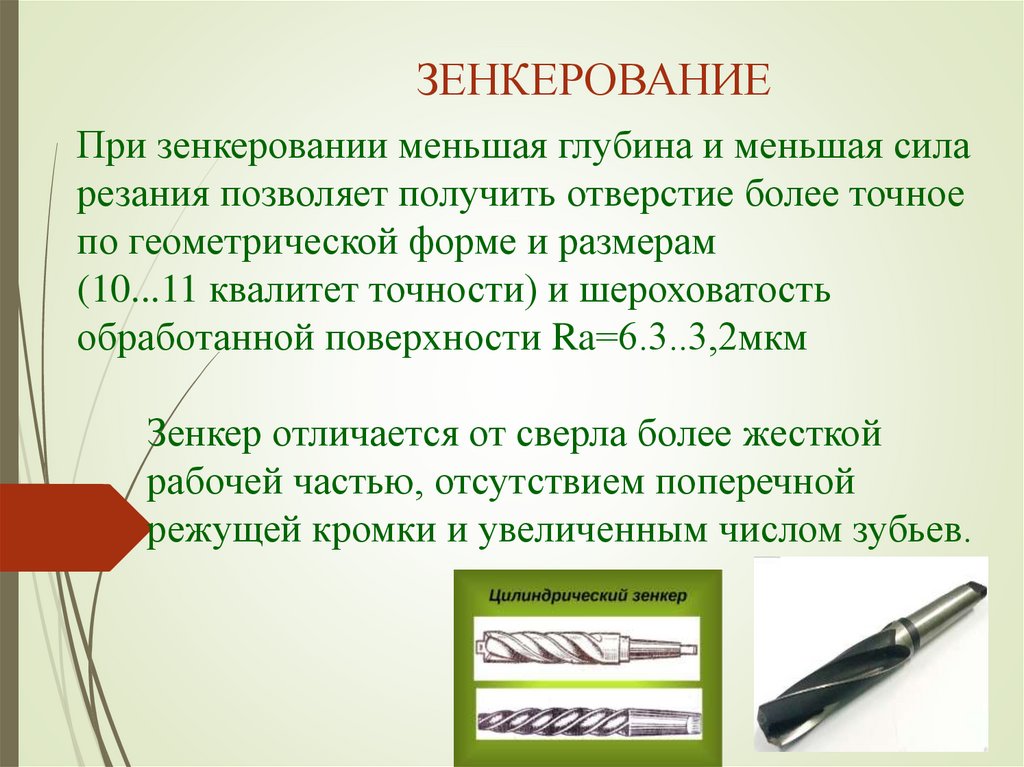 , n. koun ′ tər singk′;v. также koun′tər singk ′ ), произношение в США
, n. koun ′ tər singk′;v. также koun′tər singk ′ ), произношение в США  com
com
Типы отверстий — Полное руководство
Содержание
Простое отверстие
Что такое простое отверстие?
Простое отверстие представляет собой окружность, вырезанную из объекта.
Загрузить 3D модель
Если мы разрежем блок пополам, он будет выглядеть так:
Загрузить 3D модель
Какой символ обозначает простое отверстие?
Для обозначения отверстия используется символ диаметра «Ø».
Как изображаются простые отверстия на технических чертежах?
Простые отверстия показаны на технических чертежах с указанием диаметра и глубины отверстия.
Например, отверстие диаметром 20, проходящее прямо через компонент, будет представлено как «Ø20 сквозное».
Отверстия, проходящие через компонент, называются сквозными отверстиями .
Отверстия, которые не проходят через материал полностью, называются глухие отверстия .
Загрузить 3D модель
Отверстия могут быть показаны в разрезе, чтобы показать более четкое изображение глубины отверстий.
Вид снизу — это то, что мы увидим, если разрежем вид сверху пополам по линии сечения «А».
Форма дна отверстия определяется инструментом, используемым для создания отверстия.
Для просверленного отверстия форма дна отверстия будет определяться углом наклона сверла.
Если отверстие создано с помощью процесса, называемого «расточкой», или с помощью инструмента с нулевым углом наклона, дно отверстия будет плоским.
Эти два типа сверления глухих отверстий показаны на рисунке ниже:
Загрузить 3D модель
Зенковка
Что такое расточенное отверстие?
Цековка — это простое отверстие с более широким отверстием над ним.
На приведенной ниже 3D-модели показана цековка с такой же зенковкой рядом с ней, разрезанной пополам:
Загрузить 3D модель
Что такое символ цековки?
Для зенковки используется символ «⌴».
Как изображаются цековки на технических чертежах?
Расточенные отверстия показаны на технических чертежах следующим образом:
На виде сверху показано, как на чертежах показаны расточенные отверстия. Вид снизу поясняет, что показывают размеры цековки.
Обратите внимание, что для расточенных отверстий направляющее отверстие обычно полностью проходит через компонент. Вот почему нет «сквозного» или размера после диаметра направляющего отверстия, потому что предполагается, что оно проходит насквозь.
Пилотное отверстие — это отверстие небольшого диаметра, обычно первое отверстие, которое необходимо просверлить.
Вышеприведенный пример раззенковки предназначался для болта с внутренним шестигранником M20 и нормальным зазором. Вы можете узнать, какой размер зенковки вам нужен, посмотрев на таблицу, подобную этой.
Для чего используются расточенные отверстия?
Зенковки выточены под винты с внутренним шестигранником.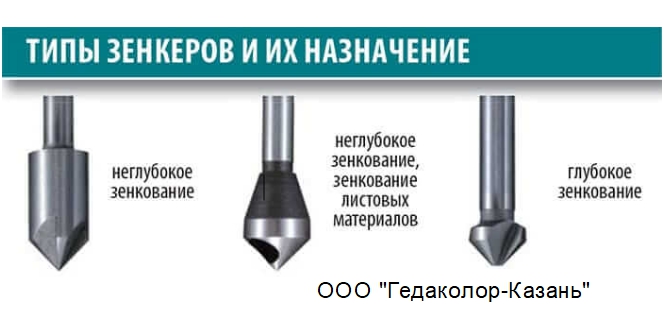 Они используются для приложений, где болт или винт должны сидеть под поверхностью.
Они используются для приложений, где болт или винт должны сидеть под поверхностью.
Например, в приложениях, где нет места для болта с шестигранной головкой из-за проблем с зазором:
Шайба также может находиться под винтом с внутренним шестигранником.
Spotface
Что такое Spotface?
Приточка представляет собой неглубокое расточенное отверстие.
Загрузить 3D модель
Что такое символ Spotface?
Символом точечной поверхности является символ цековки с буквами «SF» внутри:
Как изображаются точечные поверхности на чертежах?
Ниже показан пример точечной поверхности, размеры которой очень похожи на расточенное отверстие.
Для чего используются Spotface?
Spotfaces используются для создания гладкой и плоской поверхности.
Например, деталь, изготовленная методом литья, может не иметь гладкой и плоской поверхности, как обработанная деталь.
Поэтому обрабатывается посадочная поверхность, чтобы обеспечить правильное расположение детали, которая должна быть соединена с компонентом с шероховатой поверхностью.
Зенковка
Что такое потайное отверстие?
Зенковка представляет собой простое отверстие с коническим отверстием над ним.
3D-модель ниже показывает зенковку с такой же зенковкой рядом с ней, разрезанной пополам:
Загрузить 3D модель
Что такое символ зенковки?
Символ зенковки — «⌵».
Как изображаются зенкеры на чертежах?
Отверстия с потайной головкой показаны на чертежах следующим образом – вид снизу показывает, к чему относится верхний размер.
Если бы зенковка была глухим отверстием, указанное выше «Проходное» было бы заменено глубиной направляющего отверстия.
Возможно, вам интересно, что такое «Ø40,32». Это известно как теоретическая кромка, и зенкер этого размера предназначен для болта с потайной головкой M20.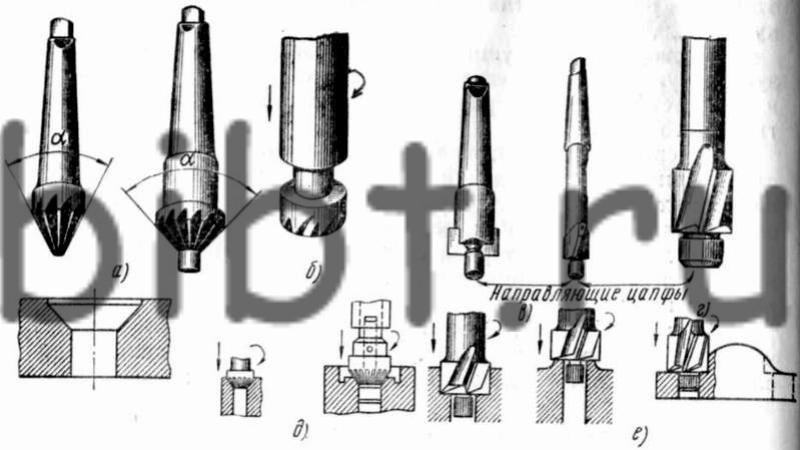
Здесь вы можете узнать размер потайной потайной части для метрических болтов с потайной головкой.
Для чего используются потайные отверстия?
Отверстия с потайной головкой используются там, где требуется болт или винт с потайной головкой.
Подобно отверстиям с зенковкой, отверстия с зенковкой гарантируют, что болт или винт будут располагаться ниже поверхности.
Контрсверло
Что такое зенкерование?
Отверстие с раззенковкой похоже на отверстие с потайной головкой, но над ним имеется выемка.
На приведенной ниже 3D-модели показано просверленное отверстие с таким же отверстием рядом с ним, разрезанным пополам:
Загрузить 3D модель
Что такое символ противосверла?
Символ зенковки такой же, как и зенкер (⌵), но также будет указана глубина.
Как изображаются встречные сверла на чертежах?
Отверстия с раззенковкой показаны на чертежах следующим образом – вид снизу показывает, к чему относится верхний размер.
Контрсверло также может быть обозначено как C’DRILL или CDRILL на инженерном чертеже.
Конус
Что такое коническое отверстие?
Коническое отверстие — это отверстие, в котором начальный диаметр отверстия отличается от конечного диаметра отверстия.
Ниже представлена 3D-модель конического отверстия рядом с таким же отверстием, разрезанным пополам:
Загрузить 3D модель
Что такое символ конического отверстия?
Обозначение конусности:
Как на чертежах изображаются конические отверстия?
Конические отверстия можно изображать на технических чертежах различными способами.
Ниже приведен пример рисунка с конусным отверстием:
Конусность в приведенном выше примере составляет 1:5. Конечный диаметр оставлен для справки (в скобках).
Для определения конечного диаметра используйте уравнение:
Конические отверстия также могут быть показаны без символа конусности, когда более важно использовать угол:
Для чего используются конические отверстия?
Конические отверстия имеют множество различных инженерных применений.
Типичным примером является использование конического отверстия для крепления режущих инструментов или других держателей инструментов.
Зазор для винтов
Что такое отверстие для зазора для винтов?
Отверстие с зазором для винтов – это именно то, что нужно.
Это простое отверстие диаметром немного больше диаметра резьбы винта, через которое может пройти винт.
Загрузить 3D модель
Что такое символ зазора винта?
Отверстия с зазором для винтов показаны как простые отверстия и используют символ диаметра «Ø».
Каким образом на чертежах показаны отверстия с зазором для винтов?
Отверстия с зазором для винтов показаны как простые отверстия:
Какой размер отверстия для винтов следует использовать?
Вы можете использовать метрическую направляющую для отверстий с зазором для винтов или дюймовую направляющую для отверстий с зазором для винтов.
Для чего используются отверстия с зазором для винтов?
Отверстия с зазором под винты используются для компонентов, для прохождения через которые требуется винт или болт.
Примером этого является кронштейн, который необходимо прикрепить к блоку.
Кронштейн имеет отверстия с зазором для винтов, через которые может пройти болт.
Болт ввинчивается в блок с резьбовым отверстием.
Сила сжатия болта фиксирует кронштейн к блоку.
Резьбовое отверстие
Что такое резьбовое отверстие?
Резьбовое (или резьбовое) отверстие — это отверстие с резьбой.
Загрузить 3D модель
Что такое символ резьбового отверстия?
Символ резьбового отверстия зависит от используемых стандартов. Для метрических отверстий символ диаметра заменяется буквой «М». Например, резьбовое отверстие для болта M8 будет «M8».
Для различных типов резьбы, например, для резьбы Unified National Fine (UNF), сначала отображается числовой размер, а затем тип резьбы «UNF».
Как изображаются резьбовые отверстия на чертежах?
Резьбовые отверстия показаны на чертежах следующим образом:
«2,5» — это шаг резьбы, то есть расстояние в миллиметрах между каждой резьбой.
