Станки 16к20: Токарный станок 16К20 – технические характеристики, паспорт, фото
Содержание
Токарные станки 16к20 бу в России
- Главная
- Продажа
- Токарно-винторезные станки
- Токарный станок 16к20 бу
Вы можете очень быстро сравнить цены токарного станка 16к20 бу и подобрать оптимальные варианты из более чем 77118 предложений
Токарный станок 16к20
В наличии
Токарный станок 16к20, подключён, торг
20.06.2013
Самара (Россия)
120 000
токарные станки 16К20, 1К62Д, 6Р82Г, 6К81, 2С132
Состояние: Б/У
Продаем токарные станки 16К20 1978,1980,1984 г.в.
1К62Д 1980-х г.в., 6Р82Г, 6К81 2000г.в., 2С132 1984-1987г.в. 4шт.
Все оборудование в хорошем состоянии, рабочие, Дешево.
Фото по запросу….
11.10.2013
Москва (Россия)
Шпиндель токарного станка 16к20,1к62
Состояние: Новый
В наличии
ООО ПКФ «Станкодеталь» предлагает шпиндель к станкам 1К62, 16К20,1М63
Шпиндель токарного станка 1К62
Шпиндель токарного станка 16К20
Шпиндель токарного станка 1М63
12. 10.2022
10.2022
Ростов-на-Дону (Россия)
токарный станок 16К20 РМЦ 1500
Состояние: Б/У
продам токарный станок 16К20 РМЦ 1500
02.09.2015
Кострома (Россия)
Токарный станок 16К20 и ТВ 320
Состояние: Б/У Год выпуска: 1981 Производитель: Россия
Продается токарный станок 16К20, 1981 г.в., в рабочем состоянии и ТВ 320 требующий небольшой ремонт, станки находятся в г.Уфа, цена за оба станка.
11.02.2016
Уфа (Россия)
100 000
токарные станки 16К20
Куплю токарные станки 16К20 в порядке 10 единиц под ремонт. Могу предложить за станок до 70 тыс все зависит от состояния. Самовывоз. Куплю токарные станки 16К20 в порядке 10 единиц под ремонт. Могу…
Куплю токарные станки 16К20 в порядке 10 единиц под ремонт. Могу…
25.02.2016
Самара (Россия)
70 000
Неподвижный люнет к токарным станкам 16К20,1К62,1М63 в отличном состоянии
Состояние: Новый Год выпуска: 2016
В наличии
Неподвижный люнет к токарным станкам 16К20,1К62,1М63 в отличном состоянииНеподвижный люнет к токарным станкам 16К20,1К62,1М63 в отличном состоянииНеподвижный люнет служит опорой при обрабатывании…
18.01.2020
Энгельс (Россия)
токарный станок 16К20
Состояние: Б/У Год выпуска: 1949 Производитель: Россия
продается токарный станок 16К20
21.03.2016
Ростов-на-Дону (Россия)
70 000
токарный станок 16К20 РМЦ1000
Состояние: Б/У
Продам токарный станок 16К20 РМЦ1000.
В рабочем состоянии.
Можно посмотреть.
Местонахождение – г. Таганрог, Ростовская обл.
Стоимость по запросу.
13.10.2022
Таганрог (Россия)
токарный станок 16К20 РМЦ1000
Состояние: Б/У
Продаю токарный станок 16К20 РМЦ1000.
В рабочем состоянии.
На станок имеется паспорт, поменяна проводка на станке.
Новая электрика.
Можно посмотреть.
Местонахождение – г. Таганрог, Ростовская…
13.10.2022
Таганрог (Россия)
токарный станок 16К20 РМЦ1000
Состояние: Б/У Производитель: Россия
Продаю токарный станок 16К20 РМЦ1000.
В рабочем состоянии.
На станок имеется паспорт, поменяна проводка на станке.
Новая электрика.
Можно посмотреть.
Местонахождение – г. Таганрог, Ростовская…
13.10.2022
Таганрог (Россия)
токарный станок 16К20 РМЦ 1000
Состояние: Б/У Год выпуска: 1980
Продаю б/у токарный станок 16К20 РМЦ 1000
В хорошем технически рабочем состоянии, после капитального ремонта!
Местонахождение – Таганрог, Рост. обл.
Можно приехать, посмотреть в работе.
Цена и фото…
26.09.2022
Таганрог (Россия)
токарный станок 16к20
Состояние: Б/У Год выпуска: 1984 Производитель: Россия
Продам токарный станок 16к20 бу.Самовывоз из Заволжье.
27.10.2016
Нижний Новгород (Россия)
токарные станки 16К20
Состояние: Б/У
Куплю токарные станки 16К20 в порядке 10 единиц под ремонт. Могу предложить за станок до 70 тыс все зависит от состояния. Самовывоз.
Могу предложить за станок до 70 тыс все зависит от состояния. Самовывоз.
25.01.2017
Ульяновск (Россия)
70 000
Токарный станок 16К20 РМЦ 750 после кап ремонта
Состояние: Б/У Год выпуска: 1988
Токарный станок 16К20 РМЦ 750Можно посмотреть, проверить в работе.Местонахождение – г. Таганрог, Ростовская обл.Цена и фото по запросу.
28.01.2022
Таганрог (Россия)
380 000
токарный станок 16К20 РМЦ 710
Состояние: Б/У Производитель: Россия
Продаю токарный станок 16К20 РМЦ 710Производство: Красный Пролетарий.Имеется паспорт на станок.Станок подключен. Рабочий. Подробные фото и видео работы станка вышлем по эл. почте — по…
12.10.2022
Таганрог (Россия)
токарный станок 16К20 РМЦ1000
Состояние: Б/У
Продам токарный станок 16К20 РМЦ10001983 г. в.Станок в рабочем состоянии.С проверкой в работе.Локация – Ростовская обл., г. Таганрог.Стоимость с учётом демонтажа и погрузки по запросу…
в.Станок в рабочем состоянии.С проверкой в работе.Локация – Ростовская обл., г. Таганрог.Стоимость с учётом демонтажа и погрузки по запросу…
13.10.2022
Таганрог (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по токарному станку 16к20 бу почти как на Авито и TIU
Видео токарного станка 16к20 бу
01:03
2 HD
www.russtanko-rzn.ru-Ходовые винты/валы для токарных станков 1М63,1М63Н,16К40,1Н65,1М65,ДИП300, ДИП500
08.08.2016
8368
» Токарно-винторезный станок 16К20 (легенда)
» Токарно-винторезный станок 16К20 (легенда)
Токарно-винторезный станок 16К20 (легенда)
Токарно-винторезные станки модели 16К20 изготовлены на отечественных станкостроительных заводах в большом количестве и широко используются в нашей промышленности. Они вполне удовлетворяют основным требованиям, предъявляемым к металлорежущим станкам. Станок модели 16К20 с высотой центров 215 мм является базовым для нескольких моделей токарно-винторезных станков наиболее совершенной конструкции. Например, при общей кинематической схеме и максимально унифицированной конструкции на базе токарно-винторезного станка I6K20нормальной точности изготовляются также станки модели 16К20П — повышенной точности,…
Они вполне удовлетворяют основным требованиям, предъявляемым к металлорежущим станкам. Станок модели 16К20 с высотой центров 215 мм является базовым для нескольких моделей токарно-винторезных станков наиболее совершенной конструкции. Например, при общей кинематической схеме и максимально унифицированной конструкции на базе токарно-винторезного станка I6K20нормальной точности изготовляются также станки модели 16К20П — повышенной точности,…
- Характеристики
- Описание
- Комплектация
| Наименование параметра | Значение |
|---|---|
| Класс точности | Н |
| Максимальный диаметр обработки над станиной | 400мм |
| Высота центров | 215мм |
| Максимальный диаметр обработки над суппортом | 220мм |
| Расстояние между центрами | 750/1000/1500мм |
| Максимальный вес обрабатываемой заготовки в центрах | 1300кг |
| Максимальный диаметр отверстия в шпинделе | 52мм |
| Частота прямых оборотов шпинделя | 12,5. .1600 об/мин .1600 об/мин |
| Частота обратных оборотов шпинделя | 19..1900 об/мин |
| Число прямых скоростей шпинделя | 22 |
| Число обратных скоростей шпинделя | 11 |
| Конус шпинделя | Морзе 6 |
| Диапазон продольных подач | 0,05..2,8 мм/об |
| Диапазон поперечных подач | 0,025..1,4 мм/об |
| Количество продольных/поперечных подач | 42/42 |
| Шаг метрической резьбы | 0,5..112 |
| Шаг дюймовой резьбы | 56..0,5 ниток/дюйм |
| Шаг модульных резьб | 0,5..112 модуль |
| Шаг питчевых резьб | 56..0,5 питч/диаметр. |
| Конус задней бабки | Морзе 5 |
| Ход пиноли задней бабки | 150мм |
| Мощность главного двигателя | 11кВт |
| Габариты станка (РМЦ 1000мм) | 2795/1190/1500мм |
| Вес станка | 3010кг |
Токарно-винторезные станки модели 16К20 изготовлены на отечественных станкостроительных заводах в большом количестве и широко используются в нашей промышленности. Они вполне удовлетворяют основным требованиям, предъявляемым к металлорежущим станкам. Станок модели 16К20 с высотой центров 215 мм является базовым для нескольких моделей токарно-винторезных станков наиболее совершенной конструкции. Например, при общей кинематической схеме и максимально унифицированной конструкции на базе токарно-винторезного станка I6K20нормальной точности изготовляются также станки модели 16К20П — повышенной точности, модели 16К20Г — нормальной точности с выемкой в станине, что позволяет изготавливать на нем детали диаметром до 630 мм, и модели 16К25 — облегченный станок нормальной точности с высотой центров 250 мм.
Они вполне удовлетворяют основным требованиям, предъявляемым к металлорежущим станкам. Станок модели 16К20 с высотой центров 215 мм является базовым для нескольких моделей токарно-винторезных станков наиболее совершенной конструкции. Например, при общей кинематической схеме и максимально унифицированной конструкции на базе токарно-винторезного станка I6K20нормальной точности изготовляются также станки модели 16К20П — повышенной точности, модели 16К20Г — нормальной точности с выемкой в станине, что позволяет изготавливать на нем детали диаметром до 630 мм, и модели 16К25 — облегченный станок нормальной точности с высотой центров 250 мм.
Управление токарным станком 16к20, переключения рукояток, перемещения маховичков и пр. производятся от руки. Станок снабжен держателем центрового инструмента, позволяющим вести обработку отверстий с ручной и механической подачей, не пользуясь задней бабкой. Совмещение оси режущего инструмента с осью шпинделя осуществляется перемещением поперечных салазок суппорта до совпадения визира с риской на каретке, обозначенной символом, идентичным нанесенному на резцедержателе. Визир должен быть вдвинут в кронштейн до упора. Коррекция положения оси режущего инструмента производится рукояткой перемещения поперечных салазок. Станок 16К20 снабжен также жестким микрометрическим упором продольного хода. По особому заказу к станку прилагаются также верхние салазки с механическим перемещением, что позволяет точить на этом станке конусы, используя механическую подачу; приспособление для обработки многогранников; приспособление для многопроходного нарезания резьб; гидрокопировальный суппорт; конусная линейка; задний резцедержатель и некоторые другие универсализирующие станок устройства и части.
Совмещение оси режущего инструмента с осью шпинделя осуществляется перемещением поперечных салазок суппорта до совпадения визира с риской на каретке, обозначенной символом, идентичным нанесенному на резцедержателе. Визир должен быть вдвинут в кронштейн до упора. Коррекция положения оси режущего инструмента производится рукояткой перемещения поперечных салазок. Станок 16К20 снабжен также жестким микрометрическим упором продольного хода. По особому заказу к станку прилагаются также верхние салазки с механическим перемещением, что позволяет точить на этом станке конусы, используя механическую подачу; приспособление для обработки многогранников; приспособление для многопроходного нарезания резьб; гидрокопировальный суппорт; конусная линейка; задний резцедержатель и некоторые другие универсализирующие станок устройства и части.
Стандартная комплектация:
- Станок в сборе
- 3-х кулачковый патрон 250мм
- Тех.документация
Дополнительная комплектация:
- Вращающийся/упорный центра
- 4-х кулачковый патрон
- Люнеты подвижный/неподвижный
Присоединяйтесь:
Мы принимаем:
Вся информация на сайте – собственность компании ООО «БАЗИСМАШ». Публикация информации с сайта www.bazismash.ru без разрешения запрещена. Все права защищены.
Публикация информации с сайта www.bazismash.ru без разрешения запрещена. Все права защищены.
Информация на сайте www.bazismash.ru не является публичной офертой. Указанные цены предварительно уточняйте у менеджеров компании.
Цены в пунктах выдачи заказов и розничных магазинах компании ООО «БАЗИСМАШ» могут отличаться от указанных на сайте.
Структура токарного станка 16К20
Токарно-винторезные станки предназначены для обработки, включая нарезание резьбы, единичных деталей и малых групп деталей. Однако бывают станки без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом.
Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее. На средних станках производится 70 — 80% общего объема токарных работ. Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов.
Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее. На средних станках производится 70 — 80% общего объема токарных работ. Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов. Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации. Крупные и тяжелые токарные станки применяются в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов, железнодорожных колесных пар, роторов турбин и др. Все сборочные единицы (узлы) и механизмы токарно-винторезных станков имеют одинаковое название, назначение и расположение. Смотри рисунок вверху.
Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации. Крупные и тяжелые токарные станки применяются в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов, железнодорожных колесных пар, роторов турбин и др. Все сборочные единицы (узлы) и механизмы токарно-винторезных станков имеют одинаковое название, назначение и расположение. Смотри рисунок вверху.
Характеристики станка 16К20 завода «Красный пролетарий»
Типичный токарно-винторезный станок завода «Красный пролетарий» показан на рисунке внизу.
Общий вид и размещение органов управления токарно-винторезного станка мод. 16К20:
Рукоятки управления: 2 — сблокированная управление, 3,5,6 — установки подачи или шага нарезаемой резьбы, 7, 12 — управления частотой вращения шпинделя, 10 — установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 — изменения направления нареза-ния резьбы (лево- или правозаходной), 17 — перемещения верхних салазок, 18 — фиксации пиноли, 20 — фиксации задней бабки, 21 — штурвал перемещения пиноли, 23 — включения ускоренных перемещений суппорта, 24 — включения и выключения гайки ходового винта, 25 — управления изменением направления вращения шпинделя и его остановкой, 26 — включения и выключения подачи, 28 — поперечного перемещения салазок, 29 — включения продольной автоматической подачи, 27 — кнопка включения и выключения главного электродвигателя, 31 — продольного перемещения салазок; Узлы станка: 1 — станина, 4 — коробка подач, 8 — кожух ременной передачи главного привода, 9 — передняя бабка с главным приводом, 13 — электрошкаф, 14 — экран, 15 — защитный щиток, 16 — верхние салазки, 19 — задняя бабка, 22 — суппорт продольного перемещения, 30 — фартук, 32 — ходовой винт, 33 — направляющие станины.
Механизм подач и коробка скоростей 16К20 токарного станка
Главный привод станка. В передней бабке размещены коробка скоростей и шпиндель, которые приводят во вращение обрабатываемую деталь при выбранных глубине резания и подаче. На рисунке показано устройство коробки скоростей, которая работает следующим образом. Заготовка зажимается в кулачковом патроне, который крепится к фланцу шпинделя 13. Вращение от электродвигателя 1 через ременную передачу 2 и муфту включения 3 передается на вал 5.
Блок из трех шестерен 7, 8 и 9, расположенный на валу 5, с помощью реечной передачи связан с рукояткой 17. Этой рукояткой блок шестерен вводится в зацепление с зубчатым колесом 4 (или 10, или 11), жестко закрепленным на валу 6. Колеса 4 и 12 сопряжены соответственно с колесами 15 и 16, которые передают крутящий момент шпинделю через зубчатую муфту 14, соединенную с рукояткой 18. Если муфта передвинута вправо, то шпиндель получает вращение через зубчатое колесо 16, а если влево — через зубчатое колесо 15. Таким образом коробка скоростей обеспечивает шесть ступеней частоты вращения шпинделя. Механизм подач. Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Таким образом коробка скоростей обеспечивает шесть ступеней частоты вращения шпинделя. Механизм подач. Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Привод этого механизма осуществляется от коробки скоростей через трензель (смотри рисунок справа), который состоит из четырех зубчатых колес а, б, в, г, связанных с рукояткой 19, переключением которой осуществляется реверс (т. е. изменение направления вращения) вала 20 (приводного вала суппорта). Позиции а, б, в, г, 19 и 20 (см. рисунки). При крайнем нижнем положении рукоятки 19 (положение А) зубчатые колеса а, б, в, г соединены последовательно и направление вращения вала 20 совпадает с направлением вращения шпинделя. При верхнем положении рукоятки 19 (положение В) соединены только зубчатые колеса а, в, г и направление вращения вала 20 изменяется на противоположное. В среднем положении рукоятки 19 (положение Б) зубчатые колеса б и в не соединяются с зубчатым колесом а и вал 20 не вращается.
В среднем положении рукоятки 19 (положение Б) зубчатые колеса б и в не соединяются с зубчатым колесом а и вал 20 не вращается.
С помощью гитары устанавливают (настраивают) зубчатые колеса с определенным передаточным отношением, обеспечивающим необходимое перемещение суппорта на один оборот шпинделя. Расстояние L между валами 1 и 2 является постоянным. На валу 2 свободно установлен приклон 3 гитары, закрепленный болтом 4. Ось 5 промежуточных колес вис можно перемещать по радиальному пазу, тем самым изменяя расстояние А между центрами колес c и d. Дуговой паз приклона 3 позволяет регулировать размер В.
КОРОБКА ПОДАЧ
Назначение коробки подач — изменять скорости вращения ходового винта и ходового вала, чем достигается перемещение суппорта с выбранной скоростью в продольном и поперечном направлениях. Вал 14 в подшипниках 15 (сотри рисунок) коробки подач получает вращение от зубчатых колес гитары; вместе с ним вращается и имеет возможность перемещаться вдоль него зубчатое колесо П с рычагом 10. На одном конце рычага 10 вращается (на оси) зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом — рукоятка 9, с помощью которой рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений (по числу зубчатых колес в механизме 1 Нортона). В каждом из таких положений рычаг 10 поворачивается и удерживается штифтом 9, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1, в результате чего устанавливается выбранное число оборотов вала 2. Вместе с валом 2 вращается зубчатое колесо 3, которое можно перемещать вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 посредством кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево — входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
На одном конце рычага 10 вращается (на оси) зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом — рукоятка 9, с помощью которой рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений (по числу зубчатых колес в механизме 1 Нортона). В каждом из таких положений рычаг 10 поворачивается и удерживается штифтом 9, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1, в результате чего устанавливается выбранное число оборотов вала 2. Вместе с валом 2 вращается зубчатое колесо 3, которое можно перемещать вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 посредством кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево — входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
СУППОРТ
Суппорт предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе.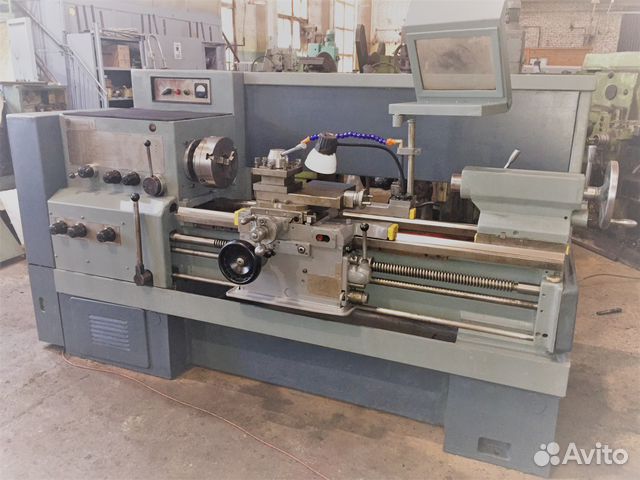 Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14.
Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14. Устройство поперечного суппорта показано на рисунке внизу. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим — связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему. выбирается зазор между ходовым винтом 12 и гайкой 15. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
Устройство поперечного суппорта показано на рисунке внизу. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим — связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему. выбирается зазор между ходовым винтом 12 и гайкой 15. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
ЗАДНЯЯ БАБКА 16К20
Устройство задней бабки показано на рисунке. В корпусе 1 (при вращении винта 5 маховиком 7) перемещается пиноль 4, закрепляемая рукояткой 3. В пиноли устанавливается центр 2 с коническим хвостовиком (или инструмент). Задняя бабка перемещается по направляющим станка вручную или с помощью продольного суппорта. В рабочем неподвижном положении задняя бабка фиксируется рукояткой 6, которая соединена с тягой 8 и рычагом 9. Сила прижима рычага 9 тягой 8 к станине регулируется гайкой 11 и винтом 12. Более жесткое крепление задней бабки производится с помощью гайки 13 и винта 14, который прижимает к станине рычаг 10.
В корпусе 1 (при вращении винта 5 маховиком 7) перемещается пиноль 4, закрепляемая рукояткой 3. В пиноли устанавливается центр 2 с коническим хвостовиком (или инструмент). Задняя бабка перемещается по направляющим станка вручную или с помощью продольного суппорта. В рабочем неподвижном положении задняя бабка фиксируется рукояткой 6, которая соединена с тягой 8 и рычагом 9. Сила прижима рычага 9 тягой 8 к станине регулируется гайкой 11 и винтом 12. Более жесткое крепление задней бабки производится с помощью гайки 13 и винта 14, который прижимает к станине рычаг 10.
| Металлорежущие станки > Токарные станки > Center Lahtes | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 02.2013
02.2013
 KG Werkzeugmaschinen
KG Werkzeugmaschinen KG Werkzeugmaschinen
KG Werkzeugmaschinen KG Werkzeugmaschinen
KG Werkzeugmaschinen KG Werkzeugmaschinen
KG Werkzeugmaschinen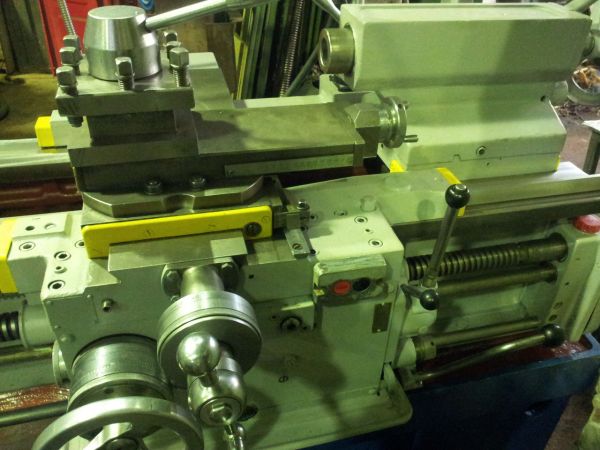 schreuer-onlineshop.de/
schreuer-onlineshop.de/Triistavabrik — инструментальный завод, Эстония
Triistavabrik — инструментальный завод, Эстония
TRIISTAVABRIK
|  gif»> gif»> | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 10
10 Токарно-фрезерная обработка – Dirmeta.Lt
Универсальность: Токарно-фрезерная обработка
Мы можем предложить выполнить необходимую обработку в единичном/мелкосерийном производстве на универсальных фрезерно-токарных станках.
Парк универсальных станков состоит из:
| ФРЕЗЕРНЫЕ СТАНКИ | |||
Наименование / Модель | Страна | Максимальные размеры обрабатываемой детали, ДхШхВ (Длина x Ширина x Высота, мм) (одиночное размещение) | |
| ФРЕЗЕРНЫЕ СТАНКИ | |||
1 | АЛГ-100Е | Югославия | 300 х 175 х 150 |
2 | 676П | Литва | 400 х 250 х 300 |
3 | 676П | Литва | 400 х 250 х 380 |
4 | 676П | Литва | 400 х 250 х 380 |
5 | 6Б75Б | Россия | 320 х 200 х 320 |
6 | ФН-32 | Чехия | 500 х 200 х 300 |
7 | ФУВ-315/III | Германия | 500 х 400 х 300 |
| Вертикально-фрезерный станок: | |||
1 | 6М127 | Россия | 1000 х 400 х 300 |
2 | 6С12 | Россия | 1000 х 300 х 200 |
3 | 6М13П | Россия | 1000 х 300 х 300 |
| Горизонтально-фрезерные станки: | |||
1 | 6М82Г | Россия | 1000 х 300 х 400 |
2 | 6М82Г | Россия | 800 х 300 х 300 |
| Зуборезные станки: | |||
1 | 5К301П | Россия | Диаметр 100, длина 100, модуль 4 |
2 | 5К324А | Россия | Диаметр 500, длина 250, модуль 10 |
ТОКАРНЫЕ СТАНКИ | |||
№ | Наименование / Модель | Страна | Максимальные размеры обрабатываемой детали, диаметр x длина, мм (между центрами) |
| Токарно-револьверный станок: | |||
1 | 1К341 | Россия | |
| Универсальные токарные станки: | |||
1 | ИЖ250ИТБМ.  | ||