Зенкерование отверстий: Технология зенкования и зенкерования отверстий
Содержание
2.1.2. Зенкерование отверстий
Зенкерование
применяют для обработки предварительно
полученного отверстия литьем, прошивкой
или сверлением. Инструментом служит
зенкер. Зенкеры в зависимости от их
назначения подразделяются на цилиндрические
и конические.
Для
обработки фасок в отверстиях применяют
зенковки (рис.13, а),
а для исполнения цилиндрических и
торцовых поверхностей под головки
заклепок, винтов, болтов и гаек –
цековки (рис. 13, б).
Рис.
13. Схемы зенкерования: а
– фасок зенковкой;
б
– торцовых поверхностей цековкой
Зенкеры
в зависимости от их назначения
подразделяются на спиральные, конические
и цилиндрические.
Зенкеры
диаметром 12–35 мм изготавливают
цельными с коническими хвостовиками и
с тремя режущими зубьями, а диаметром
35–60 мм выполняют насадными с четырьмя
или шестью режущими зубьями.
Насадные
зенкеры диаметром 60–175 мм выполняют со
стальными рифлеными ножами или с
пластинами из твердых сплавов. Для
Для
обеспечения заданной точности и устранения
увода оси инструмента применяют
кондукторы с верхним, нижним или двойным
ориентированием (рис.14).
Верхнее направление зенкера 1
во втулке кондуктора 2
обеспечивает его ориентацию специальной
цилиндрической направляющей (рис. 14,
а).
Нижнее направление
осуществляется втулкой 2,
расположенной под деталью 3
(рис. 14, б).
Двойное направление зенкера рекомендуется
применять при обработке отверстий
диаметром свыше 25 мм (рис. 14, в).
Рис.
14. Направление зенкера в кондукторных
втулках:
а
– верхнее; б
– нижнее; в
– двойное
Для
того чтобы исключить погрешность оси
отверстия, связанную с биением оси
шпинделя станка относительно оси
направляющих втулок, зенкер со шпинделем
станка обычно соединяют посредством
шарнира.
Припуск
под зенкерование равен примерно 0,1
диаметра отверстия.
Зенкерование
отверстия после литья или штамповки
обеспечивает 13-й квалитет точности, а
после сверления или чернового растачивания
– 11–12-й квалитет, шероховатость
поверхности Rz = 10…25 мкм.
Развертывание
– это основной способ обработки отверстия
8–9-го квалитета точности (при обработке
двумя развертками достигают 5–7-го
квалитета точности) с шероховатостью
поверхности Ra = 0,15…2,5 мкм
в материале твердостью HRC
≤ 40.
Инструмент –
развертка – отличается от зенкера
большим числом зубьев и меньшими углами
в плане.
Развертки
делятся на ручные и машинные и изготовляются
цельными и раздвижными. Ручные развертки
имеют длинные зубья и длинную коническую
часть, называемую заборной. Машинные
цельные развертки применяются для
отверстий диаметром до 30 мм.
Для
отверстий диаметром более 30 мм в целях
экономии режущего инструментального
материала применяются насадные развертки.
Развертки раздвижные применяются для
диаметров от 25 до 100 мм. Большое
распространение имеют развертки со
вставными ножами, применяемые для
диаметров от 35 до 150 мм.
Необходимым
условием достижения высокой точности
обработки является равномерность
снимаемого припуска и строгое совпадение
оси развертки с осью обрабатываемого
отверстия. Развертка во время работы
Развертка во время работы
должна свободно устанавливаться по
отверстию или иметь точное направление.
В
зависимости от требуемой точности
развертывание производится одной или
двумя развертками.
Рис. |
При работе чистовыми
развертками на токарных и револьверных
станках применяются качающиеся оправки
(рис. 15), которые компенсируют
несовпадение оси отверстия и направления
развертки.
Развертка
направляется кондукторными втулками
с нижним, верхним или двойным
направлением.
Для
обработки отверстий диаметром от 25 до
500 мм могут быть использованы
самоцентрирующиеся развертки, называемые
«плавающими» развертками (рис. 16),
которые предназначены для удаления
очень тонкого слоя стружки.
Ввиду
того, что эти развертки направляются
самим отверстием, они не могут
выправить кривизну и положение оси, но
дают чистую поверхность и точный диаметр
отверстия. Износ плавающих пластин
Износ плавающих пластин
компенсируется их регулировкой.
В
крупносерийном и массовом производстве
достаточно часто применяют комбинированные
инструменты. Такими инструментами
являются сверло – зенкер, сверло –
развертка, сверло – зенкер – развертка
(рис. 17).
Машинное
развертывание можно производить на
токарных, револьверных, сверлильных и
фрезерных станках.
Рис. |
Рис. |
В
автомобилестроении и тракторостроении
широко используют специальные
многошпиндельные головки для одновременной
обработки большого количества отверстий.
Отверстия
7–8-го квалитета точности обрабатывают
одной разверткой, а 5–6-го квалитета
точности – двумя развертками.
В
качестве СОЖ при развертывании обычно
используют масло индустриальное И-12А.
Зенкерование отверстий в металле в Нижнем Новгороде
Оставить заявку
Прикрепить файл
Максимальный размер файла 10MB.
Отправить
Отправляя заявку, Вы соглашаетесь с политикой конфиденциальности
Любая сложность изделий
Использование станков с ЧПУ позволяет выполнять зенкерование отверстий любой сложности
Изделия по чертежам
Работаем по чертежам заказчика, как в индивидуальном порядке, так и серийными партиями
Выполнение заказа точно в срок
Благодаря высокоточному оборудованию специалисты с большим опытом справятся оперативно с любым заказом
Высокое качество
Собственные мощности и технологии позволяют гарантировать высокое качество изготавливаемых изделий и точность обработки
Примеры работ
Как мы работаем?
Зенкерование – одна из многочисленных услуг, которые может предложить наша компания.
Мы не первый год работаем и сумели зарекомендовать себя, как ответственного и надежного партнера. Каждый, кто хоть раз воспользовался нашими услугами, остался доволен результатом выполненной работы.
Зенкерование отверстий позволяет увеличить диаметр отверстия в необработанной детали. Для этого применяются специальные быстрорежущие зенкеры, выполненные из нержавеющей стали высокой марки. С помощью специального оборудования можно получить конические, цилиндрические или нестандартные отверстия. После механической обработки уровень адгезии детали к другим поверхностям повышается.
Зенкерование – сложный технический процесс, требующий соблюдения высокой точности и квалификации специалиста. Все работы выполняются на станках с ЧПУ, что исключает вероятность ошибок, вследствие «человеческого фактора». Наша компания выполняет следующие виды работ:
- Нарезание резьбы
- Сверление
- Развёртывание отверстий
- Зенкерование
Наши преимущества
Наша компания предлагает профессиональные услуги по зенкерованию отверстий в металлических поверхностях в Нижнем Новгороде. Все работы выполняются квалифицированными специалистами на токарных, фрезерных, сверлильных, расточных, агрегатных станках. В штате наших сотрудников работают опытные мастера, профессионализм которых не вызывает сомнений. Мы гарантируем своевременное выполнение поставленной задачи, в соответствии с требованиями заказчика.
Все работы выполняются квалифицированными специалистами на токарных, фрезерных, сверлильных, расточных, агрегатных станках. В штате наших сотрудников работают опытные мастера, профессионализм которых не вызывает сомнений. Мы гарантируем своевременное выполнение поставленной задачи, в соответствии с требованиями заказчика.
Как заказать зенкерование?
Для оформления услуги воспользуйтесь формой обратной связи, или позвоните по телефону: +7 (903) 605-83-43, +7 (910) 792-51-64. Наши сотрудники ответят на вопросы, касающиеся заказа.
Заказать услугу — Зенкерование отверстий
Введите Ваше имя и номер телефона, мы Вам перезвоним:
Отправляя заявку, Вы соглашаетесь с политикой конфиденциальности
Правильное развертывание | Cutting Tool Engineering
Соответствующие сценарии применения развертки при чистовой обработке отверстий.
Предоставлено Komet of America
Врезные кольца Komet имеют регулируемый диапазон диаметров и могут быть точно отрегулированы с помощью специальных держателей врезных колец. По словам компании, это компенсирует износ, обеспечивая правильную настройку на точный размер отверстия.
По словам компании, это компенсирует износ, обеспечивая правильную настройку на точный размер отверстия.
При обработке отверстия точно по размеру развёртывание часто является лучшим выбором для станочника. Как правило, его нельзя использовать для правки отверстий, и он может удалить только ограниченное количество припуска, но при правильном выполнении развертывание может быть быстрым и высокоточным процессом.
Однако правильное развертывание требует хорошей подготовки. Важные факторы включают в себя оставление точного количества припуска после бурения; зная, когда развернуть дважды, использовать многофункциональную развертку или полностью использовать другой инструмент; и указав правильный развертки для работы. Что касается последнего, доступно множество различных типов разверток, включая регулируемые развертки, развертки с зажимным патроном и спиральными канавками, и во многих случаях специальный инструмент является лучшим инструментом для работы.
При развертывании самым важным является подготовка отверстия, по словам Райана Бистербуша, руководителя проектной группы производителя инструментов Komet of America Inc. , Шаумбург, Иллинойс. количество запаса и не исправляет отверстие. «Развертка следует за отверстием», — сказал он, но отметил, что развертка помогает немного улучшить прямолинейность, если инструмент имеет возможность фронтального резания.
, Шаумбург, Иллинойс. количество запаса и не исправляет отверстие. «Развертка следует за отверстием», — сказал он, но отметил, что развертка помогает немного улучшить прямолинейность, если инструмент имеет возможность фронтального резания.
Предоставлено Alvord-Polk развертка; (вверху посередине) инструмент с коническим хвостовиком, правосторонний, со спиральной канавкой; и (вверху внизу) развертка с прямым хвостовиком, правосторонняя, со спиральной канавкой, покрытая нитридом титана.
Джош Линберг, президент компании-поставщика инструментов Monster Tool Co., Виста, Калифорния, согласен с тем, что перед развертыванием необходимо отверстие «удовлетворительного качества». Например, он отметил, что при расширении отверстия диаметром 0,240 дюйма разверткой диаметром 0,250 дюйма отверстие не будет выпрямлено, если оно сужается на 0,005 дюйма или более.0005
Если форма или расположение отверстия нуждается в исправлении, Уилл Нестор, инженер по продажам приложений/проектов из Феникс-Сити, штат Алабама, для производителя инструментов Mapal Inc. , Порт-Гурон, штат Мичиган, рекомендует расточку. «Однако развертывание, как правило, дает вам более короткое время цикла, чем растачивание», — сказал он, добавив, что развертка чаще применяется для достижения нужного размера отверстия, чем для придания шероховатости поверхности.
, Порт-Гурон, штат Мичиган, рекомендует расточку. «Однако развертывание, как правило, дает вам более короткое время цикла, чем растачивание», — сказал он, добавив, что развертка чаще применяется для достижения нужного размера отверстия, чем для придания шероховатости поверхности.
Чистота поверхности, получаемая при развертывании, обычно зависит от материала заготовки. Диапазон для чугуна составляет от 50 до 80 среднеквадратичных значений и от 30 до 60 среднеквадратичных значений для сталей, а развертка с ПКА может придать алюминию чистоту до 8 среднеквадратичных значений, согласно Bysterbusch.
Иногда отверстие растачивается перед развертыванием, но это не обязательно. «Любое отверстие, которое соответствует минимально необходимому количеству припуска для развернутого размера, не требует дополнительной подготовки перед развертыванием», — сказал Линберг. «Если готовое отверстие имеет чрезвычайно жесткий допуск, а станок, используемый для создания отверстия, не обладает достаточной точностью или жесткостью, расточенное отверстие помогает удерживать развертку на одном уровне с осью отверстия, помогая станку сохранять прямолинейность отверстия. ».
».
Проблемы с материалами
Количество припуска, остающегося для развертывания, зависит от качества и диаметра отверстия. Согласно эмпирическому правилу, после сверления для расширения должно оставаться от 0,010 до 0,015 дюйма, за исключением небольших диаметров, таких как 1/32 дюйма, в которых должно быть от 0,003 до 0,006 дюйма материала для развертывания, отметил Линберг. «Плохо просверленное отверстие может потребоваться немного больше материала, чтобы расширитель «очистил» стенки отверстия», — сказал он.»до 0,0098″ для разверток Mapal с направляющими и до 0,0394″ DOC для неподвижных разверток с паяным PCD, в зависимости от материала заготовки. стороны в отверстии», — сказал он, добавив, что больший DOC возможен для развертки с концевой режущей геометрией, встроенной в режущую кромку. , чугун, титан и суперсплавы на основе никеля, согласно Bysterbusch.Если стружка слишком толстая при развертывании последних материалов, слишком много тепла поступает в стружку, делая ее пластичной и трудно ломаемой, что создает проблему удаления стружки. «Лучше удалить как можно меньше».
«Лучше удалить как можно меньше».
Другие предоставляют больший диапазон размеров отверстий. Кевин Моррисон, главный инженер по инструментам Alvord-Polk Inc., указал, что производитель сплошных многолезвийных разверток из Миллерсбурга, штат Пенсильвания, рекомендует припуск от 0,003 до 0,006 дюйма для развертывания отверстий диаметром до 3⁄32 дюйма, 0,008 дюйма. «до 0,010″ для отверстий больше 3⁄32″ до ¼», 0,012″ до 0,015″ для ¼» до ½», 0,017″ до 0,020″ для ½» до 1″, 0,020″ до 0,025″ для 1″ до 2 «и от 0,030″ до 0,035″ для отверстий больше 2». «Это скользящая шкала», — сказал он. «Это даже не работает в процентах».
Моррисон добавил, что для ручной развертки диапазон составляет от 0,002 до 0,004 дюйма. «Это все, на что способно человеческое тело, — сказал он. «У нас нет механического преимущества, чтобы взять больше материала».
Хотя некоторые не считают упрочнение материала серьезной проблемой при развертывании, Нестор отметил, что это может создать проблемы. Желательно брать легкий DOC, например, при развёртывании титана. Легкий DOC удерживает стружку тонкой для облегчения эвакуации при обработке, например, отверстия малого диаметра. «Материализируемость играет большую роль в том, как вы расширяете», — сказал он.
Легкий DOC удерживает стружку тонкой для облегчения эвакуации при обработке, например, отверстия малого диаметра. «Материализируемость играет большую роль в том, как вы расширяете», — сказал он.
Размер отверстия
Если после сверления остается слишком много припуска для развертывания, конечные пользователи могут выполнить развертывание дважды. Линберг из Monster Tool предлагает сначала применить меньшую развертку, а затем развертку необходимого размера. «Сверление для открытия отверстия обычно приводит к отказу сверла из-за неравномерного и неравномерного напряжения вдоль режущей кромки сверла и не рекомендуется», — сказал он. Линберг добавил, что плунжерное фрезерование также возможно при наличии концевой фрезы подходящего размера.
Кроме того, можно использовать ступенчатую развертку с черновым и чистовым диаметром. «Это зависит от материала», — сказал Бистербуш. «Как только вы доберетесь до некоторых из более прочных сталей, мы должны более подробно изучить область применения».
Нестор заметил, что еще одним вариантом является применение инструмента для чистового растачивания. Инструмент для чистового растачивания имеет не менее трех направляющих и способен обеспечить значительно больший DOC, чем развертка. Он добавил, что коррекция положения отверстия также может быть достигнута с помощью инструмента для тонкого растачивания с временем цикла, сравнимым с разверткой с направляющими.
Объем части также определяет приемлемое решение. «Вы должны помнить, что клиент всегда хочет сократить время цикла», — сказал Донато Пиньо, специалист по продуктам Komet. «Обычно он использует инструмент для черновой и чистовой обработки».
Моррисон из Alvord-Polk предположил, что кольцевое сверло, представляющее собой нечто среднее между разверткой и сверлом, может решить проблему, когда необходимо удалить значительно больше материала, чем рекомендуется. Колонковое сверло предназначено для удаления большого количества материала из отверстия, но само по себе оно не создаст отверстие. «Бывают случаи, когда корончатое сверло обеспечивает достаточно подходящую поверхность, чтобы конечные пользователи использовали его для обработки отверстия», — сказал он.
«Бывают случаи, когда корончатое сверло обеспечивает достаточно подходящую поверхность, чтобы конечные пользователи использовали его для обработки отверстия», — сказал он.
Рекомендации по инструменту
При выборе развертки конечный пользователь должен обращать внимание только на ее размер, если только он не расширяет необычно глубокое отверстие, для которого требуется дополнительная длина инструмента, для чего, по словам Линберга, требуется специальный инструмент. «Правильно изготовленная развертка будет выполнять свою работу независимо от разрезаемого материала».
Предоставлено Monster Tool
По данным Monster Tool, размер — это единственная характеристика, на которую должен обращать внимание конечный пользователь при выборе развертки.
Хотя Bysterbusch отметил, что «полноценные специальные» составляют около 40 процентов продаж разверток Komet, фиксированные моноблочные стандарты компании являются «полуспециальными». Это связано с тем, что стандартные заготовки измельчаются по размеру для удовлетворения конкретных требований клиента, как только компания получает заказ. Стандартный диапазон составляет от 6 мм до 110 мм, но специальные предложения охватывают более широкий спектр. «Мы расширяем все от 1,5 мм до более чем 300 мм», — сказал он.
Это связано с тем, что стандартные заготовки измельчаются по размеру для удовлетворения конкретных требований клиента, как только компания получает заказ. Стандартный диапазон составляет от 6 мм до 110 мм, но специальные предложения охватывают более широкий спектр. «Мы расширяем все от 1,5 мм до более чем 300 мм», — сказал он.
По словам Нестора из Mapal, допуск по размеру играет роль при выборе типа развертки. В то время как фиксированный инструмент подходит для более широкого диапазона допусков, «всякий раз, когда у вас есть допуск ± 5 мкм или более на ваш диаметр, — сказал он, — вам нужна регулируемая развертка».
Нестор добавил, что патронные развертки можно использовать на сверлильном станке, токарном станке инструментального цеха или даже на фрезерном станке Бриджпорта, но для разверток с направляющими и других высокопроизводительных разверток требуется станок с механической подачей для обеспечения постоянной точности. Для высокопроизводительного развертывания также требуется адекватная подача охлаждающей жидкости. «Обычно растворимые масла и полусинтетика работают лучше, но мы добились успеха с синтетической охлаждающей жидкостью для инструментов с направляющими», — сказал он.
«Обычно растворимые масла и полусинтетика работают лучше, но мы добились успеха с синтетической охлаждающей жидкостью для инструментов с направляющими», — сказал он.
Прерывания отверстий, такие как шпоночные канавки или поперечные отверстия, также диктуют требования к инструменту для развертывания. Когда такая функция присутствует, Моррисон из Alvord-Polk рекомендует развертку со спиральной канавкой, чтобы спираль перекрывала зазор при вращении развертки, а инструмент постоянно поддерживался. «Если у вас прямая флейта, каждый раз, когда зуб выходит из положения, он зацепляется и стучит, как никому не нужно», — сказал он.
Независимо от применения развёртывания, некоторые утверждают, что только настоящая развёртка выполнит эту работу должным образом. «Опасно говорить, что вы просто хотите использовать сверло с качеством развертывания», — сказал Пиньо из Komet. «Ты никогда не получишь тот же результат». CTE
Об авторе: Алан Рихтер, редактор журнала Cutting Tool Engineering, присоединился к публикации в 2000 году. Свяжитесь с ним по телефону (847) 714-0175 или по электронной почте [email protected].
Свяжитесь с ним по телефону (847) 714-0175 или по электронной почте [email protected].
Предоставлено Komet of America
Стойкость инструмента увеличилась с 1200 отверстий до 50000 отверстий, когда компания Magna Powertrain USA перешла с твердосплавной развертки на развертку Dihart Monomax Solid с керметным наконечником от Komet of America при обработке небольшого отверстия на конце рычагов привода из стали 8620. .
Рассверливание «блестящего» покрытия
Рассверливание отверстий в стали 8620 с твердостью 217 HB не обязательно является сложным процессом, если только вы не делаете около полумиллиона таких отверстий в год и не должны достигать поставленных целей. жесткие допуски, быстрое время цикла и низкая стоимость инструмента на деталь. Компания Magna Powertrain USA Inc., г. Манси, штат Индиана, оказалась в такой же ситуации при производстве приводных рычагов и необходимости расширить диаметр 0,388 дюйма на 0,39 дюйма. Отверстие глубиной 3 дюйма на горизонтальном обрабатывающем центре OKK HP500S.
Отверстие глубиной 3 дюйма на горизонтальном обрабатывающем центре OKK HP500S.
Дэвид Бокселл, инженер-технолог компании Magna, производителя компонентов для раздаточных коробок и трансмиссий, знает, что самая дешевая развертка не может обеспечить наименьшую стоимость «Я могу купить развёртку за 35-40 долларов, но я получу только несколько сотен деталей, так что моя стоимость за единицу будет довольно высока», — сказал он. Развертки с наконечниками и чистовая обработка около 1200 деталей до того, как инструмент изнашивается. Затем компания перешла на изготовленные по заказу цельнотвердосплавные развертки, но с ограниченным успехом. «Они были очень дорогими и слишком быстро изнашивались», — сказал Бокселл.0005
Чтобы соответствовать требуемому размеру чистового отверстия от 0,3952 «до 0,3948», Magna просверливает отверстие в сплошном материале и оставляет около 0,013 «припуска для развертывания. Затем отверстия расширяются до размера, чтобы они сжимались до указанного размера при термообработке. Нет после термообработки требуются дальнейшие операции
Нет после термообработки требуются дальнейшие операции
Ранее компания Boxell производила другую линейку продуктов и в разговоре с другим специалистом по металлообработке узнала, как развертка Dihart производства Komet of America Inc. помогла сократить время изготовления детали из от нескольких дней до 1 дня, сохраняя прямолинейность 0,0002 дюйма в отверстиях толщиной 4 дюйма. Хотя Бокселл не был полностью убежден, он пригласил продавца Komet и дистрибьютора Haggard & Stocking, Индианаполис, протестировать развертку Dihart со стороны Magna. «Он был прав. на деньгах, — сказал Бокселл, — развертки сделали именно то, что он обещал». Магна начала их использовать.0005
Позже Бокселл поговорил с инженером-технологом Джоном Хершбергером, который отвечал за приводные рычаги, и предложил ему также попробовать развертку Komet. «Ему это понравилось, и он сразу начал его использовать», — сказал Бокселл. «Затем я унаследовал эту работу и теперь у меня вся ячейка».
Развертка Dihart 525. 91.4030 Monomax Solid с металлокерамическим наконечником имеет геометрию, позволяющую выталкивать стружку вперед. Работая со скоростью шпинделя около 1800 об/мин, предыдущим разверткам требовалось от 3 до 4 секунд, чтобы закончить отверстие, в то время как время обработки нового инструмента составляет 0,14 секунды на отверстие при скорости 4385 об/мин, скорости резания 453 футов в минуту и 157 скорость подачи. Развертки с металлокерамическим наконечником имеют подачу СОЖ через инструмент, в то время как для твердосплавных разверток компания применила циркуляцию СОЖ.
91.4030 Monomax Solid с металлокерамическим наконечником имеет геометрию, позволяющую выталкивать стружку вперед. Работая со скоростью шпинделя около 1800 об/мин, предыдущим разверткам требовалось от 3 до 4 секунд, чтобы закончить отверстие, в то время как время обработки нового инструмента составляет 0,14 секунды на отверстие при скорости 4385 об/мин, скорости резания 453 футов в минуту и 157 скорость подачи. Развертки с металлокерамическим наконечником имеют подачу СОЖ через инструмент, в то время как для твердосплавных разверток компания применила циркуляцию СОЖ.
В дополнение к жесткому допуску на размер, развертка Monomax обеспечивает шероховатость поверхности 0,6 мкм Rz, когда в спецификации требуется только шероховатость 1,99 мкм Rz. «Отделка выглядит идеально, когда мы закончим с ней», — сказал Бокселл. «Это просто гладко, как свисток».
Стойкость инструмента также значительно увеличилась: с примерно 1200 отверстий на развертку до 30 000–50 000 штук до уменьшения размера от 4 мкм до 5 мкм. Бокселл отметил, что он мог бы применить более крупное сверло и увеличить срок службы развертки, оставив всего 0,008 дюйма припуска для развертывания, «но у меня на складе так много других сверл, что, вероятно, не стоит покупать 200 или 300 сверл, когда развертка работает так хорошо».
Бокселл отметил, что он мог бы применить более крупное сверло и увеличить срок службы развертки, оставив всего 0,008 дюйма припуска для развертывания, «но у меня на складе так много других сверл, что, вероятно, не стоит покупать 200 или 300 сверл, когда развертка работает так хорошо».
Несмотря на то, что новые нестандартные развертки имеют стандартную стоимость и по-прежнему стоят около 400 долларов каждая, стоимость инструмента за деталь увеличилась с 0,018 до 0,009 долларов. По словам Бокселла, предполагаемая годовая экономия составляет 85 000 долларов США, не считая увеличения времени цикла и времени безотказной работы шпинделя. Кроме того, Magna реализует дополнительную экономию за счет замены бывших в употреблении разверток Komet retip примерно за треть стоимости новых. Согласно Komet, он может менять наконечник инструмента три или четыре раза. «Мы купили около 20 таких разверток и за последние 4 месяца использовали только четыре», — сказал Бокселл, добавив, что предполагаемое годовое использование инструмента сократилось с 1000 до 13 инструментов. «Когда готовые инструменты готовы, они готовы».
«Когда готовые инструменты готовы, они готовы».
—А. Richter
Авторы
Alvord-Polk Inc.
www.reamers.com
(800) 441-2751
Komet of America Inc.
www.komet.com 901 49 (847) 923-8400
Магна Powertrain USA Inc.
(765) 245-9750
www.magnapowertrain.com
Mapal Inc.
www.mapal.us
(810) 364-8020
Monster Tool Co.
www.monstertool.com
(888 ) КАРБИД
YG-1 Tool Co.
(800) 765-8665
www.yg1usa.com
Предоставлено YG-1 Tool
Заточенная кромка сверла Dream Drill YG-1 Tool помогает укрепить кромку, кромки помогают обеспечить допуски и требования к чистоте поверхности, а также угол наклона спирали, вдоль с шириной канавки, улучшает контроль над стружкообразованием и эвакуацию.
Мечтаем о том, чтобы не развёртывать
При выполнении отверстий соблюдение требований к размеру и чистоте поверхности, предоставляемых развёрткой с помощью всего одного инструмента, может повысить производительность и снизить затраты. Хотя производители инструментов уже давно продвигают различные сверла, чтобы исключить развертывание, YG-1 Tool Co., Вернон Хиллз, Иллинойс, говорит, что его Dream Drill также выполняет центральное сверление и позиционное растачивание.
Хотя производители инструментов уже давно продвигают различные сверла, чтобы исключить развертывание, YG-1 Tool Co., Вернон Хиллз, Иллинойс, говорит, что его Dream Drill также выполняет центральное сверление и позиционное растачивание.
Сверло с покрытием из нитрида титана-алюминия обеспечивает допуск на развертывание M7 в соответствии с YG-1 (см. Таблицу). Твердосплавные сверла со сквозной подачей СОЖ доступны от 0,039 до 0,787 дюйма, а сверла I Dream со сменными пластинами со сквозной подачей СОЖ доступны от 0,4724 до 1,250 дюйма. Сверла также доступны без отверстий для охлаждающей жидкости.
YG-1 предлагает две конструкции для обработки материалов твердостью до 50 HRC: стандартную для стали, чугуна и подобных сплавов и Inox для нержавеющей стали и более мягких и пластичных сплавов. «Целью всегда были мелкие завитки», — сказал Аль Зайтун, менеджер по продажам и маркетингу YG-1.
Изготовитель инструмента сообщает, что утончение вершины стенки Dream Drill в форме буквы «S» снижает осевую осевую нагрузку и стабилизирует вершину для получения точных отверстий, а угол вершины 140° немного утолщает поперечное сечение стружки, что помогает дробить стружку.
Зайтун отметил, что скорость проходки Dream Drill в три-пять раз выше, чем у обычного сверла, а подача от 20,00 до 30,00 дюймов в минуту не является редкостью при сверлении отверстия диаметром 0,250 дюйма в низколегированной стали.
“ Как правило, чем выше скорость, тем более пластичным становится материал, что снижает усилие, необходимое для сверления, — сказал он, — а размер отверстий для охлаждающей жидкости рассчитан на максимальное давление и объем для уменьшения проблем с нагревом».
Согласно Zaitoon, дрель Dream Drill подходит для замены от 50 до 70 процентов операций развертывания при сверлении из цельной заготовки. К ним относятся приложения, в которых требования к шероховатости поверхности указаны «как развёрнутые», а сверло может обеспечить допуск по размеру.
—А. Richter
Таблица: Допуски на диаметр сверла
Руководство по обработке: Основы инструмента для развертывания
Пространство для совместной работы
Калькулятор скорости и подачи
Инновации 2024
+1 (724) 539-8002
Добро пожаловать
Пожалуйста, подтвердите свои предпочтения
Обновить настройки
Язык
Единица измерения
Метрические дюймы
Поиск
Предложения по продуктам
Предложения по семейству продуктов
{{/каждый}}
{{#if this.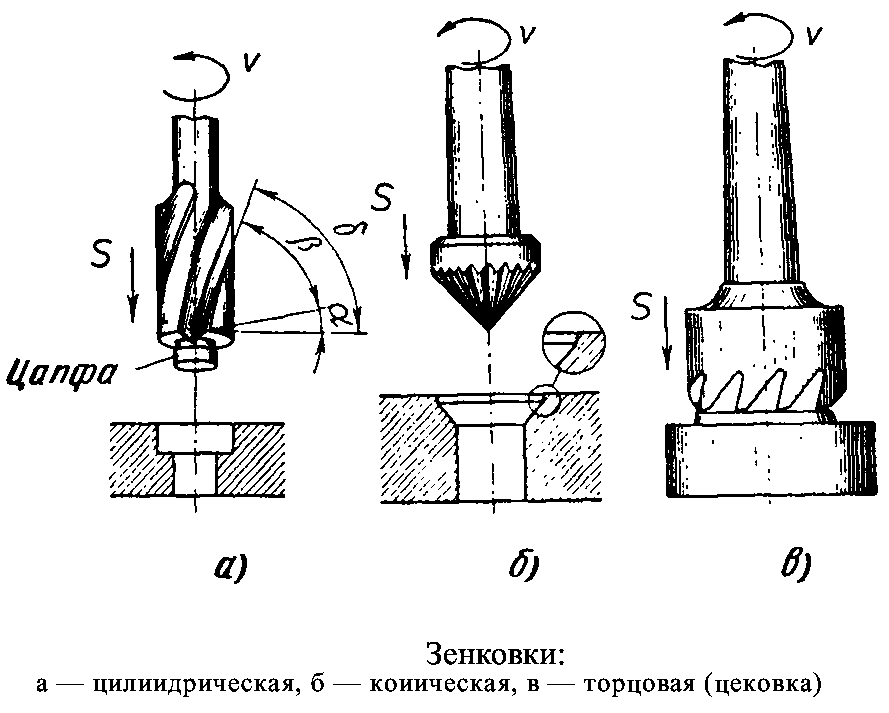 showMore}}
showMore}}
{{/если}}
Ограниченное по времени предложение
: новый сплав для токарной обработки стали KCP25C с технологией покрытия KENGold CVD
Купить сейчас
Назад к решению
Решение для редактирования
Добавление раствора
Название решения: {{SolutionName}}
Назад в блог
1 декабря 2022 г.
от Kennametal Metal Cutting Pros
На онлайн-форумах по механической обработке и на досках объявлений нет недостатка в вопросах о развертывании отверстий. Машинисты и любители, размещающие эти крики, жалуются на дребезг, плохое качество поверхности, поломку инструмента, слишком большие диаметры отверстий и другие проблемы с развертыванием, из-за чего кажется, что эта обычная практика обработки чрезвычайно сложна и требует много времени. Полезные люди, отвечающие на эти вопросы, предлагают широкий спектр предложений, в том числе:
- Увеличьте диаметр отверстия предварительного развертывания.
- Уменьшите диаметр отверстия предварительного развертывания.
- Используйте плавающую державку.
- Перейдите на твердосплавную развертку.
- Подавать быстрее (или медленнее).
- Уменьшите величину вылета.
Один изобретатель даже предложил забить пространство флейты за режущими кромками деревянными спичками, а другой заметил, что развертки как супруги: иногда нужно время, чтобы найти подходящую. Мы в Kennametal не можем комментировать этот последний совет, но у нас есть много других рекомендаций, ни одна из которых не касается деревянных спичек или работы инструмента в обратном направлении (еще одно «полезное» предложение).
Мы в Kennametal не можем комментировать этот последний совет, но у нас есть много других рекомендаций, ни одна из которых не касается деревянных спичек или работы инструмента в обратном направлении (еще одно «полезное» предложение).
Что такое развертка?
Но что такое расширение? Проще говоря, развертка представляет собой многозубый вращающийся режущий инструмент, который удаляет относительно небольшое количество материала вдоль своих передних кромок по мере прохождения. Он считается чистовым инструментом и требует предварительно просверленного отверстия определенного диаметра для правильной работы. Доступны конструкции с прямыми и спиральными канавками, а также так называемые левосторонние и правосторонние версии последних (подробнее об этом чуть позже).
При выборе развертки машинисты сталкиваются с ошеломляющим количеством вариантов. Shell, Rose, Hand, Taper, Structural… это обширный список. Однако для большинства применений станки с ЧПУ и ручные станки будут использовать либо машинную развертку, либо патронную развертку в указанном порядке. Расширяемые развертки являются еще одним вариантом, особенно для больших отверстий (скажем, больше 3/4 дюйма или около того) или там, где сложно достичь нужного размера отверстия. И, как вы увидите, модульные системы развертывания со сменными головками имеют стал привлекательным вариантом в последние годы.
Расширяемые развертки являются еще одним вариантом, особенно для больших отверстий (скажем, больше 3/4 дюйма или около того) или там, где сложно достичь нужного размера отверстия. И, как вы увидите, модульные системы развертывания со сменными головками имеют стал привлекательным вариантом в последние годы.
Машинисты также должны решить, использовать ли развертки из карбида или быстрорежущей стали (HSS).Последний отлично подходит для более мягких материалов, таких как алюминий и пластик, а также в ограниченных производственных циклах, когда срок службы инструмента меньше беспокойства.Для всего остального, твердосплавные, модульные или 9Предпочтительны твердосплавные инструменты 0287 . Некоторые поставщики режущего инструмента (одним из них является Kennametal) также предлагают развертки с наконечниками из напаянного поликристаллического алмаза (PCD) ; Хотя эти высокопроизводительные инструменты дороже аналогов, они идеально подходят для больших объемов работ с абразивными материалами, такими как алюминий с высоким содержанием кремния, композиты из углеродного волокна и некоторые стеклонаполненные полимеры.
Твердосплавная развертка KenReam™ S обеспечивает самые высокие скорости подачи, максимальный контроль над стружкообразованием и лучшее качество поверхности при обработке стали и чугуна.
Этапы развертывания
Хотя правильно установленная развертка может обеспечить отличное количество отверстий и точность в пределах нескольких десятитысячных дюйма — и сделать это очень быстро — существуют некоторые предостережения. Возможно, наиболее примечательной из них является известная поговорка о том, что «расширители следуют за отверстием». Это означает, что любое биение или дрейф во время операции бурения останется после расширения. По этой причине очень важно правильно подготовить отверстие заранее.
- Начните с засверливания торца заготовки. Это предотвратит колебание сверла при входе в заготовку и поможет увеличить прямолинейность отверстия. Для этой операции используйте центрирующее сверло с ЧПУ, а не центрирующее сверло, которое предназначено для создания центров заточки в валах (а не в начальных отверстиях).
 Однако при использовании цельного твердосплавного сверла этот этап наведения обычно можно исключить. Также рекомендуется запустить центрирующее сверло достаточно глубоко, чтобы слегка скосить отверстие, что поможет направить развертку, когда она начнет резку — например, готовое отверстие размером 0,25 дюйма должно быть скошено до диаметра 0,27 дюйма, плюс-минус .
Однако при использовании цельного твердосплавного сверла этот этап наведения обычно можно исключить. Также рекомендуется запустить центрирующее сверло достаточно глубоко, чтобы слегка скосить отверстие, что поможет направить развертку, когда она начнет резку — например, готовое отверстие размером 0,25 дюйма должно быть скошено до диаметра 0,27 дюйма, плюс-минус . - Просверлите отверстие рекомендуемого размера для расширения. Следуйте рекомендациям производителя, но хорошее эмпирическое правило — просверливать отверстие примерно на 3% меньше, чем готовое отверстие. Например, рассверленное отверстие диаметром 1/8 дюйма следует просверливать сверлом № 31 (0,12 дюйма), тогда как для расширения 3/4 дюйма потребуется сверло диаметром 47/64 дюйма (0,734 дюйма) или 18,5 мм (0,728 дюйма). ) стартерное отверстие. Если оставить слишком много материала, это приведет к скоплению стружки и возможной поломке инструмента, а слишком малое количество приведет к тому, что развертка будет тереть, а не резать, что приведет к снижению срока службы инструмента и качества поверхности.

- Рассверлить отверстие. Здесь снова важно следовать рекомендациям производителя режущего инструмента по подаче и скорости, но некоторые предлагают скорость резания в половину-две трети скорости сверления и скорость подачи в два-три раза выше. Тем не менее, оператор должен учитывать несколько переменных, в том числе материал режущего инструмента (быстрорежущая сталь работает со скоростью примерно в четыре раза меньше, чем у карбида), количество канавок развертки (больше режущих кромок означает более высокую общую скорость подачи), глубину и диаметр отверстия, заготовку. материал, станок и жесткость установки, а также используется ли охлаждающая жидкость.
В идеальном мире результатом является прямое круглое отверстие с прекрасной обработкой поверхности и предсказуемым контролем размера. К сожалению, мы живем не в этом мире, и, как и в случае любой механической обработки, успеху могут помешать многочисленные факторы. Как отмечалось ранее, развертки имеют тенденцию «следовать за отверстием», и если сверло движется, то и развертка тоже.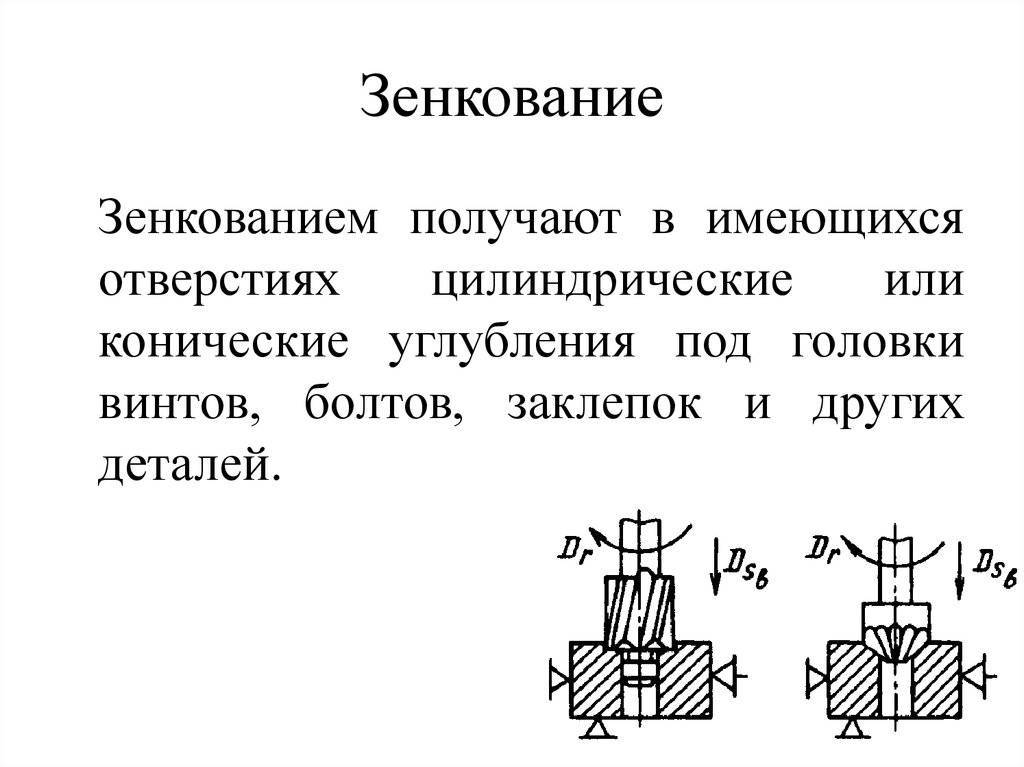 Вот еще один пример, когда цельные твердосплавные развертки имеют преимущество, поскольку они менее склонны к отклонению, но чтобы максимально уменьшить отклонение отверстия, следуйте уже приведенным советам по точечному сверлению и снятию фаски; если этого недостаточно, некоторые машинисты будут использовать борштанга или концевая фреза , чтобы «отвердить отверстие» диаметром или двумя глубинами (и немного меньшего размера) перед развертыванием.
Вот еще один пример, когда цельные твердосплавные развертки имеют преимущество, поскольку они менее склонны к отклонению, но чтобы максимально уменьшить отклонение отверстия, следуйте уже приведенным советам по точечному сверлению и снятию фаски; если этого недостаточно, некоторые машинисты будут использовать борштанга или концевая фреза , чтобы «отвердить отверстие» диаметром или двумя глубинами (и немного меньшего размера) перед развертыванием.
Kennametal предлагает несколько вариантов модульного развертывания , включая расширитель RHM™ .
Оставаться верным
Мнения по поводу следующей части расходятся. Некоторые утверждают, что развертки должны идеально точно вращаться в держателе с помощью циферблатного индикатора и нескольких нежных толчков пластиковым молотком или куском латуни, что является хорошим советом для любого вращающегося инструмента. Другие предполагают, что развертка все равно будет следовать за отверстием, поэтому следует использовать плавающую оправку, которая позволяет развертке «идти своим путем». Kennametal рекомендует использовать плавающий держатель там, где присутствует несоосность, но до выберите высококачественный цанговый патрон, термозажимную или гидравлическую оправку для минимального биения во всех остальных случаях. Не используйте сверлильный патрон или держатель с боковым замком.
Kennametal рекомендует использовать плавающий держатель там, где присутствует несоосность, но до выберите высококачественный цанговый патрон, термозажимную или гидравлическую оправку для минимального биения во всех остальных случаях. Не используйте сверлильный патрон или держатель с боковым замком.
Мнения также расходятся, когда речь заходит о смазочно-охлаждающей жидкости , но независимо от того, используется ли в вашей мастерской чистое масло, синтетическое масло или водорастворимая эмульсия, она должна быть чистой и содержаться в хорошем состоянии. Для тех, у кого есть возможности сквозного инструмента, во что бы то ни стало используйте его, даже если это может означать модернизацию до цельной твердосплавной или модульной развертки. Это утверждение верно и для подачи СОЖ под высоким давлением (HPC), которая может определить разницу между успехом и неудачей во многих операциях механической обработки, включая развертывание.
Также нужно подумать о программировании. Операторы станков с ЧПУ, использующие FANUC или совместимые элементы управления (а таких большинство), имеют несколько вариантов. Для токарных станков с ЧПУ достаточно простой команды G01, подачи в заготовку с рекомендованной скоростью и последующего отвода с помощью команды быстрого хода G00 или ускоренной подачи. Обрабатывающие центры с ЧПУ могут использовать тот же подход, хотя циклы расточки G85 или G86 являются еще одним вариантом. Последний из них останавливает шпиндель, когда инструмент достигает полной глубины, а затем ускоряется, в то время как G85 подает вход и выход с той же скоростью подачи. Поэкспериментируйте с каждым из них и посмотрите, что обеспечивает наилучшие результаты для вашего приложения, но ни в коем случае вы не должны клевать развертку, как сверло без подачи СОЖ.
Операторы станков с ЧПУ, использующие FANUC или совместимые элементы управления (а таких большинство), имеют несколько вариантов. Для токарных станков с ЧПУ достаточно простой команды G01, подачи в заготовку с рекомендованной скоростью и последующего отвода с помощью команды быстрого хода G00 или ускоренной подачи. Обрабатывающие центры с ЧПУ могут использовать тот же подход, хотя циклы расточки G85 или G86 являются еще одним вариантом. Последний из них останавливает шпиндель, когда инструмент достигает полной глубины, а затем ускоряется, в то время как G85 подает вход и выход с той же скоростью подачи. Поэкспериментируйте с каждым из них и посмотрите, что обеспечивает наилучшие результаты для вашего приложения, но ни в коем случае вы не должны клевать развертку, как сверло без подачи СОЖ.
В произвольном порядке, вот несколько других факторов, которые следует учитывать при подготовке к следующей операции развертывания или устранении неполадок:
- Развертки с левосторонней спиралью имеют тенденцию выталкивать стружку вперед во время обработки.
 Их следует использовать на сквозных отверстиях или там, где имеется достаточно места для стружки. Во всех остальных случаях выбирайте инструмент с прямыми канавками (для материалов с короткой стружкой, таких как латунь и чугун) или с правосторонней спиралью (для волокнистых материалов), чтобы избежать накопления стружки на дне отверстия.
Их следует использовать на сквозных отверстиях или там, где имеется достаточно места для стружки. Во всех остальных случаях выбирайте инструмент с прямыми канавками (для материалов с короткой стружкой, таких как латунь и чугун) или с правосторонней спиралью (для волокнистых материалов), чтобы избежать накопления стружки на дне отверстия. - Больше канавок означает, что можно использовать более высокую скорость подачи, но меньше места для стружки. Если вас беспокоит набивка, выберите развертку с меньшим количеством канавок. Кроме того, развертки, как правило, режут немного больше номинального, поэтому рекомендуется выбирать развертку в нижней части диапазона допуска отверстия. Регулируемые развертки с припаянными твердосплавными наконечниками, если они доступны, также являются отличным выбором (хотя и с более высокой ценой).
- Говоря о твердом сплаве, если в вашей мастерской до сих пор используются развертки с быстрозажимным патроном из быстрорежущей стали, выпущенные еще во времена винтовых станков Брауна и Шарпа, подумайте о переходе на цельный твердосплавный или даже модульный разверток (см.
 Kennametal RHM-E серии в качестве примера). Оба имеют передовые покрытия и микрозернистый твердый сплав для максимального срока службы инструмента и повышения производительности.
Kennametal RHM-E серии в качестве примера). Оба имеют передовые покрытия и микрозернистый твердый сплав для максимального срока службы инструмента и повышения производительности.
Есть еще. Изменение величины фаски и угла развертки может помочь справиться со сложными условиями отверстия и материалами, хотя это должно быть сделано точно с использованием специального оборудования для заточки инструментов. Точно так же важно проверять развертки перед использованием. Проверьте на наличие сколов и износа и замените инструмент как можно раньше. И если у вас возникнут проблемы, не стесняйтесь обращаться за помощью. Kennametal располагает десятками специалистов по съему металла, готовых помочь с этим и другими видами обработки.
Крылья в форме аэродинамического профиля инструмента для сверления статора электромобиля используют охлаждающую жидкость и технологию RIQ для развертывания .
Похожие статьи
Доступны следующие файлы САПР
Пожалуйста, выберите файл для загрузки
Благодарим вас за регистрацию, в ожидании одобрения и завершения регистрации, ваш доступ в настоящее время ограничен.
