Как крепят дисковые и концевые фрезы: Установка фрезы
Содержание
Установка фрезы
31 декабря 2017
О том, как правильно установить фрезу на станок, расскажем в этом информационном выпуске.
Фреза – многозубый режущий инструмент, применяемый для обработки материалов резанием (фрезерованием) с целью снятия определенного припуска на обработку.
Разнообразие ЧПУ фрез
Типы фрез
В зависимости от геометрических параметров различают следующие типы фрез:
- Цилиндрические
- Конические
- Торцевые
- Концевые
- Червячные
Большая часть всех фрез имеет отверстие в своей конструкции, благодаря которому имеет возможность одеваться на оправку. Их называют насадными.
Другая же часть фрез сравнительно небольших диаметров имеет в своей конструкции хвостовик. Такие фрезы называют концевыми. Их хвостовик может быть цилиндрическим и коническим.
При установке фрезы на станок оператору станка понадобится информация о номере конуса и типе шпинделя станка, его крепежные параметры. Все размеры, в том числе и крепёжного фланца, стандартизированы (ГОСТ 836-47).
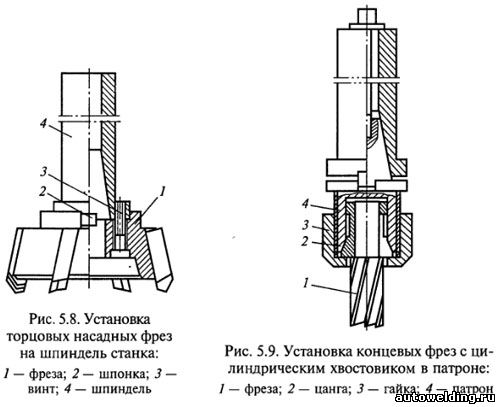
Как правильно установить фрезу с коническим и цилиндрическим хвостовиком
Если размер хвостовика концевой фрезы совпадает с размерами конусного отверстия (гнезда) шпинделя, то в данном случае они сопрягаются без каких-либо дополнительных элементов. Хвостовик вставляют в коническую часть шпинделя и фиксируют с помощью затяжного винта. Этот способ является самым оптимальным и простым, применяется на фрезерных станках с горизонтальной и вертикальной установкой шпинделя, обеспечивая при этом достаточно простую смену фрезы.
В случае, когда размер конуса хвостовика фрезы меньше, чем конус шпинделя, для установки фрезы используют специальные переходные втулки.
Установка и закрепление концевых фрез с цилиндрическим хвостовиком осуществляется с применением цангового патрона, который способствует увеличению жесткости крепления.
Установка фрезы в цанговом патроне имеет следующий механизм действия:
- В корпусе патрона установлена цанга, которая перемещается с закрепленным на ней цилиндрическим пальцем. На корпусе нарезана резьба, по которой осуществляется перемещение гайки при ее вращательном движении по часовой стрелке.
- Оператор станка вставляет фрезу непосредственно в отверстие цанги, находящейся в патроне. И начинает закручивать гайку по часовой стрелке. Под воздействием упорного шарикоподшипника палец и цанга перемещаются до жесткого закрепления в ней фрезы. Цанга, установленная в патроне, позволяет надежно зафиксировать нужную фрезу, препятствует ее поломке и срыву.
Существенным преимуществом в конструкции такого патрона является:
- Использование упорного подшипника, который обеспечивает значительное увеличение силы зажима фрезы.
- Удобство для крепления в нём мелких фрез.
- Достаточно прост в изготовлении.
- Имеет небольшие габаритные размеры.
При установке фрезы в цангу необходимо:
- Использовать зажимную цангу строго в соответствии с диаметром закрепляемого инструмента
- Предпочтительно устанавливать фрезу по всей длине цанги, что обеспечит более надежную фиксацию. Но не менее, чем на 2/3 всей длины.
- Выбор размера и конструкции цанги для закрепления в ней фрезы производится только в соответствии с ГОСТ17201-71.
Прежде всего нужно учитывать, что диаметр цанги должен максимально соответствовать диаметру устанавливаемой в ней фрезы для более плотного контакта.
Необходимо учитывать тот факт, что сам по себе цанговый механизм является самоцентрирующим, что обеспечивает высокую точность установки инструмента и не требует дополнительной калибровки.
Поэтому после закрепления фрезы в патроне остается проверить ее на биение. Для этого используют индикатор часового типа. Проверку этим методом осуществляют в двух случаях: при установке фрезы в шпиндель фрезерного станка, а также в случае ее переточки. Для контроля биения используют самый простой индикатор, который закреплен на штативе. Измерения фиксируют между зубьями фрезы по всей ее длине.
В процессе обработки металла фреза может работать исправно при правильной ее установке и эксплуатации. А точная ее фиксация с проверкой на биение позволяет:
- повысить качество фрезерования;
- увеличить производительность;
- избежать брака в изделии;
- снизить риски преждевременного износа.
Фрезы по металлу | ИжСпецОснастка
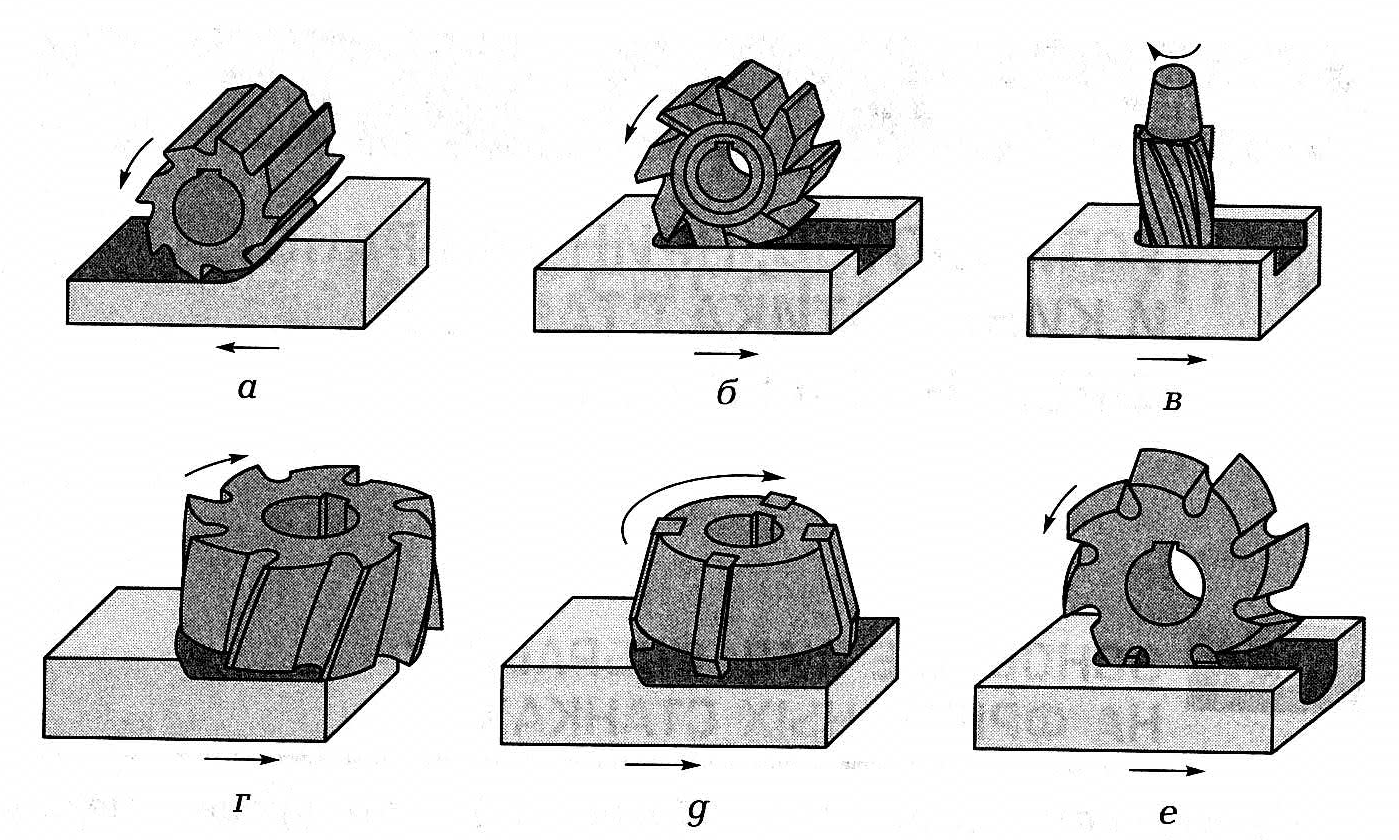
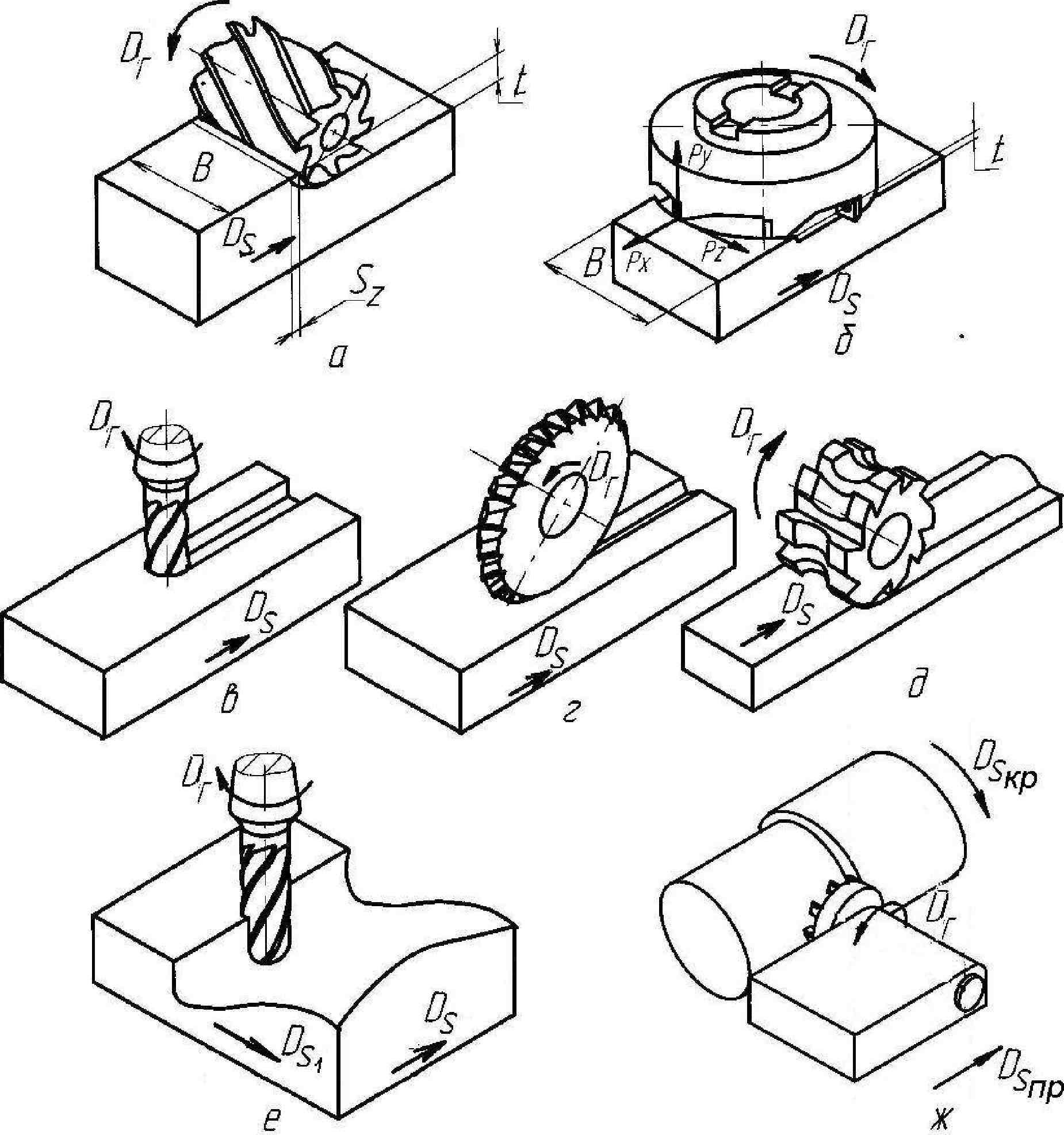
Фрезерование является одним из наиболее распространенных методов обработки. По уровню производительности фрезерование превосходит строгание и в условиях крупносерийного производства уступает лишь наружному протягиванию. Кинематика процесса фрезерования характеризуется быстрым вращением инструмента вокруг его оси и медленным движением подачи. Движение подачи при фрезеровании может быть прямолинейно-поступательным, вращательным, либо винтовым. При прямолинейном движении подачи фрезами производится обработка всевозможных цилиндрических поверхностей: плоскостей, всевозможных пазов и канавок, фасонных цилиндрических поверхностей При вращательном движении подачи фрезерованием обрабатываются поверхности вращения, а при винтовом движении подачи — всевозможные винтовые поверхности, например, стружечные канавки инструментов, впадины косозубых колес и т. п.
Кинематика процесса фрезерования характеризуется быстрым вращением инструмента вокруг его оси и медленным движением подачи. Движение подачи при фрезеровании может быть прямолинейно-поступательным, вращательным, либо винтовым. При прямолинейном движении подачи фрезами производится обработка всевозможных цилиндрических поверхностей: плоскостей, всевозможных пазов и канавок, фасонных цилиндрических поверхностей При вращательном движении подачи фрезерованием обрабатываются поверхности вращения, а при винтовом движении подачи — всевозможные винтовые поверхности, например, стружечные канавки инструментов, впадины косозубых колес и т. п.
Фреза представляет собой исходное тело вращения, которое в процессе обработки касается поверхности детали, и на поверхности которого образованы режущие зубья. Форма исходного тела вращения зависит от формы обработанной поверхности и расположения осифрезы относительно детали. Меняя положение оси инструмента относительно обработанной поверхности, можно спроектировать различные типы фрез, предназначенных для изготовления заданной детали. Многообразие операций, выполняемых на фрезерных станках, обусловило разнообразность типов, форм и размеров фрез.Цилиндрические фрезы ‘применяются на горизонтально-фрезерных станках при обработке плоскостей. Эти фрезы могут быть с прямыми и винтовыми зубьями. Фрезы с винтовыми зубьями работают плавно; они широко применяются на производстве. Фрезы с прямыми зубьями используются лишь для обработки узких плоскостей, где преимущества фрез с винтовым зубом не оказывают большого влияния на процесс резания. В месте стыка фрез предусматривается перекрытие режущих кромок одной фрезы режущими кромками другой. Цилиндрические фрезы изготовляются из быстрорежущей стали, а также оснащаются твердосплавными пластинками, плоскими и винтовыми.Торцовые фрезы широко применяются при обработке плоскостей на вертикально-фрезерных станках. Ось их устанавливается перпендикулярно обработанной плоскости детали. В отличие от цилиндрических фрез, где все точки режущих кромок являются профилирующими и формируют обработанную поверхность, у торцовых фрез только вершины режущих кромок зубьев являются профилирующими.
Многообразие операций, выполняемых на фрезерных станках, обусловило разнообразность типов, форм и размеров фрез.Цилиндрические фрезы ‘применяются на горизонтально-фрезерных станках при обработке плоскостей. Эти фрезы могут быть с прямыми и винтовыми зубьями. Фрезы с винтовыми зубьями работают плавно; они широко применяются на производстве. Фрезы с прямыми зубьями используются лишь для обработки узких плоскостей, где преимущества фрез с винтовым зубом не оказывают большого влияния на процесс резания. В месте стыка фрез предусматривается перекрытие режущих кромок одной фрезы режущими кромками другой. Цилиндрические фрезы изготовляются из быстрорежущей стали, а также оснащаются твердосплавными пластинками, плоскими и винтовыми.Торцовые фрезы широко применяются при обработке плоскостей на вертикально-фрезерных станках. Ось их устанавливается перпендикулярно обработанной плоскости детали. В отличие от цилиндрических фрез, где все точки режущих кромок являются профилирующими и формируют обработанную поверхность, у торцовых фрез только вершины режущих кромок зубьев являются профилирующими. Торцовые режущие кромки являются вспомогательными. Главную работу резания выполняют боковые режущие кромки, расположенные на наружной поверхности.Так как на каждом зубе только вершинные зоны режущих кромок являются профилирующими, формы режущих кромок торцовой фрезы, предназначенной для обработки плоской поверхности, могут быть самыми разнообразными, В практике находят применение торцовые фрезы с режущими кромками в форме ломаной линии либо окружности. Торцовые фрезы обеспечивают плавную работу даже при небольшой величине припуска, так как угол контакта с заготовкой у торцовых фрез не зависит от величины припуска и определяется шириной фрезерования и диаметром фрезы.
Торцовые режущие кромки являются вспомогательными. Главную работу резания выполняют боковые режущие кромки, расположенные на наружной поверхности.Так как на каждом зубе только вершинные зоны режущих кромок являются профилирующими, формы режущих кромок торцовой фрезы, предназначенной для обработки плоской поверхности, могут быть самыми разнообразными, В практике находят применение торцовые фрезы с режущими кромками в форме ломаной линии либо окружности. Торцовые фрезы обеспечивают плавную работу даже при небольшой величине припуска, так как угол контакта с заготовкой у торцовых фрез не зависит от величины припуска и определяется шириной фрезерования и диаметром фрезы.
Дисковые фрезы пазовые, двух- и трехсторонние используются при фрезеровании пазов и канавок. Пазовые дисковые фрезы имеют зубья только на цилиндрической поверхности и предназначены для обработки относительно неглубоких пазов. Важным элементом пазовой фрезы является ее толщина, которая выполняется с допуском 0,04-0,05 мм. По мере стачивания зубьев, в результате поднутрения, толщина фрезы уменьшается Дисковые двухсторонние и трехсторонние фрезы имеют зубья, расположенные не только на цилиндрической поверхности, но и на одном или обоих торцах. Дисковые фрезы имеют прямые или наклонные зубья.
По мере стачивания зубьев, в результате поднутрения, толщина фрезы уменьшается Дисковые двухсторонние и трехсторонние фрезы имеют зубья, расположенные не только на цилиндрической поверхности, но и на одном или обоих торцах. Дисковые фрезы имеют прямые или наклонные зубья.
Концевые фрезы применяются для обработки глубоких пазов в корпусных деталях контурных выемок, уступов, взаимно перпендикулярных плоскостей. Концевые фрезы в шпинделе станка крепятся коническим или цилиндрическим хвостовиком. У этих фрез основную работу резания выполняют главные режущие кромки, расположенные на цилиндрической поверхности, а вспомогательные торцовые режущие кромки только зачищают дно канавки. Такие фрезы, как правило, изготовляются с винтовыми или наклонными зубьями. Разновидностью концевых фрез являются шпоночные двузубые фрезы. Шпоночные фрезы могут углубляться в материал заготовки при осевом движении подачи и высверливать отверстие, а затем двигаться вдоль канавки. В момент осевой подачи основную работу резания выполняют торцовые кромки.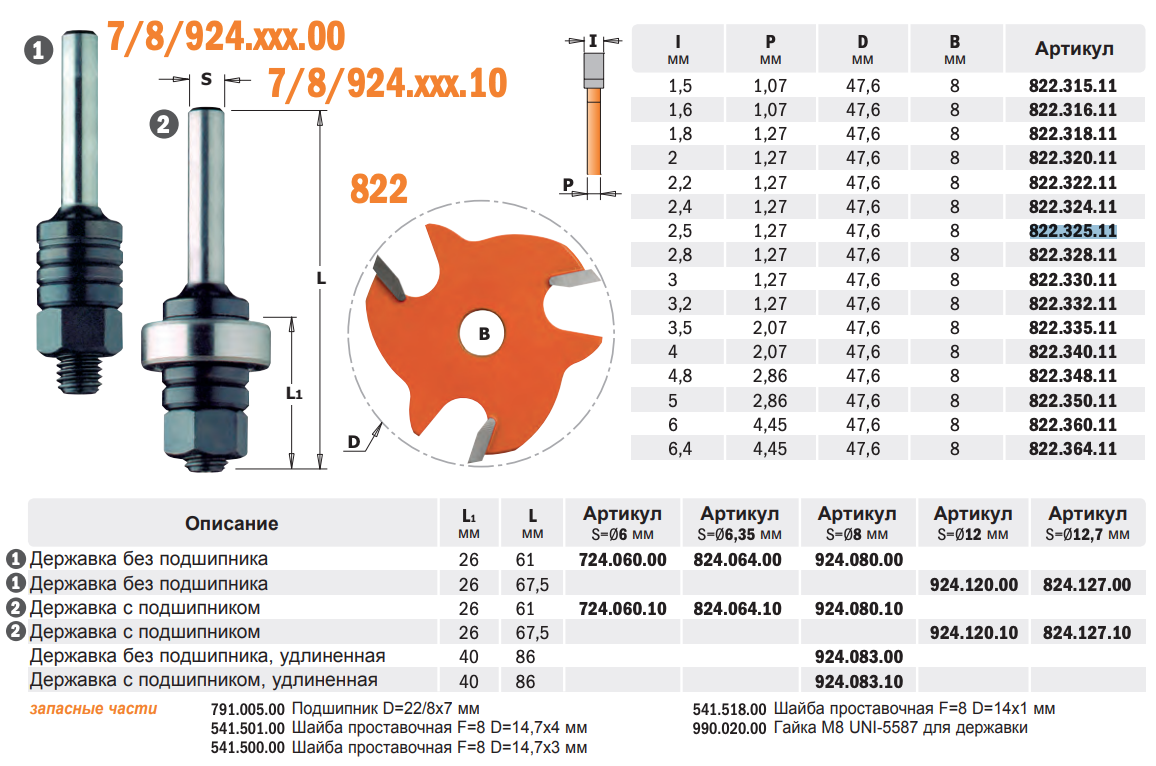 Одна из них должна доходить до оси фрезы, чтобы обеспечить сверление отверстия.
Одна из них должна доходить до оси фрезы, чтобы обеспечить сверление отверстия.
Компания «ИжСпецОснастка» предлагает качественные фрезы по доступным ценам.
Руководство по фрезам
Все, что вам нужно знать о различных типах режущих инструментов для фрезерных станков
Чтобы получить наилучшие результаты от ваших фрезерных станков при фрезеровании и сверлении металлов, вам необходимо использовать правильные режущие инструменты для работы. . Выбор и установка правильного фрезерного инструмента являются важными знаниями для настройки вашего фрезерно-сверлильного станка.
Существует широкий выбор фрез из различных материалов и размеров. Дополнительные сведения о фрезах помогут вам принимать экономически эффективные решения при покупке фрез для вашего фрезерного станка.
Что нужно знать, чтобы выбрать фрезу?
- Насколько твердый материал вы режете?
- Какой формы разрез вам нужно сделать?
- Вы выполняете черновую резку для удаления сыпучих материалов или хотите получить гладкую поверхность?
Из чего сделаны фрезы?
Стандартные фрезы для вашего фрезерно-сверлильного станка изготовлены из быстрорежущей стали (HSS). Карбид вольфрама (TC) дороже, чем HSS, но тверже и используется для высокопроизводительной резки. Быстрорежущая сталь может выдерживать высокие температуры, но она не такая твердая, как карбид, не так хорошо держит заточку и не служит так долго.
Карбид вольфрама (TC) дороже, чем HSS, но тверже и используется для высокопроизводительной резки. Быстрорежущая сталь может выдерживать высокие температуры, но она не такая твердая, как карбид, не так хорошо держит заточку и не служит так долго.
Твердосплавные фрезы обеспечивают более высокую точность, но они более хрупкие, чем HSS, и их легче сломать. Фрезы также могут быть изготовлены из алюминия или стали с вставными зубьями из более твердых материалов для снижения стоимости. Некоторые фрезы имеют специальное твердое покрытие из поликристаллического алмаза (PCD) или кубического нитрида бора (CBN) для повышения долговечности.
Как измеряются и описываются фрезы?
Фрезы измеряются по комбинации их диаметра и количества канавок. Диаметр фрезы измеряется от одной стороны фрезы до другой, проходящей через центр фрезы. Количество канавок — это количество режущих кромок, имеющихся на фрезе.
В дополнение к диаметру и количеству канавок фрезы также характеризуются конфигурацией режущей кромки и материалом, из которого они изготовлены. Концевая фреза может быть описана как «2-зубая концевая фреза из быстрорежущей стали диаметром 1/4 дюйма», а концевая шаровая фреза может быть описана как «4-канальная шаровая концевая фреза диаметром 3/8 дюйма. ”
Концевая фреза может быть описана как «2-зубая концевая фреза из быстрорежущей стали диаметром 1/4 дюйма», а концевая шаровая фреза может быть описана как «4-канальная шаровая концевая фреза диаметром 3/8 дюйма. ”
В описаниях фрез часто указывается тип хвостовика и тип крепления, который они используют. Концевая фреза может быть описана как имеющая «прямой хвостовик» или «хвостовик Weldon», а торцевая фреза может быть описана как имеющая «установку насадной фрезы».
Фрезы также могут быть описаны по их назначению или типу заготовки, для обработки которой они предназначены. Например, фреза может быть описана как «концевая фреза для черновой обработки», «концевая фреза для чистовой обработки» или «фреза Woodruff».
При выборе размера фрезы для конкретной работы она может выполнять рез за один проход, если она достаточно велика, чтобы охватить всю рабочую поверхность. Если это невозможно, помните, что фреза малого диаметра пройдет по поверхности за более короткое время, чем фреза большого диаметра, движущаяся с той же скоростью.
Какие существуют двенадцать стандартных типов фрез?
Фрезы классифицируются по форме, ориентации режущих кромок и количеству канавок. В большинстве случаев фрезы специально разработаны и названы в честь работы, для которой они лучше всего подходят.
Некоторые работы можно выполнять с использованием нескольких типов фрез. Например, фрезерование квадратного конца вала или хвостовика развертки может выполняться одной или двумя боковыми фрезами, фрезой или концевой фрезой.
Существует двенадцать стандартных типов фрез, которые вы можете использовать в своем фрезерно-сверлильном станке:
- Концевая фреза: Концевая фреза представляет собой фрезу цилиндрической формы с плоским дном. Он используется для выполнения точных надрезов в заготовке для различных операций, включая прорезку пазов, профилирование и торцевое фрезерование.
- Концевая фреза со сферическим концом: Концевая фреза со сферическим концом или концевая фреза со сферическим концом имеет круглую вершину с радиусом, который используется для выполнения закругленных вырезов или контурных поверхностей в заготовке.

- Сверло для пазов: Сверло для пазов — это тип концевой фрезы с узким заостренным концом и крутым углом наклона канавки. Он используется для вырезания пазов или канавок в заготовке.
- Торцевая фреза: Торцевая фреза — это плоская фреза, которая используется для удаления материала с поверхности заготовки. Торцевые фрезы могут иметь как прямую, так и криволинейную режущую кромку. Торцевые фрезы обычно устанавливаются на шпиндель, перпендикулярный заготовке.
- Нахлыст: Нахлыст имеет одну режущую кромку, закрепленную на длинном узком хвостовике. Он используется для выполнения широких неглубоких надрезов в заготовке и используется на фрезерных и токарных станках.
- Фреза Woodruff: Фреза для шпоночных пазов Woodruff представляет собой дискообразную фрезу, используемую для нарезания полуцилиндрических канавок под шпоночные канавки в валах, чтобы принять круговой профиль шпонок Woodruff. Обычные фрезы этого типа диаметром менее 1 1/2 дюйма обычно имеют хвостовик, но есть и типы, устанавливаемые на оправке.
 Зубья имеют вогнутые стороны для зазора.
Зубья имеют вогнутые стороны для зазора. - Фреза для Т-образных пазов: Фреза для Т-образных пазов используется для изготовления Т-образных пазов (головок) в рабочих столах и другом удерживающем и зажимном оборудовании. Это плоская или боковая фреза, закрепленная на конце узкого хвостовика. Сначала фрезеруется горловина Т-образного паза боковой или торцевой фрезой, затем фрезой Т-образного паза фрезеруется головное пространство.
- Фреза «ласточкин хвост»: фреза «ласточкин хвост» — это фреза, используемая для создания треугольных пазов в форме ласточкина хвоста в заготовке. Он имеет крутой угол наклона канавки с обратным конусом, который шире на конце, что позволяет выполнять точные узкие разрезы.
- Угловые фрезы: с кромками, расположенными под углом к оси фрезы, для нарезания V-образных пазов и зубцов. Одноугловые фрезы имеют боковые режущие зубья на плоской стороне фрезы. Угол режущей кромки обычно составляет 30, 45 или 60 градусов. Двухугловые фрезы включают углы 45, 60 и 9 градусов.
 0 градусов.
0 градусов. - Зубчатая фреза: зубчатая фреза со спиральными зубьями, расположенными подобно резьбе на винте. Они рифленые, чтобы сделать необходимые режущие кромки. Hobs обычно используются для чистовой обработки прямозубых, спиральных и червячных передач. Их также можно использовать для нарезки храповиков и шлицевых валов.
- Вогнутые и выпуклые фрезы: фрезы с формованными зубьями, профилированные для резки вогнутых и выпуклых контуров 1/2 круга или меньше. Размер фрезы определяется диаметром круглой формы, которую делает фреза.
- Фреза для скругления углов: фреза с формованными зубьями для фрезерования закругленных углов до четверти окружности. Размер фрезы определяется радиусом круглой формы, которую она вырезает.
Основные характеристики фрезы
На иллюстрации показана стандартная фреза. Большинство фрез имеют сходные черты, которые используются для их описания. Существует шесть основных характеристик:
- Шаг — это угловое расстояние между зубьями, которое зависит от количества зубьев на фрезе
- Поверхность зуба — обращенная вперед поверхность режущей кромки зуба
- Режущая кромка — это угловая часть каждого зуба, которая выполняет резание
- Площадка — это узкая поверхность за режущей кромкой на каждом зубе
- Передний угол — это угол между поверхностью зуба и осевой линией фрезы
- Диаметр отверстия определяет размер оправки, необходимой для установки фрезы
Первичный задний угол (7) — это угол поверхности каждого зуба, измеренный от линии под прямым углом к центральной линии фрезы на режущей кромке. Этот угол предотвращает трение каждого зуба о заготовку после того, как он сделает разрез, и обеспечивает дополнительный зазор для прохода смазочно-охлаждающей жидкости и стружки.
Этот угол предотвращает трение каждого зуба о заготовку после того, как он сделает разрез, и обеспечивает дополнительный зазор для прохода смазочно-охлаждающей жидкости и стружки.
Передний угол создает режущую кромку и выходной путь для стружки, срезанной с заготовки.
Режущая кромка обычно имеет основной зазор 5 градусов. Иногда зубья изготавливаются со смещенными зазубринами для дробления стружки и обеспечения более грубой подачи.
Спиральные или винтовые зубья (8) обычно используются на плоских фрезах шириной более 3/4 дюйма. Фреза со спиральными зубьями обеспечивает более качественную и гладкую поверхность с меньшими усилиями. Плоская косозубая фреза желательна при фрезеровании неровной поверхности или поверхности с отверстиями.
Как правильно выбрать фрезу?
При выборе фрез для фрезерного станка учитывайте следующее:
- Преимущество фрез из быстрорежущей стали и твердого сплава состоит в том, что они могут быстро резать при использовании на станке, который может развивать достаточно высокую скорость.
 Проверьте настройки скорости вашей машины, так как это может ограничить ваш выбор фрез или сделать фрезу непригодной для работы, даже если она выглядит подходящей.
Проверьте настройки скорости вашей машины, так как это может ограничить ваш выбор фрез или сделать фрезу непригодной для работы, даже если она выглядит подходящей. - Срезы под углом 45 градусов можно выполнять с помощью одноугловой фрезы 45 градусов, зажав заготовку в тисках, но если у вас нет угловой фрезы, вы можете установить заготовку под углом в универсальных тисках и отрезать угол с помощью концевой фрезы.
- Чем тверже материал, тем сильнее он нагревается при резке. Фрезы необходимо выбирать так, чтобы их термостойкие свойства соответствовали потоку охлаждающей жидкости, который может обеспечить ваше фрезерное сверло.
- Фрезы с крупными зубьями лучше всего подходят для черновой обработки, а фрезы с более мелкими зубьями — для чистовой обработки.
- Диаметр фрезы должен быть достаточно мал, чтобы давление резания не смещало или не пружинило заготовку во время фрезерования.
- Насадная фреза с прикрепленными зубьями или вставными зубьями часто является более экономичным вариантом, чем цельная фреза из быстрорежущей стали или твердого сплава с такой же режущей способностью.
 Если у него есть сменные вставки, его можно использовать для нескольких работ.
Если у него есть сменные вставки, его можно использовать для нескольких работ.
Высококачественные фрезерно-сверлильные станки для высококачественной резки
Не имеет значения, насколько хороши ваши режущие инструменты, если ваш фрезерно-сверлильный станок недостаточно мощен или точен, чтобы правильно резать ими. Rong Fu является ведущим производителем сверлильных станков с превосходным контролем качества при производстве.
Свяжитесь с нами и узнайте, как наша линейка фрезерно-сверлильных станков спроектирована и изготовлена в соответствии с высочайшими стандартами производительности и точности. Мы уделяем особое внимание качеству и точности, чтобы вы могли получить наилучшие результаты во всех операциях фрезерования и сверления.
Система сменных концевых фрез Seco X-Head
Внесите изменения. Сменные концевые фрезы означают больше операций фрезерования с меньшим количеством инструментов.
Откройте для себя ассортимент продукции
ОДИН ИНСТРУМЕНТ, МНОЖЕСТВО ВОЗМОЖНОСТЕЙ ФРЕЗЕРОВАНИЯ
Зачем хранить больше фрез, чем вам нужно? Если вы хотите перейти от высокой подачи к прямоугольному уступу и к другим операциям фрезерования, система Seco X-Head позволяет быстро и легко переключаться между различными цельными твердосплавными профилями и типами. Оптимизируйте все свои фрезерные операции, сократив при этом производственные затраты и количество инструментов. Благодаря безопасным и надежным соединениям фрезерные головки устанавливаются на хвостовики различной длины, что обеспечивает еще большую универсальность.
Оптимизируйте все свои фрезерные операции, сократив при этом производственные затраты и количество инструментов. Благодаря безопасным и надежным соединениям фрезерные головки устанавливаются на хвостовики различной длины, что обеспечивает еще большую универсальность.
Ваша задача:
Для различных операций фрезерования и обработки деталей требуются различные фрезы, что увеличивает затраты на инструменты и запасы, а также время простоя станка.
Решение Seco:
Один сменный хвостовик Seco X-Head подходит для различных типов и геометрий фрез, легко и экономично адаптируясь к меняющимся потребностям обработки деталей.
СОХРАНЯЙТЕ ДЕРЖАТЕЛИ В МАШИНЕ ДЛЯ БЫСТРОЙ ЗАМЕНЫ ИНСТРУМЕНТА
Время имеет решающее значение, когда речь идет о смене инструмента, особенно в условиях массового производства. Чтобы обеспечить быструю и легкую замену, система Seco X-Head позволяет заменять различные профили и типы фрез простым поворотом ключа, оставляя хвостовик системы в станке. Избавьтесь от необходимости изменять длину инструмента благодаря безопасному и надежному соединению, обеспечивающему точность замены головок в пределах 50 микрон.
Избавьтесь от необходимости изменять длину инструмента благодаря безопасному и надежному соединению, обеспечивающему точность замены головок в пределах 50 микрон.
Ваш вызов:
Станки простаивают, что приводит к потере ценного производственного времени, поскольку операторы повторно измеряют и сбрасывают высоту инструмента после смены инструмента.
Решение Seco:
Хвостовики системы Seco X-Head остаются в станке, поэтому магазины быстро заменяют концевые фрезы различных диаметров и типов простым поворотом гаечного ключа. Избавьтесь от трудоемкой задачи
по снятию, повторному измерению и переустановке инструментов.
ПРЕКРАЩАЙТЕСЬ В ВАШИХ ФРЕЗЕРНЫХ ОПЕРАЦИЯХ
Для обработки глубоких полостей и других деталей часто требуются различные виды дорогостоящих инструментов с большим радиусом действия. Получите необходимую досягаемость инструмента и сэкономьте время и деньги с системой сменных концевых фрез Seco X-Head, которая включает в себя хвостовики различной длины в соответствии с вашими потребностями.
Ваша задача:
Труднодоступные детали требуют наличия различных фрез с большим вылетом, что увеличивает затраты на инструмент и его смену.
Решение Seco:
Используйте широкий ассортимент быстросменных концевых фрез Seco X-Head с различными хвостовиками с большим вылетом, которые позволяют получить доступ к глубоким деталям.
Откройте для себя ассортимент продукции
Свяжитесь с нами
ГЛАВНАЯ
Сопутствующее содержимое
SECO ASSISTANT – ПОЛУЧИТЕ НОВОЕ МОБИЛЬНОЕ ПРИЛОЖЕНИЕ SECO
SECO HIGH FEED SP
Презентация ассортимента продукции — Seco X-Heads
Информационный бюллетень — Seco X-Heads
Метчики Seco
Концевые фрезы Seco серии JS754 Stub
Seco Helical SN8-13
Seco High Feed SP
ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ — СИСТЕМЫ БЫСТРОЗМЕНЯЕМЫХ ФРЕЗЕРНЫХ ГОЛОВОК 900 05
Фрезерная система Seco Helical SN8-13 обеспечивает производительность при Низкая стоимость на кромку
Видео — Не умничай, будь X-head: Запись вебинара
Гидравлические патроны Seco
Обзор новостей Seco 2022. 2
2
Фрезы со сменными головками
TURBO 16 КВАДРАТНОЕ ФРЕЗЕРОВАНИЕ УСТУПОВ РЕЗКИ
Повышение универсальности и снижение затрат благодаря системе быстросменных фрезерных головок Seco X-Head
Фрезы X-Head
ВЕБИНАР — ПОВЫШЕНИЕ ПРОИЗВОДИТЕЛЬНОСТИ ПРИ МАЛООБРАБОТНОЙ ОБРАБОТКЕ С БОЛЬШИМ СМЕШИВАНИЕМ
SECO JH724-J H726 МЕДИЦИНСКАЯ БОЧКА С ТВЕРДЫМ КОНЦЕМ ФРЕЗЫ
Мониторинг станков
JETSTREAM TOOLING® SECO CAPTO™ GENERAL ISO TURNING
КОНЦЕВЫЕ ФРЕЗЫ SECO ДЛЯ СТОМАТОЛОГИЧЕСКОГО ФРЕЗЕРОВАНИЯ «Plug-and-play»
НОВЫЕ СПЛАВЫ MP ДЛЯ ФРЕЗЕРОВАНИЯ
JETI РАСШИРЕНИЕ АССОРТИМЕНТА ДЕРЖАТЕЛЕЙ ISO
JETI CONVERSION CAPTO
МИНИ-КОНЦЕВЫЕ ФРЕЗЫ JM100
МОДУЛЬНЫЙ QC (БЫСТРОСМЕННЫЙ) ДЕРЖАТЕЛЬ ДЛЯ ОБРАБОТКИ МЕЛКИХ ДЕТАЛЕЙ
SECO-CAPTO ДЕРЖАВКИ И C АКТИВЫ ДЛЯ СОВРЕМЕННЫХ МАТЕРИАЛОВ
XP08 АЛЮМИНИЕВЫЙ ФРЕЗЕР
РАСШИРЕНИЕ АССОРТИМЕНТА ДЕРЖАТЕЛЕЙ НАКЛАДНЫХ ФРЕЗ, МАЛЕНЬКИХ ТОРЦЕВЫХ И БОКОВЫХ ЗАМКОВ ДЕРЖАТЕЛЕЙ
COMBIMASTER™ M20
EASYSHRINK EVO
УНИВЕРСАЛЬНЫЕ СВЕРЛА 8XD И 12XD
SECO ROUND 10 AND 16 ВСТАВКИ ДЛЯ КОПИРОВАНИЯ
DOUBLE TURBO 16
КВАДРАТНАЯ НАРЕЗКА ДЛЯ БОЛЬШОЙ ПОДАЧИ 14 ВСТАВКА
МЕТЧИКИ ISO K
R220. 88 С ВСТАВКАМИ SNMU
88 С ВСТАВКАМИ SNMU
TTP2050
JETI ПЕРЕОБОРУДОВАНИЕ НАНЕСЕНИЕ КАНАВОК И ОТРЕЗКА
ДВОЙНАЯ ФРЕЗА QUATTROM™ 14
ДВОЙНАЯ ВОСЬМИФРЕЗА ™
STEADYLINE® и СЕРИЯ ø25MM (1”)
DOUBLE QUATTROMILL™ 22
Minimaster Plus — квадратный уступ
Minimaster™ Plus
Высокоскоростные фрезы X-Head
Цилиндрические хвостовики — X-образные фрезы
Высокопроизводительная обработка X-образных фрез
Высокопроизводительная обработка X-образных фрез
Общего назначения — X-образные фрезы
Высокопроизводительная обработка керамики — X-образные фрезы
Обработка композитных материалов — Фрезы с Х-образной головкой
Усовершенствованная черновая обработка — Фрезы с Х-образной головкой
XHT740 — Высокая скорость — Форма конуса — ISO-M и ISO-S — 4–6 зубьев
XVE540 — Высокопроизводительная — Квадратная — Универсальная — 3 -4 флейты
XSE720/XSB720 — Высококачественные — Квадратные и со сферическим концом — Титан — 6 зубьев
XSE550 — Высокопроизводительные — Квадратные — Универсальные — 3-4-5 зубьев
XSE450 — Высокопроизводительные — Квадратные — Алюминий — 3 зубья
XSB540 — Высокопроизводительный – Сферический — Универсальный — 4 зуба
XHF780 — Высокая подача — ISO-M и ISO-S — 3 зуба
XHF580 — Высокая подача — Универсальный — 4 зуба
Обработка графита — X-образные фрезы
XVK310 — общего назначения — вогнутый — универсальный — 4 зуба
XVC506/XVC509/XVC512 — общего назначения — фаска — универсальный — 2 зуба
XVE510/XVB510 — общего назначения — квадратный и сферический — универсальный — 2 зуба
Видео: Minimaster Plus — новое поколение Minimaster
Seco добавляет более короткие канавки для фрезерной системы Minimaster™ Plus со сменными наконечниками
Mini Disc — 335.