Зенкерование применяют для: Что такое зенкерование и для чего оно нужно?
Содержание
Зенкерование отверстий
Зенкерованием называется операция по обработке готовых отверстий, полученных сверлением, штамповкой или отливкой, с целью придания им строго цилиндрической формы, большей точности и лучшей чистоты поверхности. Эту операцию выполняют режущим инструментом, называемым зенкером.
Зенкеры более прочны, чем сверла, и, имея три и более режущих кромок вместо двух, как у сверл, допускают большие подачи и снимают соответственно большее количество металла. Кроме того, при распределении усилий резания на три-четыре режущие кромки зенкера обеспечивается более равномерная, чем при сверлении, работа и получение чистого и достаточно точного отверстия.
Зенкерование обеспечивает получение отверстий 4— 5-го класса точности. Отверстия 2—3-го класса точности требуют, кроме обработки зенкером, последующей обработки развертками.
Зенкеры изготовляют следующих типов: цельные с коническим хвостовиком, хвостовые с напаянными пластинками из твердого сплава, насадные с напаянными пластинками из твердого сплава, насадные со вставными ножами.
Цельные зенкеры с коническим хвостовиком (рис. 82, а) изготовляют короткими от 140 до 250 мм и длинными от 160 до 290 мм. Эти зенкеры предназначены для развертывания отверстий диаметром от 10 до 32 мм. Они имеют не менее трех зубьев. Геометрия зуба характеризуется углами α =8°, φ=60° и γ =20° (рис. 82, б).
Рис. 82. Зенкеры:
а — цельный с коническим хвостовиком, б — хвостовой с напаянной пластинкой из твердого сплава, в — насадной с напаянной пластинкой из твердого сплава, г — насадной со вставными ножами, д — комбинированный для зенкерования и сверления
Хвостовые зенкеры с напаянными пластинками из твердого сплава (см. рис. 82, б) применяют для развертывания отверстий диаметром (от 14 до 38 мм. Они изготовляются короткими (от 160 до 290 мм) и длинными (от 190 до 350 мм).
Хвостовые зенкеры изготовляют с тремя-четырьмя зубьями. Геометрия зуба: α=8°, φ=60°, γ=8°, γ1=0° — для зенкеров, оснащенных пластинками твердого сплава ВК, и φ1=30° — для зенкеров с пластинками из сплава ТК.
Насадные зенкеры с напаянными пластинками из твердого сплава (рис. 82, в) применяют для развертывания отверстий диаметром от 34 до 80 мм. Они изготовляются длиной от 40 до 65 мм, с числом зубьев не менее четырех. Геометрия зубьев этих зенкеров такая же, как у зенкеров хвостовых с напаянными пластинками из твердого сплава. Насадные зенкеры соединяются с оправкой, закрепленной в шпинделе сверлильного станка, с помощью выступа на оправке и выреза на торце зенкера.
Насадные зенкеры со вставными ножами (рис. 82, г) применяют для развертывания отверстия диаметром от 40 до 100 мм. Они изготовляются длиной от 45 до 70 мм, имеют число ножей: четыре у зенкеров диаметром от 40 до 55 мм и шесть у зенкеров диаметром от 58 до 100 мм. Ножи изготовляют из быстрорежущей стали Р18 или Р9.
При зенкеровании отверстий широко применяют комбинированные инструменты, позволяющие совмещать зенкерование со сверлением или зенкованием. На рис. 82, д показан комбинированный зенкер для сверления и зенкерования отверстий с направлением по кондукторной втулке. Применение комбинированных инструментов для одновременного сверления и зенкерования повышает производительность труда.
Применение комбинированных инструментов для одновременного сверления и зенкерования повышает производительность труда.
Зенкерование отверстий выполняют на сверлильных станках с помощью электрических и пневматических машин так же, как и сверление. Подача при зенкеровании допускается в 2—2,5 раза больше, чем при сверлении. Припуски на обработку отверстий зенкерованием берут по табл. 10.
| Диаметр отверстия, мм | 10—18 | 18—30 | 30-50 | 50—80 | 80—100 |
| Припуск по диаметру, мм | 0,8—1 | 1—2 | 1,2—2,5 | 1,5—3 | 2—4 |
Зенкерование отверстий
Зенкерование применяется для чистовой обработки просверленных, литых и кованых отверстий с точностью 10—11-го квалитетов и шероховатостью Rz = 40—20 мкм, а также для их предварительной обработки под развертывание.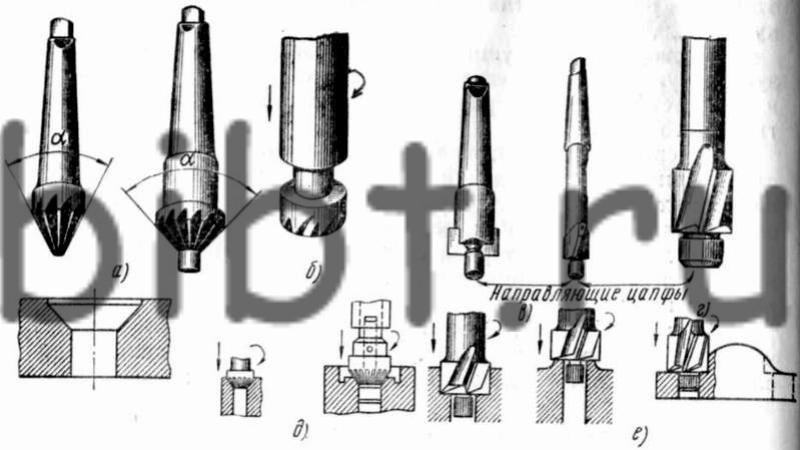 Режущие инструменты, используемые при зенкеровании, называются зенкерами (рис. 64).
Режущие инструменты, используемые при зенкеровании, называются зенкерами (рис. 64).
По способу установки на станке зенкеры делятся на хвостовые и насадные, а по конструкции рабочей части — на цельные и сборные.
Хвостовой зенкер по внешнему виду напоминает сверло ц состоит из тех же конструктивных частей и элементов. Однако в отличие от него зенкер имеет 3—4 зуба и режущую часть в форме усеченного конуса. Неглубокие стружечные канавки обеспечивают повышенную прочность и жесткость такого инструмента, а увеличенное количество ленточек на калибрующей части создав ему лучшее направление в отверстии.
Для уменьшения трения о стенки отверстия калибрующая часть зенкера выполняется с обратной конусностью 0,05—0,1 мм на каждые 100 мм длины. Задние углы α в пределах 8—10° образуются затачиванием задних поверхностей зубьев на режущей части. Передние углы γ получаются за счет винтовой формы стружечных канавок. Угол конуса режущей части 2 φ для зенкеров общего назначения выполняется в 120°.
Насадные зенкеры имеют коническое отверстие с конусностью 1:30 и паз под торцовую шпонку для крепления на оправке.
Сборная конструкция зенкеров (рис 64, в) позволяет многократно восстанавливать их по мере потери размера. Такие зенкеры состоят из корпуса 3, изготовленного из конструкционной стали, и ножей 2, закрепляемых в пазах корпуса клиньями ).
Стандартами предусмотрен выпуск двух номеров зенкеров для отверстий диаметром 10—100 мм. Зенкеры № 1 предназначаются для предварительной обработки отверстий с припуском под развертывание, № 2 — для окончательной обработки с точностью 11-го квалитета.
Рабочая часть зенкеров выполняется из быстрорежущих сталей либо оснащается пластинками твердого сплава. На шейке зенкера маркируются номинальный диаметр, номер и марка материала.
Зенкерование отверстий (рис. 65) выполняется аналогично сверлению. Заготовку закрепляют в патрона и при необходимости выверяют по отверстию. Зенкер устанавливают в пннолъ задней бабки, ось которой должна строго совпадать с осью шпинделя. Заднюю бабку закрепляют на станине в таком месте, чтобы вылет пиноли во время работы был наименьшим. Ручной подачей зенкер подают в отверстие заготовки и по окончании обработки выводят из него до выключения станка.
Зенкер устанавливают в пннолъ задней бабки, ось которой должна строго совпадать с осью шпинделя. Заднюю бабку закрепляют на станине в таком месте, чтобы вылет пиноли во время работы был наименьшим. Ручной подачей зенкер подают в отверстие заготовки и по окончании обработки выводят из него до выключения станка.
Припуск под зенкер у предварительно просверленных отверстий должен составлять 1—3 мм на диаметр в зависимости от размера отверстия.
Зенкерование литых и кованых отверстий с неравномерным припуском рекомендуется начинать с расточки их на глубину 5—10 мм, чтобы зенкеру создать направление. При выборе режима резания следует учитывать, что глубина резания для зенкера составляет 1/2 припуска на диаметр отверстия. Подачу для зенкерования можно увеличить в 1,5—2 раза по сравнению с ее значением для сверления, скорость резания принимают в тех же пределах.
Токарная обработка отверстий в стальных заготовках быстрорежущими зенкерами производится с охлаждением эмульсией. При обработке чугуна и цветных металлов, а также при использовании твердосплавных зенкеров охлаждения обычно не применяют.
При обработке чугуна и цветных металлов, а также при использовании твердосплавных зенкеров охлаждения обычно не применяют.
Что такое развертка и для чего она используется?
Иметь под рукой развертку или набор разверток — отличная вещь для рабочих или служащих. Есть много вариантов, когда дело доходит до выбора правильной развертки для работы. Хорошая новость заключается в том, что относительно легко определить, какие развертки вам подойдут, а какие нет.
Быстрая навигация
1
Что такое развертка?
Развертка — это инструмент, используемый для сглаживания или расширения существующего отверстия. Развертки — это не сверла, и они не используются для создания отверстий. Вместо этого вы будете использовать развертку внутри отверстия, чтобы сгладить его или слегка увеличить. Развертки предназначены для использования на различных типах материалов, и существует множество доступных вариантов.
Для чего используется развертка?
Развертки можно использовать практически в любой отрасли, от обработки металла до изготовления ювелирных изделий и механической обработки. Нет недостатка в местах, где развертка может принести пользу людям. Развертку можно использовать для увеличения отверстий и сглаживания неровностей поверхности. Они бывают разных форм и размеров и могут использоваться на различных материалах.
Нет недостатка в местах, где развертка может принести пользу людям. Развертку можно использовать для увеличения отверстий и сглаживания неровностей поверхности. Они бывают разных форм и размеров и могут использоваться на различных материалах.
Где купить развертку
Развертку можно приобрести во многих компаниях-поставщиках. Обязательно покупайте у надежного продавца из-за мошенничества и контроля качества.
Бестселлер №1
Klein Tools 85191 Отвертка/развертка для кабелепровода, отвертка для фитинга и развертки кабелепровода для тонкостенных кабелепроводов 1/2 дюйма, 3/4 дюйма и 1 дюйм особенно при затяжке труднодоступных фитингов трубопроводов; более толстый кожух предназначен для использования в тяжелых условиях
РаспродажаБестселлер №2
Инструмент Performance Tool W2967 Набор конических разверток с Т-образной рукояткой и конструкцией из углеродистой стали для выравнивания отверстий или удаления заусенцев с труб, труб и т. д. (2 шт.) и кабелепровод, а также увеличить и раззенковать отверстия в листовом металле, пластике и других материалах
д. (2 шт.) и кабелепровод, а также увеличить и раззенковать отверстия в листовом металле, пластике и других материалах
Бестселлер №3
Отвертка для развертки фитингов Southwire SDCFR, сверхмощная, двойного назначения, многофункциональная съемная головка, совместима с дрелью, рукоятки с подушечками для комфорта
- Отвертка для развертки фитингов кабелепровода, которая идеально развертывает и сглаживает тонкостенные концы кабелепроводов 1/2″, 3/4″ и 1″ для защиты проводов и обеспечения правильной установки фитингов
- Двойная функция: развертка кабелепроводов внутри и снаружи трубы одновременно
- Удобная рукоятка: Удобная амортизирующая рукоятка обеспечивает надежный захват и больший крутящий момент.
 дрель………
дрель………
Бестселлер №4
Klein Tools 85091 Развертка силового кабелепровода с улучшенным креплением насадки, 1/2-, 3/4- и 1 дюйм
- Развертка силового кабелепровода, стопки 1/2-дюйма (13 мм), 3/4-дюйма (19 мм) и 1-дюймовый (25 мм) кабелепровод и установка фитингов за короткое время
- Сокращение времени на проектах с большим количеством кабелепроводов
- Предназначен для установки в патроны для электродрели и быстросъемные адаптеры с улучшенным креплением бит
- Включает прецизионное сменное лезвие для развертки
- Сделано в США
Требования к развертке и рекомендации
Существует несколько основных шагов, которые вы можете предпринять, чтобы выбрать развертку, подходящую для вас и вашего проекта. Если вы будете следовать этим шагам, вы должны получить правильный инструмент в руках.
Материал
Убедитесь, что выбранная вами развертка способна работать с материалами вашего проекта. Существуют специальные развертки для металла, стали и железа, чтобы убедиться, что они могут выполнять работу правильно.
Существуют специальные развертки для металла, стали и железа, чтобы убедиться, что они могут выполнять работу правильно.
Тип
Существует несколько различных типов разверток. Патронные развертки используются со сверлильным станком, даже если они не предназначены для сверления отверстия в материале. Мостовые развертки используются для железа и стали и не так точны, как некоторые другие варианты разверток. Другой вариант — регулируемая развертка, которую можно менять и обновлять в зависимости от поставленной задачи.
Форма
Типичными вариантами развертки являются шестигранная, прямая или коническая форма.
9№ 0088 Размер
С помощью регулируемого набора ручных разверток вы можете изменить размер развертки в зависимости от выполняемой задачи. В противном случае вам нужно будет знать точный размер развертки, которая вам нужна, до покупки. Наборы разверток удобно иметь под рукой, и обычно у них есть опция, которая подходит для ваших нужд.
Как пользоваться разверткой?
То, как вы будете использовать развертку, во многом зависит от поставленной задачи.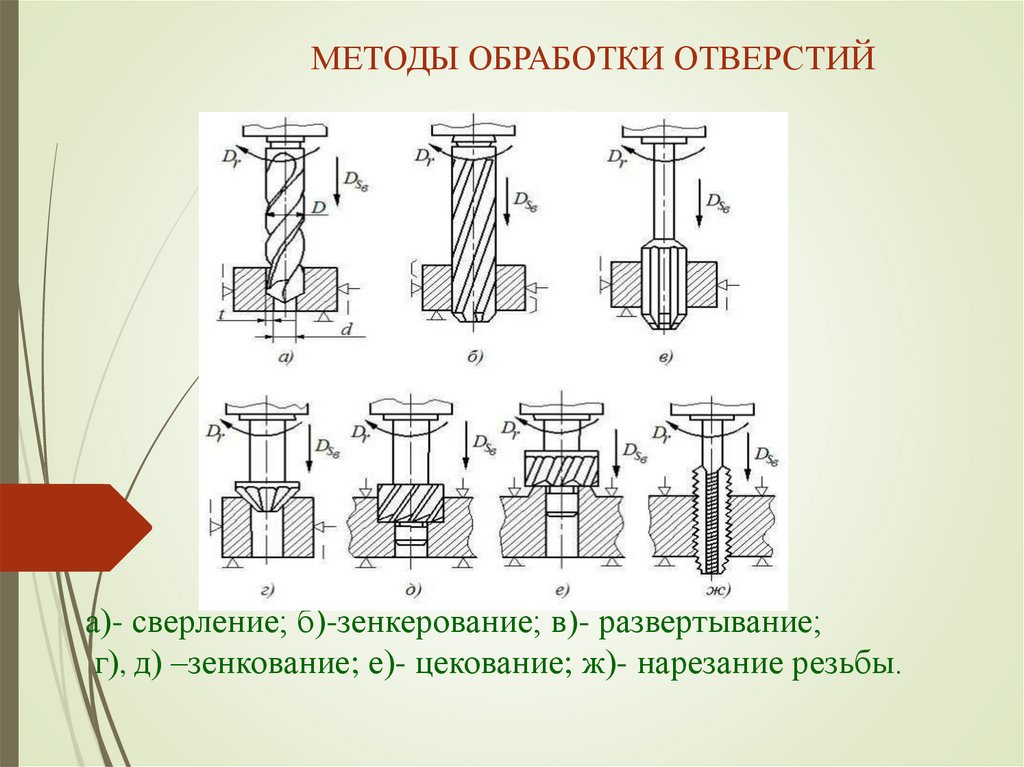 Видео ниже дает отличное базовое объяснение некоторых вещей, которые вам нужно будет сделать.
Видео ниже дает отличное базовое объяснение некоторых вещей, которые вам нужно будет сделать.
Следующие шаги
Развертка — это инструмент, используемый для сглаживания или расширения существующего отверстия. Развертки — это не сверла, и они не используются для создания отверстий. Вместо этого вы будете использовать развертку внутри отверстия, чтобы сгладить его или слегка увеличить.
Автор Journeyman HQ Staff
Опубликовано — Последнее обновление:
Категории Ironworker
Что такое развертывание? | Цель | Приложения
Что такое рерайтинг? | Цель | Приложения | Преимущества
Что такое развертывание?
Расширение — это процесс чистовой обработки, который выполняется с помощью многолезвийных инструментов, обеспечивающих высокую точность отверстий, а также используется для расширения или доводки ранее просверленного отверстия без изменения химических и физических свойств.
Процесс развертывания после процесса сверления удаляет относительно небольшое количество материала.
Не используется конкретный станок. Развёртывание может выполняться на сверлильном станке, токарном станке, фрезерном станке и обрабатывающем центре или вручную.
Назначение развертывания:
Расширение применяется для точной обработки просверленных отверстий с хорошим качеством поверхности и размером. Преимущество заключается в том, что большее количество отверстий может быть выполнено с неизменно высоким качеством.
- Требуется развёртывание с точным требуемым диаметром.
- Требуется соответствующий профиль кромки.
- Требуется там, где нужна хорошо заточенная поверхность.
- Для развертывания требуется точно предварительно обработанное отверстие.
- Использование смазочных материалов продлевает срок службы инструмента, поэтому для посадочных отверстий и конусных отверстий применяется развертывание.

Конструкция и типы разверток:
Существует два типа разверток: ручные развертки и машинные развертки. Оба в основном отличаются хвостовиком и режущей частью.
Ручные развертки используются в основном при сборочных работах для улучшения подгонки деталей. Длинный конусный наконечник является главной особенностью этих разверток. Это обеспечивает правильное направление отверстия и предотвращает перекос. Через фрезерованный угольник и вороток с вращением по часовой стрелке и небольшим нажимом развертки вставляются в отверстие.
Развертки станочные предназначены для развертывания на сверлильных и токарных станках. Рабочий шпиндель направляет их. Таким образом, свинец не должен быть таким же длинным, как ручные развертки. Резка осуществляется свинцом с развертыванием, а прямая часть используется для сглаживания отверстия.
Области применения процесса развертывания:
Любые компоненты, требующие точных цилиндрических или конических отверстий с хорошей обработкой поверхности, глухих или сквозных, например, сверление после первичного сверления.
Преимущества процесса развертывания:
- Диапазон производительности от 10-500/ч.
- Низкая стоимость оснастки и оборудования.
- Низкие затраты на чистовую обработку, а также необходимость очистки и удаления заусенцев.
- Уменьшение скорости подачи улучшает качество поверхности.
- Развёртывание осуществляется для оптимальных условий на одной трети скорости и двух третях скорости подачи сверления.
- Наиболее точные отверстия сверлятся по центру, сверлятся, растачиваются и развертываются до конечного размера.
- Возможно получение значений шероховатости поверхности 0,4–6,3 мкм Ra.
Развёртывание и растачивание — это процессы аналогичного типа, но между развёртыванием и растачиванием есть некоторая разница, но цель обоих этих процессов одинакова, похожий тип работы, поэтому оба они полезны в обрабатывающей промышленности.
Новое сообщение
Старый пост
Дом
Полый вал и сплошной вал
Полый вал содержит одинаковое количество материала на всех концах, если полый и сплошной вал имеют одинаковый вес, в то время как в так.
 ..
..Разница между ЧПУ и VMC
Полная форма ЧПУ
— это компьютерное числовое управление, а полная форма VMC — вертикальный обрабатывающий центр. ЧПУ — это машина, а VMC — это всего лишь часть ее…
Преимущества и недостатки заклепочных соединений
Заклепка представляет собой цилиндрическое механическое соединение с головкой. Он используется в качестве члена совместной структуры. Это постоянный сустав, который мне…
Разница между ЧПУ и DNC
Основное различие между ЧПУ и DNC заключается в том, что ЧПУ передает машинные инструкции, а DNC управляет распределением информации…
Преимущества и недостатки жидкого топлива
Жидкое топливо — это горючие или генерирующие энергию молекулы, которые можно использовать для генерирования механической энергии, обычно генерируя кине…
Преимущества и недостатки твердого топлива
Твердое топливо – это различные формы твердого материала, которые можно сжигать для высвобождения энергии, обеспечивая тепло и свет в процессе.

