Зенкование это: что это такое, особенности процесса, инструменты
Содержание
суть технологии и правила проведения
СОДЕРЖАНИЕ
- Суть зенкования
- Отличия зенкования от зенкерования
- Виды и конструкция зенковок
- Конические зенковки
- Цековки (цилиндрические зенковки)
- Сферы применения зенкования
- Правила зенкования
- Дефекты зенкования
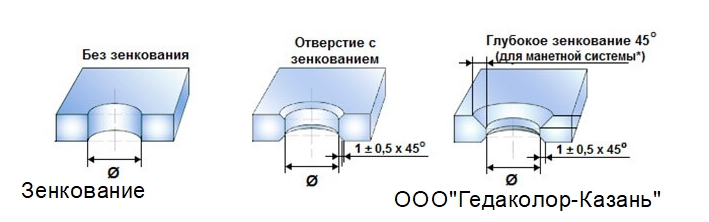
Зенкование – это процесс обработки края отверстий особым инструментом, необходимый для создания посадочного места под крепеж. Нередки ситуации, когда даже опытные специалисты путают зенкование и зенкерование, хотя эти операции, несмотря на схожесть в названии, отличаются.
Применяется эта процедура в станкостроении и машиностроении. В нашей статье мы расскажем об основных особенностях и параметрах зенкования, разберем устройство зенковок и возможные дефекты.
Суть и задачи зенкования
Зенкование и сверление можно расценивать как взаимосвязанные процессы, так как зенкование чаще всего осуществляется при наличии уже имеющегося отверстия. Но иногда такой инструмент, как зенковка, необходим для того, чтобы сделать углубление на цельной поверхности. Этот специальный резец конической формы может быть представлен в разных вариантах конструкции.
Но иногда такой инструмент, как зенковка, необходим для того, чтобы сделать углубление на цельной поверхности. Этот специальный резец конической формы может быть представлен в разных вариантах конструкции.
Работать с ним несложно. Необходимо поместить его в нужное место и постепенно начать снимать фаску с отверстия. Процесс должен длиться до тех пор, пока углубление не достигнет заданных размеров. При этом очень важно отслеживать центровку режущего элемента и отверстия: полученная соосность должна быть исключительно точной. Любые отклонения от идеала будут способствовать смещению углубления по отношению к отверстию, в результате чего вход в нее шляпки винта будет затруднен или невозможен.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Технологическая последовательность процесса зенкования с целью получения углубления заданной конфигурации выглядит следующим образом:
- Необходимо снять размеры шляпки резьбового метиза, для которого предназначено будущее углубление.
 Зафиксировать нужно не только высоту и диаметр, но и угол скоса для шляпок, сконструированных под потай.
Зафиксировать нужно не только высоту и диаметр, но и угол скоса для шляпок, сконструированных под потай. - Определиться с выбором подходящей зенковки и установить ее на сверлильном или токарном станке.
- Четко ориентируясь на соотношение осей, поместить напротив резца заготовку с отверстием.
- Выставить на станке требуемое количество оборотов. При отсутствии технической возможности оборудования самостоятельно подобрать нужные параметры.
- Осуществить процесс зенкования отверстия.
Читайте также: «Уровень качества сварного шва: методы контроля»
В результате выполнения данного вида работ можно решить следующие задачи:
- Получить конусообразные или цилиндрические углубления в уже существующих отверстиях.
- Сформировать в зоне отверстий плоскости опорного назначения.
- Сформировать углубления, необходимые для того, чтобы скрыть отдельные элементы резьбового крепежа.

- Получить каналы со снятой внутри фаской.
Специфика процесса зенкования может быть связана с особенностями конструкции резца, свойствами металла подлежащего обработке, и цели, которая преследуется в ходе выполнения данной операции.
Например:
- При обработке деталей из чугуна или твердых сплавов следует использовать в зоне выполнения работ специальную охлаждающую эмульсию.
- Рабочие обороты зенковки и вала двигателя должны быть одинаковыми. Скорость оборотов инструмента из быстрорежущей стали всегда меньше, чем скорость оборотов инструмента с твердосплавными напайками.
- Оформить выборку под потайную шляпку винта можно с помощью конического резца. Угол его торцевых ножей должен быть равен углу конуса шляпки.
- Процесс зенкования следует за зенкерованием и развертыванием. Это завершающий этап обработки отверстия.
Отличия зенкования от зенкерования
Несмотря на то что на слух эти понятия воспринимаются как созвучные, стоящие за ними операции нацелены на получение разных результатов. В процессе зенкования срезается слой металла достаточно большой толщины, так как для сокрытия фрагментов крепежа требуется оформить углубление соответствующего размера.
В процессе зенкования срезается слой металла достаточно большой толщины, так как для сокрытия фрагментов крепежа требуется оформить углубление соответствующего размера.
Читайте также: «Сварка нержавейки электродом»
С помощью этой процедуры можно также выбрать фаски. В процессе зенкерования металл снимается тонким слоем и в небольшом количестве. В данном случае требуется обработать внутреннюю поверхность отверстия так, чтобы его форма была идеальной и точно соответствовала заданным параметрам.
Виды и конструкция зенковок
Зенкование осуществляется инструментом, который называется зенковка. Это осевые многолезвийные режущие инструменты, виды которых определяются в соответствии с несколькими признаками.
Исходя из конфигурации режущей части выделяют:
- Цилиндрические зенковки.
- Конические зенковки.
- Торцовые зенковки.
Исходя из диаметра:
- От 0,5 до 1,5 мм – простые.
- От 0,5 до 6 мм – с предохранительным конусом или без него.

- От 8 до 12 мм – с конусным хвостовиком.
В специальной литературе можно встретить описание двух видов зенковок: конических и цилиндрических (цековок). Каждый вид имеет четкую характеристику, зафиксированную соответствующим ГОСТом. Конические зенковки должны отвечать требованиям ГОСТ 14953-80, а цилиндрические, которые в стандарте именуются цековками, — ГОСТ 25751-73.
Конические зенковки
Их рабочая часть имеет форму конуса. Используют его в процессе зенкования опорных поверхностей и центровых отверстий. Также конические зенковки применяются для снятия фасок, поэтому их иногда называют фаскосъемниками. Номенклатура этого широко применяемого инструмента стандартизирована и описана в соответствующем ГОСТ «Зенковки конические. Технические условия».
На основе указанного стандарта выпускается 11 типов зенковок, среди которых 7 предназначены для обработки конических опорных поверхностей, а 4 представляют собой центровочный инструмент.
Читайте также: «Дуговая сварка в защитном газе: суть процесса»
Для зенкования уже подготовленных отверстий выбираются центровочные зенковки диаметром до 8 мм. Если требуется создать коническую опорную поверхность, диаметр отверстий должен быть 1,6–25 мм. Зубья зенковок, на основании стандарта, располагаются радиально, поэтому их передний угол должен соответствовать нулевому значению.
Если требуется создать коническую опорную поверхность, диаметр отверстий должен быть 1,6–25 мм. Зубья зенковок, на основании стандарта, располагаются радиально, поэтому их передний угол должен соответствовать нулевому значению.
Цековки (цилиндрические зенковки)
В соответствии с положениями по ГОСТ 25751-73 цековка представляет собой «осевой многолезвийный инструмент для обработки цилиндрического и (или) торцевого участка отверстия заготовки». Для зенкования этот инструмент применяется, когда необходимо обработать углубление под головки винтов и болтов, которые будут откручиваться с применением ключа-шестигранника, под гайки шестигранной формы с шайбами и без шайб, под цилиндрические и полукруглые головки винтов со шлицем.
Во всех конструкциях цековок присутствует направляющая цапфа. С ее помощью можно избежать радиальных биений в процессе зарезки, в результате чего сохраняется четкая форма отверстия и режущие кромки не крошатся. Этот элемент конструкции может быть как постоянным, так и подлежащим замене после длительной эксплуатации.
Читайте также: «Контактная сварка»
К конструктивной особенности цековки можно отнести ее обратную конусность. По направлению к хвостовику равномерно уменьшается ее диаметр. Если инструмент изготовлен из быстрорежущей стали, уменьшение происходит по всей длине рабочей части и соответствует показателям 0,08–0,16 мм на 100 мм длины. Для цилиндрических зенковок с твердосплавными вставками диаметр уменьшается по длине пластины и показатели соответствуют величине 0,05–0,10 мм.
В соответствии с ГОСТом выпускаются четыре типа цековок, каждый из которых предполагает свой вид цапфы. Их установка происходит в соответствии с имеющимися конструктивными особенностями. Данные инструменты для зенкования имеют на главной режущей поверхности четыре зуба.
Сферы применения зенкования
Зенкование является составной частью процесса сборки металлоконструкций, изготовления станков и механизмов. Зенковки могут использоваться на станках:
- расточных;
- сверлильных;
- фрезерных;
- агрегатных;
- токарных и токарно-револьверных.
Процедуру зенкования можно отнести к этапу предварительной чистовой обработки. Она выполняется на низких оборотах станка. После ее окончания отверстия, как правило, подлежат развертке. Соответствующие виды зенковок, представляющие собой инструменты обратного типа, используются для снятия и обработки фасок в отверстиях, добраться до которых сложно из-за их месторасположения.
Правила зенкования
Зенковки устанавливаются на токарных и сверлильных станках. Патрон, в который они помещаются, должен находиться в исправном состоянии, иначе в результате биения резца качественно оформить углубление не удастся.
Существуют определенные правила работы с инструментом для зенкования. Необходимо:
- Правильно выбирать режущий инструмент. Для того чтобы выполнить конус с существенным заглублением, нужно взять зенковку с продолговатым телом и направляющей цапфой. Небольшие углубления оформляются конусным инструментом. Если в работе находится твердосплавный материал, следует применять зенковки с твердосплавными напайками.

- Следить за тем, чтобы диаметр режущего элемента соответствовал размеру углубления. Это обеспечит соответствие глубины и угла конуса заданным значениям.
- Ориентироваться на указанную в технической документации скорость вращения резца. Несоблюдение данного требования будет способствовать перегреву рабочей части и приведет к износу кромок.
- При работе с чугунными заготовками и изделиями из твердых сплавов с помощью специальных эмульсий отводить из рабочей области лишнее тепло.
- Производить четкую центровку инструмента относительно центра отверстия.
Читайте также: «Сварка медных проводов: разбираемся в технологии»
Особенности изготовления деталей указываются в сопроводительной технической документации. Здесь должна содержаться информация о рекомендуемом режиме использования оборудования и специфике технологического процесса. Процесс зенкования должен проходить в соответствии с рабочими чертежами.
Заданные значения обозначаются с помощью латинских цифр и прописных и букв латинского алфавита, которые могут быть как прописными, так и заглавными. Расшифровка этих обозначений выглядит следующим образом:
- d1 – диаметр канала;
- d2 – диаметр зенкования;
- L1 – длина цилиндрического канала;
- L3 – глубина зенкования;
- L4 – глубина фаски;
- j – величина центрального угла зенкования;
- α (альфа) – угол фаски.
Технология зенкования и развертывания должна четко соответствовать техническим указаниям. Это позволит избежать брака и обеспечить результат соответствующего качества.
Дефекты зенкования
|
Дефект зенкования
|
Причина дефекта
|
Способ предупреждения дефекта
|
|
Некачественная обработка, наличие задиров на поверхности отверстия.
|
Попадание стружки под зубья.
|
Использовать для обработки отверстия в стальной заготовке специальную смазывающе-охлаждающую жидкость.
|
|
Перекос отверстия
|
Ошибки, допущенные на стадии установки заготовки на столе станка.
|
Заготовку необходимо крепить на столе станка очень прочно. Она должна быть правильно расположена относительно оси рабочего инструмента.
|
|
Зенкованая часть не соответствует заданным размерам.
|
Неправильно выбран диаметр штифта зенковки. Он меньше, чем диаметр отверстия.
|
Уделять внимание процессу подбора инструмента и следить за тем, чтобы диаметр штифта зенковки совпадал с диаметром обрабатываемого отверстия.
|
|
Глубина отверстия, обработанного зенковкой, не соответствует заданным параметрам.
|
Дефект может возникнуть в результате невнимательности работника.
|
Следует ответственно подходить к изучению технической документации и внимательно измерять глубину отверстия в процессе зенкования. Недостаточная длина может быть увеличена в процессе доработки. Превышение этого показателя относится к дефектам, которые невозможно исправить.
|

Постепенно приемы механической обработки отверстий уходят в прошлое. Сегодня зенкерование, зенкование и развертывание выполняются с помощью высокотехнологичных термических и лазерных технологий. Процесс резки осуществляется гидроабразивными способами, обеспечивающими высокие показатели точности и скорость раскроя.
Читайте также: «Технология сварки сталей»
Но при отсутствии дорогостоящего современного оборудования зенкование можно провести вручную. При наличии соответствующих навыков и старания результат также может быть очень качественным.
Зенкование
Оцените, пожалуйста, статью
12345
Всего оценок: 1, Средняя: 5
Развертывание, зенкерование и зенкование металла
Категория: Санитарно-техническе работы
Развертывание, зенкерование и зенкование металла
Развертывание. Для получения отверстий с чистой поверхностью или для точной подгонки отверстия под шлифованную деталь производят операцию, которая называется развертыванием.
Развертывание можно выполнять вручную или на сверлильном станке при помощи разверток. Ручные развертки приводятся во вращение ручным воротком.
Развертки бывают цилиндрические (рис. 1, а, б) и конические (рис. 1, в).
Рис. 1. Развертки:
а — цилиндрическая ручная, б —то же, машинная, в — ковическая
На рабочей части развертки имеется от 6 до 14 нарезанных зубьев, вдоль которых расположены канавки; они служат для образования режущих кромок и отвода наружу снимаемой стружки. Нижняя конусная часть развертки снимает стружку, а верхняя — калибрующая — направляет развертку и окончательно калибрует отверстия.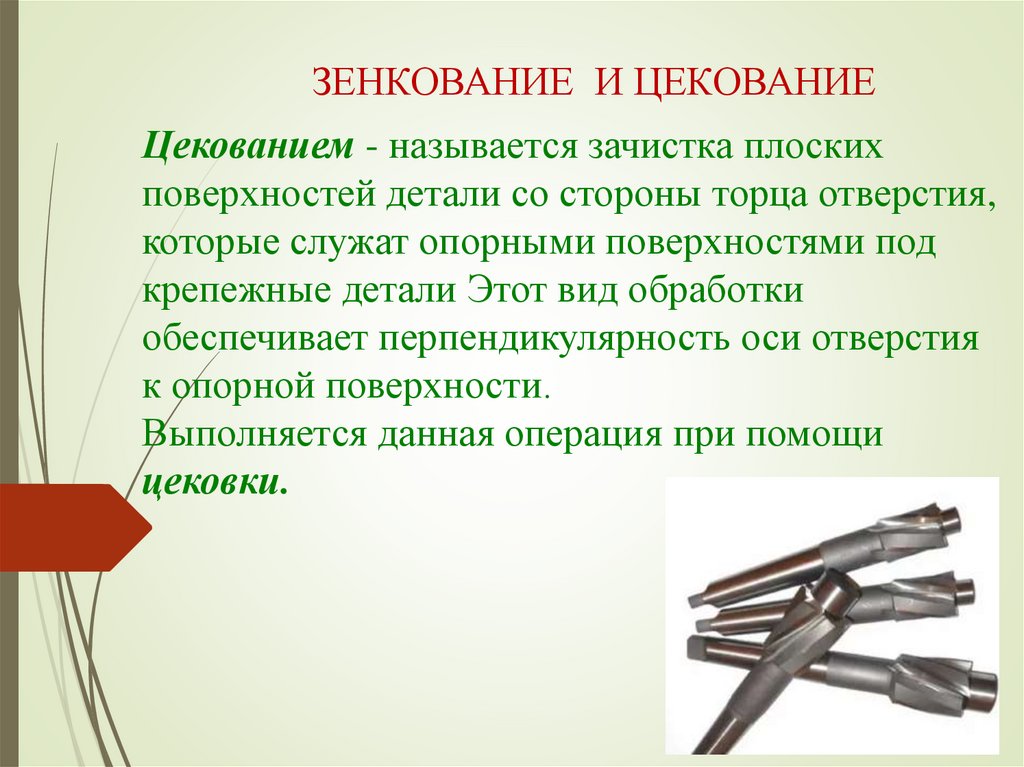
Конические развертки предназначены для развертывания конусных отверстий. Припуск на черновое развертывание принимают не более 0,2 мм, а на чистовое не более 0,1 мм.
Для более чистой обработки поверхности отверстий и охлаждения инструмента при развертывании просверленные отверстия в стали смазывают минеральным маслом, в меди — эмульсией, в алюминии—скипидаром, а в латуни и бронзе отверстия развертывают всухую — без смазки.
Развертывают отверстия вручную следующим образом. Деталь прочно укрепляют в тисках. В отверстие детали вставляют развертку, чтобы ось развертки совпала с осью отверстия. Затем начинают вращать вороток с разверткой вправо, плавно подавая его вперед. Развертку вращают только в одну сторону.
Зенкерование и зенкова-ние. Зенкерование — это обработка отверстия, полученного при литье, ковке или штамповке, для придания ему цилиндрической формы, требуемого размера и для получения чистой поверхности. Зенкерование — промежуточная операция при обработке отверстия под развертку.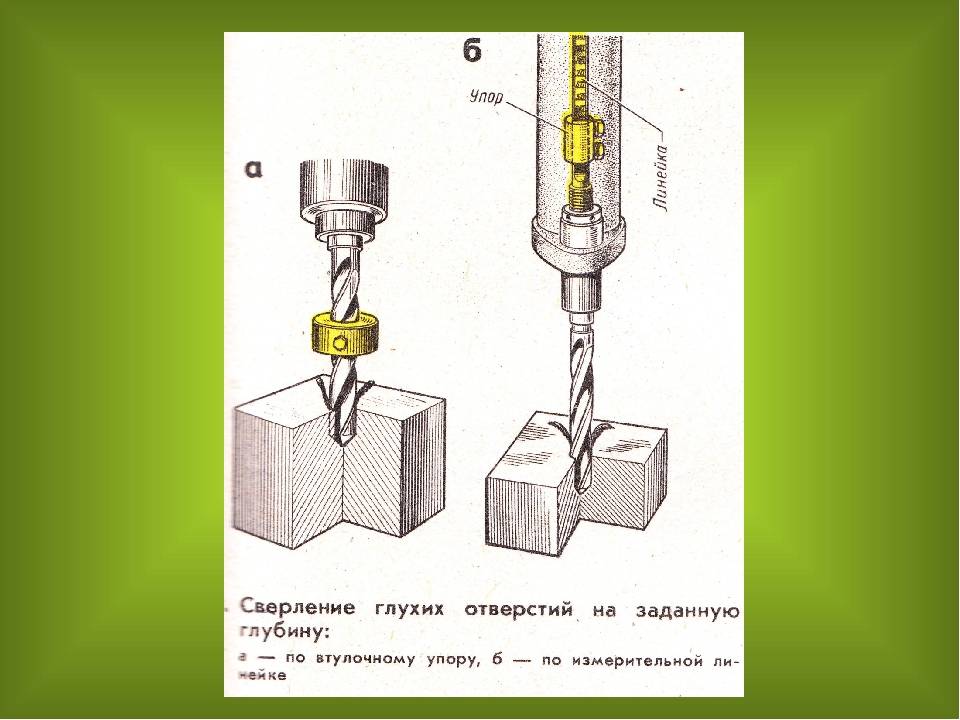
Зенкерование производят при помощи зенкера. Зенкеры применяются также для обработки конусных и цилиндрических углублений с плоским дном.
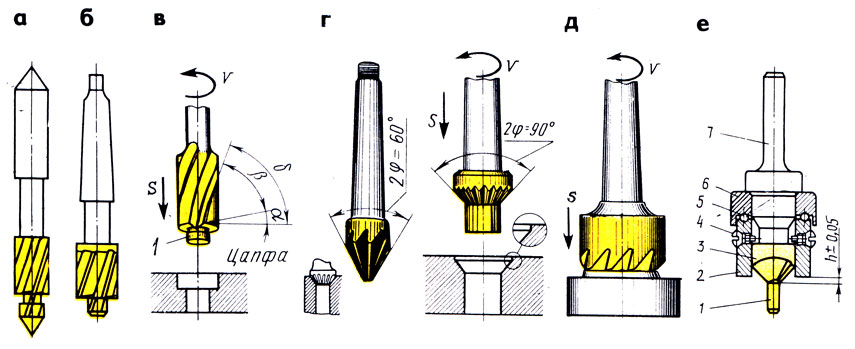
Рис. 2. Зенкер и зенковки:
а — зенкер, б — коническая зенковка, в — цилиндрическая зенковка
Зенкер (рис. 2, а) имеет большее число режущих кромок (три или четыре), чем спиральное сверло, и обеспечивает большую чистоту обработки отверстия.
Припуск под зенкерование для отверстий диаметром от 15 до 35 мм дается 1—1,5 мм. Операцию зенкерования выполняют так же как и развертывание.
Зенкование — это обработка выходной части отверстия (снятие заусенцев) для получения конических или цилиндрических углублений под потайные головки заклепок или винтов. Зенкование выполняют при помощи конической или цилиндрической зенковки (рис. 2, б, в).
Операции зенкования выполняют на сверлильном станке, как и сверление отверстий на требуемую глубину.
Санитарно-техническе работы — Развертывание, зенкерование и зенкование металла
Countersink Cages — Grainger Industrial Supply
Countersink Cages
24 Продукты
Countersink Cages
Экспланированная пластина Nylon Foot
| Загрузка… |

Сверхширокая стальная опорная пластина
| Стандарт NYLON NYLON THEAL LATCH |
9004
Стандарт NYLON LATCH
СТАНДАНА NYLON THAPTION
СТАНДАНА NYLON FOUT LATCE
.
 Опорная пластина, отсортированная по размеру резьбы, по возрастанию
Опорная пластина, отсортированная по размеру резьбы, по возрастанию
9 Стандартная стальная пластина
0012
| Загрузка … |
9
 ..
..Широкая стальная плита ног
. -временная основа и постоянно корректируется. Товар будет зарезервирован для вас при оформлении заказа.Онлайн-сервисы по зенкерованию — SendCutSendУвеличьте срок службы вашего оборудования и создайте чистые, высококачественные детали с помощью нашего онлайн-сервиса по зенкерованию. Зенковка позволяет головкам фурнитуры плотно прилегать к поверхности детали, защищая фурнитуру от длительного износа и увеличивая срок ее службы. Начиная с 9 долларов и всего 3 доллара за отверстие, зенкерование — это простой и доступный способ модернизировать детали, вырезанные лазером!Зенковка с помощью SendCutSendВыбранный материал, его толщина и применение детали играют большую роль в том, подходит ли зенкерование для вашего проекта.
Заказать детали с потайной головкой еще никогда не было так простоС нашей командой высококвалифицированных механиков и нашей самой современной производственной технологией мы упростили проектирование и заказ деталей с потайной головкой. Когда вы загружаете свой дизайн в наше приложение, просто выберите опцию «Зекунковая» во время процесса оформления заказа, и вы получите мгновенное предложение ! Быстрые, точные и доступные онлайн-услуги по зенкерованиюНачиная всего с 3 долларов США за отверстие и с точностью в пределах +/- 0,015″, вам больше никогда не понадобится или вы не захотите зенковать детали самостоятельно. Зенковка добавит всего 1-2 рабочих дня к обычному времени обработки ваших деталей, а благодаря бесплатной 2-дневной доставке в любую точку США ваши детали будут у вашего порога, прежде чем вы это узнаете! Начните с бесплатной мгновенной сметы!
Прецизионное зенкерование в различных материалах Зенкование имеет широкий спектр применения во всех видах материалов.
Обязательно ознакомьтесь с нашей таблицей мин./макс. процессов, чтобы узнать, какие размеры зенкеров доступны для вашего материала и толщины . Сэкономьте до 60% на деталях с потайной головкой благодаря скидкам за количество Чем больше вы заказываете, тем больше вы экономите на идентичных деталях с потайной головкой. Вы можете начать экономить, заказав всего две одинаковые детали со скидкой 20%. Заказ большого количества одной и той же детали может сэкономить вам до 60 %, и мы знаем, что вы всегда можете использовать несколько запасных частей.
Узнайте, почему клиенты ценят нас: SendCutОтправьте отзывы Быстрое обслуживание по отличной цене. SCS предлагает чрезвычайно ориентированный на клиента сервис, который я очень рекомендую. Каждый заказ и взаимодействие, которое у меня было с ними, были не чем иным, как отличным, и все общение было быстрым. Не могу рекомендовать достаточно! Отличное место для лазерной резки и гибки листового металла. Цена хорошая!! Потрясающий опыт! Прецизионные детали, быстрое выполнение работ и бесплатная доставка, чего еще можно желать? Мало того, что они намного быстрее завершают работу, чем другие подобные компании. Они делают это за часть цены. Я получил предложение от конкурента, и оно стоило около 9 долларов за деталь, а SendCutSend — менее 3 долларов за деталь. Отличная система для отслеживания заказов и облегчения получения запчастей! Получены текстовые сообщения о статусе моего заказа. Исключительный продукт и упаковка. В целом очень доволен. Удивительное обслуживание клиентов! Они действительно помогли мне быстро дать отзыв о моем дизайне, чтобы быстро запустить его в производство. Отправили супер быстро, качество отличное! Бесплатная доставка в любую точку США и фиксированная ставка 19 долларов США в КанадуСтандартные заказы доставляются с бесплатной 2-дневной доставкой в любую точку США. Мы также отправляем запчасти в любую точку Канады за 19 долларов США.фиксированная стоимость доставки для всех стандартных заказов. Круглосуточный доступ к нашей команде поддержки Наша команда поддержки клиентов и инженеры по применению готовы помочь вам с любыми вопросами, которые у вас есть о вашем заказе. Доступные материалы для зенкерованияЧего ожидать от потайных деталей
|
 Прежде чем размещать заказ, обязательно ознакомьтесь с нашими рекомендациями по зенковке, чтобы убедиться, что ваши детали могут быть успешно зенкованы!
Прежде чем размещать заказ, обязательно ознакомьтесь с нашими рекомендациями по зенковке, чтобы убедиться, что ваши детали могут быть успешно зенкованы! Здесь, в SendCutSend, мы в настоящее время предлагаем 7 материалов различной толщины для зенкования.
Здесь, в SendCutSend, мы в настоящее время предлагаем 7 материалов различной толщины для зенкования.
 Кроме того, на предметах нет ржавчины, но есть даже тепловые пятна, что невероятно редко. Упаковка у них тоже отличная.
Кроме того, на предметах нет ржавчины, но есть даже тепловые пятна, что невероятно редко. Упаковка у них тоже отличная. Напишите нам по адресу
Напишите нам по адресу 
