Зенкование отверстий: Технология зенкования и зенкерования отверстий
Содержание
Зенкерование отверстий
1.Общие сведения. Зенкера
Зенкерованием
называется процесс обработки
зенкерами цилиндрических и конических
необработанных отверстий
в деталях, полученных литьем, ковкой
или штамповкой, либо отверстий,
предварительно просверленных с целью
увеличения их Д«3‘
метра,
улучшения качества поверхности, повышения
точности (уменьшения
конусности, овальности).
Зенкерование
является либо окончательной обработкой
отверстия, либо
промежуточной операцией перед
развертыванием отверстия, поэтому
при зенкеровании оставляют еще небольшие
припуски для окончательной
отделки отверстия разверткой (так же,
как и после сверления оставляют
припуск под зенкерование).
Зенкерование
обеспечивает точность обработки
отверстий в пределах
8… 13-го квалитетов шероховатость
обработанной поверхности Ra
10.5…2.5.
Зенкерование
— операция более производительная, чем
сверление, так
как при равных (примерно) скоростях
резания подача при зенкеровании
допускается в 2,5. ..3 раза большая, чем при
..3 раза большая, чем при
сверлении.
Зенкеры.
Инструментом, которым выполняют
зенкерование, является
зенкер, который, как и сверло, закрепляют
в коническом отверстии шпинделя
станка. Работает зенкер так же, как и
сверло, совершая вращательное
движение вокруг оси, а поступательное
— вдоль оси отверстия.
По
внешнему виду цельный зенкер также
напоминает сверло и состоит
из тех же основных элементов, но имеет
больше режущих кромок (три-четыре) и
спиральных канавок. Три-четыре режущие
кромки (зенкеры называются соответственно
трех- и четырехперыми) лучше центрируют
инструмент в отверстии, придают ему
большую жесткость, чем
обеспечивается получение высокой
точности. Зенкер состоит
из рабочей части 2,
шейки
4,
хвостовика
5
и
лапки 6.
Рабочая
часть 2,
в
свою очередь, состоит из режущей
(заборной) и
калибрующей 3
частей.
Основные элементы зенкера
Во время зенкерования
режущая часть выполняет основную работу
«о
снятию металла, а направляющая служит
для направления зенкера отверстии,
зачистки поверхности, придания отверстию
правильной цилиндрической
формы и получения требуемого размера
отверстия.
-зенкеры изготовляют из быстрорежущей
стали; они бывают двух —
цельные с коническим хвостовиком и
насадные. Первые для предварительной,
а вторые — для окончательной обработки
отверстий.
Безопасность
труда.
При
зенкеровании следует выполнять те же
требования безопасности, что и при
сверлении.
1.Общие сведения. Зенковки
Зенкование
—
это процесс обработки специальным
инструментом цилиндрических или
конических углублений и фасок просверленньк
отверстий
под головки болтов, винтов и заклепок.
Инструмент
для зенкования.
Основной
особенностью зенковок по сравнению
с зенкерами является наличие зубьев на
торце и направляющих
цапф, которыми зенковки вводятся в
просверленное отверстие.
По форме режущей части
зенковки подразделяют на цилиндрические,
конические и торцовые (цековки).
Цилиндрическая
зенковка
состоит из рабочей части, на
которой имеется
от 4 до 8 торцовых зубьев, и
хвостовика.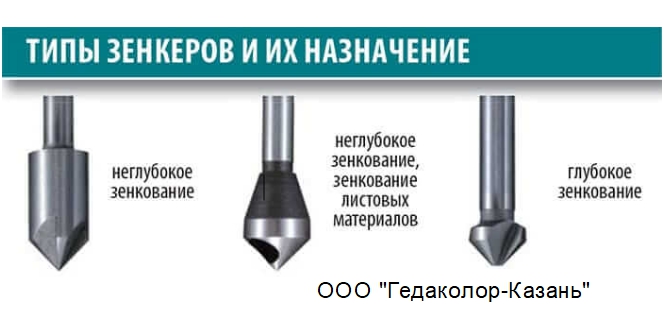 Цилиндрические
Цилиндрические
зенковки имеют направляющую цапфу,
которая входит в просверленное
отверстие, что обеспечивает совпадение
оси отверстия и образованного
зенковкой цилиндрического углубления.
Цилиндрические зенковки
бывают с постоянной направляющей и
цилиндрическим
хвостовиком ф
23—12
мм) со сменной направляющей
и коническим хвостовиком ф
11…40
мм . Материал — сталь
Р6М5.
Зенковки,
как и другие режущие инструменты, имеют
углы.
Коническая
зенковка
также
состоит из рабочей
части и хвостовика. Рабочая часть имеет
конус при вершине с углом.
Наибольшее
распространение получили конические
зенковки с
углом конуса при вершине 30, 60,90 и 120°.
Державка
с зенковкой
и вращающимся ограничителем
имеет хвостовик 7,< на одном конце
которого закреплена
по резьбе зенковка 3
с направляющей шпилькой
1. Упор
2 соединен
с зенковкой винтами 4.
Зенковка
с втулкой 6
легко
вращаете* благодаря
шарикам 5,
размещенным
между втулкой 6
и
упором *•
Зенковка
выступает из упора на глубину зенкуемого
отверстия. * читель
* читель
позволяет зенковать отверстия на
одинаковую глубину, что но
достичь при пользовании обычными
зенковками.
3.Безопасность
труда. При
зенковании необходимо выполнять те же
требования
безопасности, что и при сверлении.
План-конспект
урока производственного обучения
Занятие №10
Сверление, развертывание, зенкерование отверстий :: ТОЧМЕХ
Сверление является наиболее распространенным методом получения отверстий в сплошном материале.
Режимы резания при сверлении
Для сверления отверстий применяют спиральные сверла, изготовленные из инструментальных сталей, из быстрорежущих сталей, а также из твердых сплавов.
Для сверл из быстрорежущих сталей скорость резания v=25-35 м/мин, для сверл из инструментальных сталей v=12-18 м/мин, для твердосплавных сверл v=50-70 м/мин. При этом большие значения скорости резания принимаются при увеличении диаметра сверла и уменьшении подачи.
Стандартные сверла имеют угол при вершине 118 градусов, однако для обработки более твердых материалов (и более глубоких отверстий) рекомендуется применять сверла с углом при вершине 135 градусов.
Сверла с коническими хвостовиками устанавливают непосредственно в конусное отверстие пиноли задней бабки, а если размеры конусов не совпадают, то используют переходные втулки. Для крепления сверл с цилиндрическими хвостовиками (диаметром до 16 мм) применяют сверлильные кулачковые патроны (рис. 1), которые устанавливаются в пиноли задней бабки. Сверло закрепляется кулачками 6, которые могут сводиться и разводиться, перемещаясь в пазах корпуса 2. На концах кулачков выполнены рейки, которые находятся в зацеплении с резьбой на внутренней поверхности кольца 4. От ключа 5, через коническую передачу приводится во вращение втулка 3 с кольцом 4, по резьбе которого кулачки 6 перемещаются вверх или вниз и одновременно в радиальном направлении. Для установки в пиноли задней бабки патроны снабжаются коническими хвостовиками 1.
Рис.1. Сверлильный кулачковый патрон.
Перед сверлением отверстий заднюю бабку перемещают по станине на такое расстояние от обрабатываемой заготовки, чтобы сверление можно было производить на требуемую глубину при минимальном выдвижении пиноли из корпуса задней бабки. Перед началом сверления обрабатываемая заготовка приводится во вращение. Сверло плавно (без удара) подводят вручную (вращением маховика задней бабки) к торцу заготовки и производят сверление на небольшую глубину (надсверливают). Затем отводят инструмент, останавливают заготовку и проверяют точность расположения отверстия.
Охлаждение при сверлении
Для уменьшения трения инструмента о стенки отверстия сверление производят с подводом смазочно-охлаждающей жидкости (СОЖ), особенно при обработке стальных и алюминиевых заготовок. Чугунные, латунные и бронзовые заготовки можно сверлить без охлаждения. Охлаждение при сверлении понижает температуру сверла, нагревающегося от теплоты резания и трения о стенки отверстия, уменьшает трение сверла об эти стенки и, наконец, способствует удалению стружки.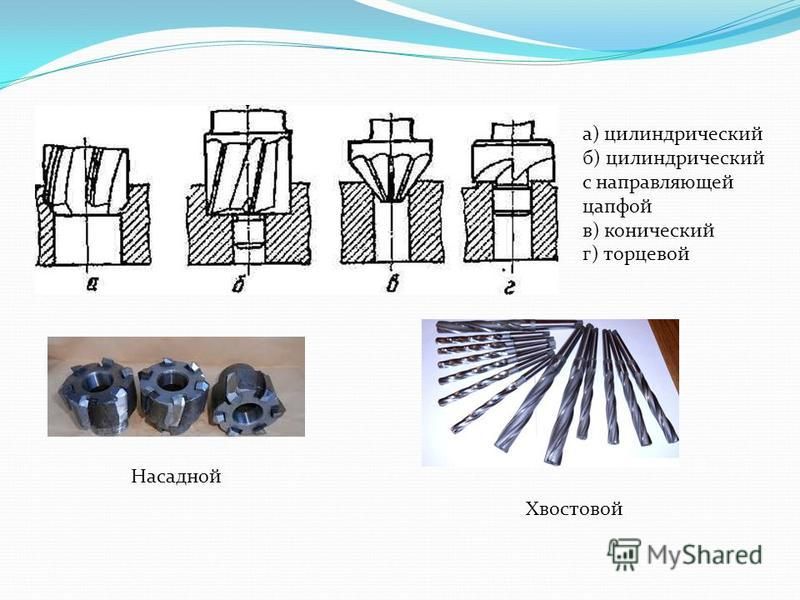 Применение СОЖ позволяет повысить скорость резания в 1,4-1,5 раза.
Применение СОЖ позволяет повысить скорость резания в 1,4-1,5 раза.
В качестве СОЖ используются раствор эмульсии (для конструкционных сталей), компаундированные масла (для легированных сталей), раствор эмульсии и керосин (для чугуна и алюминиевых сплавов). Если на станке охлаждение не предусмотрено, то в качестве СОЖ используют смесь машинного масла с керосином.
Сохранность инструмента при сверлении
Для сохранности инструмента при сверлении следует работать с максимально допустимыми скоростями резания и с минимально допустимыми подачами. При сверлении на проход в момент выхода сверла из заготовки необходимо резко снизить подачу во избежание поломки сверла.
Необходимо быть особенно осторожным, когда глубина обрабатываемого отверстия больше длины рабочей части сверла. Если вся винтовая канавка сверла окажется в отверстии, то стружка, образующаяся при сверлении, не будет иметь выхода, заполнит канавки и сверло сломается. В таких случаях время от времени следует выводить сверло из отверстия и удалять стружку как из отверстия, так и из канавок сверла.
При неправильно заточенном сверле получается косое отверстие с большой шероховатостью поверхности. Кроме того, при работе недостаточно заточенным (тупым) сверлом у выходной части отверстия образуются заусенцы. Неодинаковая длина режущих кромок и несимметричная их заточка, эксцентричное расположение перемычки и различная ширина ленточек вызывают защемление сверла в отверстии, что увеличивает силы трения и приводит к поломке инструмента.
Повышение эффективности сверления
Для повышения эффективности работы спиральными сверлами используют следующие способы:
- подточка поперечной кромки,
- изменение угла при вершине,
- подточка ленточки,
- двойная заточка,
- предварительное рассверливание отверстий и др.
Точность и шероховатость поверхности, получаемые при сверлении
Диаметр отверстия при сверлении получается несколько больше диаметра сверла. Это объясняется тем, что сверло уводит в сторону от оси отверстия даже при незначительных неправильностях, допущенных при заточке сверла и его установке на станке, а также при неравномерной твердости обрабатываемого материала.
Рассверливание отверстий
При сверлении отверстий большого диаметра усилие подачи может оказаться чрезмерно большим, что весьма утомительно для рабочего. Иногда при работе такими сверлами мощность станка может оказаться недостаточной. В таких случаях образование отверстий производится последовательно двумя сверлами разных диаметров, соотношение которых должно быть таким, чтобы диаметр первого сверла был больше длины поперечной кромки второго сверла. При этом условии поперечная кромка второго сверла не участвует в резании, вследствие чего значительно уменьшается усилие, необходимое для осуществления подачи, и, что очень важно, уменьшается увод сверла в сторону от оси обрабатываемого отверстия.
На практике принято диаметр первого сверла брать равным примерно половине второго, что обеспечивает благоприятные условия износа сверла и равномерное распределение силы подачи при работе обоих сверл.
Рассверливание позволяет получить более точные отверстия и уменьшить увод сверла от оси детали. Режимы резания при рассверливании отверстий те же, что и при сверлении.
Режимы резания при рассверливании отверстий те же, что и при сверлении.
Зенкерование
Более производительным по сравнению со спиральным сверлом инструментом для увеличения диаметра отверстий, полученных сверлением отливкой или штамповкой, является зенкер.
Зенкеры изготовляются из быстрорежущей стали, реже для тяжелых условий резания, оснащаются пластинками из твердого сплава.
Зенкеры с коническим хвостовиком используются для обработки отверстий диаметром от 10 до 40 мм. По внешнему виду они несколько похожи на спиральные сверла, но имеют три винтовые канавки и, следовательно, три режущие кромки, что увеличивает жесткость их конструкции, позволяет повышать режимы резания по сравнению с рассверливанием, а следовательно, и производительность.
Насадные зенкеры — цельный и оснащенный пластинками твердого сплава — применяются для обработки отверстий диаметром от 32 до 80 мм. Такие зенкеры имеют четыре винтовые канавки и, следовательно, четыре режущие кромки. Они крепятся в пиноли задней бабки станка при помощи оправки, на которой центрируются коническим отверстием. Для обработки больших отверстий диаметром от 50 до 100 мм насадные зенкеры изготовляются со вставными ножами.
Они крепятся в пиноли задней бабки станка при помощи оправки, на которой центрируются коническим отверстием. Для обработки больших отверстий диаметром от 50 до 100 мм насадные зенкеры изготовляются со вставными ножами.
Для предупреждения провертывания зенкера во время работы на оправке делаются два выступа (шпонки), которые входят в соответствующие пазы зенкера.
Преимущества зенкования
Диаметр отверстия, обработанного зенкером, снимающим небольшой припуск и направляемым тремя (или четырьмя) ленточками, получается точнее, чем при сверлении. Отсутствие увода зенкера в сторону от оси обрабатываемого отверстия обеспечивает прямолинейность последней лучше, чем при работе сверлом. Для уменьшения увода зенкера, в особенности при обработке отлитых или прошитых глубоких отверстий, следует перед зенкерованием растачивать их резцом до диаметра зенкера на глубину, примерно равную половине длины зенкера.
Зенкер прочнее сверла, поэтому подачи (на оборот обрабатываемой детали) при зенкеровании могут быть больше, чем при сверлении. В то же время зенкер в сравнении со сверлом имеет большее количество режущих кромок, поэтому толщина стружки, снимаемой каждой из кромок, получается меньше толщины стружки при сверлении. Благодаря этому поверхность отверстия, обработанного зенкером, получается чище. Это позволяет использовать зенкеры не только для черновой, но и для получистовой обработки отверстий после сверла, чернового зенкера или чернового резца — перед развертыванием и даже для окончательной обработки отверстий.
В то же время зенкер в сравнении со сверлом имеет большее количество режущих кромок, поэтому толщина стружки, снимаемой каждой из кромок, получается меньше толщины стружки при сверлении. Благодаря этому поверхность отверстия, обработанного зенкером, получается чище. Это позволяет использовать зенкеры не только для черновой, но и для получистовой обработки отверстий после сверла, чернового зенкера или чернового резца — перед развертыванием и даже для окончательной обработки отверстий.
Сверление, развертывание и зенкование отверстий
Сверлениемназывается образование снятием стружки отверстий в сплошном материале с помощью режущего инструмента – сверла. Сверление применяют для получения отверстий невысокой степени точности, и для получения отверстий под нарезание резьбы, зенкирование и развёртывания. Сверление применяется:
· для получения неответственных отверстий невысокой степени точности и значительной шероховатости, например под крепёжные болты, заклёпки, шпильки и т. д.;
д.;
· для получения отверстий под нарезание резьбы, развёртывания и зенкерование.
Сверление можно получить отверстие с точностью по 10-му, в отдельных случаях – по 11-му квалитету и шероховатостью поверхности Rz 320…80.
Свёрла бывают различных видов и изготовляются из быстрорежущих, легированных и углеродистых сталей, а также оснащаются пластинками-наплавками из твёрдых сплавов. Сверло имеет две режущих кромки. Для обработки металлов различной твёрдости, применяют свёрла с различным углом наклона винтовой канавки. Для сверления стали пользуются свёрлами с углом наклона канавки 18…30 градусов, для сверления лёгких и вязких металлов – 40…45 градусов, при обработки алюминия и дюралюминия – 45 градусов. Хвостовики у спиральных свёрл могут быть коническими и цилиндрическими. Конические хвостовики имеют свёрла диаметром 6…80мм. Эти хвостовики образуются конусом Морзе. Шейка сверла, соединяющая рабочую часть с хвостовиком, имеет меньший диаметр, чем диаметр рабочей части.
Свёрла бывают оснащённые пластинками из твёрдых сплавов, с винтовыми, прямыми и косыми канавками, а также с отверстиями для подвода охлаждающей жидкости, твёрдосплавных монолитов, комбинированных, центровочных и перовых свёрл. Эти свёрла изготовляют из инструментальных углеродистых сталей У10, У12, У10А и У12А, а чаще – из быстрорежущей стали Р6М5.
Заточка сверл.
Заточку выполняют в защитных очках (если на станке нет прозрачного экрана). Угол заточки выбирается в соответствии с обрабатываемы материалом. Качество заточки свёрл проверяют специальными шаблонами с вырезами. Шаблон с тремя вырезами позволяет проверять длину режущей кромки, угол заточки, угол заострения, а также угол наклона поперечной кромки. Для улучшения условий работы свёрл применяют специальные виды заточки.
Сверление.
Чтобы повысить стойкость режущего инструмента и получить чистую поверхность отверстия, при сверлении металлов и сплавов на станках пользуются охлаждающей жидкостью (см. таблицу 7.1).
таблицу 7.1).
Таблица 7.1. — Использование жидкостей при сверлении
| Просверливаемый материал | Рекомендуемая охлаждающая жидкость |
| Сталь | Мыльная эмульсия или смесь минерального и жирных масел |
| Чугун | Мыльная эмульсия или обработка всухую |
| Медь | Мыльная эмульсия или сурепное масло |
| Алюминий | Мыльная эмульсия или обработка всухую |
| Дюралюминий | Мыльная эмульсия, керосин с касторовым или сурепным маслом |
| Силумин | Мыльная эмульсия или смесь спирта со скипидаром |
| Резина, эбонит, фибра | Обработка всухую |
Сверление жаропрочных сталей осуществляется при обильном охлаждении 5%-ной эмульсией или водным раствором хлористого бария с добавкой 1% нитрата натрия.
Сверление лёгких сплавов требует особого внимания. Для обработки алюминиевых сплавов свёрла имеют большие углы при вершине (65…70 градусов), угол наклона винтовых канавок (35…45 градусов), задний угол равен 8…10 градусов.
Сверление пластмасс можно производить любыми видами свёрл, однако нужно учитывать их механические свойства. При сверлении одних для охлаждения используют воздух, другие охлаждают 5%-ным раствором эмульсола в воде. Чтобы выходная сторона при сверлении не крошилась, под неё подкладывают жёсткую металлическую опору.
При работе на сверлильном станке необходимо соблюдать требования безопасности.
Зенкерованием называется процесс обработки зенкерами цилиндрических и конических необработанных отверстий в деталях, полученных литьём, ковкой штамповкой, сверлением, с целью увеличения их диаметра, качества поверхности, повышения точности (уменьшение конусности, овальности).
По внешнему виду зенкер напоминает сверло, но имеет больше режущих кромок (три – четыре) и спиральных канавок. Работает зенкер как сверло, совершая вращательное движение вокруг оси, а поступательное — вдоль оси отверстия. Зенкеры изготавливают из быстрорежущей стали; они бывают двух типов – цельные с коническим хвостиком и насадные. Первые для предварительной, а вторые для окончательной обработки отверстий.
Работает зенкер как сверло, совершая вращательное движение вокруг оси, а поступательное — вдоль оси отверстия. Зенкеры изготавливают из быстрорежущей стали; они бывают двух типов – цельные с коническим хвостиком и насадные. Первые для предварительной, а вторые для окончательной обработки отверстий.
Зенкование – это процесс обработки специальным инструментом цилиндрических или конических углублений и фасок просверленных отверстий под головки болтов, винтов и заклёпок. Основной особенностью зенковок по сравнению с зенкерами является наличие зубьев на торце и направляющих цапф, которыми зенковки вводятся в просверленное отверстие. Зенковки бывают; цилиндрическая имеющая направляющую цапфу, рабочую часть, состоящую из 4…8 зубьев и хвостовика; коническая имеет угол конуса при вершине 30, 60, 90 и 120 градусов; державка с зенковкой и вращающимся ограничителем позволяет зенковать отверстия на одинаковую глубину, что трудно достичь при пользовании обычными зенковками; ценковки в виде насадных головок, имеют торцевые зубья, используют их для обработки бобышек под шайбы, упорные кольца и гайки. Крепление зенковок и ценковок не отличается от крепления свёрл.
Крепление зенковок и ценковок не отличается от крепления свёрл.
Развёртывание – это процесс чистовой обработки отверстий, обеспечивающий точность по 7…9-му квалитетам и шероховатость поверхности Ra 1,25…0,63. Развёртки – это инструмент для развёртывания отверстий ручным или машинным способом. Развёртки, применяемые для ручного развёртывания, называются ручными, а для станочного развёртывания – машинными.
По форме обрабатываемого отверстия развёртки подразделяют на цилиндрические и конические. Ручные и машинные развёртки состоят из трёх основных частей: рабочей, шейки и хвостовика. У ручных развёрток обратный конус составляет 0,05…0,1мм, а у машинных – 0,04…0,3мм. Машинные развёртки изготовляют с равномерным распределением зубьев по окружности. Число зубьев развёрток чётное – 6, 8, 10 и т.д. Чем больше зубьев, чем выше качество обработки. Ручные и машинные развёртки выполняют с прямыми (прямозубые) и винтовыми (спиральные) канавками (зубьями).
Развёртыванию всегда предшествует сверление и зенкерование отверстий.
При развёртывании отверстий необходимо выполнять те же требования безопасности, что и при сверлении.
Нарезание резьбы
Нарезанием резьбыназывается её образование снятием стружки (а также пластическим деформированием) на наружных или внутренних поверхностях заготовок деталей. Резьба бывает наружной и внутренней.Деталь (стержень) с наружной резьбой называется винтом,а с внутренней – гайкой. Эти резьбы изготавливаются на станках или вручную. Основные элементы резьбы представлены на рисунке 7.1.
Рисунке 7.1.- Основные элементы резьбы.
Профили резьб для различных применений формируются формой режущей части инструмента, с помощью которого нарезается резьба. Различают следующие основные виды резьб:
А) цилиндрическая треугольная резьба. Это крепёжная резьба, нарезается на шпильках – гайка, болтах.
Б) прямоугольная резьба имеет прямоугольный (квадратный) профиль. Трудна в изготовлении, непрочна и применяется редко.
Трудна в изготовлении, непрочна и применяется редко.
В) трапецеидальная ленточная резьба имеет сечение в виде трапеции с углом профиля, равным 30 градусам. Применяется для передачи движений или больших усилий в металлорежущих станках (ходовые винты, домкраты, прессы и т.д.)
Г) упорная резьба имеет профиль в виде неравнобокой трапеции с рабочим углом при вершине, равным 30 градусам. Основания витков закруглены, что обеспечивает в опасном сечении прочный профиль.
Д) круглая резьба имеет профиль, образованный двумя дугами, сопряжёнными с небольшими прямолинейными участками, и углом, равным 30 градусам. В машиностроении эта резьба применяется редко, её применяют в соединениях подвергающихся сильному износу (арматура пожарного трубопровода, вагонные стяжки, крюки грузоподъёмных машин и т.д.).
Резьба может быть левая и правая, по числу ниток резьбы разделяют на одноходовые и многоходовые.
В машиностроении применяют три системы резьб: метрическую, дюймовую и трубную.
Метрическая резьба имеет треугольный профиль с плоскосрезанными вершинами, и шаг выражен в миллиметрах, они делятся на резьбы с нормальным и мелким шагом. Маркируются следующим образом: М20 (М — метрическая), число (20- наружный диаметр резьбы в мм.), нормальный шаг берется по таблицам. Для резьб с мелким шагом М20х1,5 – то же самое с добавлением шага *1,5 (1,5- шаг резьбы, мм). Их применяют как крепёжные: с нормальным шагом – при значительных нагрузках и для крепёжных деталей (гаек, болтов, винтов), с мелким шагом – при малых нагрузках и тонких регулировках.
Дюймовая резьба имеет треугольный плоскосрезанный профиль с углом 55 градусов (резьба Витворта) или 60 градусов (резьба Селлерса). Все размеры этой резьбы выражаются в дюймах «”» (1”=25,4мм). Шаг выражается числом ниток (витков) на длине одного дюйма с диаметрами от 3/16 до 4” и числом ниток на 1”, равным 24…3.
Трубная цилиндрическая резьба стандартизована, представляет собой мелкую дюймовую резьбу, но в отличие от последней сопрягается без зазоров и имеет закруглённые вершины. Стандартизованы трубные резьбы диаметрами от 1/8 до 6” с числом ниток на одном дюйме от 28 до 11.
Стандартизованы трубные резьбы диаметрами от 1/8 до 6” с числом ниток на одном дюйме от 28 до 11.
Резьбы на деталях получают на сверлильных, резьбонарезных и токарных станках, а также накатыванием, т. е. методом пластических деформаций. Инструментом для накатывания резьбы служат накатные плашки, накатные ролики и накатные головки. Иногда резьбу нарезают вручную. Внутреннюю резьбу нарезают метчиками, наружную – плашками, прогонками и другими инструментами.
Метчики делят: по назначению – на ручные, машинно-ручные и машинные; в зависимости от профиля нарезаемой резьбы – для метрической, дюймовой и трубной резьб; по конструкции – на цельные, сборные (регулируемые и самовыключающиеся) и специальные. В комплект, состоящий из трёх метчиков, входят черновой, средний и чистовой метчики, рисунок . 7.2.
Рисунок 7.2. — Черновой, средний и чистовой метчики.
Метчик состоит из следующих частей: рабочая часть — винт с продольными канавками служит для нарезания резьб.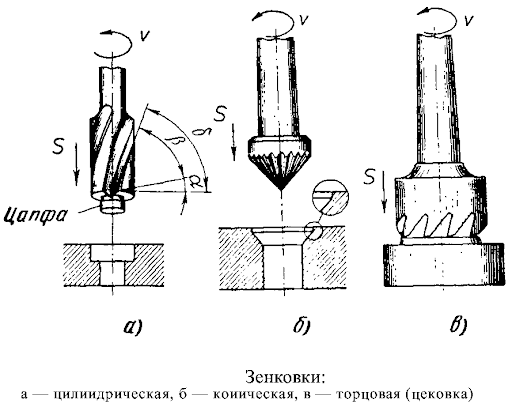 Рабочая часть состоит из заборной (или режущей) части – она производит основную работу при нарезании и калибрующей (направляющей) части – резьбовая часть метчика, смежная с заборной частью — она направляет метчик в отверстие и калибрует нарезаемое отверстие; хвостовик-стержень служит для закрепления метчика в патроне или воротке. Резьбовые части метчика, ограниченные канавками, называются режущими перьями имеющие форму клина. Режущими кромками называются кромки на режущих перьях метчика. Канавки представляют собой углубления между режущими зубьями (перьями), получающиеся путём удаления части металла, они служат для образования режущих кромок и размещения стружки при нарезании резьбы.
Рабочая часть состоит из заборной (или режущей) части – она производит основную работу при нарезании и калибрующей (направляющей) части – резьбовая часть метчика, смежная с заборной частью — она направляет метчик в отверстие и калибрует нарезаемое отверстие; хвостовик-стержень служит для закрепления метчика в патроне или воротке. Резьбовые части метчика, ограниченные канавками, называются режущими перьями имеющие форму клина. Режущими кромками называются кромки на режущих перьях метчика. Канавки представляют собой углубления между режущими зубьями (перьями), получающиеся путём удаления части металла, они служат для образования режущих кромок и размещения стружки при нарезании резьбы.
По точности нарезаемой резьбы метчики делятся на четыре группы – С, D, Е и Н. Метчики группы С – самые точные, группы Е и Н – менее точные с не шлифованным профилем зубьев. Группа С и D – со шлифованным профилем зубьев; ими нарезают высококлассные резьбы. Машинно-ручные метчики применяют для нарезания метрической, дюймовой и трубной цилиндрической и конической резьб в сквозных и глухих отверстиях всех размеров.
При нарезании резьб вручную, режущий инструмент вращают с помощью воротков, устанавливаемых на квадраты хвостовиков.
Универсальный вороток предназначен для закрепления плашек с наружным диаметром 20мм, а также всех видов метчиков и развёрток, имеющих хвостовики квадратного сечения со сторонами до 8мм. Для закрепления плашек в корпусе универсального воротка имеется гнездо. Плашка закрепляется винтами.
Для нарезания внутренней резьбы, применяют различного вида метчики, а для наружной резьбы применяют плашки различных видов.
Отверстия под резьбу, подбор свёрл. При нарезании резьбы материал частично “выдавливается”, поэтому диаметр сверла должен быть несколько больше, чем внутренний диаметр резьбы. Диаметр сверла для сверления отверстий под метрическую и трубную резьбу определяют по справочным таблицам и вычисляют по формуле dc = d — Kc∙P, где dc – диаметр сверла, мм; Kc – коэффициент, зависящий от разбивки отверстия, берётся по таблицам; d – номинальный диаметр резьбы, мм; обычно Kc=1…1. 08; P – шаг резьбы, мм.
08; P – шаг резьбы, мм.
Смазывание резьбонарезного инструмента. Получение высококачественной резьбы с наименьшими затратами труда обеспечивает смазка следующего состава (%): олеиновая кислота – 78, стеариновая кислота – 17, сера тонкого полома – 5. Инструментом, смазанным этой пастой, легко нарезается резьба в отверстиях деталей, подвергнутых закалке до HRCЭ 38…42.
Наружную резьбу нарезают плашками вручную и на станках. В зависимости от конструкции плашки подразделяют на круглые, накатные, раздвижные (призматические).
Контроль нарезанной резьбы выполняется с помощью резьбомеров и калибров.
Наиболее часто при резьбонарезании встречаются дефекты следующих видов: рваная, тугая, ослабленная, тупая резьба, срыв резьбы и т.д..
Дата добавления: 2018-05-10; просмотров: 3254; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Зенкерование отверстий и развертывание отверстий
1. Назначение и инструменты. Зенкерование применяется для ‘чистовой обработки просверленных,’ литых или кованых отверстий с точностью За—4-го классов и 4—5-го классов чистоты, а также для их предварительной обработки под развертывание. Используемые для этой цели режущие инструменты называются зенкерами (рис. 86).
Зенкерование применяется для ‘чистовой обработки просверленных,’ литых или кованых отверстий с точностью За—4-го классов и 4—5-го классов чистоты, а также для их предварительной обработки под развертывание. Используемые для этой цели режущие инструменты называются зенкерами (рис. 86).
По способу установки на станке зенкеры делятся на хвостовые и насадные, а по конструкции рабочей части — на цельные и сборные.
Хвостовой зенкер (рис. 86, а) по внешнему виду напоминает сверло и состоит из тех же конструктивных частей и элементов. Однако в отличие от последнего зенкер имеет 3—4 зуба и режущую часть по форме усеченного конуса. Неглубокие стружечные канавки обеспечивают повышенную прочность и жесткость зенкера, а увеличенное количество ленточек на калибрующей части создает ему лучшее направление в отверстии. Благодаря этому обеспечивается не только более высокая точность и чистота обработки, но также более строгая прямолинейность оси обрабатываемого отверстия.
Для уменьшения трения о стенки отверстия калибрующая часть зенкера выполняется с обратной конусностью 0,05—0,1 мм на каждые 100 мм длины. Задние углы а в пределах 8—10° создают затачиванием задних поверхностей зубьев на режущей части. Передние углы у получаются за счет винтовой формы стружечных канавок.
Задние углы а в пределах 8—10° создают затачиванием задних поверхностей зубьев на режущей части. Передние углы у получаются за счет винтовой формы стружечных канавок.
Угол конуса режущей части.2ф для зенкеров общего назначения выполняется 120°.
Насадные зенкеры (рис. 86, б и в) имеют коническое отверстие с конусностью 1: 30 и паз под торцовую шпонку для крепления на оправке (рис. 87).
Сборная конструкция зенкеров (рис. 86, в) позволяет многократно
восстанавливать их по мере потери размера. Такие зенкеры состоят из корпуса
3, изготовленного из конструкционной стали, и ножей 2, закрепляемых в пазах корпуса клиньями 1.
Стандартами предусмотрен выпуск зенкеров для отверстий диаметром 10—100 мм двух номеров. Зенкеры № 1 предназначаются
для предварительной обработки отверстий с припуском под развертывание, № 2 — для окончательной обработки с точностью 4-го класса.
Рабочая часть зенкеров выполняется из быстрорежущих сталей либо оснащается пластинками твердого сплава ВК8 или Т15К6. На шейке зенкера маркируются номинальный диаметр, номер и марка материала.
На шейке зенкера маркируются номинальный диаметр, номер и марка материала.
2. Приемы зенкерования. Зенкерование на токарном станке выполняется аналогично сверлению (рис. 88). Заготовку закрепляют в патроне и при необходимости выверяют по отверстию. Зенкер устанавливают в пиноль задней бабки, ось которой должна строго совпадать с осью шпинделя. Заднюю бабку закрепляют на станине в таком месте, чтобы вылет пиноли во время работы был наименьшим. Ручной подачей зенкер подают в отверстие заготовки и по
окончании обработки выводят из него до выключения станка.
Припуск под зенкер у предварительно просверленных отверстий должен составлять 1—3 мм на диаметр в зависимости от размера отверстия.
При зенкеровании литых и кованых отверстий с неравномерным припуском их рекомендуется вначале расточить на глубину 5—10 мм для создания направления зенкеру.
3. Режим резания при зенкеровании. При выборе режима резания для работы зенкером следует учитывать, что глубина резания для него Составляет 1/2 припуска на диаметр отверстия’. Подачу для зенкерования можно увеличить в 1,5—2 раза по сравнению с ее значениями для сверления, а скорость резания принимают в тех же пределах (см. § 2, п.-7 данной главы).
Подачу для зенкерования можно увеличить в 1,5—2 раза по сравнению с ее значениями для сверления, а скорость резания принимают в тех же пределах (см. § 2, п.-7 данной главы).
При расчетах элементов режима резания можно пользоваться формулами 2—5 (см. гл. I, § 10).
Обработку отверстий в стальных заготовках быстрорежущими зенкерами необходимо производить с охлаждением эмульсий. При обработке чугуна и цветных металлов, а/также при использовании твердосплавных зенкеров охлаждение обычно не применяют.
4. Брак ори зенкеровании. Возможные виды брака отверстий при зенкеровании приведены в табл. 7.
1. Назначение и инструменты. Развертывание применяют для чистовой обработки отверстий 2—3-го классов точности и 6—8-го классов чистоты после сверления (только при диаметре до 10 мм), зенкерования или растачивания. Режущими инструментами для рассматриваемого способа обработки на токарных станках служат машинные развертки (рис. 89). Они отличаются от зенкеров большим количеством зубьев (обычно от 6 до 14), которые, срезая мелкие стружки, обеспечивают более высокую точность и чистоту обработки.
По способу установки на станке развертки делятся на хвостовые и насадные, по конструкции рабочей части — на цельные и сборные. Последние состоят из корпуса и закрепленных в его пазах ножей.
Хвостовая развертка (рис. 89, а) состоит из хвостовика шейки и рабочей части. В свою очередь рабочая часть делится на режущую, калибрующую части и обратный конус.
На режущей части располагаются главные режущие кромки. Наклон их к оси определяется углом в плане ф, величина которого зависит от назначения развертки. Для сквозных отверстий при обработке сталей и других пластичных металлов ф=15°, для хрупких металлов ф = 5°. У разверток для глухих отверстий ф = 60°.
Калибрующая часть имеет цилиндрическую форму. На ней располагаются вспомогательные режущие кромки, предназначенные -для зачистки и калибрования отверстия. Чтобы предупредить повреждения отверстия концами зубьев калибрующей части, в конце ее на небольшой длине выполняется незначительный обратный конус с величиной занижения диаметра на 0,04—0,07 мм.
В связи с различным назначением главных и вспомогательных режущих кромок форма- заточки зубьев по длине различна. На режущей части (рис. 89, а, сеч. А—А) зубья затачиваются до остроты с углом а=6—8°.. На калибрующей части (рис. 89, а, сеч. Б — Б) но задним поверхностям зубьев оставляются цилиндрические ленточки шириной 0,08—0,5 мм, которые сглаживают поверхность отверстия, улучшают направление развертки и увеличивают ее число переточек.
Передний угол у у разверток обычно выполняют 0°. При повышенных требованиях к качеству обработки его рекомендуется делать отрицательным от —3 до —6°. Вследствие этого резание при развертывании напоминает скобление.
У разверток для сквозных отверстий на переднем торце выполняется фаска шириной 1,5—2,5 мм под углом 45°, которая предохраняет уголки зубьев от выкрашивания при входе в отверстие.
Для повышения чистоты обработки зубья разверток располагают по окружности неравномерно. Это объясняется тем, что в процессе резания всегда имеет место колебание нагрузки на зуб, вызванное неравномерной плотностью обрабатываемого материала и различными включениями в нем. Периодически повторяющиеся ко-
Периодически повторяющиеся ко-
лебания при равномерном расположении зубьев создают местные углубления на поверхности развернутого отверстия. Неравномерное расположение зубьев исключает указанное явление.
Развертки обычно имеют прямые зубья. В некоторых случаях для обработки отверстий с пазами или канавками применяют развертки с винтовыми зубьями, направление которых делают противоположным направлению резания с тем, чтобы развертка не затягивалась в отверстие.
В соответствии с действующими стандартами развертки общего назначения выпускаются диаметром от 0,1 до 300 мм в доведенном виде для отверстий 2—3-го классов точности (А, А2а, А3, Н) либо с припуском под доводку. Последние изготавливаются шести номеров, которые только после доводки по калибрующей части можно применять для обработки отверстий предусмотренной точности.’
Рабочая часть разверток выполняется из быстрорежущей стали Р 18 или оснащается твердым сплавом для повышения стойкости.
На развертках маркируется номинальный диаметр, класс точности и марка материала.
2. Приемы развертывания. Подготовка к развертыванию и его выполнение (рис. 90) осуществляются аналогично зенкерованию. Однако в связи с более высокой точностью обработки они имеют некоторые особенности.
1. Развертка срезает тонкие слои металла и не может исправить направление отверстия, ось которого была смещена предварительной обработкой. Поэтому отверстия под развертывание подготавливают зенкерованием или растачиванием. Отверстия небольшого диаметра (до 10 мм) в связи со сложностью расточки и отсутствием для них зенкеров общего назначения развертывают после сверления, которое следует выполнить с особой тщательностью.
2. Припуск под развертывание оставляют небольшой, причем, чем он меньше, тем точность обработки выше. Для его выбора можно руководствоваться следующими данными, мм:
Диаметр отверстия До 5 5—20 20—30 30—50 50—80 80—100
Припуск на диаметр 0,1 0,2 0,25 0,3 0,35 0,4
3. Перед обработкой развертку надо внимательно осмотреть. Точность ее должна соответствовать классу точности обрабатыва-
емого отверстия. Режущие кромки должны быть острыми, без завалов и забоин. Радиальное биение кромок на режущей части не должно превышать 0,02 мм.
Режущие кромки должны быть острыми, без завалов и забоин. Радиальное биение кромок на режущей части не должно превышать 0,02 мм.
4. Для качественного развертывания необходимо обеспечить строгую соосность развертки и обрабатываемого отверстия. Для этого прежде всего следует тщательно выверить совпадение осей пиноли задней бабки и шпинделя. Кроме того, чтобы исключить влияние погрешности установки заготовки в патроне на качество отверстия, развертывание обычно выполняют за одну установку непосредственно после подготовительных способов обработки отверстия.
Иногда может возникнуть технологическая необходимость развертывания отверстия за отдельную установку заготовки в патроне. В таких случаях развертку необходимо устанавливать на станке в качающихся (рис. 91) или специальных плавающих патронах, позволяющих ей самоустанавливаться по оси обрабатываемого отверстия.
5. Отверстия 2-го класса точности рекомендуется обрабатывать двумя развертками — черновой и чистовой: первая срезает 2/3, вторая — 1/3 припуска.
Черновую развертку обычно изготавливают из потерявшей размер чистовой развертки путем шлифования и доводки калибрующей части.
Автор — nastia19071991
Сверление, развертывание, зенкерование и зенкование отверстий
Категория: Санитарно-техническе работы
Сверлением называется обработка металла режущим инструментом — сверлом для получения круглых отверстий.
Для сверления применяют спиральные сверла. Сверла изготовляют из высококачественной стали марок У10А, У12А. Некоторые сверла делают с пластинками из твердых сплавов.
Спиральные сверла обеспечивают большую скорость сверления, свободный выход стружки через спиральные канавки, сохранение начального диаметра сверла до полного износа, получение правильных режущих граней.
Спиральные сверла изготовляют с коническими, цилиндрическими и квадратными хвостовиками. Последние используют для сверления отверстий при помощи трещоток.
Для сверления применяют также перовое сверло, которое представляет собой стержень с оттянутой на одном конце лопаткой, заточенной, как обычное сверло.
Спиральное сверло (рис. 1,а) состоит из рабочей части и хвостовика. Рабочая часть сверла имеет две винтовые канавки, расположенные друг против друга, и две узкие полоски-ленточки, расположенные вдоль винтовых канавок. Винтовые канавки сверла предназначены для отвода наружу стружки из просверливаемого отверстия и образования режущих кромок. Ленточки служат для уменьшения трения сверла о стенки отверстия и направления сверла во время работы, чтобы его не уводило в сторону.
Рис. 1. Спиральное сверло (а) и шаблон для проверки правильности заточки сверл (б)
На конце рабочей части сверла расположена конусообразная режущая часть, имеющая две режущие кромки.
Для точного и быстрого сверления необходимо, чтобы сверло было правильно заточено (под определенным углом) и соответствовало требуемому диаметру отверстия. В зависимости от твердости. просверливаемого металла, угол заточки сверла, т. е. угол, образуемый режущими кромками, может быть 110—140°. Большой угол заточки для сверления твердых металлов и меньший—для мягких. Режущие кромки должны быть заточены под одинаковыми углами и иметь равную длину.
Режущие кромки должны быть заточены под одинаковыми углами и иметь равную длину.
При разных углах заточки каждой режущей кромки или при разной длине кромок отверстие получится больше диаметра сверла.
Чтобы режущая кромка сверла лучше брала стружку и легче врезалась в металл, заднюю грань (противоположную режущей кромке) затачивают слегка на конус, при этом задний угол заточки должен быть около 6°.
Сверла затачивают на специальных станках или на обычных заточных станках, пользуясь приспособлением, или вручную. Правильность заточки сверла проверяют шаблоном (рис. 1,6).
Отверстия сверлят вручную и на сверлильных станках. Ручное сверление производят с помощью ручных сверлилок, трещоток, электрических и пневматических сверлилок.
Ручная сверлилка (рис. 2) имеет чугунный корпус, в который вставлен шпиндель, соединенный с рукояткой зубчатой передачи. На нижнем конце шпинделя имеется нарезка, на нее навертывают патрон для укрепления в нем сверла. При работе сверлилку поддерживают за рукоятку и нажимают грудью на нагрудник.
Рис. 2. Ручная сверлилка:
1 — патрон, 2 — шпиндель, 3 — зубчатая передача, 4 — рукоятка, 5 — нагрудник, 6 — корпус, 7 — рукоятка
Рис. 3. Трещотка (а) и работа ею (б):
1 — рукоятка, 2 — собачка, 3 — шпиндель, 4 — храповое колесо, 5 — спиральное сверло, 6 —патрон, 7—верхняя часть шпинделя с резьбой, 8 — стальной центр, 9 — длинная гайка, 10 — скоба, Л — балка
Работать можно при горизонтальном и вертикальном положениях сверлилки.
В тех случаях, когда отверстие нужно просверлить в местах, недоступных для сверления ручной или электрической сверлилками, применяют трещотку.
Трещотка (рис. 3,а) состоит из шпинделя с храповым колесом, рукоятки, на которой укреплена собачка. На верхней части шпинделя нарезана резьба; на нее навинчена длинная гайка со стальным центром. На нижней части шпинделя имеется патрон с квадратным отверстием в которое вставляют хвостовик спирального сверла.
При помощи скобы трещотку укрепляют на просверливаемой детали, например на балке (рис. 3, б), и в намеченный центр отверстия устанавливают сверло. При повороте рукоятки слева направо храповик упирается в зуб храпового колеса и вращает его вместе со шпинделем и сверлом. При повороте рукоятки в обратную сторону до первоначального положения храповик только скользит по храповому колесу. Таким образом, при повороте рукоятки вправо и влево сверло вращается только в одну сторону.
3, б), и в намеченный центр отверстия устанавливают сверло. При повороте рукоятки слева направо храповик упирается в зуб храпового колеса и вращает его вместе со шпинделем и сверлом. При повороте рукоятки в обратную сторону до первоначального положения храповик только скользит по храповому колесу. Таким образом, при повороте рукоятки вправо и влево сверло вращается только в одну сторону.
Во время вращения рукоятки вправо гайка нажимает на скобу и сверло подается на металл.
Электросверлилки ИЭ-1008 (С-437) иИЭ-1013 (С-480), изображенные на рис. 4, предназначены для сверления отверстий в металле с пределом прочности при растяжении до 45 кгс/мм2 и при выполнении санитарно-технических работ.
Электросверлилки представляют собой ручной переносной инструмент и состоят из электродвигателя, редуктора и рукояток с выключателем.
Рис. 4. Электросверлилки
Электросверлилки приводятся в действие однофазным коллекторным электродвигателем, статор которого, помещенный в алюминиевый корпус, представляет собой пакет железа с двумя полюсными коробками. Ротор электродвигателя вращается в двух подшипниках.
Ротор электродвигателя вращается в двух подшипниках.
Вращение ротора от нарезанной на его валу шестерни передается при помощи зубчатых колес шпинделю. Для закрепления инструмента или патрона шпиндель имеет внутренний или наружный конус Морзе.
Подшипники и шестерни электросверлилки смазывают универсальной тугоплавкой смазкой УТС (консталин).
Периодически, не реже одного раза в три месяца, необходимо проверять состояние редуктора электросверлилки и заполнять его свежей смазкой.
Электросверлилки присоединяются к сети с напряжением 127 и 220 в. Работа должна производится на резиновом коврике, а руки работающего одеты в резиновые перчатки.
Перед работой электросверлилку пускают вхолостую, затем в намеченный центр отверстия устанавливают сверло, удерживая электросверлилку за ручки. На сверло нажимают, надавливая грудью на нагрудник электросверлилки. Нажимать надо равномерно. При сильном нажиме электродвигатель перегревается. Если сверло заело и электродвигатель остановился, необходимо сразу же выключить электросверлилку, в противном случае может перегореть обмотка электродвигателя.
При работе электросверлилкой во избежание поражения электрическим током корпус электродвигателя необходимо заземлить.
Для механизированного сверления отверстий служат приводные сверлильные станки.
Одношпиндельный вертикально-сверлильный станок 2150 (рис. 5,а) служит для сверления отверстий диаметром до 50 мм. Станок имеет коробку скоростей и коробку подач. Шпиндель станка имеет шесть скоростей — от 46 до 475 об/мин и 10 самоходных подач —от 0,15 до 1,1 мм за один оборот шпинделя.
Станина 7 при помощи фундаментной плиты 1 крепится к фундаменту. Для установки и закрепления просверливаемых предметов предназначен стол, укрепленный на станине, он может подниматься и опускаться рукояткой. Шпиндель станка работает от электродвигателя через привод.
Управляют станком с помощью рукояток. Ручная подача шпинделя производится штурвалом, а механическая — механизмом подачи, который передает поступательное движение вращающемуся сверлу. Для включения станка служат пусковые кнопки. При сверлении охлаждающая жидкость подается к сверлу через охлаждающую систему.
При сверлении охлаждающая жидкость подается к сверлу через охлаждающую систему.
Сверла с цилиндрическими хвостовиками укрепляют в шпинделе станка при помощи патрона, сжимающего хвостовик сверла своими кулачками. Сверла с коническими хвостовиками вставляют непосредственно в конусное отверстие шпинделя или, если размер хвостовика не соответствует размеру отверстия шпинделя, в переходную втулку.
Сверло в шпинделе удерживается и не провертывается благодаря трению между поверхностью конусного хвостовика и стенками конусного отверстия шпинделя и заклиниванию лапки хвостовика. Таким же способом удерживаются переходные втулки.
Рис. 5. Одношшшдельный вертикально-сверлильный станок:
а — общий вид: 1 — фундаментная плита, 2 — стол, 3 — охлаждающая система, 4 — привод, 5 —электродвигатель, 6 — штурвал, 7 — станина, 8 — рукоятка стола; б — двухкулачковые патроны; в — трехкулач-ковый патрон; г — переходные конусные втулки
На рис. 5 б, в, г показаны патроны и втулки для закрепления сверл.
Патроны самоцентрирующие. Они бывают двухкулачковые и трехкулачковые. В двухкулачковом патроне можно зажимать сверла больших диаметров, чем в трехкулачковых.
Санитарно-техническе работы — Сверление, развертывание, зенкерование и зенкование отверстий
Страница не найдена — Дочь мастера на все руки
Мы не нашли сообщения для этого URL.
Последние сообщения
Вы не понимаете разницу между шлифованным и нешлифованным раствором? Узнайте, как выбрать правильный для вашего проекта плитки здесь! Песчаная затирка относится к затирке, в которой используется …
Подробнее о затирке с песком и не затирке — что выбрать?
Затирку и герметик можно найти в одних и тех же местах, но это не одно и то же. Узнайте разницу между затиркой и герметиком и где их использовать! Затирка цементоподобная …
Узнайте больше о затирке против герметика — где они используются?
Узнайте, как установить петли шкафа так, чтобы дверь подходила идеально! Я покажу вам, как измерить, просверлить и установить скрытые петли шаг за шагом! Скрытые петли, также известные как …
Подробнее о Как установить петли шкафа шаг за шагом
Хотите сделать дверцы шкафа своими руками, но не знаете с чего начать? Ознакомьтесь с этими простыми идеями дверей шкафа своими руками в огромном диапазоне стилей! Хочу подарить …
Подробнее о 17 простых идей для дверей шкафа своими руками с ограниченным бюджетом
Пытаетесь выбрать между кедром и пиломатериалами, обработанными под давлением, для вашего проекта на открытом воздухе? Узнай разницу и выбери лучшее для себя! Вы задаетесь вопросом о разнице …
Подробнее о кедре и пиломатериалах, обработанных под давлением
Подставки — это простой проект, который вы можете сделать всего за несколько часов из обрезков дерева! Найдите идеальный дизайн деревянных подставок своими руками в этом списке! Подставки — отличный …
Подробнее о 15 простых идей дизайна деревянных подставок своими руками
Устали от загроможденных ящиков на кухне, в ванной или офисе? Я нашла 15 гениальных идей органайзеров для ящиков своими руками для каждой комнаты дома! Устали рыться в …
Подробнее о 15 простых идей органайзера для ящиков своими руками
Вас интересует, можно ли красить обои? Узнайте, можете ли вы, и нужно ли вам, в этой статье! Да, вы можете покрасить обои. Но должны ли вы? …
Но должны ли вы? …
Подробнее о Можно ли закрашивать обои?
После четырех недель прополки, копания, посадки и строительства мой задний двор преобразился! Посмотрите до и после этого удивительного преображения! Преображение заднего двора было тонной…
Подробнее о Преображении заднего двора до и после
Старые обои могут сделать помещение устаревшим. В этом уроке показано, как удалить обои тремя разными способами, чтобы придать вашей комнате новый вид! Когда мы купили наш …
Подробнее о том, как удалить обои — 3 разных метода
Нужно хранилище для вашей Playstation, Xbox и Switch? Сделайте эту простую полку для игровой консоли своими руками с регулируемыми полками для всех ваших видеоигр! Еще в 2019 году я сделал эту встроенную …
Подробнее о Полка для игровой приставки «Сделай сам»
Сделать дверцы шкафа Shaker проще, чем вы думаете! Я покажу вам, как использовать фрезерный стол, чтобы сделать эти дверцы шкафа для шейкера своими руками! Их много…
Подробнее о том, как сделать дверцы шкафа-шейкера
В чем разница между молибденовым болтом и рычажным болтом? Являются ли они одним и тем же типом настенного анкера с разными названиями? Узнайте больше здесь! Вы пытаетесь…
Подробнее о Molly Bolts и Toggle Bolts — что мне использовать?
Стоит ли передвижная торцовочная пила дополнительных затрат? Давайте сравним скользящие и нескользящие торцовочные пилы, чтобы вы могли решить, какая пила вам подходит! Торцовочная пила …
Подробнее о скользящих и нескользящих торцовочных пилах
Ищете идеальный журнальный столик? Зачем покупать, когда можно сделать своими руками! Ознакомьтесь с этими идеями журнального столика своими руками с планами деревообработки, чтобы вы могли сделать свой собственный! Признаюсь…
Подробнее о 13 потрясающих идеях для журнального столика своими руками с чертежами
Ваши доски всегда немного коротковаты? Узнайте, как учитывать пропил пилы в своих проектах по деревообработке, чтобы каждый пропил был нужной длины! Это случается с …
Узнайте больше о том, что такое распил и почему это важно в деревообработке
Болты с защелкой — это прочные анкеры для гипсокартона, предназначенные для крепления тяжелых предметов к стене без шпилек. Вот как правильно использовать тумблеры! Нужно крепить что-то тяжелое…
Вот как правильно использовать тумблеры! Нужно крепить что-то тяжелое…
Подробнее о том, как использовать рычажные болты [шаг за шагом]
Запутались в разнообразии анкеров для пустотелых стен? В этом руководстве я покажу вам, когда их использовать, а также плюсы и минусы каждого стиля. Это никогда не …
Подробнее о 7 типах анкеров для пустотелых стен
Хотите, чтобы ваши окна оставались приватными, но при этом пропускали солнечный свет? Узнайте, как наносить матовую контактную бумагу на окна! Контактная бумага — это волшебство. Я использовал его для …
Подробнее о том, как применить матовую контактную бумагу для Windows
Опилки могут показаться отходами, но они могут решить массу проблем! Вот 10 умных способов использования опилок, о которых вы, возможно, и не догадывались! Тьфу, пыль…
Подробнее о 10 умных способах использования опилок
Нужно дополнительное место рядом с грилем? Взгляните на эти простые идеи уличной гриль-станции своими руками, которые вы могли бы сделать за выходные с помощью основных инструментов! Вы изо всех сил пытаетесь готовить …
Подробнее о 11 простых идей для уличной гриль-станции своими руками, которые можно сделать в эти выходные
Собери гриль-станцию своими руками для следующего барбекю на заднем дворе! Идеально подходит для приготовления пищи, настольного гриля или печи для пиццы с прочной бетонной плиткой сверху. Сделайте крошечный балкон…
Сделайте крошечный балкон…
Подробнее о Гриль-станция своими руками с бетонной столешницей
Нет искателя шпилек? Без проблем! Узнайте, как найти стойку без приспособления для поиска гвоздей, чтобы быстро и безопасно повесить предметы на стену. В то время как электронный искатель шипов может …
Подробнее о том, как найти шип без искателя шипов
Устали забывать подсчитывать очки, играя в любимую игру на заднем дворе? Взгляните на эти 10 идей для подсчета очков, которые можно купить или сделать своими руками! Cornhole — популярный задний двор и …
Узнайте больше о 10 идеях для создания счетчиков Cornhole Score Keeper, которые можно купить или сделать своими руками
Узнайте, как построить верстак из пиломатериалов 2х4 и фанеры, а также добавить специальные полки для дополнительного места! Получите бесплатные планы, чтобы сделать свой собственный! В каждом гараже или …
Подробнее о Верстак Easy DIY 2×4 с местом для хранения
Вы хотите обновить свою уродливую кухню, но ремонт не предусмотрен в бюджете? Я покажу вам, как успешно покрасить шкафы из ламината! Этот стиль шкафов из ламината с дубом …
Подробнее о том, как покрасить шкафы из ламината
Узнайте, как покрасить меламин, чтобы он не отслаивался и не царапался! Эти приемы покраски отлично подходят для меламиновых шкафов и мебели. Меламин – это древесно-стружечная плита с сердцевиной …
Меламин – это древесно-стружечная плита с сердцевиной …
Подробнее о Можно ли красить меламин? Да! Вот как…
Эти полезные советы предотвратят высыхание краски при хранении! Я покажу вам, как хранить остатки краски, чтобы она оставалась свежей для подкраски! Кажется, собираю…
Подробнее о том, как хранить остатки краски
Превратите свой задний двор в идеальное место для гриля и приготовления пищи с помощью этих удивительных идей для уличной кухни своими руками! Вы тратите много времени на приготовление гриля на улице летом…
Подробнее о 13 креативных идеях для кухни на открытом воздухе своими руками
Вам интересно, как покрасить ПВХ? В этом руководстве мы рассмотрим все советы, приемы и приемы покраски труб и отделки из ПВХ! Покраска ПВХ начинается с хорошего …
Подробнее о том, как красить ПВХ [Советы и рекомендации]
Скоростной угольник предназначен не только для разметки прямых линий! Узнайте, как использовать квадрат скорости и разблокируйте все эти не очень секретные функции! С этим вы можете многое сделать…
Подробнее о том, как использовать Speed Square [7 различных способов]
Хотите сделать дверцы шкафа своими руками? Это удобное руководство покажет вам, как измерить двери шкафа и получить точные размеры, которые вам нужны! Самая важная часть …
Подробнее о том, как измерить дверцы шкафа
Устали спотыкаться о шнуры или искать нужный инструмент? Избавьтесь от беспорядка в своей мастерской или гараже с помощью этих идей для хранения электроинструментов своими руками! У меня маленькая мастерская.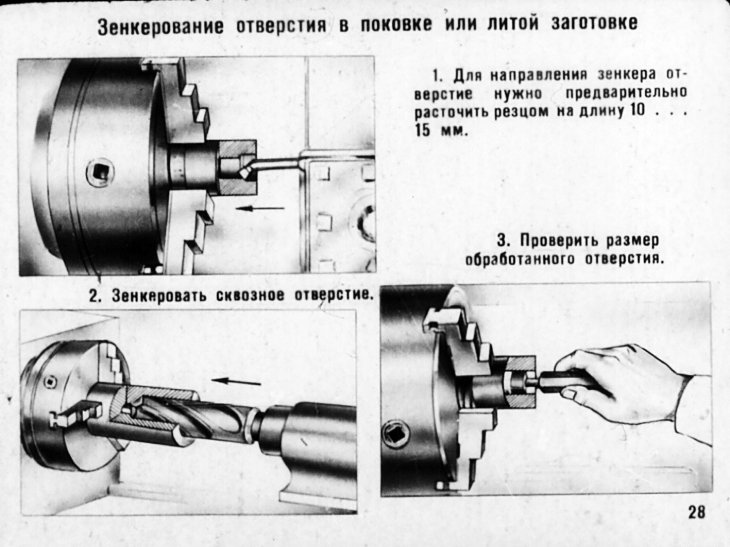 Это …
Это …
Подробнее о 17 идеях хранения электроинструментов Genius DIY
Внутренний дворик из мелкого гравия дешев, прост в установке и уходе! Но у него есть несколько недостатков. Узнайте все плюсы и минусы патио с мелким гравием здесь! Зачем устанавливать …
Подробнее о преимуществах и недостатках
патио из гравия в горошек
Узнайте, как спрятать шурупы в дереве, чтобы ваши проекты выглядели более профессионально! Я покажу вам 7 разных методов от новичка до продвинутого! Почему вы должны беспокоиться о сокрытии …
Подробнее о том, как спрятать шурупы в дереве [7 разных способов]
Задумывались ли вы о разнице между грунтовками на водной и масляной основе? Узнайте, какой из них выбрать для вашего следующего проекта здесь! Вода и масло не смешиваются, и правильный выбор…
Подробнее о грунтовке на масляной основе и грунтовке на водной основе
Карманные отверстия облегчают сборку мебели, но эти большие отверстия такие уродливые! Узнайте, как заполнить карманные отверстия 7 различными способами, чтобы скрыть их! Карманные отверстия, сделанные …
Подробнее о том, как заполнить карманные отверстия [7 различных способов]
Нужно немного подтолкнуть, чтобы добраться до этой высокой полки? Ваши дети с трудом дотягиваются до раковины? Сделайте один из этих простых табуретов своими руками! Вы устали от …
Подробнее о 15 простых идей табурета-стремянки своими руками для детей и взрослых
В чем разница между зенковкой и зенковкой? Как вы делаете эти отверстия в дереве и почему? Найдите ответы здесь! Ваш проект по деревообработке требует использования шурупов с потайной головкой? Или …
Узнайте больше о Зенковка и Зенковка
Создавайте идеальные круги с помощью этого простого приспособления для резки кругов ленточной пилой! Эта регулируемая конструкция позволяет легко делать деревянные круги любого диаметра! Существует множество различных способов …
Подробнее о Приспособление для круговой резки ленточной пилы своими руками
Страница не найдена — Дочь мастера на все руки
Мы не нашли сообщения для этого URL.
Последние сообщения
Вы не понимаете разницу между шлифованным и нешлифованным раствором? Узнайте, как выбрать правильный для вашего проекта плитки здесь! Песчаная затирка относится к затирке, в которой используется …
Подробнее о пескоструйной или нешлифованной затирке — что выбрать?
Затирку и герметик можно найти в одних и тех же местах, но это не одно и то же. Узнайте разницу между затиркой и герметиком и где их использовать! Затирка похожа на цемент …
Подробнее о Затирка против герметика — Где они используются?
Узнайте, как установить петли шкафа так, чтобы дверь подходила идеально! Я покажу вам, как измерить, просверлить и установить скрытые петли шаг за шагом! Скрытые петли, также известные как …
Подробнее о Пошаговая установка петель шкафа
Хотите сделать дверцы шкафа своими руками, но не знаете с чего начать? Ознакомьтесь с этими простыми идеями дверей шкафа своими руками в огромном диапазоне стилей! Хотите подарить…
Подробнее о 17 простых идей для дверей шкафа своими руками с ограниченным бюджетом
Пытаетесь выбрать между кедром и пиломатериалами, обработанными под давлением, для вашего проекта на открытом воздухе? Узнай разницу и выбери лучшее для себя! Вы задаетесь вопросом о разнице …
Подробнее о кедре и пиломатериалах, обработанных под давлением
Подставки — это простой проект, который вы можете сделать всего за несколько часов из обрезков дерева! Найдите идеальный дизайн деревянных подставок своими руками в этом списке! Подставки — это отличный…
Подробнее о 15 простых идей дизайна деревянных подставок своими руками
Устали от загроможденных ящиков на кухне, в ванной или офисе? Я нашла 15 гениальных идей органайзеров для ящиков своими руками для каждой комнаты дома! Устали рыться в …
Подробнее о 15 простых идей органайзера для ящиков своими руками
Вас интересует, можно ли красить обои? Узнайте, можете ли вы, и нужно ли вам, в этой статье! Да, вы можете покрасить обои. Но должны ли вы? …
Но должны ли вы? …
Подробнее о Можно ли закрашивать обои?
После четырех недель прополки, копания, посадки и строительства мой задний двор преобразился! Посмотрите до и после этого удивительного преображения! Преображение заднего двора было тонной …
Подробнее о Преображении заднего двора до и после
Старые обои могут сделать помещение устаревшим. В этом уроке показано, как удалить обои тремя разными способами, чтобы придать вашей комнате новый вид! Когда мы купили наш …
Подробнее о том, как удалить обои — 3 разных метода
Нужно хранилище для вашей Playstation, Xbox и Switch? Сделайте эту простую полку для игровой консоли своими руками с регулируемыми полками для всех ваших видеоигр! Еще в 2019 году я сделал эту встроенную …
Подробнее о Полка для игровой приставки «Сделай сам»
Сделать дверцы шкафа Shaker проще, чем вы думаете! Я покажу вам, как использовать фрезерный стол, чтобы сделать эти дверцы шкафа для шейкера своими руками! Есть много …
Подробнее о Как сделать дверцы шкафа-шейкера
В чем разница между молибденовым болтом и рычажным болтом? Являются ли они одним и тем же типом настенного анкера с разными названиями? Узнайте больше здесь! Вы пытаетесь…
Подробнее о Molly Bolts и Toggle Bolts — что мне использовать?
Стоит ли передвижная торцовочная пила дополнительных затрат? Давайте сравним скользящие и нескользящие торцовочные пилы, чтобы вы могли решить, какая пила вам подходит! Торцовочная пила …
Подробнее о скользящих и нескользящих торцовочных пилах
Ищете идеальный журнальный столик? Зачем покупать, когда можно сделать своими руками! Ознакомьтесь с этими идеями журнального столика своими руками с планами деревообработки, чтобы вы могли сделать свой собственный! Я признаю …
Подробнее о 13 потрясающих идеях для журнального столика своими руками с чертежами
Ваши доски всегда немного коротковаты? Узнайте, как учитывать пропил пилы в своих проектах по деревообработке, чтобы каждый пропил был нужной длины! Это случается с …
Подробнее о том, что такое распил и почему это важно в деревообработке
Болты с защелкой — это прочные анкеры для гипсокартона, предназначенные для крепления тяжелых предметов к стене без шпилек. Вот как правильно использовать тумблеры! Необходимо установить что-то тяжелое…
Вот как правильно использовать тумблеры! Необходимо установить что-то тяжелое…
Подробнее о том, как использовать болты с защелкой [шаг за шагом]
Запутались в разнообразии анкеров для пустотелых стен? В этом руководстве я покажу вам, когда их использовать, а также плюсы и минусы каждого стиля. Это никогда не …
Подробнее о 7 типах анкеров для пустотелых стен
Хотите, чтобы ваши окна оставались приватными, но при этом пропускали солнечный свет? Узнайте, как наносить матовую контактную бумагу на окна! Контактная бумага — это волшебство. Я использовал его для …
Подробнее о том, как наносить матовую контактную бумагу для Windows
Опилки могут показаться отходами, но они могут решить массу проблем! Вот 10 умных способов использования опилок, о которых вы, возможно, и не догадывались! Тьфу, пыль…
Подробнее о 10 умных способах использования опилок
Нужно дополнительное место рядом с грилем? Взгляните на эти простые идеи уличной гриль-станции своими руками, которые вы могли бы сделать за выходные с помощью основных инструментов! Вы изо всех сил пытаетесь приготовить …
Подробнее о 11 простых идеях уличной гриль-станции своими руками, которые можно сделать в эти выходные
Собери гриль-станцию своими руками для следующего барбекю на заднем дворе! Идеально подходит для приготовления пищи, настольного гриля или печи для пиццы с прочной бетонной плиткой сверху. Сделайте крошечный балкон…
Сделайте крошечный балкон…
Подробнее о Гриль-станция своими руками с бетонной столешницей
Нет искателя шпилек? Без проблем! Узнайте, как найти стойку без приспособления для поиска гвоздей, чтобы быстро и безопасно повесить предметы на стену. В то время как электронный искатель шипов может …
Подробнее о том, как найти шип без искателя шипов
Устали забывать подсчитывать очки, играя в любимую игру на заднем дворе? Взгляните на эти 10 идей для подсчета очков, которые можно купить или сделать своими руками! Cornhole — популярный задний двор и …
Подробнее о 10 идеях для хранения счетов Cornhole, которые можно купить или сделать своими руками
Узнайте, как построить верстак из пиломатериалов 2х4 и фанеры, а также добавить специальные полки для дополнительного места! Получите бесплатные планы, чтобы сделать свой собственный! В каждом гараже или …
Подробнее о Верстак Easy DIY 2×4 с местом для хранения
Вы хотите обновить свою уродливую кухню, но ремонт не предусмотрен в бюджете? Я покажу вам, как успешно покрасить шкафы из ламината! Этот стиль шкафов из ламината с дубом …
Подробнее о том, как покрасить шкафы из ламината
Узнайте, как покрасить меламин, чтобы он не отслаивался и не царапался! Эти приемы покраски отлично подходят для меламиновых шкафов и мебели. Меламин – это древесно-стружечная плита с сердцевиной …
Меламин – это древесно-стружечная плита с сердцевиной …
Подробнее о Можно ли красить меламин? Да! Вот как…
Эти полезные советы предотвратят высыхание краски при хранении! Я покажу вам, как хранить остатки краски, чтобы она оставалась свежей для подкраски! Кажется, я собираю …
Подробнее о том, как хранить остатки краски
Превратите свой задний двор в идеальное место для гриля и приготовления пищи с помощью этих удивительных идей для уличной кухни своими руками! Вы тратите много времени на приготовление гриля на улице летом…
Подробнее о 13 креативных идеях для кухни на открытом воздухе своими руками
Вам интересно, как покрасить ПВХ? В этом руководстве мы рассмотрим все советы, приемы и приемы покраски труб и отделки из ПВХ! Покраска ПВХ начинается с хорошего …
Узнайте больше о том, как красить ПВХ [Советы и рекомендации]
Скоростной угольник предназначен не только для разметки прямых линий! Узнайте, как использовать квадрат скорости и разблокируйте все эти не очень секретные функции! С этим вы можете многое сделать…
Подробнее о том, как использовать Speed Square [7 различных способов]
Хотите сделать дверцы шкафа своими руками? Это удобное руководство покажет вам, как измерить двери шкафа и получить точные размеры, которые вам нужны! Самая важная часть…
Подробнее о том, как измерить дверцы шкафа
Устали спотыкаться о шнуры или искать нужный инструмент? Избавьтесь от беспорядка в своей мастерской или гараже с помощью этих идей для хранения электроинструментов своими руками! У меня маленькая мастерская. Это …
Это …
Подробнее о 17 идеях хранения электроинструментов Genius DIY
Внутренний дворик из мелкого гравия дешев, прост в установке и уходе! Но у него есть несколько недостатков. Узнайте все плюсы и минусы патио с мелким гравием здесь! Зачем устанавливать …
Подробнее о преимуществах и недостатках патио из гравия в горошек
Узнайте, как спрятать шурупы в дереве, чтобы ваши проекты выглядели более профессионально! Я покажу вам 7 разных методов от новичка до продвинутого! Почему вы должны беспокоиться о том, чтобы спрятать …
Подробнее о том, как спрятать шурупы в дереве [7 различных способов]
Задумывались ли вы о разнице между грунтовками на водной и масляной основе? Узнайте, какой из них выбрать для вашего следующего проекта здесь! Вода и масло не смешиваются, и правильный выбор…
Подробнее о грунтовке на масляной основе и грунтовке на водной основе
Карманные отверстия облегчают сборку мебели, но эти большие отверстия такие уродливые! Узнайте, как заполнить карманные отверстия 7 различными способами, чтобы скрыть их! Карманные отверстия, сделанные …
Подробнее о том, как заполнить карманные отверстия [7 различных способов]
Нужно немного подтолкнуть, чтобы добраться до этой высокой полки? Ваши дети с трудом дотягиваются до раковины? Сделайте один из этих простых табуретов своими руками! Вы устали от …
Подробнее о 15 простых идей табурета-стремянки своими руками для детей и взрослых
В чем разница между зенковкой и зенковкой? Как вы делаете эти отверстия в дереве и почему? Найдите ответы здесь! Ваш проект по деревообработке требует использования шурупов с потайной головкой? Или …
Узнайте больше о Зенковка и Зенковка
Создавайте идеальные круги с помощью этого простого приспособления для резки кругов ленточной пилой! Эта регулируемая конструкция позволяет легко делать деревянные круги любого диаметра! Существует множество различных способов …
Подробнее о Приспособление для круговой резки ленточной пилы своими руками
Специализированные стыковые петли — зенковка отверстий
Стыковые петли
изменить тип петли
Отверстия
изменение операции
Зенковка
Отверстия: Зенковка
См. размерные таблицы ниже.
размерные таблицы ниже.
Отверстия
имеют зенкер, добавленный к ним, когда плоская головка
шуруп или заклепку, чтобы головка шурупа не выступала над поверхностью листа.
Это требование часто предъявляется к петлям, потому что когда петля
закрывается, часто остается мало места для торчащих головок крепежа
с поверхности шарнира. Особенно это актуально, когда отверстия на обоих
листья расположены прямо напротив друг друга.
Например, на полуобжатых петлях,
нет места для головок крепежа, когда петля закрывается. Потайные отверстия являются общими в этой конфигурации.
Отверстия с потайной головкой
Размеры винтов с плоской головкой пронумерованы. Допустимо указывать размеры отверстий по этому номеру, например: «Отверстие для винта с плоской головкой № 8»
Стандартные уголки с зенковкой
Вы также можете назвать размеры по
угол и диаметр. Самые популярные угловые вызовы — 82 и 100 градусов, но доступны и другие углы.
Размеры зенковки
Также можно назвать размеры по верхнему и нижнему диаметру.
Минимальный остаточный материал
Обратите внимание, что важно спроектировать хотя бы небольшое количество
материал оставаться неразрезанным.
Если это не предусмотрено, инструменты, используемые для нарезки зенковки, будут образовывать недопустимый заусенец на обратной стороне петли.
Схема зенковки
Почему диаметр нашего отверстия обычно больше диаметра корпуса
При пробивке отверстия в листовом металле при подготовке к
зенкеруя, мы пробиваем отверстие, достаточно большое, чтобы оставить минимум 0,005 дюйма.
на дне отверстия, чтобы не образовался заусенец. Диаграмма
выше показан этот минимум 0,005 дюйма. Мы рассчитали отверстие
диаметр, необходимый для ряда популярных размеров винтов, и перечислили
размеры в таблицах ниже.
Стол для зенкеров 82 градуса
| Винт Размер | #4 | #5 | #6 | #8 | #10 | #12 | 1/4-20 |
Максимум. Диаметр головки Диаметр головки | 0,225 | 0,252 | 0,279 | 0,332 | 0,385 | 0,438 | 0,507 |
| Мин. Диаметр головки | 0,207 | 0,232 | 0,257 | 0,308 | 0,359 | 0,410 | 0,477 |
| Топ Ццк. Диаметр | 0,216 | 0,242 | 0,268 | 0,320 | 0,372 | 0,424 | 0,492 |
| Диаметр корпуса | 0,112 | 0,125 | 0,138 | 0,164 | 0,190 | 0,216 | 0,250 |
| Размер винта | #4 | #5 | #6 | #8 | #10 | #12 | 1/4-20 |
| Толщина | Размеры отверстий перед зенковкой для Винты 82 градуса (+/-.  005) 005) | ||||||
| 0,020 | 0,1950 | 0,2220 | 0,2490 | 0,3020 | 0,3550 | 0,4060 | 0,4770 |
| 0,025 | 0,1870 | 0,2130 | 0,2400 | 0,2930 | 0,3460 | 0,4060 | 0,4680 |
| 0,030 | 0,1760 | 0,2010 | 0,2280 | 0,2810 | 0,3340 | 0,4060 | 0,4560 |
| 0,035 | 0,1660 | 0,1960 | 0,2210 | 0,2740 | 0,3280 | 0,4060 | 0,4490 |
| 0,042 | 0,1600 | 0,1870 | 0,2130 | 0,2630 | 0,3170 | 0,4060 | 0,4370 |
| 0,050 | 0,1410 | 0,1700 | 0,1960 | 0,2500 | 0,3030 | 0,3830 | 0,4240 |
| 0,060 | 0,1280 | 0,1520 | 0,1790 | 0,2320 | 0,2850 | 0,3830 | 0,4060 |
| 0,074 | 0,1250 | 0,1280 | 0,1560 | 0,2080 | 0,2630 | 0,3680 | 0,3830 |
| 0,090 | 0,1250 | 0,1280 | 0,1560 | 0,1940 | 0,2500 | 0,3360 | 0,3680 |
| 0,120 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,3030 | 0,3120 |
| 0,179 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,2320 | 0,3120 |
| 0,250 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,2320 | 0,3120 |
Наш стандарт диаметра верхней части
зенкер должен принять середину диапазона для номинального размера
с допуском плюс или минус 0,010 . Например, для плоской головки #8.
Например, для плоской головки #8.
ввинчивая материал толщиной 0,042, мы пробивали бы отверстие диаметром 0,263 и
зенковать до 0,320 (0,332 плюс 0,308 разделить на 2) плюс или минус 0,010. Любой
размер верхней части зенковки от 0,310 до 0,330 будет учитываться
в пределах допуска.
Отверстие, пробитое в листовом металле,
спроектирован так, чтобы оставить стенку толщиной не менее 0,005 после завершения зенковки. Этот
предотвратит образование заусенцев на нижней стороне листового металла. Для
В приведенном выше примере мы проделали бы отверстие диаметром 0,263, хотя диаметр корпуса
винт .164. Часть головы будет выступать под поверхностью листа
металл.
Стол для зенкеров 100 градусов
| Размер винта | #4 | #5 | #6 | #8 | #10 | #12 | 1/4-20 |
Максимум. Диаметр головки Диаметр головки | 0,231 | 0,257 | 0,283 | 0,335 | 0,387 | 0,439 | 0,507 |
| Мин. Диаметр головки | 0,201 | 0,227 | 0,253 | 0,305 | 0,357 | 0,409 | 0,477 |
| Топ Ццк. Диаметр | 0,216 | 0,242 | 0,268 | 0,320 | 0,372 | 0,424 | 0,492 |
| Диаметр корпуса | 0,112 | 0,125 | 0,138 | 0,164 | 0,190 | 0,216 | 0,250 |
| Размер винта | #4 | #5 | #6 | #8 | #10 | #12 | 1/4-20 |
| Толщина | Размеры отверстий перед зенковкой Винты 100 градусов (+/-.  005) 005) | ||||||
| 0,020 | 0,1870 | 0,2130 | 0,2490 | 0,3020 | 0,3460 | 0,4060 | 0,4770 |
| 0,025 | 0,1870 | 0,2130 | 0,2320 | 0,2930 | 0,3460 | 0,4060 | 0,4680 |
| 0,030 | 0,1760 | 0,1960 | 0,2210 | 0,2740 | 0,3360 | 0,3830 | 0,4560 |
| 0,035 | 0,1600 | 0,1870 | 0,2130 | 0,2630 | 0,3120 | 0,3680 | 0,4370 |
| 0,042 | 0,1410 | 0,1760 | 0,1960 | 0,2500 | 0,3130 | 0,3680 | 0,4240 |
| 0,050 | 0,1250 | 0,1280 | 0,1760 | 0,2320 | 0,2850 | 0,3360 | 0,4060 |
| 0,060 | 0,1250 | 0,1280 | 0,1560 | 0,2130 | 0,2850 | 0,3830 | 0,4060 |
| 0,074 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,2320 | 0,3120 |
| 0,090 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,2320 | 0,3120 |
| 0,120 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,2320 | 0,3120 |
| 0,179 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,2320 | 0,3120 |
| 0,250 | 0,1250 | 0,1280 | 0,1560 | 0,1870 | 0,2130 | 0,2320 | 0,3120 |
Наш стандарт диаметра для
вершину зенковки следует принять за номинальную середину диапазона
размер с допуском плюс или минус 0,015 . Например, для
Например, для
Винт № 8 с плоской головкой из материала толщиной 0,042, мы бы пробивали винт диаметром 0,250.
отверстие и зенковать до 0,320 (0,335 плюс 0,305 разделить на 2) плюс или минус
0,015. Любой размер верхней части зенковки от 0,305 до 0,335 будет
рассматривать в пределах допуска.
Отверстие, пробитое в листовом металле, предназначено для
оставьте стену минимум 0,005 после завершения зенковки. Это будет
предотвратить образование заусенцев на нижней стороне листового металла. Для
В приведенном выше примере мы пробивали бы отверстие диаметром 0,250, хотя корпус
диаметр винта .164. Часть головы будет выступать ниже
поверхность листового металла.
Потайные отверстия? — Shapeoko — Сайт сообщества Carbide 3D
The_real_janderson
(Джонатан Андерсон)
#1
Я хочу сделать потайные отверстия в дереве и алюминии, какую концевую фрезу вы бы использовали для этого? У меня есть резак-чейнджер, и я подумал, что сработает несколько переходов, но я предполагаю, что есть вариант получше. Я видел, что у центрирующих сверл есть такая возможность, но я никогда не видел, чтобы кто-то использовал ее на Shapeoko.
Я видел, что у центрирующих сверл есть такая возможность, но я никогда не видел, чтобы кто-то использовал ее на Shapeoko.
Чем ты занимаешься?
Уилл Адамс
(Уильям Адамс (Carbide 3D))
#2
Я бы снял фаску вокруг отверстия с помощью 90-градусной концевой фрезы — хотелось бы, чтобы была легкодоступная концевая фреза 82-градусная V из карбида для оборудования Imperial.
2 лайков
(Дэн Нельсон)
#3
В зависимости от того, сколько отверстий вам нужно для CS, иногда проще/быстрее вручную или на сверлильном станке с заданной глубиной. Или, может быть, фрезу с углом наклона 82 градуса?
Или, может быть, фрезу с углом наклона 82 градуса?
http://www.lakeshorecarbide.com/1482gradeincludedanglechamfertool.aspx
Dan
1 Нравится
(Ричард Курнуайе)
#4
Я делаю отверстия C’Sunk двумя способами: быстро и грязно (CC Wood) и медленно и точно (F360 Metal)… ), исходя из нужных мне угла и диаметра, но сначала я вычисляю математику.
В Fusion 360 я моделирую C’Sink и обычно использую концевую фрезу для 3D-фрезерования.
Надеюсь, это поможет.
2 лайка
3DGG
(Грэм Герхардт)
#5
Я использую Estlcam почти во всех своих операциях по сверлению и зенкерованию.
Вы можете использовать как V-образную фрезу для снятия фаски, либо, если вы ленивы (я попадаю в эту категорию) и хотите сэкономить на смене инструмента, вы можете просто использовать обычную плоскую концевую фрезу — нарезая серию мини-шагов.
:
Посмотрите это видео — в частности, посмотрите с 2:22 до 4:05, и он охватывает оба вышеуказанных сценария.
Если у вас есть несколько одинаковых отверстий, которые нужно просверлить и снять фаску, вы просто указываете детали одного, а затем копируете и вставляете в другие. Очень быстро и легко.
Мне также нравится это, потому что вы можете использовать функцию винтового сверла с обычной концевой фрезой — отлично работает с алюминиевым листом. И, конечно же, вы просто снимаете фаску, используя ту же фрезу, без смены инструмента.
1 Нравится
luc.onthego
(Люк)
#6
В другой ветке люди обсуждали американский поставщик концевых фрез в Орегоне (EDIT RogueSystems @Griff), который будет принимать заказы на специальные концевые фрезы. Возможно, если будет достаточный спрос, они могли бы сделать V-образную коронку 82° X 0,5 дюйма с хвостовиком 0,250 дюйма, предназначенную для отверстий с потайной головкой.
2 лайков
УиллАдамс
(Уильям Адамс (Carbide 3D))
#7
Мне нужно делать больше латунной фурнитуры, чтобы это было чем-то, что я мог бы оправдать (но мой следующий крупный проект выглядит так, как будто мне нужно будет сделать кое-что на заказ), так что да, поставьте мне 3 на этот порядок.
1 Нравится
Грифф
(Ну дерьмо, этого не может быть…)
#8
Я добавлю это в список, который я составляю для Билла в RogueSystems, пока мы говорим.
Любые другие предложения? ПМ мне. О, пожалуйста, не спрашивайте мельницы, которые они уже производят, сначала проверьте их список.
3 лайков
(Джонатан Андерсон)
#9
@WillAdams — В этом есть смысл. Я подумал, что предложения @DanoInTx по использованию 82-градусной фрезы для фаски звучат хорошо. Я увидел звук и подумал, что это может сработать.
Я увидел звук и подумал, что это может сработать.
@RichCournoyer — Правда? Шаровая концевая фреза, чтобы сделать это из алюминия? Это имеет смысл, у него будет гребешковая высота, но я все равно могу попробовать его, прежде чем покупать специальную фрезу для снятия фаски, если я хочу делать это много раз.
@3DGG — В этом есть смысл. Я попробую эту стратегию с тем, что у меня есть, и посмотрю, как она работает. Спасибо за видео!
@luc.onthego — Хорошая мысль!
(Джонатан Андерсон)
#10
Круто! Вы видели мои предложения из другой темы, так что у меня сейчас нет других идей.
Рич Курнуайе
(Ричард Курнуайе)
#11
Я ПРЕДПОЧИТАЮ фрезу с фаской (V), но поскольку двигатель Z довольно слабый (18 фунтов прижимной силы), концевая фреза со сферическим наконечником является безопасным выбором фрезы. Высота гребешка (в мире ЧПУ их называют выступами) можно контролировать с помощью F360. Это означает, что вы выбираете высоту. ((я обычно использую 0,004-0,005″)
4 лайков
(Джонатан Андерсон)
#12
Отлично, попробую!
система
(система)
закрыто
№13
Эта тема была автоматически закрыта через 30 дней после последнего ответа. Новые ответы больше не допускаются.
7 причин, по которым вам следует зенковать шурупы по дереву
В этой статье я покажу, почему важно зенковать шурупы. Кроме того, я покажу, что может произойти, если не зенковать.
Во-первых, что такое зенкерование? Что ж, типичный шуруп для дерева имеет угол фаски 82 градуса наверху. Под этим я имею в виду vee на головке винта. Этот V-образный вырез будет отталкивать древесину при затягивании винта. Это может привести ко многим проблемам, как будет описано ниже.
Чтобы их избежать, можно просверлить зенкерное отверстие для шурупа. Для этого нужно выполнить несколько шагов: Для винта просверливается пилотное отверстие. Это позволяет ему легче проникать в лес. Кроме того, вы сократили vee для головки винта. Кроме того, вы просверливаете зенковку , чтобы можно было затянуть головку винта ниже поверхности дерева.
Кроме того, вы просверливаете зенковку , чтобы можно было затянуть головку винта ниже поверхности дерева.
Шурупы по дереву с потайной головкой
К счастью, все эти шаги можно выполнить одновременно с помощью комбинации направляющего отверстия и зенковки для дрели. Иногда биты этого типа просто называют зенкерными. Нижняя часть биты содержит конус и прорезает отверстие меньше диаметра резьбы винта. По мере продвижения вверх долото расширяется, так что оно может разрезать 82-градусный угол 9.1302 угол фаски сечение. Наконец, сверло достигает диаметра большего, чем у головки винта, и вы можете вырезать отверстие с цековкой. Зенковка может быть 3/8 дюйма или около того, в зависимости от размера бита. Это позволяет вставить деревянную пробку на головку шурупа. Вилки часто используются с предметами мебели.
Причины использования зенковки
Существует много причин для зенковки винта. Ниже мы перечислили некоторые из них. Уверен, вы согласитесь, что зенкерование — очень хорошая практика. Конечно, это требует дополнительного времени. Тем не менее, вы, вероятно, сэкономите время в долгосрочной перспективе. Кроме того, ваш проект будет выглядеть лучше и иметь более профессиональный вид.
Конечно, это требует дополнительного времени. Тем не менее, вы, вероятно, сэкономите время в долгосрочной перспективе. Кроме того, ваш проект будет выглядеть лучше и иметь более профессиональный вид.
1. Шуруп с трудом закручивается
V-образная секция шурупа отталкивает древесину при вращении. С мягкой древесиной, такой как сосна, вы можете затянуть винт так, чтобы головка находилась на одном уровне с поверхностью. Однако вы рискуете слишком сильно надавить на древесину и расколоть ее.
Это становится еще более серьезной проблемой, если древесина твердая, например дуб. Решение состоит в том, чтобы просверлить зенкерное отверстие. Это отверстие облегчает поворот винта.
2. Хотите спрятать винт
Вы можете закрыть винт деревянной пробкой, чтобы скрыть его. Заглушки можно зафиксировать столярным клеем. Тем не менее, убедитесь, что вы вытерли все лишнее. В этом может помочь влажная тряпка. Кроме того, вам, возможно, придется подождать, пока клей высохнет, а затем повторно отшлифовать секцию заглушки. Это позволяет удалить остатки клея, оставшиеся на дереве. Важно удалить это, потому что клей может помешать морилке.
Это позволяет удалить остатки клея, оставшиеся на дереве. Важно удалить это, потому что клей может помешать морилке.
Деревянный дюбель закрывает шуруп
Другой подход заключается в использовании деревянного дюбеля для дюбеля. Вы должны обрезать его близко к поверхности дерева, а затем отшлифовать, чтобы он был на одном уровне с поверхностью. Для этого можно использовать торцовочную пилу, ручную торцовочную пилу или аналогичный инструмент с лезвием с мелкими зубьями. Кроме того, вам нужно будет приклеить дюбель так же, как вы сделали это с деревянной заглушкой.
Деревянные пуговицы также можно использовать для закрытия винта. Они похожи на деревянные пробки. Однако кнопки закруглены, а заглушки отшлифованы заподлицо с поверхностью дерева.
3. Не требуется выступающее отверстие для винта
Если головку винта невозможно затянуть до упора, выступающий элемент может зацепиться за что-либо. Это может быть даже опасно и привести к травме. Таким образом, такие отверстия для винтов, безусловно, не подходят для использования с мебелью.
4. Хотите избежать растрескивания дерева
Трещина в дереве
Вы, конечно, не хотите, чтобы треснул кусок дерева. Это может привести к слабости сустава. Вот некоторые факторы, влияющие на это:
- Винт находится ближе к концу дерева – Торцевые части доски всегда являются слабыми местами. По возможности следует избегать установки винтов в этих областях. Конечно, вы должны сверлить отверстия с зенковкой, чтобы уменьшить риск растрескивания.
- Шуруп с трудом закручивается – Обычно это означает, что древесина находится под нагрузкой. В этом может помочь пилотное отверстие с зенковкой. Однако вы также должны убедиться, что винт не слишком ослаблен. Иногда полезно сверлить зенкером меньшего размера, если у вас есть мягкая древесина. Один из подходов состоит в том, чтобы сначала попробовать это с обрезками древесины и посмотреть, какой размер лучше.
- Вы перетянули винт . Это может произойти, если у вас нет зенкерного отверстия, поэтому V-образная секция не вырезается.
 Когда вы затягиваете винт, дерево отталкивается . Это может создать нагрузку на него, что приведет к трещине или расколу.
Когда вы затягиваете винт, дерево отталкивается . Это может создать нагрузку на него, что приведет к трещине или расколу. - У вас нет смазки – Возможно, вы захотите нанести мыло или подобный материал на резьбу винта. Это облегчит поворот и уменьшит вероятность растрескивания.
5. Хотите, чтобы проект выглядел лучше
Когда вы просверливаете сверло с зенковкой, вы можете просверлить отверстие под поверхностью дерева и закончить с помощью дюбеля или дюбеля. Их можно отшлифовать заподлицо с поверхностью дерева. В результате винт спрятан и проект выглядит более привлекательным.
6. Как избежать выдалбливания древесины
Если вы попытаетесь затянуть винт без зенковки, вы рискуете расколоть древесину. Кроме того, древесина возле винта, вероятно, будет иметь очень шероховатую поверхность. Это может быть вызвано тем, что сама головка шурупа упирается в древесину.
Если винт закручивается с трудом, бита отвертки может соскользнуть с головки винта. Так как вы толкаете сверло вниз, сверло может выдолбить поверхность дерева или сжечь головку шурупа.
Так как вы толкаете сверло вниз, сверло может выдолбить поверхность дерева или сжечь головку шурупа.
7. Хотите помочь. Установите винт
Если вы попытаетесь повернуть винт без направляющего отверстия, он, вероятно, окажется искривленным . То есть не будет 90 градусов к поверхности дерева. Это может вызвать всевозможные проблемы. Во-первых, части могут не выровняться должным образом. Кроме того, шуруп может оказаться ближе к краю дерева, чем вы планировали. Это может увеличить риск растрескивания дерева. Просверлив отверстие с зенковкой, вы можете быть уверены, что винт будет там, где вы хотите. Важно контролировать положение винта.
Заключение
В этой статье мы показали причины, по которым вам следует сверлить пилотные отверстия с зенковкой для шурупов. Мы показали, что следует использовать зенковку. Кроме того, это позволит вам раззенковать шуруп под поверхностью дерева. Когда вы это сделаете, вы можете спрятать шуруп деревянной пробкой, дюбелем или пуговицей.
Вам понравилась эта статья? Если это так, вас могут заинтересовать мои доски на Pinterest.
Пожалуйста, не стесняйтесь комментировать этот материал. Есть ли какие-либо другие факторы, которые следует учитывать? У вас есть что добавить?
Woodworking Street
Я с детства интересовался деревообработкой и строительством. Имея хороший план, правильные инструменты и немного ноу-хау, можно построить что угодно. Это то, о чем этот сайт. Интернет может быть пугающим местом для тех, кто плохо знаком с деревообработкой. Моя цель — предоставить вам отличные ресурсы и информацию, которые помогут вам начать работу.
Продолжить чтение
Узнать больше →
Зенковка для листового металла Таблица
Спинка
Материалы
Материалы по обслуживанию
Инъекционные формование. Мы создали подробное руководство по заменителям смолы для АБС, поликарбоната, полипропилена и других формованных термопластов.
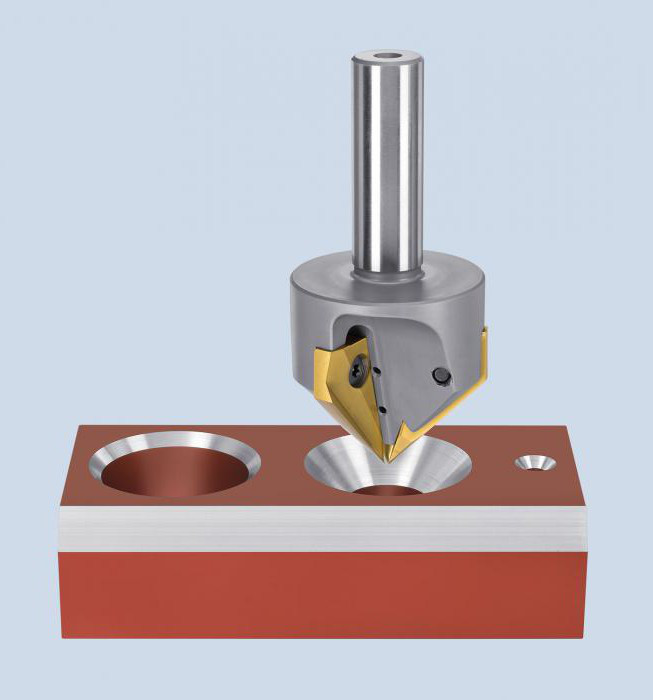
Загрузить
Ресурсы
Советы по дизайну
Руководства и отчеты о тенденциях
Истории успеха
Вспомогательные средства дизайна
Вебинары и выставкиБлог
Видео
Часто задаваемые вопросы
Преподаватели и студенты
ГлоссарийОтрасли
Медицинский
Аэрокосмическая промышленность
Автомобильный
Бытовая электроника
Промышленное оборудованиеО нас
Кто мы
Почему Протолабс?
Исследования и разработки
Награда за крутую идею
Партнерские отношения
Устойчивое развитие и социальное воздействиеКарьера
Инвесторы
Места
Нажимать
ЗакупкаСвяжитесь с США
Proto Labs, Inc.
5540 Pioneer Creek Dr.
Maple Plain, MN 55359
Соединенные ШтатыP: 877.479.3680
F: 763.479.2679
E: E.035029.350.350.3680. Лучшее в своем классе онлайн-предложениеПосле загрузки проекта детали вы получите онлайн-предложение, включающее анализ производства, помогающее повысить технологичность изготовления детали.
 В своем предложении вы также можете настроить количество и материал и увидеть изменения цен в режиме реального времени.
В своем предложении вы также можете настроить количество и материал и увидеть изменения цен в режиме реального времени.Узнать больше
Получить предложениеВойти
Выберите один из множества стандартных вариантов зенковки, которые могут быть сформированы или обработаны в листовые детали. Механически обработанные зенкеры создаются с помощью сверлильного станка, а формованные зенкеры изготавливаются с помощью инструмента для штамповки — лучший вариант зависит от вашего проекта и геометрии детали.
Стандартные размеры зенковки
Стандарт (посадка 82 градуса)
- #2 Резьба
- №4 Резьба
- Резьба #6
- Резьба #8
- №10 Резьба
- Резьба 1/4
| Толщина материала (дюймы) | Наружный диаметр (дюйм) | Внутренний диаметр (дюймы) |
|---|---|---|
| 0,25 | 0,18 | 0,098 |
| 0,16 | 0,18 | 0,098 |
| 0,125 | 0,18 | 0,098 |
| 0,1 | 0,18 | 0,098 |
| 0,09 | 0,18 | 0,098 |
| 0,08 | 0,18 | 0,098 |
| 0,062 | 0,18 | 0,098 |
| 0,05 | 0,18 | 0,098 |
| 0,04 | 0,18 | 0,111 |
| 0,032 | 0,18 | 0,125 |
| 0,025 | 0,18 | 0,137 |
| Толщина материала (дюймы) | Наружный диаметр (дюйм) | Внутренний диаметр (дюймы) |
|---|---|---|
| 0,25 | 0,25 | 0,113 |
| 0,16 | 0,25 | 0,113 |
| 0,125 | 0,25 | 0,113 |
| 0,1 | 0,25 | 0,113 |
| 0,09 | 0,25 | 0,113 |
| 0,08 | 0,25 | 0,113 |
| 0,062 | 0,25 | 0,113 |
| 0,05 | 0,25 | 0,15 |
| 0,04 | 0,25 | 0,174 |
| 0,032 | 0,25 | 0,188 |
| 0,025 | 0,25 | 0,192 |
| Толщина материала (дюймы) | Наружный диаметр (дюйм) | Внутренний диаметр (дюймы) |
|---|---|---|
| 0,25 | 0,305 | 0,15 |
| 0,16 | 0,305 | 0,15 |
| 0,125 | 0,305 | 0,15 |
| 0,1 | 0,305 | 0,15 |
| 0,09 | 0,305 | 0,15 |
| 0,08 | 0,305 | 0,15 |
| 0,062 | 0,305 | 0,18 |
| 0,05 | 0,305 | 0,189 |
| 0,04 | 0,305 | 0,218 |
| 0,032 | 0,305 | 0,232 |
| 0,025 | 0,305 | 0,244 |
| Толщина материала (дюймы) | Наружный диаметр (дюйм) | Внутренний диаметр (дюймы) |
|---|---|---|
| 0,25 | 0,352 | 0,177 |
| 0,16 | 0,352 | 0,177 |
| 0,125 | 0,352 | 0,177 |
| 0,1 | 0,352 | 0,18 |
| 0,09 | 0,352 | 0,199 |
| 0,08 | 0,352 | 0,202 |
| 0,062 | 0,352 | 0,233 |
| 0,05 | 0,352 | 0,261 |
| 0,04 | 0,352 | 0,274 |
| 0,032 | 0,352 | 0,284 |
| 0,025 | 0,352 | 0,289 |
| Толщина материала (дюймы) | Наружный диаметр (дюйм) | Внутренний диаметр (дюймы) |
|---|---|---|
| 0,25 | 0,39 | 0,206 |
| 0,16 | 0,39 | 0,206 |
| 0,125 | 0,39 | 0,206 |
| 0,1 | 0,39 | 0,23 |
| 0,09 | 0,39 | 0,24 |
| 0,08 | 0,39 | 0,25 |
| 0,062 | 0,39 | 0,268 |
| 0,05 | 0,39 | 0,28 |
| 0,04 | 0,39 | 0,316 |
| 0,032 | 0,39 | 0,33 |
| 0,025 | 0,39 | 0,34 |
| Толщина материала (дюймы) | Наружный диаметр (дюйм) | Внутренний диаметр (дюймы) |
|---|---|---|
| 0,25 | 0,39 | 0,204 |
| 0,16 | 0,39 | 0,204 |
| 0,125 | 0,39 | 0,294 |
| 0,1 | 0,39 | 0,325 |
| 0,09 | 0,39 | 0,352 |
| 0,08 | 0,39 | 0,362 |
| 0,062 | 0,39 | 0,406 |
| 0,05 | 0,39 | 0,425 |
| 0,04 | 0,39 | 0,45 |
| 0,032 | 0,39 | 0,458 |
| 0,025 | 0,39 | 0,465 |
Метрическая система (90 градусов)
- Резьба M2,5
- Резьба M3
- Резьба M3,5
- Резьба M4
- Резьба М5
- Резьба M6
| Толщина материала (дюймы) | Наружный диаметр (дюйм) | Внутренний диаметр (дюймы) |
|---|---|---|
| 0,25 | 0,225 | 0,098 |
| 0,16 | 0,212 | 0,098 |
| 0,125 | 0,212 | 0,098 |
| 0,1 | 0,212 | 0,098 |
| 0,09 | 0,212 | 0,098 |
| 0,08 | 0,212 | 0,098 |
| 0,062 | 0,212 | 0,105 |
| 0,05 | 0,212 | 0,126 |
| 0,04 | 0,212 | 0,14 |
| 0,032 | 0,212 | 0,155 |
| 0,025 | 0,212 | 0,167 |
| Толщина материала (дюймы) | Наружный диаметр (дюйм) | Внутренний диаметр (дюймы) |
|---|---|---|
| 0,25 | 0,258 | 0,134 |
| 0,16 | 0,258 | 0,134 |
| 0,125 | 0,258 | 0,134 |
| 0,1 | 0,258 | 0,134 |
| 0,09 | 0,258 | 0,134 |
| 0,08 | 0,258 | 0,134 |
| 0,062 | 0,258 | 0,134 |
| 0,05 | 0,258 | 0,16 |
| 0,04 | 0,258 | 0,178 |
| 0,032 | 0,258 | 0,195 |
| 0,025 | 0,258 | 0,208 |
| Толщина материала (дюймы) | Наружный диаметр (дюйм) | Внутренний диаметр (дюймы) |
|---|---|---|
| 0,25 | 0,285 | 0,153 |
| 0,16 | 0,285 | 0,153 |
| 0,125 | 0,285 | 0,153 |
| 0,1 | 0,285 | 0,153 |
| 0,09 | 0,285 | 0,153 |
| 0,08 | 0,285 | 0,173 |
| 0,062 | 0,285 | 0,209 |
| 0,05 | 0,285 | 0,233 |
| 0,04 | 0,285 | 0,255 |
| 0,032 | 0,285 | 0,268 |
| 0,025 | 0,285 | 0,283 |
| Толщина материала (дюймы) | Наружный диаметр (дюйм) | Внутренний диаметр (дюймы) |
|---|---|---|
| 0,25 | 0,35 | 0,175 |
| 0,16 | 0,35 | 0,175 |
| 0,125 | 0,35 | 0,175 |
| 0,1 | 0,35 | 0,18 |
| 0,09 | 0,35 | 0,2 |
| 0,08 | 0,35 | 0,22 |
| 0,062 | 0,35 | 0,256 |
| 0,05 | 0,35 | 0,28 |
| 0,04 | 0,35 | 0,302 |
| 0,032 | 0,35 | 0,316 |
| 0,025 | 0,35 | 0,328 |
| Толщина материала (дюймы) | Наружный диаметр (дюйм) | Внутренний диаметр (дюймы) |
|---|---|---|
| 0,25 | 0,43 | 0,217 |
| 0,16 | 0,43 | 0,217 |
| 0,125 | 0,43 | 0,217 |
| 0,1 | 0,43 | 0,219 |
| 0,09 | 0,43 | 0,239 |
| 0,08 | 0,43 | 0,259 |
| 0,062 | 0,43 | 0,295 |
| 0,05 | 0,43 | 0,319 |
| 0,04 | 0,43 | 0,339 |
| 0,032 | 0,43 | 0,355 |
| 0,025 | 0,43 | 0,362 |
| Толщина материала (дюймы) | Наружный диаметр (дюйм) | Внутренний диаметр (дюймы) |
|---|---|---|
| 0,25 | 0,506 | 0,26 |
| 0,16 | 0,506 | 0,26 |
| 0,125 | 0,506 | 0,26 |
| 0,1 | 0,506 | 0,306 |
| 0,09 | 0,506 | 0,326 |
| 0,08 | 0,506 | 0,346 |
| 0,062 | 0,506 | 0,382 |
| 0,05 | 0,506 | 0,406 |
| 0,04 | 0,506 | 0,426 |
| 0,032 | 0,506 | 0,442 |
| 0,025 | 0,506 | 0,452 |
Стандартный (подгонка под углом 100 градусов)
- Резьба №2
- №4 Резьба
- Резьба #6
- Резьба #8
- №10 Резьба
- Резьба 1/4
| Толщина материала (дюймы) | Наружный диаметр (дюйм) | Внутренний диаметр (дюймы) |
|---|---|---|
| 0,25 | 0,239 | 0,129 |
| 0,16 | 0,239 | 0,129 |
| 0,125 | 0,239 | 0,129 |
| 0,1 | 0,239 | 0,129 |
| 0,09 | 0,239 | 0,129 |
| 0,08 | 0,239 | 0,129 |
| 0,062 | 0,239 | 0,129 |
| 0,05 | 0,239 | 0,129 |
| 0,04 | 0,239 | 0,141 |
| 0,032 | 0,239 | 0,167 |
| 0,025 | 0,239 | 0,177 |
| Толщина материала (дюймы) | Наружный диаметр (дюйм) | Внутренний диаметр (дюймы) |
|---|---|---|
| 0,25 | 0,239 | 0,129 |
| 0,16 | 0,239 | 0,129 |
| 0,125 | 0,239 | 0,129 |
| 0,1 | 0,239 | 0,129 |
| 0,09 | 0,239 | 0,129 |
| 0,08 | 0,239 | 0,129 |
| 0,062 | 0,239 | 0,129 |
| 0,05 | 0,239 | 0,129 |
| 0,04 | 0,239 | 0,141 |
| 0,032 | 0,239 | 0,167 |
| 0,025 | 0,239 | 0,177 |
| Толщина материала (дюймы) | Наружный диаметр (дюйм) | Внутренний диаметр (дюймы) |
|---|---|---|
| 0,25 | 0,292 | 0,146 |
| 0,16 | 0,292 | 0,146 |
| 0,125 | 0,292 | 0,146 |
| 0,1 | 0,292 | 0,146 |
| 0,09 | 0,292 | 0,146 |
| 0,08 | 0,292 | 0,146 |
| 0,062 | 0,292 | 0,146 |
| 0,05 | 0,292 | 0,172 |
| 0,04 | 0,292 | 0,19 |
| 0,032 | 0,292 | 0,211 |
| 0,025 | 0,292 | 0,223 |
| Толщина материала (дюймы) | Наружный диаметр (дюйм) | Внутренний диаметр (дюймы) |
|---|---|---|
| 0,25 | 0,352 | 0,178 |
| 0,16 | 0,352 | 0,178 |
| 0,125 | 0,352 | 0,178 |
| 0,1 | 0,352 | 0,178 |
| 0,09 | 0,352 | 0,178 |
| 0,08 | 0,352 | 0,178 |
| 0,062 | 0,352 | 0,196 |
| 0,05 | 0,352 | 0,221 |
| 0,04 | 0,352 | 0,249 |
| 0,032 | 0,352 | 0,266 |
| 0,025 | 0,352 | 0,28 |
| Толщина материала (дюймы) | Наружный диаметр (дюйм) | Внутренний диаметр (дюймы) |
|---|---|---|
| 0,25 | 0,292 | 0,201 |
| 0,16 | 0,292 | 0,201 |
| 0,125 | 0,292 | 0,201 |
| 0,1 | 0,292 | 0,201 |
| 0,09 | 0,292 | 0,201 |
| 0,08 | 0,292 | 0,205 |
| 0,062 | 0,292 | 0,245 |
| 0,05 | 0,292 | 0,268 |
| 0,04 | 0,292 | 0,298 |
| 0,032 | 0,292 | 0,321 |
| 0,025 | 0,292 | 0,334 |
| Толщина материала (дюймы) | Наружный диаметр (дюйм) | Внутренний диаметр (дюймы) |
|---|---|---|
| 0,25 | 0,519 | 0,264 |
| 0,16 | 0,519 | 0,264 |
| 0,125 | 0,519 | 0,264 |
| 0,1 | 0,519 | 0,281 |
| 0,09 | 0,519 | 0,304 |
| 0,08 | 0,519 | 0,315 |
| 0,062 | 0,519 | 0,345 |
| 0,05 | 0,519 | 0,396 |
| 0,04 | 0,519 | 0,429 |
| 0,032 | 0,519 | 0,447 |
| 0,025 | 0,519 | 0,459 |
Ресурсы
Совет по проектированию
Интеграция оборудования в листовой металл
Учитывайте материал оборудования, размещение и другие характеристики, чтобы оптимизировать детали из листового металла.
