Зенковка это что: Зенковка — определение, виды, конструкция, назначение
Содержание
Зенкер и зенковка по металлу
Зенкерование
В режущей части зенкера расположены три-четыре режущие кромки (в отличие от сверла с двумя режущими кромками), которые, воздействуя на обрабатываемую поверхность, способны обеспечить заданные размеры, выравнивая форму и снимая другие погрешности после сверления.
Точность обработки зенкерованием (до 9-го и 10-го квалитетов точности при Rz 40-10 мкм) достигается за счет:
- жесткости инструмента, в рабочей части которого отсутствуют глубокие перемычки;
- малых припусков на обработку и, соответственно, сравнительно небольших усилий в процессе резания.
Зенкерование и развертывание отверстий
Операции механической обработки заготовок на токарных станках редко становятся финальными в технологическом процессе. Создание отверстий – это основной этап в получении необходимой формы детали. Но за ним, как правило, следует этап доработки. Отчасти это мероприятия чистовой коррекции, но иногда применяются и методы базового изменения параметров выполненного реза. К таким операциям относят зенкование и развертывание отверстий, в результате чего оператор получает оптимальную по характеристикам заготовку. Во-первых, подготовленное углубление обретает необходимые размеры, а во-вторых, его кромки и поверхности очищаются от лишних заусенцев и стружки.
К таким операциям относят зенкование и развертывание отверстий, в результате чего оператор получает оптимальную по характеристикам заготовку. Во-первых, подготовленное углубление обретает необходимые размеры, а во-вторых, его кромки и поверхности очищаются от лишних заусенцев и стружки.
Какие задачи решает зенкерование?
К процедуре зенкерования допускаются отверстия разного происхождения. Это могут быть литые, штампованные или просверленные ниши, над которыми в дальнейшем будет работать мастер по зенкерованию. В чем же заключается суть данной операции? У нее могут быть две цели. Как минимум будет обеспечена зачистка поверхностей отверстия. Это особенно важно в тех случаях, если предварительно выполняется грубое сверление и развертывание отверстий, кромки которых нуждаются в доработке. В зависимости от качества формирования отверстия может применяться получистовое или чистовое зенкерование. В результате меняется и степень сглаживания рабочих поверхностей. Еще более ответственна задача калибровки. В этом случае мастер не ограничивается зачисткой и корректирует параметры отверстия, например глубину и толщину. Потребность в таких действиях возникает, если изначально полученное отверстие не подходит по размерам к целевой шпильке, винту или другой крепежной детали. После зенкерования как раз выполняется нарезка резьбы в соответствии с размерами метиза.
В этом случае мастер не ограничивается зачисткой и корректирует параметры отверстия, например глубину и толщину. Потребность в таких действиях возникает, если изначально полученное отверстие не подходит по размерам к целевой шпильке, винту или другой крепежной детали. После зенкерования как раз выполняется нарезка резьбы в соответствии с размерами метиза.
Что представляет собой зенкер?
Это режущий инструмент, конструкция которого формируется функциональной обрабатывающей частью и хвостовиком-державкой. Внешне некоторые виды зенкера напоминают сверла, но они гораздо прочнее. И еще более важная разница заключается в наличии как минимум трех режущих кромок, обеспечивающих более эффективный съем лишней массы металла. Кстати, этим отличается и развертывание отверстий, для которого иногда требуется интенсивная ликвидация стружки с целью достижения более точной формы заготовки. Но у зенкера несколько режущих кромок также выступают в некотором роде стабилизатором инструмента. Этот аспект гарантирует обеспечение равномерности обработки кромок, что сказывается на точности выполнения операции. Впрочем, качество результата будет зависеть и от того, насколько правильно был выбран тип инструмента.
Впрочем, качество результата будет зависеть и от того, насколько правильно был выбран тип инструмента.
Разновидности зенкеров
Простейшие конические модели зенковок состоят из резчика и хвостовика. Угол конуса в рабочей части может варьироваться от 30 до 120 °. Более сложной вариацией инструмента является резчик с торцевыми зубцами. Количество зубьев в среднем составляет от 4 до 8. Соответственно, чем точнее требуется зенкерование, тем меньше должна быть поверхность резчика. Также существуют цилиндрические устройства, в которых предусмотрена направляющая цапфа. Она входит в формируемые отверстия, обеспечивая, таким образом, совпадение образованного цилиндрического углубления и оси отверстия. Это универсальная техника, при которой сверление, зенкерование и развертывание отверстий производятся инструментом единой формации. В итоге упрощается цикл формирования отверстия и повышается качество очистки прилегающих поверхностей. Почти все модели зенкеров изготавливаются из инструментальных легированных и углеродистых сталей.
Техника выполнения зенкерования
Обычно зенкерование выполняется на сверлильных станках. Так же как и сверла, зенкеры устанавливаются в соответствующих патронах или зажимных механизмах. Далее выходные части отверстий обрабатываются коническими зенковками. По этой технике формируются конусные углубления, подходящие для головок заклепок и потайных винтов. Углубления для болтов производятся таким же образом, но уже цилиндрическими зенковками. Данным инструментом также выполняют подрезку торцов, выборку углов и выступов. И зенкерование, и развертывание отверстий на станке контролируются оператором. В современных моделях пневматических и электрических станков допускается возможность обработки в полуавтоматическом и автоматическом режимах. Станки с программным управлением могут использовать аналогичные настройки обработки зенкерами для серийного обслуживания деталей.
Назначение операции развертывания
Операция развертывания во многом схожа с зенкерованием. Она также рассчитана на формирование оптимальных по размерам отверстий с возможностью коррекции формы. Но если зенкеры подготавливают отверстия для последующего использования заклепок и болтов, то развертывание позволяет получать точные калиброванные ниши для валов, плунжерных деталей и подшипников. Также развертывание отверстий позволяет минимизировать трение в обрабатываемой зоне и обеспечивать высокую плотность контакта между элементами. Эти задачи достигаются за счет сокращения шероховатости поверхностей отверстия.
Но если зенкеры подготавливают отверстия для последующего использования заклепок и болтов, то развертывание позволяет получать точные калиброванные ниши для валов, плунжерных деталей и подшипников. Также развертывание отверстий позволяет минимизировать трение в обрабатываемой зоне и обеспечивать высокую плотность контакта между элементами. Эти задачи достигаются за счет сокращения шероховатости поверхностей отверстия.
Инструмент для развертывания
Развертки также представляют собой инструмент, напоминающий сверла. Рабочая часть в данном случае обеспечивается расположенными по окружности стержня зубьями. Помимо этого, существуют вспомогательные функциональные части резчика. Это заборная, калибрующая и цилиндрическая части. Непосредственную резку производит направляющий конус, края которого снимают припуск металла, но в то же время предохраняют вершину режущей кромки от забоин. И здесь можно выделить отдельные конструктивные части, различающие данную методику и зенкование. Зенкерование и развертывание отверстий сходятся в операциях резки, однако калибрующая часть развертки также выполняет функции направления и отвода стружки. Для этого предназначены специальные канавки, делающие инструмент более самостоятельным.
Для этого предназначены специальные канавки, делающие инструмент более самостоятельным.
Машинные и ручные развертки
Развертывание может выполняться ручным и машинным способом, то есть на тех же станках. Инструмент, применяемый для ручных операций, отличается удлиненной рабочей частью. Диаметр обратного конуса в данном случае варьируется от 0,06 до 0,1 мм в среднем. Для сравнения, станочные развертки имеют толщину конуса от 0,05 до 0,3 мм. С помощью ручного развертывания можно получать отверстия диаметром от 3 до 60 мм. При этом степень точности будет невелика. Машинный инструмент ориентируется под определенные типоразмеры, зачастую по спецзаказам. Например, развертывание отверстий в деталях для строительных конструкций может выполняться в соответствии с техническими данными по конкретному проекту. К преимуществам такого способа относят высокую точность резки, качественную зачистку и отсутствие деформационного эффекта.
Выполнение развертывания
Машинное развертывание выполняется по тем же принципам, что и зенкование. Инструмент фиксируется в патроне, а затем направляется в обрабатываемую зону станком. Единственным отличием являются более высокие требования к охлаждению рабочей оснастки в процессе работы и смазке отверстий. В качестве смазывающего состава используют минеральное масло, скипидар и синтетические эмульсии. Иначе выполняется ручная обработка отверстий. Развертывание такого типа предполагает изначальную фиксацию заготовки в тисках. Далее в отверстие вставляется наконечник развертки и путем кручения воротка достигается результат. Причем вращать инструмент можно только в одном направлении – до формирования необходимых параметров изделия.
Инструмент фиксируется в патроне, а затем направляется в обрабатываемую зону станком. Единственным отличием являются более высокие требования к охлаждению рабочей оснастки в процессе работы и смазке отверстий. В качестве смазывающего состава используют минеральное масло, скипидар и синтетические эмульсии. Иначе выполняется ручная обработка отверстий. Развертывание такого типа предполагает изначальную фиксацию заготовки в тисках. Далее в отверстие вставляется наконечник развертки и путем кручения воротка достигается результат. Причем вращать инструмент можно только в одном направлении – до формирования необходимых параметров изделия.
Заключение
Механическая обработка металлов постепенно уступает место технологичным лазерным и термическим методам. Также конкуренцию традиционным способам резки составляет гидроабразивная техника, отличающаяся высокой скоростью раскроя и точностью. Что на этом фоне могут предложить в качестве преимуществ зенковка, а также развертывание отверстий? В первую очередь это возможность ручной обработки без применения сложного оборудования в виде станков.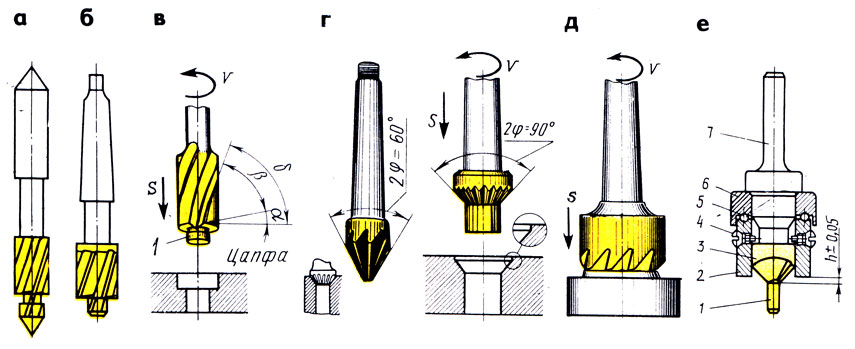 Кроме того, в отличие от гидроабразивов и термических аппаратов, данные технологии не требуют подключения дополнительных расходных материалов. Поэтому можно говорить о преимуществах экономического, организационного и эргономического характера. Но качеством обработки и темпами производственного процесса, конечно, придется пожертвовать.
Кроме того, в отличие от гидроабразивов и термических аппаратов, данные технологии не требуют подключения дополнительных расходных материалов. Поэтому можно говорить о преимуществах экономического, организационного и эргономического характера. Но качеством обработки и темпами производственного процесса, конечно, придется пожертвовать.
fb.ru
Развертывание
Завершающей операцией, обеспечивающей заданное качество и точность (7-8 квалитеты) обработки отверстий, является развертывание. Режущий инструмент – развертка. Учитывая, что развертка предназначена для тонкой отделки поверхности, ее диаметр принимается увеличенным, по сравнению с диаметром зенкера, на толщину срезаемого припуска. Многочисленными зубьями этого особо точного инструмента срезаются самые минимальные припуски.
В ходе процесса развертывания наблюдается превышение диаметра обрабатываемого отверстия над диаметром инструмента. Чтобы уменьшить разбег размеров, для установки инструмента применяют самоустанавливающиеся патроны.
Операции развертывания подразделяются на:
- черновые, при котором срезаются припуски 250-500 мкм;
- чистовые, рассчитанные на снятие припусков размером 50-15 мкм.
Зенкер или зенковка?
Очень схожие слова и потому, многие воспринимают эти инструментами схожими по назначению. Но, увы, это далеко не так. Несмотря на схожесть зенкер и зенковка кардинально отличаются друг от друга как внешне, так и по назначению. Так в чем же отличие? Чтобы разобраться в отличии, необходимо в первую очередь понимать, что эти инструменты участвуют в разных процессах обработки металлах. А именно, зенкеры используются для зенкерования, а зенковка – для зенкования (простите уж за тавтологию). Далее более подробно.
Процесс зенкерования.
Зенкерование
— вид механической обработки резанием, в котором с помощью специальных инструментов производится обработка цилиндрических и конических отверстий в деталях с целью увеличения их диаметра, повышения качества поверхности и точности. Также зенкерование применяется при обработке отверстий, полученных литьём или обработкой давлением. Зенкерование является получистовой обработкой резанием. По конструкции зенкеры бывают цельными или насадными, могут иметь различные направления угла спирали (правое, левое, прямое). Выбор инструмента зависит от диаметра отверстия. Так, применение вставных зенкеров (с вставными ножами) рекомендуется для отверстий диаметром от 20 мм., цельные применяются для малых диаметров (от 12 мм.).
Также зенкерование применяется при обработке отверстий, полученных литьём или обработкой давлением. Зенкерование является получистовой обработкой резанием. По конструкции зенкеры бывают цельными или насадными, могут иметь различные направления угла спирали (правое, левое, прямое). Выбор инструмента зависит от диаметра отверстия. Так, применение вставных зенкеров (с вставными ножами) рекомендуется для отверстий диаметром от 20 мм., цельные применяются для малых диаметров (от 12 мм.).
Говоря более простым языком, зенкерование – это промежуточный процесс обработки отверстий располагаемый, как правило, между сверлением и разверткой. Это получистовая обработка отверстия. Для получения более точных и сложных поверхностей используются комбинированные типы инструмента с большим количеством режущих кромок (до 8). При этом сборные зенкеры применяются совместно с другим металлорежущим инструментом – сверлами, развертками и т. д.
Процесс зенкования.
Зенкование
– это процесс обработки отверстий в деталях с целью получения конических или цилиндрических углублений, опорных плоскостей вокруг отверстий или снятия фасок центровых отверстий. Применяется для обработки просверлённых отверстий под головки болтов, винтов и заклёпок. По конструкции зенковки отличаются по виду. В основном цилиндрические и конические (с углами 90 и 120 гр.)
Применяется для обработки просверлённых отверстий под головки болтов, винтов и заклёпок. По конструкции зенковки отличаются по виду. В основном цилиндрические и конические (с углами 90 и 120 гр.)
Для того, чтобы увидеть детальную разницу обрабатываемых отверстий и подобрать необходимый инструмент, посмотрите следующую схему.
А – сверление сверлом, В – Борштанга. Растачивание на токарном станке, С – зенкерование зенкером, D – развертывание развёрткой, E,F – цекование цековкой, G – зенкование зенковкой, Н – нарезка резьбы метчиком. В «Волга АС»
Вы можете приобрести весь спектр металлорежущего инструмента со склада и под заказ.
2020-02-10 08:35:30
Зенковка 2.0. На этот раз не «просто зенковка», а на 25 лезвий.
В ходе написания прошлого обзора на зенковки, мною были заказаны и другие варианты данного инструмента, в том числе опираясь на советы в комментариях. Герой же данного обзора мною был выбран самостоятельно. Посмотрим, лучше ли он прежних зенковок, ведь разница в цене значительная.
Флешбек
Дабы избежать недопонимания и пересудов в комментариях в области терминологии, сразу расставим все точки над i. Это зенковки для зенкования, а не зенкера для зенкерования. Зенковка снимает фаску, зенкер обрабатывает внутренние стенки отверстия и сам процесс является одним из промежуточных этапов обработки отверстия. И закрепим это всё небольшой иллюстрацией.
В прошлом обзоре, я писал, что чтобы избежать фаски в форме гексагона, я заказал себе зенковку с бо́льшим количеством лезвий. Мне в комментах показывали много разных других зенковок, из них я тоже кое-что заказал. Но сейчас на обзоре та, что я заказал первой.
Итак, зенковка на 25 лезвий (если я конечно правильно посчитал). Зенковка одна, в отличии от прошлого комплекта из трёх, и стоит значительно дороже. Но она и выглядит, скажем так, подороже и находится в специальном футлярчике
Выглядит зенковка поаккуратнее чем мои предыдущие. Те были малость грубовато сделаны. А это прям выглядит как инструмент качественно сделанный.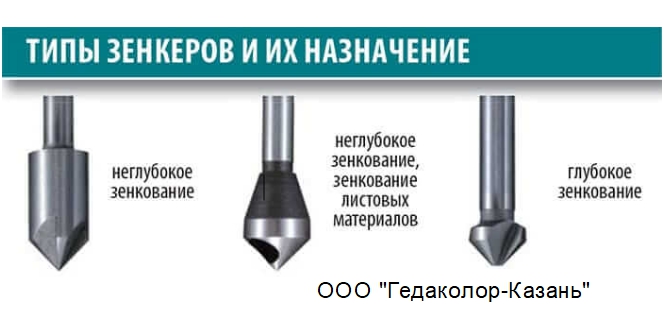 Всё ровненько, никаких изъянов. Сведение лезвий 90°. Размеры у продавца заявлены следующие
Всё ровненько, никаких изъянов. Сведение лезвий 90°. Размеры у продавца заявлены следующие
Я брал самую большую и соответственно самую дорогую. На табличке она в последней строчке. Размеры по сути совпадают. Только общая длина на пару миллиметров отличается, но это не критичный параметр, который ни на что не влияет.
На футляре нанесена соответствующая заказу маркировка
Пора посверлить позенковать. Прошлый раз я зенковал ЛДСП и металл. В качестве металлической заготовки выступала штанга струбцины. Не будем отходить от традиций. Возьмём дощечку ЛДСП с отверстиями 6 мм и новую струбцину (только сегодня купил за недорого)
Снаряжаем шуруповёрт зенковкой
И начинаем собственно сам процесс зенкования. Сначала струбцина
В принципе результат не отличается от прошлого. Вот прошлый раз
Ну ок. Результат хороший. Но проблемы у меня прошлый раз были именно с ЛДСП и подобными материалами (ламинат, мдф). Зенкуем ЛДСП
Результат конечно прикольный. Я, если честно, не ожидал. Я думал будет просто ровная фаска. Слева отверстие сделанное на малых оборотах, справа на больших. Вроде бы при меньших оборотах должно быть более ровно и без волн, но получилось почему-то наоборот. Этому свидетельствует и фото из моего недавнего обзора на резьбовые втулки (футурки). Здесь, особенное отверстие слева по сути идеально ровное
Я, если честно, не ожидал. Я думал будет просто ровная фаска. Слева отверстие сделанное на малых оборотах, справа на больших. Вроде бы при меньших оборотах должно быть более ровно и без волн, но получилось почему-то наоборот. Этому свидетельствует и фото из моего недавнего обзора на резьбовые втулки (футурки). Здесь, особенное отверстие слева по сути идеально ровное
И скорее всего дело в том, что это делалось другим, более мощным шуруповёртом, у которого больше обороты. Но всё равно результат намного лучше. А предыдущий, я вам напомню, был таким
Видимо идеальные фаски всё-таки делаются зенковками с одним-двумя лезвиями, как и писали умные люди под прошлым обзором. Но эти посылки ещё в пути. С ними последнее время у нас какой-то серьёзный косяк. Идут по два-три месяца.
А зенковка хорошая. Мне понравилась. Грызёт хорошо. Кстати мне писали в комментах, что подобные зенковки сильно забиваются материалом, особенно алюминием. Да алюминием забивается. Но и счищается довольно быстро просто отверткой. А если взять металлическую щётку то вообще в пару движений. После ЛДСП можно не счищать и работать дальше, она сама очищается. Зенковка уже нормально так поработала. На металле около тридцати отверстий, на ЛДСП побольше, но остроты не потеряла.
А если взять металлическую щётку то вообще в пару движений. После ЛДСП можно не счищать и работать дальше, она сама очищается. Зенковка уже нормально так поработала. На металле около тридцати отверстий, на ЛДСП побольше, но остроты не потеряла.
Предыдущий обзор на зенковки
Всем спасибо за внимание.
Как зенковать винт
Винты с потайной головкой имеют разные головки. Винты с потайной головкой имеют следующие головки:
- потайная головка
- линза с потайной головкой
- головка блока цилиндров
- круглая головка
- шестигранник
Гайки также могут быть утоплены.
Если вам необходимо нарезать внутреннюю резьбу в отверстии для винта, зенкерование является вторым этапом рабочего процесса после того, как вы просверлили (и удалили заусенцы) отверстие. После того, как вы сделали зенковку, все, что вам нужно сделать, это нарезать внутреннюю резьбу. Как сделать эти другие шаги, описано в нашей статье «Как нарезать внутреннюю резьбу в три шага».
| Screw | Countersink | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
Countersunk head screws | Countersink / Slotted taper | ||||||||||||||
Lens countersunk head screws | Countersink / Slotted taper | ||||||||||||||
Винты с цилиндрической головкой | Зенковка с плоской головкой | ||||||||||||||
Винты с полукруглой головкой | плоская контр-контакт | ||||||||||||||
Хексагонские винты | Плоская контр-контакт | ||||||||||||||
. В нашем последнем сообщении в блоге «Структура и применение зенкеров» мы подробно описали структуру и различные области применения зенкеров. Плоские зенкеры имеют фиксированную направляющую на конце, которая вставляется в предварительно просверленное отверстие. Это обеспечивает стабильное управление и точную работу. Зенковка с зенкеромВам нужен только диаметр головки винта . Лучший способ измерения – использовать штангенциркуль. После измерения диаметра головки используйте соответствующую зенковку большего диаметра. Используйте инструмент, чтобы сделать зенковку. Глубина зенкерования При зенковании винта глубина зенковки определяется на ощупь. Опускание с плоской зенковкойПри плоской зенкеровке, помимо диаметра головки, для определения глубины зенковки также требуется высота винта с внутренним шестигранником. При использовании винта с шестигранной головкой (также называемого гаечным ключом), который можно затянуть только торцевым или трубным ключом, для зенковки требуется больший диаметр. Для этого вам нужно измерить диаметр гаечного ключа. Примечание: В очень редких случаях используется плоская шайба. Затем к глубине зенкерования прибавляется высота шайбы. Диаметр неподвижной направляющей для сквозного отверстия больше, чем для резьбового отверстия При выборе правильной плоской зенковки обратите внимание, что она доступна в двух версиях: для сквозного отверстия и резьбового отверстия . При сквозном отверстии резьба есть только во втором материале. С отверстием с резьбой оба материала имеют резьбу . Диаметр неподвижной направляющей для сквозного отверстия больше, чем для отверстия под резьбу . Для сквозного отверстия под резьбу М12 (мелкозернистая) диаметр штифта составляет 13,0 мм. Для отверстия под резьбу диаметр штифта для резьбы M12 составляет 10,2 мм. Области применения Существуют зенкеры из HSS, HSSE-Co 5 и твердого сплава с покрытием TiN , TiAlN или RUnaTEC для различных областей применения. Убедитесь, что скорость резки очень низкая при опускании, особенно при использовании твердых материалов, таких как твердая древесина или металл . Прикладывать меньше усилий при обработке , потому что для зенкерования требуется только легкое давление . Заключение и резюмеУтопить шуруп очень просто. Вам нужен диаметр головки винта и вперед. Диаметр головки для зенкеров или плоских зенкеров позволяет выбрать правильный зенкер. В приложении вы сверлите зенкером до максимального диаметра . Для плоской зенковки вам также потребуется измерить высоту головки винта , чтобы узнать, насколько далеко в заготовке вам нужно просверлить и какой тип отверстия (сквозное отверстие или отверстие с резьбой ) вам нужно просверлить. Затем вы можете утопить шуруп в материале заподлицо с поверхностью. Вы можете найти наши зенкеры 90° и 82°, а также плоские зенкеры в разделе Продукция > Зенковка. Если у вас возникли проблемы с поиском нужного сверла для листового металла, не стесняйтесь обращаться к нам. Сверление: зенковка и зенковка Крепление большая часть дерева
Зенковки бывают разных размеров, но имеют скосы Зенковка Зенковка — еще одна форма углубления для винтов корпуса
Широкий выбор сверл в различных комбинациях.
|

 Также вероятно, что шайба будет иметь больший диаметр, чем головка винта с шестигранной головкой. Затем этот диаметр также необходим для зенковки. Используйте следующую большую зенковку, чтобы убедиться, что шайба подходит к вашей зенковке.
Также вероятно, что шайба будет иметь больший диаметр, чем головка винта с шестигранной головкой. Затем этот диаметр также необходим для зенковки. Используйте следующую большую зенковку, чтобы убедиться, что шайба подходит к вашей зенковке. Следующий обзор поможет вам выбрать правильную зенковку.
Следующий обзор поможет вам выбрать правильную зенковку.
 1 Типичный шуруп по дереву: коническое основание
1 Типичный шуруп по дереву: коническое основание К сожалению, эти простые, но чрезвычайно полезные биты не всегда легко доступны.
К сожалению, эти простые, но чрезвычайно полезные биты не всегда легко доступны. Долота Форстнера отлично подходят для бурения
Долота Форстнера отлично подходят для бурения
