Зерно шлифовального круга: Ошибка 404 — Интернет-магазин Компания «Дом Инструмента» это специализированный магазин занимающийся поставками электро
Содержание
Шлифовальные круги
ШЛИФОВАЛЬНЫЕ КРУГИ, искусственные камни из абразивных материалов в виде кругов, горшков, сегментов и т. п., применяемые для обработки шлифованием изделий из металлов, камня, дерева, резины и искусственных масс. В отличие от других режущих инструментов, имеющих оттачиваемое и устанавливаемое под определенным углом резания лезвие, шлифовальные круги снимают весьма тонкую стружку острыми гранями кристаллов очень высокой твердости. Неправильность и случайность углов резания и тонкость слоя стружки, снимаемой каждым отдельным зерном, с избытком компенсируются громадным числом режущих зерен и весьма большой скоростью резания. Толщина стружки, снимаемой каждым отдельным зерном, измеряется в десятитысячных долях мм, суммарная же толщина всех стружек, снимаемых за один проход кругом, равняется 0,002—0,007 мм. Снятие такой тонкой и в то же время вполне равномерной стружки дает возможность получения максимальной точности обработки.
Шлифовальный круг представляет собой массу режущих зерен, кристаллов, связанных друг с другом в одно целое цементом — связкой. В этом отношении шлифовальный круг может быть сравнен с фрезером со вставленными в оправу зубьями из твердого металла. Подобно зубьям фрезера у шлифовального круга лишь кристаллы производят работу резания, связка же не принимает участия в резании.
В этом отношении шлифовальный круг может быть сравнен с фрезером со вставленными в оправу зубьями из твердого металла. Подобно зубьям фрезера у шлифовального круга лишь кристаллы производят работу резания, связка же не принимает участия в резании.
Отличие от фрезера состоит в том, что оправа у последнего весьма крепко держит вставные зубья, которые по мере затупления требуют заточки, тогда как в шлифовальном круге каждое зерно работает до затупления, после чего увеличивающееся давление резания выламывает его, назначение же связки — держать прочно зерно, пока оно не затупилось, и давать возможность затупившемуся зерну выпасть, с тем, чтобы было подведено и вступило в работу новое зерно, причем связка, окружающая зерно, также должна выпасть, не «засаливая» обрабатываемое изделие. Таким образом шлифовальный круг, в отличие от других режущих инструментов, обладает свойством самозатачиваемости. Свойство удерживать зерно связка проявляет в зависимости от развивающихся при работе усилий. По мере затупления зерна затупившееся зерно начинает вызывать все большее и большее сопротивление резанию, и наконец усилия становятся достаточными, чтобы вырвать зерно из связки. Если усилия недостаточны, чтобы вырвать затупившееся зерно, то зерно, потеряв способность резать, будет вызывать трение, нагревать изделие — связка для данной работы слишком тверда; наоборот, если усилия при работе велики, а связка мягка, то зерно, слегка только притупившееся, но вполне сохранившее способность резания, будет выпадать преждевременно, круг будет быстро изнашиваться. Т. о. в зависимости от рода работы надо брать круг более мягкий или более твердый.
По мере затупления зерна затупившееся зерно начинает вызывать все большее и большее сопротивление резанию, и наконец усилия становятся достаточными, чтобы вырвать зерно из связки. Если усилия недостаточны, чтобы вырвать затупившееся зерно, то зерно, потеряв способность резать, будет вызывать трение, нагревать изделие — связка для данной работы слишком тверда; наоборот, если усилия при работе велики, а связка мягка, то зерно, слегка только притупившееся, но вполне сохранившее способность резания, будет выпадать преждевременно, круг будет быстро изнашиваться. Т. о. в зависимости от рода работы надо брать круг более мягкий или более твердый.
Твердость шлифовального круга не имеет ничего общего с твердостью шлифующего материала (абразивных зерен) — их способностью проникать в другое тело (царапать). Можно из самых твердых кристаллов приготовить мягкий круг, в котором зерна будут легко отрываться, и наоборот. Твердостью круга называют способность связки удерживать с большей или меньшей силой зерна; она зависит исключительно от крепости самой связки, толщины ее слоя между отдельными зернами и от величины пор. Чем меньше крепость связки, чем меньше ее слой и чем больше поры, тем мягче круг.
Чем меньше крепость связки, чем меньше ее слой и чем больше поры, тем мягче круг.
Методики для определения числового значения твердости шлифовального круга пока не установлено, и техника довольствуется относительными определениями твердости. Обозначения твердости по союзному стандарту и соответствующая им наиболее распространенная в Америке и Европе шкала твердостей фирмы Нортон приведены в табл. 1.
Износ круга в работе зависит, во-первых, от условий самой работы, точнее от усилий, возникающих при работе, воздействующих на камень, и, во-вторых, от способности камня сопротивляться этим усилиям, т. е. от его твердости. При одних и тех же усилиях более мягкий камень будет давать больший износ, т. к. зерна в нем будут отрываться с меньшей степенью затупления. Более мягкий камень при тех же условиях работы работает с зернами меньшей степени затупления, более острыми, следовательно, при работе более мягкими кругами, т. е. с более острыми зернами, станок меньше загружается при одних и тех же подачах, при увеличении же подачи до более полной нагрузки станка за одно и то же время мягким кругом можно снять стружки больше. Поэтому во многих случаях работа шлифования, слагаясь из стоимости рабочей силы, стоимости износа круга и энергии, будет дешевле при работе более мягкими кругами (несмотря на большой износ круга) за счет экономии на рабсиле.
Поэтому во многих случаях работа шлифования, слагаясь из стоимости рабочей силы, стоимости износа круга и энергии, будет дешевле при работе более мягкими кругами (несмотря на большой износ круга) за счет экономии на рабсиле.
Помимо твердости шлифовального круга имеет большое значение его зернистость, или шероховатость. Если твердость не зависит от абразивных зерен, а представляет крепость связки, то шероховатость зависит исключительно от величины шлифующих зерен, входящих в состав круга. Абразивные зерна сортируются по своей величине при просеивании через сита, которые обычно нумеруются номером, обозначающим число отверстий на погонный дюйм (п. дм.). По номерам сит обозначается и зернистость абразивных зерен: если зерно проходит через сито с двадцатью отверстиями на п. дм. (сито N° 20) и задерживается на сите № 24, то это будет зерно № 20. Величины зерен разных номеров указаны в табл. 2.
Самые мелкие зерна (пыль) уже не рассеиваются на ситах, а разделяются по величине путем отмучивания, т. е. путем взбалтывания в воде и осаждения из мути. Чем зерна крупнее, тем они быстрее осаждаются. Осаждающиеся в течение 1 мин. называются одноминутниками (№ 250), в течение 5 мин. — пятиминутниками (№ 280) и т. д.; 10-, 15-, 30-, 60-минутниками (N°N° 320, 400, 500 и 600). В зависимости от условий работы применяют шлифовальные круги: весьма крупной зернистости (№№ 10, 12) для грубых обдирочных работ; крупнозернистые (№№ 16, 20, 24) — для обдирочных работ; среднезернистые (№№ 36, 46, 60) — для шлифовальных работ и точки инструментов; мелкозернистые (№№ 80, 100, 120) — для окончательной шлифовки; тонкие (№№ 150,180,200) — для правки инструментов и наконец весьма тонкие (минутники) — для полировки и правки инструментов. Обычно круг состоит из зерен разной зернистости и маркируется номером наиболее крупных зерен, входящих в его состав и составляющих от 30 и более % всех зерен.
е. путем взбалтывания в воде и осаждения из мути. Чем зерна крупнее, тем они быстрее осаждаются. Осаждающиеся в течение 1 мин. называются одноминутниками (№ 250), в течение 5 мин. — пятиминутниками (№ 280) и т. д.; 10-, 15-, 30-, 60-минутниками (N°N° 320, 400, 500 и 600). В зависимости от условий работы применяют шлифовальные круги: весьма крупной зернистости (№№ 10, 12) для грубых обдирочных работ; крупнозернистые (№№ 16, 20, 24) — для обдирочных работ; среднезернистые (№№ 36, 46, 60) — для шлифовальных работ и точки инструментов; мелкозернистые (№№ 80, 100, 120) — для окончательной шлифовки; тонкие (№№ 150,180,200) — для правки инструментов и наконец весьма тонкие (минутники) — для полировки и правки инструментов. Обычно круг состоит из зерен разной зернистости и маркируется номером наиболее крупных зерен, входящих в его состав и составляющих от 30 и более % всех зерен.
Естественные точила в виде кругов и бруски, применяемые для точки деревообделочных и других инструментов, делаются из песчаника, состоящего из кварцевых зерен, связанных кремнеземистым цементом. Для правки бритв и других тонких инструментов применяются также естественные камни — бруски «Арканзас» и «Индиана», носящие название по наименованию штатов в Северной Америке, где находятся их месторождения. Наиболее широкое распространение получили искусственные шлифовальные круги, изготовленные из карборунда или искусственного корунда на связках: минеральной, растительной или керамиковой. К минеральной связке относится магнезитовая, где связывающим веществом является цемент Сореля (магнезит и хлористый магний). Способ приготовления шлифовальных кругов с этой связкой весьма прост, не требует сложного оборудования, но круги, изготовленные этим способом, могут работать только всухую, разлагаются от сырости, быстро изнашиваются в работе и применяются лишь в случае недостатка более производительных кругов с керамиковой связкой. Кроме магнезитовой к минеральной связке относится силикатная, в которой связкой служит смесь глины, кремневой пыли и жидкого стекла (силиката). Круги с этой связкой мягкие, почему и являются весьма ценными при окончательной тонкой правке и шлифовке.
Для правки бритв и других тонких инструментов применяются также естественные камни — бруски «Арканзас» и «Индиана», носящие название по наименованию штатов в Северной Америке, где находятся их месторождения. Наиболее широкое распространение получили искусственные шлифовальные круги, изготовленные из карборунда или искусственного корунда на связках: минеральной, растительной или керамиковой. К минеральной связке относится магнезитовая, где связывающим веществом является цемент Сореля (магнезит и хлористый магний). Способ приготовления шлифовальных кругов с этой связкой весьма прост, не требует сложного оборудования, но круги, изготовленные этим способом, могут работать только всухую, разлагаются от сырости, быстро изнашиваются в работе и применяются лишь в случае недостатка более производительных кругов с керамиковой связкой. Кроме магнезитовой к минеральной связке относится силикатная, в которой связкой служит смесь глины, кремневой пыли и жидкого стекла (силиката). Круги с этой связкой мягкие, почему и являются весьма ценными при окончательной тонкой правке и шлифовке. К растительной связке относятся вулканитовая (на каучуке), олеонитовая (на масле) и шеллаковая (на шеллаке). Вулканитовые круги представляют собой вулканизованную резину, в которую завальцованы абразивные зерна. После сушки получаются круги, обладающие известной степенью упругости, что позволяет сделать их весьма тонкими, до 1 мм толщиной, почему эти круги и применяются для прорезных работ, для точки пил по металлу, для точки кард и т. д. Олеонитовые круги, связкой в которых служит окисленное масло, мягки, сравнительно быстро изнашиваются, но при работе на них выделяется очень мало тепла, почему они применяются для точки пил по дереву, где от круга при точке всухую требуется, чтобы при работе не отжигались зубья.
К растительной связке относятся вулканитовая (на каучуке), олеонитовая (на масле) и шеллаковая (на шеллаке). Вулканитовые круги представляют собой вулканизованную резину, в которую завальцованы абразивные зерна. После сушки получаются круги, обладающие известной степенью упругости, что позволяет сделать их весьма тонкими, до 1 мм толщиной, почему эти круги и применяются для прорезных работ, для точки пил по металлу, для точки кард и т. д. Олеонитовые круги, связкой в которых служит окисленное масло, мягки, сравнительно быстро изнашиваются, но при работе на них выделяется очень мало тепла, почему они применяются для точки пил по дереву, где от круга при точке всухую требуется, чтобы при работе не отжигались зубья.
Таким же свойством не отжигать обрабатываемых изделий обладают и шеллаковые круги (связка — шеллак), более устойчивые, но и более дорогие, чем олеонитовые. К упруго связанным кругам относятся и круги на бакелитовой связке, введенной в технику сравнительно недавно, но уже вытесняющей круги с вулканитовой связкой и заменяющей в отдельных случаях круги с керамиковой связкой. Наиболее распространенной (до 85 %) все же пока остается керамиковая связка, составной частью которой являются огнеупорная глина, полевой шпат, кварц и тальк. После измельчения составных материалов они смешиваются в определенных соотношениях. Готовая связка (от 8 до 20%) смешивается с абразивными зернами, затем из полусухой массы, к которой добавляется незначительное количество силиката или декстрина, формуются и прессуются в стальных формах, при давлении 100 кг/см2 и более, круги, подвергающиеся после освобождения из формы сушке, а затем обжигу. Это — прессованные круги. Вторым способом, все более распространяющимся и дающим круги более пористые и более удовлетворяющие современным требованиям, являются литые. Масса связки и зерен смешивается с добавлением небольшого количества воды, т. ч. образуется жидкая кашица, разливаемая в формы. Получаемым в форме болванкам, имеющим после высушивания крепость кирпича-сырца, на станках придается желаемая форма круга или же круг вытесывается или выштамповывается из болванки, когда она еще не высохла, но, потеряв часть воды, может сохранить форму, придаваемую штампом или вырезкой.
Наиболее распространенной (до 85 %) все же пока остается керамиковая связка, составной частью которой являются огнеупорная глина, полевой шпат, кварц и тальк. После измельчения составных материалов они смешиваются в определенных соотношениях. Готовая связка (от 8 до 20%) смешивается с абразивными зернами, затем из полусухой массы, к которой добавляется незначительное количество силиката или декстрина, формуются и прессуются в стальных формах, при давлении 100 кг/см2 и более, круги, подвергающиеся после освобождения из формы сушке, а затем обжигу. Это — прессованные круги. Вторым способом, все более распространяющимся и дающим круги более пористые и более удовлетворяющие современным требованиям, являются литые. Масса связки и зерен смешивается с добавлением небольшого количества воды, т. ч. образуется жидкая кашица, разливаемая в формы. Получаемым в форме болванкам, имеющим после высушивания крепость кирпича-сырца, на станках придается желаемая форма круга или же круг вытесывается или выштамповывается из болванки, когда она еще не высохла, но, потеряв часть воды, может сохранить форму, придаваемую штампом или вырезкой. Обжиг как прессованных, так и литых кругов производится подобно фарфору в печах при температуре 1320°С. Обжиг особенно крупных кругов требует продолжительной выдержки при охлаждении, чтобы они не дали трещин. После обжига круги подвергаются обточке на токарных станках при употреблении в качестве инструмента алмаза или особых стальных конусов, звездочек и чугунных шарошек. Готовые круги испытываются на прочность и балансировку при двойной против рабочей скорости. В настоящее время искусственные шлифовальные круги изготовляются исключительно из искусственных абразивов: карборунда (для обработки изделий из чугуна, бронзы, алюминия, камня, рога, стекла, кости, фарфора) и искусственного корунда (при обработке изделий из закаленной и сырой стали, ковкого чугуна, железа, стального литья и т. п.).
Обжиг как прессованных, так и литых кругов производится подобно фарфору в печах при температуре 1320°С. Обжиг особенно крупных кругов требует продолжительной выдержки при охлаждении, чтобы они не дали трещин. После обжига круги подвергаются обточке на токарных станках при употреблении в качестве инструмента алмаза или особых стальных конусов, звездочек и чугунных шарошек. Готовые круги испытываются на прочность и балансировку при двойной против рабочей скорости. В настоящее время искусственные шлифовальные круги изготовляются исключительно из искусственных абразивов: карборунда (для обработки изделий из чугуна, бронзы, алюминия, камня, рога, стекла, кости, фарфора) и искусственного корунда (при обработке изделий из закаленной и сырой стали, ковкого чугуна, железа, стального литья и т. п.).
Источник: Мартенс. Техническая энциклопедия. Том 26 — 1934 г.
74. Толщина среза, приходящаяся на 1 зерно шлифовального круга
Для
анализа влияния элементов режима резания
на точность и чистоту обработанной
пов-ти исследуем влияние этих факторов
на глубину резания, приходящ. на 1 зерно
на 1 зерно
шлиф. круга.
При
заданной глубине резанияt
шлиф. круг и заготовка соприкос. на части
цилиндрич. пов-ти, ограниченной дугой
ACA1.
Пусть
время перемещ. т.С круга в т.А равно τ.
Тогда длина дуги АС=l=Vkτ.
Кроме
того, отпечаток зерна на заготовке имеет
относит. движ-ие со скор. Vз.
Т.к. за время τ заготовка поворач. на
дугу АВ= Vзτ/60,
траектория движения т.С по заготовке
примет вид дуги ВС. Когда т.С перейдёт
в положение А, её место займёт т.А1,
след-но, объём мат-ла загот-ки, соотв.
площади АВС, будет срезан зёрнами,
находящимися на пов-ти круга, определяемой
дугой АС.
Если
кол-во зёрен, приход. на единицу дуги
АС, обозн. через m,
а наиб. высоту площадки АВС в направлении
радиуса ВВ1 – через t1,
то средняя глубина резания, приход. на
1 зерно:
При
малых знач-ях углов α и β приближённо
ВВ1=АВsin(α+β).
Следовательно:
и
Из
ур-ия (2) следует, что для получения
большей чистоты обработ.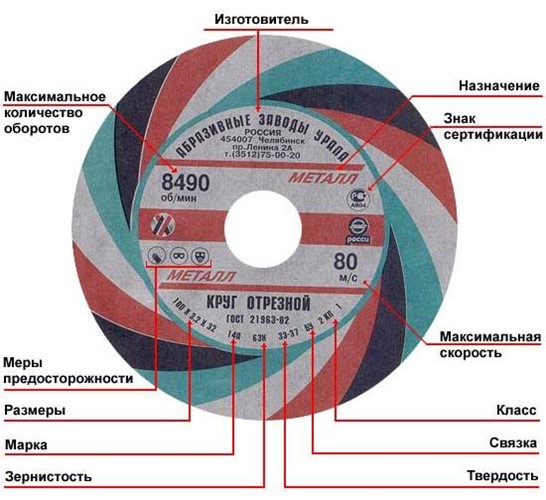 пов-ти нужно
пов-ти нужно
работать мелкозерн. кругами с возможно
большей скоростью круга, с малой глубиной
резания и малой скоростью заготовки.
75. Силы резания при шлифовании
Определяют
стойкость круга, точность обработки и
температуру шлифования. Равнодействующая
сила резания R
может быть разложена на три составляющие
силы: тангенциальную Рz,
радиальную
Pv
и
осевую силу Рх.
При
шлифовании радиальная
сила
Ру,
как
правило, больше силы Pz.
Составляющая Рx
всегда
меньше Рz,
и
при определении мощности обычно в расчет
не принимается.
Численные
значения Рх,
Ру
и
Pz
определяются
опытным путем при помощи динамометров.
На основании экспериментальных данных
для различных условий шлифования
предложены уравнения, определяющие
средние значения составляющих силы
резания.
1)
Величина силы Рг:
2) Мощность двиг-ля,
привод. в движение круг:
где
η1 — КПД передачи момента от двигателя
к кругу.
3)
Мощность двиг-ля для вращ. заготовки:
где
η2 — КПД передачи момента от двигателя
к заготовке.
76. Износ и стойкость шлифовальных кругов. Самозатачивание и засаливание
Затупление
шлифовального круга, как правило,
совершается в два этапа. Сначала
происходит обламывание и вырывание из
связки отдельных, непрочно укрепленных
зерен. Затем наступает второй этап,
характеризуемый расщеплением и
округлением больших количеств находящихся
в работе абразивных зерен, забиванием
лор круга стружками обрабатываемого
материала и абразивной пылью, а также
налипанием частиц обрабатываемого
материала на поверхность зерен.
При
круглом шлифовании на проход наиболее
активно изнашиваются «крайние,
расположенные ближе к торцам участки
режущей поверхности круга, вследствие
чего он приобретает бочкообразную
форму.
Правильно
выбранный круг должен работать с
самозатачиванием; однако практически
с полным самозатачиванием абразивные
круги работают лишь на некоторых черновых
операциях. На чистовых операциях работа
с самозатачиванием не обеспечивает
заданной точности Ичистоты
обработанной
поверхности, ‘поэтому необходима
периодическая правка круга. Правкой
называется операция удаления с
‘поверхности абразивного инструмента
изношенных зерен. Практика эксплуатации
абразивных инструментов показывает,
что правильный выбор метода правки
обеспечивает получение заданной
точности и чистоты обработанной
поверхности, производительность
операции, а также нормальный ‘расход
шлифовальных кругов и правящих
инструментов.
На
рис. 1 показан график износа
абразивного круга Э40СМ1К за период
шлифования и за одну правку, из которого
видно, какое значение имеет правка в
общем расходе абразива. Правка кругов
Правка кругов
производится алмазами, шлифовальными
кругами, шарошками и другими способами
безалмазной правки.
Схема
метода правки шлифовальных кругов
обтачиванием приведена на рис. 2, а;
в
качестве правящего инструмента при
этом методе правки наиболее часто
используются алмазные карандаши и
алмазы в оправках.
При безалмазной
правке правящий инструмент, вращающийся
свободно на оправке, прижимается к
принудительно вращающемуся кругу и
вырывает с его поверхности затупившиеся
абразивные зерна (рис. 2, б). При
принудительном вращении правящего
инструмента он получает движение от
самостоятельного привода (рис. 2, в).
STG Шлифовальный круг 230 мм, зерно 120G (для Jet JSG-96)
CТАНКО.ЦЕНТР
В корзину
Купить в один клик
Нашли дешевле?
- Описание
- Характеристики
Описание
Шлифовальный диск на велкро основе, диаметр 230 мм, зерно 120G, без отверстий. Для шлифовальных станков Jet JSG-96.
Для шлифовальных станков Jet JSG-96.
Товары серии 230 мм
| Название | Зернистость | Цена | ||
|---|---|---|---|---|
Шлифовальный круг 230 мм, зерно 100G (для Jet JSG-96) | 100G | 110 ₽ | В корзину | |
| Шлифовальный круг 230 мм, зерно 120G (для Jet JSG-96) | 120G | 110 ₽ | В корзину | |
Шлифовальный круг 230 мм, зерно 150G (для Jet JSG-96) | 150G | 110 ₽ | В корзину | |
Шлифовальный круг 230 мм, зерно 180G (для Jet JSG-96) | 180G | 110 ₽ | В корзину | |
Шлифовальный круг 230 мм, зерно 60G (для Jet JSG-96) | 60G | 120 ₽ | В корзину | |
Шлифовальный круг 230 мм, зерно 80G (для Jet JSG-96) | 80G | 120 ₽ | В корзину | |
Шлифовальный круг 230 мм, зерно 240G (для Jet JSG-96) | 240G | 110 ₽ | В корзину | |
Шлифовальный круг 230 мм, зерно 320G (для Jet JSG-96) | 320G | 110 ₽ | В корзину | |
Шлифовальный круг 230 мм, зерно 40G (для Jet JSG-96) | 40G | 120 ₽ | В корзину | |
Шлифовальный круг 230 мм, зерно 220G (для Jet JSG-96) | 220G | 110 ₽ | В корзину | |
Шлифовальный круг 230 мм, зерно 1000G (для Jet JSG-96) | 1000G | 170 ₽ | В корзину | |
Шлифовальный круг 230 мм, зерно 600G (для Jet JSG-96) | 600G | 170 ₽ | В корзину | |
Типы зерна — Klingspor Abrasive Technology
Типы зерна
https://www. klingspor.de/en/lowdown-on-grinding/grain-types
klingspor.de/en/lowdown-on-grinding/grain-types
https://www.klingspor.de/en/@@site-logo/logo.png
Термин «типы зерна» в области абразивов означает различные типы минералов, используемых при производстве абразивных инструментов. Поскольку основная часть процесса шлифования, а именно механическая обработка обрабатываемого материала, выполняется этими минералами, тип используемого зерна оказывает большое влияние на диапазон пригодности и характеристики абразива.
Обзор различных свойств зерна и типичных характеристик износа наиболее часто используемых типов зерна представлен на диаграмме ниже.
Зернистость
Зернистость отвечает за съем материала. При выборе правильной зернистости
особенно важны два свойства:
- Связка
- Прочность
Все виды зерен Klingspor производятся синтетическим путем. Это обеспечивает неизменно высокое качество продукции. С абразивами с покрытием используются четыре различных типа зернистости:
Это обеспечивает неизменно высокое качество продукции. С абразивами с покрытием используются четыре различных типа зернистости:
- Карбид кремния
- Оксид алюминия
- Оксид циркония
- Керамический оксид алюминия
Классификация зерен по связке, ударной вязкости и их основному применению
| Типы зерен | Связка/прочность | Структура | Свойства/износостойкость |
Карбид кремния | очень твердый/менее прочный | кристаллический | с острыми краями, хрупкие, очень рыхлые/микроизносные |
Оксид алюминия | твердый / прочный | кристаллический, неправильный | клиновидная, блочное зерно, равномерный износ |
Оксид циркония | твердый/очень прочный | кристаллический, даже | клиновидный, блочный, каплевидный / микроизнос, самозатачивающийся |
Керамический оксид алюминия | твердый/очень прочный | микрокристаллический | с острыми краями, остроконечное зерно / микроизнос, самозатачивающийся |
Свойства типа зерен и их специфические свойства износа
Кроме того, существуют так называемые агломераты зерен. Это не самостоятельный тип зерен, а скорее агломерат зерен, который состоит из множества отдельных зерен оксида алюминия или SIC, смешанных со связующим на основе смолы, которые вместе образуют крупную зернистость. Агломераты используются почти исключительно на абразивных лентах. Преимущество агломератов в том, что они обеспечивают ровную поверхность от первого до последнего использования. Тусклый песок отрывается от агломерата и освобождает место для нового, острого песка. Цель состоит в том, чтобы добиться ровной поверхности за счет непрерывного съема материала и чрезвычайно длительного срока службы.
Это не самостоятельный тип зерен, а скорее агломерат зерен, который состоит из множества отдельных зерен оксида алюминия или SIC, смешанных со связующим на основе смолы, которые вместе образуют крупную зернистость. Агломераты используются почти исключительно на абразивных лентах. Преимущество агломератов в том, что они обеспечивают ровную поверхность от первого до последнего использования. Тусклый песок отрывается от агломерата и освобождает место для нового, острого песка. Цель состоит в том, чтобы добиться ровной поверхности за счет непрерывного съема материала и чрезвычайно длительного срока службы.
Покрытие
Кроме того, абразивы с покрытием имеют разную плотность покрытия. Термин «плотность зерен» описывает плотность покрытия зерен, распределенных по основе. Различают:
- плотное покрытие
- полуоткрытое покрытие
- открытое покрытие
Зерно с открытым покрытием имеет большое пространство между отдельными зернами, что позволяет удалять припуски и шлифовальную пыль
легче стирается со шлифовальной поверхности. Это предотвращает преждевременное засорение
Это предотвращает преждевременное засорение
при работе с материалами, дающими длинную стружку, такими как древесина.
Решение о том, какую плотность зерна использовать, в первую очередь зависит
от того, насколько велика вероятность того, что шлифовальная пыль забьет
пространство между зернами.
Исторически сложилось так, что типы зерна делятся на две основные группы: натуральные и синтетические. К категории природных видов зерна относятся, в частности, кремень, гранат и наждак; однако эти типы зерна почти не используются в производстве абразивов. Вместо этого производимые сегодня абразивы обычно изготавливаются из синтетических материалов, таких как оксид алюминия, оксид циркония, карбид кремния и керамический оксид алюминия. По сравнению со своими естественными собратьями синтетические типы зерна обладают значительными преимуществами в области твердости и прочности; они, кроме того, предлагают большую однородность по своим свойствам, что является определяющим признаком, который, в первую очередь, делает их пригодными для требовательных промышленных применений.
Для того, чтобы предложить своим клиентам широкий спектр возможных применений и идеальную пригодность для их конкретных целей, Klingspor продает абразивы (ленты, рулоны, листы, диски, полосы, фибровые диски, резиновые отрезные круги и шлифовальные диски, абразивные швабры). , абразивные швабры и абразивы на эластичной связке) с различной зернистостью. Такой подход гарантирует, что клиенты всегда будут достигать идеального результата шлифования, выбирая тип зерна, который подходит для материала и обрабатываемой детали, а также для желаемого результата.
Подходящие продукты
длительный срок службы
Новый
CEVOLUTION
Агломерат
Вернуться к терминам и определениям шлифования
Все разделы справки
Инструменты PFERD – Trust Blue
Дом
|
Инновации
|
ВИКТОГРЕЙН
|
Просто лучше
Продукция VICTO GRAIN является одним из самых эффективных шлифовальных инструментов в мире.
Треугольное прецизионное абразивное зерно компании PFERD обеспечивает уникально высокую абразивную производительность.
Треугольные абразивные зерна VICTO GRAIN идентичны по форме и размеру, а их режущие кромки прилегают к заготовке под оптимальным углом, что означает, что зерну требуется очень мало энергии для проникновения в заготовку.
Таким образом, пользователь получает выгоду от эффективного процесса обработки с
- быстрой работой,
- длительным сроком службы инструмента,
- меньшим накоплением тепла в заготовке и
- меньшей выходной мощностью, необходимой для инструмента. водить машину.
Применение:
- Выравнивание
- Удаление заусенцев
- Обработка поверхностей
- Обработка кромок
- Обработка сварных швов
- Угловые шлифовальные машины
- Аккумуляторные угловые шлифовальные машины
- Приводы с гибким валом
- Ленточная шлифовальная машина
7 2: Подгоночный инструмент0017
Треугольные абразивные зерна VICTO GRAIN крепятся к основанию одной из сторон. Это означает, что они надежно фиксируются на месте и, вместе с их тонкой конструкцией, обеспечивают очень большое пространство для стружки, что еще больше повышает эффективность обработки .
Это означает, что они надежно фиксируются на месте и, вместе с их тонкой конструкцией, обеспечивают очень большое пространство для стружки, что еще больше повышает эффективность обработки .
Структура треугольной формы VICTO GRAIN также была специально адаптирована для максимизации результатов. Очень маленькие кристаллы внутри треугольников обеспечивают оптимальные характеристики износа , так как острые режущие кромки всегда обнажаются, но только минимальное количество абразивных зерен/треугольник обламывается.
Объединяя все эти свойства вместе, пользователи получают оптимальную постоянную производительность при холодном шлифовании и чрезвычайно долгий срок службы вместе с неизменной шероховатостью поверхности заготовки.
Скачать брошюру
Здесь вы можете найти дополнительную полезную информацию по ВИКТО ЗЕРНО.
Брошюра ВИКТОГРЕЙН
Продукция VICTOGRAIN
COMBICLICK Фибродиски
К продукту
Компактные фибровые диски COMBIDISC CD/CDR
К продукту
Абразивные диски COMBIDISC CD/CDR
К продукту
Волокнистые диски с прорезями
К продукту
Шлифовальные круги CC-GRIND SOLID SGP STEEL ★★★★
К продукту
Шлифовальные круги CC-GRIND SOLID SGP INOX ★★★★
К продукту
Шлифовальные круги CC-GRIND FLEX SGP STEEL ★★★★
К продукту
CC-GRIND-ROBUST SGP STEELOX ★★★★
К продукту
Зажимной фланец для шлифовальных кругов CC-GRIND
К продукту
Подложка
К продукту
Короткие ремни
К продукту
Длинные ремни
К продукту
Извлечение абразивных зерен из отходов шлифовального круга
[Изображение вверху] Шлифовальные круги широко используются в производстве для сглаживания и придания формы деталям. Извлечение абразивных зерен из бракованных и отработанных шлифовальных кругов может быть экономически и экологически выгодным для производителей. Кредит: THATLAZYMACHINIST, YouTube
Извлечение абразивных зерен из бракованных и отработанных шлифовальных кругов может быть экономически и экологически выгодным для производителей. Кредит: THATLAZYMACHINIST, YouTube
Статья Лизы Макдональд и Сабаринатана Паланияппана
В капиталистических обществах большое внимание уделяется нематериальным формам растрат — упущенному времени, упущенному потенциалу, упущенной возможности. Тем не менее, когда дело доходит до отходов материалов, люди часто не задумываются о том, куда отправляются их пластиковые упаковки и бывшая в употреблении электроника после утилизации.
К счастью, осознание глобальной проблемы отходов материалов растет, наряду с усилиями по борьбе с этой проблемой. Многие усилия предпринимаются в рамках концепции экономики замкнутого цикла, которая направлена на переход общества от нынешней линейной экономической модели «бери-делай-отходы» к экономической системе, которая устраняет отходы и способствует постоянному использованию ресурсов.
В прошлом году в International Journal of Applied Ceramic Technology были опубликованы два специальных выпуска о керамике для экономики замкнутого цикла, и управляющий редактор ACerS Journal Джонатон Форман выделил несколько из этих статей в сообщении CTT в прошлом месяце. Однако одной темой, которая не была затронута, была проблема отходов шлифовального круга.
Шлифование — широко используемый процесс механической обработки для обеспечения геометрии и гладкости конечной детали. Он включает использование шлифовального круга в форме диска, покрытого абразивными частицами, для удаления материала с поверхности заготовки. Абразивные частицы обычно представляют собой керамические частицы, такие как оксид алюминия, карбид кремния, кубический нитрид бора или алмаз.
Как и в случае с любым продуктом, в процессе производства образуются отходы, когда бракованные шлифовальные круги выбрасываются. Однако во время работы также возникают отходы из-за того, как шлифовальные круги установлены на шлифовальном станке. Как правило, одна треть шлифовального круга закрыта фланцами, круглой плоской переходной ступицей, которая прикрепляет круг к оси. Поскольку круг нельзя использовать за пределами фланца, часть, используемая для зажима, обозначается как «отходы», даже если в ней есть свежие пригодные для использования зерна.
Как правило, одна треть шлифовального круга закрыта фланцами, круглой плоской переходной ступицей, которая прикрепляет круг к оси. Поскольку круг нельзя использовать за пределами фланца, часть, используемая для зажима, обозначается как «отходы», даже если в ней есть свежие пригодные для использования зерна.
На сегодняшний день немногие исследователи изучили способы извлечения абразивных зерен из бракованных или отработанных шлифовальных кругов. Исключением является Сабаринатан Паланияппан, научный сотрудник Инженерного колледжа имени Шри Шивасубрамании Надар (SSN) в Ченнаи, Индия.
За последние несколько лет исследования Сабаринатана были сосредоточены на извлечении абразивных зерен из отходов шлифовального круга с использованием как механических, так и химических методов. Особое внимание он уделил извлечению из застеклованных шлифовальных кругов, в которых используется связующий материал из стекла или стеклокерамики для сплавления абразивных зерен с кругом.
Приведенные ниже документы иллюстрируют часть работы Сабаринатана по этой теме. Если вы хотите узнать больше или знаете о постдокторской должности в области переработки керамических отходов, которая ищет соискателей, свяжитесь с Сабаринатаном по адресу [email protected].
Если вы хотите узнать больше или знаете о постдокторской должности в области переработки керамических отходов, которая ищет соискателей, свяжитесь с Сабаринатаном по адресу [email protected].
Абразивные зерна коричневого оксида алюминия: извлечение и применение
В статье, опубликованной в начале 2018 года по извлечению абразивных зерен, Сабаринатан и его коллеги из инженерного колледжа SSN и компании Carborundum Universal Ltd. исследовали извлечение абразивных зерен коричневого оксида алюминия с использованием метода химического разделения из-за его «оптимальная» способность удалять связующее вещество.
Они выбрали фтористоводородную кислоту в качестве химического реагента для выщелачивания из-за ее высокой электроотрицательности, которая позволяет ей избирательно воздействовать на алюмосиликатную связь, оказывая при этом очень мягкое воздействие на абразивы из оксида алюминия. Они измельчили шлифовальные круги из коричневого оксида алюминия и просеяли частицы на куски трех разных размеров (4,75, 10 и 13,5 мм), которые затем прореагировали с плавиковой кислотой.
Испытания показали, что сорт круга, указывающий на твердость, с которой связка удерживает абразивные зерна на месте, не оказывает существенного влияния на извлечение зерна. Однако размер куска дробленого шлифовального круга изменился, что «очевидно, потому что в больших кусках больше зерен», пишут они.
Они также обнаружили, что слишком малое количество кислоты приводило к недостаточному удалению связующего материала из зерен, а слишком большое количество кислоты приводило к деградации зерен. К сожалению, из-за того, что кислота вступала в реакцию со связующим материалом с образованием фторидов, «это может снизить возможность повторного использования кислоты для дальнейшей регенерации зерна», — пишут они.
В конечном итоге они определили, что оптимальным сочетанием факторов для извлечения абразивного зерна коричневого оксида алюминия является количество кислоты 100 мл, время погружения 1 час и большой размер куска.
Что касается того, что делать с абразивными зернами после извлечения, они отметили, что, поскольку абразивы, такие как коричневый оксид алюминия, затвердевают во время стеклования, зерна нельзя повторно использовать в одном и том же продукте. Однако их можно использовать в качестве зерна с добавленной стоимостью в низкотемпературных применениях, таких как абразивы с покрытием и шлифовальные круги на основе полимеров.
Однако их можно использовать в качестве зерна с добавленной стоимостью в низкотемпературных применениях, таких как абразивы с покрытием и шлифовальные круги на основе полимеров.
В 2019 году Сабаринатан и его коллеги опубликовали статью по итогам исследования 2018 года. Он исследовал, насколько хорошо регенерированные абразивы из коричневого оксида алюминия работают в качестве дополнительных зерен в шлифовальных кругах на основе смолы.
Вместо использования метода химического разделения для извлечения, описанного в документе 2018 года, который приводит к дополнительным химическим отходам в виде загрязненной фтором плавиковой кислоты, они вместо этого использовали модифицированный процесс шаровой мельницы для извлечения абразивных зерен.
Результаты цилиндрического врезного шлифования быстрорежущей стали показали, что случайное закаливание абразивных зерен во время стеклования полезно при повторном использовании в приложениях на основе смол. В частности, испытательный круг продемонстрировал лучшую скорость съема материала, меньший износ круга и, следовательно, более высокую степень измельчения, чем стандартный круг, не содержащий восстановленных абразивов.
Успех эксперимента со шлифовальным кругом из смолы привел Сабаринатана и его руководителя В.Е. Аннамалая из инженерного колледжа SSN, чтобы провести еще одно исследование в 2020 году, изучая использование восстановленных абразивов из коричневого оксида алюминия в процессе гидроабразивной обработки (AWJM).
Абразивные зерна граната являются стандартными абразивами для AWJM. Однако исследования по использованию переработанного гранатового абразива в процессе показали, что он не может сравниться со свежим зерном. «Это требует более эффективного альтернативного абразивного зерна для процесса AWJM», — пишут Сабаринатан и Аннамалай.
Эксперименты по резке мраморных и алюминиевых заготовок с использованием абразивных зерен из граната и вторичного коричневого оксида алюминия показали, что переработанный оксид алюминия повышает эффективность резания на 43% для мрамора и на 63% для алюминия. Кроме того, поскольку переработанный оксид алюминия имеет больше режущих кромок, чем гранат, его можно использовать более чем для одного цикла резки в процессе AWJM.
Как правило, стоимость оксида алюминия выше стоимости граната, поэтому использование свежего оксида алюминия для процесса AWJM не имеет смысла. Но поскольку эти абразивные зерна глинозема перерабатываются, «стоимость зерна будет фактической стоимостью восстановления», пишут они.
Извлечение абразивных зерен из золь-гелевого оксида алюминия и кубического нитрида бора
В 2020 году Сабаринатан и Аннамалай исследовали извлечение абразивных зерен из золь-гелевого оксида алюминия с использованием обработки плавиковой кислотой из статьи 2018 года по извлечению абразивных зерен из коричневого оксида алюминия.
Несмотря на то, что метод химического разделения создает дополнительные химические отходы, они предпочли этот метод механическому дроблению для золь-гелевого оксида алюминия, поскольку он дает более чистые зерна. «Проблема, возникающая в процессе механического дробления, заключается в том, что в измельченных абразивных зернах присутствуют агломераты», — объясняют они в статье.
