Жертвенный стол для чпу: «Жертвенный» стол для фрезерного станка с ЧПУ.
Содержание
Фрезеровка жертвенного стола — Установка и настройка
#1
OFFLINE
Enyalius
Отправлено 05 Декабрь 2017 — 23:46
Подскажите как лучше всего отфрезеровать сам стол «саму резину» что бы был ровный. Какую фрезу лучше использовать и какую стратегию выбрать? Мне приходит в голову только, нарисовать прямоугольник по размеру стола и и задать «выборка» на глубину 1-2 мм
- Наверх
#2
OFFLINE
тот еще наладчик
Отправлено 05 Декабрь 2017 — 23:55
Бинго ))), шаг от трети до половины диаметра фрезы , скорость и диаметр от жоскости и лошадиных сил станка
- Наверх
#3
OFFLINE
yaso73
Отправлено 06 Декабрь 2017 — 10:14
Бинго,чё ж не бинго-то?
Только стол,думаццо,вакуумный поди? Самое оно — нашмурыгать так,чтобы потом резину не прожимало. ..
..
Поэтому:
1.Определяем масштабы бедствия.Для этого,нехитрым способом промеряем стол в 15-20 точках(сеткой по столу,равномерно). Определяем глубину максимальную. И ни-ни,чтобы глубже шарашить.
2.Берем фрезу от 18 и толще(от шпинделя зависит). Фрезы лучше брать недорогие и две иметь.Ибо говно,из которого стол сделан — это(со слов китайцев) продукт переработки покрышек.Вроде и мягкий,но кое-где искры летят и фреза садится.
3.Тщательно затыкаем отверстия,через которые вакуум сасает.Иначе потом из системы это говно выковыривать(с шаровыми кранами ещё ничего,а вот с электромагнитными — ипздец,какой подарок).
4.Херачим.Если результат нужен косметический,то с перекрытием от 30%,как выше советовали.Если ещё и ровно надо — то второй фрезой делаем второй проход,со съёмом в 0,2 и перекрытием 15%.
И ещё АХТУНГ.
Если на столе просто несколько(много) «заездов» и хочется их выровнять — то ещё надо подумать «стоит ли?».Может проще вооружить кого-то ненужного клеевым пистолетом и пусть латает пробоины. Потом снять 0,2 и успокоиться.Если стол кривой — то сначала выставить по уровню и не торопиться с хирургическими вмешательствами.
Потом снять 0,2 и успокоиться.Если стол кривой — то сначала выставить по уровню и не торопиться с хирургическими вмешательствами.
А то история знает одного лихого парня,который сначала уйхнул со стола 5мм толщины,а потом бил себя ушами по щекам. .
Это жертву можно хоть раз в день шуровать.А родной вакуумный стол — это вам не это.
- Наверх
#4
OFFLINE
PatriKKey
Отправлено 06 Декабрь 2017 — 17:23
обожаю эту фрезу
Прикрепленные изображения
- Наверх
#5
OFFLINE
Gosha
Отправлено 06 Декабрь 2017 — 17:30
В пульте 0501 есть отдельный пунктик Clean Table.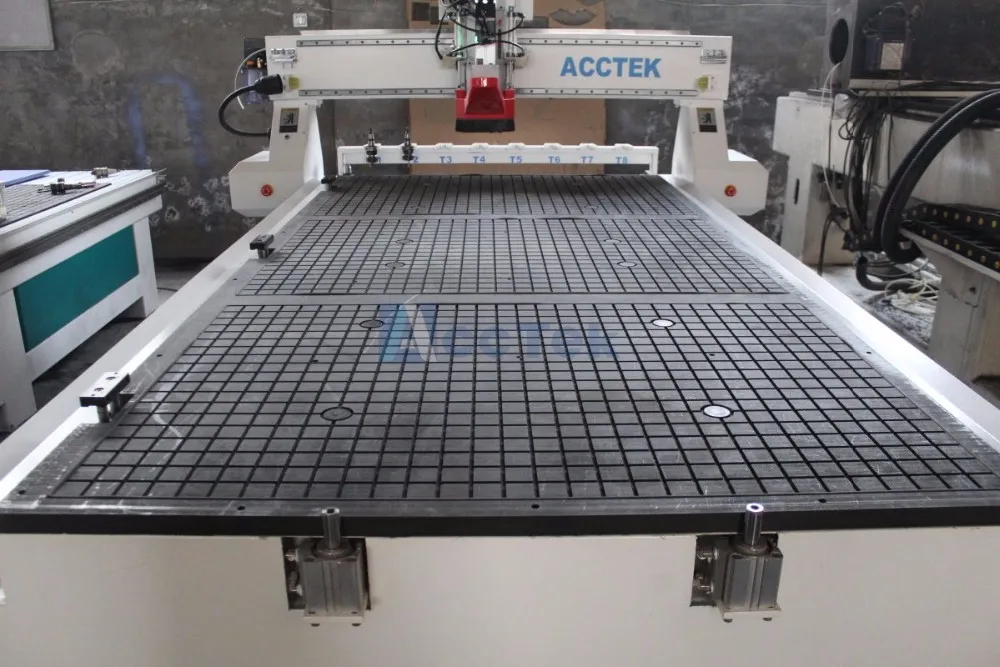 Задали размеры стола, шаг, направление и глубину обработки — он сам выравнивает. Только сначала без фрезы, в воздухе потренируйтесь, есть ньюансы. Где стоит в оригинальной прошивке я не помню, у меня все переделано, вроде был в advanced pro или в advanced run (Run+0)
Задали размеры стола, шаг, направление и глубину обработки — он сам выравнивает. Только сначала без фрезы, в воздухе потренируйтесь, есть ньюансы. Где стоит в оригинальной прошивке я не помню, у меня все переделано, вроде был в advanced pro или в advanced run (Run+0)
- Наверх
#6
OFFLINE
Enyalius
Отправлено 06 Декабрь 2017 — 20:04
Бинго,чё ж не бинго-то?
Только стол,думаццо,вакуумный поди? Самое оно — нашмурыгать так,чтобы потом резину не прожимало…
Поэтому…
Блин я отфрезеровал прежде чем прочел ваше сообщение. Так то все хорошо получилось. Стол вакуумный и отверстия я не закрыл ни чем, и конечно же туда налетела стружка, я их продул конечно, но так понимаю какая то часть осталась внутри, и что теперь будет?
Стоит вот такой насос
ВАКУУМНЫЙ НАСОС РОТОРНО-ПАЛСТИНЧАТОГО ТИПА
В комплекте со станком поставляется современный вакуумный насос роторно-пластинчатого типа мощностью 5. 5 кВт и производительностью 160 м3/час.
5 кВт и производительностью 160 м3/час.
- Наверх
#7
OFFLINE
тот еще наладчик
Отправлено 06 Декабрь 2017 — 22:57
Боюсь даже предположить , а кроить по 2D насквозь будете прямо по столу ?
- Наверх
#8
OFFLINE
stavnichyk
Отправлено 17 Май 2019 — 01:21
Добрый день, помогите товарищи, столкнулся с одной довольно серьезной проблемой, у меня фрезерный станок с форматом 3100*2100мм с вакуумным столом, сделали жертвенный стол таким образом, сверху на стол кинули Мдф 22мм , прикрутили по периметру и вдоль профиля для мех.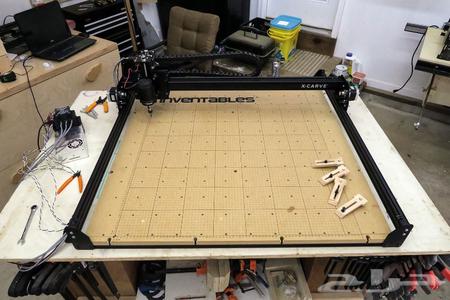 зажима и вроде все как намертво , потом при включённом вакууме фрезерую весь стол в одну плоскость, после получения «идеальной» плоскости сверху бросаю Мдф 3мм ( как основной жертвенный стол что бы мдф22 мм не фрезеровать постоянно) и сверху уже лист для раскрой , вакуум держит нормально , прижимает Лист и все хорошо при обычном раскрое, но при фрезеровке фасадов сразу видно перекос по полю станка в ~0,3-,0,5 мм что очень много для профильной тот же радиусной фрезы, в разных местах по разному берёт то не доходит то уже ступенька, подскажите что сталкивался с тем что бы сделать именно идеальный стол с перепадом не более 0,1мм, спасибо большое за Советы.
зажима и вроде все как намертво , потом при включённом вакууме фрезерую весь стол в одну плоскость, после получения «идеальной» плоскости сверху бросаю Мдф 3мм ( как основной жертвенный стол что бы мдф22 мм не фрезеровать постоянно) и сверху уже лист для раскрой , вакуум держит нормально , прижимает Лист и все хорошо при обычном раскрое, но при фрезеровке фасадов сразу видно перекос по полю станка в ~0,3-,0,5 мм что очень много для профильной тот же радиусной фрезы, в разных местах по разному берёт то не доходит то уже ступенька, подскажите что сталкивался с тем что бы сделать именно идеальный стол с перепадом не более 0,1мм, спасибо большое за Советы.
- Наверх
#9
OFFLINE
Ganch_er
Отправлено 17 Май 2019 — 02:59
Вот именно этот 3 мм лишний!
- Наверх
#10
OFFLINE
sevgeniys
Отправлено 17 Май 2019 — 04:11
Нужно было и тройку подчистить по плоскости.
- Наверх
#11
OFFLINE
Bronik
Отправлено 17 Май 2019 — 12:43
а я думаю что дело вот в чем. Вы сначала прикрутили стол. а потом включили вакуум. А надо было наоборот. чтобы резинка уплотнительная промялась под силой вакуума. Только потом прикручивать.
- Наверх
#12
OFFLINE
stavnichyk
Отправлено 17 Май 2019 — 13:46
Спасибо за ответ, но как по мне мы же фрезеровать плоскость стали уже под вакуумом и резинки уже прижались.
- Наверх
#13
OFFLINE
Bronik
Отправлено 23 Май 2019 — 16:01
Спасибо за ответ, но как по мне мы же фрезеровать плоскость стали уже под вакуумом и резинки уже прижались.

Сначала прикрутили МДФ. Его как-то выгнуло саморезами. Потом включили вакуум, он как то присосал. Фрезернули. Вроде все ровно. Отпускаем вакуум и мдф снова гнет. Опять включаем вакуум и его присасывает но по другому. Горбы которые были отфрезерованы первый раз вылазят в другом месте.
Я первый раз тоже сначала пришурупил-проблема как у вас вылезла. второй жертвенник уже сперва присасывал, а потом саморезил. причем саморезы закручивал еле-еле. Лиш бы не сдвигался МДФ
- Наверх
#14
OFFLINE
альфа стиль
Отправлено 24 Май 2019 — 18:54
Нафига МДФ прикручивать??????? Зачем 22 мм??????? Зачем его фрезеровать?????? У меня 6 мм все норм.
Раньше укладывал 1 лист, теперь пилим его пополам(по длине), чтобы легче было переворачивать.
Сейчас вот хочу попробовать два х два листа по 3 мм, чтобы вертеть только верхний.(экономия). ))
Сообщение отредактировал альфа стиль: 24 Май 2019 — 18:56
- Наверх
#15
OFFLINE
альфа стиль
Отправлено 25 Май 2019 — 17:51
А начать надо с выравнивания шпинделя по осям и вакуумного стола. Причем процессы сильно взаимосвязаны.
- Наверх
#16
OFFLINE
lkbyysq
Отправлено 25 Май 2019 — 21:11
С выравнивания направляющих.
- Наверх
#17
OFFLINE
альфа стиль
Отправлено 25 Май 2019 — 22:56
С выравнивания направляющих.

С … пола под станком!
Шучу)))) Направляющие — первичнее…
- Наверх
#18
OFFLINE
альфа стиль
Отправлено 29 Май 2019 — 09:46
С выравнивания направляющих.
А может и не надо выравнивать.)) Промелькнуло слово фасады. А значит криво фрезернет кривопритянутый фасад на кривофрезерованном столе. После снятия вакуума все «выпрямится»
Сообщение отредактировал альфа стиль: 29 Май 2019 — 09:48
- Наверх
#19
OFFLINE
Audimas
Отправлено 16 Март 2020 — 21:14
Подскажите пожалуйста, плиту мдф 8мм решил использовать как жертвенный стол, есть фреза 32 мм (NQD1032) DJTOL, шпиндель 24000. Какие настройки будут оптимальными (время качество) дабы выравнять стол, выбрать собираюсь 1мм, может есть у кого опыт с этим?
Какие настройки будут оптимальными (время качество) дабы выравнять стол, выбрать собираюсь 1мм, может есть у кого опыт с этим?
Первый пост не читал, но с афтаром согласен (стока букв не может быть неубедительным аргументом)
- Наверх
#20
OFFLINE
Lodochnik
Отправлено 16 Март 2020 — 21:42
Подскажите пожалуйста, плиту мдф 8мм решил использовать как жертвенный стол, есть фреза 32 мм (NQD1032) DJTOL, шпиндель 24000. Какие настройки будут оптимальными (время качество) дабы выравнять стол, выбрать собираюсь 1мм, может есть у кого опыт с этим?
Обороты 20000, подача 30м/мин.
С уважением, Олег.
- Наверх
Жертвенный стол с вакуумным прижимом — Модернизация
#1
OFFLINE
Отправлено 16 Октябрь 2010 — 23:13
Добрый день, коллеги.
Задался вопросом — насколько удобен вакуумный стол из бакелита?
Коплю денежку на китайский станочек. А у них по ходу у всех такие столы.
(механику не предлагать — ваккуум сто раз удобнее, лищный ж опыт)
Кто сталкивался с проблемой выравнивания?
Насколько знаю я, выровнять его по Z, «сняв» 0,1 мм — задача абсолютно немыслимая — убивает фрезу на раз. Эт же как стекло, ну или керамика.
На станке РК видел наклееный ПВХ (фрезеровщик уверяет, что это уже второй лист), с дирочками под вакуум. Говорит — в РК-203 есть специальная программа, которой можно пройти плоскость стола — пвх штука мягкая, периодически видать Z уходит и на нем у них ой как много косячков . не боги горшки …
не боги горшки …
Ну или как вариант — мож тоже на бакелит наклеить ПВХ ? и ровнять по мере необходимости????
Похожие темы:
Замена жертвенного стола с вакуумным прижимом
Вакуумный прижим материала
Вакуумная подушка для Консольного станка!
- Наверх
#2
OFFLINE
Marius
Отправлено 16 Октябрь 2010 — 23:37
для вакуума часто винипласт применяют, механически-хорошо обрабатываемый материал.
- Наверх
#3
OFFLINE
Buzl
Отправлено 16 Октябрь 2010 — 23:54
пользуюсь ПВХ 10 второй год. полет нормальный. меняю раз в год.
полет нормальный. меняю раз в год.
- Наверх
#4
OFFLINE
Отправлено 17 Октябрь 2010 — 00:31
пользуюсь ПВХ 10 второй год. полет нормальный. меняю раз в год.
Мда? на Китайце — сразу ПВХ был? или наклеили на родной стол?
На Вашем станке — вакуумный или механический прижим?
в столе РК203, изначально вроде идет стол из ПВХ с дирочками, а на китайцах вакуумных только бакелит видел… Или все же есть варианты???
- Наверх
#5
OFFLINE
Buzl
Отправлено 17 Октябрь 2010 — 00:38
была фигня резинвая.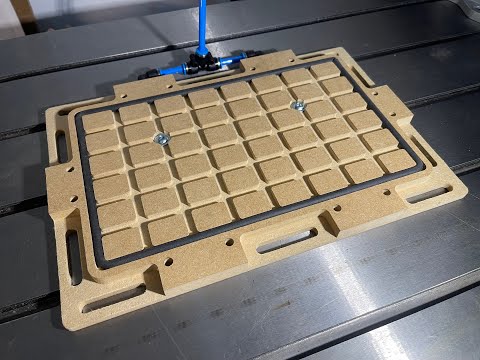 стол делал по совету 369852, вакуумник работает на 99%
стол делал по совету 369852, вакуумник работает на 99%
Сообщение отредактировал Admin: 17 Октябрь 2010 — 19:11
Buzl, надеюсь, что верно сцылку вставил?:)
- Наверх
#6
OFFLINE
sculptorr
Отправлено 17 Октябрь 2010 — 21:33
на Бивере24 использовали МДФ(20мм), пока не отказались в пользу механического крепления на саморезы (и так «шумно» — ещё и компрессор «орёт»…)
«просто, убрать лишнее»(фрезой)… ☺
- Наверх
#7
OFFLINE
vv92
Отправлено 18 Октябрь 2010 — 00:06
Сижу и улыбаюсь, ну вы хоть попробуйте что нибудь сделать-поймете как закрепить и насколько точно удерживает эта система крепления (понятно, что дорогие вакуумные прижимы доступны не всем, но вы поймите, что они для вас дорогие), приятели крепят саморезами к дорогому станку и не парятся (мне свой стол жалко и имею не высокую точность, но достаточную моему клиенту-разговоры о точности самого станка меня тут улыбают). Одни теоретики, со своими станками и вопросами-попробывать то лень.
Одни теоретики, со своими станками и вопросами-попробывать то лень.
Знаю технику безопасности как свои три пальца.Эксперт — это существо, которое перестало мыслить, ибо оно знает!В мире еще много граблей, на которые не ступала нога человека.
Пожалуйста! Исправляйте мои глупые ошибки (но оставьте мои умные ошибки)!
- Наверх
#8
OFFLINE
Buzl
Отправлено 18 Октябрь 2010 — 00:28
на маленьком 1200х900 лежит люминь плита. крепитца к ней скотчем триэмовским- 1 час 40 кг гирей — для клишухоф.
- Наверх
#9
OFFLINE
Отправлено 18 Октябрь 2010 — 00:41
10.2010, 1:06″>
Сижу и улыбаюсь, ну вы хоть попробуйте что нибудь сделать-поймете как закрепить и насколько точно удерживает эта система крепления (понятно, что дорогие вакуумные прижимы доступны не всем, но вы поймите, что они для вас дорогие), приятели крепят саморезами к дорогому станку и не парятся (мне свой стол жалко и имею не высокую точность, но достаточную моему клиенту-разговоры о точности самого станка меня тут улыбают). Одни теоретики, со своими станками и вопросами-попробывать то лень.

ну да, теоретики, все когда то начинали.
В общем то вопрос стоял достаточно конкретно — не СПОСОБЫ КРЕПЛЕНИЯ а УДОБЕН ЛИ БАКЕЛИТ и как его обрабатывать в случае необходимости выравнивания.
Как вариант — ТЕОРЕТИЧЕСКИ — я сам предположил, что можно поверх него нанести слой 10 мм Коматекса, просверлив и прозенковав соответствующие родному бакелитовому столу отверстия под вакуумный прижим. то что съестся высота на сантиметр — волнует мало
Интересует именно опыт пользователей китайцев, кто то делал ли что то подобное, и что из этого получилось.
- Наверх
#10
OFFLINE
Mosfett
Отправлено 13 Январь 2011 — 02:36
Наклеил на стол ПВХ, теперь нужно вывести плоскость. В связи с этим вопрос — какие режимы фрезеровки использовать? Имеется фреза 1LX412, состряпал программу обработки с параметрами: подача — 15мм/сек; шаг 30% диаметра фрезы; обороты 18000; направление обработки — встречное; съем материала — 1мм за проход (снять нужно минимум 2мм) . Загрузил в MACh4 и провел симуляцию — время обработки почти двое суток — совсем не улыбает. Может в параметрах обработки что изменить? Или фрезу использовать двузубую миллиметров этак 8 (по дереву)? Гуру, помогите пожалуйста…
- Наверх
#11
OFFLINE
3D-BiG
Отправлено 13 Январь 2011 — 16:44
Для ПВХ стола прошлифовку при условии достаточной мощности шпинделя лучше делать фрезой QD632 или QD629 или QD622, съем до 5мм вообще без проблем, оборотов — мах 24000об/мин, подача до 50мм/с и перекрытие 50% — увидите, что даже большие столы прошлифовываются достаточно быстро. …..
…..
- Наверх
#12
OFFLINE
369852
Отправлено 18 Январь 2011 — 08:30
При диам. фрезы 18 мм (из магаза для деревообработки) и подаче 150 мм/сек стол 2х3 м шлифуется 2 часа. Перекрытие 40 %, съем 1 мм (больше не требуется), обороты 18000. Какие сутки??? Я бы и бОльшую фрезу воткнул, да жаба давит покупать.
А ПВХ таки да — гуано то еще — вечно Z на столе плавает, хотя для рекламы пойдет, да и относительно дешев. Хоцца гетинакс положить, но стоимость покрытия раза в три дороже, чем с пластиком.
- Наверх
#13
OFFLINE
AndrejE
Отправлено 06 Июнь 2014 — 16:05
ru'» data-cid=»17378″ data-time=»1287249210″>
Задался вопросом — насколько удобен вакуумный стол из бакелита?
Коплю денежку на китайский станочек. А у них по ходу у всех такие столы.
Кто сталкивался с проблемой выравнивания?
Насколько знаю я, выровнять его по Z, «сняв» 0,1 мм — задача абсолютно немыслимая — убивает фрезу на раз. Эт же как стекло, ну или керамика.

Я работал на китайце с бакелитовым столом. Проблемы выравнивания нет. Я делал это два раза в год фрезой ZX622. Времени занимает около 1,5 суток (2х3 м). Фреза, конечно, умирает, но два раза в год можно себе это позволить. Только не забывайте, что бакелитовая пыль канцерогенна (а тесктолит в этом смысле ещё хуже!), позаботьтесь о её отводе и вентиляции. В остальном бакелит, пожалуй, наиболее удачное решение: очень высокая твёрдость, гладкая, но не скользкая поверхность, стружка легко убирается, относительно маленький коэфициент теплового расширения.
«Плавание» по Z было где-то +/-0,2 мм. Был ли причиной бакелитовый стол или что-либо ещё сказать не могу.
Был ли причиной бакелитовый стол или что-либо ещё сказать не могу.
Сейчас у меня станок без вакуума, хочу дооборудовать, но не могу найти бакелитовые плиты в Украине. С текстолитом связываться не хочу (с вентиляцией проблема и дышать этой пылью не хочу). Предлагают какой-то «сверхплотный» ПВХ и HPL панели… И то и то вызывает сомнения…
А вспенный ПВХ однозначно неудобен, у меня сейчас из него «жертвенный слой» — алюминиевая стружка от композита в него так въедается — ни пылесосом, ни сжатым воздухом не уберёшь, сплошной геморрой. Кроме того, на белом фоне стружку плохо видно (акриловую, ПВХ, алюминий…)
Сообщение отредактировал AndrejE: 06 Июнь 2014 — 17:06
- Наверх
#14
OFFLINE
Serik
Отправлено 16 Август 2014 — 03:56
МДФ на силиконовый герметик по периметру, и лучше без дырок, снимите 0. 5, переверните, снимите 1, потом по 0.5, когда много листовых на прорез, лдсп и тд лучше нет решения. Ваку ВКЛ не забываем))
5, переверните, снимите 1, потом по 0.5, когда много листовых на прорез, лдсп и тд лучше нет решения. Ваку ВКЛ не забываем))
- Наверх
#15
OFFLINE
rowbic
Отправлено 23 Октябрь 2014 — 13:35
Добрый вечер, уважаемые форумчане! Есть вопрос! Директор предприятия, на кот. я работаю недавно купил фрезерно-гравировальный станок с вакуумным столом. И поставил задачу обрабатывать на нем фасады полностью: плоскость и периметр. Для того, чтобы обработать периметр приходится городить различные подкладки под деталь и через них притягивать вакуумом. Подкладки делаем из МДФ 16. Номенклатура деталей большая, значит и номенклатура подкладок большая. Слышал, что люди клеят на вакуумный стол лист вспененного ПВХ и спокойно работают без подкладок, а потом этот лист, когда он придет в негодность, выфрезеровывают. .. Имел ли кто такой опыт? Поделитесь? Какие тут подводные камни? Спасибо!
.. Имел ли кто такой опыт? Поделитесь? Какие тут подводные камни? Спасибо!
- Наверх
#16
OFFLINE
Menu/Exit
Отправлено 23 Октябрь 2014 — 14:20
Да все проще простого.
Кладешь на родной стол лист МДФ.
Делаешь что то что бы воздух не подасывался сквозь щели. Мы используем резиновые шнуры, прокладки резиновые для окон/дверей.
Фрезеруешь поверхность что бы была ровная.
Когда кладешь деталь, включаешь нужные зоны, остатки мест МДФ закрываешь какимито обрезками , не пропускающими воздух — оргстекло, пленка ПВХ.
Всё.
Когда поверхность засирается бороздками — фрезеруешь её заново.
У нас это где-то раз в пол года, год.
- Наверх
#17
OFFLINE
Komandor
Отправлено 06 Февраль 2017 — 02:30
Доработал вакуумный стол.
Идея появилась давно, насмотревшись роликов на ютубе.
Черный вакуумный стол, сделанный китайцами убрал, полностью заменив верхний слой на полипропилен 20 мм. Ну и подушки сообразил…
Ещё фото.
…
Прикрепленные изображения
- Наверх
#18
OFFLINE
yaso73
Отправлено 26 Декабрь 2017 — 12:17
Круто.Сам подумывал замахнуться на траверсный стол.Пока нет надобности.А так-то гораздо удобнее,чем плоский стол.
С траверсами работать — просто праздник какой-то.
- Наверх
#19
OFFLINE
lkbyysq
Отправлено 26 Декабрь 2017 — 14:20
Полипропилен скользкий
- Наверх
#20
OFFLINE
альфа стиль
Отправлено 26 Декабрь 2017 — 14:55
вот такой прижим для длинномера МДФ. Сделан для экспериментов.
Сделан для экспериментов.
Шнур-от вакуумного стола, паз резал 6х3 мм.
Самоклейка — противоскользящая лента (черным цветом) намного уменьшила сдвиг в поперечном направлении. Пока не резал, времени нет…(
часто использую самделешный шнур из оконного уплотнителя. можно и приклеивать на поверхность, можно склеивая между собой вкладывать в пазы. для радиусных использую склеенный вкладной.
вот в такие пазы
Прикрепленные изображения
Сообщение отредактировал рондо стиль: 26 Декабрь 2017 — 14:51
- Наверх
Замена платы MDF для фрезерного станка с ЧПУ
Джон
Выключенный
Новости CNCKing.com,
У меня есть замечательный ShopBot PRSAlpha в моем магазине, и пришло время заменить на нем жертвенную плиту MDF, это первый раз, когда мне пришлось заменить верхнюю часть после года использования, она была полна отверстий для винтов и других проблем что «теперь я знаю лучше» не делать.
Когда дело доходит до фрезерных станков с ЧПУ, я узнал все, что мне было нужно, с помощью фантастического рабочего стола ShopBot, который вы видели в бесчисленных видеороликах на CNCKing.com, он научил меня лучше проектировать и действительно открыл мне глаза на возможности. которые могут предложить ЧПУ, поскольку до этого момента я никогда не использовал станок с ЧПУ.
Я действительно не могу отблагодарить ShopBot за проектирование и изготовление рабочего стола ShopBot, это была настоящая революция, которая, оглядываясь назад, очень помогла мне, поскольку их доступные решения открыли мне совершенно новый мир, который до этого момента я полностью сосредоточились только на аспекте виртуального дизайна, теперь на задачах, связанных с созданием чего-либо в реальном мире.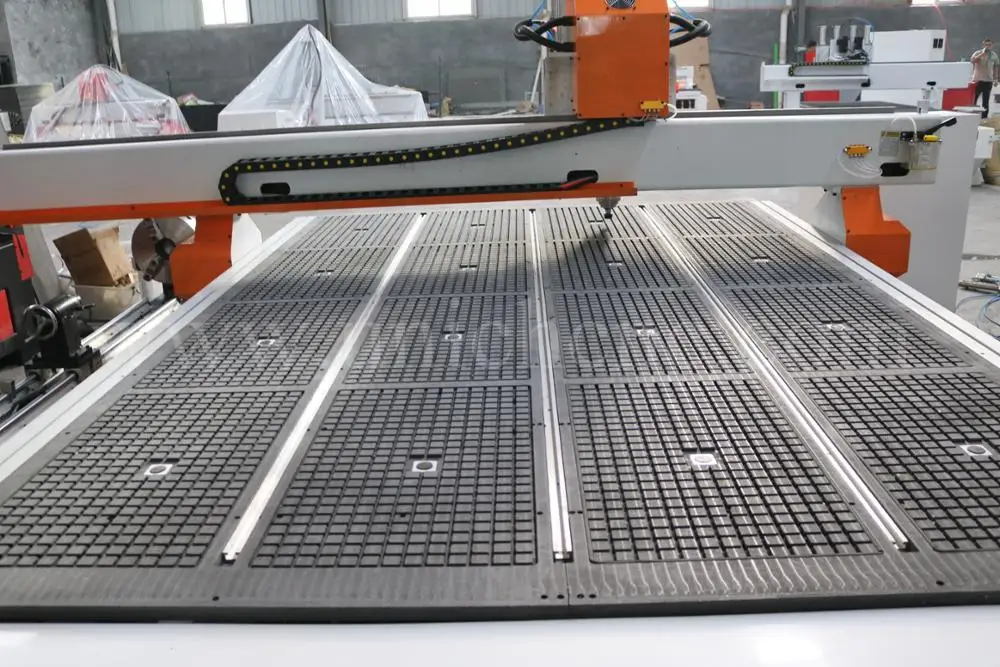
Я использовал свой ShopBot PRSAlpha, он пролежал в сарае много лет, и хотя он был полон паутины и тому подобного, я быстро проверил его, чтобы убедиться, что он все еще работает, затем разобрал его и принес. в мой магазин, где у меня было несколько больших работ по сборке мебели и живых кромок, которые нужно было сделать как можно скорее.
Как и весь мой опыт работы с фрезерными станками с ЧПУ до этого момента, когда с ShopBot Desktop, где винты были лучшим способом удерживать материал, когда у меня не было полных листов, я чаще прибегал к тому же методу. на моем вакуумном столе.
Оглядываясь назад, не самая лучшая идея, но она по-прежнему отлично работала, когда мне это было нужно, хотя отверстия начинали влиять на то, насколько сильное всасывание я мог достичь на своей жертвенной поверхности плиты из МДФ.
Поскольку все склеено, моим первым шагом в моем путешествии по тонкой и дырявой жертвенной плите МДФ было просто фрезеровать ее на станке с ЧПУ, я всегда следил за тем, чтобы при использовании винтов она не врезалась полностью. к фанере, которая соединяет все вместе внизу, чтобы я не создавал дыру на нижней стороне моего стола.
Срезание жертвенной плиты MDF открыло каналы, которые я сделал некоторое время назад для поверхности моего ShopBot PRSAlpha, поскольку я хотел начать все заново, когда впервые приобрел эту массивную машину, включая сам стол.
Вы можете видеть, что в целом каналы выглядят в отличном состоянии, на самом деле нет причин удалять или сбривать их вообще, поэтому я просто удалил около 1/16 дюйма MDF канала, чтобы убедиться, что все теперь, когда у меня были две новые ножки, я удалил весь клей, который был на верхней части квадратов и других необработанных кусочков.
Поскольку МДФ имеет тонкую запечатанную пленку с обеих сторон, а остальная часть пористая, первым шагом при замене жертвенной плиты МДФ на моем станке было удаление нескольких миллиметров с поверхности, которую я намеревался приклеить к МДФ с желобками. ниже, чтобы удержать это на месте, я просто использовал свой вакуумный стол.
ниже, чтобы удержать это на месте, я просто использовал свой вакуумный стол.
После того, как две части были склеены, я включил вакуумную систему примерно на час, это помогает высушить клей и очень плотно его всосать, так как я снял пленку только с одной поверхности жертвенного МДФ, а не с обеих, поэтому можно установить очень хорошую печать.
В процессе склеивания я нанес несколько слоев клея на края всех листов, чтобы убедиться, что они также запечатаны, а затем следующим шагом является стружка верхней поверхности нового жертвенного МДФ, чтобы он стал плоским и готов сосать вещи вниз.
Вы можете получить файлы для вашего фрезерного станка с ЧПУ, лазера, гидроабразивной и плазменной резки на сайте CNCKing.com.
Предыдущий: Держатель для чайных пакетиков: от дизайна до изготовления
Следующий: Держатель для обуви: от дизайна до изготовления
Об авторе
Как обезжирить свою жертвенную кровать
Естественно, при обработке материала вы будете маркировать поверхность МДФ. К сожалению, это в конечном итоге приведет к утечке вакуума. Чтобы противодействовать этому процессу, AXYZ рекомендует регулярно снимать слой МДФ. В этом блоге обсуждаются шаги, которые вы должны предпринять в процессе очистки жертвенной кровати, и когда вам следует подумать о замене MDF.
Быстрое напоминание… Что такое жертвенное ложе и для чего оно используется?
Жертвенная кровать представляет собой лист материала, который помещается поверх алюминиевой вакуумной платформы. Мы рекомендуем использовать древесноволокнистую плиту средней плотности (МДФ) общего назначения по следующим причинам:
- Низкая стоимость
- Широкая доступность
- Низкий износ инструментов
- Пористый материал обеспечивает максимальный воздушный поток
Вы можете использовать МДФ практически любой толщины, от ¼” (6 мм) до 1” (25 мм).
Что вы подразумеваете под скиммингом?
По мере того, как вы продолжаете использовать жертвенную кровать, сердцевина МДФ может стать «пушистой», что затрудняет удержание мелких деталей в конце процесса резки.
В компании AXYZ мы рекомендуем еженедельно снимать слой МДФ на 0,2 мм. Если вы продолжите использовать этот метод, через шесть месяцев вам потребуется заменить основание из МДФ. Тем не менее, это во многом зависит от типа работы, которую вы выполняете.
Как очистить свою кровать?
Снятие сливок с вашего жертвенного ложа — относительно простой процесс, но о нем нельзя забывать.
Во-первых, вам нужно выбрать правильный инструмент для работы. Мы рекомендуем использовать плоское строгальное долото. Эти инструменты идеально подходят для шлифовки МДФ, а благодаря большому диаметру они могут очень быстро обрабатывать большие площади. Вы можете найти их на сайте www.cncshop.com.
Во-вторых, вам нужно выбрать функцию 28 на консоли AXYZ SmartConsole. Эта функция используется как для установки нового жертвенного ложа, так и для строгания существующего. Он определяет смещение расходуемого слоя, показанное ниже, которое представляет собой разницу смещения между датчиком высоты инструмента и поверхностью расходуемого слоя.
После этого вы установите новые параметры, чтобы гарантировать достижение желаемых результатов.
Более подробную информацию о функции 28 см. в нашем справочном документе. Кроме того, полный список функций можно найти в разделе технической документации.
ПРИМЕЧАНИЕ: КОГДА ВЫ ПРОСМАТРИВАЕТЕ ВАШУ ЖЕРТВЕННУЮ КРОВАТЬ, ВСЕГДА НАЧИНАЙТЕ С НУЛЕВОЙ ТОЧКИ.
Когда пришло время перемен?
При работе с жертвенной кроватью из такого материала, как МДФ, ее срок службы ограничен, и ее необходимо заменить, когда материал станет слишком мелким. В этом видео представлено пошаговое руководство по резке, удалению и замене жертвенного ложа самым простым способом.
Первым действием будет измерение площади процесса.
