- НИАТ-5 – отлично подходит для сварки аустенитних металлов;
- Э50Ф – используется для сваривания теплоустойчивых материалов;
- ЦТ-28 – применяется для сплавов, в которых имеется никель;
- ОЗЛ-25Б – для жаропрочных сталей.
- Керосином — что основано на капиллярном проникновении этой жидкости;
- Аммиаком – что использует принцип окраски индикаторов при его воздействии;
- Гидравлическим давлением – что может стать одновременно и проверкой прочности.
- Аустенитную;
- Мартенситную;
- Ферритную.
- температура плавления ниже, чем у углеродистых сталей;
- значительное тепловое расширение;
- низкая теплопроводность.
- короткой дугой;
- со струйным переносом;
- импульсной.
- арматуры;
- баков;
- крепежей;
- болтов;
- консервных банок.
- сварочный инвертор;
- растворитель;
- средства индивидуальной защиты;
- стальную щетку;
- электроды.
- СЭЗ ЗИО-8 d4,0.
- ESAB FILARC 88S d3,2.
- СЭЗ ЦТ-15 d5,0.
- Lincoln Electric Omnia 46 D3,0.
- ESAB OK 46.00 d3,0.
- Межгосметиз Omnia 46 d3,0.
- высокое значение линейного расширения;
- сниженная теплопроводность;
- высокое электрическое сопротивление;
- склонность к потере антикоррозионных свойств.
- межкристаллитной коррозии;
- горячих трещин в соединениях.
- не нагревать заготовку и место шва свыше 150 градусов;
- соединение производить на малых токах с высокой скоростью, без колебательных движений короткой дугой;
- для теплоотвода под заготовки подкладывать медные пластины;
- толстые металлы с разделкой сваривать многопроходным соединением.
- высокая стойкость к окислению;
- долговечность использования конструкций из нержавейки;
- прочность;
- эстетичность готового изделия;
- простота обработки различными способами.
- Линейное расширение и усадка материала. При нагреве изделия из нержавеющих сталей «расширяются», при охлаждении — «сужаются».

- Величина теплопроводимости нержавейки практически в два раза меньше, чем у других материалов. Поэтому при её сваривании следует уменьшать силу тока на 15-20%.
- Коррозинностойкие стали обладают достаточно высоким электрическим сопротивлением. Поэтому для сварки нержавейки рекомендуется использовать только специальные электроды.
- При неправильном выборе сварочного режима или подборе неподходящего аппарата, нержавейка может потерять свои антикоррозийные свойства. Происходит это следующим образом: при нагреве изделия до температуры свыше 500°С, на металле по краю образуется карбид хрома и железа. Это и приводит к окислению. Для предотвращения образования ржавчины следует быстро охлаждать конструкции различными способами.
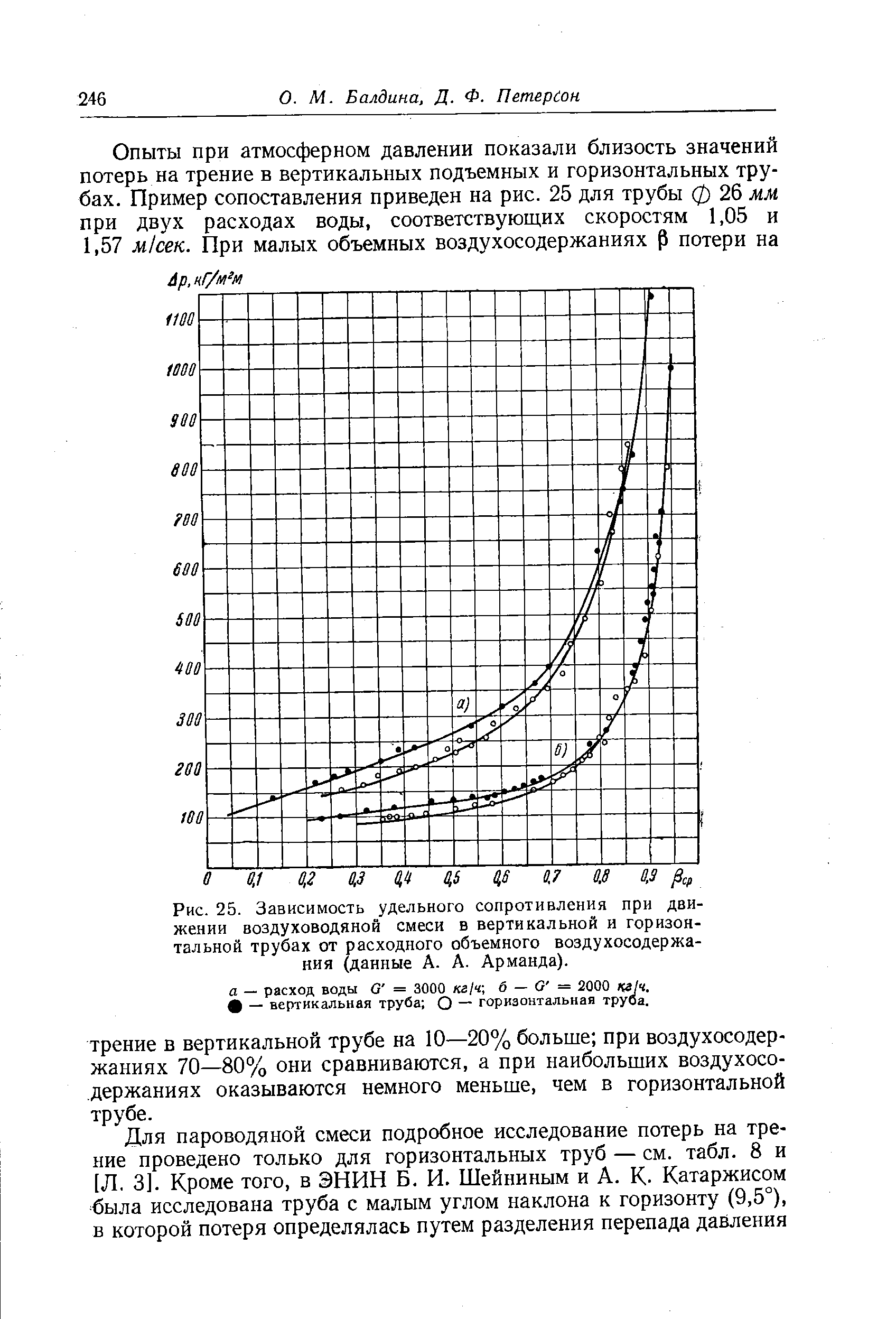
Чем варят нержавейку: выбирайте способ по возможностям. Как сварить нержавейку с обычной сталью
Сварка нержавейки и черного металла электродом,полуавтоматом,аргоном
Как известно, нержавейка является одним из самых трудно свариваемых металлов. Далеко не всегда получается сварить его с другой нержавеющей сталью, не говоря уже о металле иного рода. Но все же иногда требуется сварка металла с нержавейкой для каких-либо целей и это нужно сделать как можно более качественно. Здесь требуется особый опыт, так как проблемный материал отличается повышенной текучестью, что при однородности еще как-то сносно. Но если требуется соединение с черным металлом, который не только ведет себя более вязко при сварке, но еще и имеет другую температуру плавления, то здесь возникает ряд проблем.

Сварка нержавейки и черного металла
Сварка нержавейки и черного металла требует подбора правильного режима, инструментов и расходных материалов. К примеру, присадку здесь используют только из нержавейки с марганцем и никелем, так как в ином случае будет резко падать качество шва. Количество дополнительных элементов в присадке должно быть выше, чем в самом материале, который подвергается процедуре. При самом сваривании стараются сделать шов на максимальной глубине, чтобы добиться наилучшего перемешивания материала электрода, или проволоки, нержавейки и черного металла.
Можно ли сварить черный металл с нержавейкой? 
На производстве, где все делается исключительно по правильной технологии практически не возникает вопросов, как приварить нержавейку к черному металлу. Ведь сваривание любых различных металлов, особенно таких, является неправильным и не отличается достаточной крепостью за счет минимальной однородности соединения. Также практически не возникает потребности в проведении такой процедуры. Но чисто с физической точки зрения такая процедура вполне реальная. В домашних условиях она встречается намного чаще, так как здесь нет потребности в точном соблюдении технологий. При самом процессе сваривания лучше придерживаться технологии, как это идет с нержавеющей сталью, а также желательно иметь опыт работы с ней. В лучшем случае, нужно знать химический состав обоих компонентов, чтобы сделать правильный выбор расходных материалов.
Способы сварки
Одним из самых простых способов соединить два эти материала является сварка нержавейки и черного металла электродом при помощи электрической сварки. Это происходит достаточно быстро и требует минимум дополнительных процедур, но здесь же возникают проблемы с качеством. Дело в том, что из-за высокой температуры сталь будет растекаться и вести себя, как вода, тогда как черный металл будет оставаться вязким. В этой же ситуации отпадают варианты сделать потолочный или вертикальный шов, так как все попросту стечет вниз. Здесь используются электроды из нержавейки с соответствующим покрытием.

Сварочный аппарат для сварки нержавейки
Вторым способом является газовая сварка, где в качестве присадки также выступает нержавеющая проволока. Текучесть материала здесь снижается, примерно, в три раза, так что этот способ более предпочтителен. В данном случае нужно дополнительно использовать флюс, который бы позволил лучше расплавить черный металл для взаимодействия. Но данный способ сложнее за счет длительной подготовки и техники безопасности использования газовых баллонов.
Сварка нержавейки и черного металла аргоном может считаться самой качественной и надежной. Здесь не используется покрытие проволоки, так как аргон выступает в роли защиты от внешнего воздействия. В то же время это сложный и дорогостоящий процесс, который не всегда рационально использовать для таких целей.

Сварка нержавейки и металла аргоном
Выбор способа
Если вам требуется сделать что-то для домашних условий или же просто проверить, можно ли сварить черный металл с нержавейкой, то лучше использовать обыкновенную электродуговую сварку с нержавеющими электродами. Как правило, ее качества оказывается вполне достаточно для тех целей, для которых все будет использоваться. Если же детали будут подвергаться сильным нагрузкам или находятся в неудобном положении, то лучше использовать газовую сварку, так как она упростит процедуру образования шва и уменьшит, тем самым, количество ошибок. Сварка нержавейки с углеродистой сталью при помощи аргона используется редко и только для самых ответственных случаев, когда это просто необходимо.
Выбор инструмента
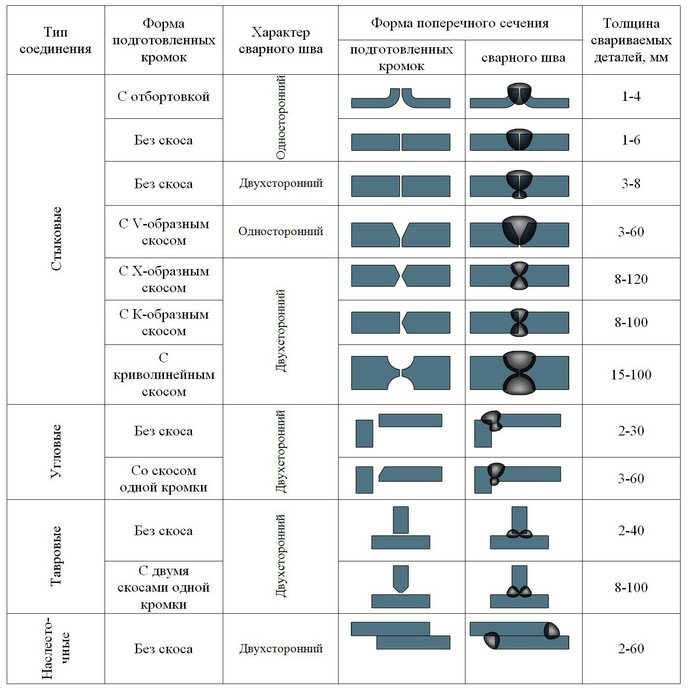
Чтобы точно подобрать инструмент, следует точно знать конкретный состав обоих материалов. Это не всегда удается сделать, поэтому, зачастую приходится ориентироваться примерно. Для такого процесса используются следующие типы электродов:
Режимы
| Толщина материалов, мм | Род используемого тока | Напряжение, В | Сила тока, А | Диаметр электрода, мм |
| 1 | постоянный | 30-60 | 2 | |
| 2 | переменный | 50-80 | 3 | |
| 4 | постоянный | 90-130 | 4 |
Технология
Перед тем как варить нержавейку, нужно провести подготовительные процедуры. Здесь нужно тщательно очистить поверхность на обоих деталях. Это производится механическим путем с помощью щетки, наждачной бумаги и в конце нужно протереть ветошью, чтобы не оставалось пыли и мусора. Когда все оборудование будет готово, следует нанести флюс на то место, где будет проходить соединение.
Здесь очень важно поставить все в максимально удобное горизонтальное положение, чтобы материал растекался равномерно. Сварка нержавейки и черного металла инвертором требует точных движений, так как нержавеющая сталь будет плавиться быстрее и нужно как можно больше захватить сторону черного металла.

Сварка нержавеющей стали инвертором
Это же происходит и при газовой сварке, только все процессы происходят несколько медленнее. Шов должен получиться максимально глубоким и широким, чтобы увеличить однородность материала в месте его прохождения. После завершения работы металлу нужно дать медленно остыть.
Контроль качества
Качество полученного соединения можно проверить при помощи следующих методов контроля:
«Важно!
При заведомо слабом соединении не следует применять методы контроля с разрушением.»
Меры безопасности
Когда происходит сварка нержавейки и черного металла полуавтоматом, то нужно соблюдать правила электробезопасности. Также следует защищаться от возможного разбрызгивания стали, что может привести к тяжелым ожогам.
svarkaipayka.ru
Сварка нержавейки - самые популярные способы
С нержавеющей сталью каждый человек встречается каждый день — из нее сделано множество вещей, от кухонной посуды до архитектурных деталей зданий, оград, турникетов и сложного промышленного и торгового оборудования. Но только сварщики и инженеры знают, насколько сложна сварка нержавейки. Это своеобразный «высший пилотаж» в сфере сварки металлов плавлением.
Все дело в химических особенностях нержавеющей стали. Этот металл создан довольно давно — более 100 лет назад. Даже известно имя одного из его создателей — англичанин Гарри Бреарли. При исследовании металлов для оружейного производства, он обнаружил, что при добавлении в обычную легированную сталь хрома в количестве выше 11%, сплав получает особые свойства — абсолютно не боится коррозии.
Дело в том, что хром при контакте с кислородом образует очень прочный оксид, который покрывает всю поверхность металла и не допускает возникновения любых химических реакций как при комнатной температуре, так и при нагревании и плавлении. Современные марки нержавейки содержат хрома от 11 до 30% и совершенно по разному ведут себя по отношению к свариванию — от довольно хорошо свариваемых, до практически несвариваемых.
То есть соединять детали в принципе можно, но необходимо знать, как варить нержавейку, какие инструменты и способы применять в каждом конкретном случае, как подготовить зону шва и чем шов обрабатывать по окончании сварки. Именно о методах сварки нержавеющей стали расскажет эта статья.
Виды нержавеющей стали
Промышленная и бытовая сварка листовой и профильной нержавейки требует правильного выбора способа работы. Он определяется видом металла. По основным свойства нержавейка классифицируется на:
Аустенитная названа так по основной фазе. Это сплавы с высоким содержанием хрома и никеля. Пример — всем известная пищевая сталь AISI 304 (08Х18Н10 по ГОСТ), активно использующаяся при изготовлении посуды, различных архитектурных деталей, дымоходов, ложек и вилок. Содержит 18% хрома и 10% никеля. Стали аустенитного типа немагнитные, пластичные, химически стойкие и прочные механически.

Мартенситные стали отличаются спецификой внутренней структуры, заметной под микроскопом. Отличаются низким содержанием углерода (сотые доли процента) и хрома до 12%. Металлы очень твердые, но хрупкие, применяются для изготовления режущих инструментов или бытовых вещей, турбин и крепежей, которые используются в слабоагрессивной среде. Широко распространена при производстве алкогольных напитков. После термообработки получают необходимую ударную вязкость и жаропрочность.
Пример — AISI 410 (12Х13 по ГОСТ). Содержит 13% хрома и 0,10-0,12% углерода. Устойчива к серным соединениям.
Ферритные — стали со средним содержанием хрома, не закаляются и очень устойчивы к агрессивной среде (кислотам, солям). Они менее пластичны, чем аустенитные и не такие хрупкие, как ферритные. Пример — AISI 430 (12Х17 по ГОСТ). Хрома — 17%, углерода — 0,10-0,12%. Относится к классу трудносвариваемых. Применяется в машиностроении для изготовления втулок, валов, штуцеров.
Как сваривать нержавеющую сталь
Широкое распространение этого вида металла привело к активной разработке методов сваривания. Сварка нержавеющей стали производится практически всеми наиболее распространенными способами — ручной дуговой MMA, вольфрамовым электродом в атмосфере аргона TIG, полуавтоматами в инертной атмосфере — MIG/MAG, лазером.
Но в отличие от обычной, углеродистой стали, при сварке нержавейки используются особые подходы, благодаря ее сложному химическому составу и физическим свойствам. Основными параметрами, затрудняющими сварку являются:
Как правило, нержавеющая сталь перед сваркой прогревается. Не требуют нагрева сплавы с содержанием углерода менее 0,20%. Но детали из металла толщиной более 30 мм следует нагреть до температуры около 150 0С. Низкая теплопроводность требует снижения силы сварочного тока на 15-20% — металл плохо проводит тепло и может прогорать в зоне сварки.
ММА-сварка
Ручная дуговая сварка ММА производится с использованием двух типов электродов. Первые — с основным покрытием (карбонаты кальция и магния) применяются при сварке постоянным током на обратной полярности (электрод подключен к положительному полюсу аппарата).
Вторым типом электродов, рутиловыми, сварить нержавейку можно как при переменном, так и при постоянном токе обратной полярности. При работе с нержавейкой эти электроды намного удобнее, чем основные — меньше разбрызгивается расплав и лучше держится дуга. Оба вида электродов используются в любом пространственном положении, но рутиловые лучше всего работают в нижнем.
TIG-сварка
Аргонодуговой метод используется при сварке тонкой листовой стали. Производится в полностью аргоновой или аргоно-гелиевой атмосфере. В большинстве случаев используется нержавеющая присадочная проволока с ручной или автоматической подачей.
MIG MAG-сварка
Сварочные работы в полуавтоматическом режиме производятся в атмосфере смеси газов 98%Ar / 2%CO2. Иногда вместо углекислого газа используют кислород в том же процентном отношении. При этом несколько улучшаются параметры шва. Варить полуавтоматом можно как объемные детали, так и тонкую нержавейку. От остальных методов MIG/ MAG отличается высокой скоростью и точностью шва.
В этом виде сварки используются различные техники:
Короткая дуга, как правило, используется при работе с тонкими металлами, струйный перенос — с более габаритными элементами.
Наиболее управляемый и поддающийся тонкому контролю — импульсный метод. Металл в сварочную ванну полается по каплям, благодаря чему происходит уменьшение среднего тока дуги, а, значит, и поступление тепловой энергии в зону сваривания. Зона термического влияния становится уже, что очень важно при низкой теплопроводности металла.
При импульсной сварке практически исключено появление брызг, что очень важно при необходимости получения точного шва, например, при изготовлении емкостей или декоративных элементов.
Сварка нержавейки при помощи лазера
Промышленная лазерная сварка нержавейки требует специального оборудования. В бытовых условиях она практически не реализуется. Основными преимуществами этого способа является отсутствие явления снижения прочности в зоне отпуска, если сталь была термически упрочнена. Также исключается появление одного из самых распространенных дефектов сварки нержавейки — термических трещин.
При лазерной сварке швы остывают намного быстрее, а размеры зерна получаются мельче. Сварка лазером нержавеющей стали производится как точечным, так и шовным методом. Быстрота и точность воздействия сфокусированного луча на металл не допускает возникновения оксидной пленки на поверхности расплава, соединение получается исключительно прочным. Сваривается нержавеющая сталь лазером только встык — термические напряжения, которые могут возникнуть при соединении внахлест, значительно ухудшают общую прочность конструкции.
Подготовка и финишная обработка
Качество сварки нержавейки, как и любых других металлов, зависит от подготовки зоны сваривания. Металл должен быть тщательно очищен от жира, пыли и грязи, промыт ацетоном или высокооктановым бензином и просушен. Металлической щеткой необходимо зачистить кромки деталей до характерного блеска.
Сварка нержавейки имеет свои особенности — высокий коэффициент термического расширения может вызвать появление холодных трещин, если детали сдвинуть очень плотно. Между ними необходимо оставить небольшой зазор, ширина которого определяется по справочнику или опытом сварщика.
Зачистка сварочных швов нержавеющей стали — обязательный этап завершения работ. Она производится механическим или химическим способом. Основная цель — удалить сажу и окалину, очистить зону шва от различных примесей, которые мешают образованию полноценной оксидной пленки.
Перед тем, как зачистить сварочный шов на нержавейке, необходимо тщательно осмотреть его на предмет появления трещин или иных видимых дефектов. При бытовой сварке нет необходимости в использовании дефектоскопической аппаратуры, но при промышленной — она должна применяться в обязательном порядке.
Травление кислотами производится на всех марках стали при помощи соляной и серной кислот. После обработки шва необходимо промыть зону работ чистой водой. В домашних условиях кислотное травление производится редко, более распространен механический способ.
Механическая обработка производится способом очистки металлической щеткой и обработкой мелкозернистой наждачной бумагой. Если есть возможность — обработать пескоструйным аппаратом. После механической обработки следует нанести на шов пассивирующий раствор.
Шлифовка и полировка зоны шва и поверхности изделия целиком производится при помощи полировальных и шлифовальных кругов с различными типами поверхности. Из инструментов при этом используется болгарка или вибрационные шлифмашинки.
Сварочные работы с нержавейкой имеют много особенностей и тонкостей. Если вы обладаете практическим опытом сварки нержавейки — поделитесь им на страницах нашего сайта. Ждем ваших писем и сообщений.
wikimetall.ru
Как варить нержавейку простым электродом
Понятное дело, что профессионалы скажут, что не стоит варить нержавейку «черным» электродом. Ни иногда в жизни бывают ситуации, когда требования к изделию не так уж высоки, а искать электроды по нержавейке нет времени. Как показал продемонстрированный ниже эксперимент, вполне можно заварить даже «на воду» емкость из нержавки простым электродом.
Что мы имели: лопнувший из-за закипания теплообменник банной печи «Термофор», инвертор сварочный Elitech, электроды АНО-4 диаметром 3мм. Вода с системе бани течет самотеком, давления нет. А лопнул теплообменник из-за замершей пробки в трубе. Было решено заварить и заодно проверить вопрос сварки нержавеющей стали ржавеющим электродом на личном опыте. Тем более, что поиски по интернету показали, что профессионалы и знатоки называют единственным минусом то, что шов заржавеет. В данном случае это совсем не страшно.
 Вот эта трещина крупным планом.
Вот эта трещина крупным планом.
 Выставляем ток на 60.
Выставляем ток на 60.
 Варим двумя проходами.
Варим двумя проходами.
Шов с отбитым шлаком.  Чуток поточил шов болгаркой, посмотреть какой он внутри.
Чуток поточил шов болгаркой, посмотреть какой он внутри.
А вот и видео.
Стоит также в заключение добавить, что баня работает, теплообменник исправно исполняет свою функцию, ничего не течет, вода греется.Если требования к сварному шву не критичны, то вполне можно варить.
Метки: выполнение сварочных работ, сварка своими рукамиkovka-svarka.net
Как и чем варить нержавейку в домашних условиях :: SYL.ru
Нержавеющая сталь является одним из популярных материалов, ведь в течение времени больше века ее используют для изготовления разных конструкций. Такая распространенность обусловлена множеством плюсов, среди них следует выделить незначительный вес, а также доступную стоимость. Домашние мастера отмечают еще и легкую обрабатываемость и высокую гибкость металла, что позволяет работать с ним с помощью подручных инструментов.
Вообще нержавейка применяется в разных сферах жизни человека. На ее основе создаются элементы по типу:
Когда перед мастером встает необходимость ремонта или формирования каких-либо изделий, они прибегают к ручной дуговой сварке электродом. В процессе этого используется инвертор.
Сварка электродом с использованием РДС-инвертора
Эта технология предусматривает использование электрода. Процесс характеризуется тем, что во время плавления стержня создается газошлаковая защита благодаря покрытию. Оно обладает видом шлаковой корки, разделяющей зону сварочной ванны и дуги от окружающего воздуха. Сварочное соединение возникает при расплавлении металла изделия и электродного стержня. Вы эту технологию можете знать по названию ММА, которая принята в международной практике.
Где используется метод сварки с помощью инвертора
Если вы задались вопросом о том, как варить нержавейку инвертором, то должны знать, что технология может использоваться в любом случае, а пространственное положение на это никак влиять не будет. Вертикальные швы не обязательно получатся качественными, даже если у мастера есть определенный опыт.
Применение ручной дуговой сварки с помощью покрытых электродов имеет смысл при необходимости создания коротких швов, которые востребованы в мелкосерийном производстве. Этот метод актуален и при установке металлоконструкций при небольшом объеме работ.
Особенности сварки нержавейки инвертором
Когда вам известен ответ на вопрос о том, можно ли варить нержавейку, вы можете выбрать метод. Если он заключается в использовании инвертора, то вы должны будете осуществить обработку и подготовку поверхностей к соединению. Она не отличается от той, которая используется в случае с низкоуглеродистой сталью.
С поверхности удаляются загрязнения. Предстоит поработать еще и над кромками. Для этого используются растворители. Эта операция позволяет удалить жир, воздействие которого ухудшает стабильность дуги. На обрабатываемую поверхность наносится препарат от налипания брызг.
Если перед вами, как и многими домашними мастерами, встал вопрос о том, как варить нержавейку инвертором в домашних условиях, то вы должны знать, что сварной стык должен обладать пазом. Благодаря этому удастся создать соответствующие условия для оптимальной усадки.
В процессе работы предстоит использовать ток обратной полярности. При выполнении сварки вы должны будете следить за тем, чтобы шов проплавился минимально. Электроды внушительного диаметра использовать не следует. Их применяют, когда есть необходимость сварить толстые поверхности.
При выборе электродов вы должны пользоваться специальной таблицей. Если допустить ошибку, то это станет причиной нарушения герметичности шва и повысит риск возникновения пор, раковин и микротрещин. В качестве причины здесь выступает закипание металла.
Варить сваркой нержавейку необходимо с использованием тока, значение которого на 20 % ниже по сравнению с тем, что используется для низколегированных сталей. Если вы хотите использовать инвертор для эксплуатации в быту или частном строительстве, то можно выставить диапазон вплоть до 160 А. Плавная регулировка позволит добиться максимальной точности тока сварки, что положительно скажется на качестве.
После завершения работы шов оставляется до момента остывания, что позволит высоколегированной стали противостоять коррозионным процессам. Проблема охлаждения решается с помощью медных прокладок. Когда в работе задействована аустенитная сталь, охладителем может выступить обычная вода.
Использование инвертора: подготовка инструментов и материалов
Теперь, когда вы больше не задаетесь вопросом о том, варят ли нержавейку, можете приступать к работам. При использовании инвертора необходимо подготовить инструменты и материалы, а именно:
Важно позаботиться о наличии зажимов-крокодилов для заземления. В арсенале должны присутствовать электрододержатели. Иногда эти элементы входят в комплект инвертора. Кабели должны иметь длину в 2 м или больше.
Как подобрать электроды
Если в работе вы планируете использовать метод ручной дуговой сварки, то должны позаботиться о правильном выборе электродов. Можно применить те, что имеют основное покрытие, среди них следует выделить:
Они подойдут для сварки постоянным током. Роль покрытия играют карбонаты магния и кальция. Можно использовать электроды с рутиловым покрытием, среди них:
Обычно они изготавливаются на основе двуокиси титана и подходят для соединения с помощью переменного и постоянного тока обратной полярности.
Сварка аргоном
Перед вами может возникнуть вопрос о том, как варить нержавейку аргоном. Этот метод используется, когда металл очень тонкий или к соединению предъявляются особые требования по качеству.
Работать вольфрамовыми электродами в инертной среде лучше, если предстоит сваривать трубы, эксплуатирующиеся для перемещения газов и жидкостей под давлением. Сварка осуществляется в среде аргона переменным и постоянным током. В качестве присадочного вещества выступает проволока, которая обладает высоким уровнем легирования, чем отличается от основного металла.
Когда вам уже известно, чем варить нержавейку, следует взять электроды, чтобы выполнить ими работу без колебательных движений. Иначе вы можете нарушить защиту зоны сварки. Это станет причиной увеличения стоимости работ и повлечет окисление металла шва. Обратная сторона защищается поддувом аргона, но сталь не является критичной, чего нельзя сказать, например, о металле.
В сварочную ванну не должен попасть вольфрам. По этой причине следует использовать бесконтактный поджиг дуги. Ее зажигание может осуществляться на угольной или графитовой пластине, а после можно произвести перенос на основной металл.
Чем варить нержавейку, вы теперь знаете. Однако важно ознакомиться со всеми тонкостями работы. Прочитав инструкцию, сможете понять, что после завершения процедуры защитный газ не следует выключать сразу же. Это делается для уменьшения расхода вольфрамового электрода. Выключение следует осуществить через некоторое время, примерно через 15 секунд. Это предотвратит окисление электродов, которые будут оставаться горячими после работы. Кроме того, позволит значительно продлить срок службы.
Свариваемость нержавеющей стали
Теперь вы знаете, как варить нержавейку электродом. Однако важно ознакомиться еще и со свариваемостью металла. Он является трудным вариантом, что зависит от многих параметров. На свариваемость влияют некоторые характеристики, например:
Факторы, влияющие на свариваемость
На свариваемость влияет еще нелитейная усадка. Это способствует тому, что в процессе сварки металл деформируется, как и после. Если между деталями внушительной толщины будет отсутствовать зазор, то могут возникнуть трещины. Перед тем как варить нержавейку полуавтоматом, вы должны узнать еще и о теплопроводности, которая значительно снижена с ней по сравнению с низкоуглеродистыми сталями.
Значение меньше в два раза, что вызывает концентрацию теплоты и способствует проявлению металлов в зоне сварки. Из-за этого возникает потребность в уменьшении силы тока на 20 % по сравнению с током для обычной стали.
Нельзя не упомянуть еще и о высоком электрическом сопротивлении, которое провоцирует нагрев электродов из высоколегированной стали. Для уменьшения отрицательного эффекта электроды изготавливаются с хромоникелевыми стержнями, которые обладают длиной не больше 350 мм.
Как исключить межкристаллитную коррозию
Если работать предстоит с высокохромистой сталью, то вы должны знать, что она обладает одним важным свойством, выраженным в потере своих антикоррозионных характеристик. Это верно, если в процессе сварки использовать неправильный термический режим или аппарат для сварки. Это явление называется межкристаллитной коррозией, его природа заключается в том, что при температурах больше 500 °C по краям зерен формируется карбид хрома и железа. Они становятся очагами коррозионного растрескивания. С этим явлением борются разными методами. Например, с помощью быстрого охлаждения зоны работы.
Особенности сварки
Перед началом важно решить вопрос не только о том, чем варить нержавейку, но узнать еще и об особенностях проведения работ. Так, удельное электрическое сопротивление в 6 раз больше, а плавление на 100 °C меньше. Теплопроводность составляет 1/3 от этого показателя, свойственного углеродистому прокату.
Важно учитывать еще и тепловое расширение по длине, которое на 50 % больше.
Если вы не знаете, чем варить нержавейку, то должны учитывать, что использоваться могут самые разные методы. Так, если толщина материала больше 1,5 мм, то лучше воспользоваться ручной дуговой сваркой. А вот если речь идет о тонких листах и трубах, то лучше всего применить плавящиеся электроды в инертном газе.
В заключение
Достаточно широко в последнее время используется плазменная сварка. Если же в работе задействованы материалы, толщина которых превышает 10 мм, то лучше прибегнуть к дуговой сварке под флюсом. Но самыми распространенными методами остаются технологии, которые предусматривают использование покрытых электродов и вольфрамовых электродов в среде аргона.
Перед началом работ в любом случае необходимо подготовить изделия. Поработать нужно над кромками. Поверхность зачищается до блеска с помощью стальной щетки, а после промывается растворителем. Использовать для этого можно ацетон или авиационный бензин. Это позволит удалить жир, который способствует появлению пор и уменьшению устойчивости дуги.
www.syl.ru
Сварка нержавейки инвертором в домашних условиях
Нержавеющая хромоникелевая сталь найдется в хозяйстве домашнего мастера. К сожалению, иногда требуется отремонтировать нужную вещь или сделать новую из н/ж.
Как происходит сварка нержавейки инвертором? Нюансы технологии освещены в статье.
Маркировка сталей и подготовка поверхностей
В Европе, Америке и России получили распространение 4 марки. В разных странах, стали имеют отличительную маркировку. Соответствие марок по странам вы найдете в таблице.

Сварка нержавейки в домашних условиях инвертором выполняется только после зачистки и разделки кромок в случае необходимости.
Заготовки зачищаются специальной щеткой. Разделка фасок выбирается от вида соединения и толщины свариваемых металлических изделий.
Хромоникелевые сплавы — пластичны, не нуждаются в подогреве при сварке, неплохо свариваются. Но, имеют особенность при соединении, в виде:
Как инвертором варить нержавейку
При сварке в домашних условиях нужно придерживаться ряд правил:
Электросварка нержавейки инвертором выполняется электродами специально предусмотренными для таких сплавов. В этой статье, рассказывается о марках плавящихся стержней для нержавеющей стали.
После сварки, место шва зачищается щеткой и обрабатывается специальной пастой с антикоррозионными свойствами.
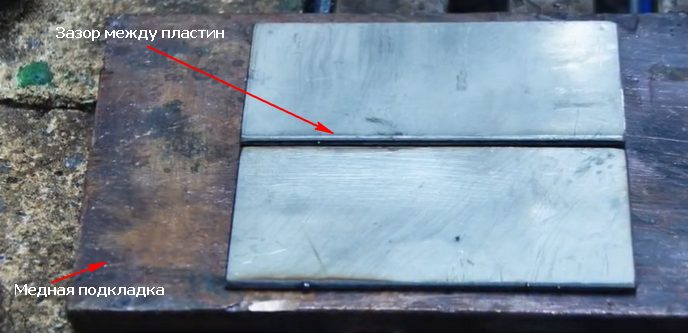
Как правильно сваривать нержавейку инвертором? Электроды согласно инструкции на упаковке прокалывают в печи. Металл толщиной до 3 мм соединяют без разделки. Заготовки кладут с зазором 1-2 мм между собой на медную пластину для теплоотвода, тщательно зачищают щеткой.
На инверторном аппарате для электродов диаметром 3 мм выставляют ток 80 А и не спеша начинают сварочный процесс.
Чтобы соединение получилось без дефектов, сварка выполняется короткой дугой без поперечных колебательных движений. После отбития шлака и зачистки шва, на зону провара накладывается травильная паста на 20-30 минут для восстановления коррозийных свойств металла. По истечению времени, остатки пасты смываются проточной водой.
Видео: как пользоваться травильной пастой.
P.S. Cварка инвертором нержавейки для начинающих таит в себе нюансы. Новичку с первого раза тяжело справится с хромоникелевыми сплавами. Нужен навык, без метода проб и ошибок не обойтись.
С толстостенной нержавейкой справиться легче, чем с тонкой. Для тонких металлов подбирается более малый сварочный ток и правильный диаметр электрода. Тренируйте твердую руку сварщика и привыкайте к сварочному аппарату.
Видео: разделка трубы и сварка электродом 2 мм.
Можно ли варить инвертором Ресанта нержавейку
Отзыв от дяди Васи:
Сварил своими руками печку в баньку аппаратом Ресанта САИ 190. Металл толщиной 2 и 7 мм. Работал электродами ЦЛ 11, диаметром 3 мм. Ток выставлял 80-90 А. Инвертор работал хорошо. Пробовал 2 мм электродами, когда тройка кончилась, не понравилось. Двойка сгорает быстро, годится только для тонкого металла или прихваток.Сергей, любитель:
Я варил Ресантой металл толщиной 4 мм, электроды ЦЛ 11. Сварить нержавейку красиво трудно, но можно, надо привыкнуть к плавлению и жидкотекучести хромоникелевых сплавов.
P.S. Попробуйте разные марки электродов, поиграйтесь настройками сварочного тока, побалуйтесь полярностью инвертора и нержавеющая сталь покорится вам. Удачи!
 Загрузка...
Загрузка... plavitmetall.ru
доступные способы сваривать, чем лучше, как дома, чем тонкую
Главная страница » О сварке » Сварка нержавейки » Чем варят нержавейку: выбирайте способ по возможностям
 Нержавеющая сталь имеет широкое применение во многих сферах благодаря отличным техническим характеристикам:
Нержавеющая сталь имеет широкое применение во многих сферах благодаря отличным техническим характеристикам:
Самым эффективным методом работы с коррозионностойкими сталями является сварка.
О том, чем варить нержавеющую сталь при решении определенных задач, будет проанализировано в данной статье.

Особенности
Нержавейка обладает некоторыми особенностями, которые могут оказать значительное влияние на сварочный процесс:
Способы
Сваривание конструкций из нержавеющих сталей может проводиться несколькими методами. О том, чем сваривать нержавейку мы расскажем далее.
Ручная дуговая сварка покрытыми электродами
Одним из наиболее распространенных методов является ручное дуговое сваривание с помощью покрытых электродов. Востребованность такой сварки обусловлена тем, что в результате исполнитель получит качественный сварной шов. Когда к соединению не предъявляется каких-либо особых требований, то данный метод будет лучшим решением, нет причин искать альтернативу.

Подбор электрода выполняется в соответствии с маркой основного металла. Расходник должен иметь оптимальный состав обмазки. На рынке присутствует большое разнообразие сварочных материалов, применяющихся для работы с коррозионностойкими сталями. Полный перечень представлен здесь. Сваривание, чаще всего производится на постоянном токе обратной полярности.
Видео
В ролике без подробных разъяснений показано крупным планом, как происходит сварочный процесс.
Вольфрамовыми электродами
 Исполнителям, которые ещё не определились чем варить нержавейку 1 мм., подойдет следующий метод. Сварка нержавейки также может проводиться с помощью вольфрамовых электродов в защитной среде газов.
Исполнителям, которые ещё не определились чем варить нержавейку 1 мм., подойдет следующий метод. Сварка нержавейки также может проводиться с помощью вольфрамовых электродов в защитной среде газов.
Данный метод применяется для работы с тонким металлом, когда к соединению предъявляются повышенные требования по надежности. Также шов должен соответствовать особым условиям.
Вольфрамовые стержни помимо этого отлично подойдут для сваривания нержавеющих труб, применяющихся для транспортировки жидкостей. В таком случае процесс осуществляется в среде аргона, с применением постоянного тока прямой полярности.
Видео
В ролике наглядно показан процесс TIG-сварки трубы.
Более подробная информация о сварке коррозионностойких сталей различными видами прутков представлена в статье «Сварка нержавейки электродами».
О том, чем сварить нержавейку, за исключением электродов, будет рассказано далее.
Полуавтоматическая сварка в аргоне
Полуавтоматическая сварка в аргоне применяется, чтобы получить качественное соединение и добиться высокой производительности. Для этого следует использовать сварочные полуавтоматы. Нержавеющая проволока для данного метода сваривания производится в соответствии с нормами ГОСта.

Выделяют несколько видов проволоки: универсальная, легированная, омедненная, с флюсом, порошковая, стальная или алюминиевая.
Сварочный процесс начинается с предварительной подготовки. Исполнителю нужно настроить режим работы сварочного полуавтомата: сила тока, напряжение и скорость подачи проволоки. Для металла толщиной менее 3 мм., оптимальная сила тока составляет от 120 до 145 А. Скорость движения проволоки — 900 м/ч. При этом используется постоянный ток обратной полярности.
Рабочую поверхность следует очистить, например щеткой для металла.
Затем начинается основный этап работ. Исполнитель включает переключатель, подающий проволоку. После зажигается дуга. Если используется плавящаяся проволока, то для возбуждения дуги нужно прикоснуться к металлу. Осуществлять движения сопла горелки необходимо исключительно в одном направлении, не нужно допускать поперечных движений. Оптимальным вариантом является сваривание изделий на высокой скорости однослойным швом.
Видео
В ролике варит не вполне уверенный сварщик, но представление о процессе получить вполне можно.
Если у исполнителя возникает вопрос: чем варить нержавейку 2мм, то данный метод будет отличным вариантом.
Лазерная
 Лазерная сварка нержавейки реализуется исключительно в промышленных условиях, так как требует специального оборудования. Сваривание осуществляется точечным и шовным методами.
Лазерная сварка нержавейки реализуется исключительно в промышленных условиях, так как требует специального оборудования. Сваривание осуществляется точечным и шовным методами.
Коррозионностойкие стали свариваются лазером только встык, так как соединение внахлест создает термические напряжения, которые отрицательно сказываются на общей прочности изделия.
Преимущества данного метода: отсутствие снижения прочности в зоне отпуска; исключение появления термических трещин; быстрота и точность воздействия лазерного луча не допускает возникновения оксидной пленки. Главной особенностью метода является более быстрое остывание сварного шва.
Плазменная
Выделяют ручную и автоматическую плазменную сварку. Ручное сваривание осуществляется с помощью дуги, формирующейся между электродом и основным металлом. Другое название ручного метода — микро-плазма или мини-плазма. Сварочный процесс выполняется на переменном токе от 0,1 до 15 А. Данный метод предназначен для исполнителей, которым нужно варить тонкую нержавейку. Также существует техника «беспучкового сопла» с напряжением 15-100 А.
Лучевой поток при автоматической сварке производится с помощью плазмотрона. Воздействие переменного тока выше 100 А и потока газа создает мощный пучок плазмы.

Достоинства: стабильность и «жесткость» дуги позволяют контролировать энергозатраты; узкая околошовная зона; достаточно ускоренный темп сваривания; возможность изменять расстояние между соплом и рабочей поверхностью без отрицательного влияния на качество шва. Подробнее о плазменной сварке здесь.
Видео
Посмотрите, как можно варить небольшим плазменным аппаратом.
В домашних условиях
Для того, чтобы ответить на вопрос: чем сварить нержавейку дома — следует ознакомиться со следующей информацией.
 Для начинающих и домашних сварщиков лучшим вариантом для проведения сварочных работ будет служить электросварка с помощью инвертора. Сварочный аппарат подобного типа обладает компактными размерами и функционирует от стандартного источника питания в 220 В.
Для начинающих и домашних сварщиков лучшим вариантом для проведения сварочных работ будет служить электросварка с помощью инвертора. Сварочный аппарат подобного типа обладает компактными размерами и функционирует от стандартного источника питания в 220 В.
Кроме аппарата исполнителю будет необходимы электроды: специальные для нержавейки или обычные. Сваривание осуществляется по тщательно зачищенной поверхности. Соединение выполняется постоянным током, величина зависит от толщины металла и варьируется от 40-150 А.
Видео
В ролике популярно объясняется, как это делать.
Все вышеперечисленные методы помогут понять, чем можно варить нержавейку в каждой конкретной ситуации. В зависимости от марки коррозионностойкой стали исполнитель выбирает оптимальный режим сварки. Правильные параметры гарантируют безопасность сварочного процесса для исполнителя и обеспечивают необходимое качество сварного шва.
Чем лучше варить нержавейку, каждый сварщик решит самостоятельно, ознакомившись с перечисленными данными.
weldelec.com
Сварка нержавейки и чёрного металла - Ручная дуговая сварка — ММA
здравствуйте! такая вот беда.работаю на вагоноремонтном заводе простым сварщиком.приходят в ремонт пассажирские вагоны,на 80% сделанные из нержавейки.пол вагона из нержавейки,а хребровая балка(к которой этот пол приваривается ) из чёрного металла.... дело всё в том,что завод изготовитель , недобросовестно их изготовил,вдоль всей хребтовой балки по длинне вагона пол приваривается длинными прихватками с шагом 200мм .а там, сварки (нормальной,качественной сварки вероятнее всего в среде аргона.) от силы швов 10 на 22 метра! остальное проваренно обычными МРовскими электродами или УОНИ.. нам даже бюро описи не предписывает производить ремонт пола вагона из нержавейки(ОН ВЕДЬ С НЕРЖАВЕЙКИ,ЧТО ЕМУ БУДЕТ?).но вчера,на наши вагоны,которые прошли у нас ремонт пришла рекламация(слава богу наше местное дэпо),полопались сварочные швы,я был на месте,,.вагон при манёврах скорее всего стукнули сильнее чем положенно,и полопались именно те ,не по технологии выполненные швы завода изготовителя.. не все,с десяток.как и везде ,начался разбор ,поиск виновных.дело даже не в этом,а в том, что теперь на пассажирских из нержавейки вагонах. нам придётся каждый шов по хребтовой балке драить шлейф машинкой и проваривать . а в цэхе вагоносборочном,у наших..эх..начальников в наличии и по их техпроцэссу,только МРовские электроды,..я лично буду отказыватся варить,швы лопнут, накажут меня. вагон возит людей.ВОПРОС. НАПИШИТЕ ПОЖАЛУЙСТА,ЧЕМ И КАК ВОЗМОЖНО ПО СВАРОЧНОЙ ТЕХНОЛОГИИ ПРИВАРИТЬ НЕРЖАВЕЙКУ К ЖРЕБТОВОЙ БАЛКЕ ИЗ ЧЁРНОГО МЕТАЛЛА. пытался начальнику цэха пояснить, что невозможно электродами МР ЭТО СДЕЛАТЬ КАЧЕСТВЕННО!!!! как об стенку горох. ...он реально в сварке ноль.только глоткой и наказанием.. зачем я заведомо зная буду гнать брак,а он в случае чего просто скажет что таких распоряжений не давал. хотелось бы получить от специалистов наставление о сварке нержавейки к чёрному металлу,чтобы я осмычленно и понятно мог сказать что либо в нашу защиту. а то, дадут самых задрипанных электродов,и вари!! чё вари, как вари.....им до фонаря,а развалится, нас же и накажут(нас ведь бригада цэлая) заранее благодарен.websvarka.ru