- Необходимые условия для работы
- Техника выполнения
- Необходимый инструмент
- Основные ошибки
- сварные швы выполнены надёжно. Испытать трубопровод можно гидравлическим или пневматическим способами. Прочность и надёжность должна соответствовать СНиП III-Г.9—62 и НиТУХП—62.
- Температура окружающей среды выше 15° C.
- Убедитесь, что в наличии есть тент. Проводить заделку стыков во время выпадения осадков (дождя или снега) строго запрещено.
- Если диаметр трубы превышает 270 мм, то в процессе термоусадки рекомендуется использовать одновременно 2 горелки.
- Упаковочную плёнку с муфты НЕ снимают, вплоть до начала работ по изоляции.
- Подготовка поверхности. Она должна быть сухой и чистой. Помойте её водой, затем просушите при помощи горелки. Ржавчину следует удалить металлической щёткой.
- С торца труб снимите теплоизоляцию на глубину 16-18мм.
- П/Э оболочку следует обезжирить растворителем или бензином (применение вайт-спирита не рекомендуется). При необходимости можно зачистить её наждачной бумагой, после чего повторить процесс.

- Отцентруйте положение муфты, относительно оси стыка. Пометьте её положением маркером. Мел использовать нельзя.
- Теперь распакуйте муфту. Здесь нюанс. Распаковывать необходимо так, что бы наружная поверхность упаковочной плёнки находилась на П/Э оболочке трубы, НО! При этом была вне зоны подготовленной поверхности. Поверхность муфты само-собой должна быть чистой. И сухой.
- От края муфты (на расстоянии
- Теперь прогрейте все поверхности горелкой. Раскалять их нельзя, t= 40°C -45°C будет достаточно. Теперь не ждите: на ещё тёплые поверхности по всему периметру наклейте мастичную ленту. Отступ от рисок (см. пункт № 4) равен 15-20мм. В местах соединения допустим нахлёст ленты. Только после этого с ленты разрешено снимать защитную бумагу. Заделка стыка практически завершена.
- Необходимо медленным, но ровным движением задвинуть муфту в область стыка, расположив её в соответствии с нанесёнными ранее рисками (см п. №4)
- Усаживаем края муфты. ОСТОРОЖНО! Не повредите её, для этого постоянно слабым огнём пропановой горелки прогреваем её. Делаеть это надо круговыми движениями, по всей её поверхности, не задерживаясь в одной точке более, чем на 2-3 секунды.
 муфты из термоусаживаемого полиэтилена:
муфты из термоусаживаемого полиэтилена:- лужные гильзы;
- гильзы для спуска воздуха;
- пробки конические и дренажные;
- пластины замковые;
- пенопакет монтажный;
- адгезив термоплавкий.
- диапазон рабочей температуры от - 600°С до + 600°С;
- устойчивость к термическому и химическому воздействию;
- Простота и высокая скорость изоляции стыков ППУ трубы;
- Многоуровневый контроль качества изделия гарантирует надёжность муфты;
- Проводники зачищают на участке выхода шлейфа;
- Зачищают стальную трубу и замеряют сопротивление проводников;
- Проводники соединяют и проверяют на первом стыке проводимость шлейфа;
- Сварное соединение и проводники зачищают и подгоняют шлейф СОДК под муфту;
- Опрессовывают специальным инструментом муфту;
- Затем муфту пропаивают припоем ПОС-61, который идёт в комплекте;
- Под проводники устраивают две опоры по разные стороны от сварного шва. В них устанавливается соединённый проводник;
- Все замеры и показания заносят в журнал.
- не более 300мм для труб диаметром 57-219мм по стальной трубе.
- не более 450мм для труб диаметром 273мм и более по стальной трубе.
- Монтаж теплотрасс,
- монтаж теплопроводов,
- монтаж труб ппу,
-
монтаж скорлуп ппу,
-
обучение сотрудников предприятий правилам монтажа трубопроводов из трубы в ППУ изоляции.
По вопросам сотрудничества обращаться к техническому директоруЛемтюгову Андрею Анатольевичу моб. тел. +7 915 999 9581
- Адрес: Россия, г. Ярославль, ул. Щапова, 20
- Телефон: +7 (4852) 37-04-80
- Тел./факс: +7 (4852) 37-01-44
Изоляция стыковых соединений ППУ труб. Изоляция стыков ппу труб технология
Изоляция стыков труб в ппу изоляции
Заделка стыков труб в ппу изоляции
Содержание:
Перед началом работ следует убедиться, что:
Технология заделки стыков труб ппу
Необходимый инструмент
Кратко перечислим всё необходимый инструмент, который понадобятся для заделки стыков труб в ппу изоляции: Рулетка, растворитель, щётка, тент, газовая (пропановая) горелка, маркер, сверло диаметром 25 мм, мастичная (или адгезивная) лента + устройство для опрессовки. Вода, мыло.

Типовый набор
Основные ошибки при заделки стыков ППУ
Оценивая работу нанятой бригады, или выполняя операцию своими руками старайтесь заметить такие вещи как:
блеск муфты и оболочек #8212 это признак перегрева.
прилегание поверхностей #8212 оно должно быть плотным, без люфтов и провисов.
Дефекты. Такие как задиры, смятия, пятна #8212 всё это недопустимо.
После окончания заделки, остывания муфты (до 40° С) необходимо произвести контроль герметичности. Вот для этого нам и понадобится просверленное ранее (п. №6) отверстие. Закачиваем воздух с давлением 0.3-0.5 бар. Если в течении 5 минут под мыльным раствором пузырьков обнаружено не было #8212 поздравляем, работа выполнена качественно.
Инструкция по теплоизоляции стыка.
Отдозировать в заранее подготовленную ёмкость (чистую) компоненты А и Б. Соблюдайте пропорции! Перемешайте. Через отверстие заливаем в стык полученную ППУ смесь. Закупориваем отверстие дренажными пробками. Хорошим признаком является выход незначительного количества пены через дренажные отверстия в пробках. Этого говорит, что область стыка заполнилась полностью. Не забудтье в конце проверить целостность работы ОДК.
Холдинг Полимер - гарантия качества и залог вашего успеха!
Муфты термоусаживаемые для заделки стыковых соединений труб в ппу изоляции.

Наши термоусаживаемые муфты разработанные по уникальной технологии значительно превосходят по своим характеристикам все имеющиеся аналоги.
Предприятия компании Холдинг Полимер производят:
ТРУБЫ в ППУ изоляции ГОСТ 30732-2006 а также:
- термоусаживаемые муфты (термомуфты), комплекты для заделки стыков (КЗС), все типоразмеры.
- термомуфты для изоляции стартовых компенсаторов, все типоразмеры
- термоусаживаемые муфты (термомуфты) для нестандартных стыковых соединений, по чертежам или эскизам заказчика.
- цельнотянутые П/Э переходы для гидроизоляции переходов и шаровых кранов.
- термоусаживаемые переходы для качественной гидроизоляции элементов неподвижных опор и других изделий для теплотрасс.
- Металлические заглушки изоляции, все типоразмеры.
- Опоры скользящие (ОПМ), все типоразмеры.
- Комплектующие для неподвижных опор, все типоразмеры.

Статические данные по тепловым сетям показывают, что на сегодняшний день 80% трубопроводов превышают срок безаварийной службы, а более 30% находятся в крайне аварийном состоянии, требуя неотложного ремонта. В свою очередь показатель теплопотери порядка 30%, и эти затраты, соответственно, ложатся на плечи потребителей.
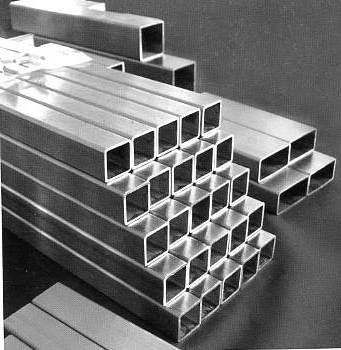
Изменить ситуацию можно только с переходом на качественные теплопроводы с грамотной изоляцией. Как, например, трубы для подземной бесканальной прокладки в пенополиуретановой изоляции (сокращенно ППУ-изоляции), ГОСТ 30732-2006. Конструкция трубы в ППУ представляет собой стальную трубу, теплоизоляционный слой из пенополиуретана и защитную полиэтиленовую оболочку. Пенополиуретановый слой, представляющий жесткую неплавящуюся термоактивную пластмассу, наполненную газом, и имеющую мелкоячеистую структуру, как раз и исключает потери тепла за счет ячеистой структуры и низкой теплопроводности газа. На сегодняшний день пенополиуретан - лучший теплоизолятор в мире. Роль полиэтилена – предохранение ППУ и трубы от агрессивной среды (воды) и коррозии.
Но только грамотный монтаж трубопровода позволит сохранить энергоэффективность. Особенно специалисты советуют обращать внимание на правильную изоляцию стыков трубы. Самый эффективный способ заделки стыков - термоусаживаемая муфта (термомуфта).
Холдинг полимер - крупнейший изготовитель термоусаживаемых муфт на территории России и СНГ.
Предприятие производит термомуфты из полиэтилена низкого давления и высокой плотности, ГОСТ 16338. Своим заказчикам компания готова предложить муфты длиной от 500 до 1300 мм, диаметром от 110 до 1400 мм, всех типоразмеров. Изделия сертифицированы. Испытания были проведены в ОАО «Объединении ВНИПИ Энергопром».
Всегда в наличие все необходимые комплектующие для заделки стыка.
Технология заделки стыков крайне проста, но в то же самое время требует неукоснительного соблюдения всех нюансов. Муфта приваривается к оболочке теплотрассы с помощью термоклея для герметизации стыка и его соединения с ПЭ трубой. Между муфтой и стальной трубой заливаются дозированные компоненты ППУ, создавая таким образом теплоизоляционный слой.
При правильном монтаже трубопровода и грамотной изоляции стыков трубы в ППУ-изоляции прослужат не менее 35 лет.
Изоляция стыков труб в ППУ ПЭ изоляции
В данной статье рассмотрим методы изоляции стыков труб в ППУ ПЭ изоляции (ГОСТ 30732-2006). используемых при бесканальной (подземной) прокладки трубопроводов:
Сразу отметим, что труба в ППУ ПЭ изоляции при бесканальной прокладке подвергается сильному механическому воздействию (при осевых смещениях) и воздействию влаги в виду чего стык должен представлять монолитную, прочную и герметичную конструкцию.
Существуют следующие методы изоляции стыков труб в ППУ ПЭ изоляции:
Заделка (изоляция) стыков ППУ труб с помощью термоусаживаемой муфты :
Рассмотрим виды термоусаживаемых муфт: Термоусаживаемая муфта изготавливается из отрезка оболочки соответствующего диаметра (равен диаметру трубы оболочки предизолированной трубы), растянутой на 5-15% в ширину (в зависимости от исходного диаметра) при помощи специального оборудования и технологий в заводских условиях. Благодаря чему при термической обработке муфта стремится к своему исходному размеру (усаживается) и плотно прилегает к ПЭ оболочке изолированной трубы. Так же на рынке присутствуют термоусаживаемые муфты изначально экструдированые большим диаметром чем оболочка изолированной трубы, в виду чего усадка таких муфт происходит сложнее, приходится прибегать к принудительному стягиванию муфт при термической обработке. Существуют термоусаживаемые муфты из радиационно-сшитого полиэтилена (изготавливаются как из труб оболочек, так и из листов полиэтилена, с последующим запаиванием из в форму цилиндра), их изготавливают до 315 мм. Они отличаются повышенной жесткостью полиэтилена, что помогает при воздействии грунта на торцы муфты. Отличить такую муфту от обычной на глаз невозможно, и заявленные изготовителем качества часто не соответствуют действительности (можно проверить только путем испытаний данной продукции).
Методика изоляции стыка с помощью термоусаживаемой муфты подробно описана на сайте (инструкция по изоляции стыков труб в ППУ ПЭ изоляции ) в ней прописаны основные принципы изоляции стыка, которыми не стоит пренебрегать: Термоусаживаемую муфту необходимо монтировать на стык с использованием термоклея (адгезивной ленты), либо закладного нагревающего элемента (электросварка). этим способом реализуется принцип монолитности оболочки при сильно абразивном грунте рекомендуется использовать защитные манжеты (защита торцов муфты от задиров) использование комплекта жидких компонентов ППУ для заливки стыков (создает монолитный слой ППУ изоляции стыка и теплоизолированной трубы).
Комплекты компонентов ППУ можно приобрести 3-х видов фасовки:
-Пенопакет монтажный (самый удобный, экологичный и дорогой комплект). Компоненты в пенопакете уже дозированы на конкретный типоразмер стыка для заливки необходимо убрать поперечную планку пакета, взболтать и вылить в стык (в отверстие усаженной муфты). Из недостатков: большая чувствительность к внешним механическим воздействиям (его можно раздавить и или проткнуть при перевозке, особенно пенопакеты рассчитанные на крупные диаметры стыков)
-Компаненты ППУ разлитые по различным емкостям (удобный, и на 30% более дешевый вариант) представляет собой компоненты ППУ расфасованные по канистрам, либо бутылям (в зависимости от типоразмера стыка) из расчета 2 емкости на 1 стык (1 бутыль – компонент А, вторая - В). Необходимо перелить компонент А в бутыль с компонентом Б (или наоборот), интенсивно встряхнуть и залить в стык. Из недостатков: после монтажа остается пустая тара с остатками компонентов ППУ.
-Компоненты ППУ в бочках и другой таре (неудобный, но самый дешевый вариант). В данном случае поставляется общее количество необходимого компонента ППУ А и Б в крупной таре, которые по месту монтажа необходимо самостоятельно дозировать и размешивать (обычно в ведерке). Из недостатков: Разлив компонентов в почву, попадание в компоненты ППУ при дозировании и размешивании грязи и масел, пустая тара с остатками компонентов ППУ.
Изоляция стыков с помощью термоусаживаемой манжеты
Данный способ представляет собой установку на стык скорлупы (полуцилиндров) ППУ и изоляция ее термоусаживаемой манжетой (Терма или Тиал) шириной 650 либо 450 мм. Манжета представляет собой ленту (верхний слой полиэтилен, нижний слой – смесь полиэтилена и клея), толщиной 2 мм. Данная манжета оборачивается вокруг стыка (в это же время необходимо осуществить термическую обработку внутренней части, для расплавки клея), и закрепляется на нем внахлест. На места прилегания манжеты к трубе оболочке и место нахлеста манжеты следует установить замковые пластины (представляют собой ленту той-же ширины, что и манжета, длиной 100-150 мм. армированные, с повышенным содержанием клея). Данный способ подходит при прокладке труб в ППУ ПЭ изоляции в канал, т.к. такой стык защищает в основном от проникновения влаги и не может защитить от сейрезных механических воздействий. Для бесканального метода прокладки этот способ мало подходит, т.к. манжета при движении трубы (при регулярных осевых смещениях) достаточно быстро протрется или прорежется грунтом, разрушится скорлупа, в виду чего внутрь неизбежно будет попадать влага, произойдет очень быстрая коррозия всего трубопровода. При изоляции этим методом при бесканальной прокладки теряется смысл использования труб в ППУ-ПЭ изоляции, т.к. стыки становятся негерметичными.
Изоляция стыков с помощью скорлуп.
На стык крепится скорлупа (полуцилиндры) ППУ при помощи скотча либо хомутов. Не будем выделять это как отдельный метод. Это лишь упрощение и удешевление предыдущего. Подходит только для канальной прокладки в сухой канал.
Обычно тип изоляции стыков уже заложен в проекте на строительство трубопровода, в настоящее время все больше и больше проектов составляется с использованием термоусаживаемых муфт. Стоимость стыка ппу, зависит от диаметра соединения ппу труб (диаметр стальной трубы и диаметр трубы - оболочки)
Источники:
sferatd.ru
Изоляция стыков ППУ. Заделка стыков ППУ В Москве и области
 Качественная изоляция стыков ППУ трубы – единственная работа по защите трубопровода, которая производится на месте. Эту работу наши специалисты выполняют на высоком уровне качества, что подтверждают постоянные проверки герметичности и прочности стыков. Изоляция стыков труб ППУ – задача, которой занимаются наиболее опытные работники.
Качественная изоляция стыков ППУ трубы – единственная работа по защите трубопровода, которая производится на месте. Эту работу наши специалисты выполняют на высоком уровне качества, что подтверждают постоянные проверки герметичности и прочности стыков. Изоляция стыков труб ППУ – задача, которой занимаются наиболее опытные работники.
Какие материалы мы используем?
Уникальным методом работы по заделке стыков ППУ труб является применение термоусаживаемой муфты, Результат применения данной муфты имеет значительно более высокие технические характеристики в сравнении с любым другим подобным способом. Такая муфта представляет собой комплект элементов, без которого невозможна качественная заделка стыков ППУ.
В комплект входят:
Термоусаживаемая муфта производится путём экструзии расплавленного полиэтилена. Его сначала нагревают, а затем растягивают на станках, чтобы при нагревании диаметр муфты сжался до нужных размеров. Производятся такие муфты согласно ГОСТ 30732-2006 «Трубы и фасонные изделия стальные с тепловой изоляцией из пенополиуретана с защитной оболочкой».
Цены
| Стоимость работ на трубе ∅ | |||||
| Услуга | 89/160 | 108/180 | 133/225 | 159/250 | 219/315 |
| Работа по изоляции стыка | 2 315р. | 2 415р. | 2 501р. | 2 743р. | 2 861р. |
| Работы по изоляции разрезного стыка | 3 286р. | 4 235р. | 4 662р. | 4 867р. | 6 801р. |
| Работы по приварке доп.оболочки под усиление | 2 723р. | 2 734р. | 2 752р. | 3 097р. | 3 116р. |
| 273/400 | 325/450 | 426/560 | 530/710 | 630/800 | |
| Работа по изоляции стыка | 3 325р. | 3 490р. | 4 082р. | 5 215р. | 6 318р. |
| Работы по изоляции разрезного стыка | 7 413р. | 7 554р. | 7 736р. | 9 154р. | 9 385р. |
| Работы по приварке доп.оболочки под усиление | 4 090р. | 4 133р. | 4 169р. | 5 741р. | 7 707р. |
| 720/900 | 820/1000 | 1020/1200 | |||
| Работа по изоляции стыка | 7 065р. | 9 280р. | 11 490р. | ||
| Работы по изоляции разрезного стыка | 11 630р. | 15 642р. | 21 070р. | ||
| Работы по приварке доп.оболочки под усиление | 7 950р. | 14 466р. | 18 732р. | ||
* тарифы на нестандартные работы, а также на заделку стыков в нестандартных условиях (отклонения от нормы СНИП) договорные, * тип стыков до д. 426 рассчитан как безманжетные, свыше д. 426 мастичные (с аппликаторной лентой) либо электросварные, * тарифы указаны без НДС
 Типовый договор на изоляцию стыков ППУ трубопроводов
Типовый договор на изоляцию стыков ППУ трубопроводов
Преимущества использования термоусадочной муфты
Герметичная изоляция стыков ППУ достигается благодаря плотному обжиму муфтой места соединения – она охватывает участки изоляции двух труб и пространство между ними. Опционально устанавливается термоплавкий адгезив из комплекта. Он сваривает полиуретан оболочки трубы с муфтой.
Преимущества термоусаживаемой муфты:
Работы по заделке стыков ППУ труб требуют от муфты усадки не менее 13%. Современные технологии, применяемые на нашем заводе, позволили достичь величины этого показателя в 30%. Это позволяет проводить изоляцию стыков ППУ в сложных условиях.
Современная изоляция стыков ППУ трубы предусматривает нагрев муфты до недостижимых ранее 2400С. При этом оболочка трубы и муфта вулканизируются (свариваются), а затем полимеризуются, образовывая сплошной герметичный слой.
Порядок выполнения работ
Работы по заделке стыков ППУ труб проводятся нашими специалистами по отлаженной и многократно проверенной технологии. Она включает следующие этапы:
1. Сварочные работы по металлу. На трубу надевается муфта и протягивается на метр от места сварки. Затем стыкуется присоединяемая труба. При этом изоляция стыков труб ППУ должна быть совмещена так, чтобы провода СОДК располагались в верхних четвертях трубы (от 10 часов до 2 часов по циферблату). При сварке стыков стальной трубы необходимо защитить провода СОДК. После сварочных работ проводятся гидравлические испытания системы.
2. Соединение проводов СОДК. Эта простая по названию работа при заделке стыков ППУ требует большой ответственности и профессионализма сотрудников.
Полный цикл операций проводится на каждом стыке.
3. Уплотнение стыка термоусаживаемой муфтой. Зачищенное наждачной бумагой и обезжиренное места посадки муфты оклеивают уплотнительной лентой по контактной поверхности. В муфте предварительно сверлится отверстие 20мм, затем её устанавливают в проектное положение и нагревают горелкой. После остывания стыки омыливают, а к отверстию подводят воздушное давление 0,5 бар для проверки герметичности. Затем изоляция стыков ППУ завершается устройством замковой пластины из термоусаживаемой ленты.
 4. Заполнение пазухи муфты жидким пенополиуретаном.
Проводя работы по заделке стыков ППУ труб, следует учитывать, что заполнитель поставляется либо комплектом для конкретного стыка (под диаметр), либо в виде отдельных компонентов. В обоих случаях смесь заливают через отверстие в муфте и герметизируют временное пробкой со спускным воздушным клапаном. После полимеризации пенополиуретана временную пробку с клапаном заменяют на постоянную.
4. Заполнение пазухи муфты жидким пенополиуретаном.
Проводя работы по заделке стыков ППУ труб, следует учитывать, что заполнитель поставляется либо комплектом для конкретного стыка (под диаметр), либо в виде отдельных компонентов. В обоих случаях смесь заливают через отверстие в муфте и герметизируют временное пробкой со спускным воздушным клапаном. После полимеризации пенополиуретана временную пробку с клапаном заменяют на постоянную.
Наша компания имеет 100-летний опыт в прокладке ППУ-трубопроводов. Изоляция стыков труб ППУ – неотъемлемая часть процесса. Наши менеджеры готовы дать консультации по каждому из аспектов этой работы, а также сориентировать по ценам и строкам. Наши контакты: тел. (499) 709-98-37 или почта [email protected].
www.01beton.ru
Правило изоляции стыков труб ППУ на теплотрассах
Теплотрассы и трубопроводы, в процессе строительства которых используются предизолированные трубы ППУ, имеют множество преимуществ. С точки зрения скорости и качества производства монтажных работ важно, что благодаря специально разработанной технологии, изоляция стыков труб ППУ производится в минимальное время, обеспечивая при этом абсолютную герметичность оболочки и высокое качество воссозданного объема теплоизоляции.Трубы ППУ всех доступных типоразмеров выпускают в двух модификациях, оснащая их защитными оболочками из полиэтилена, либо, для наземной прокладки трубных магистралей – в защитном кожухе из оцинкованного стального листа.
Особенности технологии быстрой изоляции стыков труб в ПЭ оболочке
Так как трубы ППУ имеют на концах неизолированные участки, необходимые для безопасного производства сварочных работ, после их укладки и монтажа необходимо не только воссоздать недостающий отрезок внешней защитной оболочки, но и заполнить образовавшуюся полость тепловой изоляцией – пенополиуретаном. По существующей технологии изоляция стыков труб ППУ выполняется при помощи специально изготовленных монтажных муфт. Если для строительства магистрали используются трубы ППУ в оболочке из полиэтилена, для герметизации места стыка используют тонкостенные термоусаживаемые муфты из модифицированного пластика с особой молекулярной структурой.
Термоусаживаемые муфты одевают на трубы еще до начала монтажа. Изоляция стыков труб ППУ производится только после полного остывания места сварки. Первоначально обрабатывают сам сварной шов и соединяют проводники системы СОДК, которые помещаются внутрь слоя изоляции каждой трубы ППУ. После этого обрезают поврежденные сваркой края изоляции, зачищают и наносят на граничные участки оболочки труб специальную термоусадочную ленту. Подготовив стык к заделке, на него надвигают монтажную муфту, и приступают к герметизации места установки. Муфта «усаживается» на края труб ППУ при помощи пропановой грелки, после чего ее фиксируют мерными отрезками термоусадочной ленты и замковыми пластинами ТИАЛ.
Восстановление слоя ППУ изоляции
Изоляция стыков труб ППУ может считаться законченной только после того, как в пространстве под установленной муфтой будет воссоздан слой тепловой изоляции. Чтобы надежно соединить трубы ППУ не только снаружи, но и под новым участком оболочки, в муфте просверливают и закрывают специальными временными пробками отверстия, после чего закачивают в полость строго дозированное количество компонентов пенополиуретана. Дождавшись окончания химической реакции, остается закрыть отверстия в новом участке оболочки трубы ППУ финишными термопластичными пробками.
После того, как изоляция стыков труб ППУ по данной методике была внедрена в практику строительства трубопроводов, необходимое для выполнения этой операции время сократилось, а результирующее качество производства работ значительно возросло. Во многом данный результат был достигнут благодаря тому, что для заделки стыков трубы ППУ были разработаны, и стали незаменимым элементом технологии изолирования мест монтажа специальные инструменты и наборы расходных материалов.
На складе компании ПО ООО «СанТермо» имеется в наличии и доступно к отгрузке все необходимое для заделки мест монтажа трубы ППУ – пропановые горелки, паяльники, аккумуляторные дрели, прикаточные валики и другие инструменты - как отдельно, так и в составе популярных монтажных комплектов МРК-06. Комплектующие и расходные материалы – муфты, ленту ТИАЛ, электрические контакторы и держатели, пробки и пакеты с дозированным количеством компонентов ППУ, также лучше приобретать в виде специализированных наборов. Только с использованием данного инструментария изоляция стыков труб ППУ может быть выполнена быстро и качественно.
santermo.ru
Изоляция сварных стыков ППУ труб
Производим работы по изоляции сварных стыков труб ППУ с ОДК. Все работы выполняются согласно ГОСТ 30732-2006 и СП 41-105-2002.
Стоимость работ по изоляции сварных стыков труб ППУ-ПЭ и ППУ-ОЦ вы можете узнать у наших менеджеров.
1. Подготовка к работе.
1.1. Термоусадочная муфта устанавливается на трубу перед сваркой стыкового соединения металлических труб теплотрассы. Упаковочная пленка не снимается до начала изоляции! Маркировка муфты должна соответствовать диаметру оболочки изолируемого трубопровода. Свободные от изоляции концы стальных труб в месте стыка должны составлять в сумме:
2. Условия производства работ.
2.1. К изоляции стыков труб ППУ приступают после 100%-го контроля сварных швов соединений неразрушающим методом или после гидравлического испытания трубопровода.
2.2..Работы по изоляции соединений производятся при температуре воздуха не ниже -15 С°, а также при наличии технологических приямков не менее 1,4м (0,7м в каждую сторону от стыка) и глубиной не менее 400мм, согласно ВСН 11-94, ВСН 29-95 и СП 41-105-2002
2.3.Во время выпадения осадков (дождь, снег) работы производятся только под временным укрытием, исключающим попадание влаги на монтируемые элементы.
2.4. При монтаже теплотрассы оборудованной системой оперативного дистанционного контроля состояния изоляции (ОДК), непосредственно перед выполнением работ по изоляции стыка необходимо соединить сигнальные проводники и провести контрольные измерения согласно «Инструкции по соединению сигнальных проводников» и «Инструкции по проведению контрольных измерений».
2.5. На трубопроводах с диаметром стальной трубы 273 мм и выше работы по термоусадке муфт проводятся с использованием двух газовых горелок одновременно.
3. Производство работ.
3.1. Очистить торцы теплоизоляции, поверхность полиэтиленовой оболочки и металлической трубы от грязи, чтобы муфту можно было перемещать по чистой поверхности. При необходимости промыть водой и просушить газовой горелкой. Полиэтиленовая оболочка чистится на расстояние достаточное для перемещения муфты по чистой поверхности, но не менее длины применяемой муфты. Стальную трубу чистить металлической щёткой (кордощеткой) до удаления рыхлой пластовой ржавчины.

3.2.На торцах труб удалить слой теплоизоляции на глубину 15-20мм , соединить сигнальные проводники и провести контрольные измерения согласно «Инструкции по соединению сигнальных проводников» и «Инструкции по проведению контрольных измерений».

3.3. П /Э оболочку, с обеих сторон стыка, на расстоянии 150-200мм, обезжирить растворителем, тщательно зачистить наждачной бумагой, повторно обработать растворителем. При температуре окружающего воздуха ниже 0°С оболочку необходимо прогреть на расстоянии 30 см по обе стороны от стыка, чтобы она стала горячей на ощупь (30°С-50°С).

3.4. Используя рулетку, отцентрировать положение муфты относительно оси стыка, нанести маркером риски, соответствующие предполагаемым торцам муфты. При этом ранее подготовленные поверхности оболочек должны на 20-50 мм с обеих сторон выходить за габариты муфты. Запрещается использовать для разметки мел.

3.5. Распаковать муфту таким образом, чтобы наружная поверхность упаковочной пленки находилась на П/Э оболочке трубы, но вне зоны ранее подготовленных поверхностей оболочек, а перемещение муфты происходило по чистой внутренней поверхности упаковки. Внутренняя поверхность муфты должна быть сухой и чистой. В случае загрязнения внутренней поверхности муфты произвести очистку ее от грязи, а внутренние поверхности муфты на глубину ~150мм от торцов необходимо обезжирить, зачистить наждачной бумагой и еще раз обезжирить.

3.6. Сверху муфты просверлить отверстие Д=25мм. на расстоянии 150мм от одного из краёв муфты.

3.7. Прогреть подготовленные поверхности оболочек с обеих сторон от стыка мягким пламенем пропановой горелки до температуры 30°С-50°С. На теплую поверхность оболочек по периметру наклеить адгезивную или мастичную ленту, отступив от рисок 10-15мм. Нахлест адгезива или мастики в месте соединения 10мм. После чего удалить с адгезивной ленты или мастики защитную пленку. После снятия защитной бумаги с адгезивной (или мастичной) ленты попадание на ее поверхность пыли, влаги, грязи не допускается.

3.8. Надвинуть муфту на стык, расположив ее в соответствии с нанесенными ранее рисками и отверстием вверх.

3.9. Усадить края муфты. Для того чтобы не повредить муфту, прогревать следует мягким пламенем пропановой горелки, круговыми непрерывными движениями равномерно по окружности муфты. Не допускать усадку пятнами и перегрев ( блеск П/Э) муфты и оболочки. По завершении усадки края муфты плотно обожмут оболочку. При этом контролируется плотное прилегание поверхностей, без смятия и задиров краев муфты. После усадки муфта имеет бочкообразную форму.

3.10. Контроль герметичности производится опрессовкой, после остывания муфты до температуры 40°С.
В отверстия, просверленные по п.3.6 вставляются специальное устройство для опрессовки, через него в муфту накачивается воздух под давлением 0,4 бар. Муфта выдерживается под испытательным давлением в течение 5 минут. В случае падения давления при помощи опрыскивателя мыльный раствор наносится по периметрам стыков муфта-оболочка. Дефектные места определяются по пузырькам мыльного раствора. При их обнаружении дефектные места повторно прогреть мягким пламенем пропановой горелки и повторить испытания. Если повторная опрессовка не даёт положительного результата, муфта со стороны утечки герметизируется дополнительной адгезивной (или мастичной) лентой и термоусаживающим полотном. Лента устанавливается на переход муфта-оболочка, так что бы сам переход находился на середине ленты. Сверху устанавливается термоусаживаемое полотно, шириной не менее 200 мм и производится его термоусадка.
После остывания произвести повторную опрессовку муфты. Дальнейшие работы по теплоизоляции стыка возможны только после получения полной герметичности.

3.11. На расстоянии 150мм от второго торца муфты сверху просверлить второе отверстие Д=25мм.
3.12. Теплоизоляция стыка.
В чистую емкость отдозировать необходимое по объему заливаемого стыка количество компонентов А и В (в пропорциях согласно технологическим инструкциям фирм-поставщиков). Перемешать компоненты. Через отверстия залить смесь компонентов ППУ. Закрыть отверстия дренажными пробками. В процессе вспенивания незначительное количество пены вытечет через дренажные отверстия пробок, это будет свидетельствовать о полном заполнении объема стыка. Повторно обмылить муфты по всему периметру и проверить на протечки.

Компонент В относится ко II классу опасности, обладает общетоксичным действием, вызывает раздражение верхних дыхательных путей. При работе исключить попадание компонентов на открытые участки тела. При заливке следует находиться вне зоны возможного выплеска пены.
3.13.После затвердения пены удалить дренажные пробки, очистить поверхность муфты, примыкающую к заливочным отверстиям от излишков пены и обработать отверстия конической фрезой или другим режущим инструментом.

3.14. Заварить отверстия П/Э пробками. Для этого нагреть инструмент для заварки пробок до температуры 240С°. Вставить П/Э пробку во внутренний конус инструмента, наружный конус вставить в заливочное отверстие и, нажимая на П/Э пробку вдавливать инструмент в отверстие муфты. Когда пробка углубится на 2мм в конус, вынуть инструмент и вдавить в отверстие муфты оплавленную пробку. Удерживать пробку под давлением в течение 20сек

3.15.После заливки стыка следует проверить целостность проводов и сопротивление изоляции системы ОДК заизолированного участка.
3.16.Нанести на смонтированную муфту личное клеймо и дату монтажа.
www.xn--161-mdd4aw.xn--p1ai
|
Изоляция стыков, изоляция стыков труб, изоляция стыков ппу, комплект изоляции стыка
Комплекс услуг; от проекта до акта приемки объекта в эксплуатацию. см. также: Ждем Вас по адресу: E-Mail: Заказать on-line моб. 8 915 999 9382, 8 915 999 9588 <div><img src="//mc.yandex.ru/watch/2186113" mce_src="//mc.yandex.ru/watch/2186113" alt="" /></div> |
||||||||||||||||||||||||||











 скидка обеспеченна, читай в новостях... +7 915 999 9382, +7 915 999 9588
скидка обеспеченна, читай в новостях... +7 915 999 9382, +7 915 999 9588rosmtsyar.ru
|
Наша компания предлагает к поставке жидкие компоненты ППУ для заливки в стыки ППУ-трубопроводов в полиэтиленовой или оцинкованной оболочке. Комплект компонентов пенополиуретана расфасован в две полиэтиленовые канистры (компонент "А" - Изолан А-352 и компонент "Б" - импортный полиизоционат), смешивание которых происходит непосредственно на объекте строительства, путём переливания меньшей канистры в большую. Фасовка в полиэтиленовые канистры более надёжна, чем в пенопакеты ППУ, во время транспортировки, хранения и перемешивания компонентов.
Фасовка комплектов компонентов ППУ производится на каждый конкретный стык ППУ-трубопровода в полиэтиленовой или оцинкованной оболочке, произведенных согласно ГОСТ 30732-2006.
Нормы расхода компонентов ППУ и типы канистр на все стыки ППУ-трубопроводов:
Качественные компоненты ППУ производства Дау Изолан с удлинённым временем старта, позволяющие произвести качественное перемешивание в канистре, и оптимальные нормы фасовки компонентов обеспечивают качественное и равномерное заполнение вспененным пенополиуретаном муфты или оцинкованного кожуха.
Подробнее о пенополиуретане
Пенополиуретан – ППУ является неплавкой термореактивной пластмассой, имеющей ярко выраженную ячеистую структуру и уникальные физико-химическими свойства, благодаря чему он обладает высочайшими эксплуатационными характеристиками. Проще говоря, это, по сути, вспененный пластик, который не подвергается гниению и разложению и отлично подходит в качестве утеплителя. Структура его такова, что всего лишь 3% объёма составляет твёрдый материал, который образует каркас. Всё остальное – это поры, которые заполнены фторхлорметаном, представляющим собой газ с низким коэффициентом теплопроводности.
Система ППУ является двухкомпонентной, и собственно сам вспененный пенополиуретан образуется в процессе реакции поликонденсации изоционатов с полиолами - после смешивания двух жидких частей: компонента "А" - "полиол", который успешно изготавливается многими отечественными предприятиями, и компонента "Б" - "полиизоцианат", который к большому сожалению в России не производится (из-за законодательных запретов), и завозится к нам исключительно из-за границы (преимущественно из Европы, Японии, Китая и Южной Кореи), что делает его цену нестабильной из-за большой волатильности курса рубля.
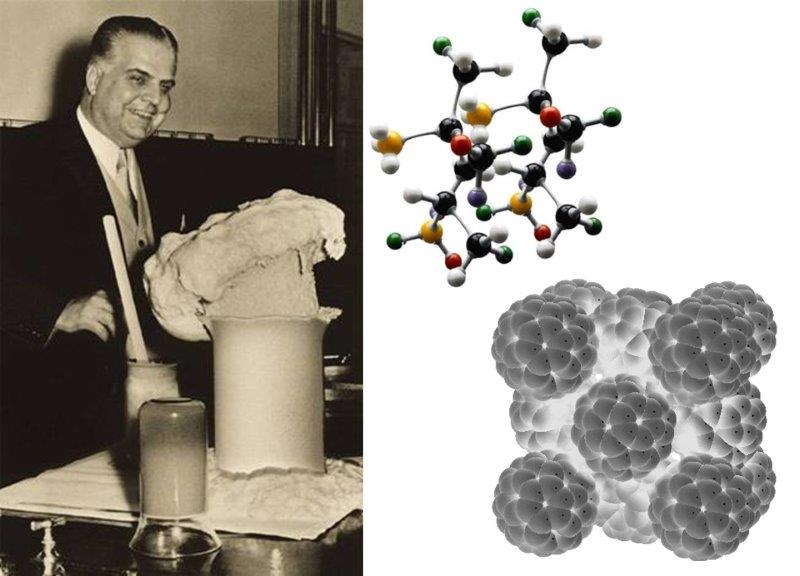
Этот материал пытались получить в тридцатые годы прошлого столетия в Америке. Однако впервые пенополиуретан появился в Германии в 1937 году. Он был синтезирован известным немецким химиком и промышленником Отто Байером (на фото), который также впервые и начал его производить в промышленных масштабах. ППУ быстро получил распространение в США, Канаде и западноевропейских странах в качестве теплоизоляции, применяемой в строительной отрасли. В нашей стране этот материал был не так распространён и до недавнего времени применялся лишь в военной промышленности, а также для решения каких-либо узких задач, к примеру, для теплоизоляции холодильных камер. Только последние пару десятков лет ППУ занял своё достойное место среди теплоизолирующих материалов.
Сравнительная теплоизоляционная характеристика строительных материалов:
Свойства ППУ впечатляют. Коэффициент теплопроводности этого материала составляет от 0.019 до 0.03 Вт/мК, что значительно ниже, чем у других термоизоляционных материалов, таких как минеральная вата, пенополистирол, керамзит. К примеру, для обеспечения определённого уровня теплоизоляции слой ППУ толщиной 50 мм эквивалентен слою минеральной ваты толщиной 90.
Сегодня ППУ-изоляция широко применяется для теплотрасс в качестве:– теплоизолятора предварительно изолированных ППУ-трубопроводов, имеющих полиэтиленовую или оцинкованную защитную оболочку:
– изоляции стыков ППУ-трубопроводов при помощи смешивания двух компонентов непосредственно на объекте строительства и заполнения термоусаживающейся муфты на ППУ трубопроводе или оцинкованного кожуха:
– для изготовления формованных ППУ-скорлуп – полностью готовых теплоизоляционных изделий для труб:
Следует отметить, что при простоте монтажных работ с использованием труб с ППУ, их доступной ценой, надёжностью и долговечностью и, как следствие, невысокой стоимостью эксплуатации получаемых теплотрасс, необходима надежная гидроизоляционная защита пенополиуретана.
Для предварительно изолированных ППУ-труб в заводской полиэтиленовой оболочке требуется качественная изоляция стыков с использованием термоусаживающихся муфт или лент. Если этим пренебречь, то ППУ-изоляция будет набирать влагу, и все теплозащитные свойства будут резко снижаться, а также начнутся коррозийные процессы на теле трубы, которые протекают очень стремительно при высоких температурах теплоносителя. Для теплотрасс наружного пролегания применение ППУ-скорлуп с последующей гидроизоляцией термоусаживающимися изоляционными материалами позволяют с одной стороны предоставлять коммунальные услуги стабильно высокого качества, избегая лишних теплопотерь и ремонтов, а с другой – существенно экономить средства.
|
Новости 13.12.2016
ТИАЛ принял участие в XVI международной конференции "ТЕПЛО РОССИИ" в г. Санкт-Петербург 20.07.2016
Материалы ТИАЛ включены в Российский морской регистр судоходства 14.04.2016
ТИАЛ примет участие в 16-й международной выставке НЕФТЕГАЗ-2016 в г.Москва Все новости |





.jpg)






www.tial.ru
Изоляция стыковых соединений ППУ труб
На сегодняшний день особое внимание уделяется монтажу новых трубопроводов с нанесенной пенополиуретановой изоляцией (ппу) по технологии «труба в трубе». В процессе укладки труб и фасонных элементов трубопровода остаются не изолируемые участки, для их изоляции необходимо применять качественные материалы и соблюдать технологические процессы монтажных работ, по требованиям ГОСТ 30732-2006. для увеличения срока службы трубопроводов с теплоизоляцией. При некачественном изолируемом стыке, происходит разрушение целостности изоляции и коррозия металла, вследствие чего происходят аварии на теплотрассах, что не соответствует долговечности трубопровода. Поэтому стыки труб в ппу изоляции являются, серьёзной проблемой при дальнейшей эксплуатации трубопровода. Для увеличения срока службы труб и фасонных элементов на трубопроводах, в оцинкованных или полиэтиленовых оболочках применяют современные материалы. Таких как термоусадочная лента или муфта с полимерными замками на клеевой основе, а так же пенопакеты (система компонентов пенополиуретана) и полимерные пробки. Монтажные работы всего лучше проводить в благоприятные погодные условия, без осадков. Первый этап монтажных работ производят следующим образом: Муфту надевают на трубы до сварочных работ, а затем сваривают стыки труб и фасонные изделия. Перед дальнейшим монтажом изолируемых материалов, необходимо провести комплексные испытания сварных швов и произвести соединение проводников системы оперативного дистанционного контроля (СОДК). Изолируемый стык труб необходимо зачистить наждачной шкуркой или металлической щёткой от грязи, коррозии и влажных участков, а так же поверхность изолируемой трубы (оболочка). На торцах изолируемых труб необходимо удалить слой пенополиуретана примерно на 1,5 см вглубь изолируемых труб, если слой пенополиуретана сырой или влажный, то его необходимо удалить до сухого. Термоусаживаемую муфту так же необходимо зачистить наждачной бумагой и обезжирить по краям с обеих сторон для лучшего склеивания. Перед расположением муфты необходимо нагреть поверхность оболочки газовой горелкой до +120 градусов и нанести адгезивнйю ленту с нахлёстом до 150 мм относительно краёв муфты. Только после этих работ и остывания ленты можно размещать термоусаживаемую муфту на стык. Во время усадки муфты необходимо не перегреть её, для этого нужно нагревать один край муфты небольшим пламенем и равномерными движениями вокруг муфты до полной усадки, а затем другой край таким же способом. Если муфта плотно прилегая к оболочке после прогрева и имеет вид бочки, и из-под краев муфты выступает небольшое количество адгезива по всей окружности, значит муфта полностью усажена. На стыки между термомуфтой и оболочкой, после усадки накладывается термоусаживаемая лента вдоль стыка с небольшим нахлёстом, и происходит ее прогрев и усадка для защиты шва между оболочкой и муфтой. Для надёжной защиты термоусаживаемой ленты дополнительно используют замковую пластину с дополнительным армированным слоем. На этом один из важных этапов закончен, следующий этап представляет собой заливку компонентов на стык трубопровода: Перед заливкой системы компонентов пенополиуретана (ппу) необходимо сделать два небольших отверстия по центру термоусаживаемой муфты на стыке трубопровода 25 мм. Одно отверстие предназначено для выхода воздуха во время реакции компонентов в изолируемом стыке трубы. В чистую ёмкость (тару) наливают компонент «А»-полиол и компонент «В»-полиизоционат, в соотношениях рекомендуемых заводом изготовителем, после чего тщательно перемешивают дрелью с миксерной насадкой. После смешивания компонентов (ппу) нужно незамедлительно вылить в изолируемый стык через одно из отверстий, после чего закрыть отверстия специальными коническими пробками. Через некоторое время после заливки компонентов через пробки будет выступать некоторое количество пены, что говорит о полном заполнение пенополиуретана в муфте. Пробки удаляются после полного затвердевания компонента. Места удаления пробок запаивается полиэтиленовомыми пробками. На этом этапе изоляция стыка завершается.
santermo.ru