- долговечностью;
- стойкостью к коррозии и перепадам температур;
- гладкостью поверхностей – как внутренней, так и внешней;
- хорошим показателем теплопроводности.
- Труборез. Этот инструмент позволит хорошо подготовить конец детали, который будет соединяться при помощи припоя.
- Трубогиб. Во избежание заломов и плохой проходимости нужно пользоваться специальным инструментом, чтобы диаметр не менялся, и в то же время трубу можно было согнуть под углом.
- Паяльник из металла, газовая горелка.
- Припой для пайки медных труб кондиционера.
- медно-фосфорные;
- серебряные.
- Если факел средней величины и равномерного синего цвета, это означает, что газово-кислородная смесь хорошо сбалансирована по составу. Металл будет нагреваться равномерно.
- Бледно-голубой цвет факела говорит о том, что в смеси больше кислорода. Это будет окислять металл, и на нем появится темный налет.
- На горелке должна быть функция уменьшения пламени, чтобы контролировать процесс нагрева. Перегретая трубка деформируется и конец приходится отпиливать.
- Развальцовка проводится на той трубе, которая лежит навстречу идущему фреону, чтобы не было трения и сопротивления в месте пайки. Например: если фреон идет слева, то расширяют правую сторону трубки и наоборот.
- Так как некоторые припои во время нагревания выделяют вредные газы, следует обеспечить вентиляцию или надеть респиратор.
- Посредством трубореза отрезаем трубу необходимой длины. Щеткой снимаем заусеницы, внутреннюю поверхность изделия чистим ершиком;
- Посредством труборасширителя расширяем 2-ой отрезок изделия до требуемого диаметра. Помните, что детали трубопровода должны входить друг в друга с небольшим зазором;
- Щеткой чистим края расширенного элемента трубопровода от загрязнений и заусениц;
- Равномерно наносим флюс на деталь медного трубопровода меньшего диаметра;
- Соединяем обе детали трубопровода. Влажной тканью удаляем излишки флюса;
- Равномерно прогреваем соединение. Когда флюс будет серебристым, работу можно заканчивать;
- К линии стыка деталей трубопровода подносим припой. После того, как он расплавится, припой должен остыть естественным

Электрический фаскосниматель
путем. Дуть на него не нужно;
- По остывании припоя протираем соединение влажной материей. Мера эта нужна затем, чтобы удалить остатки химических веществ.
Пайка трубок для кондиционера своими руками. Как паять медные трубы для кондиционеров
Как паять медные трубы для холодильных систем и подключение кондиционера?
В статье кратко описывается как правильно паять медные трубы и какие основные инструменты для этого понадобятся.
Пайка медных труб не сложное мастерство. Даже новичок может научиться паять, чтобы предотвратить утечку швов в течении 30 минут. Процесс очень прост, если вы будете следовать нескольким основным правилам. В этой статье мы покажем вам, как паять медь быстро и легко.
Пайка медных труб для подключения кондиционера
В этой статье мы рассмотрим основные этапы для пайки медной трубы, используемой при подключении кондиционера в большинстве домов. Вам не нужны специальные навыки, чтобы успешно паять медь. Вы можете легко припаять герметично стыки с первой попытки, но вы также можете сделать ошибки. Мы покажем вам, как их избежать, а также предупредить вас о простой, но важной мере предосторожности, технике безопасности, которые защитят вас от ожогов и сохранят ваш дом в безопасности от огня.
Вам понадобится: припой (в виде специальных прутьев или проволоки), щетка стальная (для зачистки труб и фитингов), флюс-паста, кисть для нанесения флюс-паста, шкурка для зачистки поверхности, пропановая горелка небольших размеров (желательно со встроенным воспламенителем), жаропрочная прокладка, медная труба, фитинги.
Основным инструментом пайки можно назвать пропановую горелку, которая состоит из баллона, регулятора подачи газа и наконечника (сопло). Для начала работы, откройте регулятор топливного клапана и зажгите наконечник. Для более легкого поджога, мы рекомендуем регулятор, который имеет встроенный воспламенитель. Если вы покупаете простую версию, купите также специальную зажигалку. Сжатие проволоки руками производит искры, которые воспламеняют газ.
Подготовьте трубы, если необходимо их обрезать, то Вы можете это спокойно сделать с помощью труборезов. После, обязательно проверьте место среза нет ли там заусенец или вмятин. Если были обнаружены заусеницы, то их необходимо удалить и зачистить. Кроме того необходимо зачистить место пайки на трубе шкуркой до медного блеска на наружной поверхности, а на внутренней зачистить щеточкой Далее необходимо нанести кисточкой флюс-пасту снаружи и внутри места соединений трубы, которые будут в итоге соединены.
Если все вышеперечисленные пункты были сделаны можно приступать к пайке. Следует поджечь и разогреть горелку. В мерах предосторожности необходимо одевать огнеупорные перчатки, одежду и маску, что бы случайно не получить ожоги. Когда горелка нагрелась нужно поднести ее к трубке и подержать 15-20 секунд. Припой необходимо проводить по краю соединений, по всему диаметру вести не нужно, так как он сам впитается внутрь соединения.
После окончания пайки необходимо проверить качество. Для этого можно просто пустить по трубе воду, предварительно дав трубе остыть, так как от резкого перепада температур она может просто потрескаться.
klimatech.com.ua
Пайка трубок для кондиционера своими руками: технология
 Нарушение герметичности соединения трубок в системе кондиционирования – это достаточно серьезная проблема. Наиболее оптимальный вариант для ее устранения – обратиться к специалистам. Однако многие могут подумать: если я нормально паяю сам, то неужели не смогу справиться и с этим? На самом деле данная задача вполне выполнима и для среднестатистического обывателя. Но при этом следует учитывать, что у такой работы есть свои особенности. Поэтому для достижения желаемого результата их нужно обязательно изучить.
Нарушение герметичности соединения трубок в системе кондиционирования – это достаточно серьезная проблема. Наиболее оптимальный вариант для ее устранения – обратиться к специалистам. Однако многие могут подумать: если я нормально паяю сам, то неужели не смогу справиться и с этим? На самом деле данная задача вполне выполнима и для среднестатистического обывателя. Но при этом следует учитывать, что у такой работы есть свои особенности. Поэтому для достижения желаемого результата их нужно обязательно изучить.
Читайте также: Как правильно выбрать медные трубы для отопления
Кроме того, следует отметить, что восстановление герметизации алюминиевых трубок делается по специальной технологии – аргонно-дуговой сваркой. Здесь уже нужно специальное оборудование, и в этом случае уже не обойтись без помощи профессионалов. Впрочем, в бытовых системах кондиционирования применяются медные трубки. С их пайкой может справиться по большому счету любой. Только при этом желательно обладать хотя бы минимальными навыками обращения с инструментом и соответствующими техническими знаниями.
Пайка медных трубок для кондиционера – особенности работы
Данный металл обладает целым рядом неоспоримых достоинств и является наиболее оптимальным вариантом для сплит-систем. В частности, медные трубки отличаются:
 Они выполняют значимую работу – перемещают хладагент между внутренним и внешним блоками. Соответственно, герметичность, в том числе и мест соединения, имеет очень важное значение. Если она нарушена – проблему нужно устранять, причем как можно скорее. Делается это с помощью пайки – низко- или высокотемпературной. Первая чаще всего применяется при нарушении герметичности вальцовочного соединения. Низкотемпературная сварка позволяет выполнить работу достаточно оперативно. При этом само соединение получается прочным и долговечным, обладая хорошей стойкость к нагрузкам – как температурным, так и механическим.
Они выполняют значимую работу – перемещают хладагент между внутренним и внешним блоками. Соответственно, герметичность, в том числе и мест соединения, имеет очень важное значение. Если она нарушена – проблему нужно устранять, причем как можно скорее. Делается это с помощью пайки – низко- или высокотемпературной. Первая чаще всего применяется при нарушении герметичности вальцовочного соединения. Низкотемпературная сварка позволяет выполнить работу достаточно оперативно. При этом само соединение получается прочным и долговечным, обладая хорошей стойкость к нагрузкам – как температурным, так и механическим.
Для низкотемпературной пайки нужна пропановая горелка. Трубу при этом нагревают до 200-250 градусов. Следует отметить, что при использовании мягкого припоя пламя горелки обязательно нужно постоянно перемещать – в ином случае вы просто не добьетесь равномерности нагрева. Также необходимо знать и некоторые особенности выполнения такой работы.
Например, может возникнуть ситуация, когда припой не плавится при касании прутком. В данном случае необходимо продолжить нагрев, не забывая при этом о необходимости постоянного перемещения пламени. В итоге припой все-таки начнет плавиться. После этого можно убирать пламя. Далее нужно немного подождать и убедиться, что припой проник в монтажный зазор – последний должен заполниться полностью. Торопиться здесь не следует. Все дело в том, что излишки припоя окажутся внутри трубы, из-за чего уменьшиться ее полезный просвет.
У низкотемпературной пайки есть еще одна особенность. Если вы используете для такой работы стандартные куски мягкого припоя, то нужно контролировать один момент, имеющий важное значение. В частности, их размер обязательно должен соответствовать диаметру  соединяемого изделия. Здесь также есть одна маленькая хитрость. Для того чтобы работать было удобнее, рекомендуется придать нужным участкам припоя форму буквы «Г». Выше мы уже отмечали, что у низкотемпературной сварки есть сразу несколько достоинств. Именно этим и обусловлено ее довольно широкое применение. Однако данный метод не позволяет получить такие высокие механические характеристики соединения, как у высокотемпературной пайки. Соответственно, в некоторых ситуациях возможно применение только лишь этой технологии.
соединяемого изделия. Здесь также есть одна маленькая хитрость. Для того чтобы работать было удобнее, рекомендуется придать нужным участкам припоя форму буквы «Г». Выше мы уже отмечали, что у низкотемпературной сварки есть сразу несколько достоинств. Именно этим и обусловлено ее довольно широкое применение. Однако данный метод не позволяет получить такие высокие механические характеристики соединения, как у высокотемпературной пайки. Соответственно, в некоторых ситуациях возможно применение только лишь этой технологии.
Давайте рассмотрим основные особенности высокотемпературной пайки. Ее основным достоинством впору назвать повышенную прочность шва. Кроме того, трубку после ремонтных работ можно эксплуатировать в системах, подверженных высокой температурной нагрузке. Также здесь есть возможность уменьшить ширину соединения. Этого реально добиться, если использовать мягкий припой. Впрочем, есть у данной методики и некоторые недостатки. К таковым в первую очередь следует отнести отжиг меди. Кроме того, высокотемпературная пайка требует определенной квалификации. Не имея должного опыта, за такую работу лучше не браться.
В высокотемпературной пайке применяется исключительно газопламенный метод. Пламя в горелке рекомендуется выставить среднее, а трубы нужно обязательно нагревать равномерно. Следует отметить, что если вы используете медно-фосфорный припой, то в  таком случае вполне можно отказаться от флюса. Достоинством данного метода является и возможность фиксации деталей в практически любом положении. При этом следует внимательно следить за тем, как припой заполняет монтажный зазор. Как и в случае с применением низкотемпературной пайки, данный момент имеет важное значение.
таком случае вполне можно отказаться от флюса. Достоинством данного метода является и возможность фиксации деталей в практически любом положении. При этом следует внимательно следить за тем, как припой заполняет монтажный зазор. Как и в случае с применением низкотемпературной пайки, данный момент имеет важное значение.
Чтобы проверить качество соединения, можно воспользоваться прутиком твердого припоя. Делается это очень просто. Пруток подносится к созданному стыку, и если все нормально, он должен начать плавиться. Выполняя высокотемпературную пайку медных трубок для кондиционера в домашних условиях, вы можете использовать вместо горелки строительный фен. Он обладает таким немаловажным достоинством, как компактностью Соответственно, работать с феном будет более удобно. При этом последовательность действий здесь точно такая же, как и при использовании горелки.
Ну а в завершение хотелось бы отметить, что пайка медных трубок для кондиционера не требует дорогостоящего оборудования. Для выполнения такой работы вам понадобятся фаскосниматель, труборез и паяльник. Последний инструмент нужен для того, чтобы «нежно» отрезать трубки. Ведь медь является очень мягким материалом. Поэтому трубка вполне может деформироваться из-за чрезмерного нажима. Фаскосниматель нужен для удаления заусениц с внешнего и внутреннего края после обрезания. Ну а о предназначении паяльника, наверное, можно и не говорить. Для пайки медных труб применяют специальные пропановые горелки компактного размера. После завершения всех работ систему обязательно нужно промыть. В ином случае оставшиеся флюсовые загрязнения вполне могут запустить процесс коррозии.
trubymaster.ru
Пайка алюминиевых трубок кондиционера своими руками
Содержание статьи:
Для соединения трубок кондиционеров в квартирах или офисах чаще всего используют вальцовку. Этот метод несложен, доступен и безопасен для оборудования. Но иногда необходимо осуществить пайку трубок кондиционера.
При наличии элементарных технических знаний заменить или перепаять медную трубу в кондиционере можно самостоятельно. Трубы не входят в комплектацию устройства – их покупают в строительных магазинах. Подойдет медная труба с примесями серебра, способная выдерживать температурные перепады, возникающие при работе климатических систем, и не подвергающаяся коррозии. Материалы труб выдерживают высокое давление и не деформируются. Химический состав позволяет сохранить поверхностный слой длительное время, что позволяет системе работать без необходимости ремонта.
Материалы и оборудование

Медно-фосфорные припои
Диаметр трубы подбирается, исходя из мощности устройства – чем мощнее, тем больше диаметр. На стоимость трубы влияют ее технические характеристики, марка производителя, характеристики металла. Не стоит экономить на трубах, так как от этого зависит срок службы и качество работы сплит системы.
Пайка трубок кондиционера начинается с подбора необходимых инструментов и материалов:
На прочность и герметичность пайки большее значение оказывает чистота поверхностей. Но вид припоя нужно подобрать правильно. Пайка осуществляется твердым или мягким припоем.

Трубогиб позволяет избежать заломов, сохранив диаметр трубы
Припои делятся на:
Чтобы запаять алюминиевую трубку кондиционера используют сразу два вида припоя. Для медных трубок лучше выбирать припой с ионами серебра, чем фосфорный. Это связано с хрупкостью фосфорного вещества в том случае, если в сплаве находится более 10% никеля.
Если в состав твердого припоя входит кадмий, нужно позаботиться о своем здоровье, так как пары отравляют организм.
Для качественного соединения трубок подбирают горючую смесь. Проверяют при включении:
При развальцовке внешней трубки соблюдают необходимый зазор, в который будет затекать припой. При отсутствии такового соединение трубок не будет герметичным, и фреон вытечет под давлением за считанные минуты.
Как паяются трубки из меди – процесс и правила
Перед соединением трубки кондиционера необходимо зачистить наждаком или металлической щеткой. Остатки смазки, земли, краски ухудшают сцепление припоя и металла.
 Пайка трубок кондиционера проводится пламенем газовой горелки. При оптимальной газовой смеси пламя одновременно очищает и нагревает поверхности трубок, подготавливая их к соединению.
Пайка трубок кондиционера проводится пламенем газовой горелки. При оптимальной газовой смеси пламя одновременно очищает и нагревает поверхности трубок, подготавливая их к соединению.
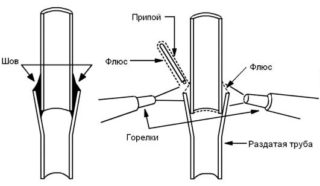
Чтобы соединить трубки кондиционера методом пайки, необходимо вставить одну трубку в другую на длину, равную или больше диаметра трубок. Зазор составляет от 0,025 см до 0,125 см.
Трубки прогревают горелкой равномерно. Чтобы припой проникал в зазор, температура внутренней и наружной должна быть одинаковой. При этом захватывается не только место предполагаемой сварки, но и немного дальше – сантиметров на 7 в каждую сторону.
Прогретый прут припоя опускают во флюс, тонкий слой которого предохраняет его от окиси. Чем меньше слой флюса, тем качественнее получается пайка.
После того, как получилось запаять трубки кондиционера, остатки флюса счищаются.
Условия, которые соблюдаются при работе:
Низкотемпературная пайка
Низкотемпературный режим соединения двух металлических деталей подразумевает нагревание основных частей ниже 427 градусов, то есть, ниже температуры плавления основного металла. При данном методе металл меньше окисляется, можно добиться локального прогревания. Экономится энергия и материалы. Результат – аккуратный точный стык.
Особенности высокотемпературной пайки

Для фреоновой трассы высокотемпературная пайка не применяется
Температура плавления при высокотемпературной пайке выше 427 градусов, но ниже температуры плавления соединяемых деталей. Технология отличается от низкотемпературной. При вакуумной пайке используют мягкий припой из олова. Высокотемпературные технологии используют для соединений, которые в дальнейшем будут работать с высокими температурами.
Для самостоятельного выполнения работ достаточно низкотемпературного режима. В трубах не предполагается высоких температур фреона, но соединение должно выполняться герметично во избежание утечки хладагента в процессе работы.
Сварка трубок кондиционера
Метод аргонной сварки трубок кондиционера используется при износе или деформациях трубок из алюминия. Аргонная сварка применяется потому, что нагретый алюминий покрывается оксидной пленкой при взаимодействии с кислородом. Аргон предотвращает контакт с кислородом и образование пленки.
Метод сварки трубок хорош для ремонта автокондиционеров.
strojdvor.ru
Пайка медных труб своими руками
Медь лучше паять, чем варить, по нескольким причинам: простота и оперативность проведения работ, нет необходимости в дорогом оборудовании, соединения получаются прочными, надежными и стойкими к высоким температурным и механическим нагрузкам.
Низкотемпературная пайка
Применяется для организации систем водоснабжения, отопления, кондиционирования. Выполняется обычно пропановыми горелками. Температура разогрева трубы: 200-250 градусов. При мягком припое пламя горелки требуется постоянно перемещать, чтобы нагрев соединения был равномерным.

Пример низкотемпературной пайки
Для мягкого припоя используются припои типа S-Sn97Ag5 (L-SnAg5) и S-Sn97Cu3 (L-SnCu3). Данные припои отлично подходят для систем отопления и кондиционеров, ведь они обеспечивают стойкость к коррозии и механическим повреждениям.
Как осуществляется пайка систем отопления и кондиционеров? В случае если припой не плавится при касании прутком, нагрев следует продолжить. Важно постоянно перемещать пламя. Когда припой начинает плавиться, следует пламя убрать и подождать, пока припой не заполнит монтажный зазор. Заполнение зазора происходит полностью, а потому не следует вводить дополнительные объемы припоя, так как это даст излишки, которые могут затечь внутрь соединения.
Что еще важно знать, осуществляя пайку медных труб на отопление и иные системы? Если вы применяете в работе стандартные прутки припоя, объем мягкого припоя должен быть равен диаметру трубы. Для удобства требуемый участок припоя загибается Г-образно. Более подробно о низкотемпературной пайке вы можете посмотреть в специальном видео.
Преимущества данного способа: прочность меди не ухудшается. Недостатки данного способа: худшие механические характеристики.
Высокотемпературная пайка
Применяется в тех случаях, когда систему планируется эксплуатировать при высоких температурных нагрузках (выше 110 градусов). Данный способ часто используется для организации отопительных систем. Твердая пайка выполняется исключительно газопламенным способом, так как для выполнения соединения требуется температура не ниже 700 градусов.

Прибор для высокотемпературной пайки
При применении медно-фосфорного припоя можно обойтись без флюса. Пламя горелки должно быть средним. Требуемая температура пламени: 750-900 градусов. Медные трубы следует нагревать равномерно, причем соединяемые детали могут находиться в любом положении.
При равномерном нагреве концов изделий припой хорошо заполнит монтажный зазор. Проверять готовность соединения можно прутком твердого припоя (по окончании работ он должен плавиться). Для повышения качества работ пруток следует предварительно прогреть.
Именно при этом способе можно использовать строительный фен. Применяется он вместо горелки. Строительный фен можно задействовать только при пайке медных труб небольших размеров. Эксплуатировать фен просто, достаточно применять тот же алгоритм работы, что и при манипуляциях с горелкой. Обучающее видео позволит вам разобраться во всех нюансах пайки.
Преимущества твердого припоя: высокая прочность шва, можно применять в системах, эксплуатируемых при высокой температуре, возможно уменьшение ширины соединения относительно мягкого припоя. Недостатки твердого припоя: происходит отжиг меди, для выполнения работы своими руками требуется опыт и квалификация, в ином случае изделие можно перегреть, что приведет к разрывам.
Флюс
Флюсы представляют собой активные химические вещества, необходимые для проведения качественной пайки. Они позволяют улучшить растекание припоя, очищают медь от разного рода загрязнений, образуют защитное покрытие от воздействия кислорода.

Флюс для пайки алюминия
При низкотемпературном способе соединения используются низкотемпературные флюсы. При высокотемпературном способе соединения флюсы не требуется, достаточно очистить поверхность перед работой.
Важно: По окончании работ флюс должен быть обязательно удален. В ином случае существует риск возникновения коррозий.
Как выполняется пайка медных труб своими руками?

Труборез
Требуемые инструменты: труборез, фаскосниматель, труборасширитель, стальной ершик для чистки внутренних поверхностей медных труб, щетка для зачистки соединений,газовая горелка или фен, припой.
Рассмотрим, как паять медные трубы своими руками:
Научиться паять медные детали трубопровода своими руками просто. Достаточно соблюдать инструкции. Однако если что-то так и осталось для вас непонятным, вы всегда можете включить обучающее видео, где детально рассмотрено, как паять медные трубы.
trubygid.ru
Я сварщик - Пайка кондиционеров в современных условиях

Занимаетесь ремонтом кондиционеров и холодильных установок? Предлагаем вашему вниманию статью о высокотемпературной пайке твердым припоем.
После ограничений на использование CFC-хладагентов (* озоноразрушающие хладагенты), было много дискуссий о требованиях к пайке трубчатых соединений для новых хладагентов. Две основные причины, по которым производители работ должны обратить более пристальное внимание на качество пайки:
·Заменители без CFC, такие как R-410а, работают при более высоких давлениях, чем нынешние хладагенты, такие как R-22. Например, при 70 °F (*21,11°С) рабочее давление R-22 составляет 120 PSIG (*8.27 bar), тогда как R-410a - 200 PSIG (*13.79 bar). В настоящее время хладагент R-410a значительно дороже, чем R-22, соответственно при утечках хладагента из системы стоимость заполнения системы будет выше.
·Связанный с этим событием является переход к более высокому SEER рейтингу кондиционирования воздуха (*коэффициент сезонной энергоэффективности, единица холодопроизводительности в течение типичного охладительного сезона делится на общее количество, потребляемое электроэнергии за тот же период). В результате этого, многие производители, вероятно, увеличат размер витков. Это приведет к большему количеству паяных соединений.
В любом случае основой производства герметичных паяных соединений является правильная техника. Качественные паяные соединения являются результатом следующих ключевых процедур.
Очистка
Этот простой шаг пропускают, особенно в новых установках. Загрязнители, такие как грязь, масла, или толстая оксидная пленка будут препятствовать "смачиванию" (способности расплавленного припоя растекаться и прилипать к поверхности). Протрите детали ветошью, а затем используйте проволочную щетку из нержавеющей стали или наждачную бумагу для удаления оксидного слоя.
Регулировка пламени
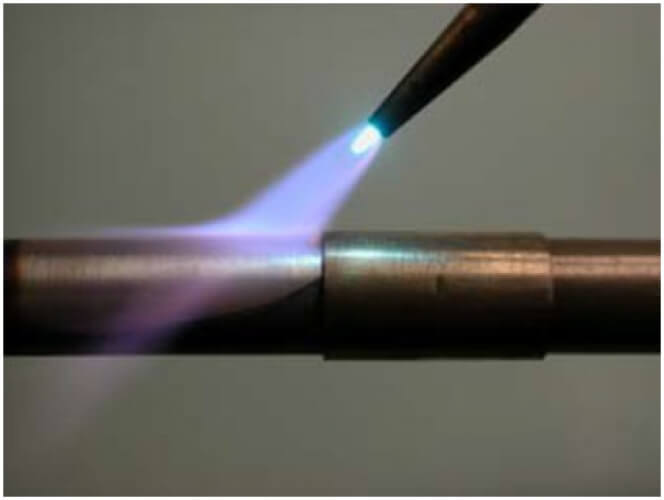
Это следующий важный этап. Настройки пламени зависят от типа источника тепла. Для кислородно-ацетиленового источника рекомендуется нейтральное пламя. Также подходит пламя с небольшим избытком ацетилена (науглераживающее пламя). Избегайте использования пламени с избытком кислорода (окислительного пламени). Это пламя химически увеличивает поверхностную оксидную пленку и препятствует смачиваемости присадочным металлом.
Воздушно-ацетиленовые горелки, использующие мундштуки вихревого типа стали очень популярны. Они имеют единую регулировку пламени. Независимо от типа горелки, когда размер трубки увеличивается или уменьшается, меняем мундштук на больший или меньший, что предпочтительнее, чем просто увеличение давления.
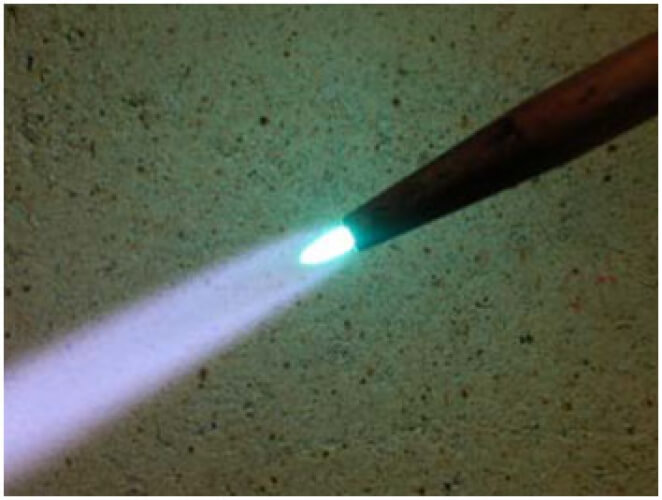
Нейтральное пламя
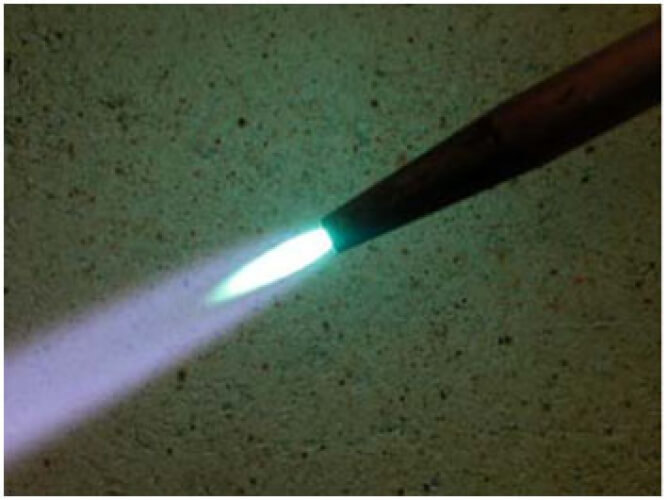
Науглераживающее пламя
Нагрев
Неправильный нагрев является основной причиной плохо спаянных стыков. Достаточная прочность и пластичность стыка зависит от подачи расплавленного присадочного металла припоя в соединение. Первый стык проявляет прочность снаружи. Несмотря на то, что соединение может быть достаточным при определенных обстоятельствах, высокая вибрация или давление может являться причиной развития трещины.
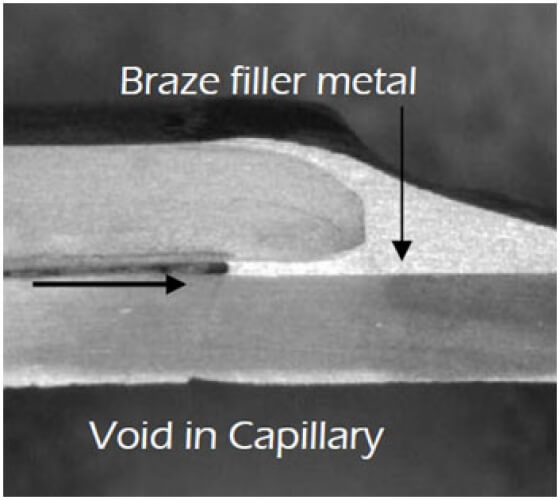
Пустота в капилляре
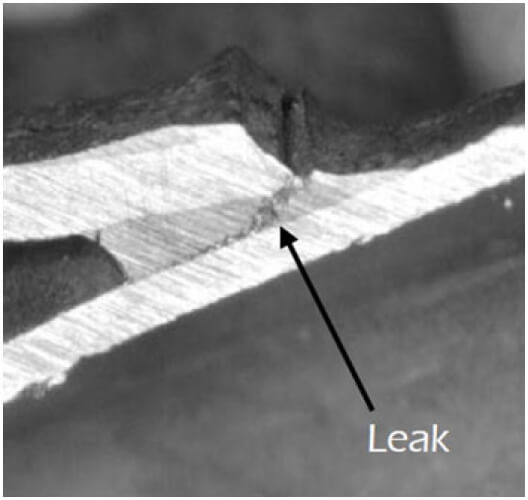
Течь
Чтобы предотвратить это, мы должны использовать метод нагрева, который охватывает обе части, в том числе низ по внутренней части муфты, до температуры пайки. Мы рекомендуем следующий многоступенчатый подход к нагреву:
1. Начинаем с нагрева трубки. Нагреваем трубу вокруг, чтобы провести тепло внутрь муфты.
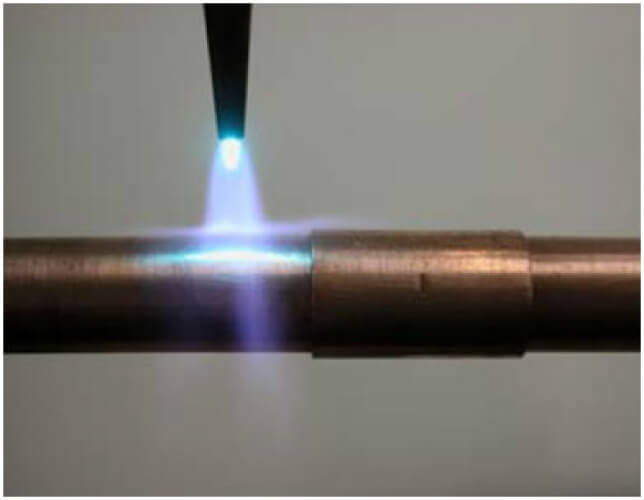

2. После этого предварительного нагрева, переместите горелку к муфте. Наклоните пламя в направлении трубки.
3. Водите горелкой между трубкой и муфтой, чтобы довести обе части до температуры пайки.

4. Перемещайте пламя в сторону муфты и примените присадочный металл. Расплавленный припой будет следовать за теплом к основанию раструба.

5. Шаги 3 и 4 должны быть сделаны с обеих сторон трубки / соединения. Также при увеличении диаметра трубки необходимо повторить эти действия в нескольких точках по окружности. Это будет способствовать равномерному нагреву и гарантировать, что там достаточно припоя и нет "голодающих" участков.
Важно дождаться момента, когда обе части поглотят достаточное количество тепла перед введением припоя. Пруток или проволока должен легко плавиться и течь, когда он прикладывается к основному металлу. Необходимо избегать плавления прутка только от пламени горелки.
Припой
Доступные припои вполне пригодны для производства герметичных соединений. В таблице припоев Harris изложены рекомендации по выбору припоя для различных комбинаций основных металлов.
Флюс
При пайке меди или латуни флюс требуется для разрушения оксидной пленки, защиты основного металла при нагреве и уменьшения поверхностного натяжения присадочного металла. На соединениях медь к меди, фосфор содержащийся в прутках (Stay Silv ® 5, 15, Blockade®, Dynaflow ®) выполняет эту функцию. При пайке других металлов требуется отдельный химический флюс.
Флюс следует использовать экономно и наносить с помощью кисти. Предлагаемый метод заключается в том, чтобы оставить ¼" (*6.35 мм) неофлюсованой области в конце трубки. Во время нагрева капиллярные силы будут тянуть расплавленный флюс через стык. Обязательно удалите остатки флюса мокрой ветошью после пайки.
Низкотемпературная пайка мягким припоем
Несколько спорных моментов возникло при использовании низкотемпературной пайки в качестве замены высокотемпературной пайки. Большинство коммерческих мягких припоев, в частности оловянно-свинцовые и оловянно-сурьмовые, не рекомендуются использовать для охладителей с повышенной вибрацией. Оловянно-серебряные припои, включая Stay Brite®, обладают необходимой прочностью и пластичностью для работ по ОВК (*отопление, вентиляция и кондиционирование) жилых помещений. Исключение составляют соединения, где рабочая температура превышает 200 °F (* 93.3°С).
Стоит отметить, InternationalMechanicalCode (*соглашение, сосредотачивающееся на безопасности систем отопления, вентиляции систем кондиционирования воздуха) предусматривает, что паяные соединения мягким припоем медной трубки приемлемы для хладагентов "Группа А1". R-410A включен в эту группу хладагентов. Преимущества оловянно-серебряных стыков хорошо документированы. Вы исключаете необходимый поддув азота при нагревании, и внешнее охлаждение термочувствительных клапанов не требуется.
Помните, флюсы мягких припоев вызывают коррозию. Позаботьтесь о том, чтобы избежать избыточности флюса на трубке и фитингах, это может окончиться попаданием флюса внутрь замкнутой системы. Чтобы помочь избежать этого, наносите флюс с помощью кисти.
Имейте в виду, что некоторые инструкции производителей по установке кондиционеров и сервисные бюллетени предусматривают низкотемпературные паяные соединения. Подрядчики должны следовать инструкциям производителя, а так же требованиям действующих методических и нормативных документов.
* примечания переводчика
Перевел и подготовил Антон Чураков
При использовании данного материала ссылка на ресурс ЯСВАРЩИК обязательна.
imwelder.ru