- прочная конструкция станины;
- не требует подключения к электросети;
- быстрота перенастройки на другие диаметры заготовок;
- необходимость приложения значительных физических усилий;
- большая длительность процесса изгибания;
- сложность создания более одного изгиба трубы;
- ограниченные возможности контроля радиуса изгиба.
- Максимальный профиль трубы, мм
- Тип профиля трубы:квадратный, прямоугольный, круглый
- Радиус гиба, мм
- Диаметр гиба, мм
- Развиваемое усилие, тонн
- Скорость гибки
- Выбор дополнительной оснастки
- Размеры станка, мм
- Вес, кг
- Цена станка
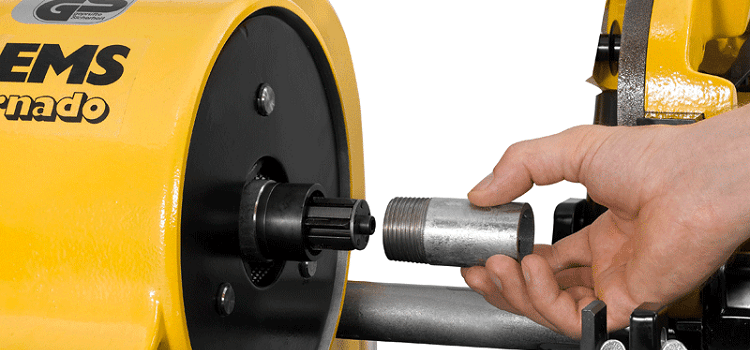
Ручные роликовые трубогибы. Ручной станок трубогиб
Ручные роликовые трубогибы для гибки труб, переносные, малогабаритнрые
Ручные механические и гидравлические роликовые трубогибы предназначены для холодной гибки круглых и профильных труб из черной и нержавеющей стали, меди, алюминия. Оборудование обеспечивает качественный изгиб труб на необходимый угол с минимальным изменением геометрии труб без образования гофр и других дефектов.
.За счет своей мобильности, надежности, простоты в использовании ручные трубогибочные станки востребованы, в частности, среди специалистов, осуществляющих слесарные работы.
Достоинства станков
Однако, у данных станков есть и свои слабые стороны:
Впрочем универсального оборудования не бывает, а небольшая цена данной разновидности трубогибов с лихвой перекрывает их недостатки.
Выбирая ручной механический или гидравлический трубогиб для круглой и квадратной трубы, необходимо обращать внимание на их основные технические характеристики:
Звоните и заказывайте станочное оборудование по невысокой цене в компании «РуСтан» по телефону +7 (495) 150-05-90! Доставка в Москве и по России, возможен самовывоз.
Видео о работе ручного трубогибочного станка
rustan.ru
Трубогибочный станок
 Трубогибочные станки имеют очень широкую область применения: на них выгибают трубы для прокладки коммуникаций, для производства мебели, кузнечном деле, так же широко используются в машиностроении. Стоимость фабричный станков довольно велика, поэтому, если он вам понадобился, есть смысл сделать его самому. В статье автор рассказывает о создании роликового трубогиба. Выбор пал на него за счет его универсальности.
Трубогибочные станки имеют очень широкую область применения: на них выгибают трубы для прокладки коммуникаций, для производства мебели, кузнечном деле, так же широко используются в машиностроении. Стоимость фабричный станков довольно велика, поэтому, если он вам понадобился, есть смысл сделать его самому. В статье автор рассказывает о создании роликового трубогиба. Выбор пал на него за счет его универсальности.Постройка такого станка требует токарных и сварочных работ
Проект начинается с 3D модели, нарисованной в программе 3DMax. Объект нарисован с соблюдением реальных размеров.
 В начале замысел был таков, чтобы не меняя валов можно было гнуть как круглую, так и квадратную трубу. Но валы при этом должны были иметь длину 600мм и диаметр 80мм. Заготовок такого размера автор не нашел, поэтому решил создать конструкцию по проще.
В начале замысел был таков, чтобы не меняя валов можно было гнуть как круглую, так и квадратную трубу. Но валы при этом должны были иметь длину 600мм и диаметр 80мм. Заготовок такого размера автор не нашел, поэтому решил создать конструкцию по проще. Проект подразумевал смену валов для круглых и для квадратных труб (круглые в перспективе).
Проект подразумевал смену валов для круглых и для квадратных труб (круглые в перспективе).Обе звезды и цепь использовались от распределительного вала автомобиля «Москвич».
 Были приобретены шесть подшипников и выточены валы:
Были приобретены шесть подшипников и выточены валы: Делаем каретку прижимного вала. Для этого используем металлическую полосу 30х4, из нее выгибаются полумесяцы, в них позже садятся подшипники.
Делаем каретку прижимного вала. Для этого используем металлическую полосу 30х4, из нее выгибаются полумесяцы, в них позже садятся подшипники. Используя метал толщиной 12мм, собирается «П» образная каретка. С наружи ее привариваются квадраты 10х10, которые служат направляющими. По внутренней стороне привариваются косынки и места посадки подшипников.
Используя метал толщиной 12мм, собирается «П» образная каретка. С наружи ее привариваются квадраты 10х10, которые служат направляющими. По внутренней стороне привариваются косынки и места посадки подшипников. Данная конструкция крепления вала позволяет легко снимать и устанавливать разные валы.
Данная конструкция крепления вала позволяет легко снимать и устанавливать разные валы. При сознании корпуса автор уделил особое внимание возможности транспортабельности станка, и попытался сделать его максимально меньше и легче.
При сознании корпуса автор уделил особое внимание возможности транспортабельности станка, и попытался сделать его максимально меньше и легче.Размечается железный лист толщиной 4мм.
 Прижимаются и привариваются полумесяцы:
Прижимаются и привариваются полумесяцы:
 Из полосы метала 30х4 привариваются на свое место направляющие каретки прижимного вала.
Из полосы метала 30х4 привариваются на свое место направляющие каретки прижимного вала. В данном случае отверстия под валы прожгли сваркой.
В данном случае отверстия под валы прожгли сваркой. Каретка на своем месте:
Каретка на своем месте: Пробная сборка корпуса:
Пробная сборка корпуса: Фиксация валов произведена обычным, металлическим хомутом. Главное чтобы не выпадали.
Фиксация валов произведена обычным, металлическим хомутом. Главное чтобы не выпадали. С корпусом пока закончили. Осталось придумать механизм в верней части станка, который будет создавать необходимое усилие на каретку.Было решено использовать винт с инструментальной резьбой. Здесь использовали винт диаметром 30мм.
С корпусом пока закончили. Осталось придумать механизм в верней части станка, который будет создавать необходимое усилие на каретку.Было решено использовать винт с инструментальной резьбой. Здесь использовали винт диаметром 30мм. Между кареткой и винтом нужен опорный подшипник.
Между кареткой и винтом нужен опорный подшипник. Для фиксации подшипника был найден подходящий кусочек трубочки и приварен по центру каретки.
Для фиксации подшипника был найден подходящий кусочек трубочки и приварен по центру каретки. На конец винта приваривается шайбы:
На конец винта приваривается шайбы: В трубке делается прорезь и в нее вставляется импровизированный шплинт, толщиной 1мм.
В трубке делается прорезь и в нее вставляется импровизированный шплинт, толщиной 1мм. В верхней части корпуса сваркой прожигается отверстие под винт, приваривается гайка и ребра жесткости толщиной 4мм.
В верхней части корпуса сваркой прожигается отверстие под винт, приваривается гайка и ребра жесткости толщиной 4мм. В боках крышки делаются отверстия под шплинты, за них крышка будет крепиться к боковым частям корпуса.
В боках крышки делаются отверстия под шплинты, за них крышка будет крепиться к боковым частям корпуса. К боковой крышке привариваются ушки с просверленными отверстиями. Они будут служить для крепления боковой части корпуса.
К боковой крышке привариваются ушки с просверленными отверстиями. Они будут служить для крепления боковой части корпуса. В ответной части нарезаем резьбу м8.
В ответной части нарезаем резьбу м8. Корпус собран!
Корпус собран! Осталось примостить на валы привод и установить на них звезды. Для этого валы по краям немного стачиваются.
Осталось примостить на валы привод и установить на них звезды. Для этого валы по краям немного стачиваются. А к шестерням по размеру приваривается упоры:
А к шестерням по размеру приваривается упоры:
 Теперь нужно установить натяжитель. Под внутренний диаметр натяжного ролика ремня ГРМ подбирается болт, и приваривается в нужном месте.
Теперь нужно установить натяжитель. Под внутренний диаметр натяжного ролика ремня ГРМ подбирается болт, и приваривается в нужном месте.

 Ручка механизма изготовлена из ключа 20/22. К шестерне приварена подходящая гайка. Ключ надевается на гайку и фиксируется болтом.
Ручка механизма изготовлена из ключа 20/22. К шестерне приварена подходящая гайка. Ключ надевается на гайку и фиксируется болтом. И завершающий штрих: крепежные лапки станка:
И завершающий штрих: крепежные лапки станка: Вот готовый станок после покраски:
Вот готовый станок после покраски:  Источник Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Источник Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь. usamodelkina.ru
Ручной трубогиб своими руками - Самоделки ТУТ
Со временем увлечения в холодной ковке появилась потребность в трубогибе и естественно я решил сделать ручной трубогиб своими руками, а как читайте ниже. Так как делал для себя и больших обьемов производства на нем выполняться не будет, то я решил сделать его ручным и компактным.
И так, за основу решил взять швеллер 80 мм из него рама будет очень надежная, рама будет в виде двойной перевернутой буквы «Т» расположенная в вертикальном положении, рабочая часть будет иметь 3 вала с расположением один регулируемый по высоте для задавания радиуса прокатываемой проф трубы в центре и два по краям рамы которое будут с приводом от рукоятки . Почему 2 ведомых вала, а не 1 ? С одним ведомым валом трубогиб будет так же функционировать, но будет пробуксовывать при прокате профиля и зачастую работать на таком трубогибе бывает проблематично, решается эта проблема приводом 2 х валов.
После сварки рамы станка, начал делать сами валы, естественно имея токарный станок можно было просто выточить такие валы но увы токарника у меня нет и пришлось идти другим путем, тогда я набрал старые одинаковые подшипник подобрал под них внутрь вал,а снаружи трубу, 2 просто обварил вокруг трубы и вала при этом приварил сам подшипник заблокировав от прокручивания получив якобы цельно выточенный вал, эти 2 вала использовал для привода ,а третий сделал так же но подшипник блокировать не стал так как блокировать одни подшипники и ставить еще пару было бессмыслено ведь этот вал не ведущий а просто прокручивающийся ролик который будет давить на профиль задавая ему радиус проката но о нем позже.
Ручной трубогиб своими руками
После изготовления валов их нужно установить на раму опорным подшипником опора самодельная сварена из трубы и уголка крепится к раме 2 болтами , на один вал 2 опоры. Чтобы привести во вращение сразу оба вала я приварил с одной стороны станка к каждому валу по большой звезде с ГРМ ВАЗ 2101 оттуда же взял цепь и маленькую звезду натяжителя цепи, для которой сделал ползунок регулировки натяжки из полосы 4 мм и закрепил болтом, с другой стороны станка сделал рукоятку из полосы и ручки от болгарки, закрепил на вал при помощи шпоночного узла и затянул гайкой, это мне попалось вместе с валом.
Станок почти готов, осталось сделать и установить прижимной винт. Сам винт я нашел от каких то тисков вместе с ручкой с них же и гайку которую вварил в вершину рамы. Под третий вал (ролик) изготовил направляющую опять же из швеллера вврарил в направляющую ролик и с торцов закрыл пластиной 5 мм получил направляющую и по направлению движения профиля. Направляющую состыковал с прижимным винтом при помощи шаровой опоры.
Кстати установил трубогиб уже на готовый столик от станка для скрутки торсионов (квадрата).
Ну на этом в принципе все. Вот видео где все наглядно показано:
Ручной трубогиб своими руками.
Спасибо за внимание всем удачи!
Понравилось это:
Нравится Загрузка...
samodelkityt.ru